4.1. Mesh Convergence Study
At first, a mesh convergence study on the 2D model was conducted. Therefore, the total cell count
N in the rotor domain was altered between 64,900 and 234,000 cells. The stator meshes were kept constant with a sufficient fine resolution in the interface area towards the rotor. In
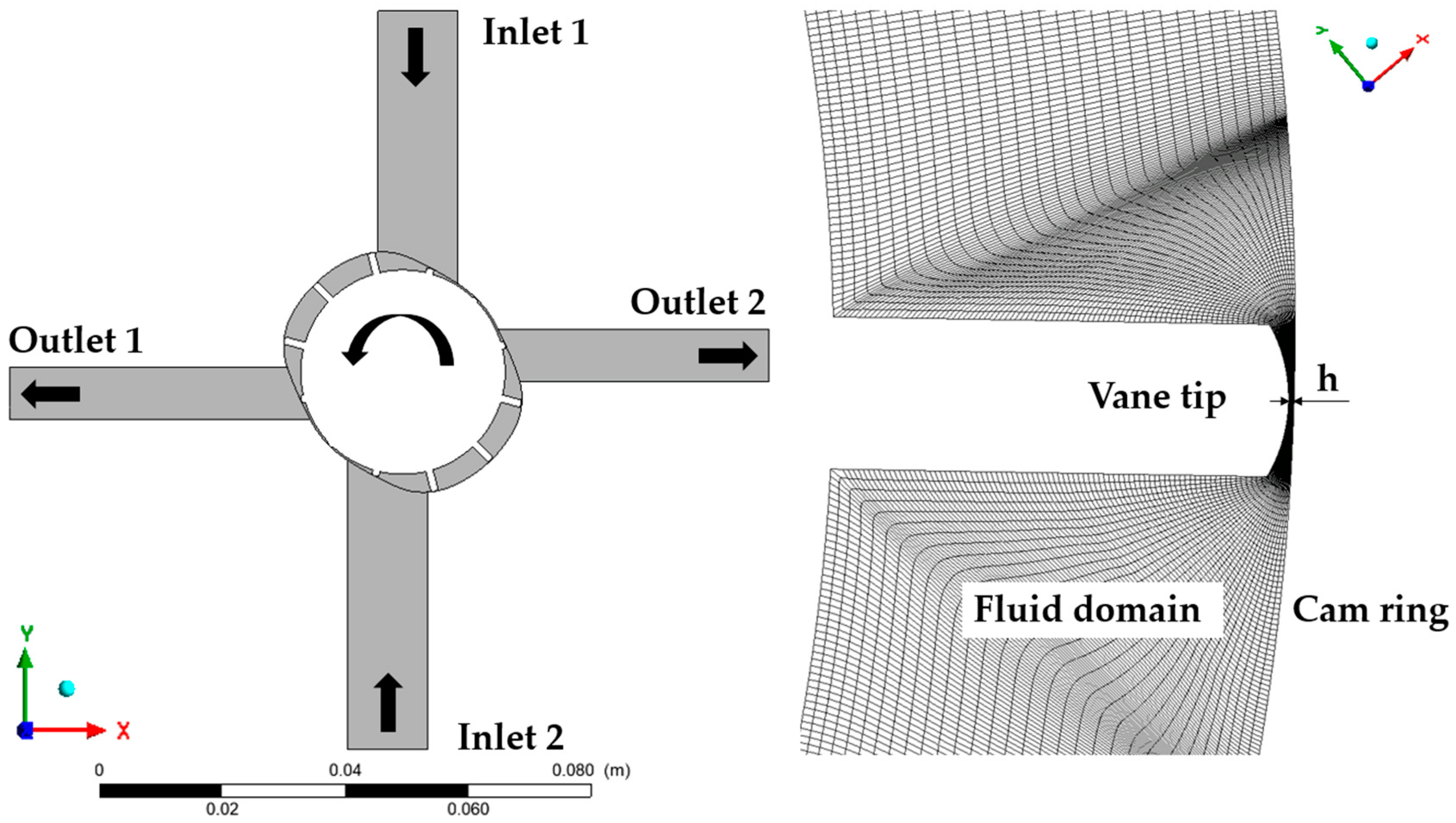
Figure 6, the two possible directions to refine the rotor mesh are displayed. On the one hand, the cell number in the circumferential direction was increased by increasing the number of nodes on the cam ring and the number of nodes on the vane tips. By that, a refinement especially in the gap region was possible in the circumferential direction. On the other hand, the number of radial cells was altered. This change in the number of radial cell layers applied for the displacement chambers, as well as for the radial gaps between the vane tip and the cam ring, as the mesh had an O-topology. Because of that, an analysis focusing solely on the gap region was not possible, as the displacement chambers were simultaneously refined in the radial direction.
In a first step, seven different meshes were considered, where the mesh resolution was refined in both directions, isotropically. In
Figure 7, the influence of the total cell count
N on the evaluated volumetric efficiency
of the 2D vane pump can be observed.
It can be stated that an increase of the total cell count
N led to higher predicted values for the volumetric efficiency of the pump. As the radial gaps were the only internal leakage paths where fluid could flow back from the delivery to the suction port, they completely prevailed the volumetric efficiency. In
Figure 8a,b, the radial cell count
as well as the circumferential cell count on the vane tip
were altered independently.
Thus, the radial spatial resolution had a significant influence on the predicted volumetric efficiency. Yet, when a resolution of 40 cells was reached, the influence of further increasing the cell count decreased. For the circumferential resolution, a cell count of 14 cells seemed to be sufficient, as a further increase did not significantly alter the predicted volumetric efficiency anymore. This result was expected, since the leakage flows from one displacement chamber to the other were in the circumferential direction. Therefore, the developing circumferential velocity profile in the gap between the vane tip and the cam ring prevailed the leakage mass flow. Hence, a good resolution in the radial direction was crucial.
When looking at the calculated instantaneous mass flow rates at outlet 1 while altering
and
independently in
Figure 9a,b, a certain influence can be observed. Here, the influence of
also seemed to be more significant than the influence of
.
For a rotating displacement pump, the transient pressure profile that developed inside a displacement chamber during one rotor revolution was distinctive. It was influenced by various variables like the internal pump geometry, the delivery pressure, and the rotational speed [
25]. In
Figure 10, this profile is plotted for a range of 0° to 180° shaft rotation angle. Since a balanced vane pump was investigated, this cycle repeated twice within one revolution of the pump rotor.
The pressure surge at about 41° rotation angle was caused by the compression of the displacement chamber before it connected to the delivery port. In this 2D case, because of the small available flow cross section, this pressure surge was much higher than in a 3D case.
When varying
and
the resulting differences for the height of this pressure surge can be observed in
Figure 11a,b. A significant influence of the height of the pressure surge on the spatial resolution is clearly visible. Finer resolutions tend to show a higher-pressure surge, while the energy is more likely dissipated when the resolution is lower. This also applies for the range of shaft rotation angles from 45° to 90°, when the displacement chamber was connected to the delivery port and therefore was pressurized. On this pressure plateau, pressure pulsations could be observed (see
Figure 10). These resulted from other preceding or following displacement chambers connecting or disconnecting from the delivery port. The pressure pulsations traveled through the radial gaps and reached the observed displacement chamber. As the radial gaps were enlarged in this 2D case, this effect was even stronger than in a 3D case.
Based on this study, all further simulations were performed on a mesh with 42 radial cells and 21 circumferential cells on the vane tip. This led to a total cell count of 117,000 in the rotor area.
4.3. Internal Leakages
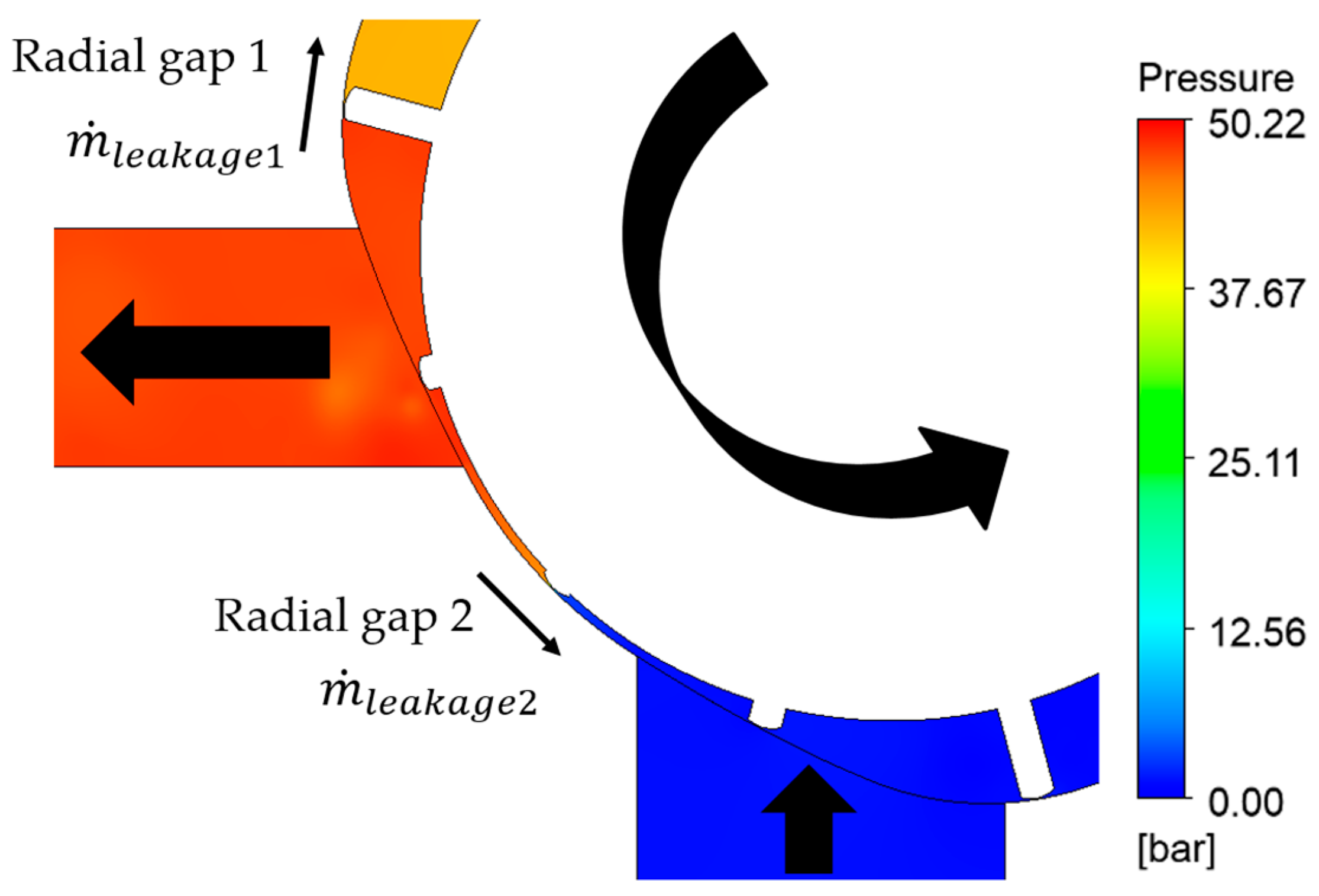
As already mentioned before, the radial gaps between the vane tips and the cam ring were the only leakage paths in this 2D case. To calculate the respective leakage mass flow rates through them, cross sectional planes normal to the circumferential direction which follow the mesh movement were defined at both radial gaps 1 and 2 in the vane middle axis (see
Figure 3). The instantaneous mass flow rates passing through them were monitored. In
Figure 14a,b, the influence of varying the delivery pressure and the rotational speed independently are displayed for the two defined leakage mass flows and the sum of both, which affect outlet 1. As the pump was symmetrical, it could be expected that at outlet 2 the same leakage mass flows could be observed. These mass flow rates were analyzed only at one specific angular position of a 30° shaft rotation angle.
When increasing the rotational speed while keeping the delivery pressure constant, the leakage mass flow 1, which was aligned against the direction of rotation, increased as the relative velocity between fluid and vanes increased. Contrary to that, leakage mass flow 2, which was aligned in the direction of rotation, decreased. In sum, the total leakage mass flow rate decreased while increasing the rotational speed up to 3000 rpm. By keeping the rotational speed constant while increasing the delivery pressure, both leakage mass flow rates and the sum increased as the driving pressure gradients increased.
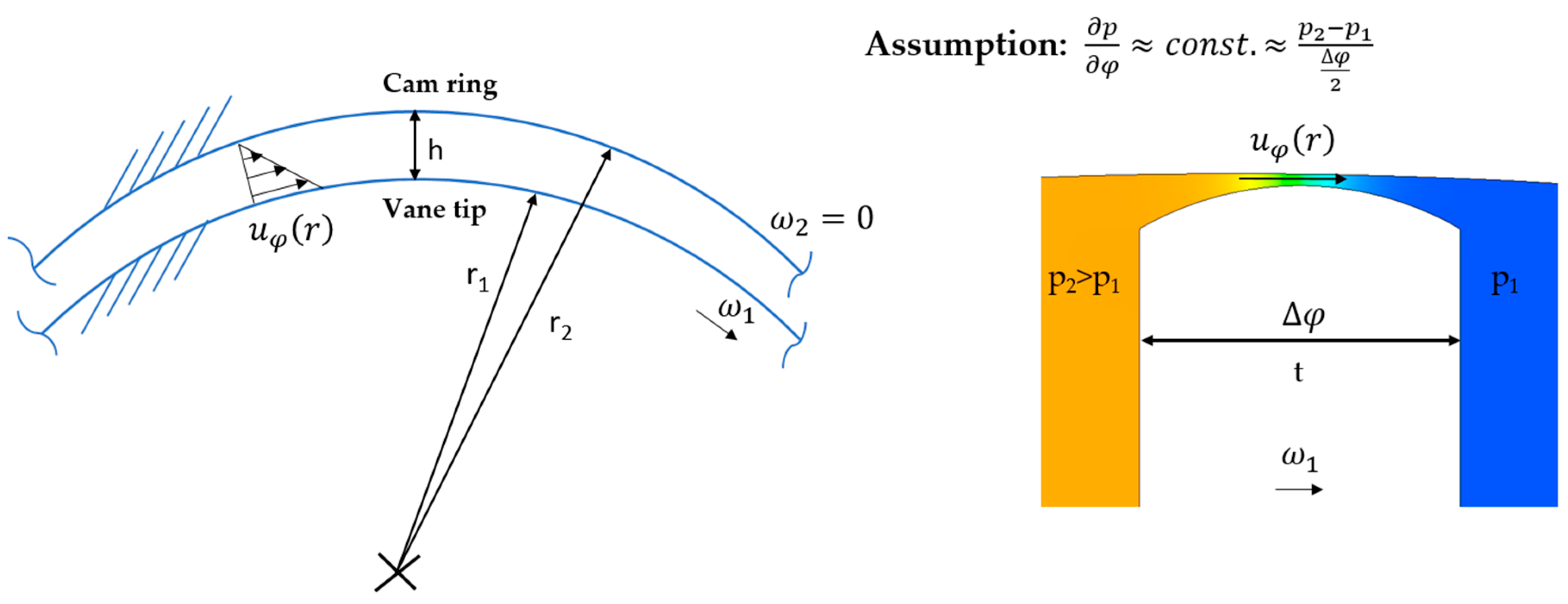
As already stated, the circumferential flow velocity profile in the radial gap prevailed the leakage mass flows through them. In
Figure 15, the numerical results from the CFD simulations are compared with both analytical solutions for radial gap 1, which were analytically derived in
Section 3. In this case, the mesh with 42 radial and 21 circumferential cells in the radial gap was used. For the derivation of the analytical solutions,
7.79E9 Pa/rad was used. This value was obtained from the CFD simulations.
In
Figure 15, it can be clearly seen that the numerical solution matches quite well to the analytically derived solution 1 (Equation (4)). The planar Couette–Poiseuille analytical solution 2 (Equation (7)) however led to a slight overprediction of the maximum speed. In this case, no kinetic energy was needed to counteract the centrifugal forces; therefore, the maximum velocity was higher.
As stated in the mesh convergence study, the leakages were strongly dependent on the radial resolution of the gaps. This could be verified by comparing the developing velocity profile in the gap with the analytical solution 1 for different radial cell counts
in
Figure 16.
When increasing the radial cell count , the numerical solution approached analytical solution 1. Low cell numbers in the radial direction led to an overprediction of the occurring velocities in the radial gap and, thus, an overprediction of the leakage mass flow rates. This explained the lower predicted volumetric efficiencies in these cases. For a correct prediction of the leakages in this 2D case, a sufficient radial resolution was therefore necessary. In a 3D case, it may not be computationally feasible to use such a fine radial resolution. Furthermore, the immanent axial gaps provided another important leakage path in the 3D case, which was not taken into account in this work.
A variation of however showed nearly no influence on the developing circumferential velocity profile, as long as a value ≧ 14 was used.
4.4. Cavitation
With simulation setup 1, vapor cavitation was considered by applying a homogeneous Euler–Euler approach and incorporating the Rayleigh–Plesset cavitation model to describe the mass transfer between the vapor and the liquid oil.
4.4.1. General investigations
In
Figure 17a,b, the resulting conveying characteristic and the volumetric efficiencies were plotted for different delivery pressures.
Up to 4500 rpm, the calculated actual volumetric flow rate followed the theoretical flow rate curve quite closely. With increasing rotational speed, the volumetric efficiency increased as the internal leakages decreased. The delivery pressure influence on the leakage flows was also clearly visible. At rotational speeds higher than 4500 rpm, vapor cavitation set in and the volumetric flow rate did not increase with the rotational speed anymore.
In
Figure 18, the gas volume fraction of oil vapor is visualized for different rotational speeds at 5-bar delivery pressure.
It could be observed that vapor was generated when the low-pressure oil in the suction ports was filling the displacement chambers. Those areas of high gas volume fraction of vapor were conveyed with the chamber and persisted until reaching the pressurized delivery port. As condensation was a slower process than evaporation by two to three orders of magnitude, the vapor needed more time to condensate again. Increasing the rotational speed up to 8000 rpm, more and more vapor was generated in the suction ports; hence, no further increase of the volumetric flow rate was possible.
Besides the cavitation occurring at the suction ports, in the radial gaps vapor was also generated at higher rotational speeds.
This could be observed in the radial gaps where the pressure gradient was aligned against the direction of rotation. The occurring relative velocities were high and the static pressure dropped below the vapor pressure of oil, leading to vapor generation. In
Figure 19, this is displayed for different rotational speeds at a delivery pressure of 5 bars. The cavitation in the radial gaps started to set in at
6000 rpm. This was delayed compared to cavitation due to incomplete filling of the displacement chambers, which started already at
4500 rpm.
In
Figure 20, the volumetric efficiency is plotted as a function of the delivery pressure for different rotational speeds. At low speeds, the dependence of the volumetric efficiency on the delivery pressure was quite high. The delivery pressure dominated the leakage mass flows. When the rotational speed was increased, the contribution of the drag-induced flow in the gaps increased and the influence of the delivery pressure became smaller. Furthermore, when cavitation set in, there was almost no dependence of the volumetric efficiency on the delivery pressure visible anymore, as cavitation prevailed and limited the volumetric flow rate.
4.4.2. Influence of Suction Port Orientation
Since vapor is preferably generated at the suction ports, a design change of those was the first possibility to shift the cavitation onset to higher rotational speeds. To reduce the risk of a pressure drop below the vapor pressure of oil, the velocities occurring when the chamber is filled with fluid had to be reduced. Considering a nearly incompressible fluid, this led to the conclusion that the available cross section for the flow needed to be increased. The control times of the pump were fixed in order to prohibit a hydraulic short circuit of the pump, which would lead to even higher losses. Hence, the circumferential length of the suction ports could not be modified. In addition, the height of the 2D model was also fixed.
However, the orientation of the suction ports could be modified. Besides the perpendicular configuration, two other alignments were analyzed, which are displayed in
Figure 21.
In
Figure 22, the influence of the different suction port configurations can be clearly identified in the respective conveying characteristics. Tangential-oriented suction ports in the direction of rotation delayed the cavitation onset by about 500 rpm, in comparison to the perpendicular-oriented suction ports. Tangential oriented suction ports against the direction of rotation, however, led to a cavitation onset, which started 500 rpm earlier. This could be explained with the higher static pressure losses and velocities when the fluid had to be redirected into the displacement chamber by nearly 180°. In the cases where the fluid was flowing in the chambers tangentially in the direction of rotation, the occurring static pressure losses and velocities were the lowest. Therefore, cavitation started at higher rotational speeds.
It can be summarized that the employed two-phase homogeneous Euler–Euler model was capable of capturing the basic cavitation phenomena using the Rayleigh–Plesset cavitation model. However, the release of dissolved air, which was also always present in the hydraulic oil circuit and presented another important mechanism to reduce the volumetric flow rates at high rotational speeds, was not incorporated in this method.
4.5. Free Air at the Inlets (IGVF)
In the second simulation setup, the effects of an introduced IGVF of free air bubbles were analyzed. At first, the influence of the applied modeling approach needed to be investigated. Again, a Euler–Euler approach was used, as presented in
Table 2. This meant one pressure field was shared by both phases. In using the homogenous approach, the same assumptions were made for the velocity and temperature field. When the inhomogeneous approach was applied, two sets of momentum, energy, and mass conservation equations were solved. It was a valid assumption to use the homogeneous approach, if occurring slip velocities between the two phases were small. In this setup, a continuous oil phase and a disperse phase of air bubbles was applied. It was assumed that the air bubbles had a mean diameter of
= 0.1 mm. This was an observation from experiments with real transmission systems. Of course, this assumption significantly influenced the results, as the interface area was responsible for the interphase interactions in the flow. For this mean bubble diameter and the occurring speeds in this 2D case, the use of a homogeneous approach was valid according to [
26], as the occurring relative velocities should be small. However, for higher rotational speeds and larger mean diameters the homogenous assumption might not have been correct anymore. To investigate this further, a study examining the results of both multiphase approaches for a mean bubble diameter of 0.1 mm was conducted.
In the instantaneous plots of the pressure in the displacement chamber shown in
Figure 23a–c, significant differences are visible between both approaches. These differences were especially apparent at a low IGVF of 5% and a high IGVF of 40%. At 20% IGVF, the difference between both curves was insignificant.
This observation could also be made for the instantaneous outlet mass flow rates. However, in the time averaged mass flow rates and the volumetric efficiencies, no significant differences were noticeable between either approach. As the instantaneous pressure and mass flow rate curves were important characteristics to asses a pump, it was decided to only use the inhomogeneous approach in all further simulations. This was possible with a reasonable computational time in this simple 2D case.
The assumption for the mean air bubble diameter
was another significant model parameter in this setup. In
Figure 24a,b, its influence on the instantaneous mass flow rate and the pressure at outlet 1 is shown.
Increased interphase momentum interactions led to significant differences when the mean bubble diameter was increased from 0.1 to 0.3 mm. There was no significant difference visible when decreasing the mean diameter from 0.1 to 0.01 mm.
However, it could be demonstrated that it was crucial to check the assumption of the bubble mean diameter concerning its validity, as it heavily influenced the results. All following simulations were conducted with a mean air bubble diameter of = 0.1 mm.
In
Figure 25a,b, the obtained conveying characteristic and the volumetric efficiencies of the 2D pump with different IGVF are displayed.
The simulations were performed for rotational speeds up to 4000 rpm. With an IGVF > 0, the compressibility of the mixture was much higher than that with IGVF = 0. This led to a lower volumetric flow rate and of course volumetric efficiency than with pure oil. With increasing IGVF, the volumetric efficiency continued to decrease even more and stayed below the value of
. It was also interesting that with an IGVF > 0, the volumetric efficiency slightly decreased while increasing the rotational speed from 1000 up to 4000 rpm. With pure oil, it slightly increased, as already discussed in
Section 4.3 and
Section 4.4. To further investigate this effect, the leakage mass flow rates through the radial gaps had to be analyzed again while varying the IGVF. This is again evaluated for one specific time step at a shaft rotation angle of 30°, as displayed in
Figure 3.
It is clearly visible in
Figure 26a,b, that in radial gap 1, an IGVF > 0 led to significantly higher leakage mass flow rates. This was because of the high compressibility of the mixture. The volume decrease of the displacement chamber did not lead to such a high-pressure raise as with pure oil. Therefore, the occurring pressure gradient from the enclosed displacement chamber to the delivery port in the radial gap was much higher with an IGVF > 0 than with pure oil. This effect led to higher leakage mass flow rates in radial gap 1. In radial gap 2, higher leakage mass flow rates were also observable with an IGVF > 0. Because of the low delivery pressure of 5 bars, the sign of the leakage mass flow rate even became negative at higher rotational speeds. This meant the leakage mass flow was beneficial and fluid flowed back into the delivery port. This beneficial leakage was reduced with an IGVF > 0 as the mixture density was reduced, which also led to lower inertia forces. Hence, with approximately similar pressure gradients in the gap, the drag-induced amount of the leakage mass flow was smaller compared to the pressure gradient-induced amount. Therefore, the detrimental leakage was higher at low rotational speeds and the beneficial leakage was smaller at higher rotational speeds. At 40% IGVF, no sign change into a beneficial leakage could be observed at radial gap 2, as the pressure gradient-induced leakage flow amount prevailed over the drag-induced amount because of the low mixture density.
In
Figure 27, the effects of different IGVF on the instantaneous displacement chamber pressure profile are shown. The volume decrease of the displacement chamber with IGVF = 0 led to a high-pressure surge up to 80 bars, caused by the low compressibility of pure oil (the peak is cut away in the Figure to achieve a better perceptibility of the other curves with an IGVF > 0). With an IGVF > 0, this pressure surge was significantly and increasingly reduced because of the rising compressibility of the mixture. Additionally, the pressure surge was delayed while increasing the IGVF.
It was also apparent that the occurring pressure ripple while the displacement chamber was connected to the delivery port was much higher with an IGVF > 0 than with pure oil. This can also be observed in
Figure 27, and is presumably caused by the rising compressibility gradients in the mixture.
At the instantaneous pressure profiles at the outlets, the influence of an IGVF > 0 is also clearly visible in
Figure 28a,b. At 1000 rpm the differences were not that apparent, but it is obvious that with an IGVF > 0 there were higher pressure ripples occurring. At 4000 rpm, a high-pressure surge in the curve for an IGVF = 0 was visible. This pressure surge resulted from a displacement chamber connecting to the delivery port, and the respective pressure waves were transported to the outlet with the speed of sound. It appeared at a 30° rotation angle interval as the pump consisted of twelve vanes. These pressure surges were damped with an IGVF > 0. Furthermore, it could be observed that they arrived at the outlet later in time, as the IGVF was increased. This was due to a significantly reduced speed of sound in a mixture of oil and air compared to pure oil [
27]. Overall, the outlet pressure ripple was reduced with an IGVF > 0 at higher rotational speeds. At lower rotational speeds, it was increased.
Looking at the instantaneous mass flow rates at outlet 1 in
Figure 29a,b, an increased flow ripple is apparent for an IGVF > 0 for both 500 rpm and 2000 rpm. For the highest considered IGVFs of 20% and 40% even intermittent backflow can be observed at the outlet.
In
Figure 30, the air volume fraction distribution in an enclosed displacement chamber is displayed. The highest volume fractions of air are conveyed near the rotor wall, since the lowest static pressure values can be found there.
Besides pressure ripple, mass flow ripple, and volumetric efficiency, power demand was also an important characteristic of hydraulic pumps. For pure oil, one can identify a high increase in power demand from the 0° to 15° rotation angle in
Figure 31a,b. Here, the compression of the displacement chamber began before it connected to the delivery port. The compressibility of pure oil was quite low. Therefore, the torque and power demand to compress the liquid was quite high. With an IGVF > 0, the power demand decreased significantly, as the compressibility of the mixture was significantly higher. At 500 rpm, the peak of the power demand decreased by 45% with a 5% IGVF. Further increasing the IGVF to 10% led to another decrease of power demand. IGVFs of 20% and 40% did not further lower the power demand anymore. At a higher rotational speed of 4000 rpm, 5% IGVF reduced the power demand peak by about 70%, while a further increase in IGVF > 5% did not lead to another decrease in power demand for the compression. This was due to higher acting inertia forces at 4000 rpm, which supported the compression.
Furthermore, it could be observed that the peak of the power demand appeared later in time and at correspondingly higher rotation angles, while the IGVF increased. The increasing mixture compressibility delayed the pressure rise, as it could also be observed in the displacement chamber pressure curves. Overall, it can be stated that an IGVF > 0 reduced the average power demand of the pump significantly. Of course, this came at the cost of a significant loss of volumetric efficiency and flow rate.































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}