Manufacturing Challenges of a Modular Transverse Flux Alternator for Aerospace




Abstract
1. Introduction
2. Modular Transverse Flux Machines Fabricated from Soft Magnetic Composites
3. Machine Design
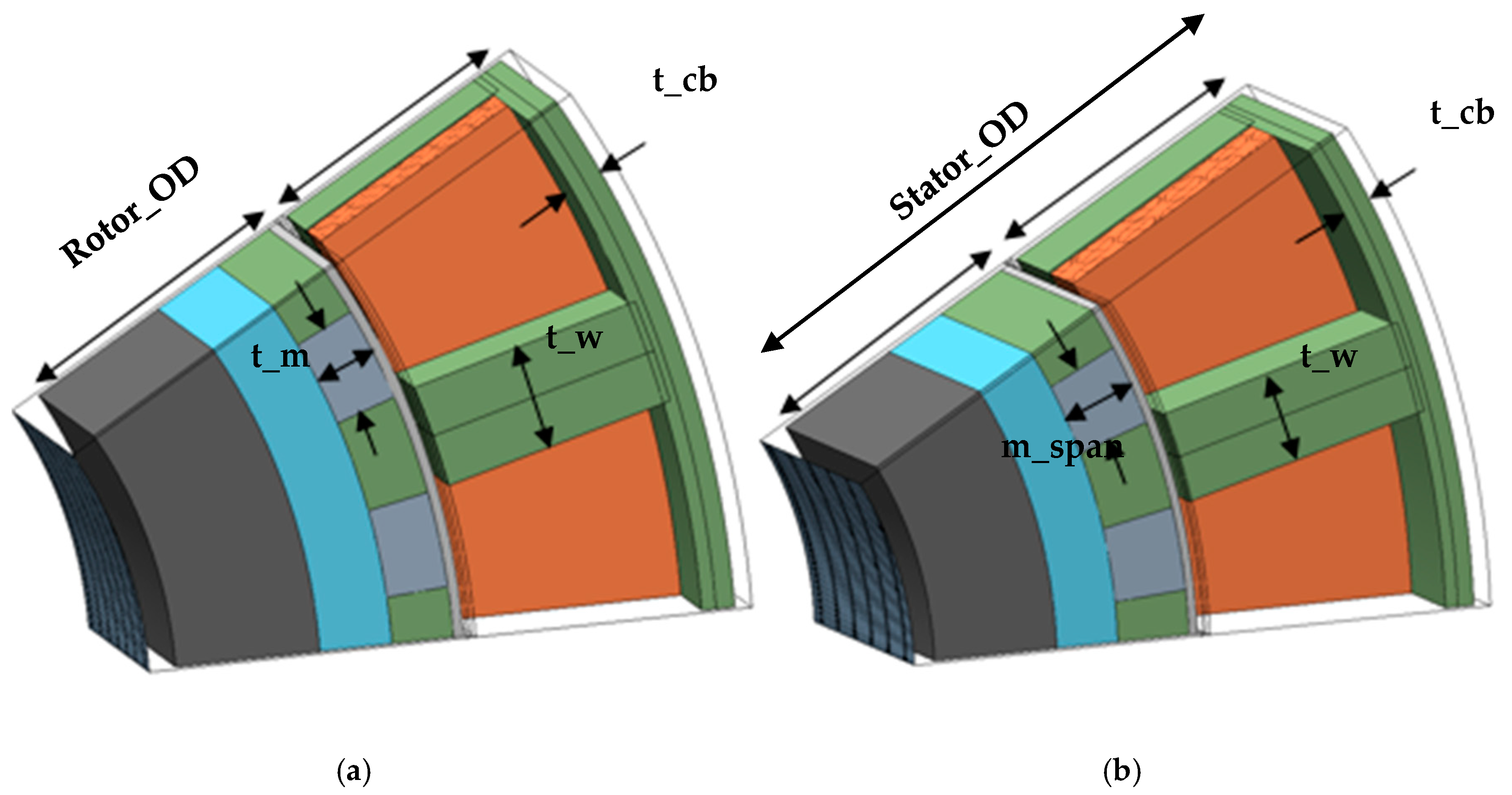
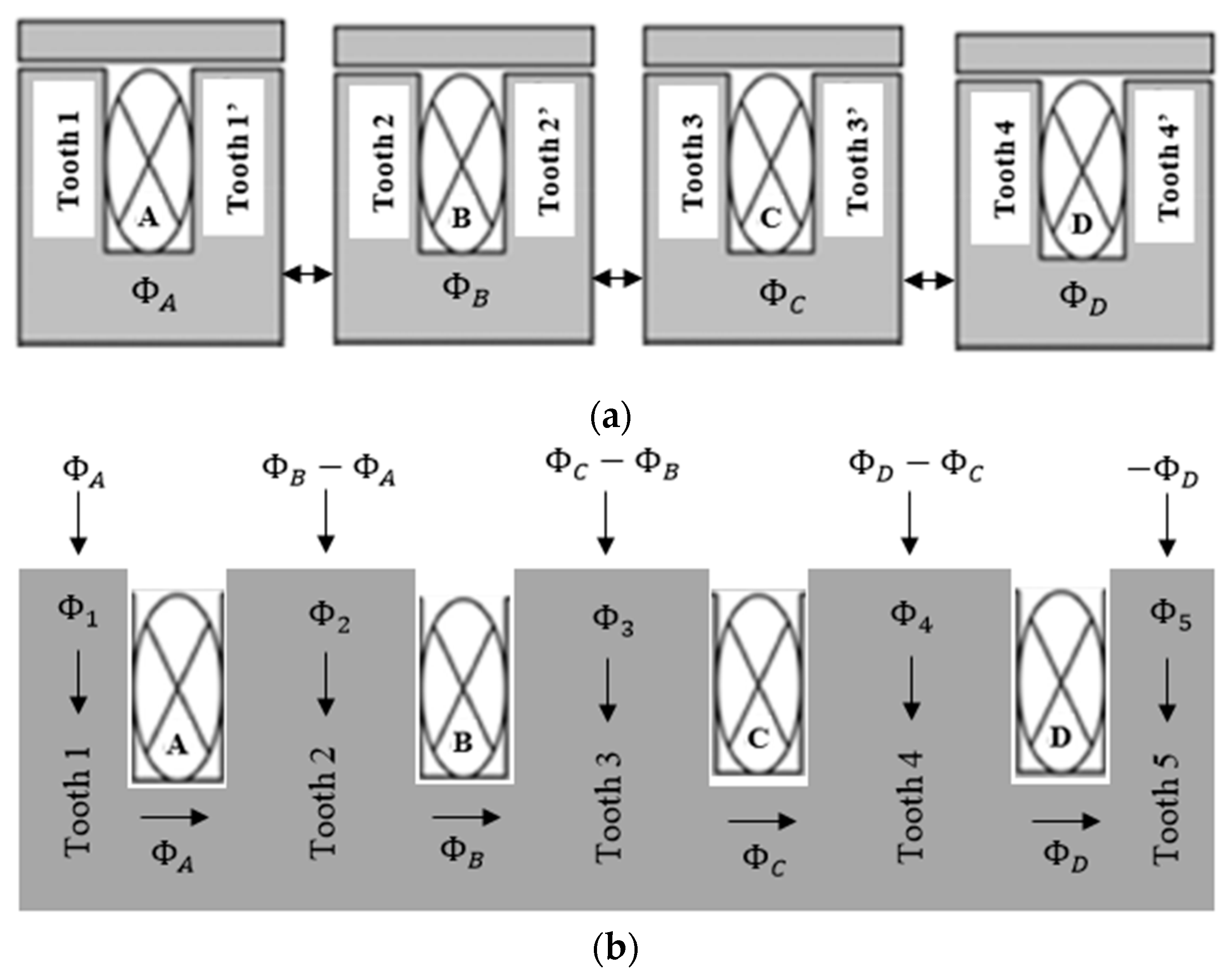
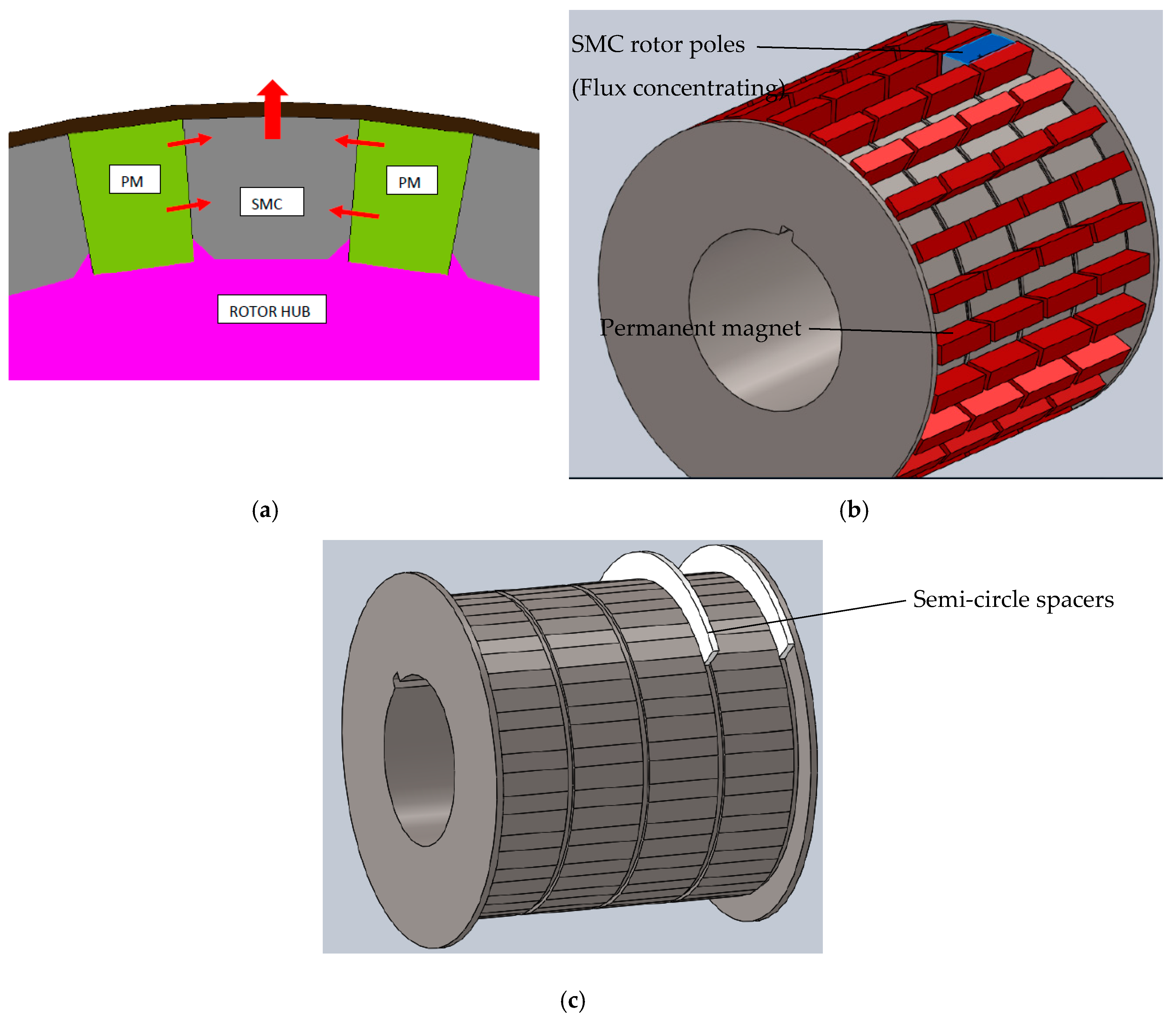
3.1. Machine Topology
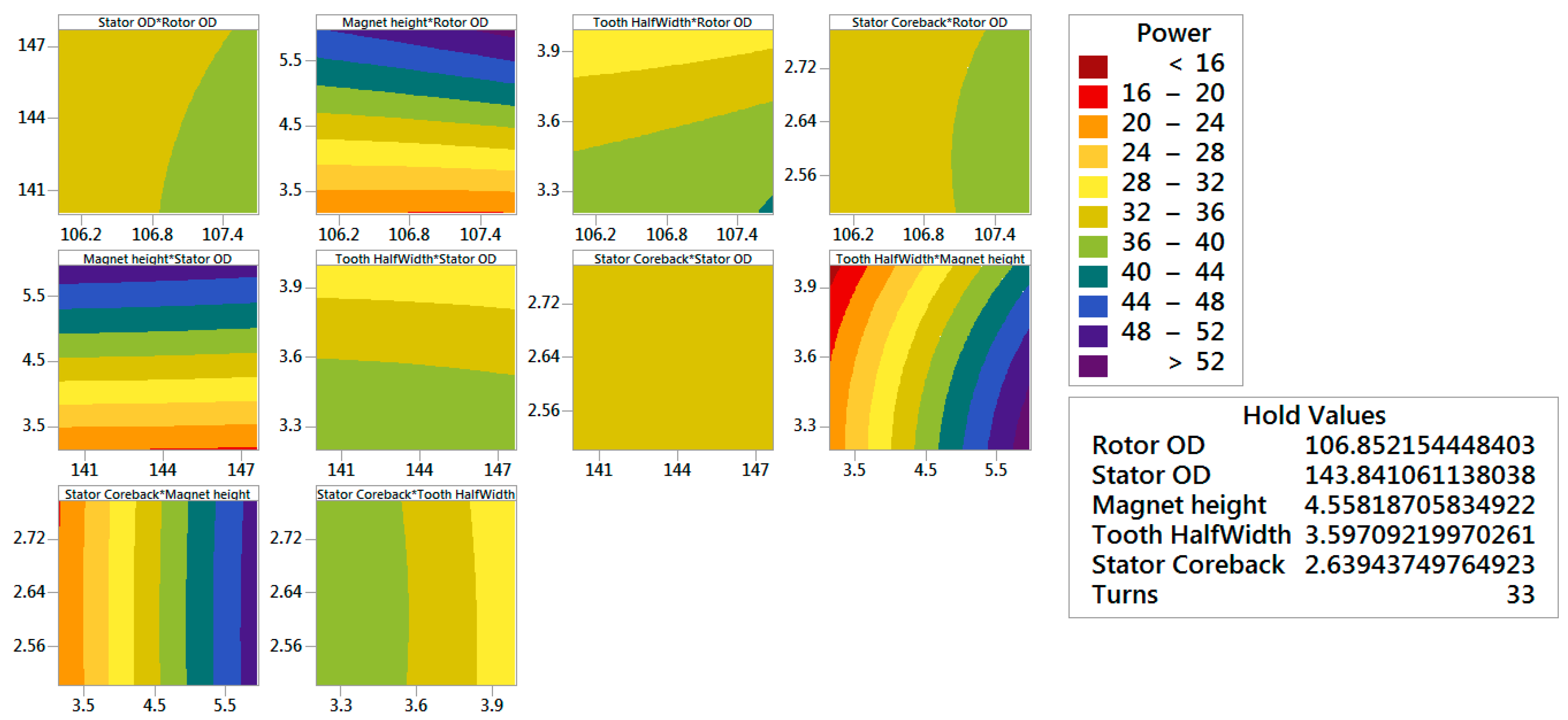
3.2. Initial Optimization
4. Cogging Torque Reduction
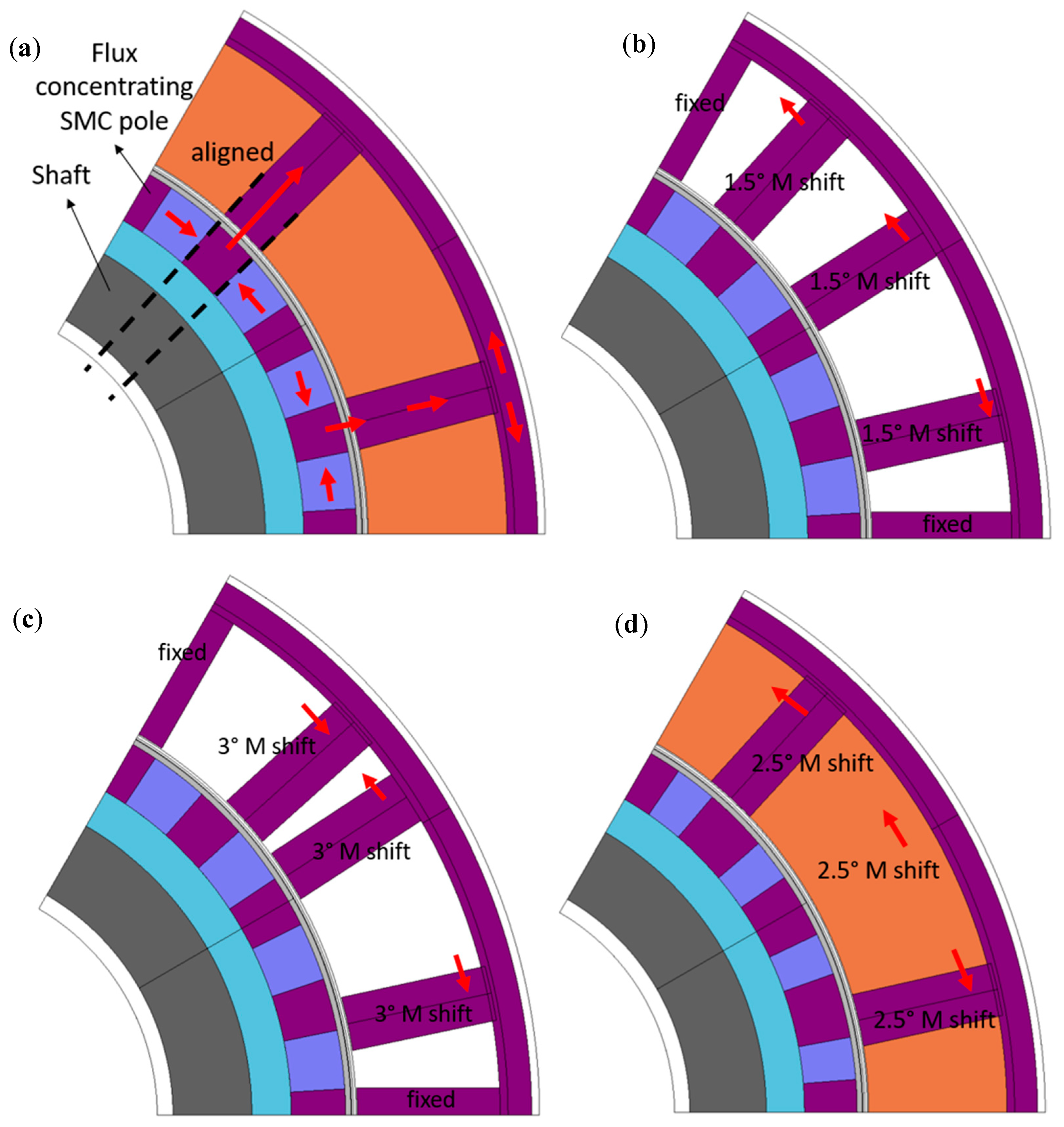
- Tooth pitching (the teeth are shifted circumferentially that reduces the harmonics of back EMF and cogging torque; symmetrical and asymmetrical shifts can be applied).
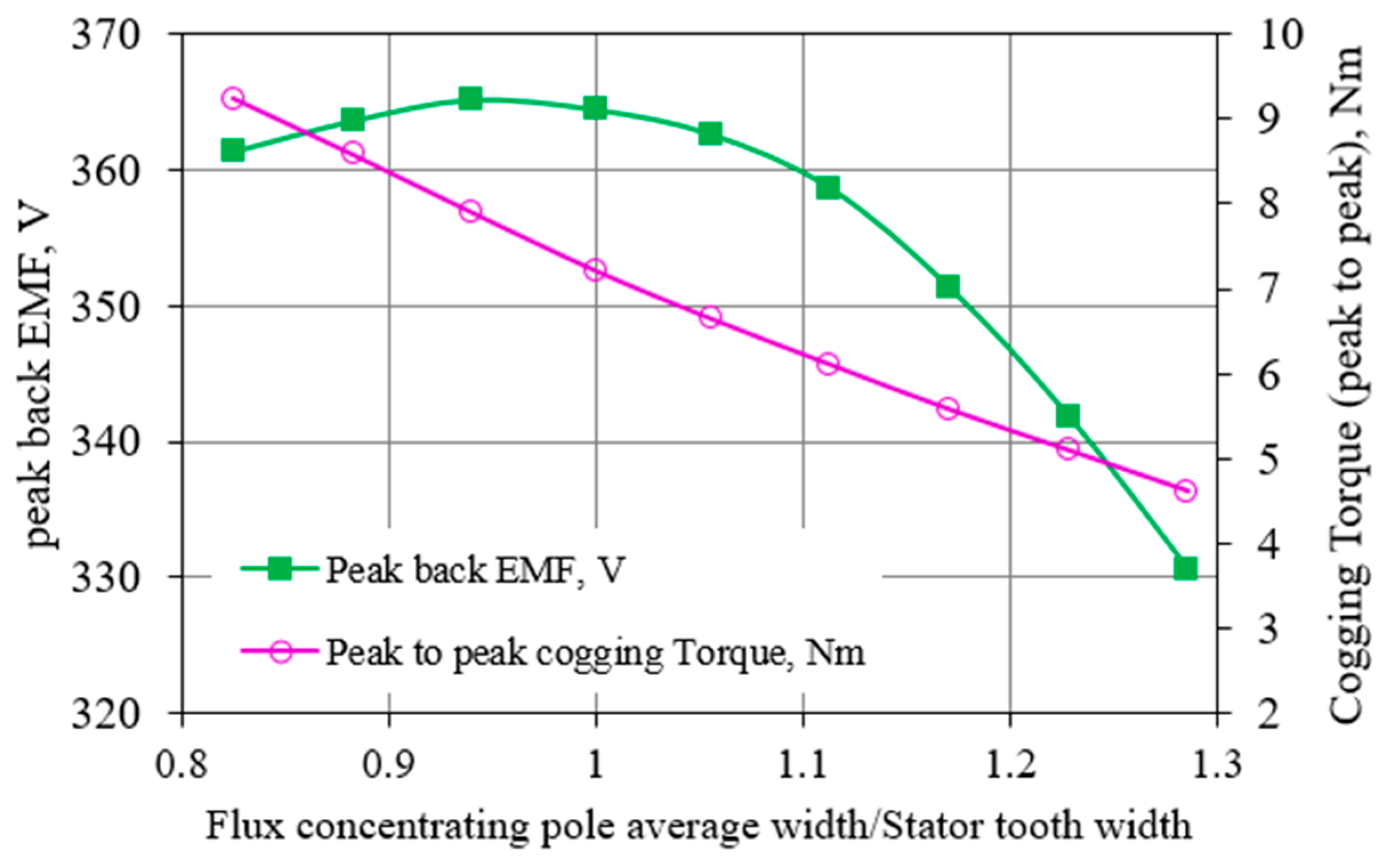
- Varying the ratio of flux concentrating pole width to stator tooth width (this approach reduces the cogging torque due to change in magnetic circuit in air gap region).
4.1. Asymmetrical Tooth Pitching
4.2. The Ratio of Flux Concentrating Pole Width to Stator Tooth Width
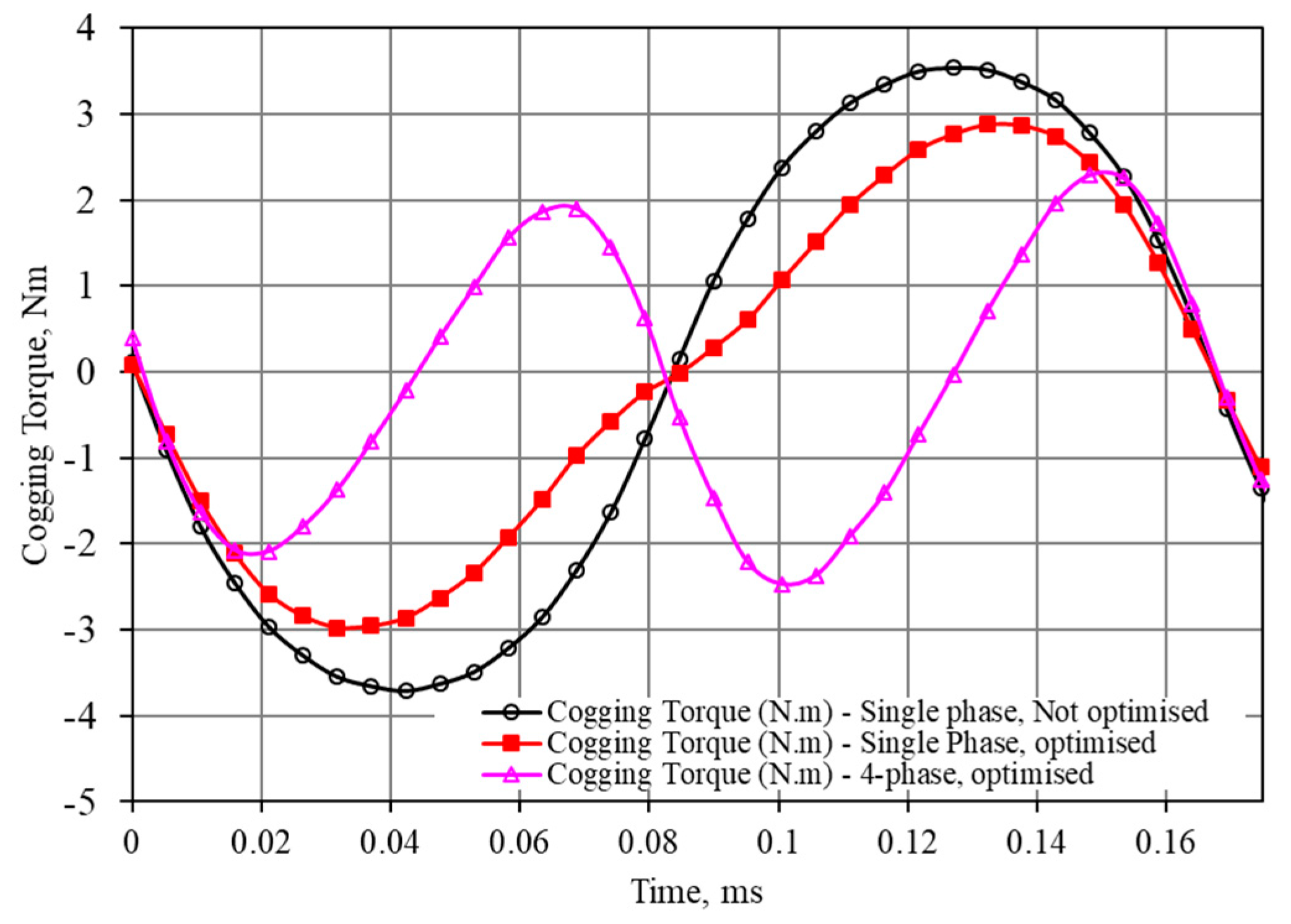
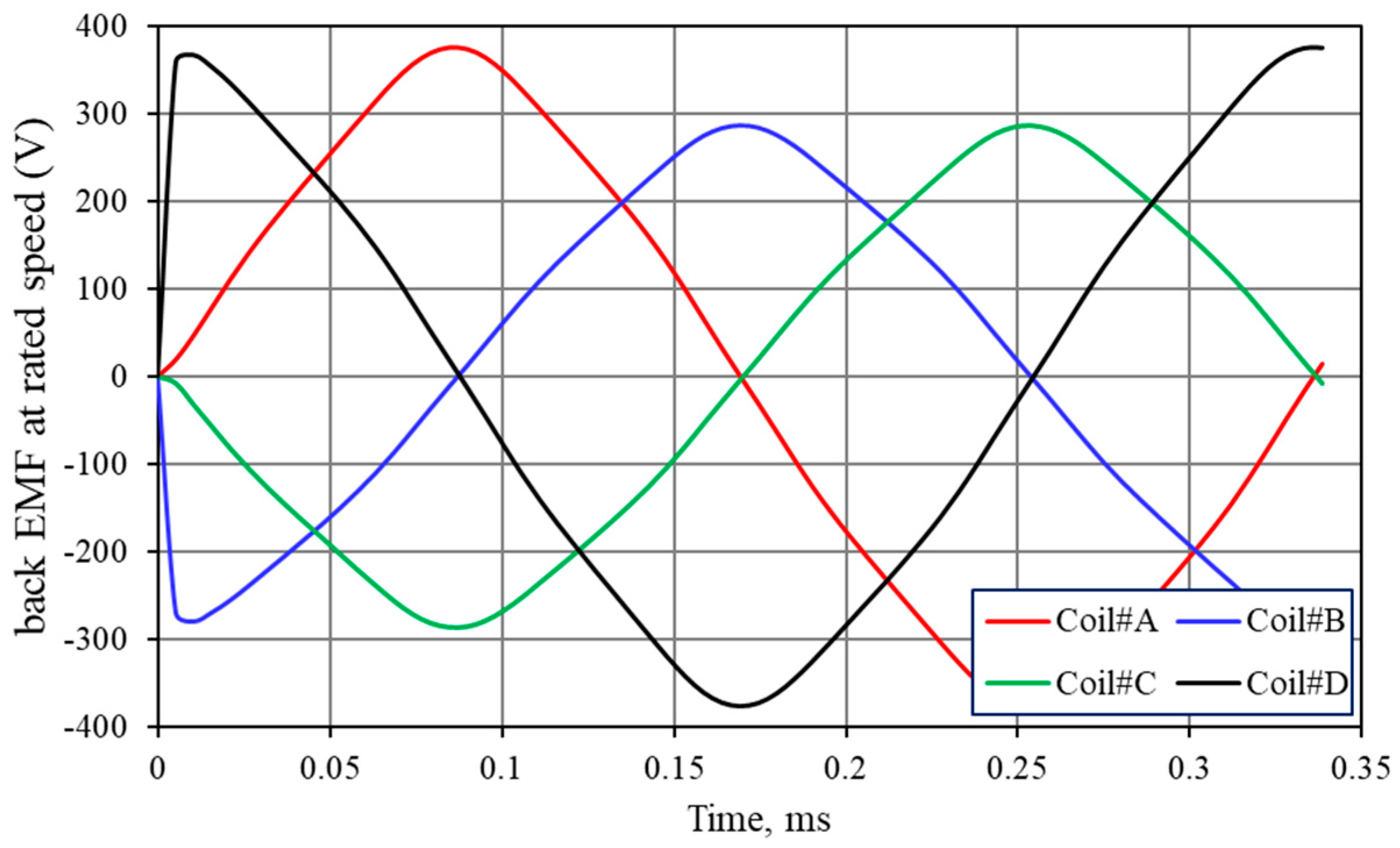
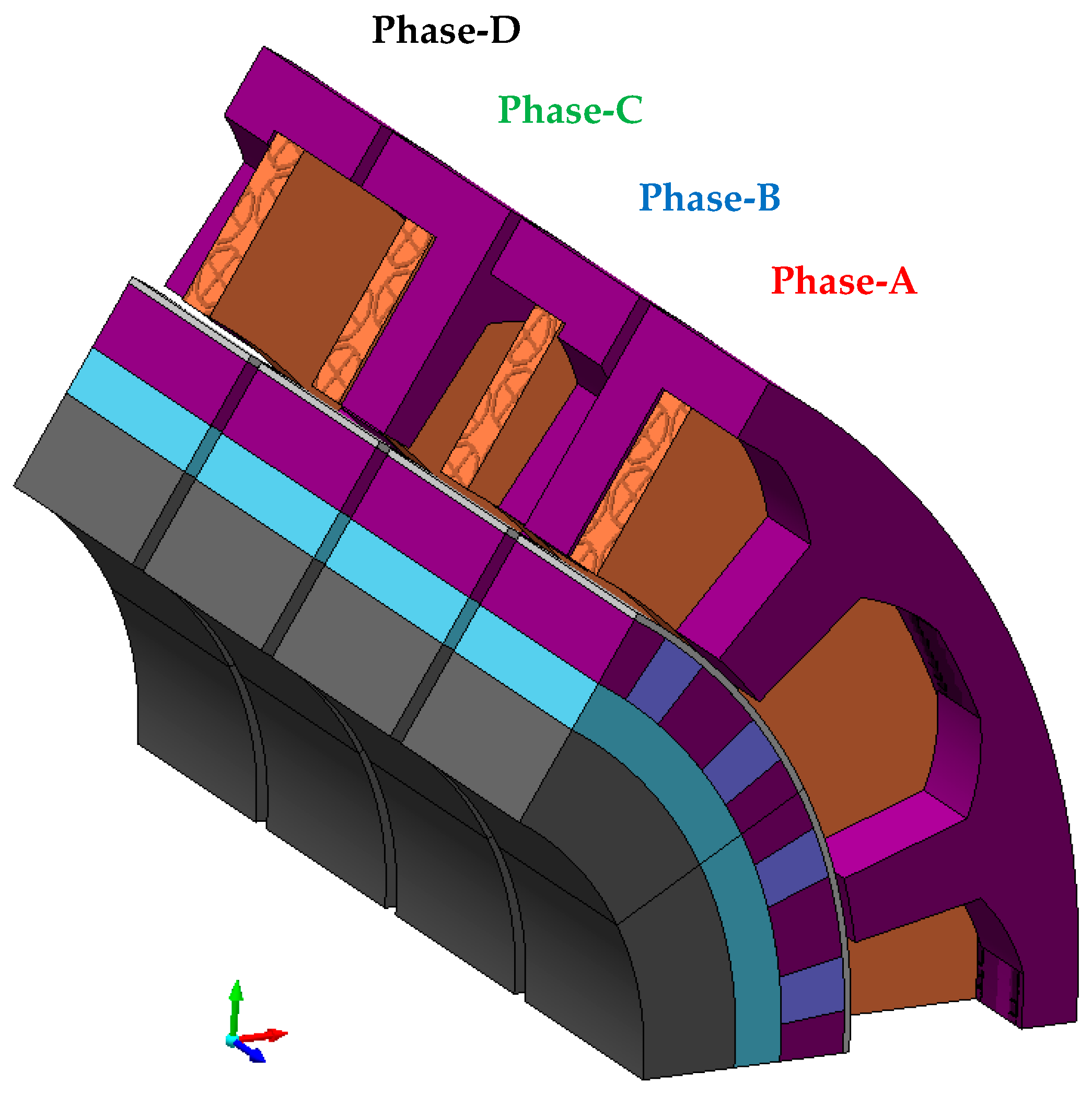
5. Four Phase Machine
6. Assembly and Manufacturing Challenges of a Segmented Transverse Flux Alternator
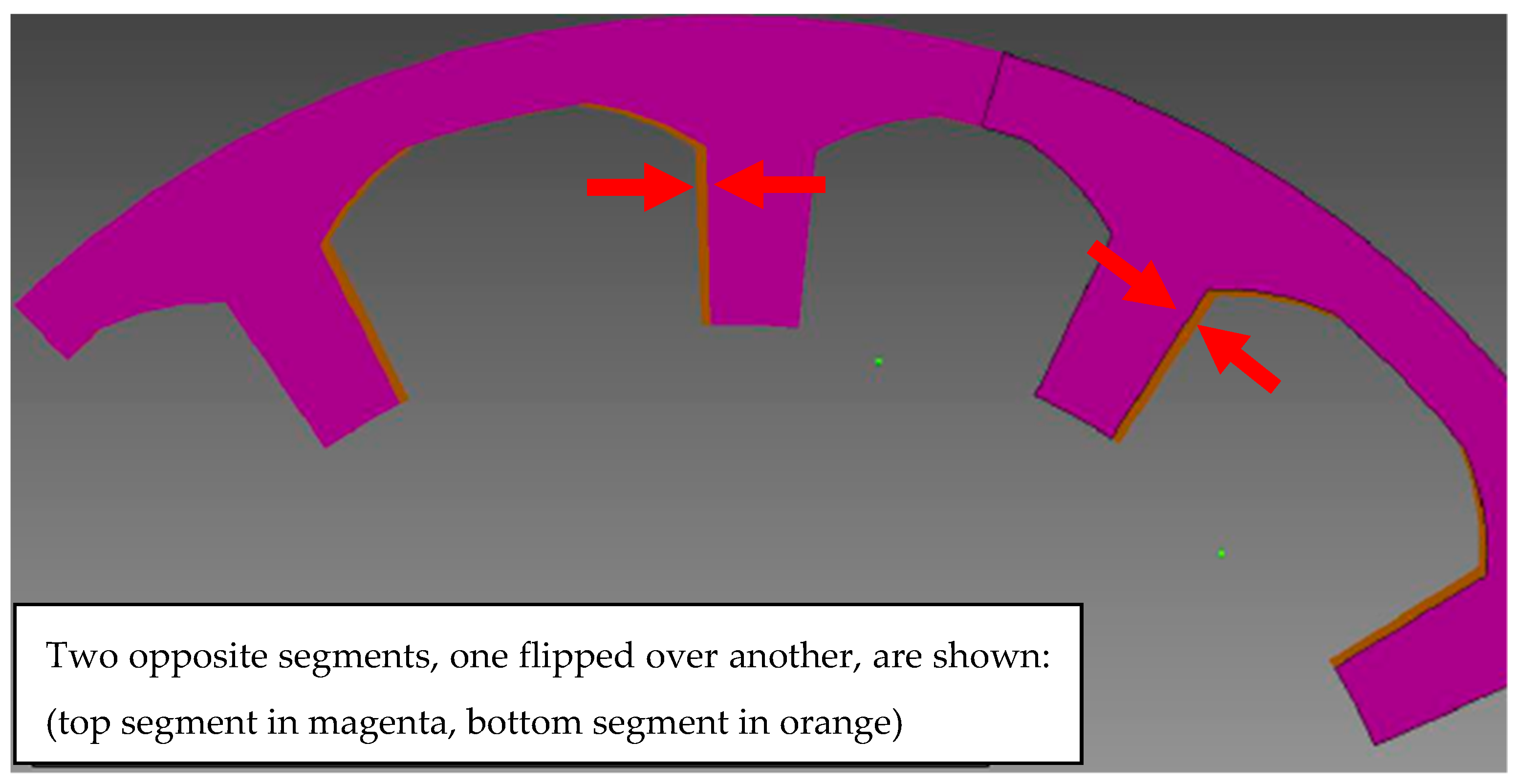
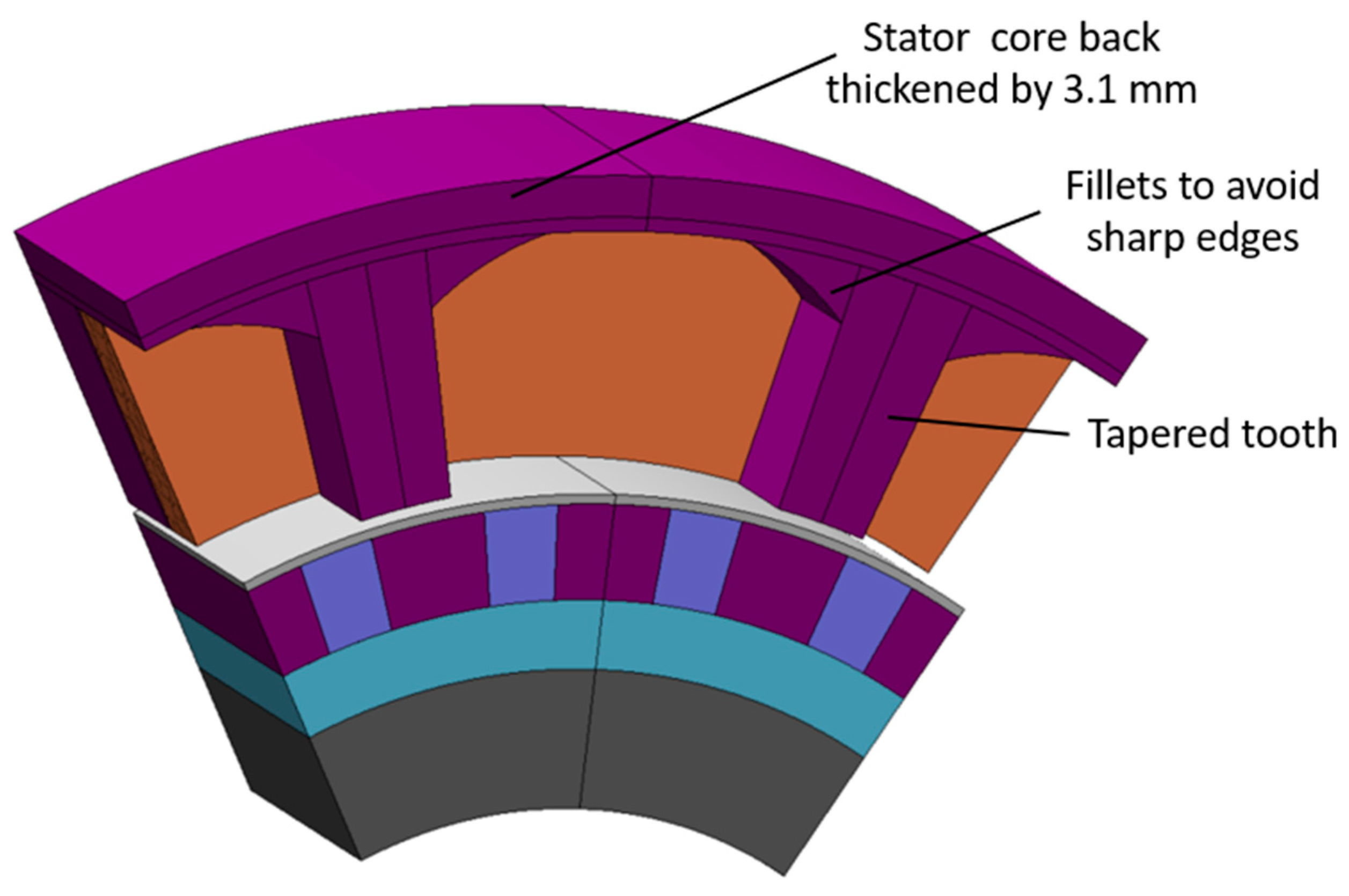
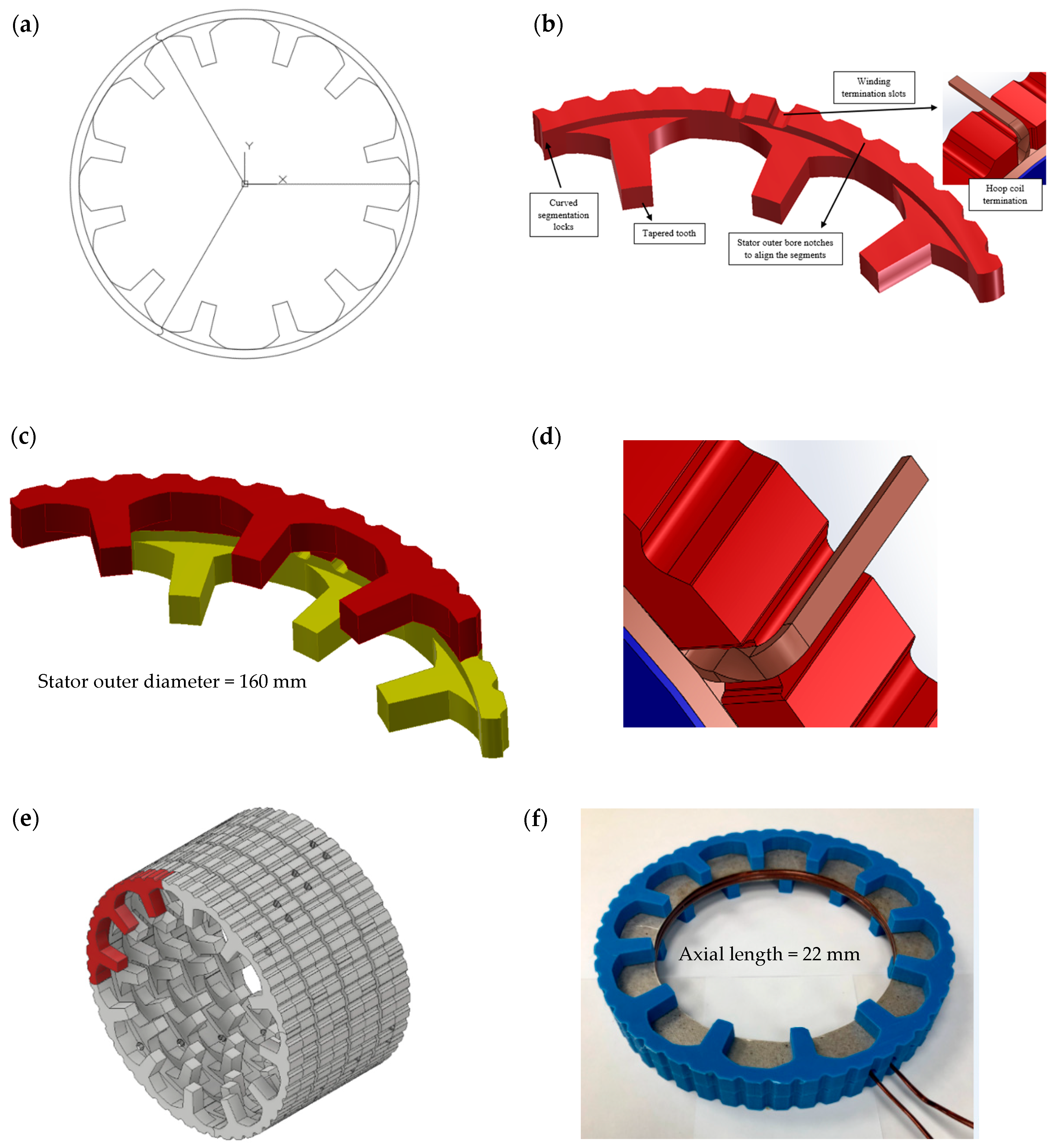
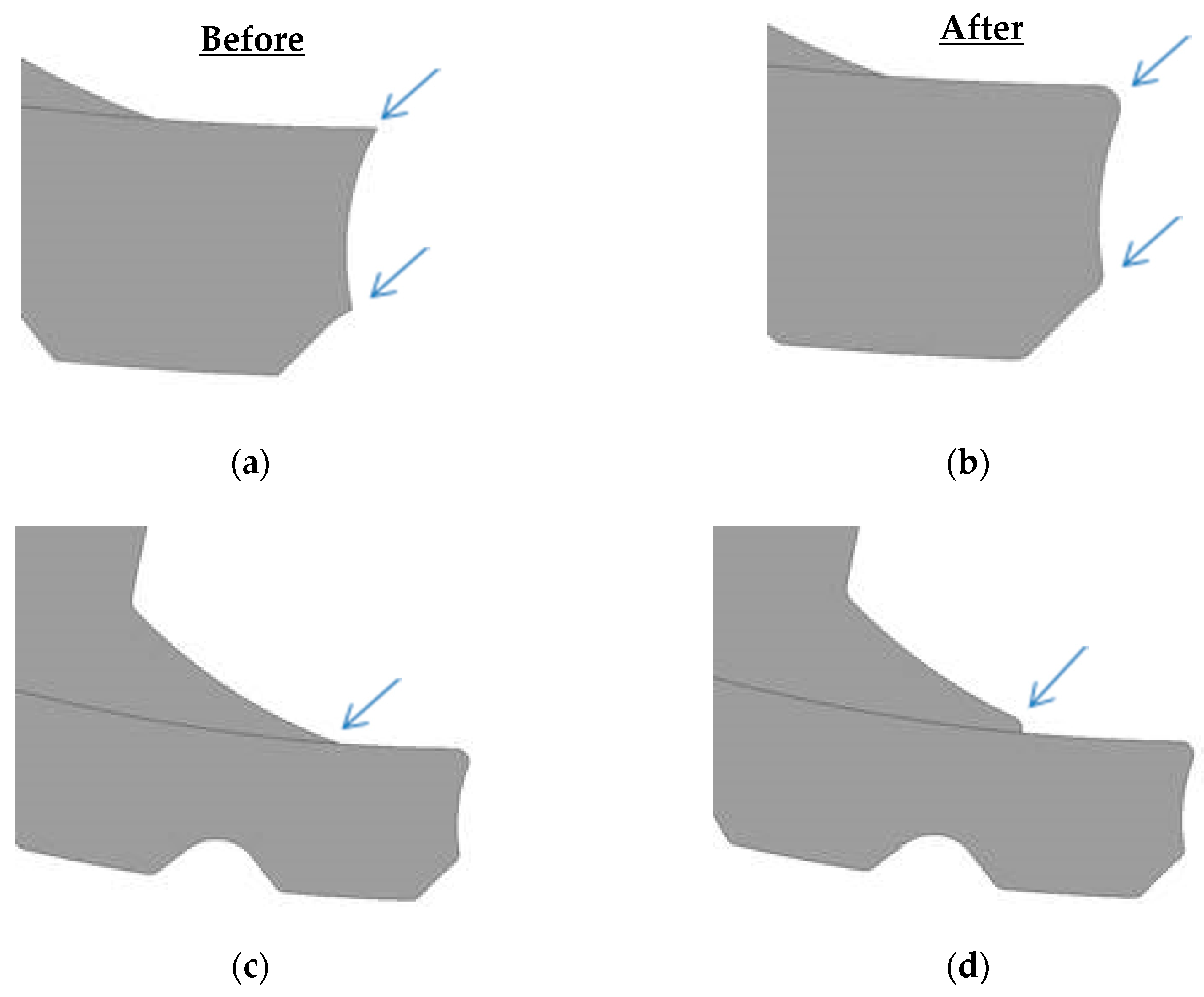
6.1. SMC Stator Segments
6.2. SMC Rotor Poles
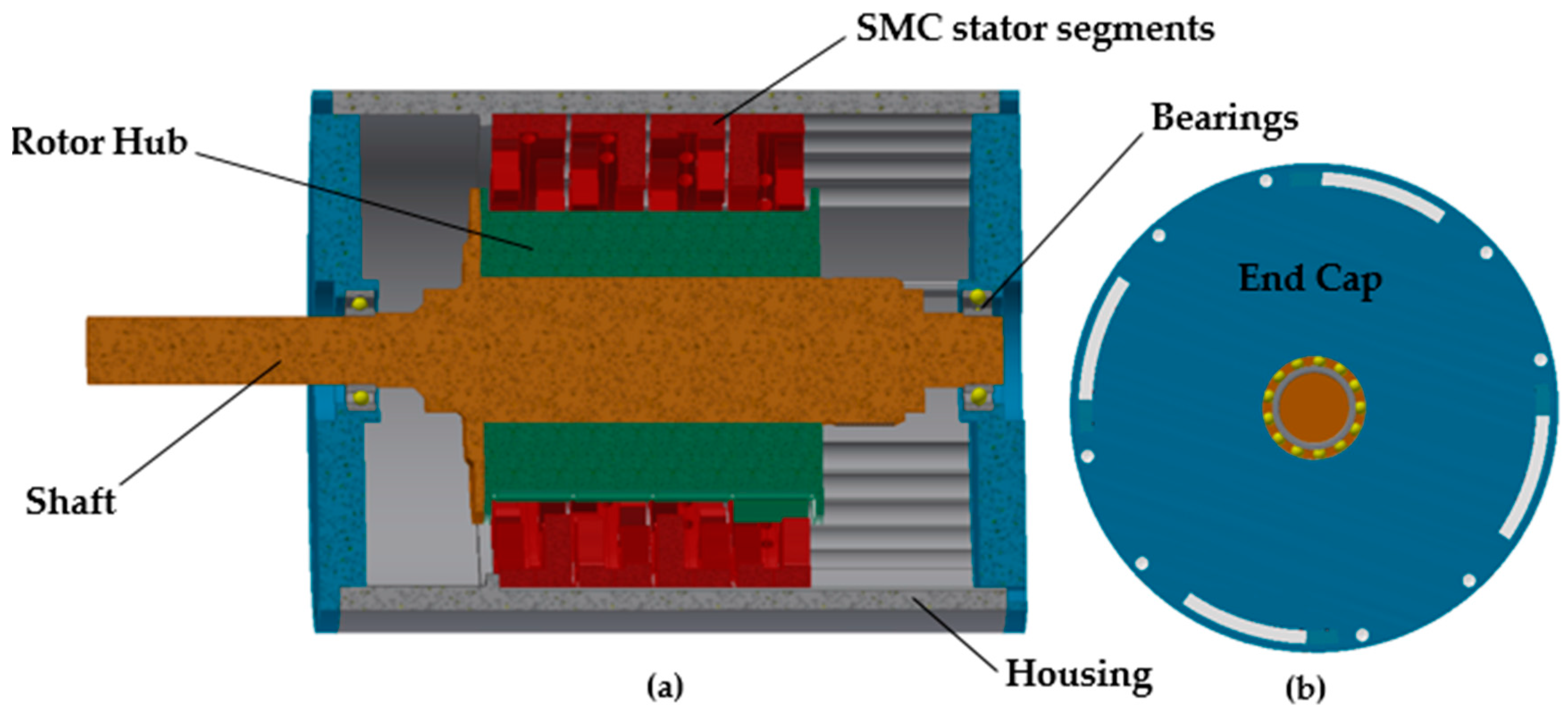
7. TFM Housing Design and Assembly
8. Conclusions and Future Work
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Baker, N.J.; Smith, D.J.; Kulan, M.C.; Turvey, S. Design and performance of a segmented stator permanent magnet alternator for aerospace. In Proceedings of the IEEE Transactions on Energy Conversation, Glasgow, UK, 19–21 April 2018; pp. 40–48. [Google Scholar]
- Kulan, M.; Baker, N.; Turvey, S. Design and analysis of a fault tolerant permanent magnet alternator for aerospace. In Proceedings of the XIII International Conference on Electrical Machines (ICEM), Alexandroupoli, Greece, 3–6 September 2018; pp. 622–629. [Google Scholar]
- Wan, Z.; Ahmed, A.; Husain, I.; Muljadi, E. A novel transverse flux machine for vehicle traction aplications. In Proceedings of the IEEE Power & Energy Society General Meeting, Denver, CO, USA, 26–30 July 2015; pp. 1–5. [Google Scholar]
- Husband, S.; Hodge, C. The rolls-royce transverse flux motor development. In Proceedings of the IEEE International Electric Machines and Drives Conference, IEMDC’03, Madison, WI, USA, 1–4 June 2003; pp. 1435–1440. [Google Scholar]
- Weh, H. New permanent magnet excited synchronous machine with high efficiency at low speeds. In Proceedings of the International Conference on Electrical Machines, Pisa, Italy, 12–14 September 1988; pp. 35–40. [Google Scholar]
- Arshad, W.; Backstrom, T.; Sadarangani, C. Analytical design and analysis procedure for a transverse flux machine. In Proceedings of the IEMDC 2001, IEEE International Electric Machines and Drives Conference (Cat. No. 01EX485), Cambridge, MA, USA, 17–20 June 2001; pp. 115–121. [Google Scholar]
- Washington, J.G.; Glynn, J.A.; Baker, N.J.; Jack, A.G.; Mecrow, B.C.; Jensen, B.B.; Pennander, L.O.; Nord, G. Three-phase modulated pole machine topologies utilizing mutual flux paths. IEEE Trans. Energy Convers. 2012, 27, 507–515. [Google Scholar] [CrossRef]
- Mitcham, A. Transverse flux motors for electric propulsion of ships. In Proceedings of the Transverse Flux Motors for Electric Propulsion of Ships, London, UK, 18 June 1997. [Google Scholar]
- Schmidt, E. 3-D finite element analysis of the cogging torque of a transverse flux machine. IEEE Trans. Magn. 2005, 41, 1836–1839. [Google Scholar] [CrossRef]
- Dubois, M.R.J. Optimized Permanent Magnet Generator Topologies For Direct-Drive Wind Turbines. Ph.D. Thesis, Electrical Engineering, Mathematics and Computer Science, Delft University of Technology, Delft, The Netherlands, 24 January 2004. [Google Scholar]
- Svechkarenko, D.; Cosic, A.; Soulard, J.; Sadarangani, C. Transverse flux machines for sustainable development-road transportation and power generation. In Proceedings of the 7th International Conference on Power Electronics and Drive Systems, Bangkok, Thailand, 27–30 November 2007; pp. 1108–1114. [Google Scholar]
- Anglada, J.R.; Sharkh, S.M. An insight into torque production and power factor in transverse-flux machines. IEEE Trans. Ind. Appl. 2017, 53, 1971–1977. [Google Scholar] [CrossRef]
- El-Refaie, A.M. Fault-tolerant permanent magnet machines: A review. IET Electr. Power Appl. 2011, 5, 59–74. [Google Scholar] [CrossRef]
- Asan, U.; Polat, S.; Serdar, S. An integrated method for designing modular products. J. Manuf. Technol. Manag. 2004, 15, 29–49. [Google Scholar] [CrossRef]
- Szabó, L. Advancements in electrical machines design brought by the modular construction. In Proceedings of the X International Conference on Electrical Power Drive Systems (ICEPDS), Novocherkassk, Russia, 3–6 October 2018; pp. 1–6. [Google Scholar]
- Martinez-Ocaña, I.; Baker, N.J.; Mecrow, B.C.; Hilton, C.; Brockway, S. Transverse flux machines as an alternative to radial flux machines in an in-wheel motor. J. Eng. 2019, 2019, 3624–3628. [Google Scholar] [CrossRef]
- Zhang, B.; Epskamp, T.; Doppelbauer, M.; Gregor, M. A comparison of the transverse, axial and radial flux PM synchronous motors for electric vehicle. In Proceedings of the IEEE International Electric Vehicle Conference (IEVC), Florence, Italy, 17–19 December 2014; pp. 1–6. [Google Scholar]
- Jordan, S.; Baker, N. Air-cooled, high torque machines for aerospace applications. In Proceedings of the Air-Cooled, High Torque Machines for Aerospace Applications, Glasgow, UK, 19–21 April 2016. [Google Scholar]
- Liu, C.; Lei, G.; Wang, T.; Guo, Y.; Wang, Y.; Zhu, J. Comparative study of small electrical machines with soft magnetic composite cores. IEEE Trans. Ind. Electron. 2016, 64, 1049–1060. [Google Scholar] [CrossRef]
- Husain, T.; Hasan, I.; Sozer, Y.; Husain, I.; Muljadi, E. Cogging torque minimization in transverse flux machines. IEEE Trans. Ind. Appl. 2018, 55, 385–397. [Google Scholar] [CrossRef]
- Hosseini, S.; Moghani, J.S.; Ershad, N.F.; Jensen, B.B. Design, prototyping, and analysis of a novel modular permanent-magnet transverse flux disk generator. IEEE Trans. Magn. 2010, 47, 772–780. [Google Scholar] [CrossRef]
- Guo, Y.; Guo Zhu, J.; Watterson, P.; Wu, W. Design and analysis of a transverse flux machine with soft magnetic composite core. In Proceedings of the Sixth International Conference on Electrical Machines and Systems, ICEMS 2003, Beijing, China, 9–11 November 2003; pp. 153–157. [Google Scholar]
- Baker, N.J.; Jalal, A.S.; Wang, J.; Korbekandi, R.M. Experimental comparison of two linear machines developed for the free piston engine. J. Eng. 2019, 2019, 4406–4410. [Google Scholar] [CrossRef]
- Raihan, M.; Baker, N.; Smith, K.; Almoraya, A. Development and testing of a novel cylindrical permanent magnet linear generator. IEEE Trans. Ind. Appl. 2020, 56, 3668–3678. [Google Scholar]
- Baker, N.J.; Jordan, S. Comparison of two transverse flux machines for an aerospace application. IEEE Trans. Ind. Appl. 2018, 54, 5783–5790. [Google Scholar] [CrossRef]
- Response Surface Design in Minitab 18. Available online: https://support.minitab.com/en-us/minitab/18/help-and-how-to/modeling-statistics/doe/how-to/response-surface/create-response-surface-design/select-a-response-surface-design/ (accessed on 17 June 2020).
- Washington, J.G.; Atkinson, G.J.; Baker, N.J. Reduction of cogging torque and EMF harmonics in modulated pole machines. IEEE Trans. Energy Convers. 2016, 31, 759–768. [Google Scholar] [CrossRef]
- Jia, Z.; Lin, H.; Fang, S.; Huang, Y. Cogging torque optimization of novel transverse flux permanent magnet generator with double C-hoop stator. IEEE Trans. Magn. 2015, 51, 1–4. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number of Phases | 4-Single Phase (Independent) |
|---|---|
| Number of pole pairs | 12 |
| Number of stator teeth | 24 |
| Back EMF at rated speed | |
| Stator outer diameter | |
| Active stack length (4 axially positioned TFM phases) | |
| Short circuit current at 15,000 rpm—per phase | |
| Power delivered from each sub-machine (single phase alternator) at 400 rpm | |
| Power delivered from each sub-machine (single phase alternator) at 15,000 rpm with a DC link voltage of 55 V after a passive rectifier | |
| Speed range |
| (Single Phase TFM) | Cogging Torque (Nm) |
|---|---|
| Original geometry—no shift | 7.2 |
| 1.5° mechanical shift | 5.64 |
| 3° mechanical shift | 6.48 |
| 2.5° mechanical shift | 2.64 (34% back EMF reduction) |
| Average power delivered per phase at low speed (400 rpm) | 51 W |
| Average power delivered at high speed (15,000 rpm) | 1210 W |
| Power ripple at low speed (400 rpm) | 28.9% |
| Short circuit current at 15,000 rpm (rms) | 24.8 Arms |
| Total harmonic distortion of back EMF | 5.42% |
| Rotor losses (Open Circuit 15,000 rpm) | 189 W |
| SMC stator iron (eddy + hysteresis) losses (Open Circuit 15,000 rpm) | 882 W |
| Efficiency at low speed: 400 rpm | 72.9% |
| Peak to peak cogging torque | 4.41 Nm |
| Current density at 400 rpm generating mode | 8 |
| Conductors | rectangular |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kulan, M.C.; Baker, N.J.; Turvey, S. Manufacturing Challenges of a Modular Transverse Flux Alternator for Aerospace. Energies 2020, 13, 4275. https://doi.org/10.3390/en13164275
Kulan MC, Baker NJ, Turvey S. Manufacturing Challenges of a Modular Transverse Flux Alternator for Aerospace. Energies. 2020; 13(16):4275. https://doi.org/10.3390/en13164275
Chicago/Turabian StyleKulan, Mehmet C., Nick J. Baker, and Simon Turvey. 2020. "Manufacturing Challenges of a Modular Transverse Flux Alternator for Aerospace" Energies 13, no. 16: 4275. https://doi.org/10.3390/en13164275
APA StyleKulan, M. C., Baker, N. J., & Turvey, S. (2020). Manufacturing Challenges of a Modular Transverse Flux Alternator for Aerospace. Energies, 13(16), 4275. https://doi.org/10.3390/en13164275