Gasification of Waste Cooking Oil to Syngas by Thermal Arc Plasma

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Waste Cooking Oil and Its Characterization Methods
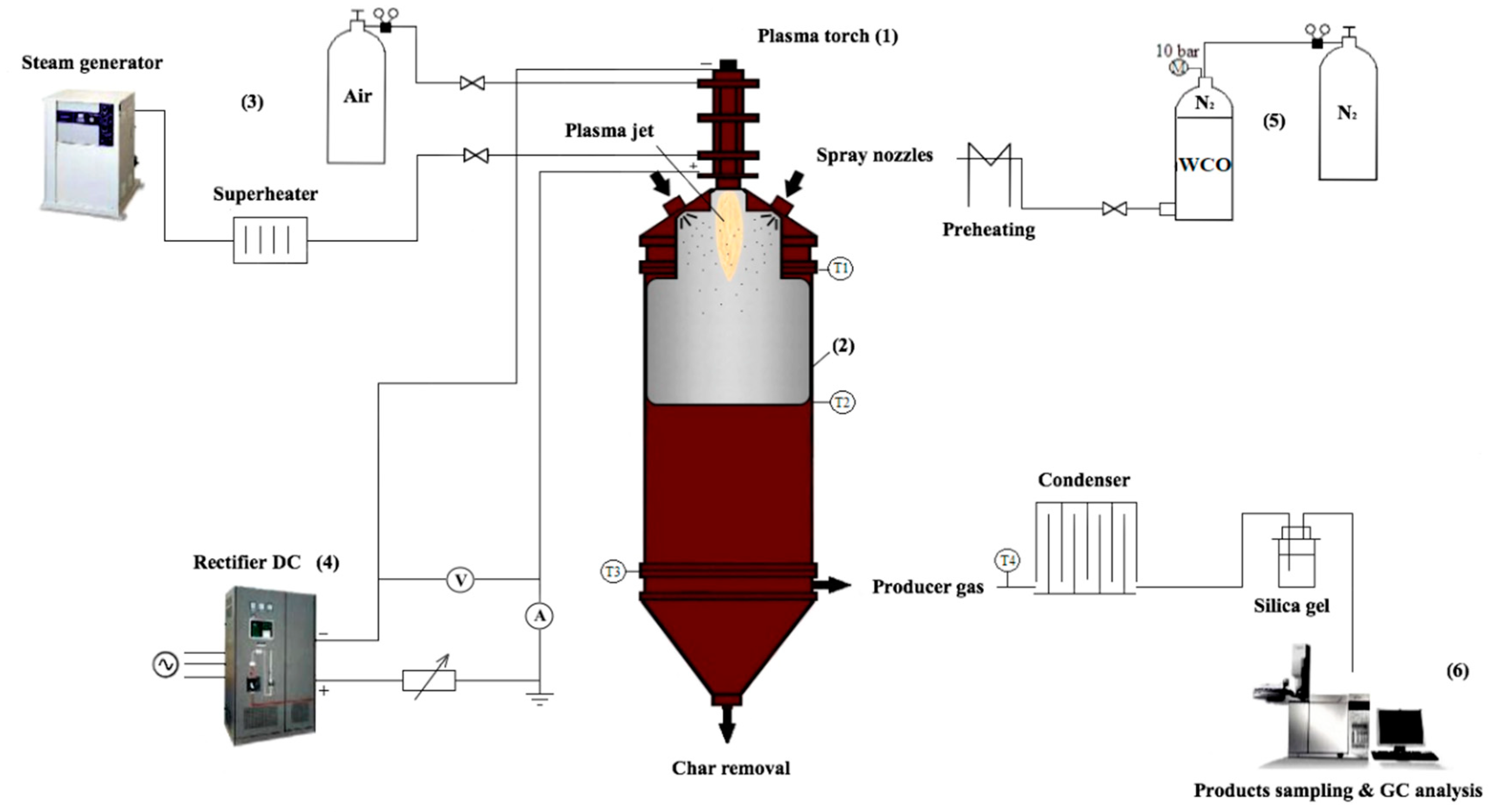
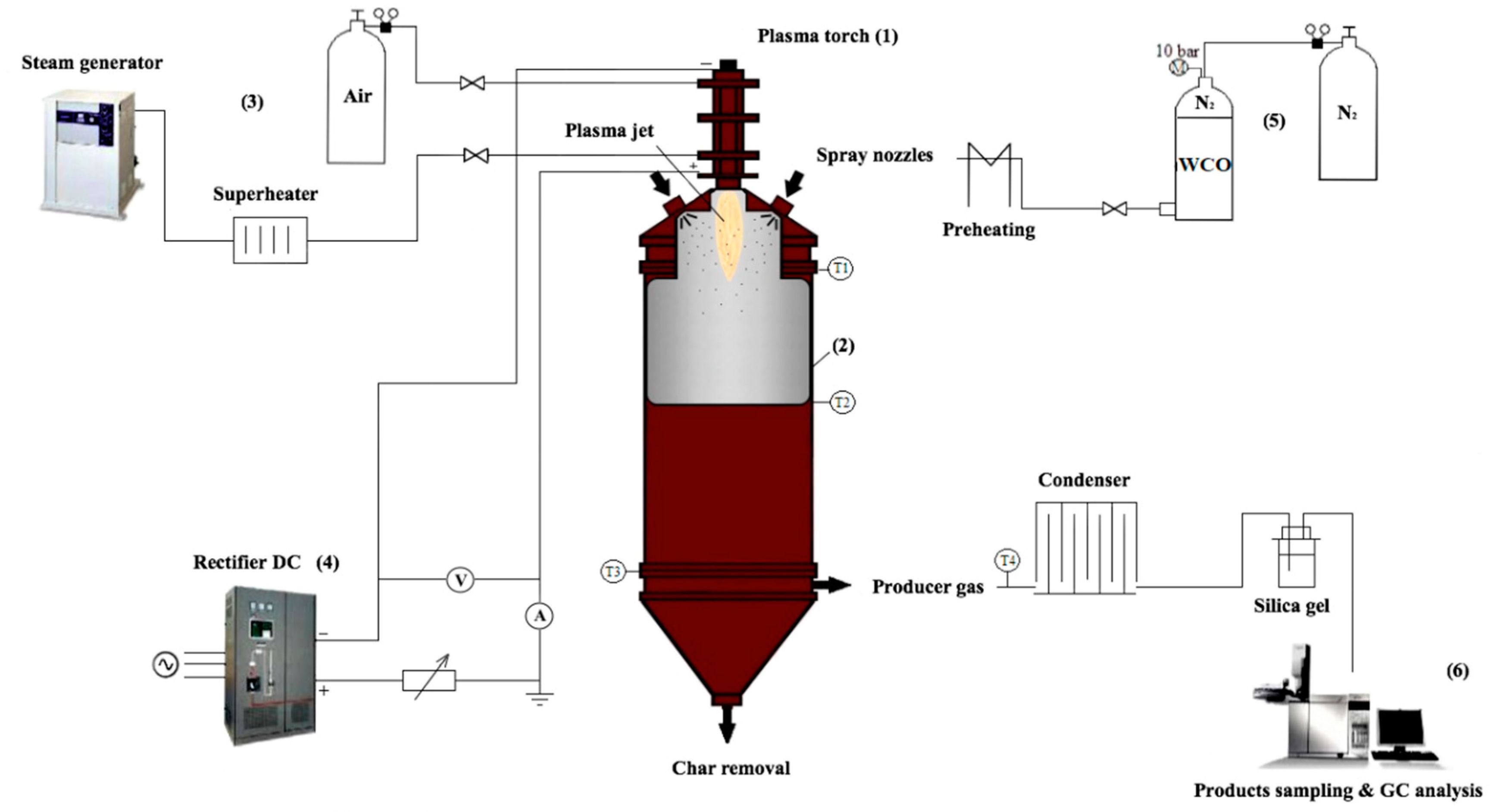
2.2. WCO Gasification Setup
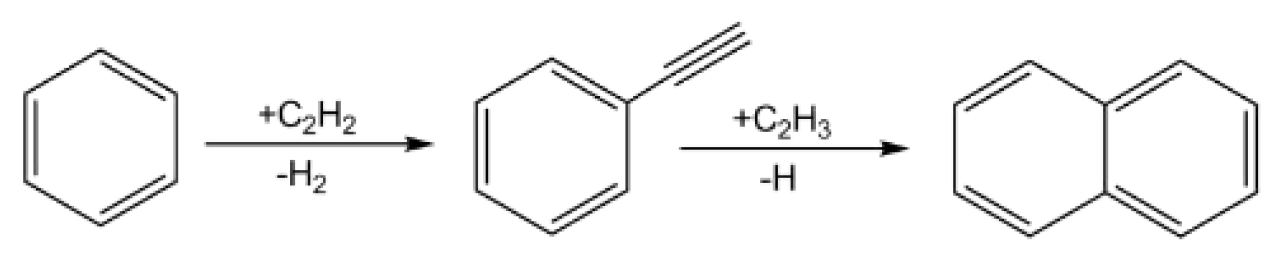
2.3. Tar Content Measurement and Formation Mechanism
2.4. Quantification Parameters
3. Results
3.1. WCO Characterisation
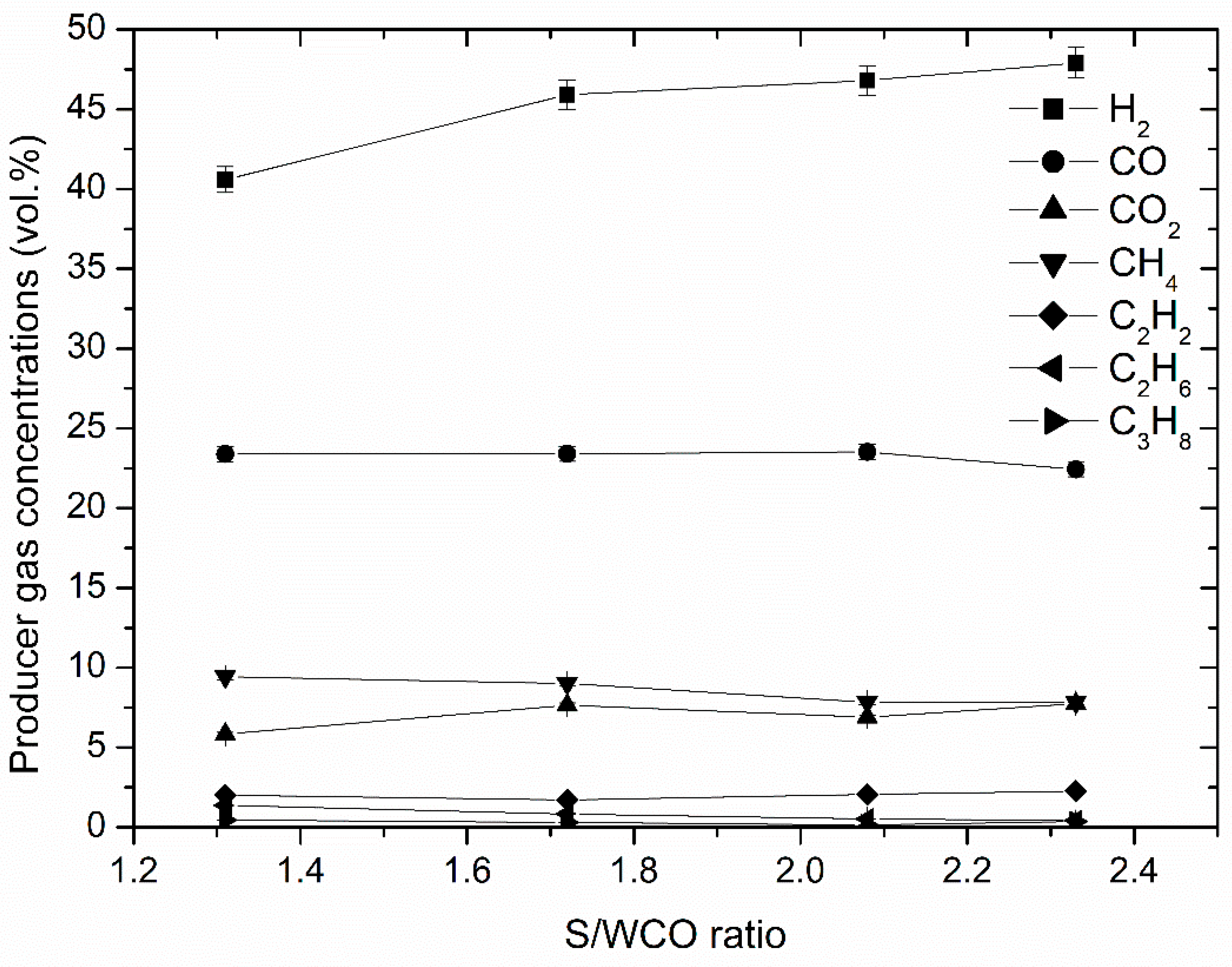
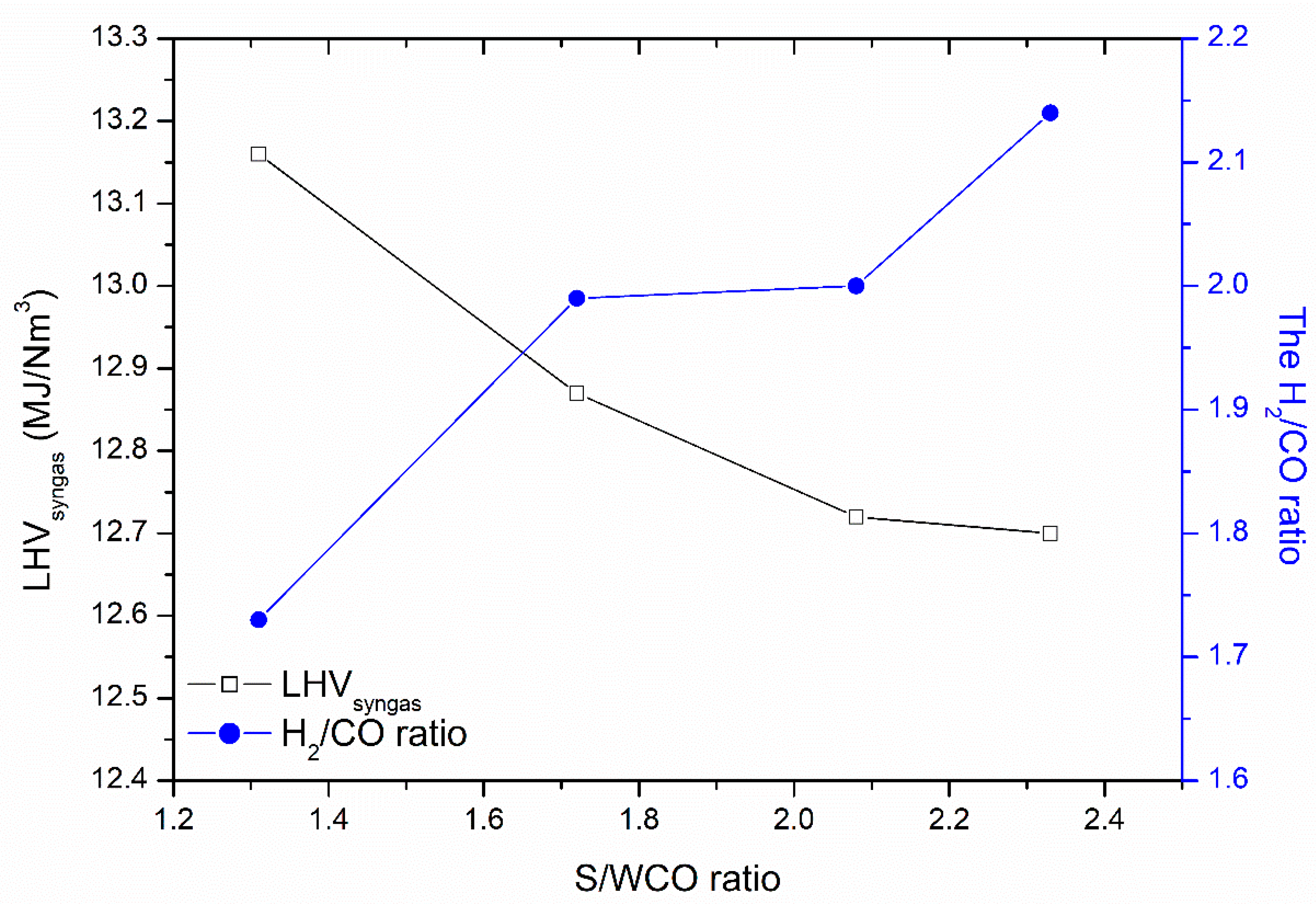
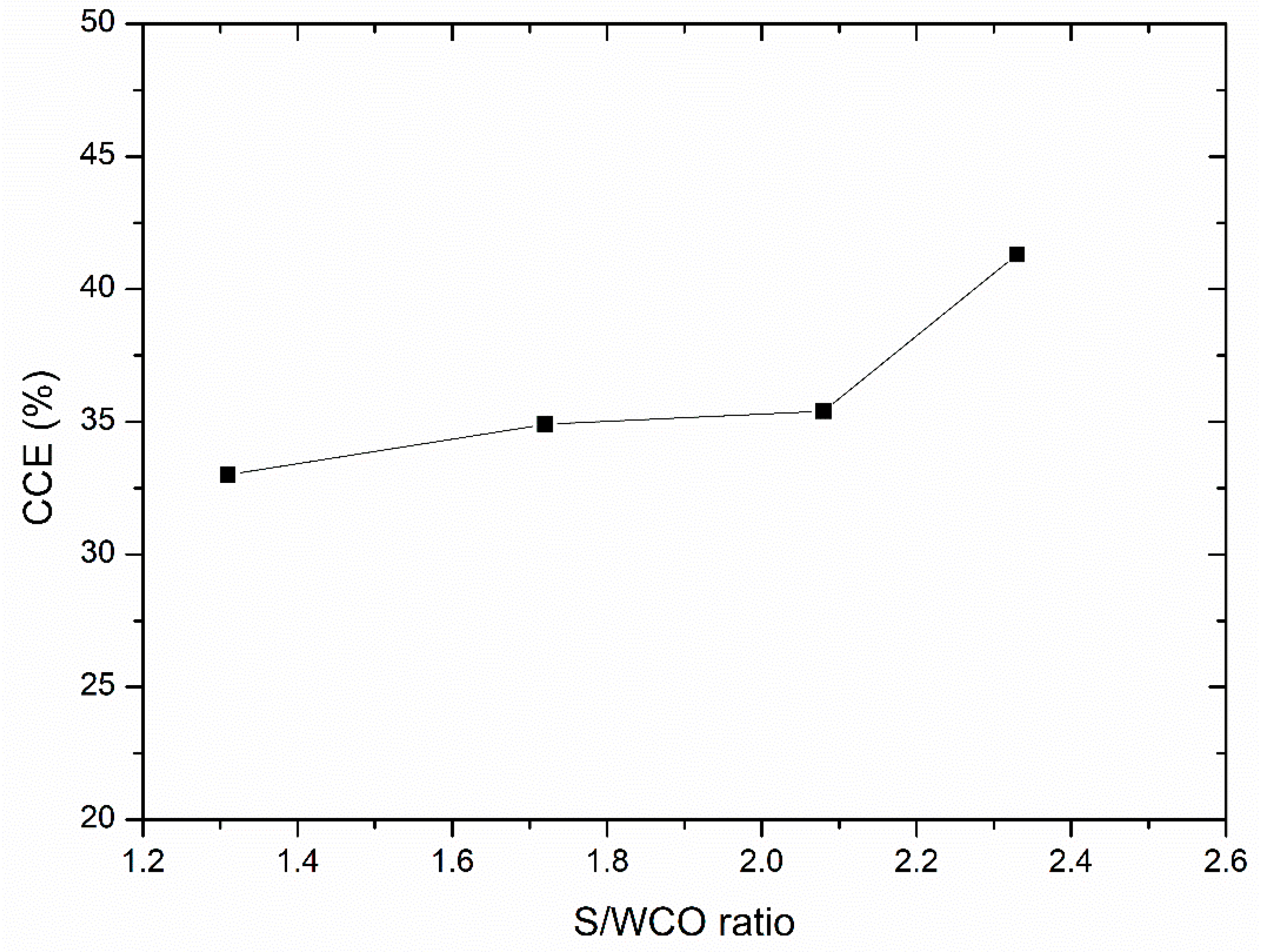
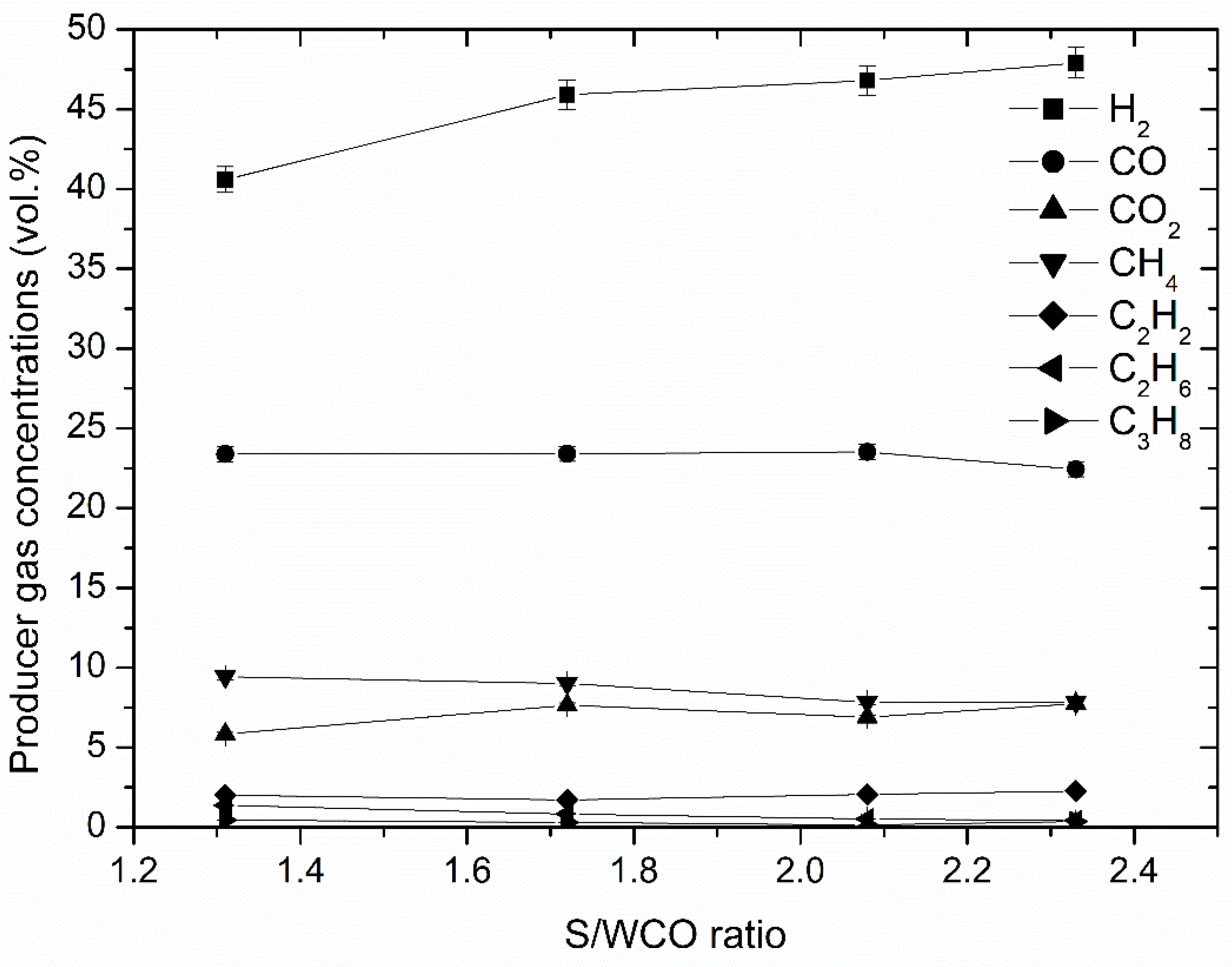
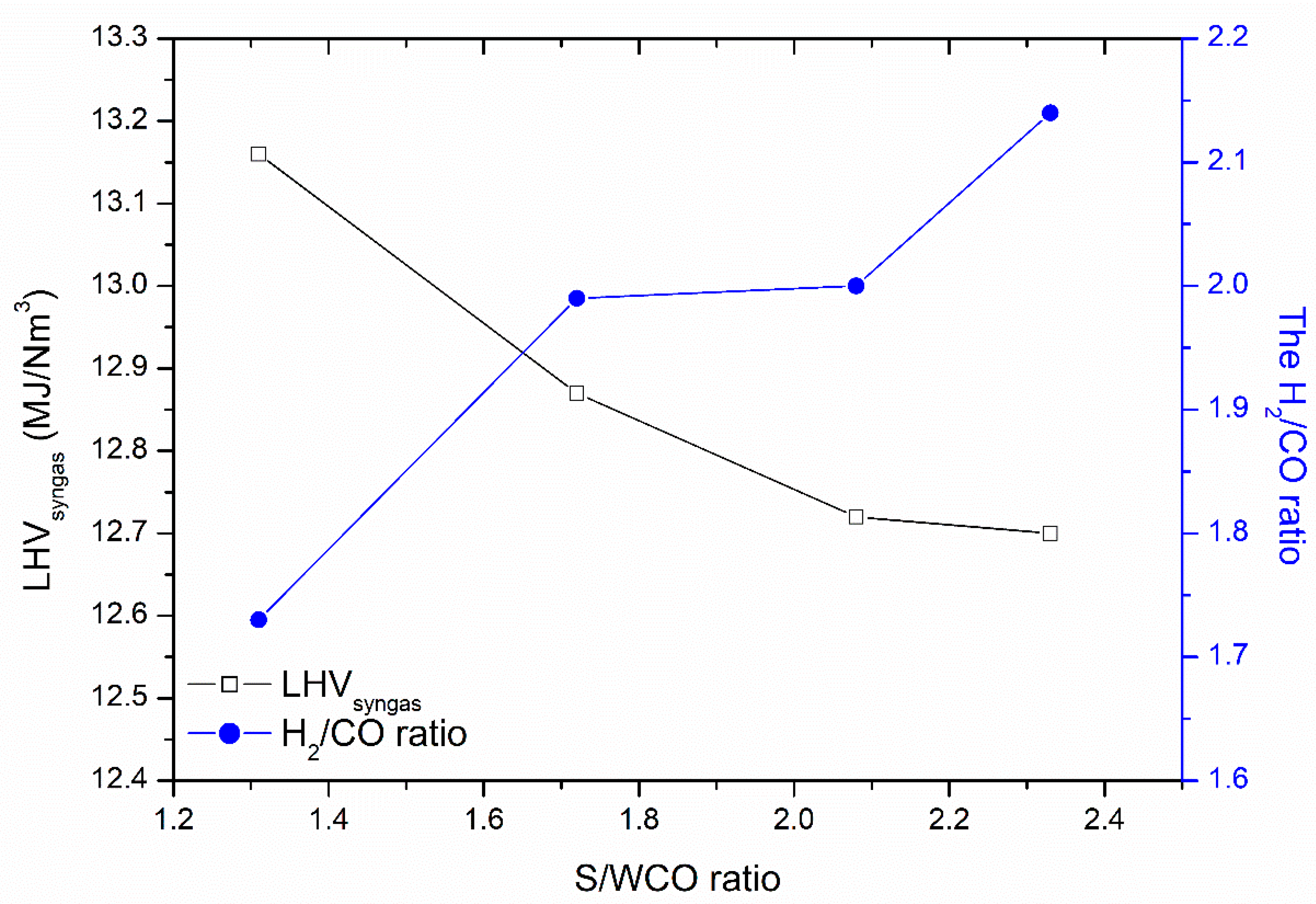
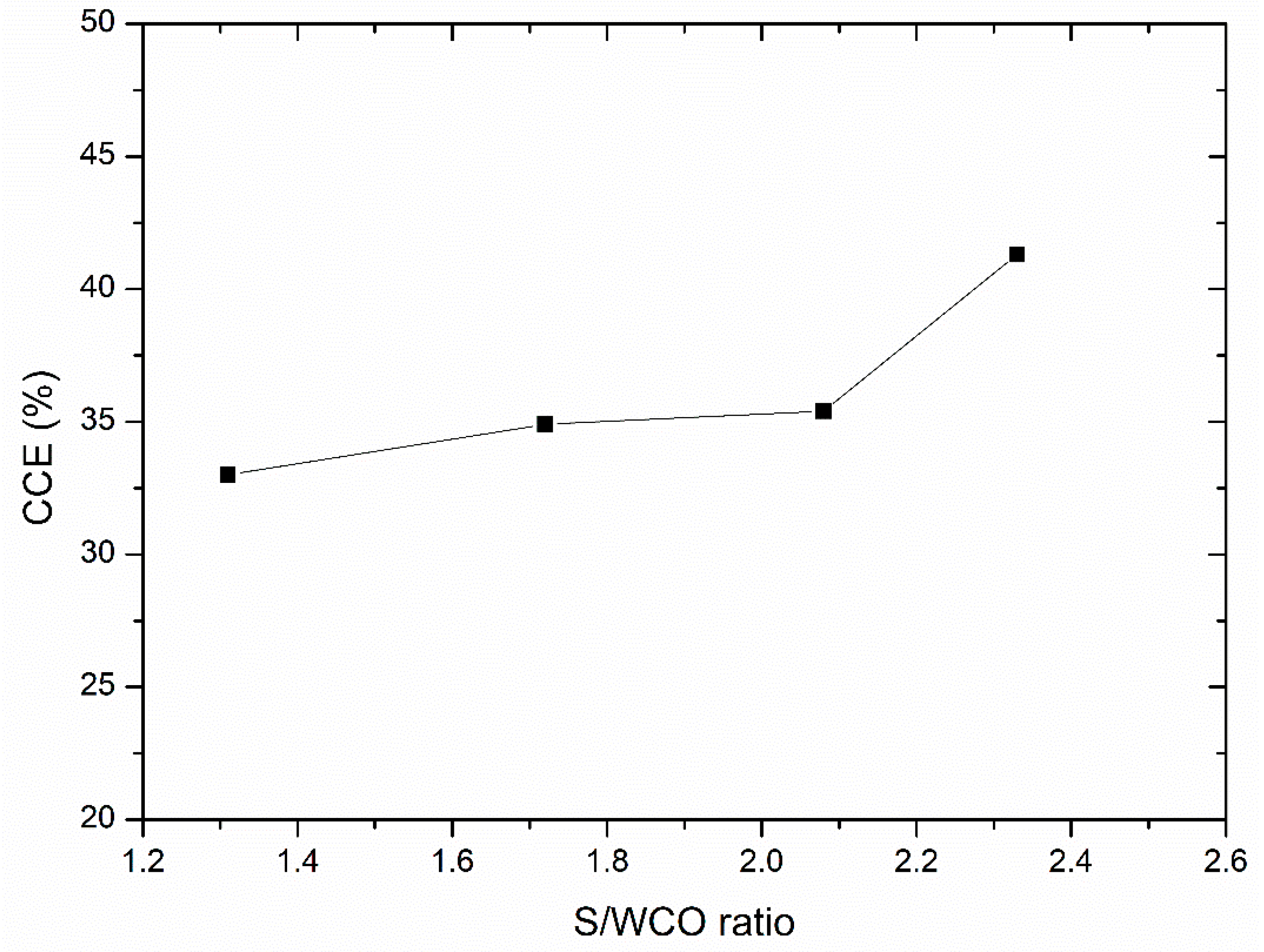
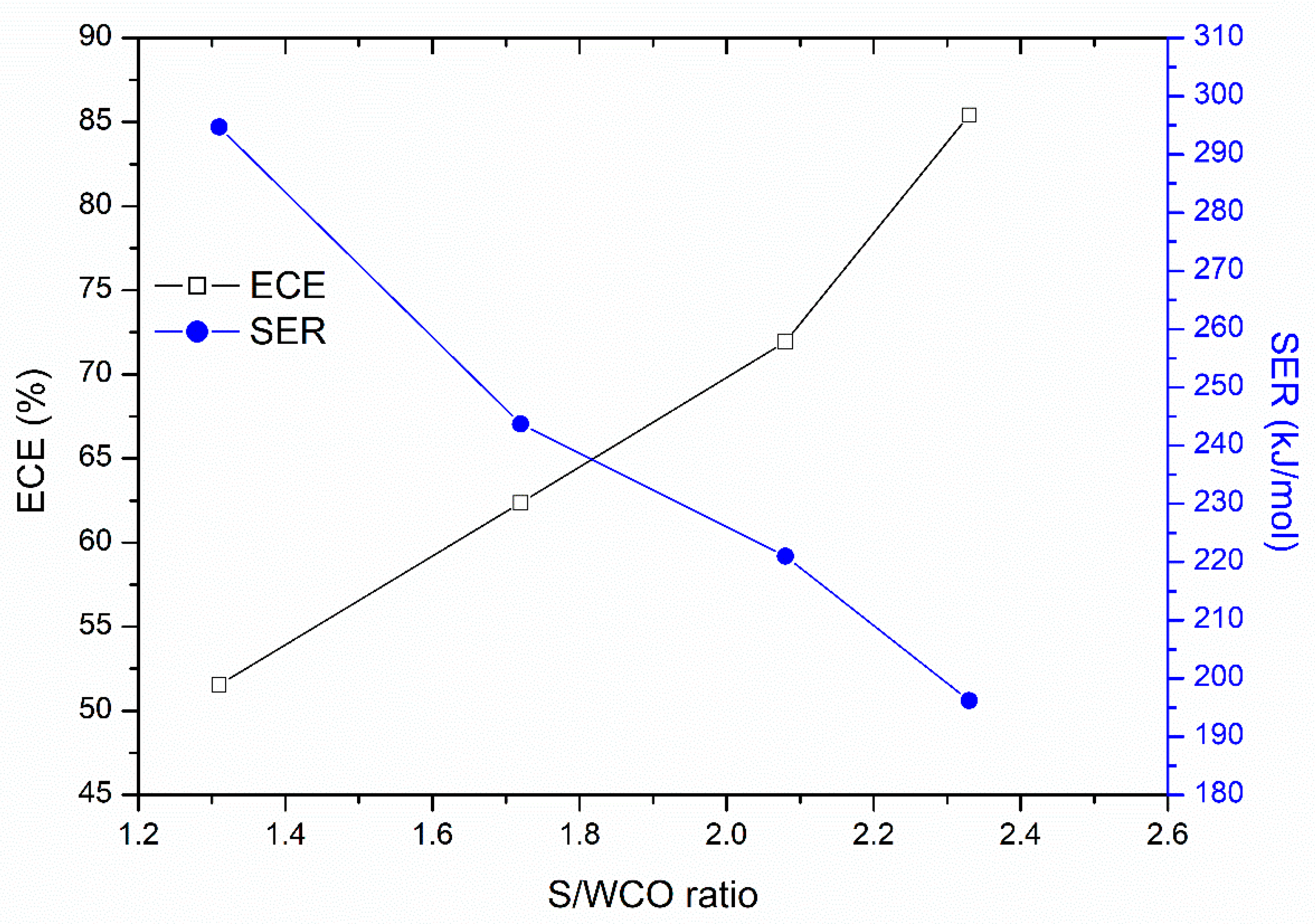
3.2. Effect of Gasifying the Agent-to-Feedstock Ratio on the Gasification Efficiency of Waste Cooking Oil
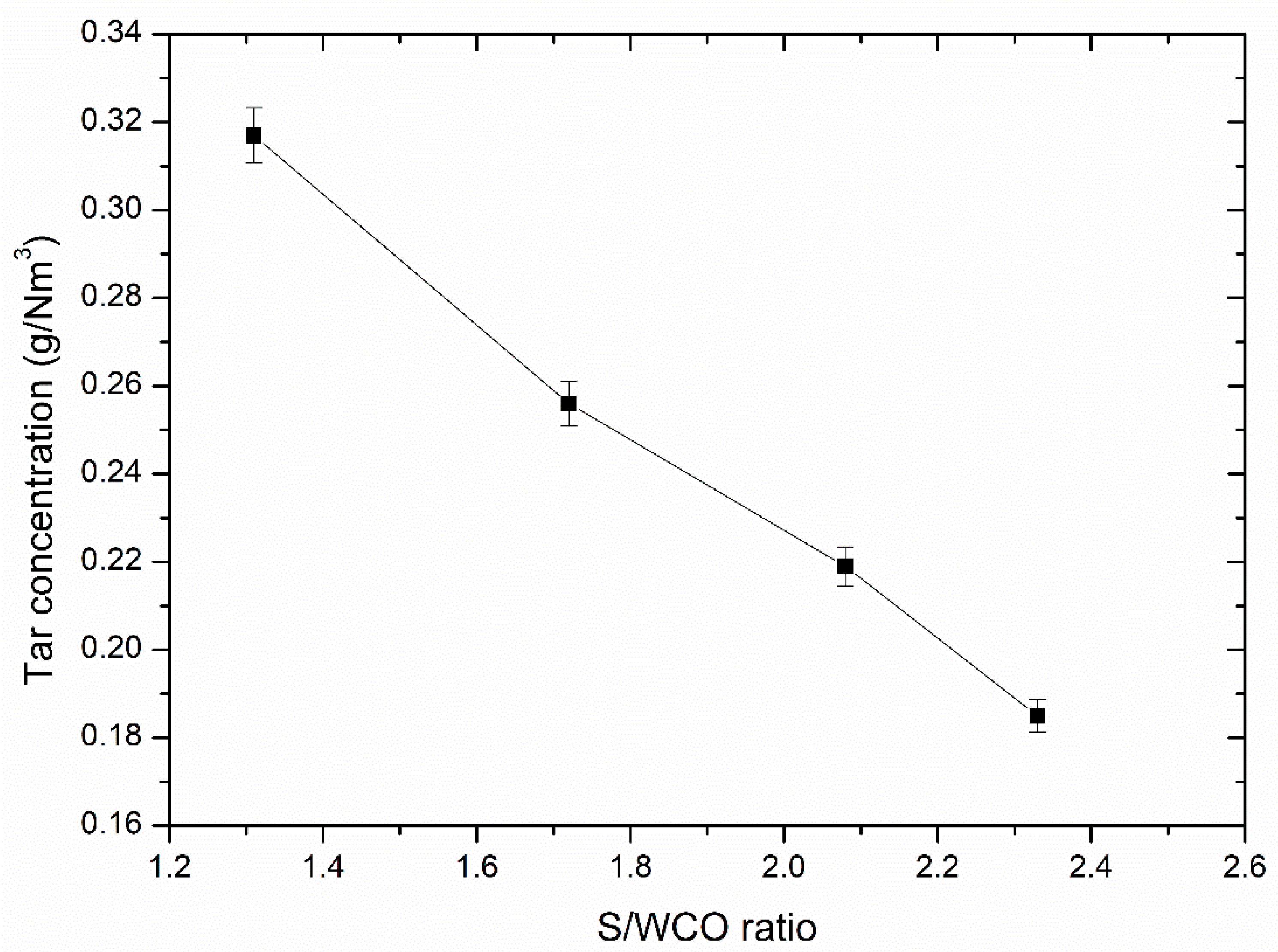
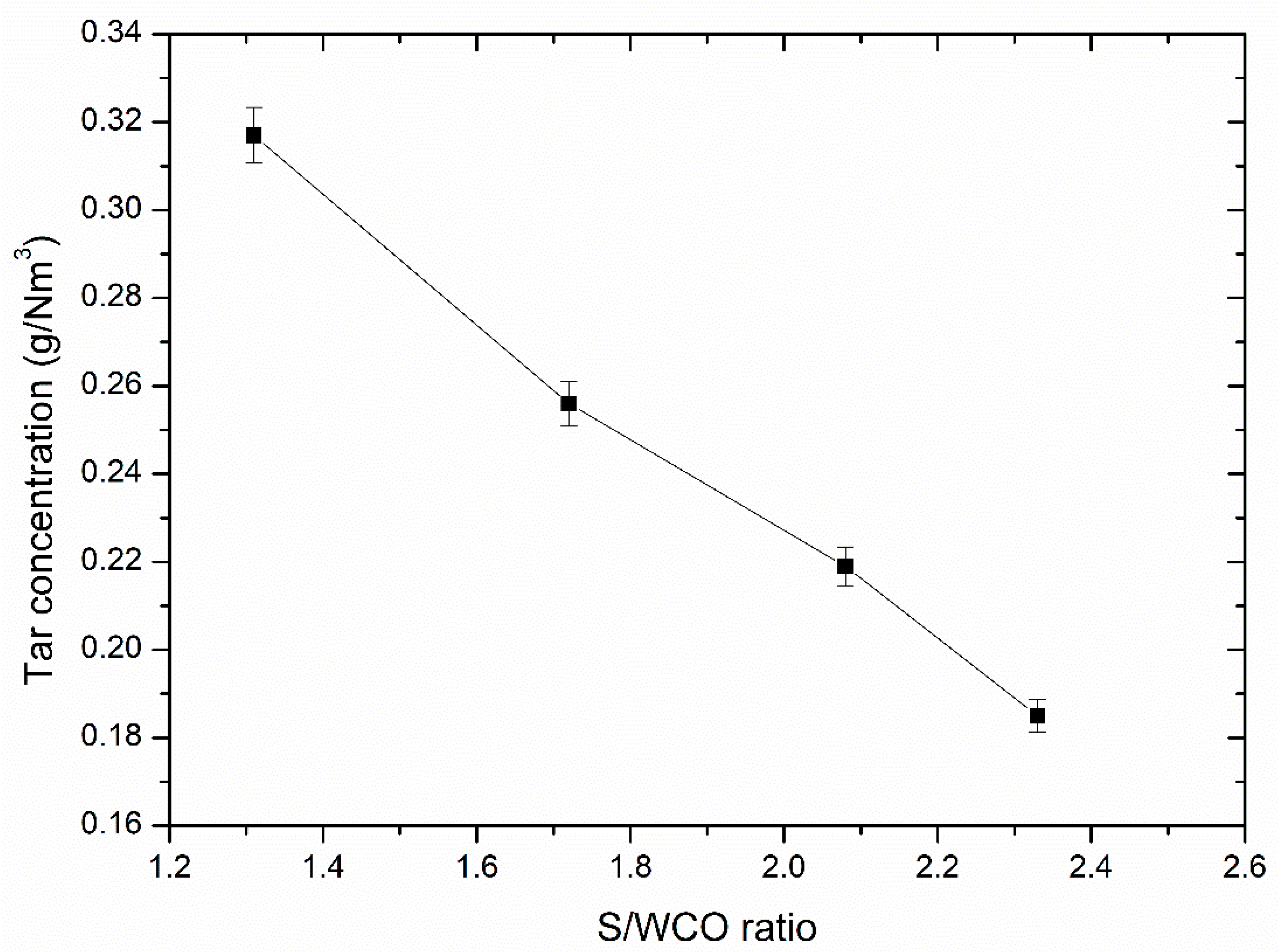
3.3. Tar Content in the Producer Gas (Syngas)
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Ro, D.; Shafaghat, H.; Jang, S.H.; Lee, H.W.; Jung, S.C.; Jae, J.; Cha, J.S.; Park, Y.K. Production of an upgraded lignin-derived bio-oil using the clay catalysts of bentonite and olivine and the spent FCC in a bench-scale fixed bed pyrolyzer. Environ. Res. 2019, 172, 658–664. [Google Scholar] [CrossRef] [PubMed]
- Kim, J.Y.; Lee, H.W.; Lee, S.M.; Jae, J.; Park, Y.K. Overview of the recent advances in lignocellulose liquefaction for producing biofuels, bio-based materials and chemicals. Bioresour. Technol. 2019, 279, 373–384. [Google Scholar] [CrossRef] [PubMed]
- Nanda, S.; Azargohar, R.; Dalai, A.K.; Kozinski, J.A. An assessment on the sustainability of lignocellulosic biomass for biorefining. Renew. Sustain. Energy Rev. 2015, 50, 925–941. [Google Scholar] [CrossRef]
- Tamošiūnas, A.; Valatkevičius, P.; Gimžauskaitė, D.; Valinčius, V.; Jeguirim, M. Glycerol steam reforming for hydrogen and synthesis gas production. Int. J. Hydrog. Energy 2017, 42, 12896–12904. [Google Scholar] [CrossRef]
- Mathimani, T.; Pugazhendhi, A. Utilization of algae for biofuel, bio-products and bio-remediation. Biocatal. Agric. Biotechnol. 2019, 17, 326–330. [Google Scholar] [CrossRef]
- Nanda, S.; Rana, R.; Hunter, H.N.; Fang, Z.; Dalai, A.K.; Kozinski, J.A. Hydrothermal catalytic processing of waste cooking oil for hydrogen-rich syngas production. Chem. Eng. Sci. 2019, 195, 935–945. [Google Scholar] [CrossRef]
- Statista. Available online: https://www.statista.com/statistics/263933/production-of-vegetable-oils-worldwide-since-2000/ (accessed on 15 May 2019).
- Statista. Available online: https://www.statista.com/statistics/263937/vegetable-oils-global-consumption/ (accessed on 15 May 2019).
- Yaakob, Z.; Mohammad, M.; Alherbawi, M.; Alam, Z.; Sopian, K. Overview of the production of biodiesel from Waste cooking oil. Renew. Sustain. Energy Rev. 2013, 18, 184–193. [Google Scholar] [CrossRef]
- Sonthalia, A.; Kumar, N. Hydroprocessed vegetable oil as a fuel for transportation sector: A review. J. Energy Inst. 2019, 92, 1–17. [Google Scholar] [CrossRef]
- Meher, L.C.; Vidya Sagar, D.; Naik, S.N. Technical aspects of biodiesel production by transesterification—A review. Renew. Sustain. Energy Rev. 2006, 10, 248–268. [Google Scholar] [CrossRef]
- Fangrui, M.; Milford, H. Biodiesel production: A review. Bioresour. Technol. 1999, 70, 1–15. [Google Scholar]
- Poudel, J.; Karki, S.; Sanjel, N.; Shah, M.; Oh, S.C. Comparison of biodiesel obtained from virgin cooking oil and waste cooking oil using supercritical and catalytic transesterification. Energies 2017, 10, 546. [Google Scholar] [CrossRef]
- Costarrosa, L.; Leiva-Candia, D.E.; Cubero-Atienza, A.J.; Ruiz, J.J.; Dorado, M.P. Optimization of the transesterification of waste cooking oil with mg-al hydrotalcite using response surface methodology. Energies 2018, 11, 302. [Google Scholar] [CrossRef]
- Leung, D.Y.C.; Guo, Y. Transesterification of neat and used frying oil: Optimization for biodiesel production. Fuel Process. Technol. 2006, 87, 883–890. [Google Scholar] [CrossRef]
- Wang, E.; Ma, X.; Tang, S.; Yan, R.; Wang, Y.; Riley, W.W.; Reaney, M.J.T. Synthesis and oxidative stability of trimethylolpropane fatty acid triester as a biolubricant base oil from waste cooking oil. Biomass Bioenergy 2014, 66, 371–378. [Google Scholar] [CrossRef]
- Chowdhury, A.; Chakraborty, R.; Mitra, D.; Biswas, D. Optimization of the production parameters of octyl ester biolubricant using Taguchi’s design method and physico-chemical characterization of the product. Ind. Crops Prod. 2014, 52, 783–789. [Google Scholar] [CrossRef]
- Kim, Y.D.; Jung, S.H.; Jeong, J.Y.; Yang, W.; Lee, U. Do Production of producer gas from waste cooking oil in a fluidized bed reactor: Influence of low-temperature oxidation of fuel. Fuel 2015, 146, 125–131. [Google Scholar] [CrossRef]
- Wu, A.; Li, X.; Yan, J.; Zhu, F.; Lu, S. Conversion of the waste rapeseed oil by aerosol gliding arc discharge-assisted pyrolysis. Int. J. Hydrog. Energy 2016, 41, 2222–2229. [Google Scholar] [CrossRef]
- Meier, H.F.; Wiggers, V.R.; Zonta, G.R.; Scharf, D.R.; Simionatto, E.L.; Ender, L. A kinetic model for thermal cracking of waste cooking oil based on chemical lumps. Fuel 2015, 144, 50–59. [Google Scholar] [CrossRef]
- Yenumala, S.R.; Maity, S.K. Reforming of vegetable oil for production of hydrogen: A thermodynamic analysis. Int. J. Hydrog. Energy 2011, 36, 11666–11675. [Google Scholar] [CrossRef]
- Praspaliauskas, M.; Pedišius, N.; Striuigas, N. Elemental Migration and Transformation from Sewage Sludge to Residual Products during the Pyrolysis Process. Energy Fuels 2018, 32, 5199–5208. [Google Scholar] [CrossRef]
- Makarevičiene, V.; Lebedevas, S.; Rapalis, P.; Gumbyte, M.; Skorupskaite, V.; Žaglinskis, J. Performance and emission characteristics of diesel fuel containing microalgae oil methyl esters. Fuel 2014, 120, 233–239. [Google Scholar] [CrossRef]
- Tamošiūnas, A.; Gimžauskaitė, D.; Uscila, R.; Aikas, M. Thermal arc plasma gasification of waste glycerol to syngas. Appl. Energy 2019, 251, 113306. [Google Scholar] [CrossRef]
- Tamošiūnas, A.; Valatkevičius, P.; Grigaitienė, V.; Valinčius, V. Operational parameters of thermal water vapor plasma torch and diagnostics of generated plasma jet. Rom. Rep. Phys. 2014, 66, 1125–1136. [Google Scholar]
- Tamošiunas, A.; Valatkevičius, P.; Grigaitiene, V.; Valinčius, V.; Striugas, N. A cleaner production of synthesis gas from glycerol using thermal water steam plasma. J. Clean. Prod. 2016, 130, 187–194. [Google Scholar] [CrossRef]
- Tamošiūnas, A.; Valatkevičius, P.; Gimžauskaitė, D.; Jeguirim, M.; Mėčius, V.; Aikas, M. Energy recovery from waste glycerol by utilizing thermal water vapor plasma. Environ. Sci. Pollut. Res. 2017, 24, 10030–10040. [Google Scholar] [CrossRef] [PubMed]
- Striugas, N.; Zakarauskas, K.; Stravinskas, G.; Grigaitiene, V. Comparison of steam reforming and partial oxidation of biomass pyrolysis tars over activated carbon derived from waste tire. Catal. Today 2012, 196, 67–74. [Google Scholar] [CrossRef]
- Shukla, B.; Koshi, M. Comparative study on the growth mechanisms of PAHs. Combust. Flame 2011, 158, 369–375. [Google Scholar] [CrossRef]
- Tamošiūnas, A.; Valatkevičius, P.; Valinčius, V.; Grigaitienė, V. Production of synthesis gas from propane using thermal water vapor plasma. Int. J. Hydrog. Energy 2014, 39, 2078–2086. [Google Scholar]
- Hasler, P.; Nussbaumer, T. Gas cleaning for IC engine applications from fixed bed biomass gasification. Biomass Bioenergy 1999, 16, 385–395. [Google Scholar] [CrossRef]
- Han, J.; Kim, H. The reduction and control technology of tar during biomass gasification/pyrolysis: An overview. Renew. Sustain. Energy Rev. 2008, 12, 397–416. [Google Scholar] [CrossRef]
- Striūgas, N.; Valinčius, V.; Pedišius, N.; Poškas, R.; Zakarauskas, K. Investigation of sewage sludge treatment using air plasma assisted gasification. Waste Manag. 2017, 64, 149–160. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | WCO | Standard |
|---|---|---|
| Ultimate analysis, wt.% | ||
| C | 71.84 ± 2.99 | LST EN ISO 16948:2015 LST EN ISO 16994:2016 |
| H | 10.14 ± 2.11 | |
| N | 0.06 ± 0.003 | |
| S | <0.01 (0.008) | |
| O * | 17.71 | |
| Cl | 0.003 | |
| Proximate analysis, wt.% | ||
| VOCs | 99.15 ± 1.0 | |
| Fixed carbon | 0.56 ± 0.003 | |
| Ash | 0.24 ± 0.004 | |
| Water content | 0.08 | |
| Lower heating value, MJ/kg | 39.24 ± 0.03 | |
| Fatty Acids | Structure a | Formula | Composition (wt.%) | Detection Method |
|---|---|---|---|---|
| Myristoleic | C14:1 | C14H26O2 | 0.26 ± 0.008 | LST EN ISO5508 |
| Pentadecanoic | C15:0 | C15H30O2 | 0.04 ± 0.004 | |
| Palmitic | C16:0 | C16H32O2 | 6.85 ± 0.041 | |
| Palmitoleic | C16:1 | C16H30O2 | 0.23 ± 0.016 | |
| Stearic | C18:0 | C18H36O2 | 2.36 ± 0.037 | |
| Oleic | C18:1 | C18H34O2 | 54.44 ± 0.775 | |
| Linoleic | C18:2 | C18H32O2 | 27.08 ± 0.114 | |
| Linolenic | C18:3 | C18H30O2 | 5.96 ± 0.049 | |
| Arahidic | C20:0 | C20H40O2 | 0.86 ± 0.0082 | |
| Eikosenic | C20:1 | C20H38O2 | 1.00 ± 0.008 | |
| Lignoceric | C24:0 | C24H48O2 | 0.27 ± 0.041 | |
| Insoluble impurities in the WCO b | - | - | 6.31 ± 0.12 | LST EN ISO 663 |
| Identified Compound | Concentration in Syngas (g/Nm3) | |
|---|---|---|
| S/WCO—1.31 | S/WCO—2.33 | |
| Naphthalene | 0.222 | 0.13 |
| Fluorene | 0.022 | 0.012 |
| Fluoranthene | 0.022 | 0.013 |
| Pyrene | 0.020 | 0.012 |
| Benzo[ghi]perylene | 0.019 | 0.0011 |
| Antracene | 0.008 | 0.005 |
| Phenanthrene | 0.003 | 0.002 |
| Total: | 0.317 | 0.185 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tamošiūnas, A.; Gimžauskaitė, D.; Aikas, M.; Uscila, R.; Praspaliauskas, M.; Eimontas, J. Gasification of Waste Cooking Oil to Syngas by Thermal Arc Plasma. Energies 2019, 12, 2612. https://doi.org/10.3390/en12132612
Tamošiūnas A, Gimžauskaitė D, Aikas M, Uscila R, Praspaliauskas M, Eimontas J. Gasification of Waste Cooking Oil to Syngas by Thermal Arc Plasma. Energies. 2019; 12(13):2612. https://doi.org/10.3390/en12132612
Chicago/Turabian StyleTamošiūnas, Andrius, Dovilė Gimžauskaitė, Mindaugas Aikas, Rolandas Uscila, Marius Praspaliauskas, and Justas Eimontas. 2019. "Gasification of Waste Cooking Oil to Syngas by Thermal Arc Plasma" Energies 12, no. 13: 2612. https://doi.org/10.3390/en12132612
APA StyleTamošiūnas, A., Gimžauskaitė, D., Aikas, M., Uscila, R., Praspaliauskas, M., & Eimontas, J. (2019). Gasification of Waste Cooking Oil to Syngas by Thermal Arc Plasma. Energies, 12(13), 2612. https://doi.org/10.3390/en12132612