Pelleting of Pine and Switchgrass Blends: Effect of Process Variables and Blend Ratio on the Pellet Quality and Energy Consumption


Abstract
1. Introduction
1.1. Biomass Variability
1.2. Blending
1.3. Densification
1.3.1. Pelleting Process Variables
1.3.2. High-Moisture Pelleting Process
1.4. Objectives
2. Material and Methods
2.1. Feedstocks
2.2. Experimental Plan
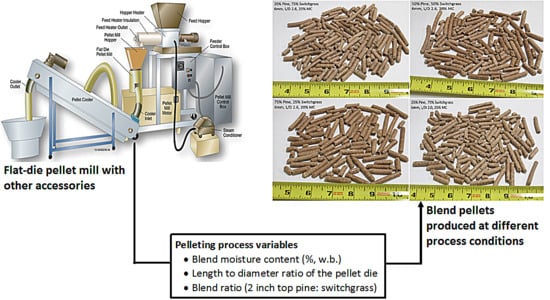
2.3. Flat Die Pellet Mill
2.4. Pellet Properties Measurement
2.5. Response Surface Analysis
- xi and xj are independent variables
- y is the dependent variable
- b0, bi, and bj are constants
- n is the number of independent variables
- ε is an unobservable error.
3. Results
3.1. Physical Properties of the Milled 2-Inch Top Pine Residue and Milled Switchgrass Blends
3.2. Response Surface Models and Plots
3.2.1. Blend Ratio: 50% 2-inch Milled Pine Top Residue + 50% Milled Switchgrass
3.2.2. Blend Ratio: 75% 2-inch Milled Pine Top Residue and 25% Milled Switchgrass
3.2.3. Blend Ratio: 25% 2-inch Milled Pine Top Residue + 75% Milled Switchgrass
3.3. Optimized Process Conditions
4. Discussion
5. Conclusions
- Moisture loss during pelleting was higher at high blend moisture content, which corroborates with earlier studies on pelleting corn stover using a laboratory-scale felt die and a pilot-scale ring die pellet mill. There is about 6–10% (w.b.) moisture loss during pelleting of blends of 2-inch top pines residues and switchgrass blends.
- Both blend moisture content and L/D ratio of the pellet die had a significant effect on the pellet properties and the specific energy consumption for the three blend ratios tested.
- All three blend ratios produced pellets with bulk density values > 550 kg/m3. Increasing the 2-inch top pine residue percentage in the blend improved pellet physical properties.
- The 75% 2-inch top pine residue + 25% switchgrass combinations helped to produce pellets with durability values of > 95%, whereas 50% 2-inch top pine residue + 50% switchgrass produced pellets with durability values closer to 95%.
- Higher switchgrass percentage increased the specific energy consumption of the pelleting process. At a higher 2-inch pine residue percentage, the specific energy consumption reduced to about 90 kWh/ton, whereas increasing the moisture content of the blend ratio increased the specific energy consumption.
- The future work should be focused to understand the pelleting characteristics of high mositure pine residue, switchgrass, and blends of pine and switchgrass in a pilot scale ring die pellet mill. Evaluate how the pelleting process variables impact the physical properties, proximate and ultimate composition, and energy properties.
Acknowledgments
Conflicts of Interest
U.S. Department of Energy Disclaimer
References
- U.S. Department of Energy, Office of Energy Efficiency and Renewable Energy. Bioenergy Basics. 2018. Available online: https://www.energy.gov/eere/bioenergy/bioenergy-basics (accessed on 30 January 2019).
- Langholtz, M.H.; Stokes, B.J.; Eaton, L.M. Billion-Ton Report: Advancing Domestic Resources for a Thriving Bioeconomy, Volume 1: Economic Availability of Feedstocks; Oak Ridge National Laboratory: Oak Ridge, TN, USA, 2016. [Google Scholar]
- Perlack, R.D.; Wright, L.L.; Turhollow, A.; Graham, R.L.; Stokes, B.J.; Erbach, D.C. Biomass as Feedstock for a Bioenergy and Bioproducts Industry: The Technical Feasibility of a Billion-Ton Annual Supply; Oak Ridge National Laboratory: Oak Ridge, TN, USA, 2005. [Google Scholar]
- U.S. Department of Agriculture. A USDA Regional Roadmap to Meeting the Biofuels Goals of the Renewable Fuels Standard by 2022; USDA Biofuels Strategic Production Report; U.S. Department of Agriculture: Washington, DC, USA, 2010.
- Rials, T.G. Next Generation Logistics Systems for Delivering Optimal Biomass Feedstocks to Biorefining Industries in the Southeastern U.S.: Logistics for Enhanced Attributes Feedstock (LEAF) DOE-Funded Project Peer Review. Available online: https://www.energy.gov/sites/prod/files/2017/05/f34/fsl_rials_123107.pdf (accessed on 30 January 2019).
- Tumuluru, J.S. Why biomass preprocessing and pretreatments? In Biomass Preprocessing and Pretreatments for Production of Biofuels; Tumuluru, J.S., Ed.; CRC Press: Boca Raton, FL, USA, 2018. [Google Scholar]
- Tumuluru, J.S. Thermal pretreatment of biomass to make it suitable for biopower application. In Biomass Preprocessing and Pretreatments for Production of Biofuels; Tumuluru, J.S., Ed.; CRC Press: Boca Raton, FL, USA, 2018. [Google Scholar]
- Yancey, N.A.; Tumuluru, J.S.; Wright, C.T. Drying, grinding, and pelletization studies on raw and formulated biomass feedstocks for bioenergy applications. J. Biobased Mater. Bioenergy 2013, 7, 549–558. [Google Scholar] [CrossRef]
- Tumuluru, T.S.; Hess, J.R.; Boardman, R.D.; Wright, C.T.; Westover, T.L. Formulation, pretreatment, and densification options to improve biomass specifications for co-firing high percentages with coal. Ind. Biotechnol. 2012, 8, 113–132. [Google Scholar] [CrossRef]
- Ray, A.E.; Li, C.; Thompson, V.S.; Daubaras, D.L.; Nagle, N.J.; Hartley, D.S. Biomass blending and densification: Impacts on feedstock supply and biochemical conversion performance. In Biomass Volume Estimation and Valorization for Energy; Tumuluru, J.S., Ed.; IntechOpen: London, UK, 2017. [Google Scholar]
- Edmunds, C.W.; Reyes Molina, E.A.; André, N.; Hamilton, C.; Park, S.; Fasina, O.; Adhikari, S.; Kelley, S.S.; Tumuluru, J.S.; Rials, T.G.; et al. Blended feedstocks for thermochemical conversion: Biomass characterization and bio-oil production from switchgrass-pine residues blends. Front. Energy Res. 2018, 6, 79. [Google Scholar] [CrossRef]
- Kenney, K.L.; Smith, W.A.; Gresham, G.L.; Westover, T.L. Understanding biomass feedstock variability. Biofuels 2013, 4, 111–127. [Google Scholar] [CrossRef]
- Thompson, D.N.; Campbell, T.; Bals, B.; Runge, T.; Teymouri, F.; Ovard, L.P. Chemical preconversion: Application of low-severity pretreatment chemistries for commoditization of lignocellulosic feedstock. Biofuels 2013, 4, 323–340. [Google Scholar] [CrossRef]
- Crawford, N.C.; Ray, A.E.; Yancey, N.A.; Nagle, N. Evaluating the pelletization of “pure” and blended lignocellulosic biomass feedstocks. Fuel Process. Technol. 2015, 140, 46–56. [Google Scholar] [CrossRef]
- Mahadevan, R.; Adhikari, S.; Shakya, R.; Wang, K.; Dayton, D.; Lehrich, M.; Taylor, S.E. Effect of alkali and alkaline earth metals on in-situ catalytic fast pyrolysis of lignocellulosic biomass: A microreactor study. Energy Fuels 2016, 30, 3045–3056. [Google Scholar] [CrossRef]
- Tumuluru, J.S.; Wright, C.T.; Hess, J.R.; Kenney, K.L. A review of biomass densification systems to develop uniform feedstock commodities for bioenergy application. Biofuel Bioprod. Biorefin. 2011, 5, 683–707. [Google Scholar] [CrossRef]
- Tumuluru, J.S.; Sokhansanj, S.; Hess, J.R.; Wright, C.T.; Boardman, R.D. A review on biomass torrefaction process and product properties for energy applications. Ind. Biotechnol. 2011, 7, 384–401. [Google Scholar] [CrossRef]
- Tumuluru, J.S.; Yancey, N. Conventional and advanced mechanical preprocessing methods for biomass: Performance quality attributes and cost analysis. In Biomass Preprocessing and Pretreatments for Production of Biofuels; Tumuluru, J.S., Ed.; CRC Press: Boca Raton, FL, USA, 2018. [Google Scholar]
- Sahoo, K.; Bilek, E.M.; Bergman, R.D.; Kizha, A.R.; Mani, S. Economic analysis of forest residues supply chain options to produce enhanced-quality feedstocks. Biofuel Bioprod. Biorefin. 2018. [Google Scholar] [CrossRef]
- Pradhan, P.; Arora, A.; Mahajani, S.M. Pilot scale evaluation of fuel pellets production from garden waste biomass. Energy Sustain. Dev. 2018, 43, 1–14. [Google Scholar] [CrossRef]
- Tumuluru, J.S. Specific energy consumption and quality of wood pellets produced using high-moisture lodgepole pine grind in a flat die pellet mill. Chem. Eng. Res. Des. 2016, 110, 82–97. [Google Scholar] [CrossRef]
- Tumuluru, J.S. Effect of process variables on the density and durability of the pellets made from high moisture corn stover. Biosyst. Eng. 2014, 119, 44–57. [Google Scholar] [CrossRef]
- Tumuluru, J.S. High moisture corn stover pelleting in a flat die pellet mill fitted with a 6 mm die: Physical properties and specific energy consumption. Energy Sci. Eng. 2015, 3, 327–341. [Google Scholar] [CrossRef]
- Searcy, E.; Lamers, P.; Hansen, J.; Jacobson, J.; Hess, R.; Webb, E. Advanced Feedstock Supply System Validation Workshop—Summary Report; Report INL/EXT-10-18930; Idaho National Laboratory: Idaho Falls, ID, USA, 2015; Available online: https://bioenergykdf.net/system/files/1/15-50315-R3_Summary_Report_Only_ONLINE.PDF (accessed on 30 January 2019).
- Lamers, P.; Roni, M.S.; Tumuluru, J.S.; Jacobson, J.J.; Cafferty, K.G.; Hansen, J.K.; Kenney, K.; Teymouri, F.; Bals, B. Techno-economic analysis of decentralized biomass processing depots. Bioresour. Technol. 2015, 194, 205–213. [Google Scholar] [CrossRef] [PubMed]
- Tumuluru, J.S.; Cafferty, K.G.; Kenney, K.L. Techno-economic analysis of conventional, high moisture pelletization, and briquetting process. Paper No. 141911360. In Proceedings of the American Society of Agricultural and Biological Engineer Annual Meeting, Montreal, QC, Canada, 13–16 July 2014. [Google Scholar]
- Pirraglia, A.; Gonzalez, R.; Saloni, D. Techno-economical analysis of wood pellets production from U.S. manufacturers. BioResources 2010, 5, 2374–2390. [Google Scholar]
- Sakkampang, C.; Wongwuttanasatian, T. Study of ratio of energy consumption and gained energy during briquetting process for glycerin-biomass briquette fuel. Fuel 2014, 115, 186–189. [Google Scholar] [CrossRef]
- Granström, K. Emissions of Volatile Organic Compounds from Wood. Ph.D. Thesis, Department of Environmental and Energy Systems, Karlstad University, Karlstad, Sweden, 2005. [Google Scholar]
- Johansson, A.; Rasmuson, A. The release of monoterpenes during convective drying of wood chips. Dry. Technol. 1998, 16, 1395–1428. [Google Scholar] [CrossRef]
- Stelte, W.; Holm, J.K.; Sanadi, A.R.; Barsberg, S.; Ahrenfeldt, J.; Henriksen, U.B. Fuel pellets from biomass: The importance of the pelletizing pressure and its dependency on the processing conditions. Fuel 2011, 90, 3285–3290. [Google Scholar] [CrossRef]
- Holm, J.K.; Henriksen, U.B.; Hustad, J.E.; Sorensen, L.H. Toward an understanding of controlling parameters in softwood and hardwood pellets production. Energy Fuel 2006, 20, 2686–2694. [Google Scholar] [CrossRef]
- Van Dam, J.E.G.; Van Den Oever, M.J.A.; Teunissen, W.; Keijsers, E.R.P.; Peralta, A.G. Process for production of high density/high performance binderless boards from whole coconut husk. Part 1: Lignin as intrinsic thermosetting binder resin. Ind. Crop. Prod. 2004, 19, 207–216. [Google Scholar] [CrossRef]
- Serrano, C.; Monedero, E.; Lapuerta, M.; Portero, H. Effect of moisture content, particle size, and pine addition on quality parameters of barley straw pellets. Fuel Process. Technol. 2011, 92, 699–706. [Google Scholar] [CrossRef]
- Mani, S.; Tabil, L.G.; Sokhansanj, S. Effects of compressive force, particle size and moisture content on mechanical properties of biomass pellets from grasses. Biomass Bioenergy 2006, 30, 648–654. [Google Scholar] [CrossRef]
- Shaw, M.D.; Karunakaran, C.; Tabil, L.G. Physicochemical characteristics of densified untreated and steam exploded poplar wood and wheat straw grinds. Biosyst. Eng. 2009, 103, 198–207. [Google Scholar] [CrossRef]
- Carone, M.T.; Pantaleo, A.; Pellerano, A. Influence of process parameters and biomass characteristics on the durability of pellets from the pruning residues of Olea europaea L. Biomass Bioenergy 2011, 35, 402–410. [Google Scholar] [CrossRef]
- Puig-Arnavat, M.; Shang, L.; Sarossy, Z.; Ahrenfeldt, J.; Henriksen, U.B. From a single pellet press to a bench scale pellet mill—Pelletizing six different biomass feedstocks. Fuel Process. Technol. 2016, 142, 27–33. [Google Scholar] [CrossRef]
- Jackson, J.; Turner, A.; Mark, T.; Montross, M. Densification of biomass using a pilot scale flat ring roller pellet mill. Fuel Process. Technol. 2016, 148, 43–49. [Google Scholar] [CrossRef]
- Tumuluru, J.S.; Conner, C.C.; Hoover, A.N. Method to produce durable pellets at lower energy consumption using high moisture corn stover and a corn starch binder in a flat die pellet mill. J. Vis. Exp. 2016, 112, e54092. [Google Scholar] [CrossRef]
- Bonner, I.J.; Thompson, D.N.; Plummer, M.; Dee, M.; Tumuluru, J.S.; Pace, D.; Teymouri, F.; Campbell, T.; Bals, B. Impact of ammonia fiber expansion (AFEX) pretreatment on energy consumption during drying, grinding, and pelletization of corn stover. Dry. Technol. 2016, 34, 1319–1329. [Google Scholar] [CrossRef]
- Hoover, A.N.; Tumuluru, J.S.; Teymouri, F.; Moore, M.; Gresham, G. Effect of pelleting process variables on physical properties and sugar yields of ammonia fiber expansion (AFEX) pretreated corn stover. Bioresour. Technol. 2014, 164, 128–135. [Google Scholar] [CrossRef] [PubMed]
- Zafari, A.; Kianmehr, M.H. Factors affecting mechanical properties of biomass pellet from compost. Environ. Technol. 2014, 35, 478–486. [Google Scholar] [CrossRef] [PubMed]
- Tumuluru, J.S. Effect of pellet die diameter on density and durability of pellets made from high moisture woody and herbaceous biomass. Carbon Res. Convers. 2018, 1, 44–54. [Google Scholar] [CrossRef]
- Harun, N.Y.; Afzal, M.T. Chemical and mechanical properties of pellets made from agricultural and woody biomass blends. Trans. ASABE 2015, 58, 921–930. [Google Scholar]
- American Society of Agricultural and Biological Engineers (ASABE). Cubes, Pellets, and Crumbles—Definitions and Methods for Determining Density, Durability, and Moisture Content; Standards, S269.4; ASABE: St. Joseph, MI, USA, 2007. [Google Scholar]
- STATISTICA (Data Analysis Software System), Version 9.1; StatSoft, Inc.: Tulsa, OK, USA, 2010; Available online: www.statsoft.com (accessed on 18 March 2019).
- Tumuluru, J.S.; McCulloch, R. Application of hybrid genetic algorithm routine in optimizing food and bioengineering processes. Foods 2016, 5, 76. [Google Scholar] [CrossRef] [PubMed]
- Sahoo, K.; Mani, S. Engineering economics of cotton stalk supply logistics systems for bioenergy applications. Trans. ASABE 2016, 59, 737–747. [Google Scholar]
- Sahoo, K.; Mani, S. Techno-economic assessment of biomass bales storage systems for a large-scale biorefinery. Biofuel Bioprod. Biorefin. 2017, 11, 417–429. [Google Scholar] [CrossRef]
- Tumuluru, J.S.; Lim, C.J.; Bi, X.T.; Kuang, X.; Melin, S.; Yazdanpanah, F.; Sokhansanj, S. Analysis on storage off-gas emissions from woody, herbaceous, and torrefied biomass. Energies 2015, 8, 1745–1759. [Google Scholar] [CrossRef]
- Said, N.; Abdel Daiem, M.M.; Garcia-Maraver, A.; Zamorano, M. Influence of densification parameters on quality properties of rice straw pellets. Fuel Process. Technol. 2015, 138, 56–64. [Google Scholar] [CrossRef]
- Rhén, C.; Gref, R.; Sjöström, M.; Wästerlund, I. Effects of raw material moisture content: Densification pressure and temperature on some properties of Norway spruce pellets. Fuel Process. Technol. 2005, 87, 11–16. [Google Scholar] [CrossRef]
- Sarkar, M.; Kumar, A.; Tumuluru, J.S.; Patil, K.N.; Bellmer, D.D. Gasification performance of switchgrass pretreated with torrefaction and densification. Appl. Energy 2014, 127, 194–201. [Google Scholar] [CrossRef]
- MacBain, R. Pelleting Animal Feed; American Feed Manufacturers Association: Arlington, VA, USA, 1966. [Google Scholar]
- Payne, J.D. Improving quality of pellet feeds. Milling Feed Fertil. 1978, 161, 34–41. [Google Scholar]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Blend Feedstock | Process Variables | |
|---|---|---|
| L/D Ratio of the Pellet Die (x1) | Blend Moisture Content (%, w.b.) (x2) | |
| 50% milled 2-inch top pine residue + 50% milled switchgrass | 1.5, 2.0, 2.6 | 20, 25, 30 |
| 75% milled 2-inch top pine residue + 25% milled switchgrass | 1.5, 2.0, 2.6 | 20, 25, 30 |
| 25% milled 2-inch top pine residue + 75% milled switchgrass | 1.5, 2.0, 2.6 | 20, 25, 30 |
| Milled Switchgrass | Milled 2-inch Top Pine Residue | d50 (µm) | Span | Bulk Density (kg/m3) | Particle Density (kg/m3) | Tap Density (kg/m3) | CM (%) | HR | |
|---|---|---|---|---|---|---|---|---|---|
| Mass Fraction | 1 | 0 | 534 | 2.12 | 166.0 | 1443.9 | 210.3 | 10.6 | 1.26 |
| 0 | 1 | 811 | 1.64 | 231.1 | 1439.7 | 301.7 | 11.9 | 1.31 | |
| 0.75 | 0.25 | 674 | 2.07 | 180.4 | 1428.3 | 227.7 | 10.8 | 1.26 | |
| 0.50 | 0.50 | 766 | 2.01 | 188.1 | 1427.6 | 240.3 | 10.6 | 1.28 | |
| 0.25 | 0.75 | 801 | 1.97 | 207.6 | 1417.9 | 270.0 | 10.6 | 1.30 |
| Physical Properties and Specific Energy Consumption | Equation | (R2) |
|---|---|---|
| Blend Ratio: 50% milled 2-inch top pine residue +50% milled switchgrass | ||
| Blend pellet moisture content (%, w.b.) | 0.81 | |
| Bulk density (kg/m3) | 0.87 | |
| Durability (%) | 0.97 | |
| Specific energy consumption (kWh/ton) | 0.73 | |
| Blend Ratio: 75% milled 2-inch top pine residue + 25% milled switchgrass | ||
| Blend pellet moisture content (%, w.b.) | 0.80 | |
| Bulk density (kg/m3) | 0.98 | |
| Durability (%) | 0.60 | |
| Specific energy consumption (kWh/ton) | 0.88 | |
| Blend Ratio: 25% milled 2-inch top pine residue + 75% milled switchgrass | ||
| Blend pellet moisture content (%, w.b.) | 0.98 | |
| Bulk density (kg/m3) | 0.97 | |
| Durability (%) | 0.88 | |
| Specific energy consumption (kWh/ton) | 0.66 | |
| Pellet Properties | Maximum | Minimum | Individual Optimum Process Conditions | |
|---|---|---|---|---|
| - | - | L/D Ratio of Pellet Die | Blend Moisture Content (%, w.b.) | |
| Pellet Moisture Content (%, w.b.) | - | 13.25 | 1.58 | 20.002 |
| Bulk Density (kg/m3) | 583.57 | 2.56 | 20.002 | |
| Durability (%) | 93.94 | 2.52 | 20.23 | |
| Pellet Properties | Maximum | Minimum | Individual Optimum Process Conditions | |
|---|---|---|---|---|
| - | - | L/D Ratio of Pellet Die | Blend Moisture Content (%, w.b.) | |
| Pellet Moisture Content (%, w.b.) | - | 14.625 | 2.55 | 20.19 |
| Bulk Density (kg/m3) | 554.00 | - | 2.58 | 21.78 |
| Durability (%) | 98.11 | - | 2.54 | 20.16 |
| Pellet Properties | Maximum | Minimum | Individual Optimum Process Conditions | |
|---|---|---|---|---|
| - | - | L/D Ratio of Pellet Die | Blend Moisture Content (%, w.b.) | |
| Pellet Moisture Content (%, w.b.) | - | 13.13 | 2.01 | 20.66 |
| Bulk Density (kg/m3) | 591.55 | - | 2.34 | 20.02 |
| Durability (%) | 91.53 | - | 2.59 | 20.20 |
© 2019 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tumuluru, J.S. Pelleting of Pine and Switchgrass Blends: Effect of Process Variables and Blend Ratio on the Pellet Quality and Energy Consumption. Energies 2019, 12, 1198. https://doi.org/10.3390/en12071198
Tumuluru JS. Pelleting of Pine and Switchgrass Blends: Effect of Process Variables and Blend Ratio on the Pellet Quality and Energy Consumption. Energies. 2019; 12(7):1198. https://doi.org/10.3390/en12071198
Chicago/Turabian StyleTumuluru, Jaya Shankar. 2019. "Pelleting of Pine and Switchgrass Blends: Effect of Process Variables and Blend Ratio on the Pellet Quality and Energy Consumption" Energies 12, no. 7: 1198. https://doi.org/10.3390/en12071198
APA StyleTumuluru, J. S. (2019). Pelleting of Pine and Switchgrass Blends: Effect of Process Variables and Blend Ratio on the Pellet Quality and Energy Consumption. Energies, 12(7), 1198. https://doi.org/10.3390/en12071198