Performance Analysis of Heat Pump Dryer with Unit-Room in Cold Climate Regions

 ,
,
Abstract
1. Introduction
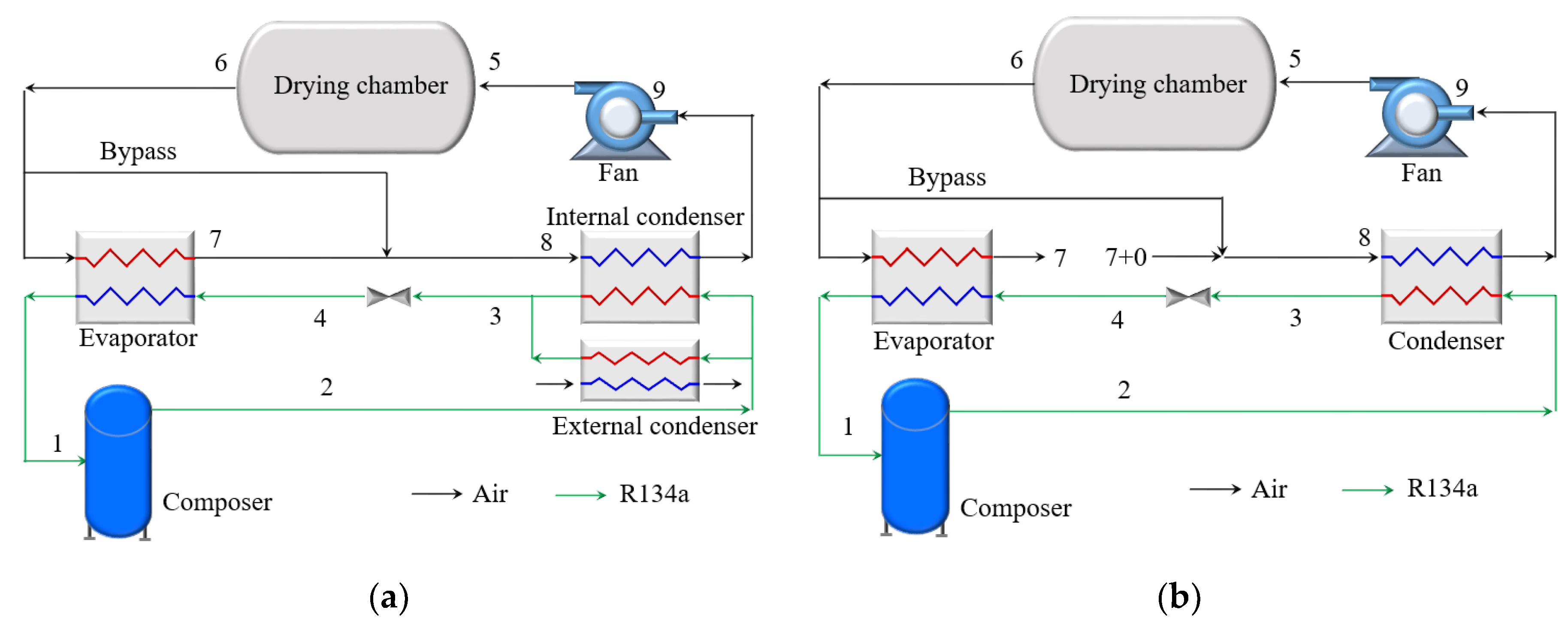
2. System Working Principle
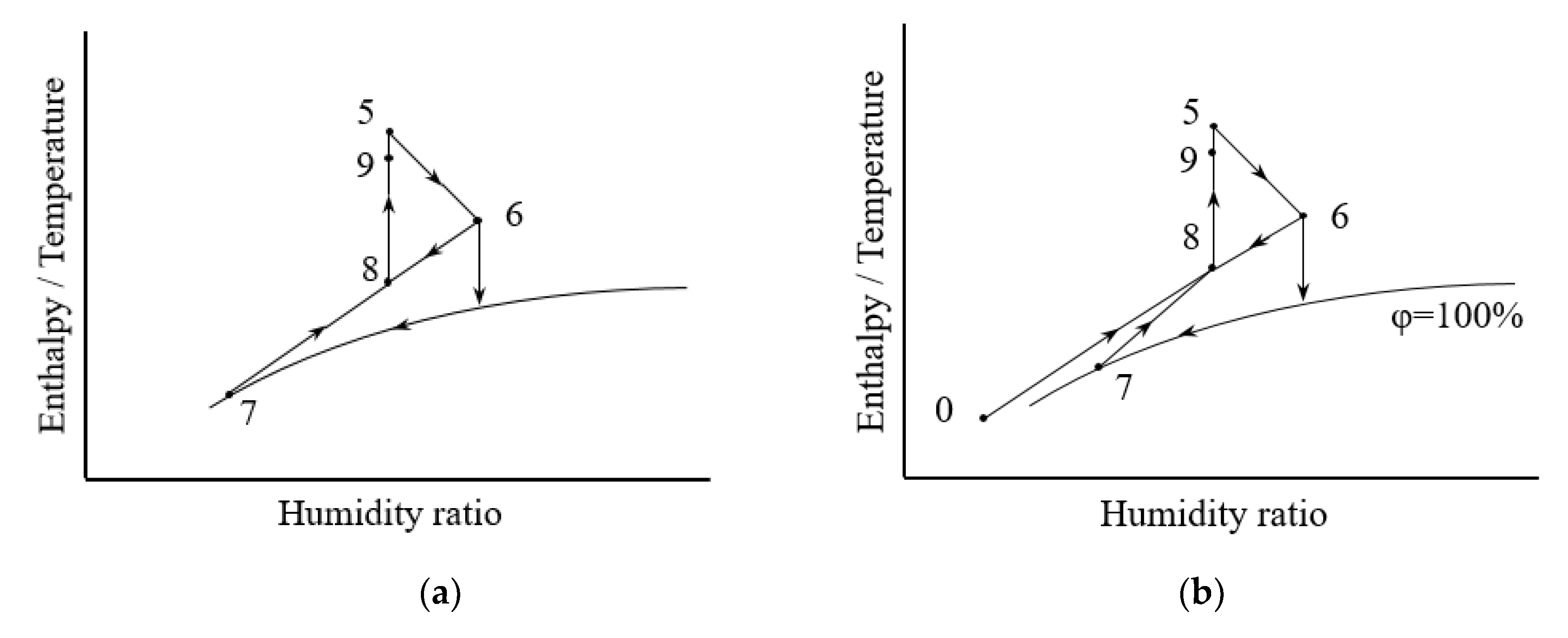
2.1. Air Cycle
2.2. Refrigerant Cycle
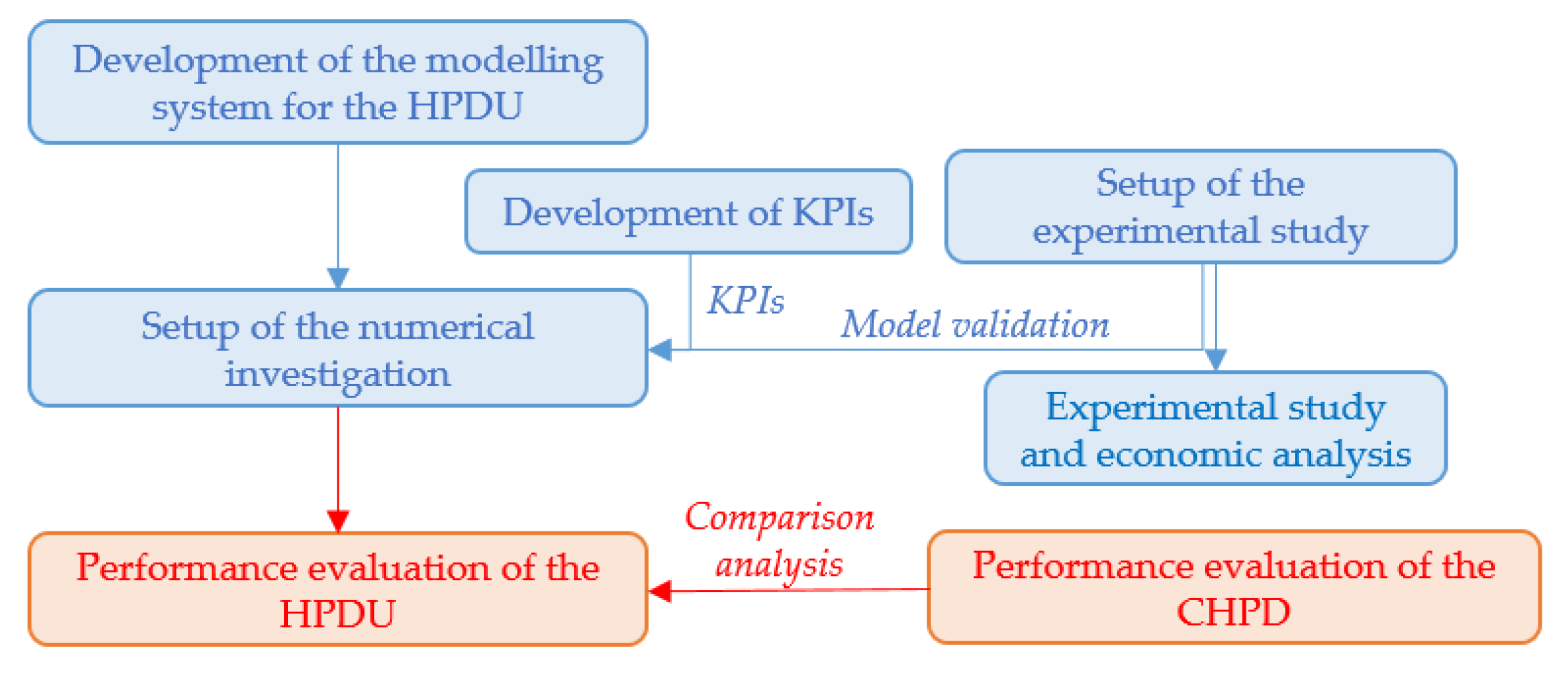
3. Methodology
3.1. Model Development
- (1)
- The fan power of the external condenser was neglected in the HPD system;
- (2)
- The system operation was in a steady state;
- (3)
- The final temperature differences between the air and the refrigerant in the evaporator and condenser(s) were constant, individually; and
- (4)
- The system was well insulated and the heat loss through the system envelope was neglected.
3.1.1. Drying Chamber Model
3.1.2. Evaporator Model
3.1.3. Mixed Air Model
3.1.4. Condenser Model
3.1.5. Fan Model
3.1.6. Compressor Model
3.1.7. Throttle Valve Model
3.2. Development of the Key Performance Indicators
3.3. Experimental System
3.4. Setup of the Experiment and Modelling
3.4.1. Setup of the Experiment
3.4.2. Setup of the Modelling
4. Results and Discussion
4.1. Experimental Results
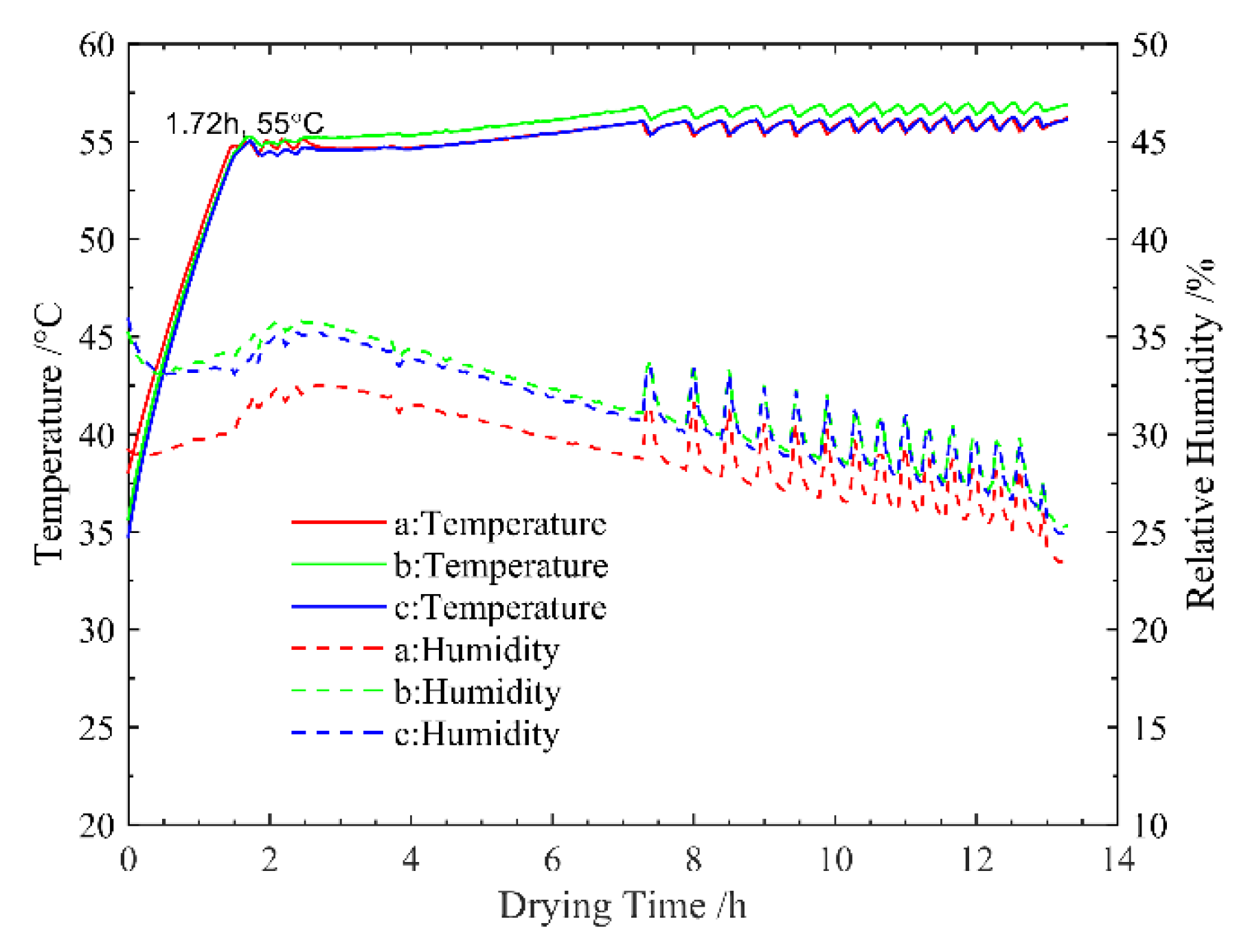
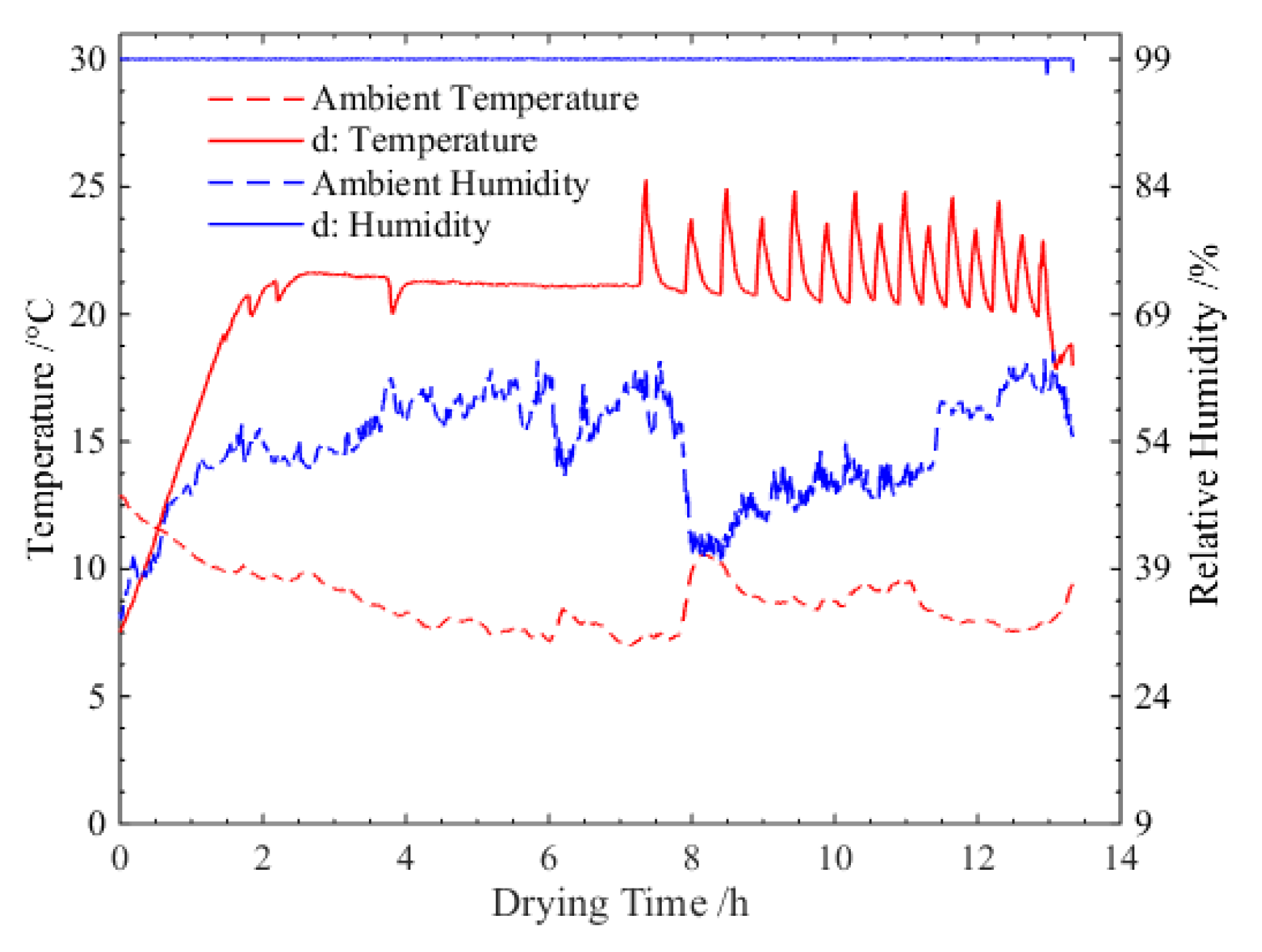
4.1.1. The Air Conditions in the Drying Chamber
4.1.2. The Air Conditions in the Unit-Room
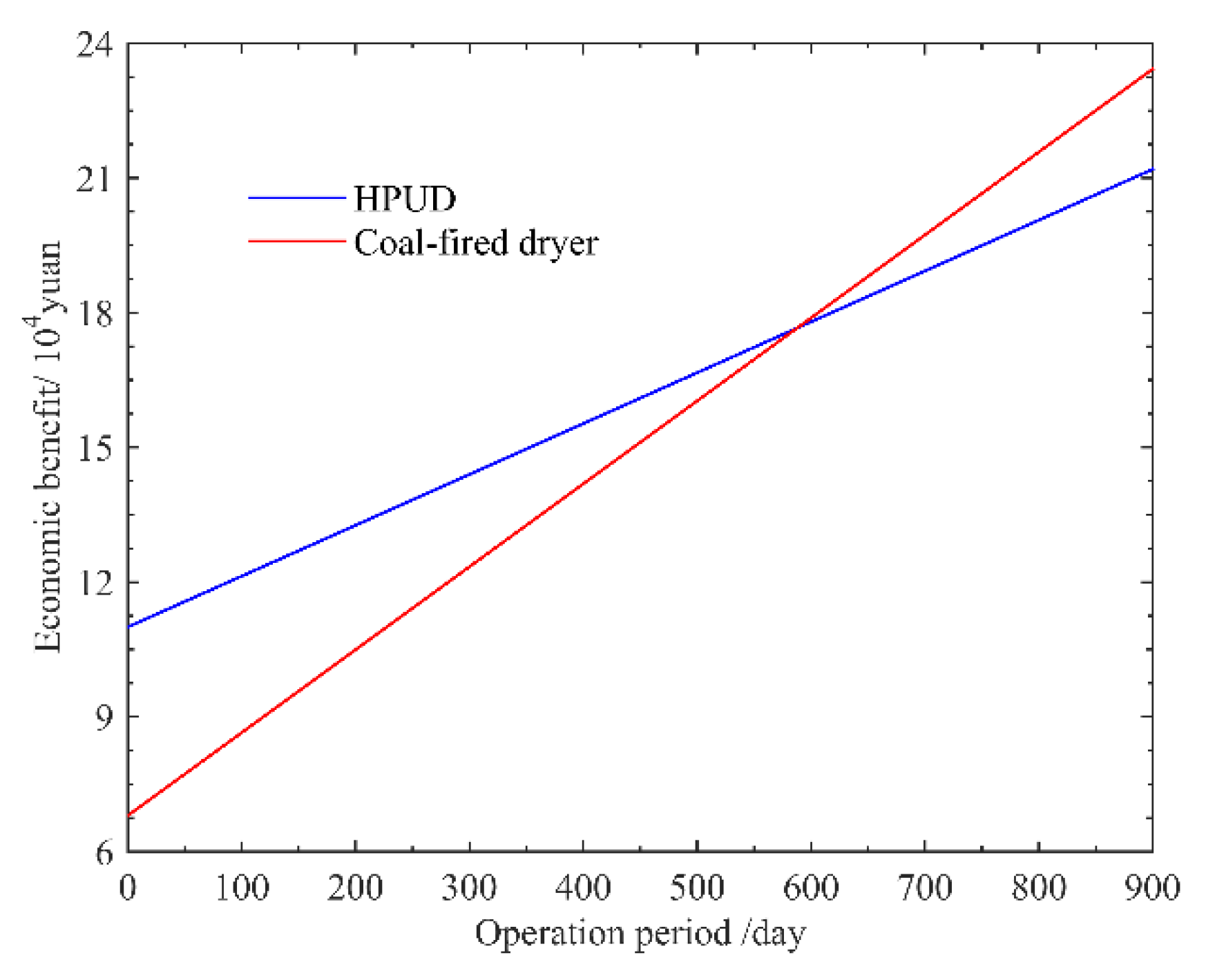
4.1.3. Economic Analysis
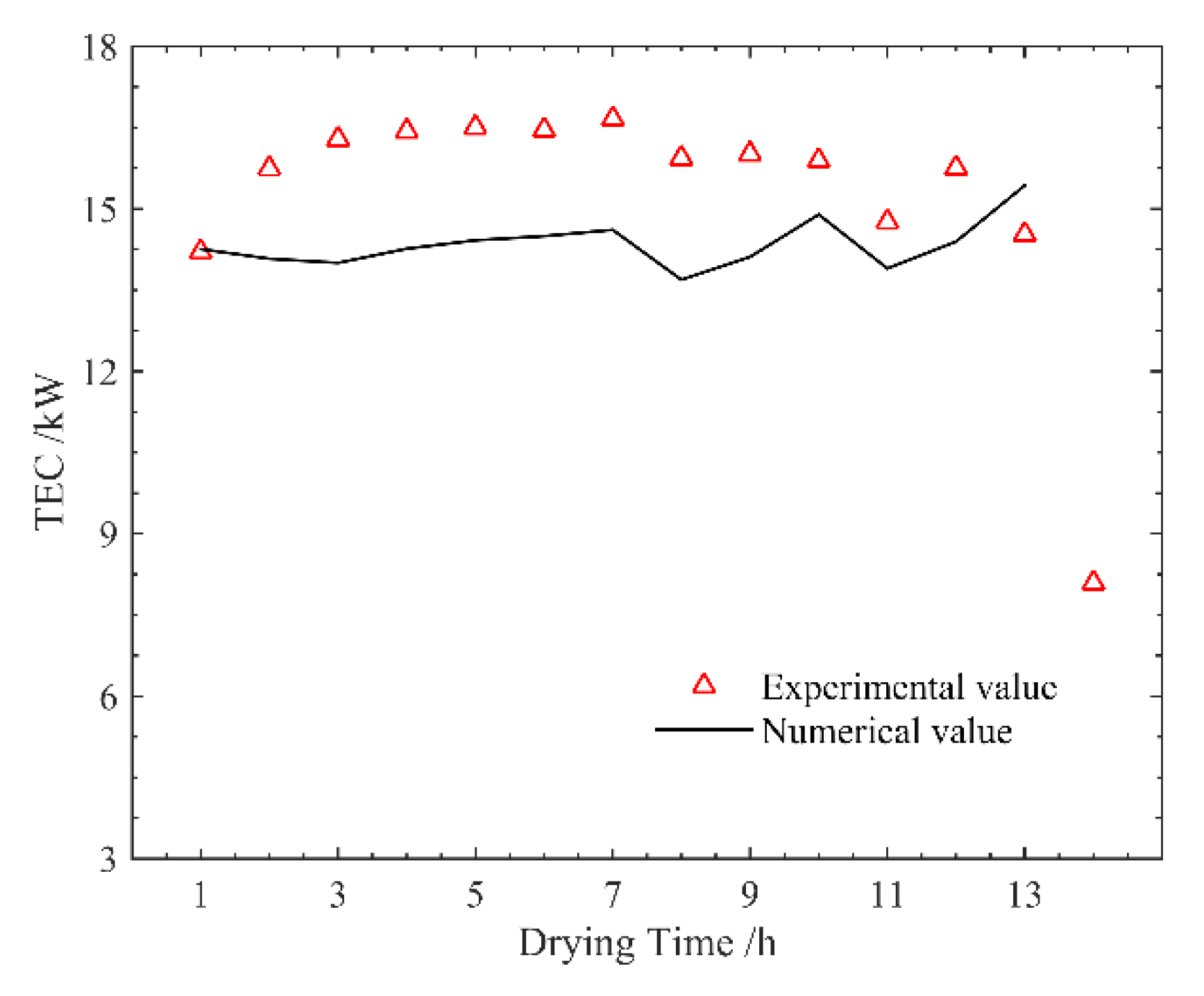
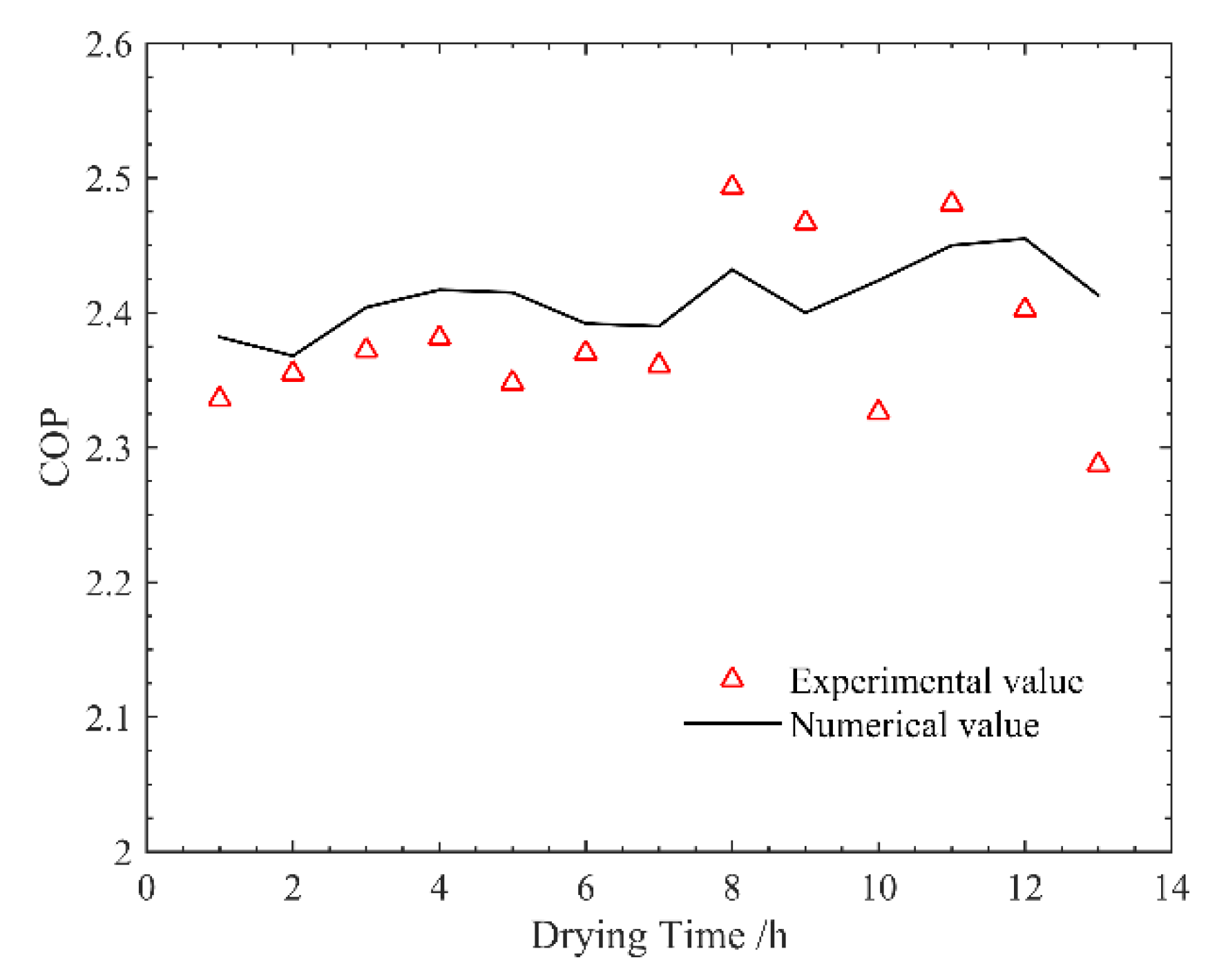
4.2. Validation of the Modelling System
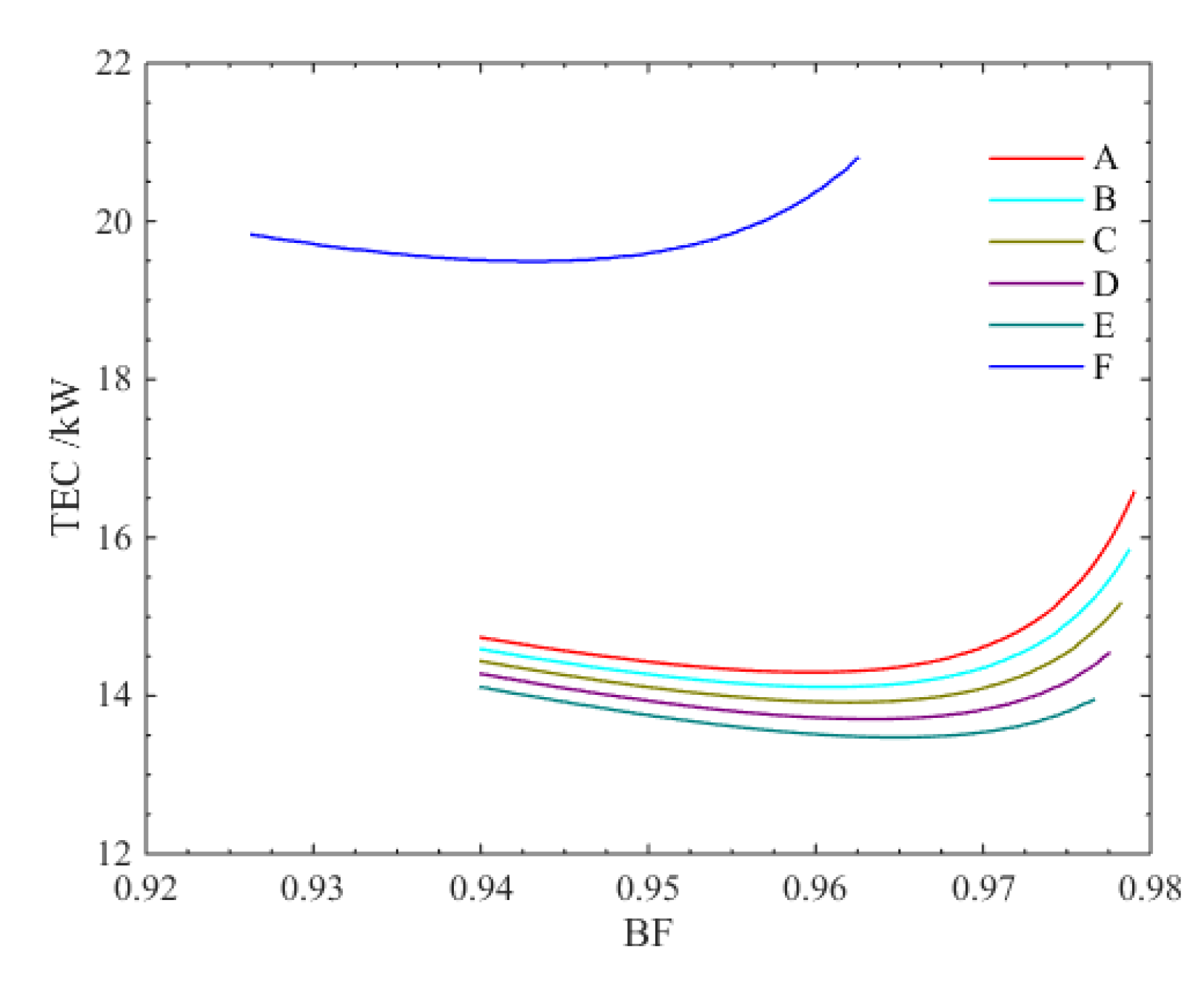
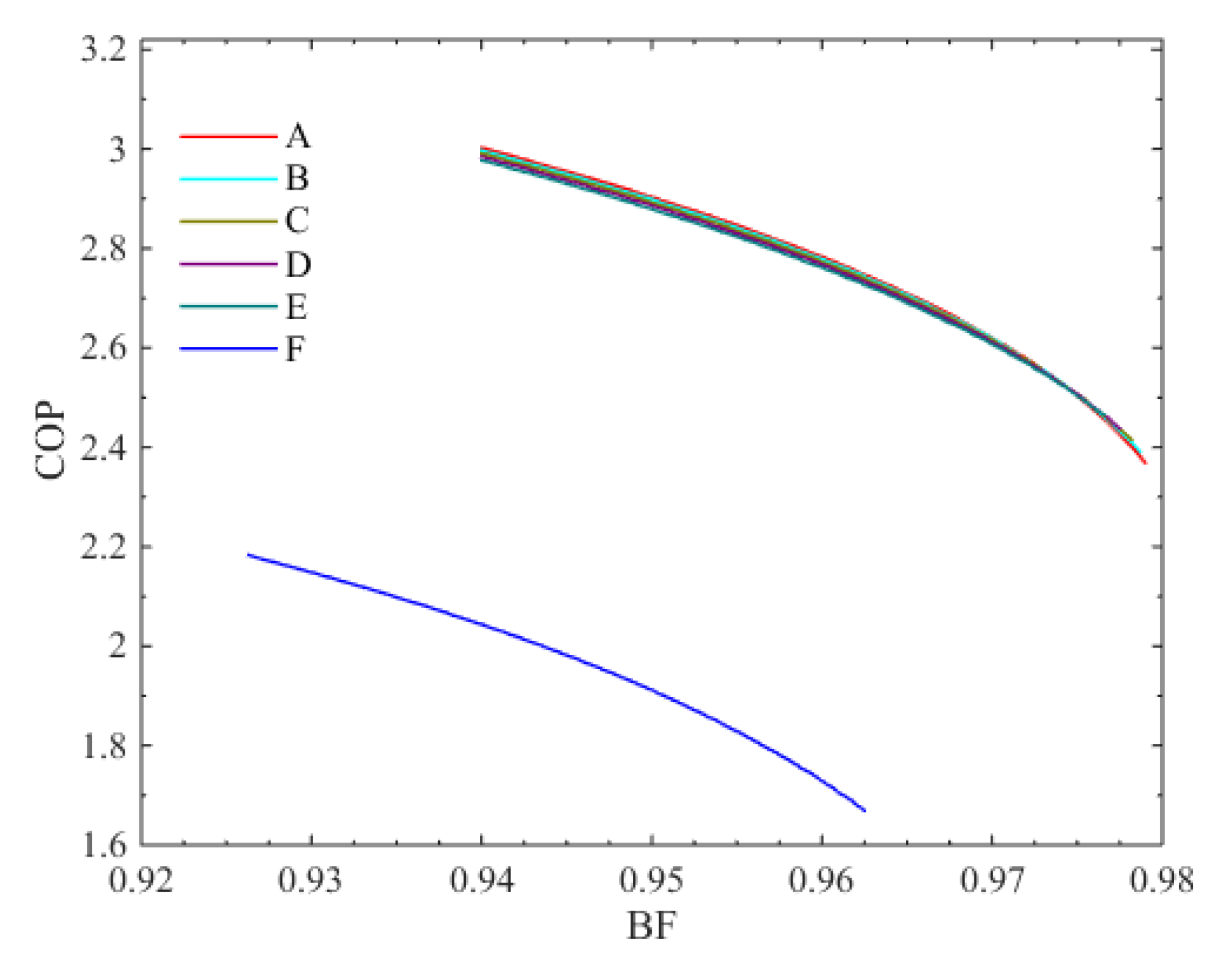
4.3. Numerical Results
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| BF | Bypass factor |
| E | Energy consumptions [kW] |
| δh | Enthalpy change of refrigerant at isentropic compression [kJ/kg] |
| h | Enthalpy [kJ/kg] |
| m | Mass flow rate[kg/s] |
| MER | Moisture extraction rate of the dryer [kg/h] |
| Q | Heat transfer rate [kW] |
| rh | Air relative humidity [%] |
| t | Temperature [°C] |
| δt | The temperature difference between the air and the refrigerant [°C] |
| w | Humidity ratio of air [kg water/kg] |
| Greek Symbols | |
| η | Adiabatic efficiency of compressor |
| Subscripts | |
| a | Drying air |
| d | Drying air of the dryer outlet |
| c | Condenser |
| comp | Compressor |
| e | Evaporator |
| ew | Water condensed by the evaporator |
| ext | External condenser |
| fan | Circulating fan |
| int | Internal condenser |
| r | Refrigerant |
References
- Mujumdar, A.S.; Huang, L.X. Global R&D Needs in Drying. Dry. Technol. 2007, 25, 647–658. [Google Scholar]
- Minea, V. Drying heat pumps-part I: System integration. Int. J. Refrig. 2013, 36, 643–658. [Google Scholar] [CrossRef]
- Wang, Z.; Zhang, Y.; Zhang, B.; Yang, F.; Yu, X.; Zhao, B.; Wei, Y. Analysis on energy consumption of drying process for dried Chinese noodles. Appl. Therm. Eng. 2017, 110, 941–948. [Google Scholar] [CrossRef]
- Yang, Z.; Zhu, Z.; Zhao, F. Simultaneous control of drying temperature and superheat for a closed-loop heat pump dryer. Appl. Therm. Eng. 2016, 93, 571–579. [Google Scholar] [CrossRef]
- Singh, A.; Sarkar, J.; Sahoo, R.R. Energetic and exergetic performance simulation of open-type heat pump dryer with next-generation refrigerants. Dry. Technol. 2019, 1–13. [Google Scholar] [CrossRef]
- Liu, Y.; Zhao, K.; Jiu, M.; Zhang, Y. Design and drying technology research of heat pump Lentinula edodes drying room. Procedia Eng. 2017, 205, 983–988. [Google Scholar] [CrossRef]
- Singh, A.; Sarkar, J.; Sahoo, R.R. Comparative analyses on a batch-type heat pump dryer using low GWP refrigerant. Food Bioprod. Process. 2019, 117, 1–13. [Google Scholar] [CrossRef]
- Liu, H.; Yousaf, K.; Chen, K.; Soomro, S. Design and thermal analysis of an air source heat pump dryer for food drying. Sustainability 2018, 10, 3216. [Google Scholar] [CrossRef]
- Taşeri, L.; Aktaş, M.; Şevik, S.; Gülcü, M.; Seçkin, G.U.; Aktekeli, B. Determination of drying kinetics and quality parameters of grape pomace dried with a heat pump dryer. Food Chem. 2018, 260, 152–159. [Google Scholar] [CrossRef] [PubMed]
- TeGrotenhuis, W.; Butterfield, A.; Caldwell, D.; Crook, A.; Winkelman, A. Modeling and design of a high efficiency hybrid heat pump clothes dryer. Appl. Therm. Eng. 2017, 124, 170–177. [Google Scholar] [CrossRef]
- Aktaş, M.; Taşeri, L.; Şevik, S.; Gülcü, M.; Uysal Seçkin, G.; Dolgun, E.C. Heat pump drying of grape pomace: Performance and product quality analysis. Dry. Technol. 2019, 1–14. [Google Scholar] [CrossRef]
- Rahman, S.M.A.; Saidur, R.; Hawlader, M.N.A. An economic optimization of evaporator and air collector area in a solar assisted heat pump drying system. Energy Convers. Manag. 2013, 76, 377–384. [Google Scholar] [CrossRef]
- Pal, U.S.; Khan, M.K. Performance evaluation of heat pump dryer. J. Food Sci. Technol. 2010, 47, 230–234. [Google Scholar] [CrossRef] [PubMed]
- Siva, A.; Somchart, S.; Apichit, T. Mathematical model development and simulation of heat pump fruit dryer. Dry. Technol. 2000, 18, 479–491. [Google Scholar] [CrossRef]
- Hakkaki-Fard, A.; Aidoun, Z.; Ouzzane, M. Applying refrigerant mixtures with thermal glide in cold climate air-source heat pumps. Appl. Therm. Eng. 2014, 62, 714–722. [Google Scholar] [CrossRef]
- Song, M.; Gong, G.; Mao, N.; Deng, S.; Wang, Z. Experimental investigation on an air source heat pump unit with a three-circuit outdoor coil for its reverse cycle defrosting termination temperature. Appl. Energy 2017, 204, 1388–1398. [Google Scholar] [CrossRef]
- Shen, J.; Guo, T.; Tian, Y.; Xing, Z. Design and experimental study of an air source heat pump for drying with dual modes of single stage and cascade cycle. Appl. Therm. Eng. 2018, 129, 280–289. [Google Scholar] [CrossRef]
- Şevik, S.; Aktaş, M.; Doğan, H.; Koçak, S. Mushroom drying with solar assisted heat pump system. Energy Convers. Manag. 2013, 72, 171–178. [Google Scholar] [CrossRef]
- Sevik, S. Experimental investigation of a new design solar-heat pump dryer under the different climatic conditions and drying behavior of selected products. Sol. Energy 2014, 105, 190–205. [Google Scholar] [CrossRef]
- Colak, N.; Hepbasli, A. A review of heat-pump drying (HPD): Part 2–Applications and performance assessments. Energy Convers. Manag. 2009, 50, 2187–2199. [Google Scholar] [CrossRef]
- Coşkun, S.; Doymaz, I.; Tunçkal, C.; Erdoğan, S. Investigation of drying kinetics of tomato slices dried by using a closed loop heat pump dryer. Heat Mass Transf. 2016, 53, 1–9. [Google Scholar] [CrossRef]
- Zhu, E. Experimental research on parallel conversion control of drying temperature in a closed-loop heat pump dryer. Dry. Technol. 2013, 31, 1049–1055. [Google Scholar]
- Senadeera, W.; AlvesFilho, O.; Eikevik, T. Influence of atmospheric sublimation and evaporation on the heat pump fluid bed drying of bovine intestines. Dry. Technol. 2012, 30, 1583–1591. [Google Scholar] [CrossRef][Green Version]
- Zielinska, M.; Zapotoczny, P.; Alves-Filho, O.; Eikevik, T.M.; Blaszczak, W. A multi-stage combined heat pump and microwave vacuum drying of green peas. J. Food Eng. 2013, 115, 347–356. [Google Scholar] [CrossRef]
- Li, W.; Sheng, W.; Zhang, Z.; Yang, L.; Zhang, C.; Wei, J.; Li, B. Experiment on performance of corn drying system with combination of heat pipe and multi-stage series heat pump equipment. Trans. Chin. Soc. Agric. Eng. 2018, 33, 278–284. [Google Scholar]
- Wei, J.; Yang, L.; Zhang, Z. Simulation and application of continuous corn drying tower of dehumidified heat pump. J. China Agric. Univ. 2018, 23, 114–119. [Google Scholar]
- Alvesfilho, O.; Eikevik, T.M. Heat pump drying kinetics of Spanish cheese. Int. J. Food Eng. 2008, 4, 99–107. [Google Scholar]
- Lee, K.H.; Kim, O.J.; Kim, J. Performance simulation of a two-cycle heat pump dryer for high-temperature drying. Dry. Technol. 2010, 28, 683–689. [Google Scholar] [CrossRef]
- Tunçkal, C.; Coşkun, S.; Doymaz, İ. Determination of sliced pineapple drying characteristics in a closed loop heat pump assisted drying system. Int. J. Renew. Energy Dev. 2018, 7, 35–41. [Google Scholar] [CrossRef]
- Shengchun, L.; Xueqiang, L.; Mengjie, S.; Hailong, L.; Zhili, S. Experimental investigation on drying performance of an existed enclosed fixed frequency air source heat pump drying system. Appl. Therm. Eng. 2018, 130, 735–744. [Google Scholar] [CrossRef]
- Chapchaimoh, K.; Poomsa-ad, N.; Wiset, L.; Morris, J. Thermal characteristics of heat pump dryer for ginger drying. Appl. Therm. Eng. 2016, 95, 491–498. [Google Scholar] [CrossRef]
- Duan, Q.; Wang, D.; Li, X.; Li, Y.; Zhang, S. Thermal characteristics of a novel enclosed cascade-like heat pump dryer used in a tunnel type drying system. Appl. Therm. Eng. 2019, 155, 206–216. [Google Scholar] [CrossRef]
- Ziegler, T.; Jubaer, H.; Mellmann, J. Simulation of a heat pump dryer for medicinal plants. Chem. Ing. Tech. 2013, 85, 353–363. [Google Scholar] [CrossRef]
- Pal, U.S.; Khan, M.K. Calculation steps for the design of different components of heat pump dryers under constant drying rate condition. Dry. Technol. 2008, 26, 864–872. [Google Scholar] [CrossRef]
- Chen, J.; Li, Z.; Maiwulanjiang, M.; Zhang, W.L.; Zhan, J.Y.; Lam, C.T.; Dong, T.T.; Lau, D.T.W.; Choi, R.C.Y.; Yao, P.; et al. Chemical grape pomace and biological assessment of ziziphus jujuba fruits from china: Different geographical sources and developmental stages. J. Agric. Food Chem. 2013, 61, 7315–7324. [Google Scholar] [CrossRef] [PubMed]
- Chen, Q.; Bi, J.; Wu, X.; Yi, J.; Zhou, L.; Zhou, Y. Drying kinetics and quality attributes of jujube (Zizyphus jujuba, Miller) slices dried by hot-air and short-and medium-wave infrared radiation. LWT-Food Sci. Technol. 2015, 64, 759–766. [Google Scholar] [CrossRef]
- Yang, X.; Xie, Y.; Jin, G. Improved scheme and test comparison of drying jujube date using heat pump. Trans. CSAE 2009, 25, 329–332. [Google Scholar]
- Available online: http://xinjiangxisheng.21food.cn/ (accessed on 13 September 2017).















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Refrigerant | R134a |
| η | 0.61 |
| δtc | 8 °C |
| δte | 8 °C |
| Subcooling degree | 5 °C |
| Superheat degree | 5 °C |
| Supply air conditions | 56 °C/30% |
| t0 | −10, −5, 0, 5, 10 °C |
| rh0 | 50% |
| MER | 30 kg/h |
| Circulating fan | 4.4 kW/40,000 m3/h |
| Work input of evaporator fan | 1.0 kW |
| Case | System Type | t0 (°C) |
|---|---|---|
| A | HPDU | −10 |
| B | HPDU | −5 |
| C | HPDU | 0 |
| D | HPDU | 5 |
| E | HPDU | 10 |
| F (Benchmark) | CHPD | - |
| Parameter | HPDU | Coal-Fired Dryer [38] |
|---|---|---|
| Fresh red jujube (kg) | 2592 | |
| Dried red jujube (kg) | 2203 | |
| Drying time (h) | 13.2 | |
| Energy consumption of circulation fan (kW·h) | 59.4 | 26 |
| Energy consumption of electric heater (kW·h) | 23 | 0 |
| Energy consumption of the system(kW·h) | 236.8 | 26 |
| Electricity price yuan/(kW·h) | 0.58 | |
| Price of coal (yuan/t) | 870 | |
| Consumption of coal (t) | 0 | 0.24 |
| Dried cost (yuan/t) | 62.3 | 101.6 |
| SMER (kg/(kW·h)) | 1.64 | - |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yuan, Y.; Lin, W.; Mao, X.; Li, W.; Yang, L.; Wei, J.; Xiao, B. Performance Analysis of Heat Pump Dryer with Unit-Room in Cold Climate Regions. Energies 2019, 12, 3125. https://doi.org/10.3390/en12163125
Yuan Y, Lin W, Mao X, Li W, Yang L, Wei J, Xiao B. Performance Analysis of Heat Pump Dryer with Unit-Room in Cold Climate Regions. Energies. 2019; 12(16):3125. https://doi.org/10.3390/en12163125
Chicago/Turabian StyleYuan, Ya, Wenye Lin, Xiang Mao, Weizhao Li, Luwei Yang, Juan Wei, and Bo Xiao. 2019. "Performance Analysis of Heat Pump Dryer with Unit-Room in Cold Climate Regions" Energies 12, no. 16: 3125. https://doi.org/10.3390/en12163125
APA StyleYuan, Y., Lin, W., Mao, X., Li, W., Yang, L., Wei, J., & Xiao, B. (2019). Performance Analysis of Heat Pump Dryer with Unit-Room in Cold Climate Regions. Energies, 12(16), 3125. https://doi.org/10.3390/en12163125