Abstract
The paper presents how single-model robotized manufacturing lines are rebalanced to save energy. The key idea is to eliminate idle time that each robot has by means of adjusting the velocity. To do so, the proposed technique predicts the idle time for the next cycle time based on miniterm 4.0. This system measures in real-time the sub-cycle times (mini-terms) with the goal to detect disturbances that predict future machine failures. Mini-terms are used to compute the idle time and the allowed velocity reduction for the Industrial Robot without losing productivity. The proposed predictive control technique has been tested in a real production line located at Ford Almussafes plant (Valencia). The line has six stations where each one has an industrial robot. It is connected to miniterm 4.0 to perform a real test. A discussion, limitations of the technique, future implementations and conclusions are shown at the end of this paper.
1. Introduction
A production line is composed of several stations connected in series where each of them performs a specific task, see Figure 1.

Figure 1.
Serial production line.
Each of the workstations can be considered as a status machine where three different statuses are defined, see Figure 2, working, starving and blocking. A station j is in the working status when it is performing its task and has not yet completed it. A station j, is in the starving status when, having finished its work and delivered the part to the next station, it cannot use a new part because the previous station j − 1, is in a working or starving status. A workstation j is in the blocking status when, having finished its work, it cannot deliver the part to the next station j + 1 because it remains in the working or blocking status.
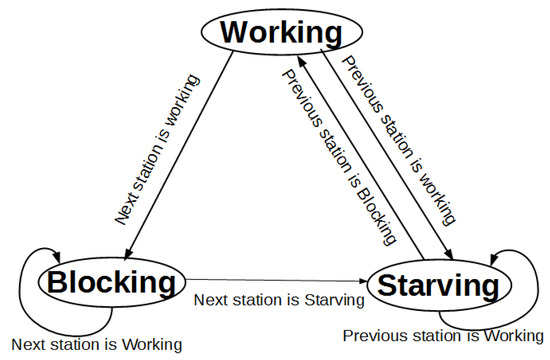
Figure 2.
Schema for the different station states in a production line.
Idle time is defined as the time a workstation remains in starving or blocking status. This time can only be zero in the station that acts as a bottleneck.
The design of production lines is a complex and expensive task, due to the multiple factors that must be taken into account [1], such as, for example, the selection of components, distribution of tasks, etc., where the line balancing is a crucial factor. Due to its importance, in the literature there are a large number of scientific works on this subject [1]. Once the line is designed, its maximum production capacity is set and installed in the production line. However, during its useful life the line suffers many changes such as new models, new technologies available, changes in market demand, etc. The vast majority of times, the entire production line cannot be changed or rebalanced, therefore, compromise solutions may be taken, accepting certain imbalances that worsen as errors accumulate. The deterioration of components is another crucial factor as demonstrated in reference [2].
Apart from the problems in the design, balancing and rebalancing of lines, currently a new important parameter has emerged to be considered: the energy consumption of the line. In references [3,4], it is explained that, disconnecting workstations when they are in the idle status could save up to 80% of energy. However, this technique has a drawback and it is the high energy consumption generated from reconnecting the machines. This high percentage of energy saving is due to two main factors. The first is that, as explained above, the lines become unbalanced during their useful life. The second is that, it is common to leave the stations in the idle mode because we do not know how to reduce it without affecting production. The vast majority of manufacturing execution systems (MES) do not have any functionality related to energy saving.
In reference [5] it is suggested that the engines should not have only the on/off levels, but also an additional hibernation mode that would be activated when the station is in the blocking or starving state. In reference [6] it is concluded that focusing only on optimizing a single machine or station is an error, since the saving capacity is being lost because the lines are a dynamic system dependent on other machines or stations and this system is constantly changing. In reference [7], the use of the Markov decision process (MDP) is proposed to model the interaction between the decisions taken to control energy and the evolution of the system in a prediction horizon. In reference [8] a heuristic method is proposed considering the detection of the bottleneck to adjust the demand for electricity in real time.
One of the most common components in production lines generating more energetic consumption is the industrial robots (IR). It is estimated that the energy used by these components in the manufacture of cars is approximately 8% of the total [9,10]. Therefore, one of the main tasks for the optimization of production lines with industrial robots is the reduction of energy consumption by reducing speed and acceleration, improving trajectories and applying energy saving strategies [11]. The main disadvantage of these techniques is that they can only be achieved in the planning stages of production, in the start-up phase of the line or in the optimization phase [12]. In the production planning phase, engineers have a lot of flexibility when it comes to defining energy saving strategies through the optimization of tasks or robot parameters, such as speed and acceleration [9,13]. In the start-up phase, the reduction in energy consumption is mainly focused on reducing idle time, but the productivity of the line must be taken into account. In the optimization phase, engineers only have the ability to save energy by using the brakes or by using time-scaling methods [12,14,15]. Very recently, the Branch and Bound optimization technique has been used to optimize robotic production lines through the change of speeds, positions of robots, activation of brakes, disconnection of bus and the order of the operations to be carried out [16]. The main advantage offered is that it is capable of working with parallel processing.
Regarding the vast majority of techniques proposed in the literature it is implied that the problem to be solved is a new manufacturing line. However, the great majority of problems in real factories is the rebalancing or optimization of existing lines [17]. Techniques such as the one presented in reference [16] are capable of optimizing an existing line, given a particular situation, and without the restriction of having to be solved and applied in the cycle time of the line. These [16], are able to optimize a robotized line after 1 h of calculation, something that is completely unacceptable for real-time use. In addition, these techniques are not able to adapt in real time to line changes, that is, variable cycle time, deterioration of components, new more efficient components, etc.
1.1. Miniterms; A New Paradigm for Industry 4.0
In the scope of production, technical cycle time is considered to be the time used by a station to perform its task (working state), while the cycle time also includes the time that the station is in working or starving statuses. This cycle time is usually classified as short-term while the time used for the analysis of the production lines is usually known as long-term. In our previous works [2], the inclusion of two new terms is proposed, mini-terms and micro-terms, see Figure 3.
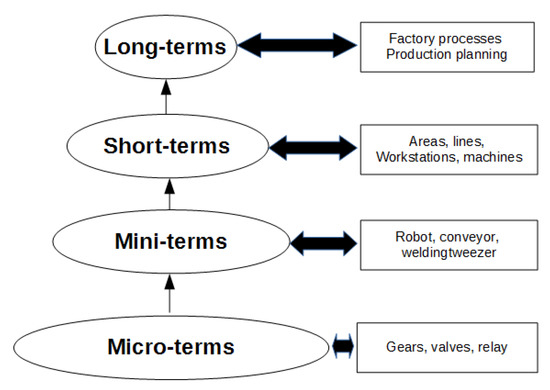
Figure 3.
From micro-term to long-term.
A mini-term is defined as a part of the machine that can be replaced in a easier way than any other part by the maintenance workers. A micro-term is defined as the subdivisions of the mini-term, being able to reach the desired level.
The mini-terms, as demonstrated in reference [2], have the ability to monitor, in real time, how long it takes to perform a sub-task on the sensorized component and detect deteriorations that can imply an imminent stop in the production line [18]. In addition, one of the advantages is that it is easily set up since it usually does not need any additional installation, since the sensors already installed can be used to perform the measurement, and only the programming of a timer in the PLC (Programable Logic Controller) is required.
1.2. Goal of Our Research
The goal of our research is to define strategies for energy saving that could be used in real world problems by means of the industry 4.0 concept, that is, thinking that all the machines, stations and lines are inter-connected and exchange relevant information among them. If it is true and a problem appears in a particular station, the rest of stations could change parameters for energy saving meanwhile the problem is solved. The present paper presents a first step for this goal focusing its attention in production lines with industrial robots (IR) that work with a single model. In particular, the present paper analyzes the speed variation to rebalance the line in real-time without any modification of the production rate and allowing it to adapt to any change or variability suffered by the line during normal operation.
The main challenge of this technique, as it is pointed out in reference [10], is that the idle times must be known in advance by means of predictive controlling techniques. In reference [17] it is stated that, although the stations have exactly the same components, in the real world they do not behave in exactly the same way. In addition to that, during the lifespan of the line, the line suffers a lot of changes and then, an effective algorithm to predict the idle times is required by using the industry 4.0 concept, this is, the real-time measurement of the line current status. The paper is organized as follows. Previous works are shown in Section 2. In Section 3 the speed reduction in a real production line is tested at Ford Almussafes (Valencia) where the line is connected to miniterm 4.0. Experimental results are collected when the system is switched on in a normal production routine and compared to the rebalance system when it is switched off. Discussions on the results are shown in Section 4. Finally, conclusions and future challenges are shown in Section 5.
2. Previous Works
In our previous work [2,18], an experimental test was performed to verify the capability of the mini-terms. In this experiment, a welding unit as shown in Figure 4 was used.
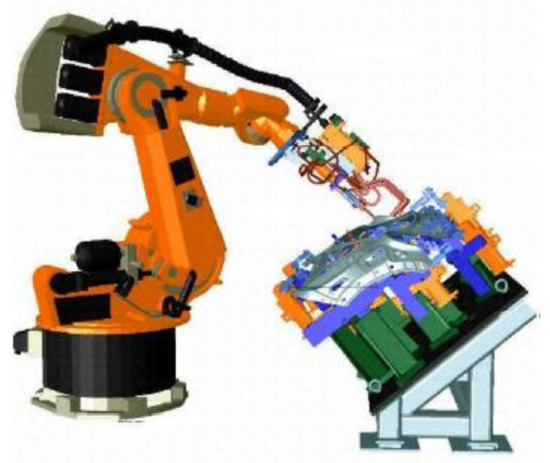
Figure 4.
Welding unit.
In this experiment, the welding unit was divided into three mini-terms, the movement of the robot arm, the movement of the welding clamp and the welding task. In this experiment, we wanted to measure the mini-terms in two scenarios, normal operation or with components whose useful life was advanced but were still operating in the production line, that is, that no maintenance worker had detected failure in them. Components with the following pathologies were selected: the stiffness of a proportional valve, the pneumatic cylinder wear, galling or communication inside the stem, the loss of wire insulation in a transformer, the loss of pressure in a pneumatic circuit (below the alarm value) and the loss of the robot speed. Table 1 shows the results of the measurements where test 0 corresponds to the results obtained in normal operation while tests 1–5 show the results obtained with pathologies. The table shows the mean and variance, (,S) of the 40 repetitions carried out for each mini-term in each case.

Table 1.
Miniterms for a welding unit (,S) without (test 0) and with deterioration (tests 1–5).
The results of test 0 show that, a component in optimal operation did not use the same time to perform the same task. The results of tests 1–5 show that, with the deterioration of the components, this variability increased, both in average and in variance, modifying the time it took to perform their own task, working time, and consequently the balancing of the line for waiting and blocking times, even the position of the bottleneck.
2.1. Real Time Mini-Term Whatchdog for Failure Prognosis
The ideal way to do maintenance prognosis would be to do it continuously and automatically. However, as indicated in reference [19] it is very expensive since many sensors and devices are needed to carry it out. The most used sensors to perform the maintenance prognosis are vibration, noise, temperature, pressure, flow, etc. Fortunately, as we explained in references [2,18], the mini-term is able to detect the same physical deterioration phenomenon as a common sensor but with an important advantage; it is easy and cheap to install. It is cheap because no additional hardware installation is required to measure the sub-cycle time, just the use of the PLC and sensors installed for the automated production process, and it is easy because we only need to code extra timers into the PLC. This fact generated a great expectation in the Ford Motor Company, which has led to the standardization of the mini-terms and the intention to implement it in all the factories owned by Ford all over the world. Nowadays the system is being installed at the Ford factory in Valencia.
In reference [20], the authors explained in detail the architecture to collect mini-terms in real-time at Ford factories, see also Figure 5. Timers are coded into the PLCs and the mini-terms are sent to a database in real-time for their analysis. When a mini-term changes significantly, an e-mail is sent to the maintenance workers, alerting on the change. The system is well- known as miniterm 4.0.
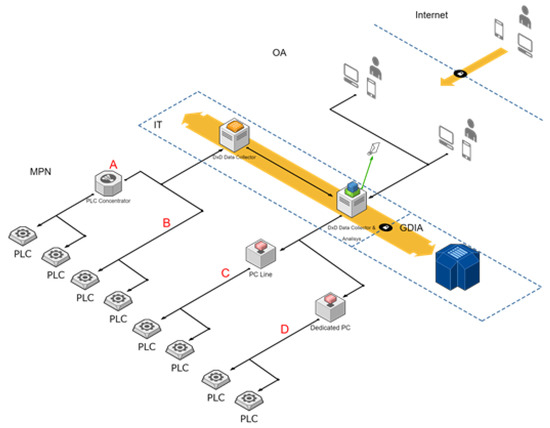
Figure 5.
Architecture for miniterm 4.0. It collects mini-terms in real-time at Ford factories.
Figure 6 shows two examples of mini-terms with pathologies measured with this system. The first shows the deterioration of the proportional valve of a welding clamp. The second shows the deterioration of a welding clamp cylinder.
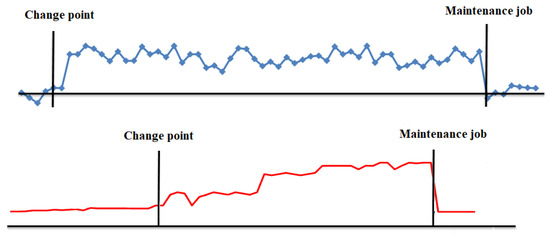
Figure 6.
Real change points measured in the Ford Almussafes Factory.
Welding Line Energy Saving Estimation
Through the same experimental platform shown in Figure 4, the energy consumed by the welding unit was measured while the robot was executing one of the most common programs used in the real production line. Figure 7 shows the curve obtained according to the speed percentage programmed in the robot.
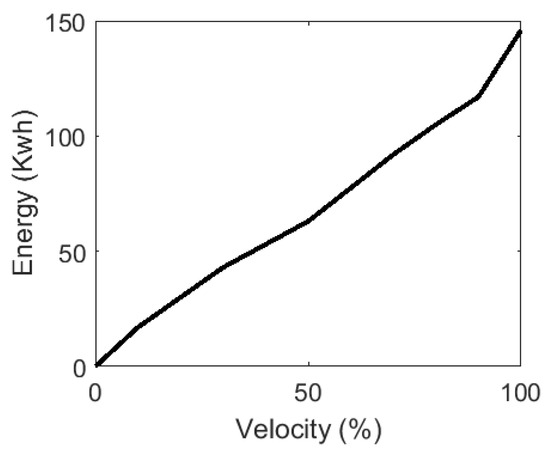
Figure 7.
Velocity percentage vs. energy in a single welding unit.
This curve was used in reference [21] to estimate how much energy could be saved in the real welding line if we were able to modify the speed of the robots in real time. The welding line currently installed in the factory Ford Almussafes (Valencia) is composed of eight work stations where each of them has one or more welding stations, see Figure 8. This line was initially installed in 1980 and since then until today, has undergone many updates due to the launch of new models or variants. Thus, the line has been rebalanced, as far as possible, each time one of these updates would be carried out.
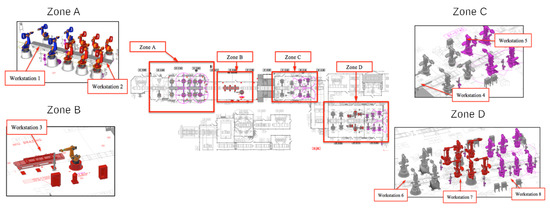
Figure 8.
Welding line layout.
In reference [21] the real welding line was modeled, taking into account the subdivision of mini-terms performed, the time that each robot is in motion and the number of welding points that each of them makes depending on the model being manufactured. In references [2,21], the same simulation is also used using the measurements of test 0 shown in Table 1 to calculate the idle time for each station. Figure 9 shows the speed percentage that each industrial robot should have to compensate idle time, without losing productivity.
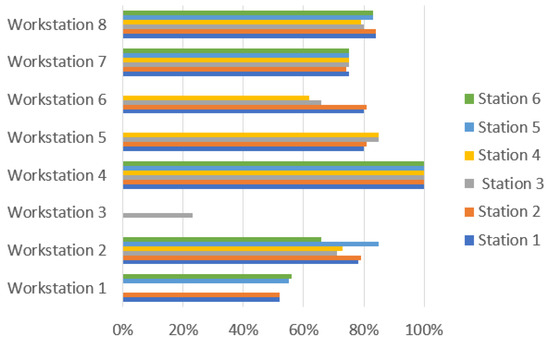
Figure 9.
Velocity percentages for each welding station.
With the curve of Figure 7 an estimate of the energy amount saved with this speed reduction was made. In normal operation, without speed reduction, the consumption is 7008 kWh. Applying the speed reduction, the energy consumed would be approximately 3007 kWh, saving 57% of the energy.
3. Real Production Line Case
In order to test the effectiveness of the technique proposed in the present paper, a real production line located at Ford Almussafes factory (Valencia) was connected to the miniterm 4.0. In particular, line 9BC shown in Figure 10.
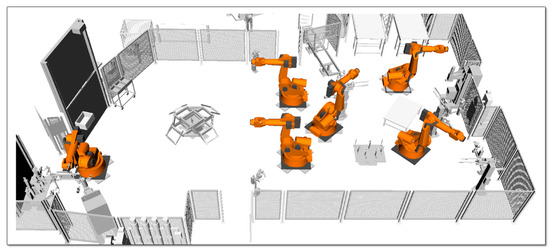
Figure 10.
Line 9BC at Ford Almussafes (Valencia).
This line manufactures only the Ford Kuga front panel. It has six KUKA industrial robots, five of them are KR2210 SC2 and one is KR150.
3.1. Experimental Setup
As explained in Section 3, one of the main drawbacks for industry 4.0 is the cost of introducing sensors into machines and how to integrate this with the system installed in the production line. In big manufacturing industries like Ford, there are a lot of memory and I/O restrictions for the PLC. Everything is standardized with a lot of protocols for all the plants around the world. Then, the success of whatever industry 4.0 technique depends mainly on the intrusiveness in the existing production lines. In our particular case, we only needed to modify the robot velocity by the PLC so that it was connected to the miniterm 4.0. The velocity could be modified easily with one external input in the robot controller. Thus, the connection with the PLC becomes easy and cheap.
In addition to that, it could be interesting to measure and analyze the energy consumed by each IR in the miniterm 4.0 and obviously, in the present paper to measure the saving energy. All the industrial robots have variables to find out the electrical current consumed for each axis. Then, the problem was only the extraction of the data and the connection to the PLC. To do so, six free I/O signals in the PLC were used for each robot. Then, the current value for each axis was converted into pulses using a basic electronic circuit in the robot part. In the PLC part, an impulse counter is coded in the PLC program. Knowing the electrical current consumed by each axis, and the voltage and for the three-phase electric power, the electrical energy consumed for each IR can be computed. A schema of the experimental setup is depicted in Figure 11.

Figure 11.
Experimental setup. Electrical current measurement is optional for the success of the rebalancing technique.
With these few changes, the whole line could be connected to the miniterm 4.0 and the rebalancing could be done in real-time taking into account updated sub-cycle time measurements.
3.2. Real-Time Dynamic Control System Definition
First of all, we will define the idle time of station j as;
where is the idle time for the station j that manufactured part k. , are the starving and blocking time for the manufactured part k. Starving and blocking time, as well as the technical cycle time for the station, , can be computed with the information located in the miniterm 4.0. is the sum of the mini-terms of the station, and , can be computed knowing the status of the station.
, , and are values, except when the system is switched on, that are affected by velocity reduction for the manufactured part k, . The values for the maximum velocity can be computed as:
where , are the values at maximum velocity. The Equation (4) shows how to compute the velocity at which each robot should run, that is;
where is the velocity percentage that should be applied in the robot to eliminate idle time, is cycle time estimation for the manufactured part and is also an estimation for the idle time that the robot will have when it manufactures the part . These estimations could be done by means of holders. The holder was a mathematical model of the practical signal reconstruction done by a conventional digital-to-analog converter (DAC). That is, it describes the effect of converting a discrete-time signal to a continuous-time signal by holding each sample value for one sample interval. It has several applications in electrical communication but also in control systems. Here we use holders to predict technical cycle time and idle time for the next manufactured part.
There are mainly three kinds of holders, zero order hold (ZoH), first order hold (FoH) and second order hold (SoH). The main difference is the previous samples needed to compute the next sample. While ZoH needs just one sample, FoH and SoH require one and two more samples. Figure 12 shows a graphical example of the extrapolation technique to compute it.
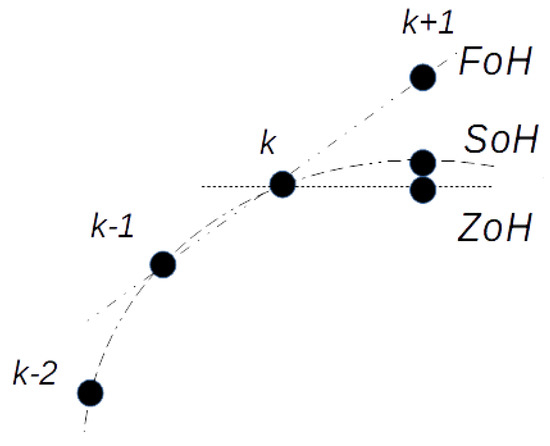
Figure 12.
Different kinds of holds.
The hold selection depends on the production line variation from one part to the next. For our particular case, we selected ZoH because, as it was demonstrated in our previous works [2,18], that the deterioration process was stable before physical change of the components, that is, the vast majority of time. Therefore the prediction can be done by means of the next equations;
Figure 13 shows a schema of the proposed control system in the miniterm 4.0.
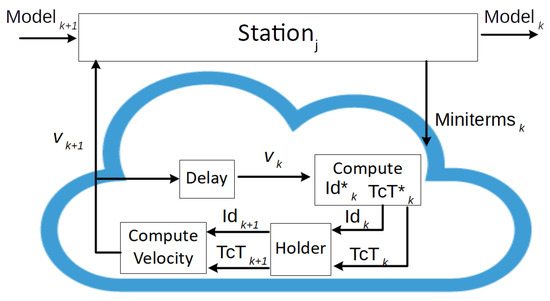
Figure 13.
Dynamic control system in the miniterm 4.0.
3.3. Experimental Results
Figure 14 shows the energy saved in a normal production day. The green part of the graph shows when the system is switched on and the red part is when the system is switched off. Each one of the divisions corresponds to a work shift of eight hours. The energy saving system was switched on in two shifts and switched off in one of them to make the comparison. As we can see, the system saved energy. Figure 15 shows the average speed reduction for each workstation. With this, the energy consumed by the line goes from 13.464 W/h to 11.988 W/h, that is 10.9% of energy saved. Figure 16 shows the daily production rate of the week when the system was switched on. The green bar corresponds to the day the test was done. As we can see, the production rate was not affected.

Figure 14.
Miniterm 4.0 energy measurement.
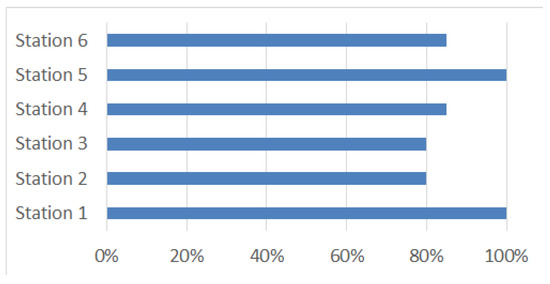
Figure 15.
Velocity percentages for each station.
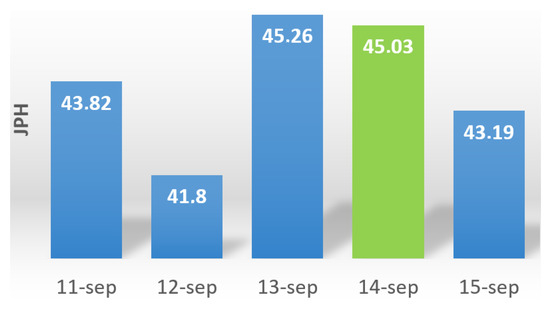
Figure 16.
Daily production rate. The green bar shows the day when the energy saving system was switched on.
4. Discussion
As we can see from the results obtained by the simulation of the welding line in our previous work [21], as well as the results obtained from the line 9BC, the consumption of the production lines through the industrial robot speed reduction can be reduced. The amount of energy saved is very variable since it depends on a multitude of factors such as the type of trajectories carried out by the robots, the weight of the load and, of course, the degree of imbalance shown by the production line. In our previous work [21], we focused our attention on a welding line. It is a complex line with eight workstations and 37 robot arms distributed between them and producing 68 different models. When a new model has been added to the existing ones, the balance of the line is a compromise between the line and the requirements of the new model. Therefore, an important imbalance may happen. In reference [21], we analyzed the welding line located at Ford Almussafes (Valencia) but taking into account that it welds a single model, model 12. In that case, an important quantity of energy can be saved: 57%. If the imbalance between models is analyzed, see reference [2], Annex 4, we can notice that there are different degrees of imbalance between them, sometimes less imbalance, sometimes the wrong one. The second case is the line 9BC analyzed in the present paper. It is a small line, only six robots that produce one single model. Then, the imbalance is smaller. However, even in that case a 10.9% of energy can be saved.
The use of miniterm 4.0 to compute the velocity reduction is the key to guarantee that the production rate is not reduced. As we demonstrated in our previous works, see Section 3, the cycle time varies taking into account the deterioration degree of their components and then, it is necessary to find out the line status in real-time to compute an effective velocity reduction.
Energy saving is not the only advantage obtained with the speed reduction, the carbon footprint of the factories can also be reduced since the calculation of carbon footprint is directly related to the KWh consumed. Thus, a 10.9% reduction in consumption also implies a 10.9% reduction in the carbon footprint due to electrical consumption. The regulations derived from compliance with the Kyoto Protocol will be joined by others that come out of the recent Paris Climate Summit (COP21), so that carbon management will become an important element of environmental responsibility.
Carbon emissions are on the way to becoming an asset that will affect the finances and the results of the company as a consequence of the polluter pays principle.
Finally, the speed reduction also implies a reduction in the wear of components and, therefore, an elongation of its useful life.
5. Conclusions and Future Works
The paper presents how single-model robotized manufacturing lines can be rebalanced in real-time to save energy. The goal is to eliminate idle time without losing production tuning the velocity of industrial robots. The proposed technique predicts the idle time for the next part based on holds and the real-time measurements of mini-terms (miniterm 4.0).
The proposed predictive control technique was tested in a real line that manufactures a single-model composed by six stations where each one has a KUKA industrial robot. The dynamic control system is switched on during normal production routine demonstrating the effectiveness of the proposed technique in which 10.9% of energy is saved. The amount of energy saved is very variable since it depends on a multitude of factors such as the type of trajectories carried out by the robots, the weight of the load transported by them and, of course, the degree of imbalance shown by the production line.
The results shown in the present work as well as the field studies carried out by the authors indicate that greater imbalance is located in complex lines that produce more than one model. The predicting technique proposed in the paper is only valid if the line produces the same part again and again. For production lines that produce multi-models, it is necessary to have a numerical model that is based on miniterm 4.0, and knowing the model manufacturing sequence to produce, could compute the speed reduction properly. Our immediate future work is focused on this.
Author Contributions
The authors contribute equally to this work.
Funding
This research received no external funding.
Acknowledgments
The authors wish to thank Ford España S.A. and in particular the Almussafes Factory for their support in the present research.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Battaïa, O.; Dolgui, A. A taxonomy of line balancing problems and their solution approaches. Int. J. Prod. Econ. 2013, 142, 259–277. [Google Scholar] [CrossRef]
- Garcia, E. Analisis de los Subtiempos de ciclo Tecnico para la Mejora del Rendimiento de las Lineas de Fabricacion. Ph.D. Thesis, Universidad CEU-Cardenal Herrera, Alfara del Patriarca, Spain, 2016. [Google Scholar]
- Mouzon, G.; Yildirim, M.B. Operational methods for minimization of energy consumption of manufacturing equipment. Int. J. Prod. Res. 2007, 45, 4247–4271. [Google Scholar] [CrossRef]
- Mouzon, G.; Yildirim, M.B. A framework to minimize total energy consumption and total tardiness on a single machine. Int. J. Sustain. Energy 2008, 1, 105–116. [Google Scholar]
- Sun, Z.; Biller, S.; Gu, F.; Li, L. Energy consumption reduction for sustainable manufacturing systems considering machines with multiple-power states. In Proceedings of the ASME 2011 International Manufacturing Science and Engineering Conference, Corvallis, OR, USA, 13–17 June 203; pp. 99–103.
- Chang, Q.; Xiao, G.; Biller, S.; Li, L. Energy saving opportunity analysis of automotive serial production systems. IEEE Trans. Autom. Sci. Eng. 2013, 10, 334–342. [Google Scholar] [CrossRef]
- Li, L.; Sun, Z. Dynamic Energy control for Energy efficiency Improvement of sustainable manufacturing systems using Markov Decision Process. IEEE Trans. Syst. Man Cybern. Syst. 2013, 43, 1195–1205. [Google Scholar] [CrossRef]
- Zhou, Z.; Lin, L. Real time electricity demand response for sustainable manufacturing systems considering throughput bottleneck detection. In Proceedings of the IEEE International Conference on Automation Science, Madison, WI, USA, 17–20 August 2013; pp. 640–644. [Google Scholar]
- Meike, D.; Ribickis, L. Energy efficient use of robotics in the automobile industry. In Proceedings of the International Conference on Advanced Robotics (ICAR), Tallinn, Estonia, 20–23 June 2011; pp. 507–511. [Google Scholar]
- Meike, D.; Ribickis, L. Analysis of the Energy Efficient Usage methods of Medium and High Payload Industrial Robots in the automotive Industry. In Proceedings of the 10th International Symposium Typical problems in the Field of Electrical and Power Engineering, Parnu, Estonia, 10–15 January 2011; pp. 62–66. [Google Scholar]
- Bukata, L.; Sucha, M.P.; Hanzalek, Z.; Burguet, P. Energy optimization of robotic cells. Trans. Ind. Inform. 2017, 13, 92–102. [Google Scholar] [CrossRef]
- Kobetski, A.; Fabian, M. Reducing energy consumption of industrial robots in manufacturing systems. Int. J. Adv. Manuf. Technol. 2015, 78, 1315–1328. [Google Scholar]
- Kobetski, A.; Fabian, M. Velocity Balancing in Flexible Manufacturing Systems. In Proceedings of the 9th International Workshop on Discrete Events Systems, Goteborg, Sweden, 28–30 May 2008; pp. 358–363. [Google Scholar]
- Meike, D.; Pellicciari, M.; Berselli, G. Energy efficient use of multirobot production lines in the automotive industry: Detailed system modelling and optimization. Trans. Autom. Sci. Eng. 2015, 11, 798–809. [Google Scholar] [CrossRef]
- Kobetski, A.; Fabian, M. Energy and peak-power optimization of existing time-optimal robot trajectories. In Proceedings of the International conference on automation Science and Engineering, Fort Worth, TX, USA, 21–25 August 2016; pp. 321–327. [Google Scholar]
- Bukata, L.; Sucha, P.; Hanzalek, Z. Optimizing energy consumption of robotic cells by a branch. Comput. Oper. Res. 2019, 102, 52–66. [Google Scholar] [CrossRef]
- Falkenauer, E. Line balancing in the real world. In Proceedings of the International Conference on Product Lifecycle Management, Lyon, France, 1–13 July 2005; pp. 1–10. [Google Scholar]
- Garcia, E.; Montes, N.; Alacreu, M. Towards a knowledge-driven maintenance support systems for manufacturing lines. In Proceedings of the 15th International Conference on Informatics in Control, Automation and Robotics (ICINCO), Porto, Portugal, 29–31 July 2018; pp. 43–54. [Google Scholar]
- Ahmad, R.; Kamaruddin, S. An overview of time-based and condition-based maintenance in industrial application. Comput. Ind. Eng. 2012, 63, 135–149. [Google Scholar] [CrossRef]
- Garcia, E.; Montes, N.; Alacreu, M. Towards a novel generation of Maintenance Support Systems based on miniterms. In Lecture Notes in Electrical Engineering; Springer: Berlin, Germany, 2019. [Google Scholar]
- Garcia, E.; Montes, N. Towards a self balancing machine velocity production line for energy saving. In Proceedings of the International Conference on Informatics in Control, Automation and Robotics (ICINCO), Madrid, Spain, 26–28 July 2017; pp. 568–575. [Google Scholar]
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).