Assessment of Different Cooling Techniques for Reduced Mechanical Stress in the Windings of Electrical Machines

 , , and
, , and
Abstract
:1. Introduction
2. Cooling Techniques Under Study
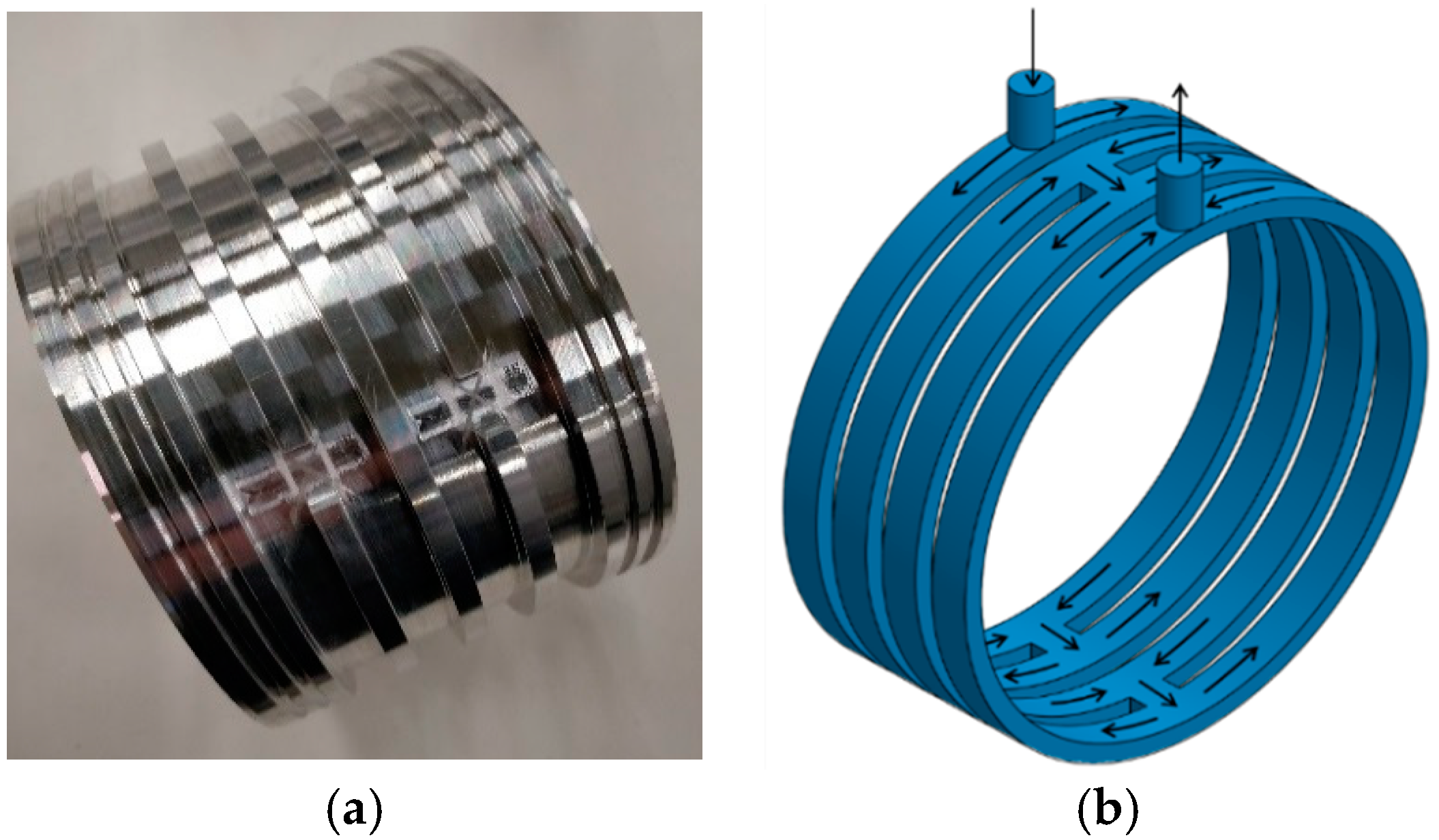
2.1. Water Jacket Cooling
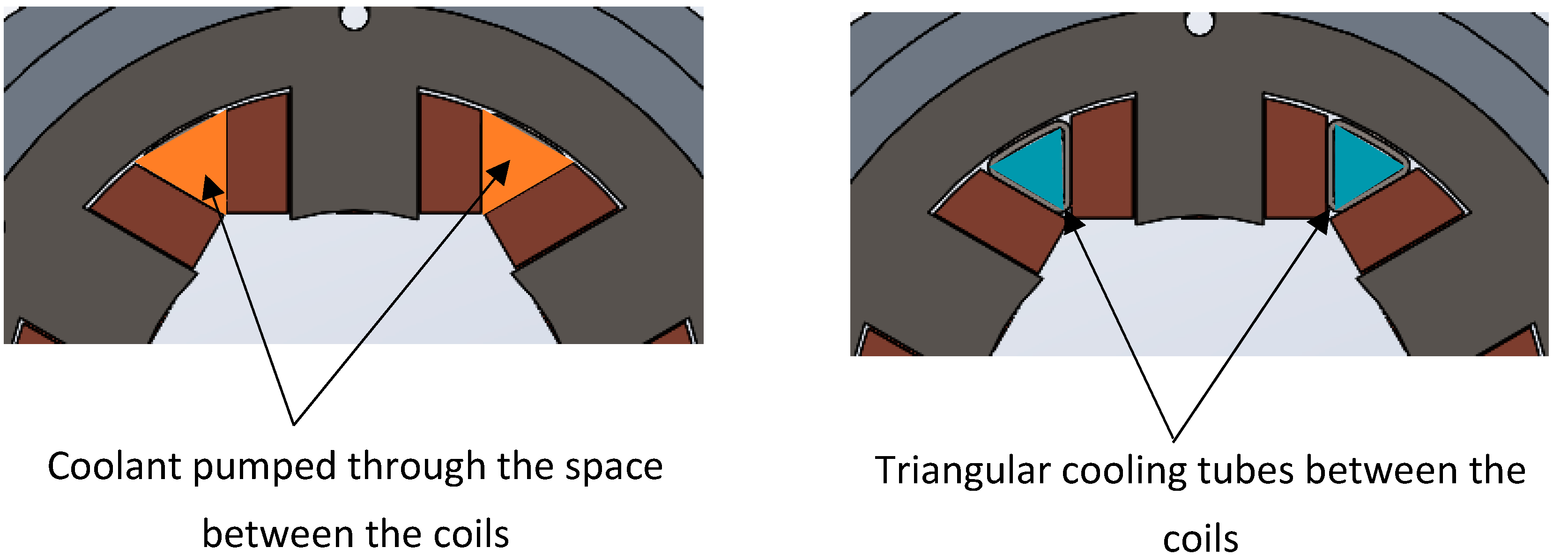
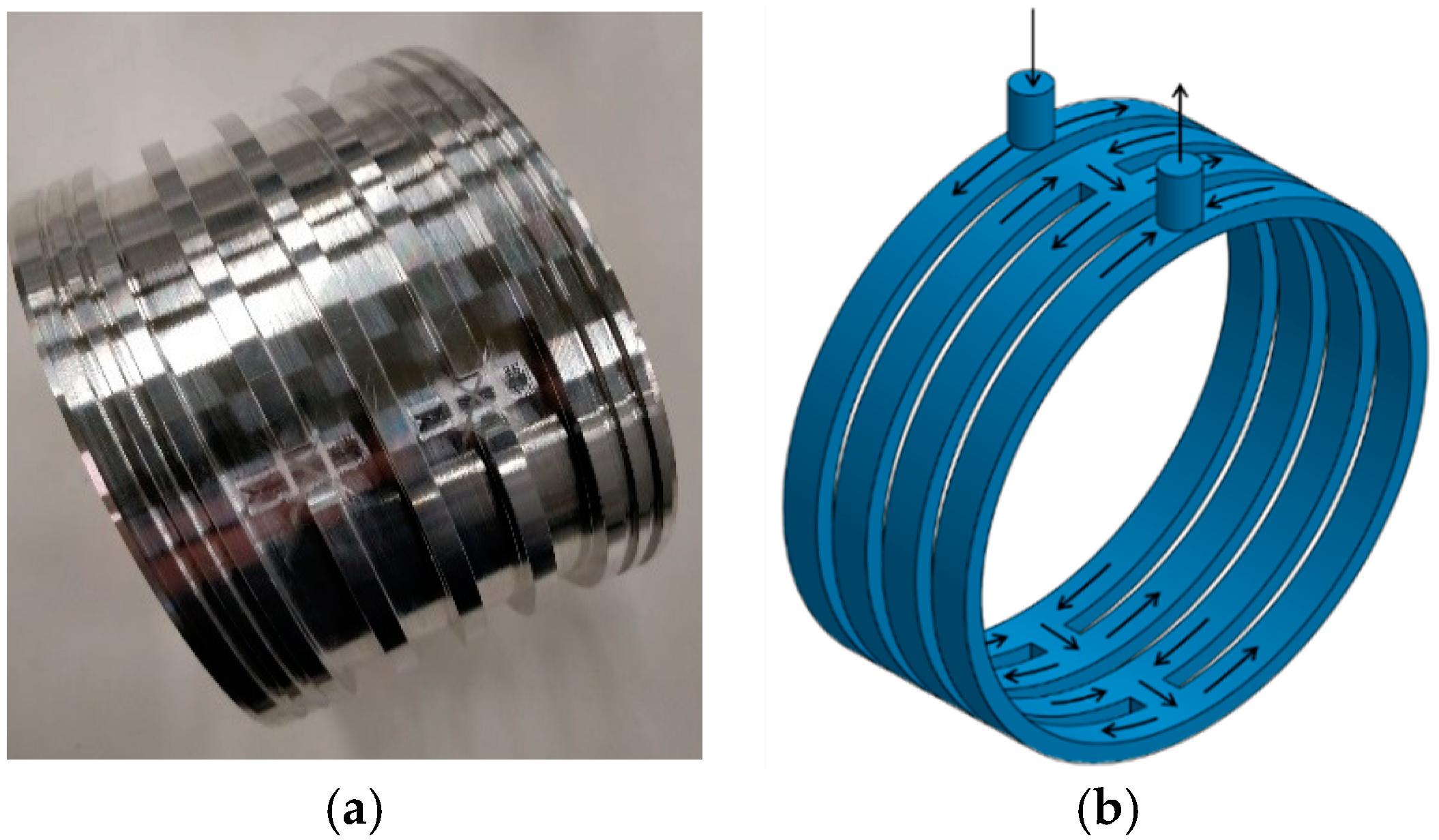
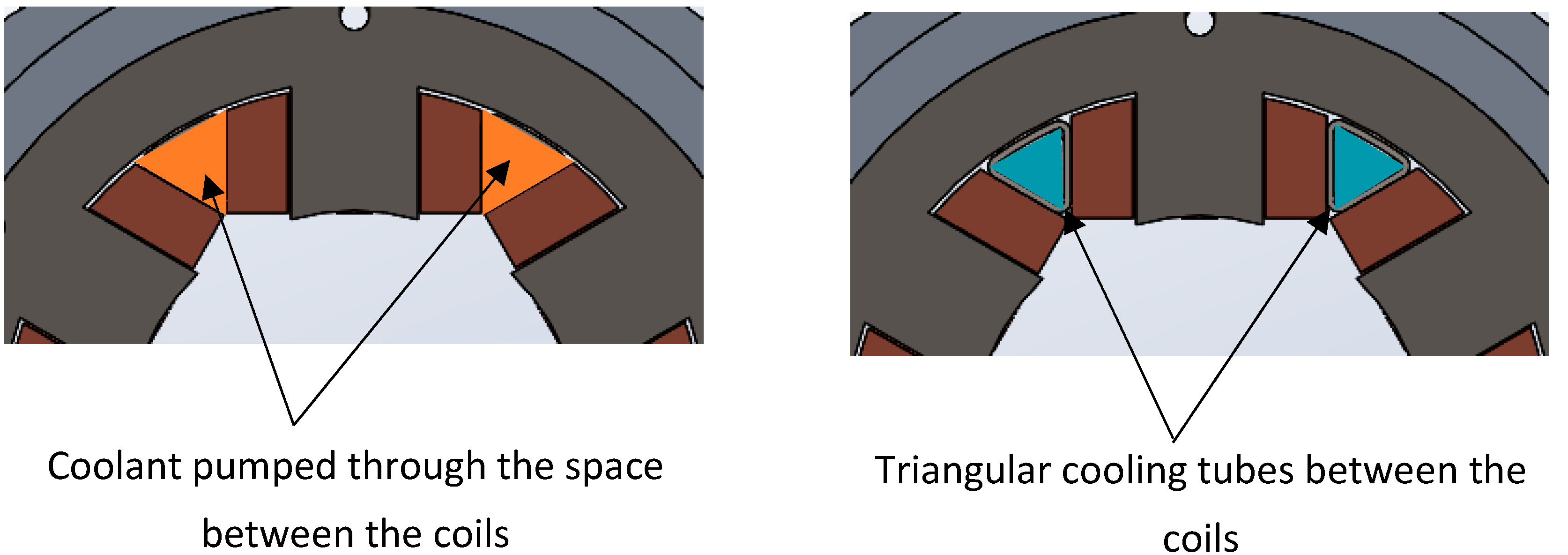
2.2. Direct Coil Cooling
2.3. Combined Water Jacket and Direct Coil Cooling
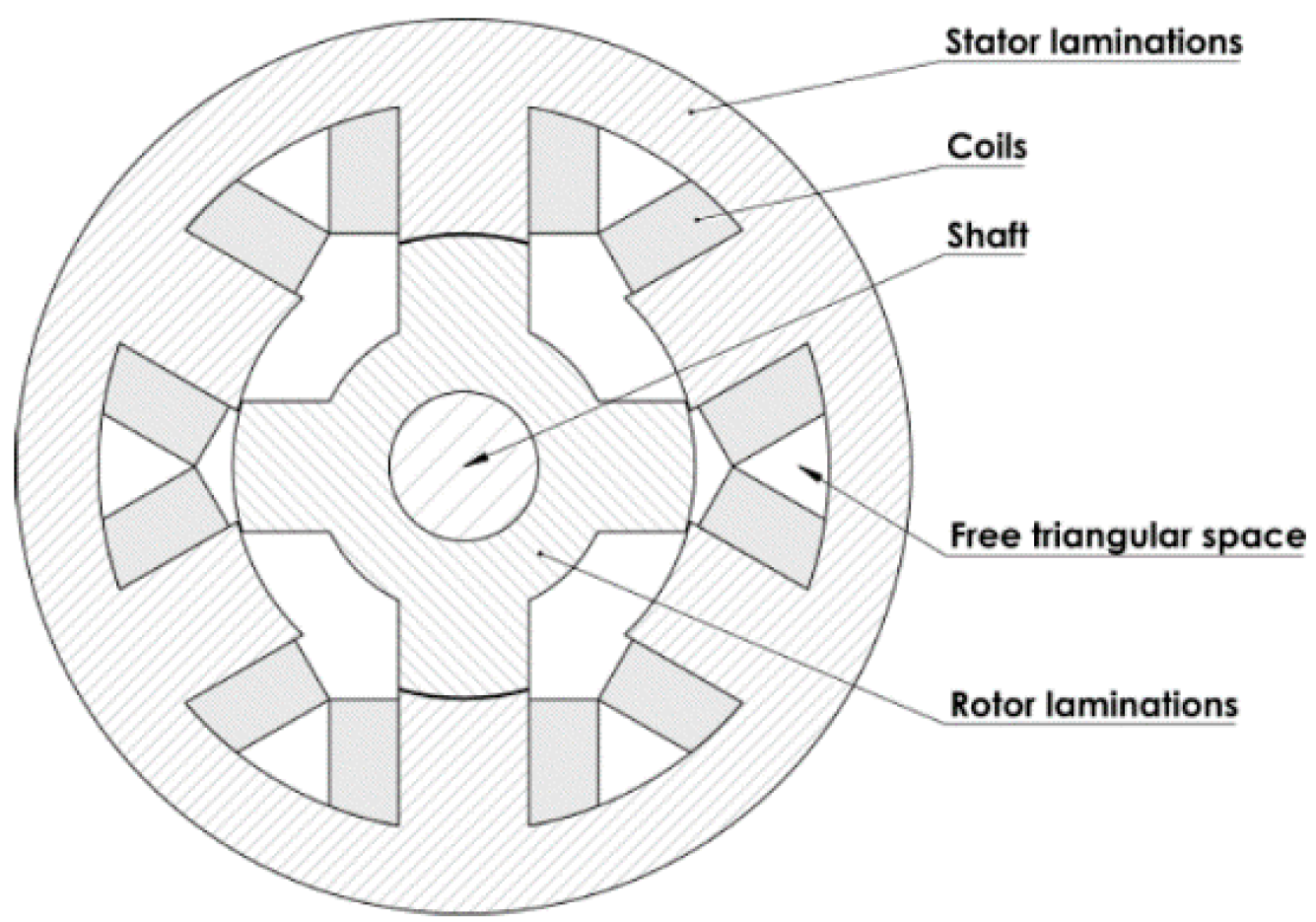
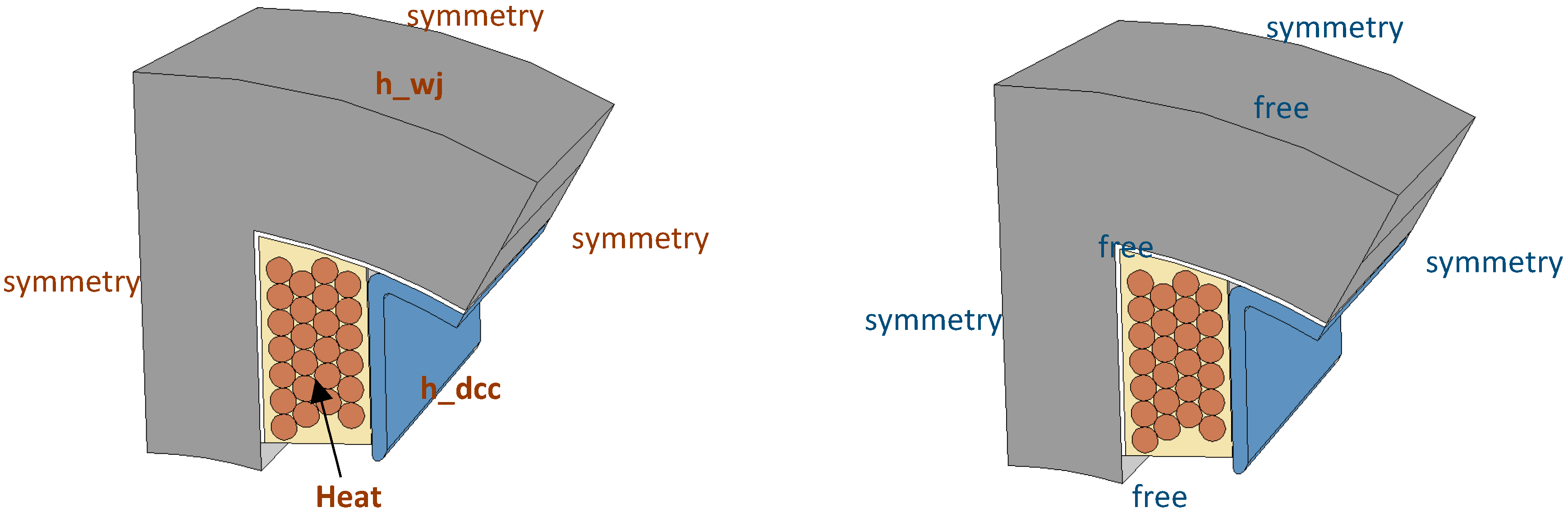
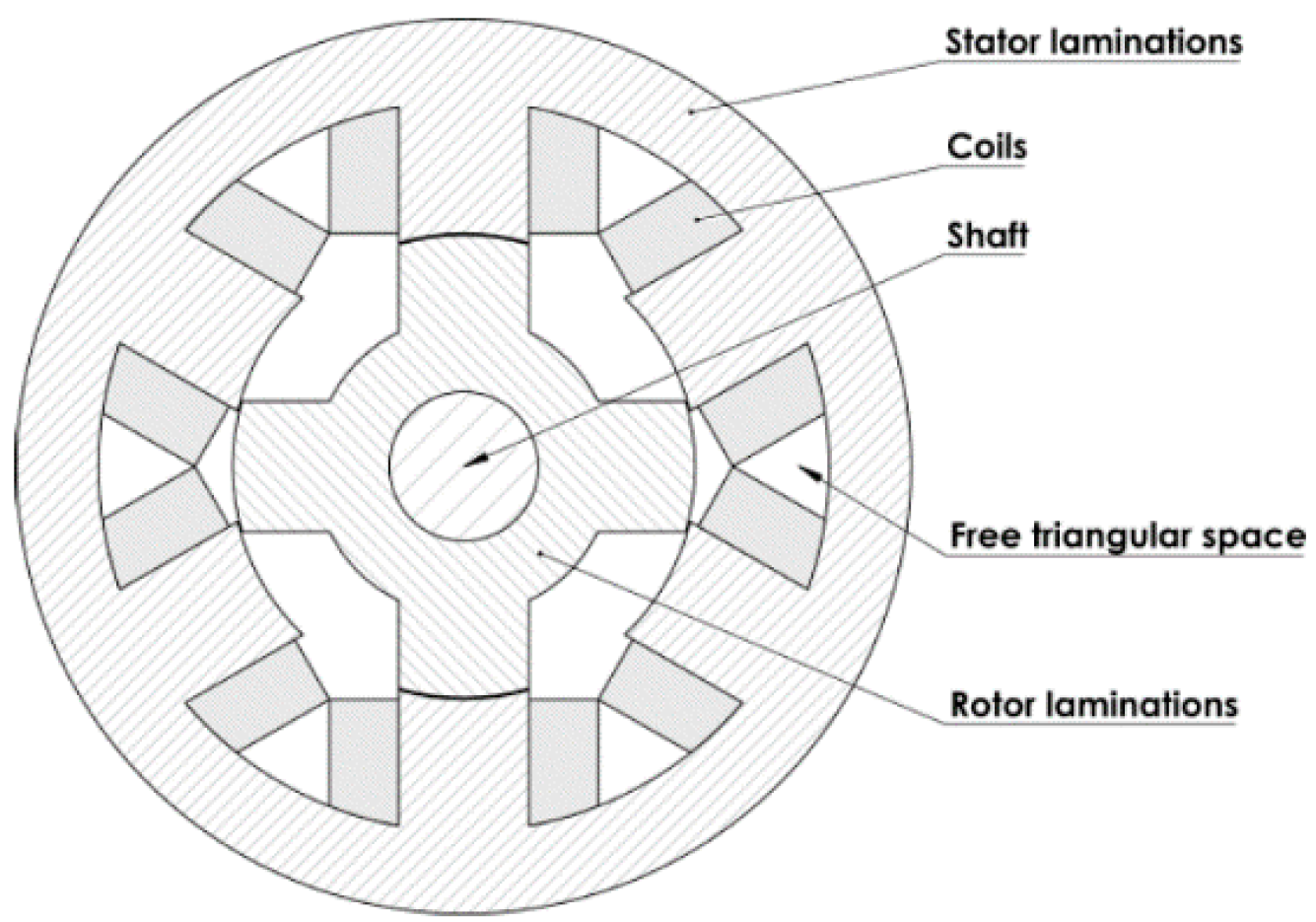
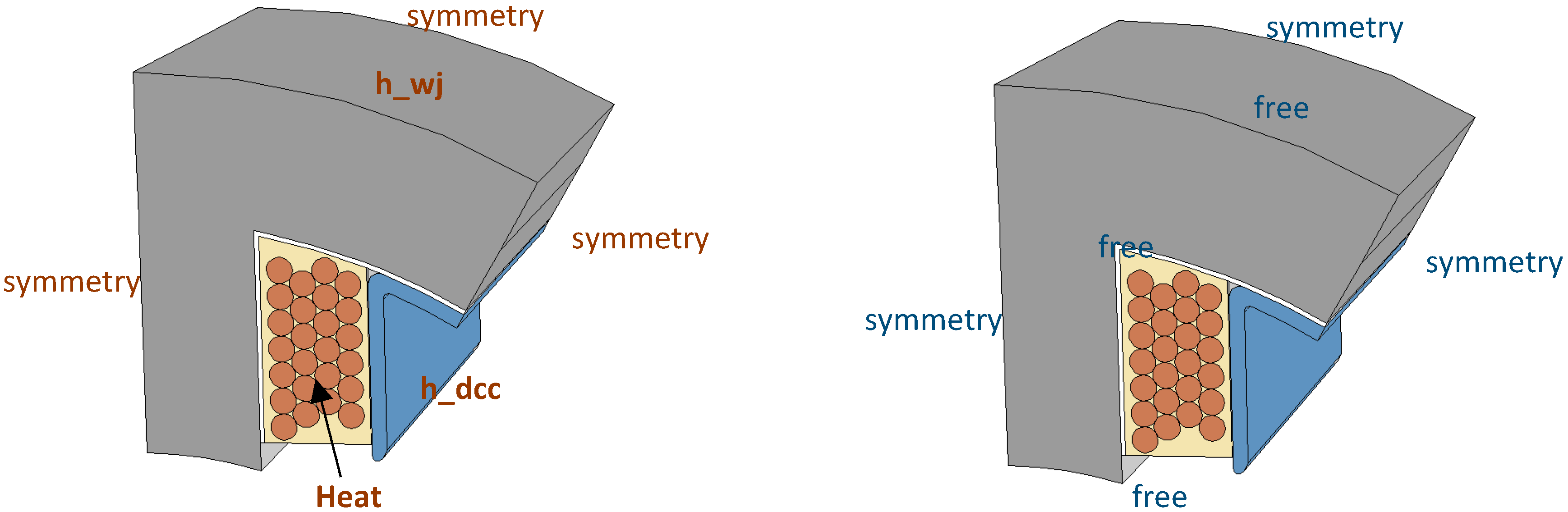
3. Numerical Model
4. Calculation of Heat Transfer Coefficients
- convection at the jacket channel walls with water at the given temperature (Tin) and with the convection coefficient calculated by Equations (3)–(6).
- a heat flux at the inner side of the jacket, with the total heat generation Q (in Watts) and Aj the surface area of the inner surface of the jacket.
- conduction in the jacket material, with a conduction coefficient of the material (Aluminum in this case).
- all other surfaces adiabatic.
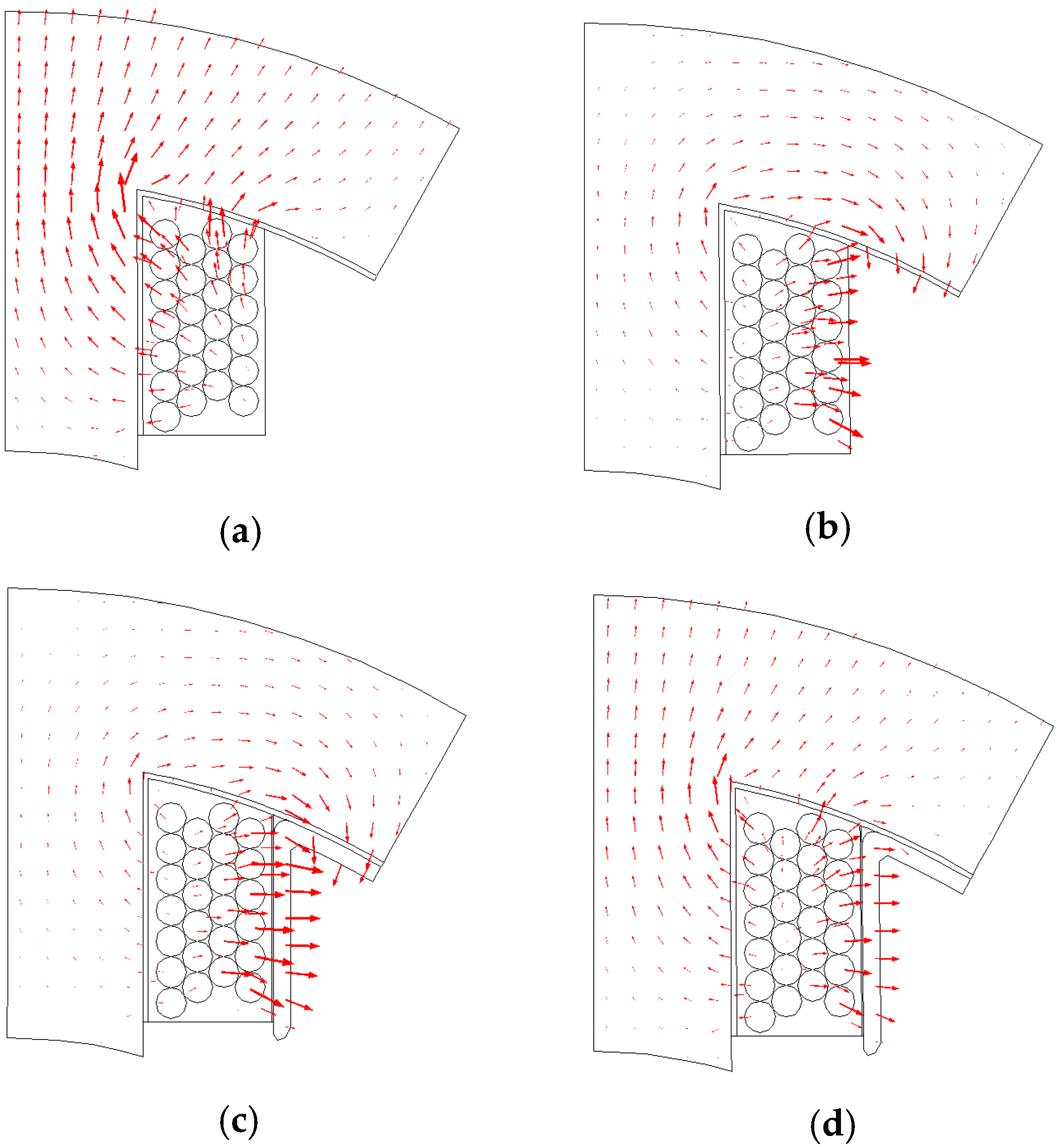
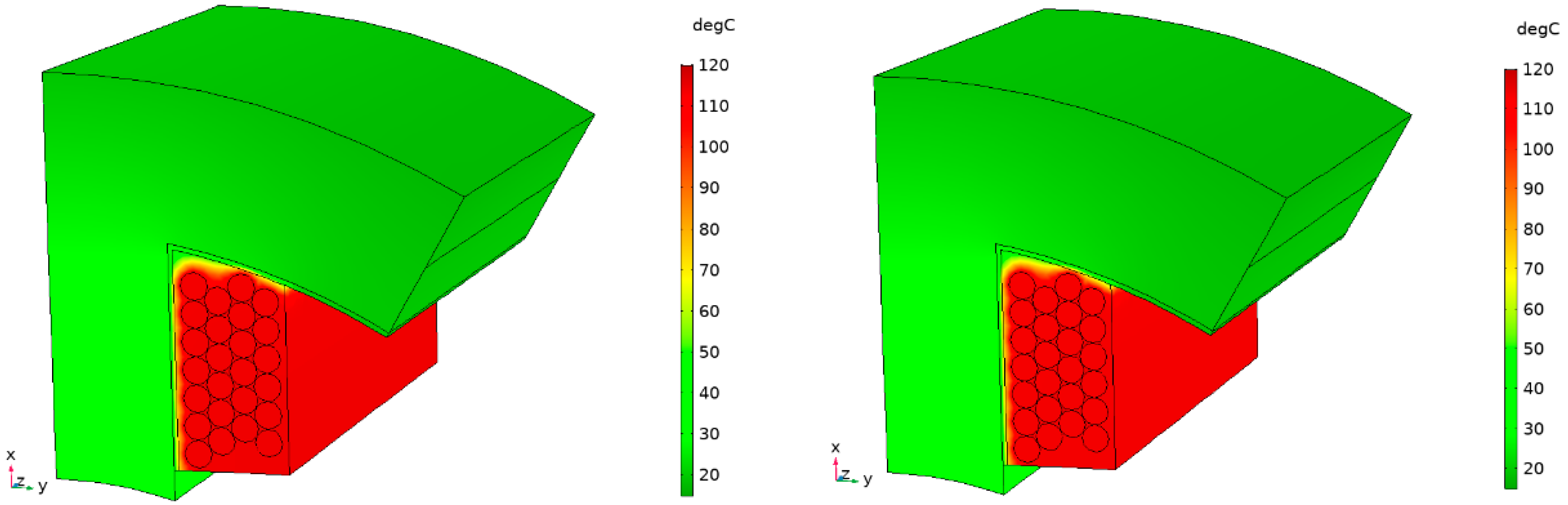
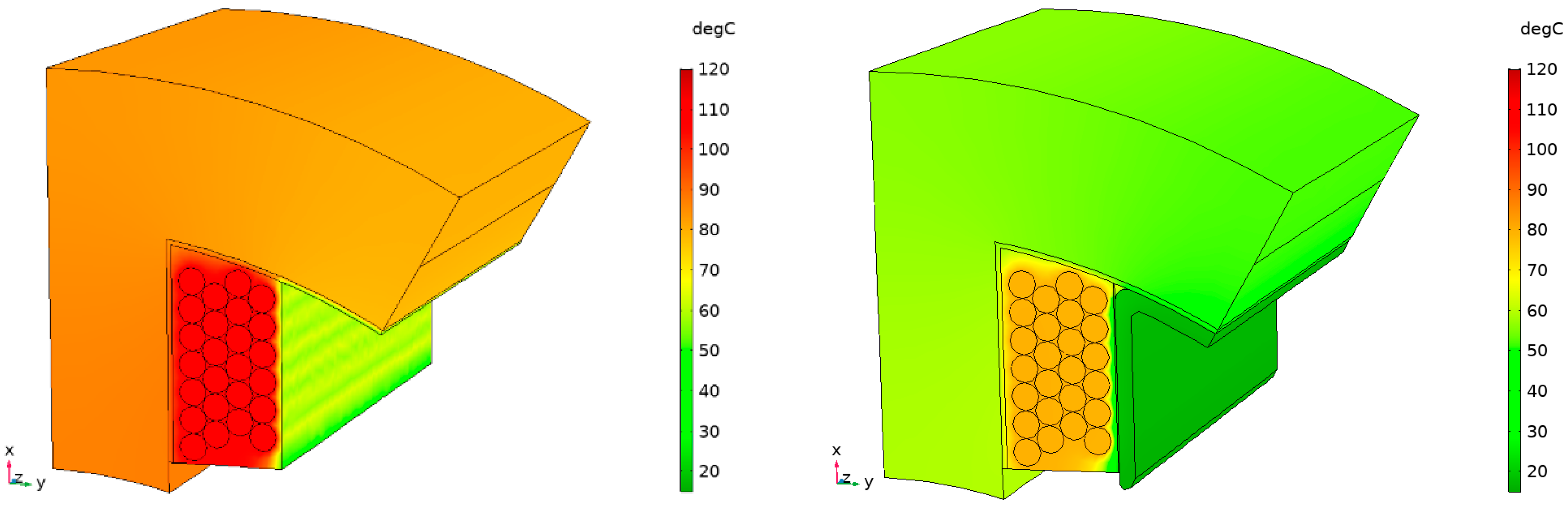
5. Comparison of Cooling Techniques
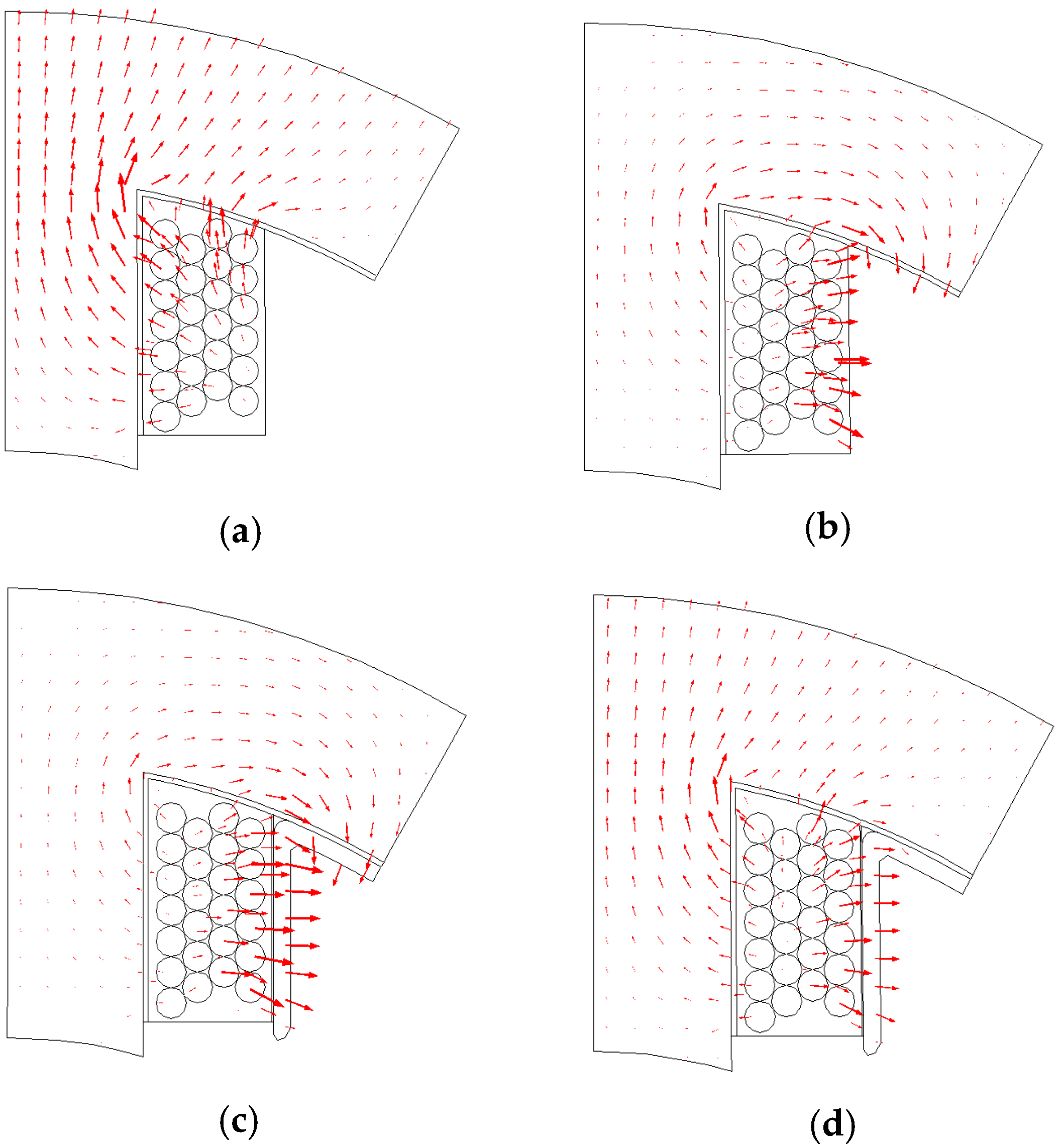
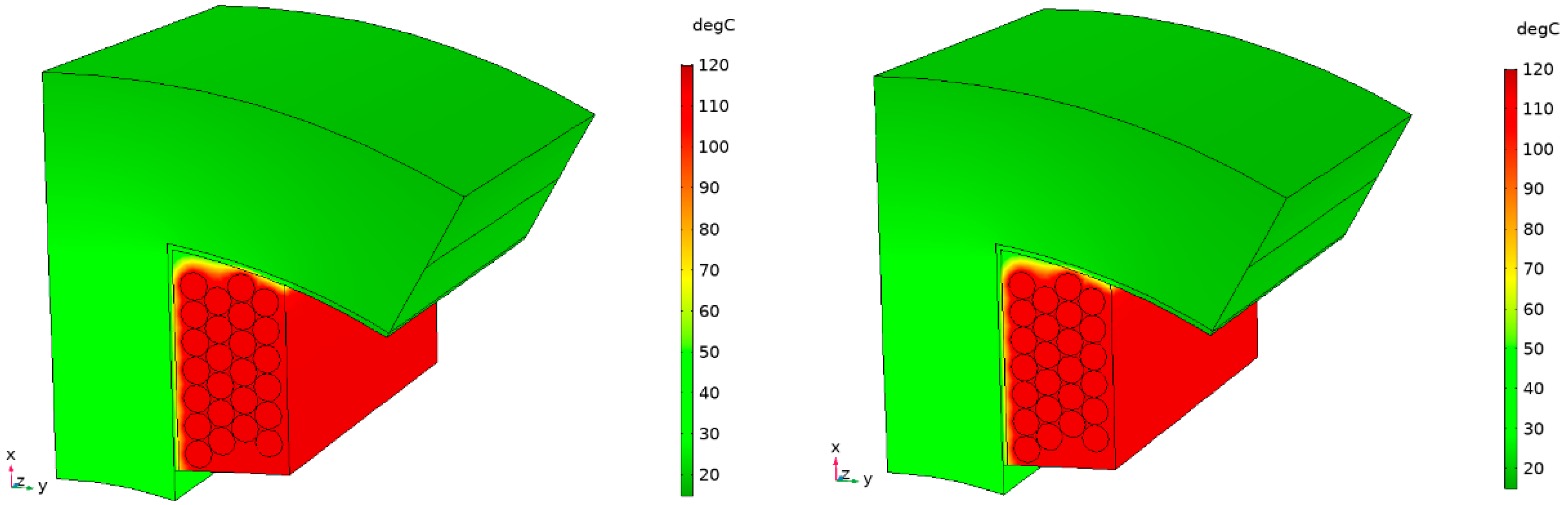
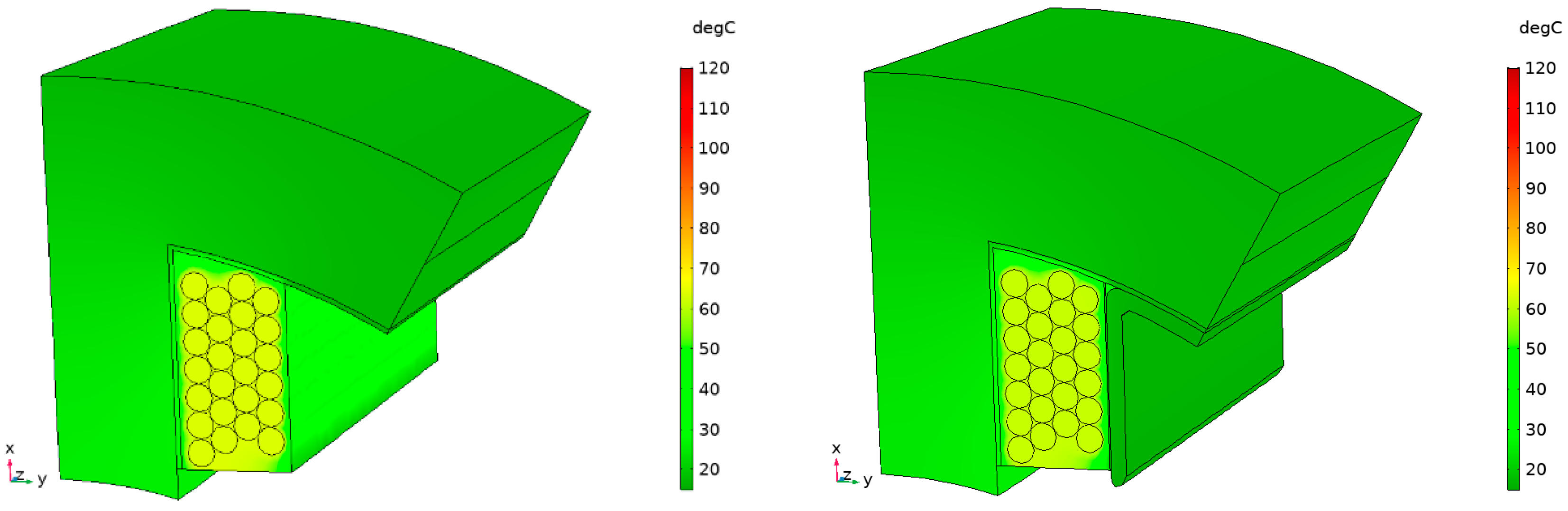
5.1. Temperature Distribution
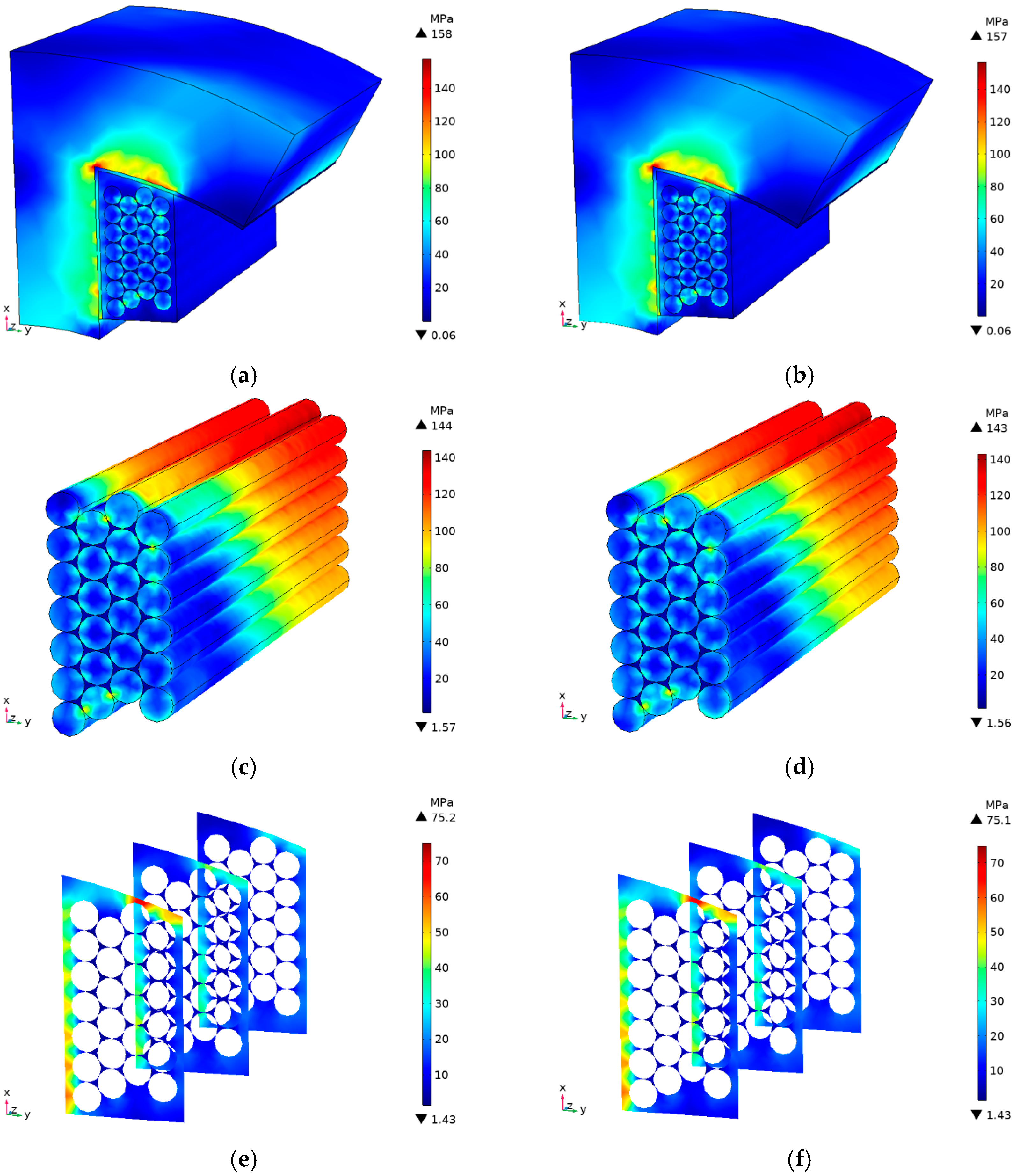
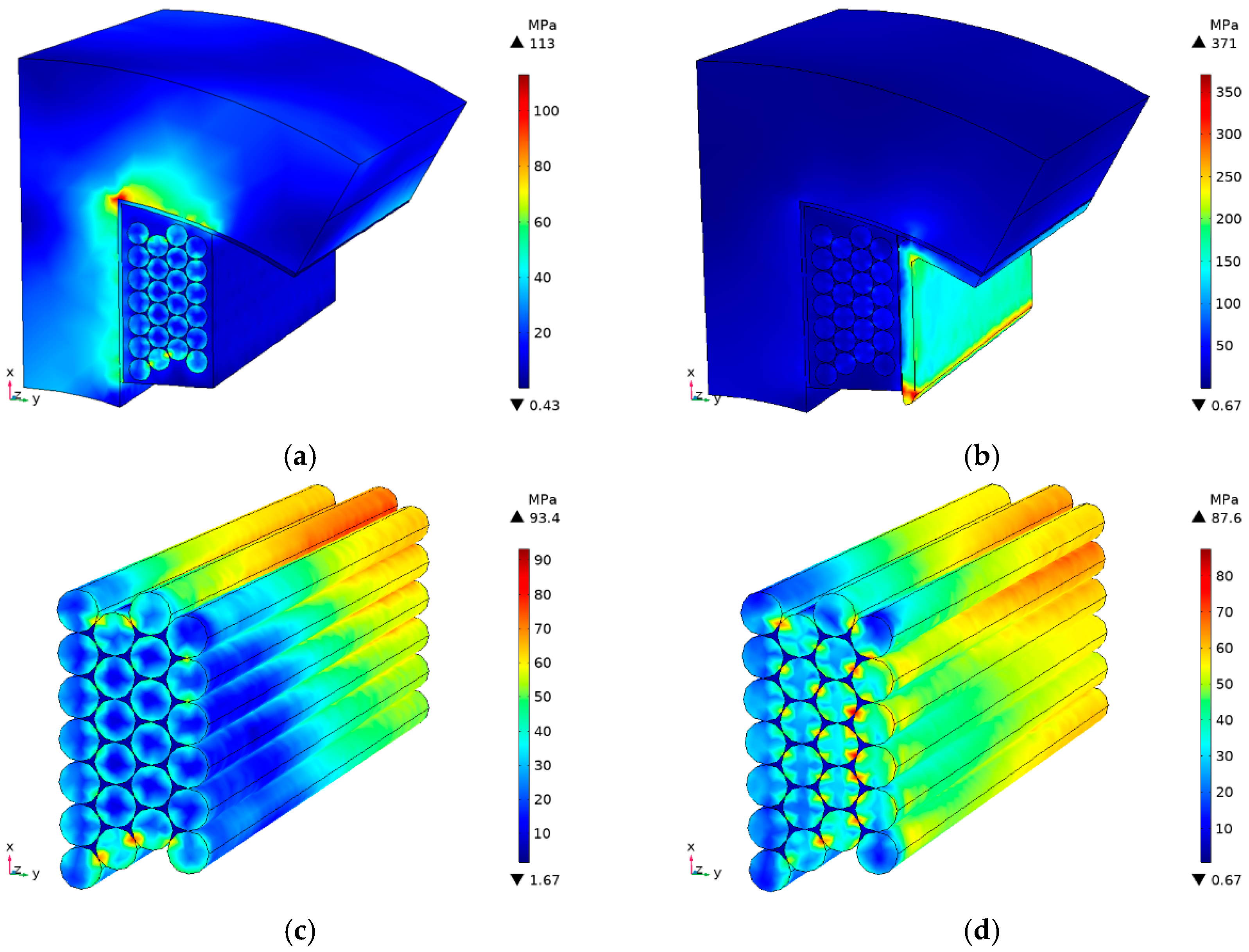
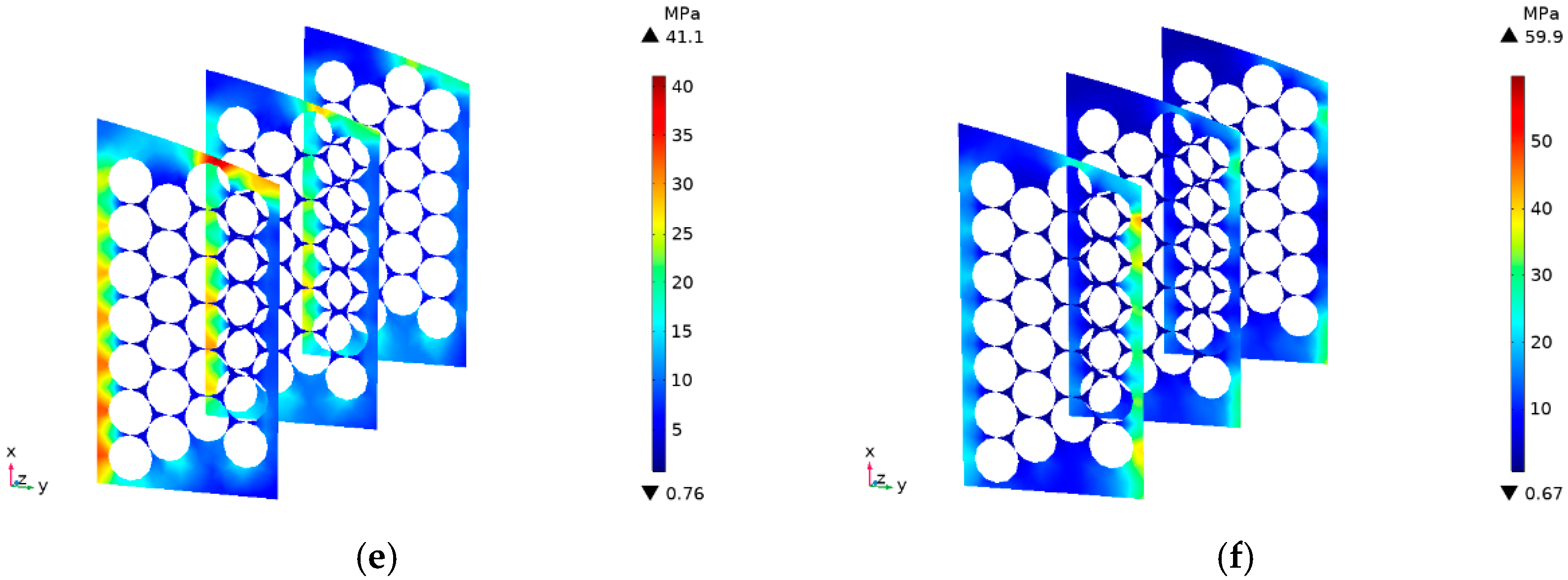
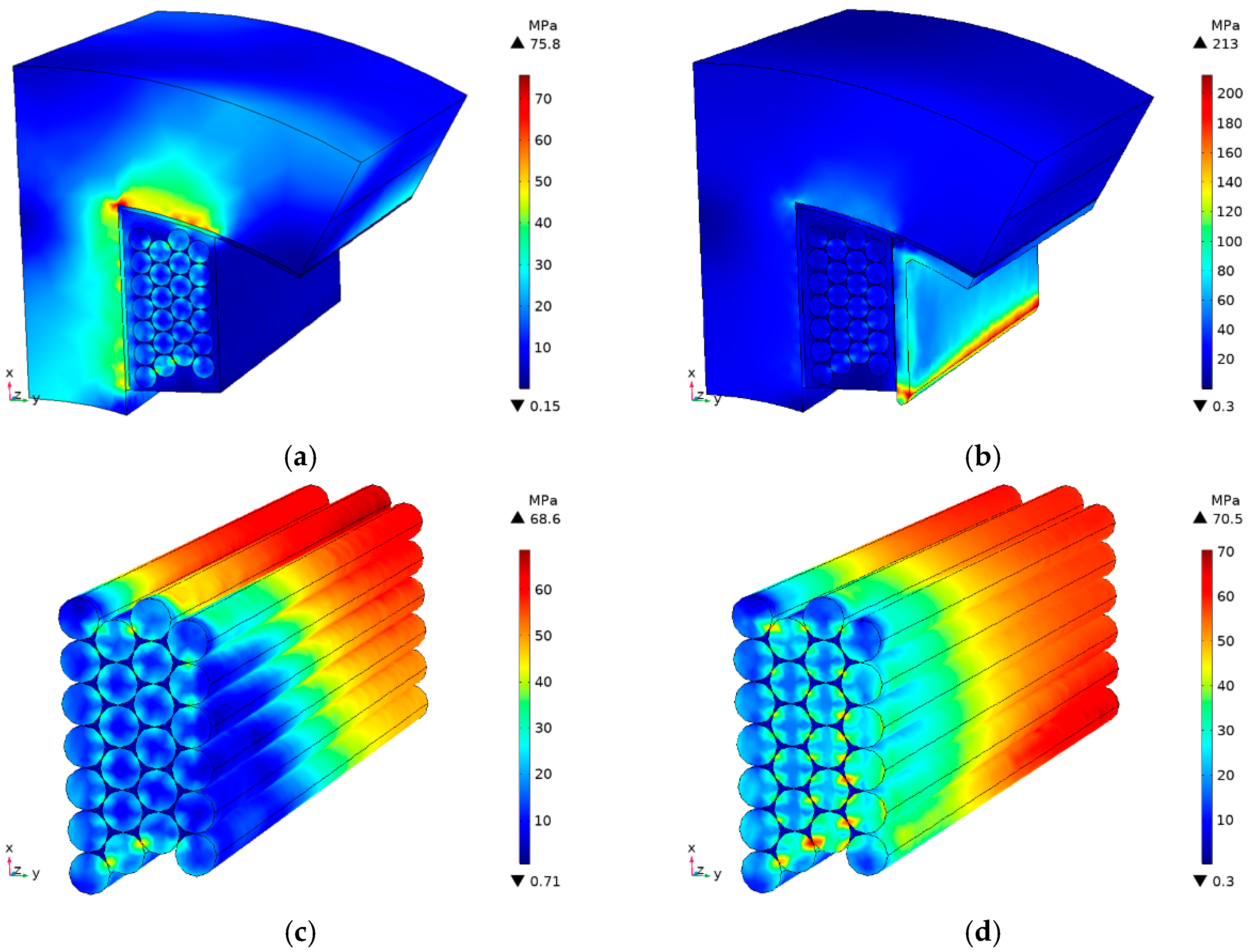
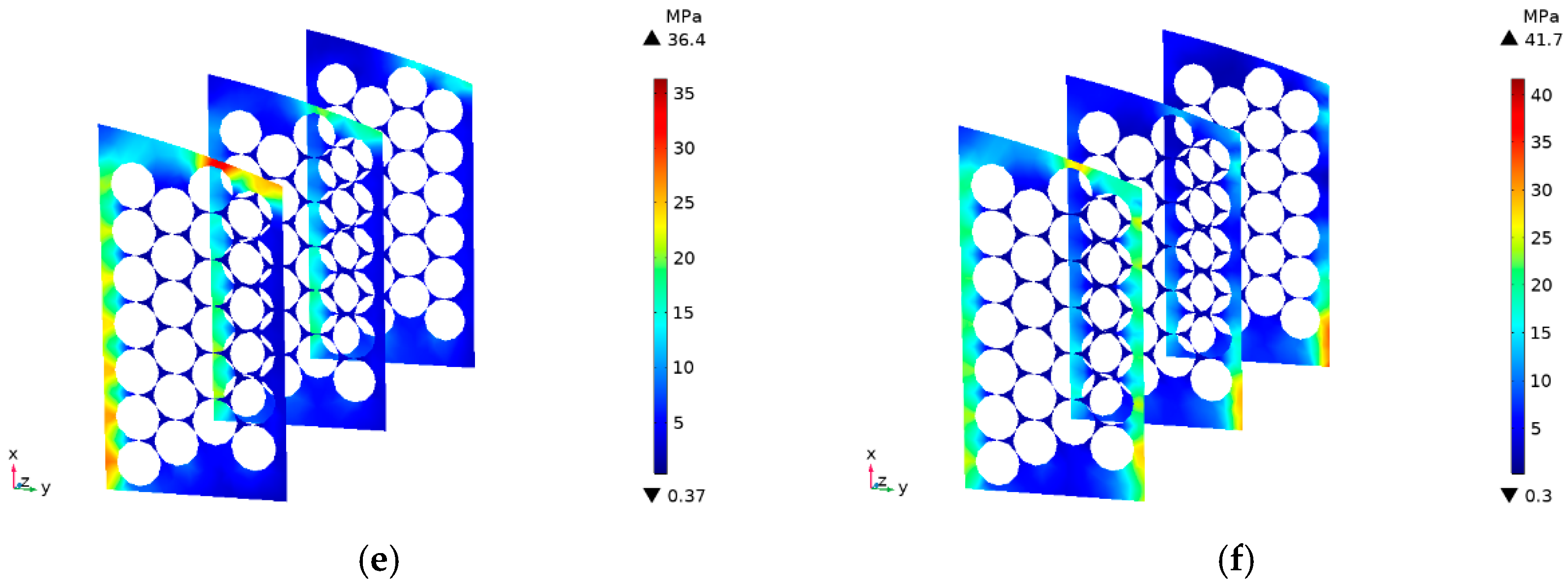
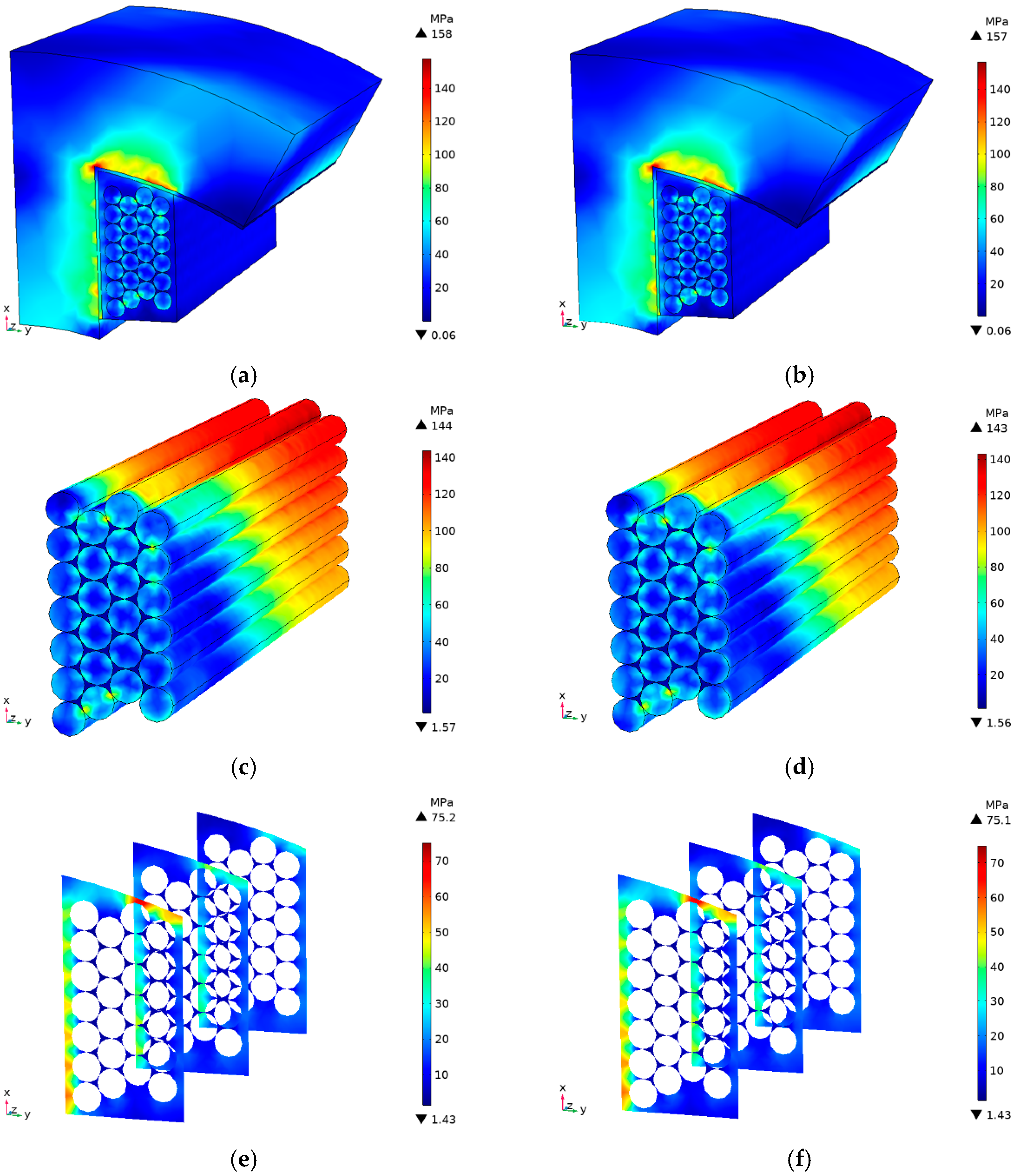
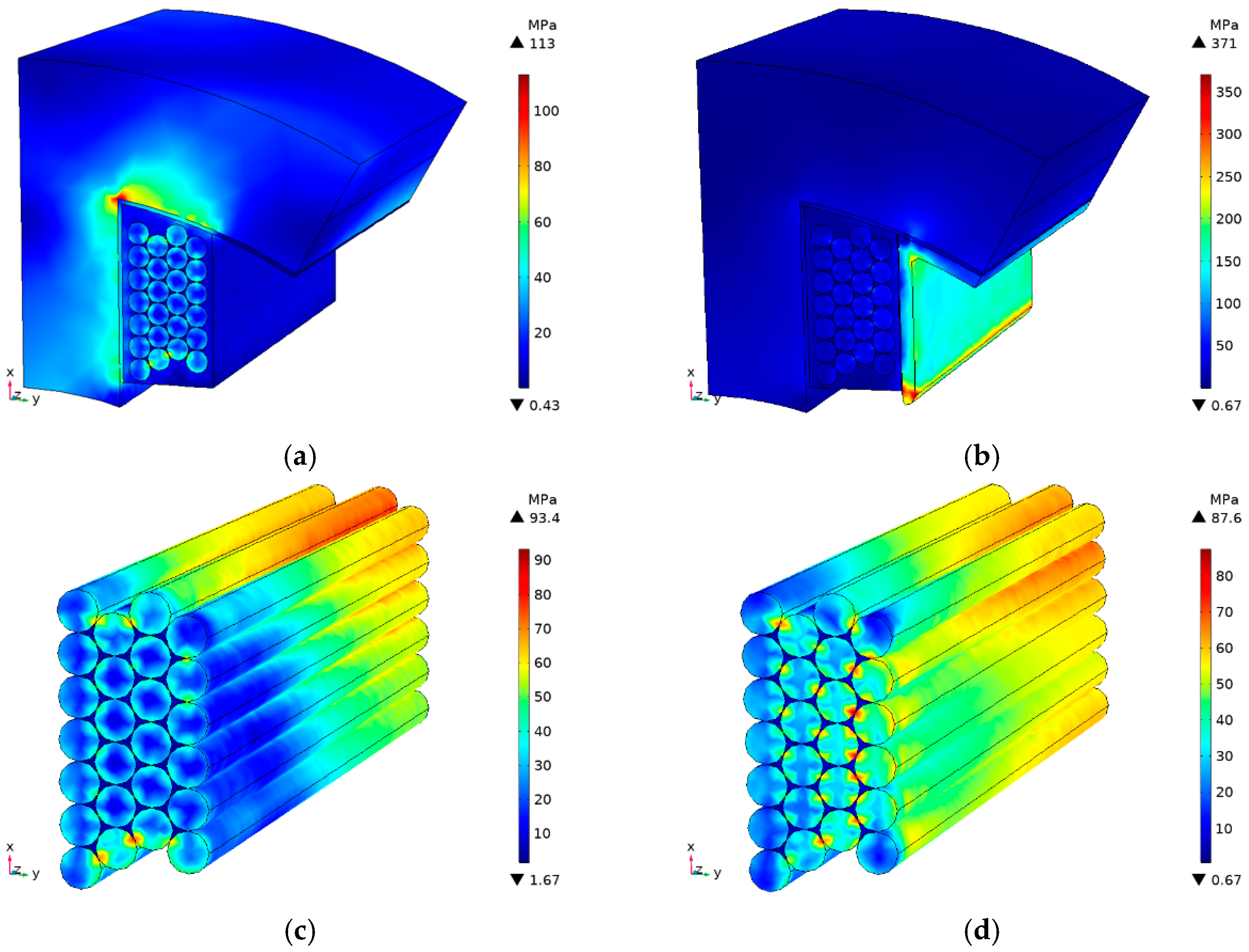
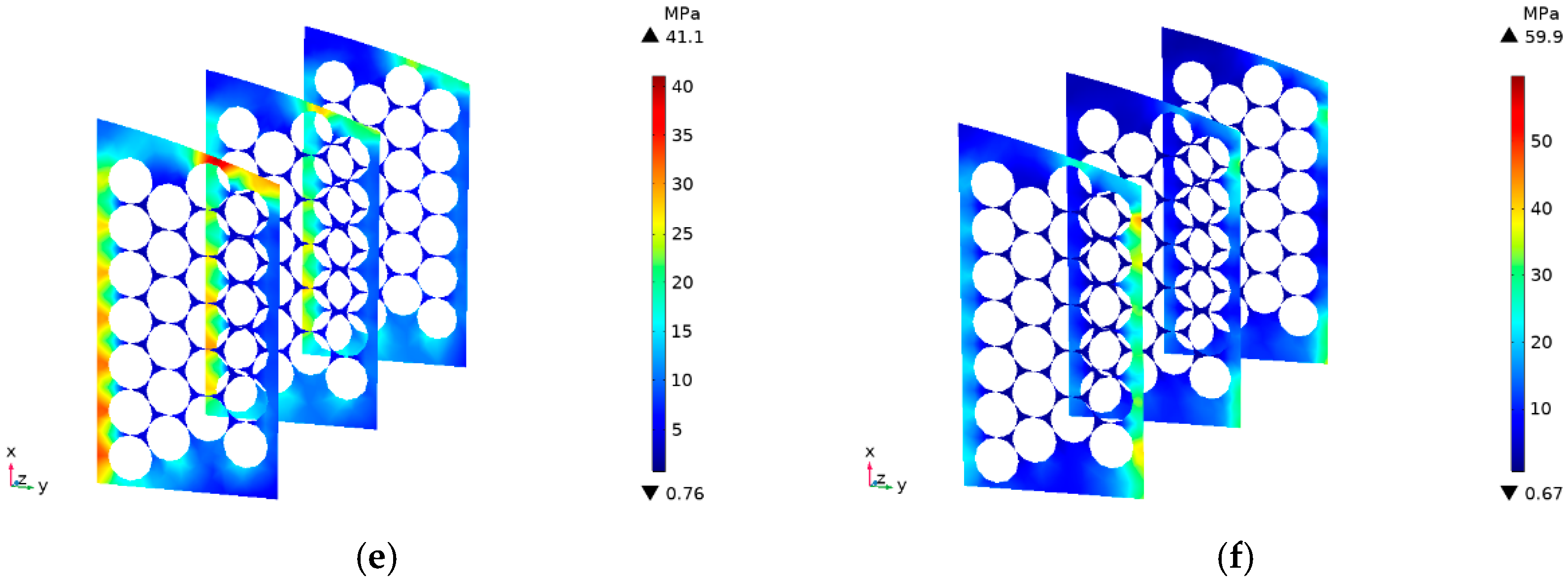
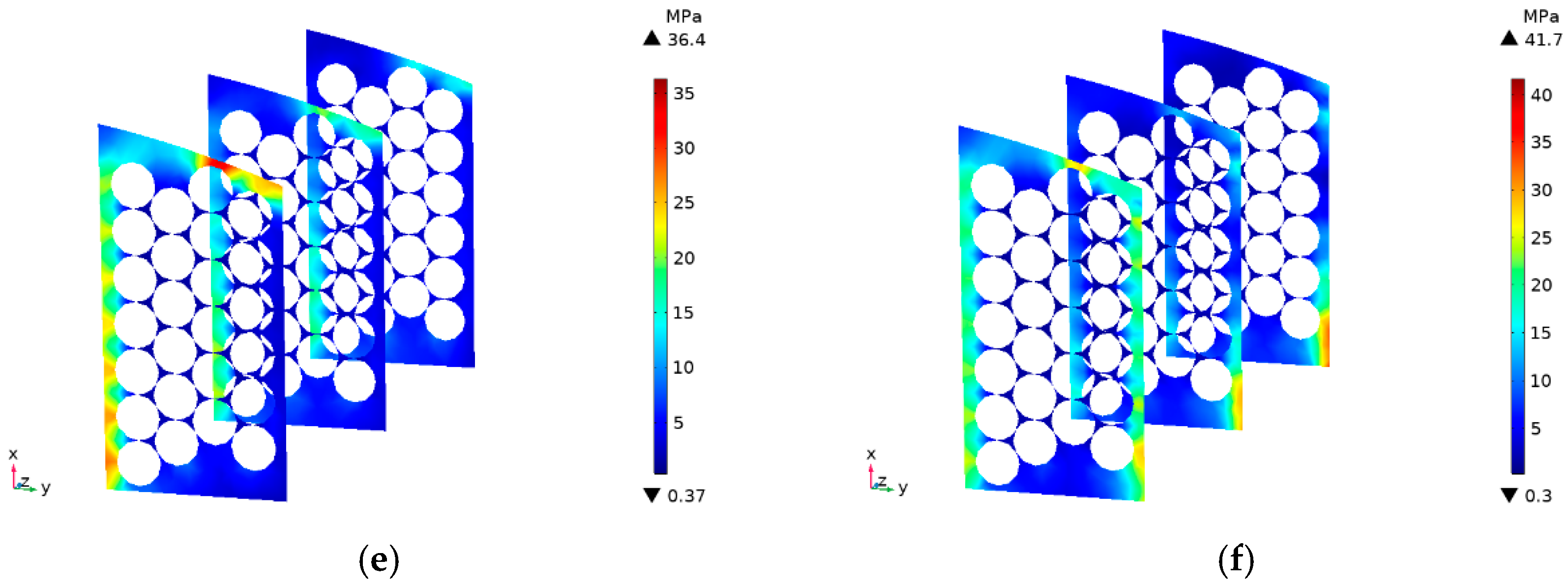
5.2. Thermally Induced Mechanical Stress
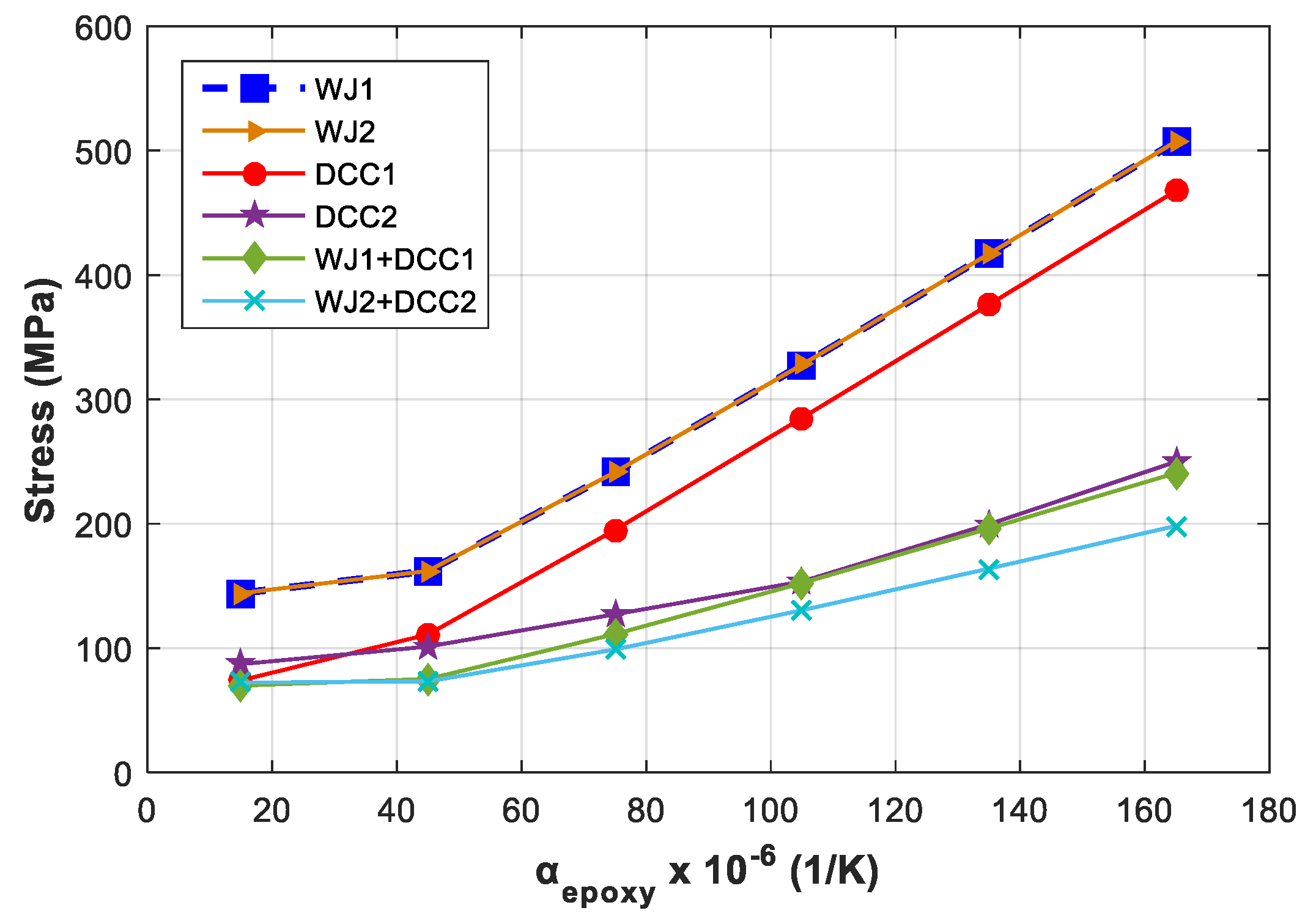
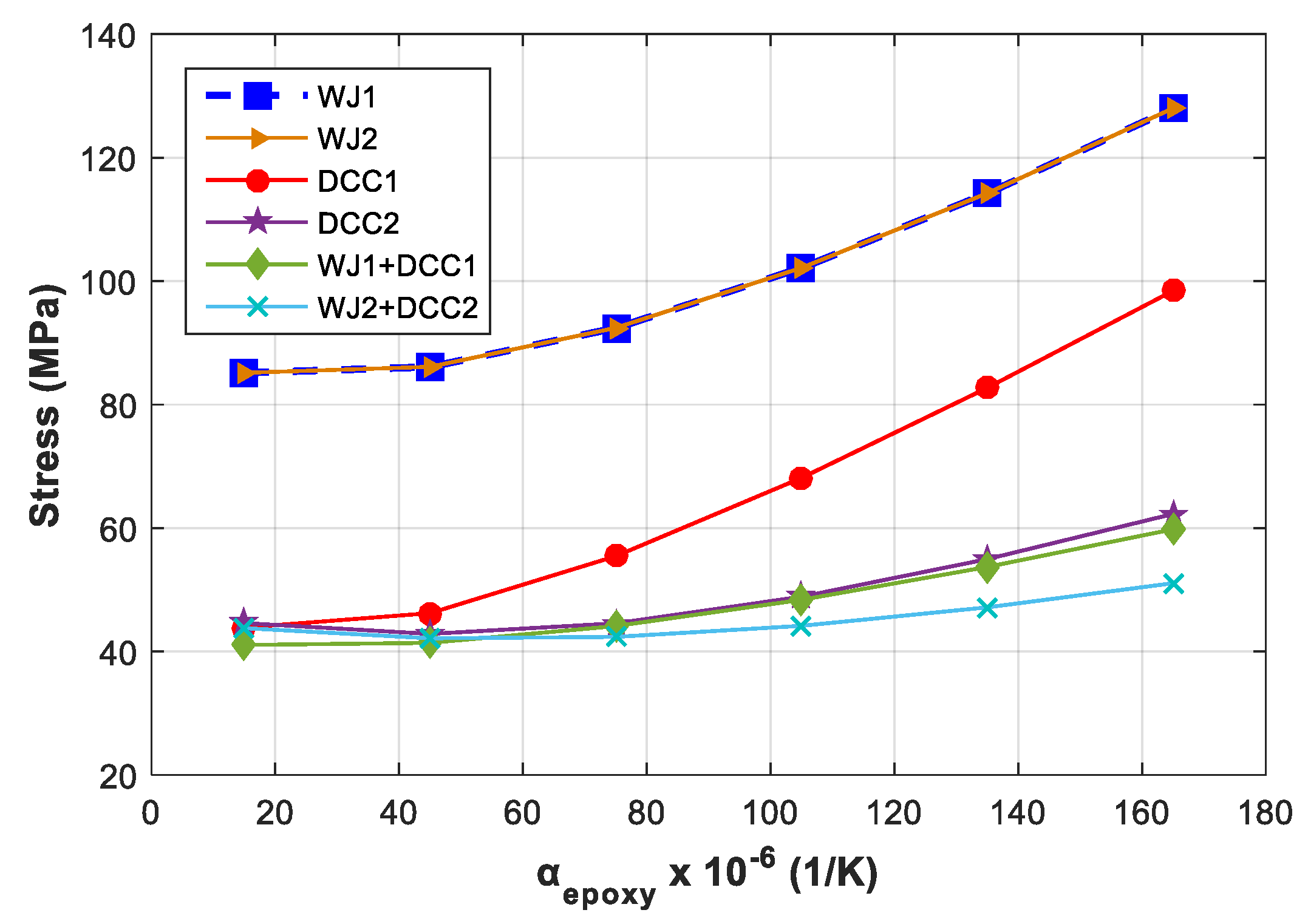
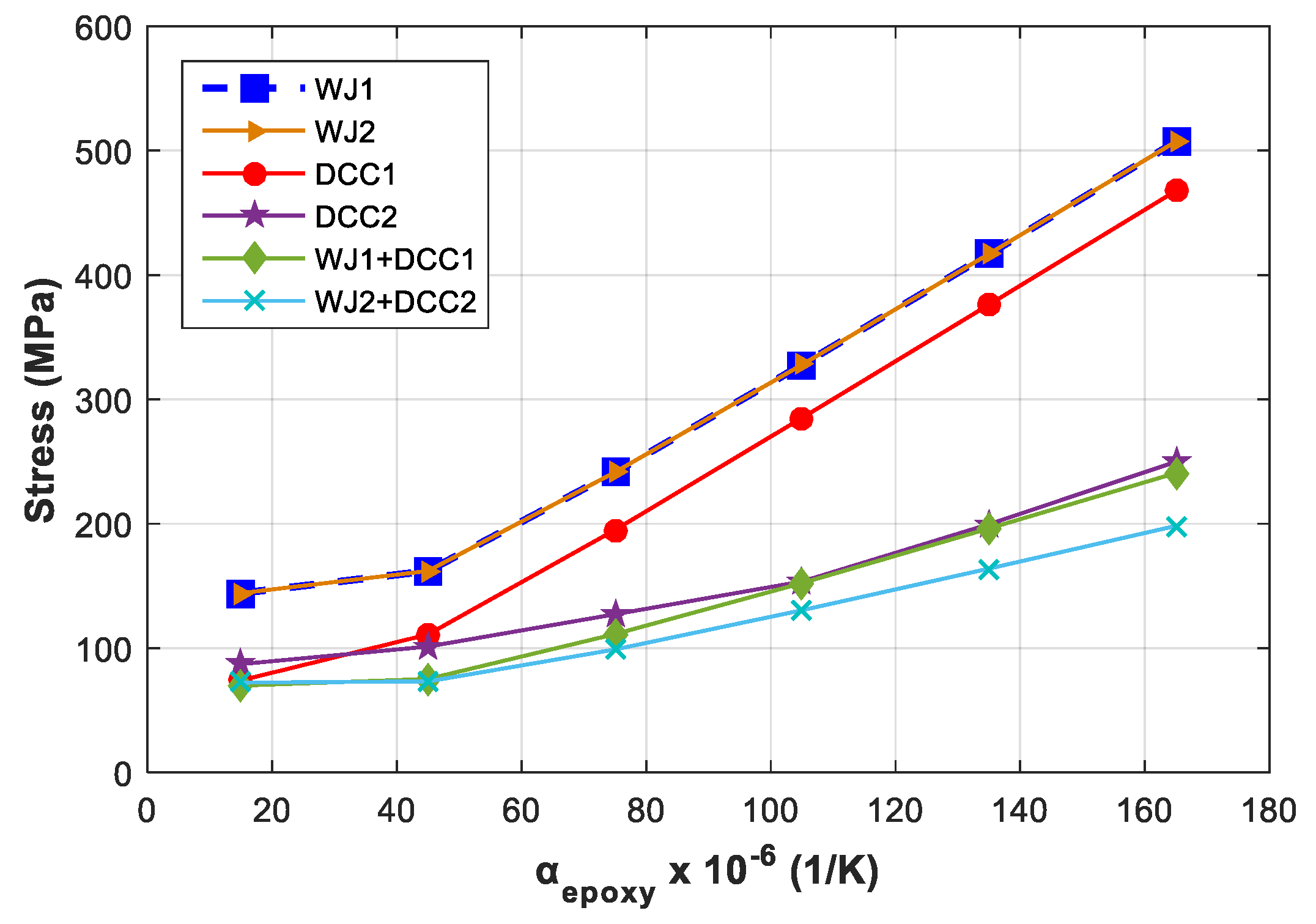
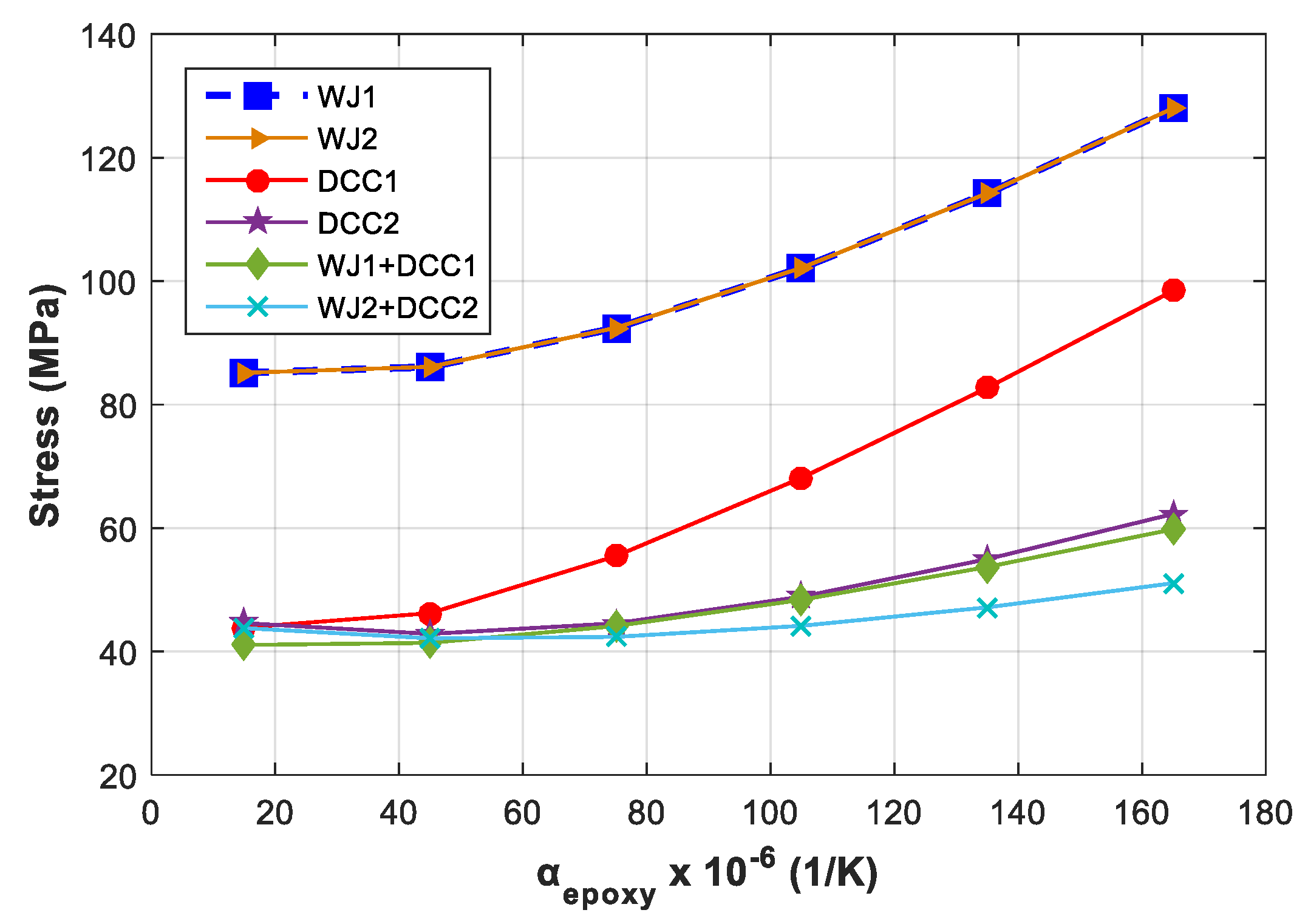
6. Effect of Different Epoxies
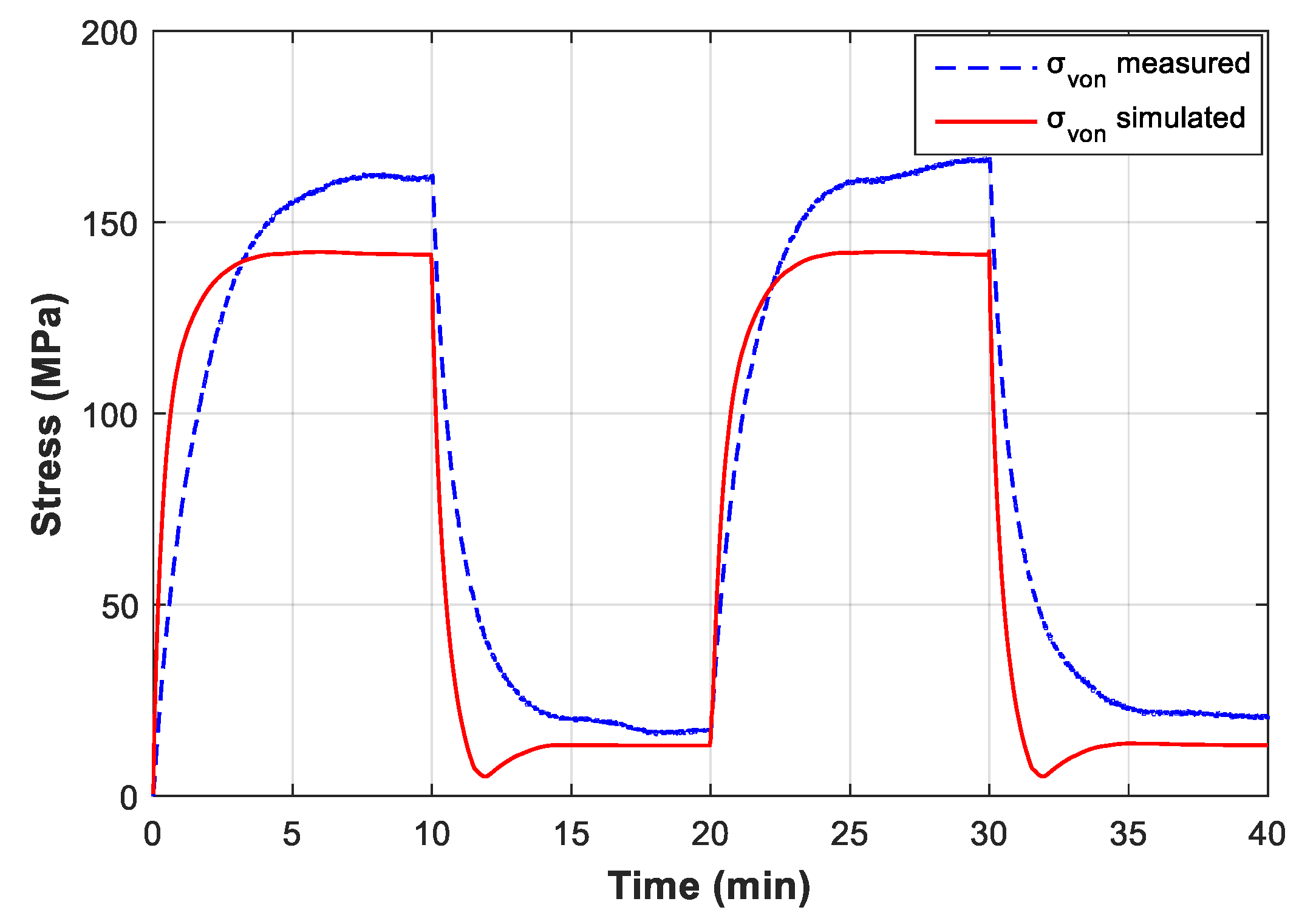
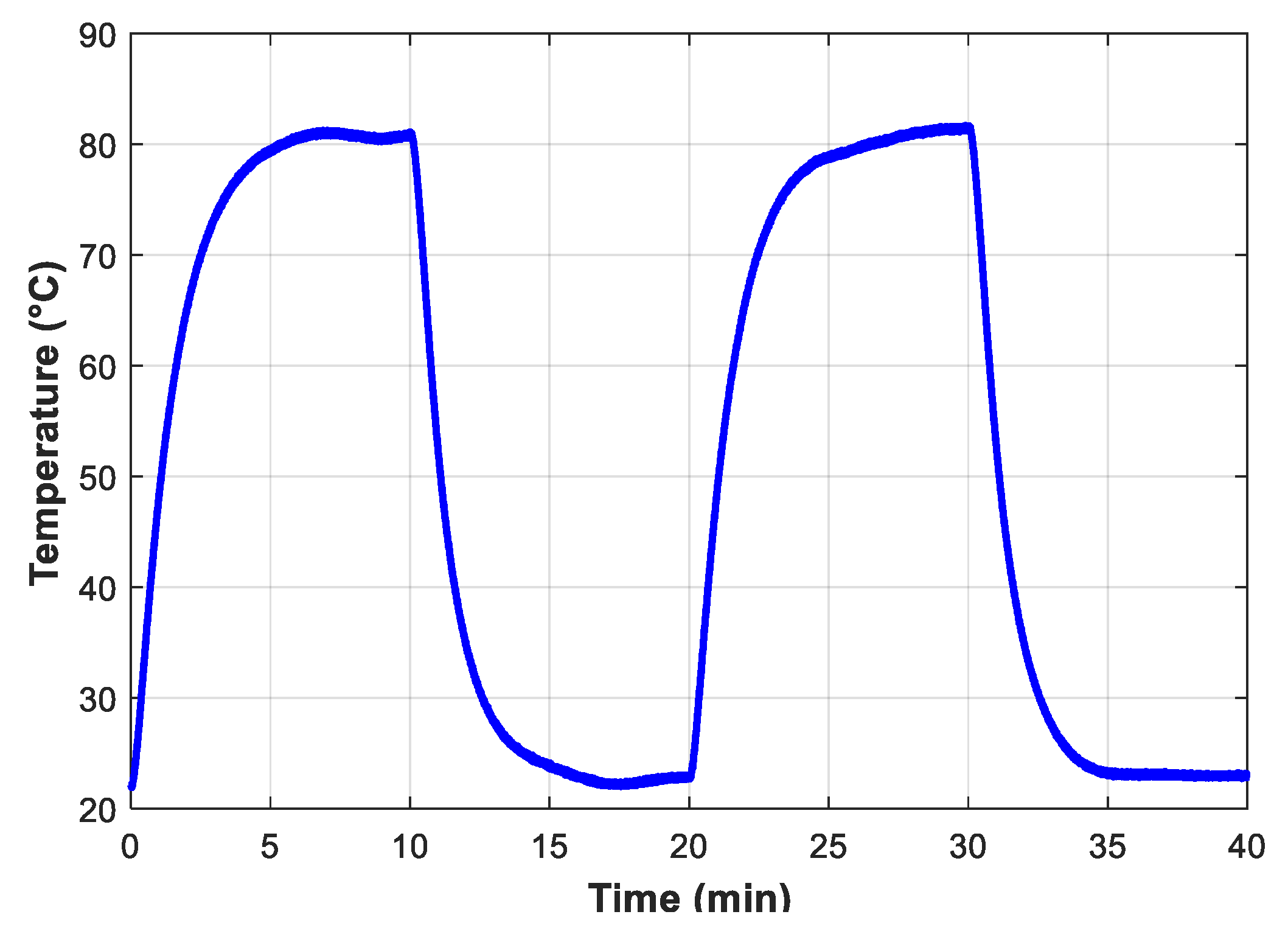
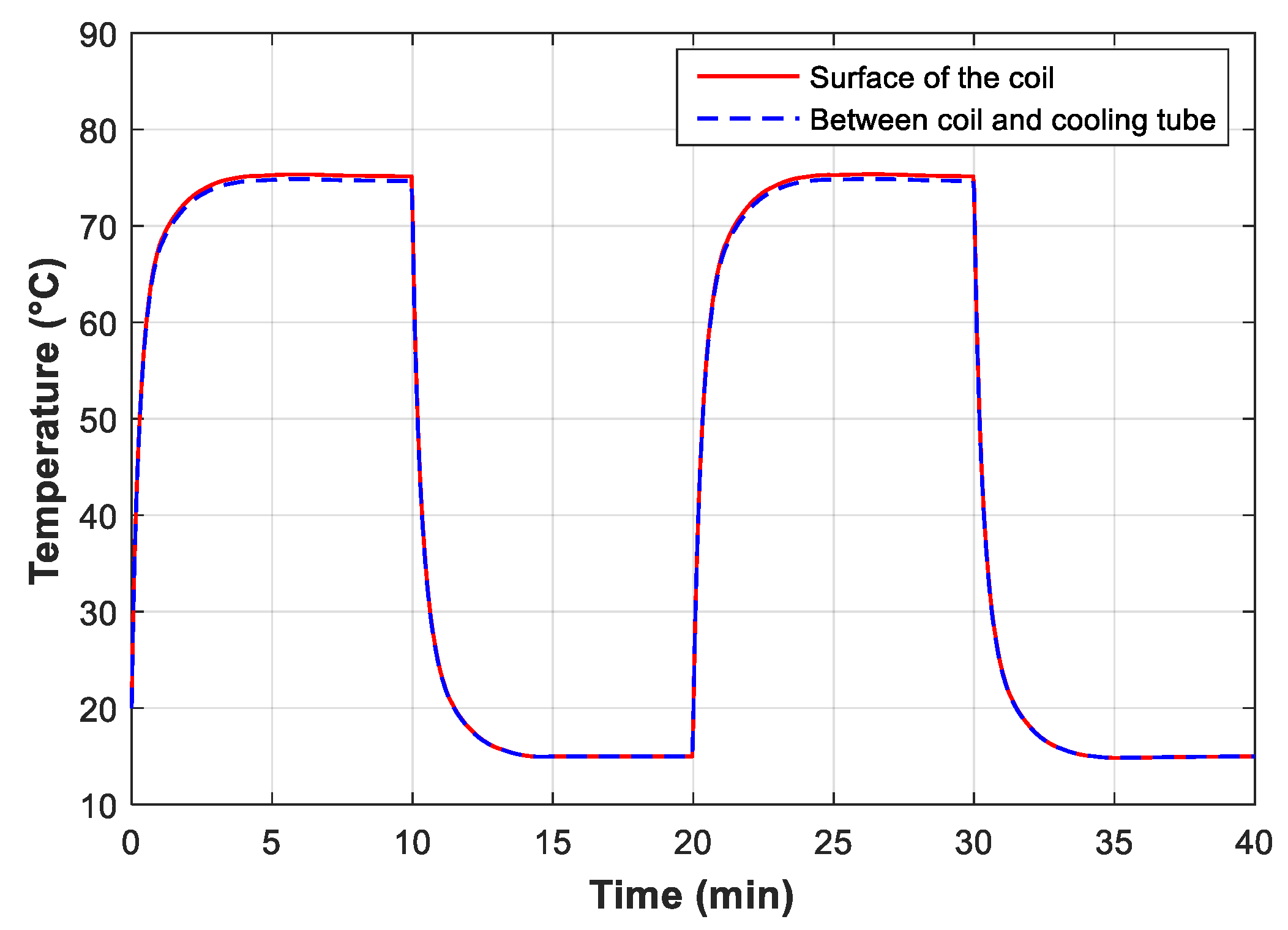
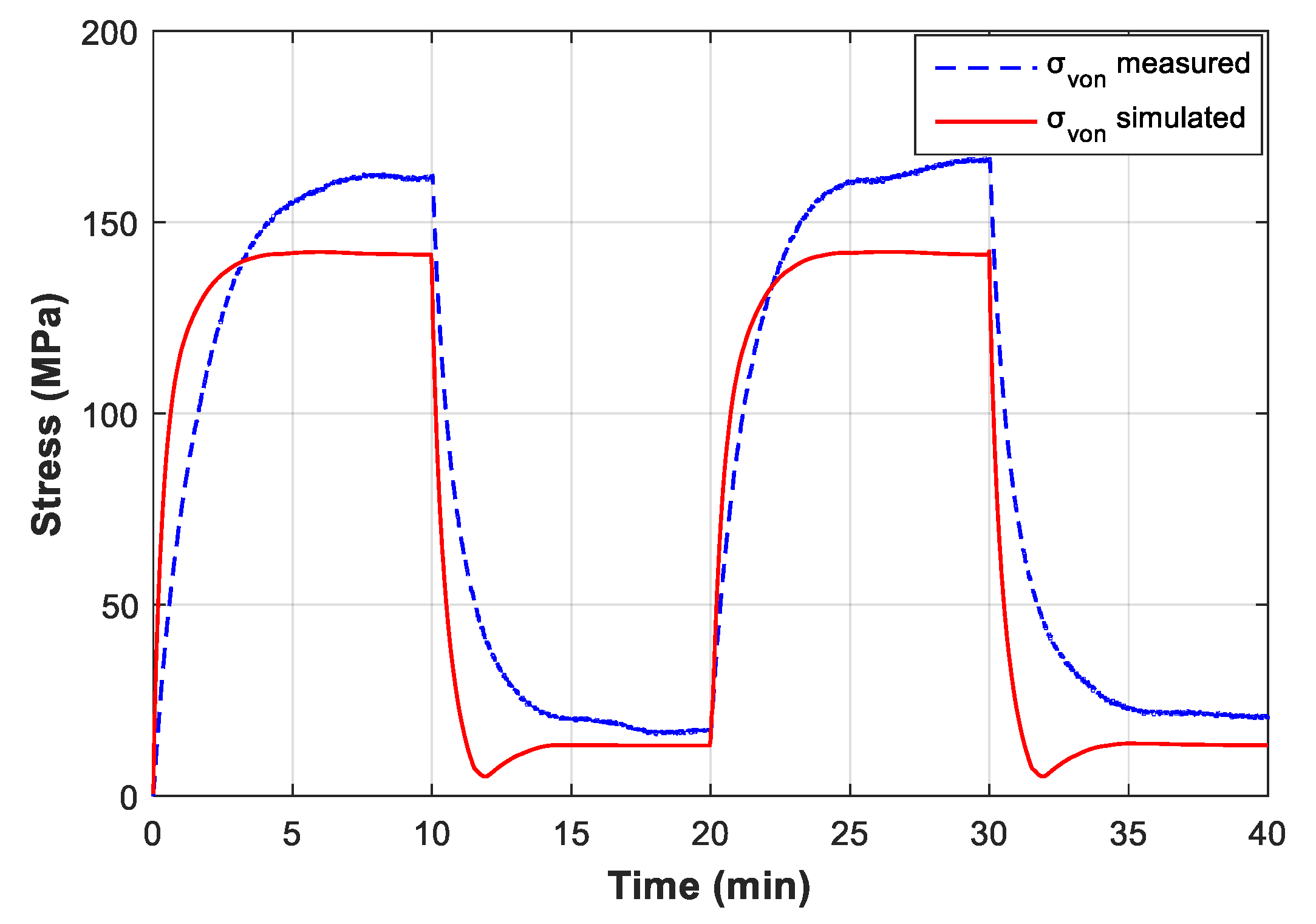
7. Validation Using Experiments
8. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bonnett, A.H.; Soukup, G.C. Cause and Analysis of Stator and Rotor Failures in Three-Phase Squirrel-Cage Induction Motors. IEEE Trans. Ind. Appl. 1992, 28, 921–937. [Google Scholar] [CrossRef]
- Zhang, Y.; McLoone, S.; Cao, W.; Qiu, F.; Gerada, C. Power Loss and Thermal Analysis of a MW High-Speed Permanent Magnet Synchronous Machine. IEEE Trans. Energy Convers. 2017, 32. [Google Scholar] [CrossRef]
- Pan, T.Y. Thermal Cycling Induced Plastic Deformation in Solder Joints—Part II: Accumulated Deformation in Through Hole Joints. IEEE Trans. Compon. HybridsManuf. Technol. 1991, 14, 824–832. [Google Scholar] [CrossRef]
- Seo, S.H.; Hwang, J.S.; Yang, J.M.; Hwang, W.J.; Song, J.Y.; Lee, W.J. Failure mechanism of copper through-silicon vias under biased thermal stress. Thin Solid Film 2013, 546, 14–17. [Google Scholar] [CrossRef]
- Tseng, H.K.; Wu, M.L. Electro-thermal-mechanical modeling of wire bonding failures in IGBT. In Proceedings of the 2013 8th International Microsystems, Packaging, Assembly and Circuits Technology Conference (IMPACT), Taipei, Taiwan, 22–25 October 2013; pp. 152–157. [Google Scholar] [CrossRef]
- Wood, J.W. Mechanical Stresses in Rotating Machines and Insulation Design Considerations. In Proceedings of the IEE Colloquium on Mechanical Influence on Electrical Insulation Performance, London, UK, 28 February 1995. [Google Scholar]
- Huang, Z.; Reinap, A.; Alaküla, M. Degradation and Fatigue of Epoxy Impregnated Traction Motors Due to Thermal and Thermal Induced Mechanical Stress—Part I: Thermal Mechanical Simulation of Single Wire due to Evenly Distributed Temperature. In Proceedings of the 8th IET International Conference on Power Electronics, Machines and Drives (PEMD), Glassgow, UK, 19–21 April 2016; pp. 1–5. [Google Scholar] [CrossRef]
- Huang, Z.; Reinap, A.; Alaküla, M. Degradation and Fatigue of Epoxy Impregnated Traction Motors Due to Thermal and Thermal Induced Mechanical Stress—Part II: Thermal Mechanical Simulation of Multiple Wires due to Evenly and Unevenly Distributed Temperature. In Proceedings of the 8th IET International Conference on Power Electronics, Machines and Drives (PEMD), Glassgow, UK, 19–21 April 2016; pp. 1–5. [Google Scholar] [CrossRef]
- Silwal, B.; Sergeant, P. Thermally Induced Mechanical Stress in the Stator Windings of Electrical Machines. Energies 2018, 11, 2113. [Google Scholar] [CrossRef]
- Nonneman, J.; Clarie, N.; Schlimpert, S.; Sergeant, P.; De Paepe, M. Advanced Lumped Parameter Model for Switched Reluctance Motors With High Performance Cooling. In Proceedings of the 16th International Heat Transfer Conference, Beijing, Chinga, 10–15 August 2018; pp. 1–9. [Google Scholar]
- Lindh, P.; Lindh, T.; Heikkinen, J.; Kurvinen, E.; De Legarra, M.S.; Maiza, M.M.I. Indirect water cooling system improvements for vehicle motor applications. In Proceedings of the 9th International Conference on Compatibility and Power Electronics, Costa da Caparica, Portugal, 24–26 June 2015; pp. 276–280. [Google Scholar] [CrossRef]
- Zhang, B.; Qu, R.; Fan, X.; Wang, J. Thermal and mechanical optimization of water jacket of permanent magnet synchronous machines for EV application. In Proceedings of the IEEE International Electric Machines and Drives Conference (IEMDC 2015), Coeur d’Alene, ID, USA, 10–13 May 2015; pp. 1329–1335. [Google Scholar] [CrossRef]
- Yang, Y.; Bilgin, B.; Kasprzak, M.; Nalakath, S.; Sadek, H.; Preindl, M.; Cotton, J.; Schofield, N.; Emadi, A. Thermal management of electric machines. IET Electr. Syst. Transp. 2017, 7, 104–116. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.; Winter, T.; Schier, M. Comparison of Thermal Performance Between Direct CoilCcooling and Water Jacket Cooling for Electric Traction Motor based on Lumped Parameter Thermal Network and Experimentation. In Proceedings of the EVS28 International Electric Vechicle Symposium and Exhibition, Goyang, Korea, 3–6 May 2015; pp. 1–8. [Google Scholar]
- Tighe, C.; Gerada, C.; Pickering, S. Assessment of cooling methods for increased power density in electrical machines. In Proceedings of the 22nd International Conference on Electrical Machines ICEM, Lausanne, Switzerland, 4–7 September 2016; pp. 2626–2632. [Google Scholar] [CrossRef]
- Reinap, A.; Márquez-Fernández, F.J.; Andersson, R.; Hogmark, C.; Alakula, M.; Göransson, A. Heat transfer analysis of a traction machine with directly cooled laminated windings. In Proceedings of the 2014 4th International Electric Drives Production Conference EDPC, Nuremburg, Germany, 30 September–1 October 2014. [Google Scholar] [CrossRef]
- Micallef, C.; Pickering, S.J.; Simmons, K.A.; Bradley, K.J. Improved cooling in the end region of a strip-wound totally enclosed fan-cooled induction electric machine. IEEE Trans. Ind. Electron. 2008, 55, 3517–3524. [Google Scholar] [CrossRef]
- Micallef, C.; Pickering, S.J.; Simmons, K.A.; Bradley, K.J. An alternative cooling arrangement for the end region of a totally enclosed fan cooled (TEFC) induction motor. In Proceedings of the 4th IET Conference on Power Electronics, Machines and Drives PEMD, York, UK, 2–4 April 2008; pp. 305–309. [CrossRef]
- Popescu, M.; Staton, D.A.; Boglietti, A.; Cavagnino, A.; Hawkins, D.; Goss, J. Modern Heat Extraction Systems for Power Traction Machines—A Review. IEEE Trans. Ind. Appl. 2016, 52, 2167–2175. [Google Scholar] [CrossRef]
- Lindh, P.M.; Petrov, I.; Semken, R.S.; Niemela, M.; Pyrhonen, J.J.; Aarniovuori, L.; Vaimann, T.; Kallaste, A. Direct liquid cooling in low-power electrical machines: Proof-of-concept. IEEE Trans. Energy Convers. 2016, 31, 1257–1266. [Google Scholar] [CrossRef]
- Rhebergen, C.; Bilgin, B.; Emadi, A.; Rowan, E.; Lo, J. Enhancement of electric motor thermal management through axial cooling methods: A materials approach. In Proceedings of the IEEE Energy Conversion Congress and Exposition (ECCE), Montreal, QC, Canada, 20–24 September 2015; pp. 5682–5688. [Google Scholar] [CrossRef]
- Hewitt, G.; Barbosa, J. Heat Exchanger Design Handbook (Vol. 98); Begell House: Danbury, CT, USA, 2008. [Google Scholar]
- Shah, R.K.; Sekulic, D.P. Fundamentals of Heat Exchanger Design; Wiley & Sons: Hoboken, NJ, USA, 2003. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Number of stator poles | 6 |
| Outer diameter of stator (mm) | 120 |
| Inner diameter of stator yoke (mm) | 98 |
| Thickness of the tooth (mm) | 17.5 |
| Stack length (mm) | 80 |
| Number of turns per coil | 25 |
| Properties | Copper | Core | Epoxy | Steel Tube |
|---|---|---|---|---|
| Thermal conductivity (W/m·K) | 400 | 22.2 (radial) | 0.21 | 14 |
| 4.9 (axial) | ||||
| Density (kg/m3) | 8960 | 7650 | 1180 | 7850 |
| Heat capacity at constant pressure (J/kg·K) | 385 | 440 | 440 | 475 |
| Coefficient of thermal expansion (1/K) | 18 × 10−6 | 12 × 10−6 | 50 × 10−6 | 12 × 10−6 |
| Young’s modulus (Pa) | 1.10 × 1011 | 2 × 1011 | 3.5 × 109 | 2.05 × 1011 |
| Poisson’s ratio | 0.35 | 0.29 | 0.34 | 0.28 |
| Water Jacket | Direct Coil Cooling | |||
|---|---|---|---|---|
| Parameters | WJ1 | WJ2 | DCC1 | DCC2 |
| Channel shape (-) | circular | rectangular | triangular | triangular |
| Channel (hydraulic) diameter (mm) | 4 | 6.7 | 7.0 | 5.7 |
| Channel height (mm) | - | 5 | 12.9 | 10.3 |
| Channel width(mm) | - | 10 | 14.3 | 11.9 |
| Channel length (mm) | 80 | 212 | 80 | 80 |
| Coolant | Water | Water | ATF | Water |
| Inlet Temperature (°C) | 15 | 15 | 15 | 15 |
| Flow rate (l/min) | 5 | 5 | 5 | 5 |
| Convective heat transfer coefficient (W/m2K) | 2945 | 3390 | 897 | 9663 |
| WJ1 | WJ2 | DCC1 | DCC2 | WJ1 + DCC1 | WJ2 + DCC2 | |
|---|---|---|---|---|---|---|
| Maximum temperature (°C) | 115 | 114 | 108 | 80 | 64 | 61 |
| Maximum stress in the wires (MPa) | 144 | 143 | 93 | 87 | 68 | 70 |
| Average stress in the wires (MPa) | 87 | 86 | 47 | 43 | 42 | 42 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Silwal, B.; Mohamed, A.H.; Nonneman, J.; De Paepe, M.; Sergeant, P. Assessment of Different Cooling Techniques for Reduced Mechanical Stress in the Windings of Electrical Machines. Energies 2019, 12, 1967. https://doi.org/10.3390/en12101967
Silwal B, Mohamed AH, Nonneman J, De Paepe M, Sergeant P. Assessment of Different Cooling Techniques for Reduced Mechanical Stress in the Windings of Electrical Machines. Energies. 2019; 12(10):1967. https://doi.org/10.3390/en12101967
Chicago/Turabian StyleSilwal, Bishal, Abdalla Hussein Mohamed, Jasper Nonneman, Michel De Paepe, and Peter Sergeant. 2019. "Assessment of Different Cooling Techniques for Reduced Mechanical Stress in the Windings of Electrical Machines" Energies 12, no. 10: 1967. https://doi.org/10.3390/en12101967
APA StyleSilwal, B., Mohamed, A. H., Nonneman, J., De Paepe, M., & Sergeant, P. (2019). Assessment of Different Cooling Techniques for Reduced Mechanical Stress in the Windings of Electrical Machines. Energies, 12(10), 1967. https://doi.org/10.3390/en12101967