
Design of Computer Numerical Control System for Fiber Placement Machine Based on Siemens 840D sl


Abstract
1. Introduction
- (1)
- Developing a 10-axis synchronized CNC system to break through conventional kinematic constraints, enhancing motion control dimensions and improving complex trajectory tracking capabilities;
- (2)
- Constructing a genetic-algorithm-optimized BP neural network (GA-BP) thermal error compensation model to ensure compensation accuracy while reducing hardware dependency and simplifying system architecture.
2. Related Work
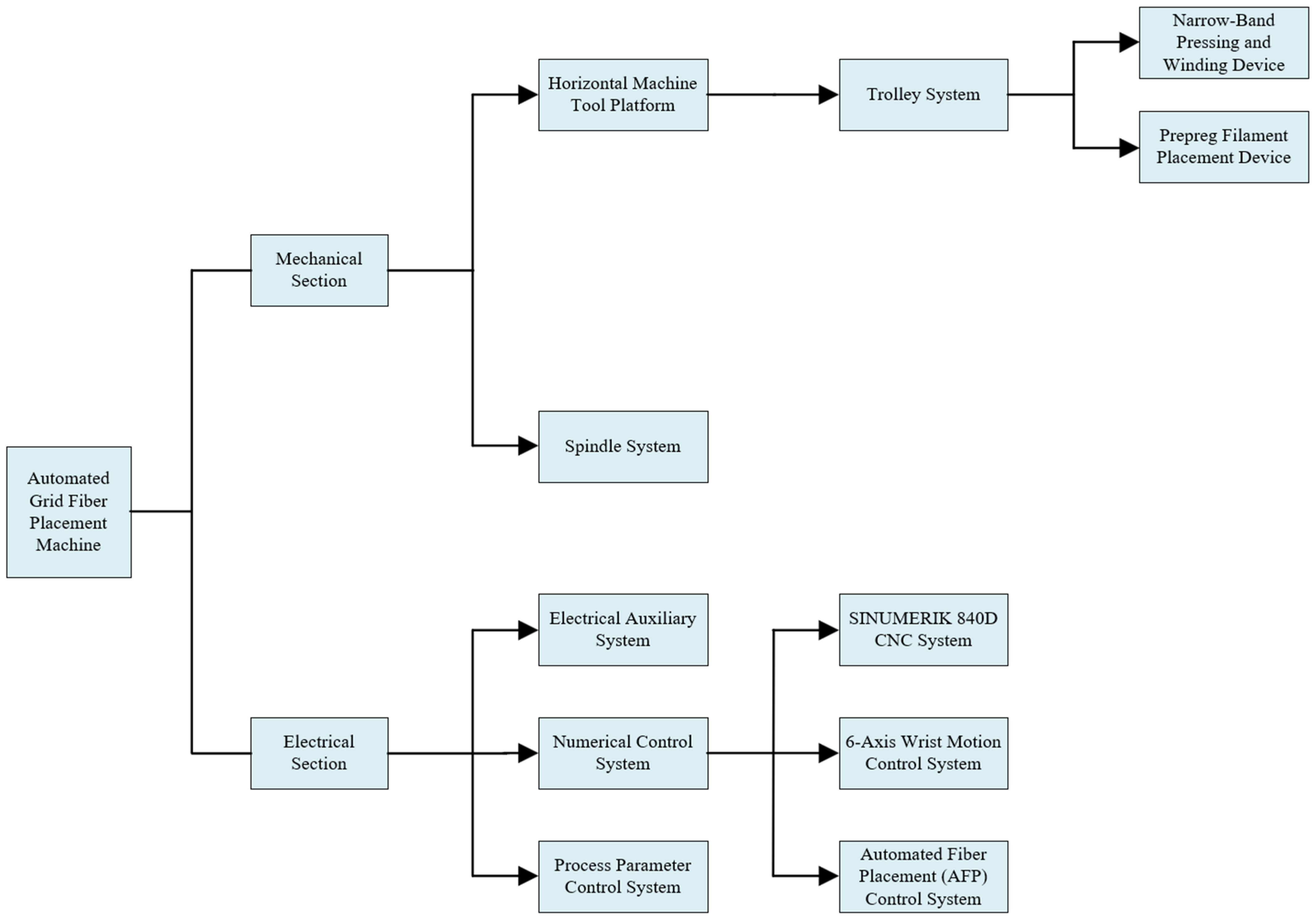
2.1. Equipment Configuration
2.1.1. Equipment Composition and Process Flow
2.1.2. Machine Tool Motion Axis Configuration
2.1.3. Composition of Industrial Control Computer for Fiber Placement Platform
2.1.4. Motor Selection and Control Strategy
2.1.5. Design of Fiber Placement System
2.1.6. System Network Design
2.2. Control System Design
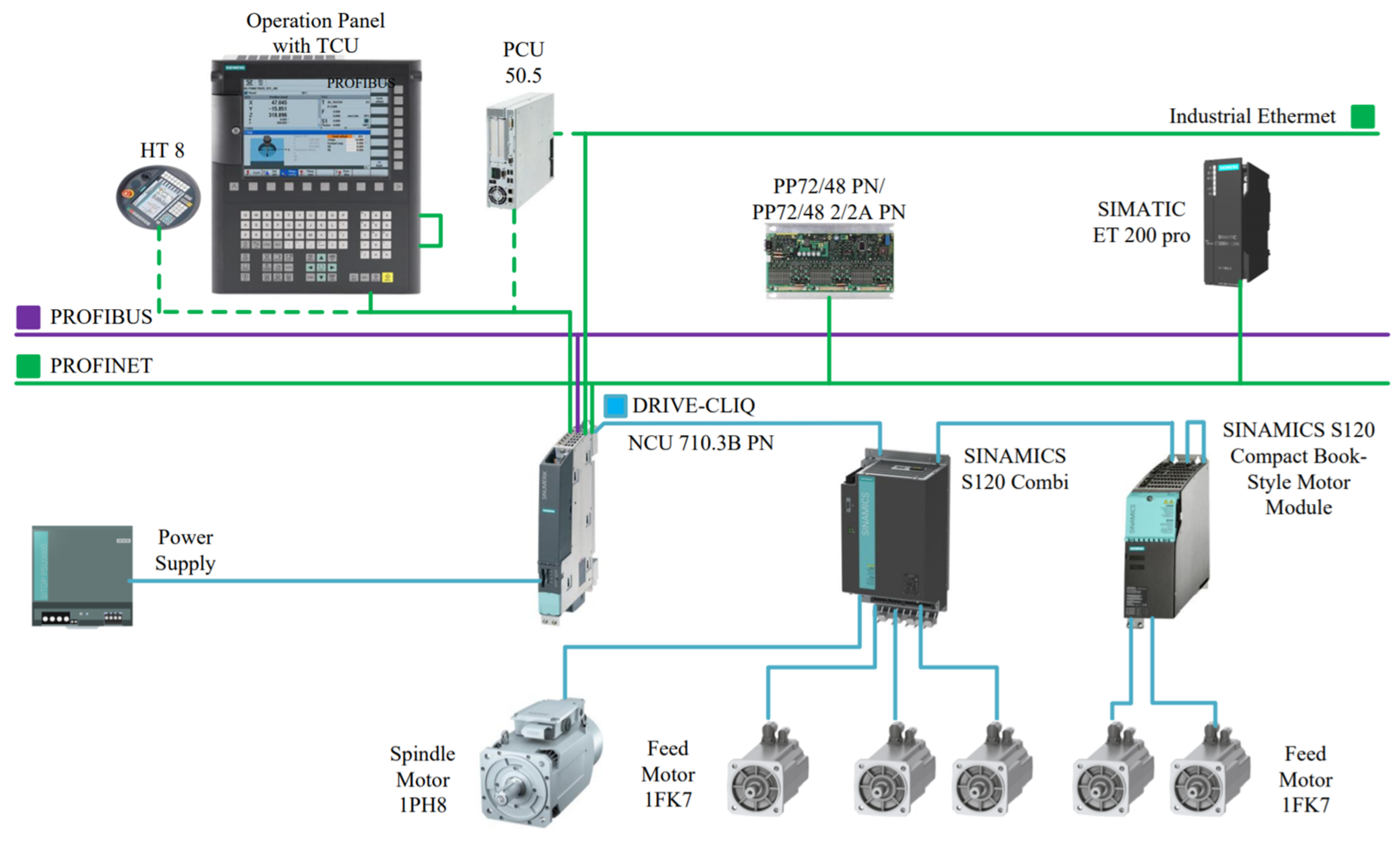
2.2.1. CNC System Selection
- Human–machine interface integrating machine control panel (MCP) and operator panel (OP) for centralized programming and system monitoring;
- Electromechanical drive system featuring an active line module (ALM) with regenerative braking technology, paired with 1PH7 asynchronous spindle motors and 1FK7 permanent magnet synchronous feed motors to achieve micron-level motion precision;
- Computational core through the NCU module, which executes real-time interpolation algorithms while managing multi-node communication via DRIVE-CLIQ interface protocols;
- Distributed I/O network utilizing PP72/48 modules (72DI/48DO) extended through PROFIBUS-DP connected ET200M remote units, providing scalable peripheral connectivity.
2.2.2. Modular Design Scheme for PLC Programming
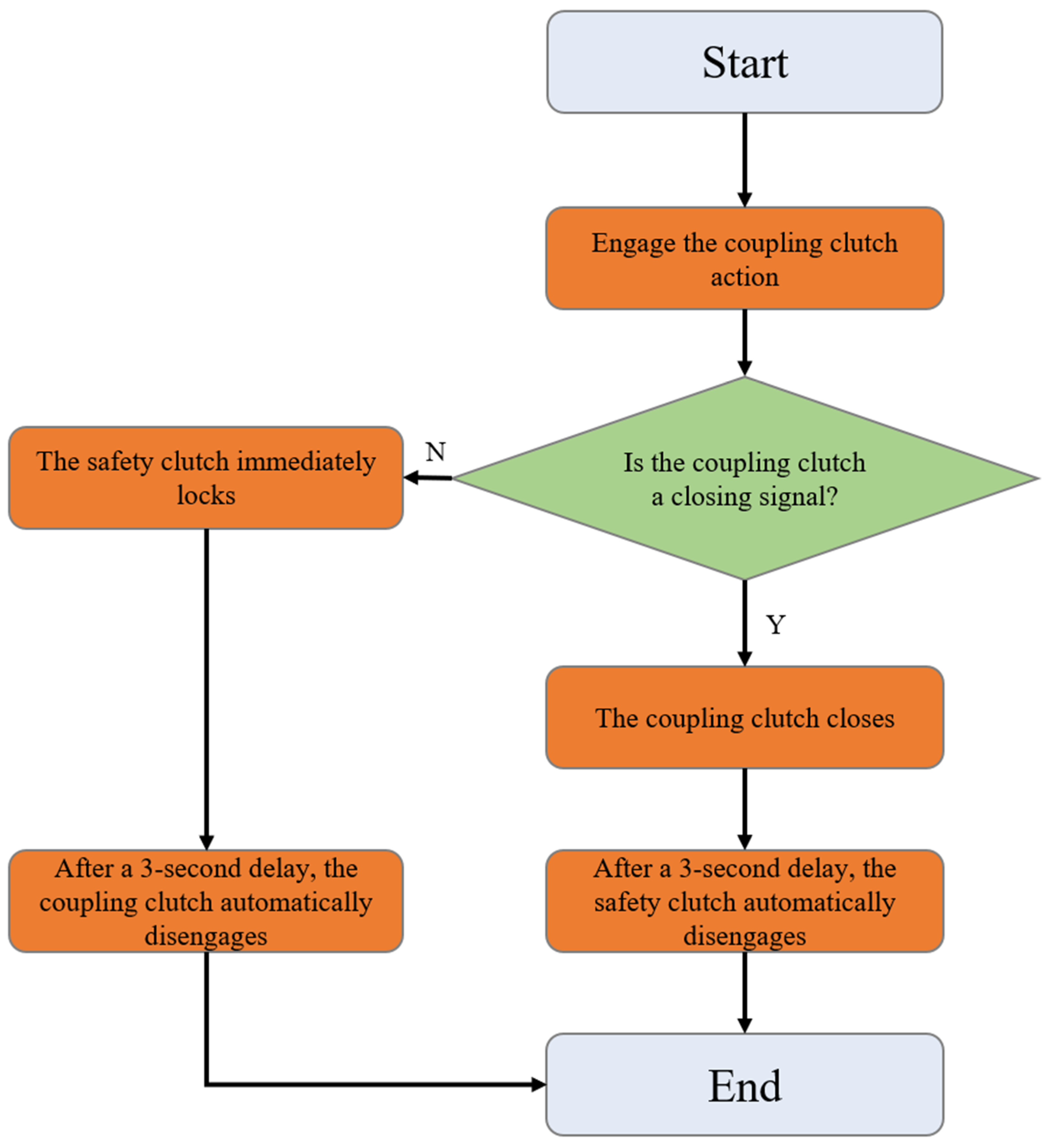
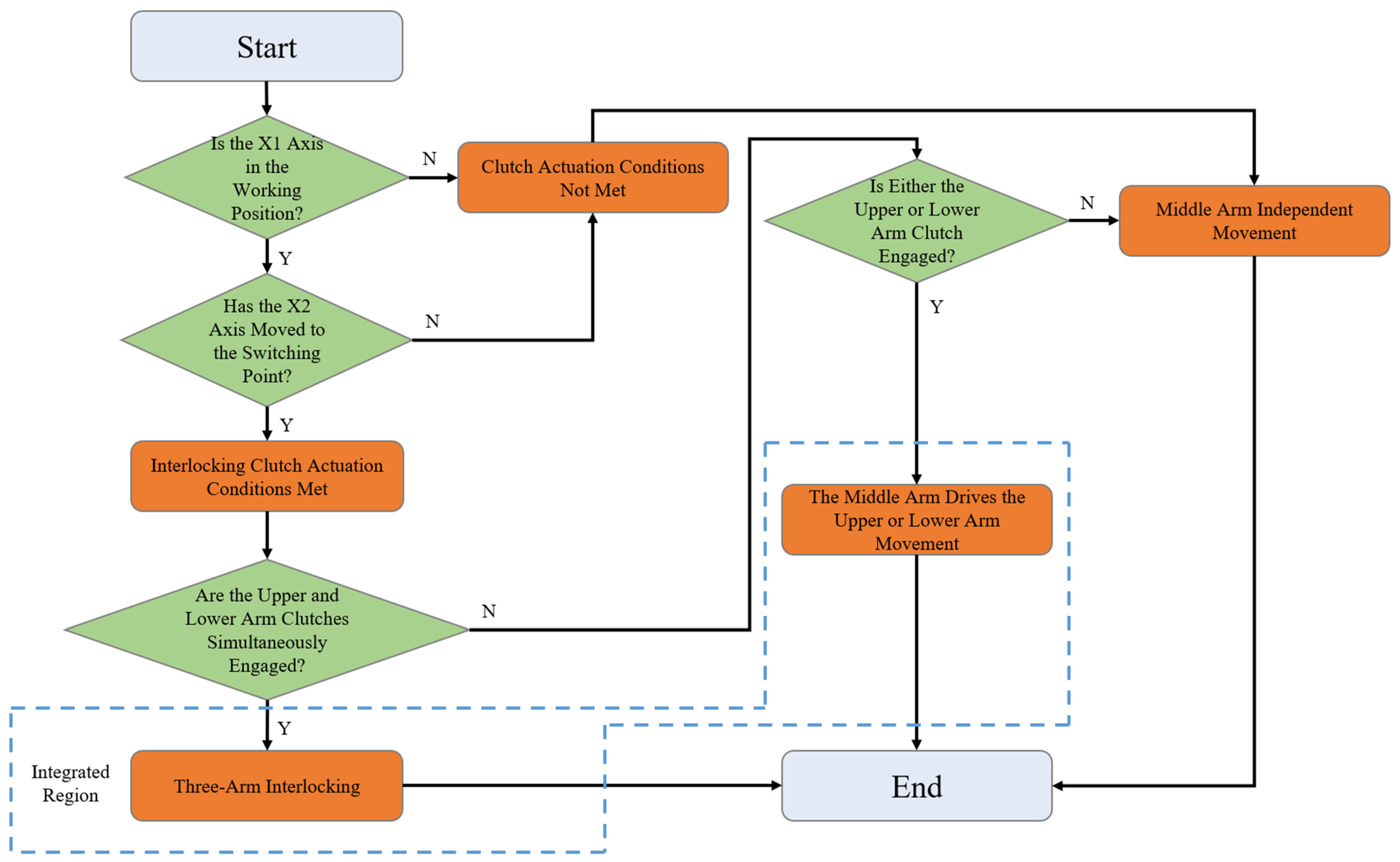
2.2.3. Design of Control Logic for Related Program Blocks
2.3. GA-BP Thermal Compensation Algorithm
- Construction of the BP network: The basic architecture of the BP neural network is established primarily based on the number of input and output parameters.
- During the optimization process of the weights and thresholds of the BP neural network, a fitness function, as shown in Equation (1), is employed to evaluate the fitness level of an individual. Let W denote the fitness value of an individual; for the i-th output node in the network, its expected output value and predicted output value are represented as Mi and Ni, respectively; k represents the total number of output nodes; and f is a proportionality coefficient.In genetic algorithms, genetic operations such as selection, crossover, and mutation are executed with the aim of screening out individuals with the highest fitness values. Specifically, the selection operation employs a fitness-proportionate selection strategy, which ensures that the probability of each individual being selected is proportional to its fitness value. More precisely, the selection probability of an individual is calculated according to Equation (2).In this formula, N represents the total number of individuals in the population, and Wi denotes the fitness value of the i-th individual.In the crossover operation, a real-valued crossover method is employed. Specifically, this is achieved by crossing the v-th chromosome av with the t-th chromosome at at at the u-th gene locus. The crossover process is carried out according to Equation (3), where z is a random number uniformly distributed in the interval [0, 1].Let aij represent the j-th gene of the i-th individual undergoing mutation. The mutation operation is formulated as shown in Equation (4).In this formula, g represents the current iteration number; amax and amin denote the upper and lower bounds of the gene aij, respectively; and gmax represents the maximum number of evolutions.
- The optimal individual obtained through genetic algorithm optimization is used to set the initial weights and thresholds of the BP neural network, which is then trained to predict the output. The flowchart of the thermal error compensation algorithm for CNC machines based on optimizing the BP neural network with a genetic algorithm is shown in Figure 8.
3. Experiments and Results
3.1. Thermal Error Compensation Experiment
3.2. Fiber Placement Experiment
4. Discussion and Significance of the Proposed Work
4.1. Technical Advancements
- Multi-Axis Synchronization Precision:
- Adaptive Thermal Compensation:
4.2. Industrial Significance
- Precision enhancement: implementation of real-time thermal error compensation achieves a 15–20% reduction in scrap rates for CFRP components during production.
- Process optimization: core mold placement time is reduced to 61% of industry benchmarks, accompanied by a direct energy consumption decrease of 38%.
- System integration: a modular PLC programming framework enables AFP functionality integration into legacy CNC systems without requiring hardware replacement, significantly extending equipment lifecycle value.
4.3. Theoretical Contributions
- Control architecture: a novel 10-axis synchronization scheme for grid-based fiber placement machines was proposed, resolving the “axis coupling” challenge in multi-head operations.
- The fitness function based on absolute error and the iterative adaptive mutation operator in the GA-BP model were enhanced.
- Measurement methodology: a standardized thermal error quantification approach using ISO 230-2 [24]-compliant XL-80 laser interferometer was proposed, enabling cross-study comparisons.
4.4. Limitations and Future Directions
- Environmental robustness: Current validation was limited to 20–25 °C. Performance under extreme temperatures (e.g., <0 °C in hangars) needs testing.
- Material generalization: Experiments used T300 carbon fiber. Validation with high-modulus fibers (e.g., T1100) is essential.
- Edge computing deployment: implementing GA-BP on embedded FPGAs to achieve sub-millisecond latency.
- Digital twin integration: coupling real-time thermal compensation with virtual process simulation.
- Extreme condition testing: aerospace applications frequently involve extreme temperatures (<0 °C or >40 °C), which may induce nonlinear variations in material thermal expansion coefficients and elevated sensor noise. Subsequent research will design specialized experiments under such extreme thermal conditions to specifically analyze the adaptability of the GA-BP algorithm when temperature gradients increase, as well as the demagnetization risks of servo motors caused by insufficient heat dissipation at high temperatures.
- High-modulus fiber placement verification: future studies will utilize T1100-grade high-modulus carbon fibers for validation. Compared to the T800 fibers used in the current experiments, T1100 fibers exhibit higher rigidity and lower thermal expansion coefficients, imposing stricter requirements on the dynamic response speed of the motion control system and the precision of thermal error compensation during placement. By comparing experimental data from both fiber types, we aim to quantitatively analyze the performance boundaries of the GA-BP method across different material systems, providing a more universally applicable technical solution for aerospace composite manufacturing.
5. Conclusions
- (1)
- System design: By optimizing the control architecture and implementing modular PLC programming, the scheme achieves 10-axis coordinated control while integrating both AFP and ATL functionalities. The system demonstrates a trajectory repeatability of ±1.5 µm, fulfilling the high-precision requirements of aerospace composite manufacturing.
- (2)
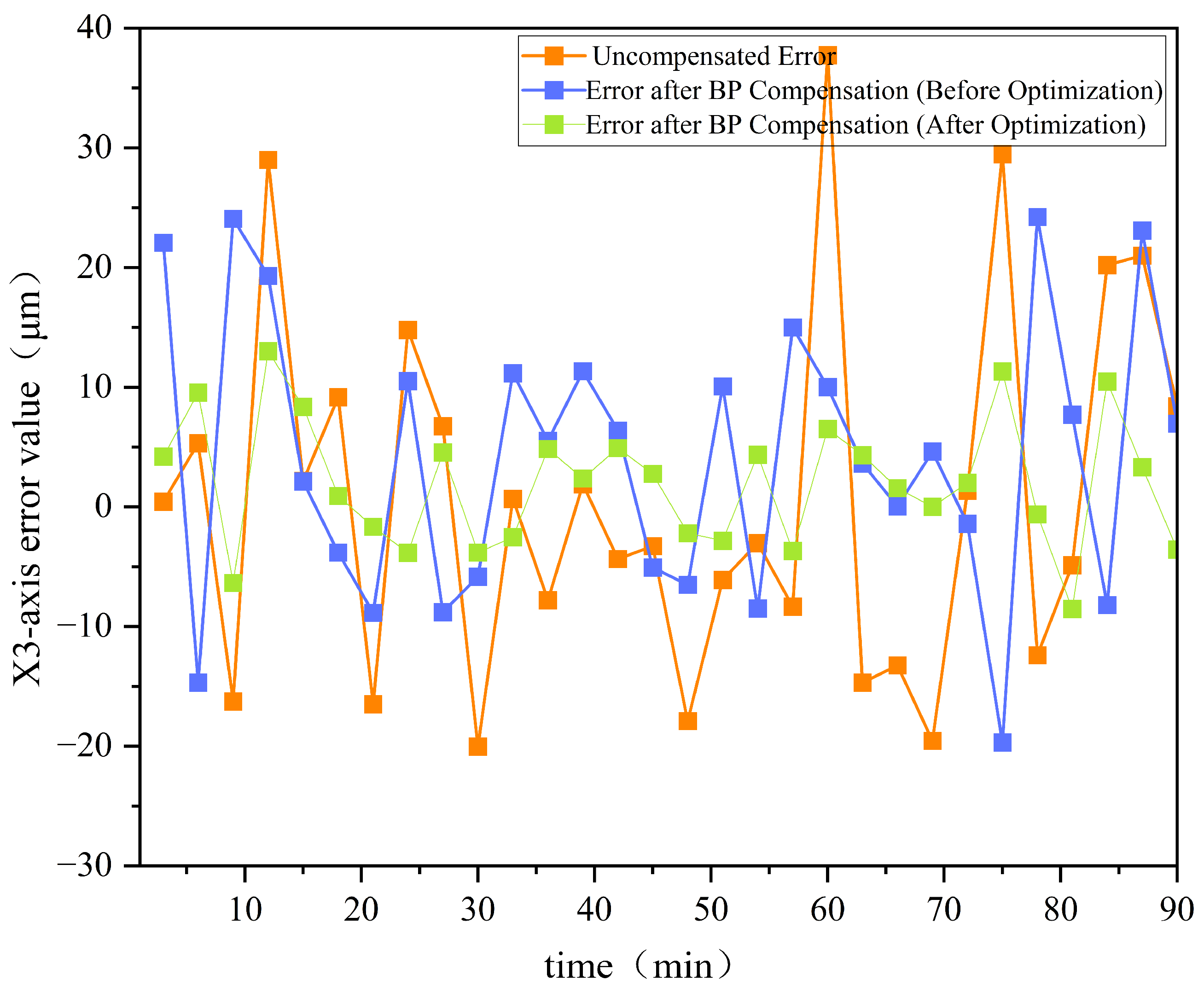
- Thermal error compensation: The proposed improved GA-BP algorithm effectively optimizes neural network parameters through global search capabilities. Experimental results revealed maximum thermal error reductions of 36.7% and 53.3% for the Z-axis and X3-axis, respectively. This sensor-free compensation approach significantly reduces hardware complexity while maintaining implementation efficiency.
- (3)
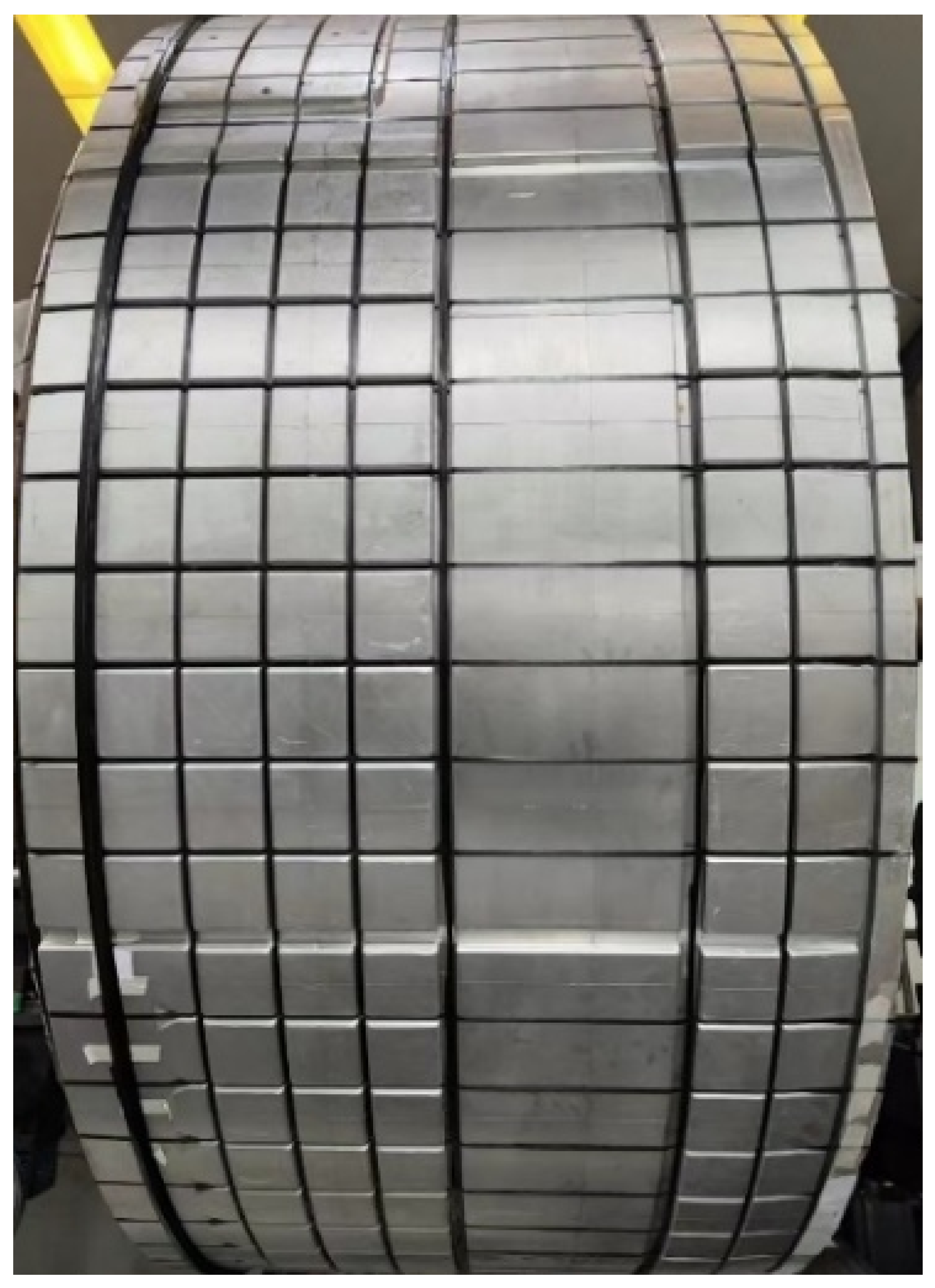
- Core mold layup tests demonstrated operational improvements, with longitudinal and transverse placement durations reduced by 7.5 min and 12 min, respectively, compared to baseline requirements. The system exhibited stable performance under continuous operation, confirming the practical reliability of the proposed control framework.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rajak, D.K.; Pagar, D.D.; Kumar, R.; Pruncu, C.I. Recent progress of reinforcement materials: A comprehensive overview of composite materials. J. Mater. Res. Technol. 2019, 8, 6354–6374. [Google Scholar] [CrossRef]
- Wanigasekara, C.; Oromiehie, E.; Swain, A.; Prusty, B.G.; Nguang, S.K. Machine Learning Based Predictive Model for AFP-Based Unidirectional Composite Laminates. IEEE Trans. Ind. Inform. 2020, 16, 2315–2324. [Google Scholar] [CrossRef]
- Trzepieciński, T.; Najm, S.M.; Sbayti, M.; Belhadjsalah, H.; Szpunar, M.; Lemu, H.G. New advances and future possibilities in forming technology of hybrid metal–polymer composites used in aerospace applications. J. Compos. Sci. 2021, 5, 217. [Google Scholar] [CrossRef]
- Martín, I.; Fernández, K.; Cuenca, J.; Sánchez, C.; Anaya, S.; Élices, R. Design and manufacture of a reinforced fuselage structure through automatic laying-up and in-situ consolidation with co-consolidation of skin and stringers using thermoplastic composite materials. Heliyon 2023, 9, e12745. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Q.; Jiang, W.; Yan, J.; Bai, J.; Fan, H.; Wang, B. Influence of composite material laying parameters on the load-carrying capacity of type IV hydrogen storage vessel. Sci. Eng. Compos. Mater. 2024, 31, 20240046. [Google Scholar] [CrossRef]
- Zhou, J.; Li, Y.; Zhang, M.; Xu, E.; Yang, T. Effect of lay-up configuration on the microwave absorption properties of carbon fiber reinforced polymer composite materials. Mater. Today Commun. 2021, 26, 101960. [Google Scholar] [CrossRef]
- Li, S.; Chen, Y.; Chen, X.; Li, Z.; Fang, D.; Liu, K.; Lv, S.; Sun, L. PowerGuard: Using Power Side-Channel Signals to Secure Motion Controllers in ICS. IEEE Trans. Inf. Forensics Secur. 2024, 19, 8275–8290. [Google Scholar] [CrossRef]
- Hanifzadegan, M.; Nagamune, R. Contouring Control of CNC Machine Tools Based on Linear Parameter-Varying Controllers. IEEE/ASME Trans. Mechatron. 2016, 21, 2522–2530. [Google Scholar] [CrossRef]
- Liu, K.; Song, L.; Han, W.; Cui, Y.; Wang, Y. Time-Varying Error Prediction and Compensation for Movement Axis of CNC Machine Tool Based on Digital Twin. IEEE Trans. Ind. Inform. 2022, 18, 109–118. [Google Scholar] [CrossRef]
- Li, J.; You, Z.; Li, Y.; Miao, E.; Yue, R. Five-Axis Contour Error Control Based on Spatial Iterative Learning. IEEE Trans. Autom. Sci. Eng. 2023, 20, 112–123. [Google Scholar] [CrossRef]
- Li, D.; Zhai, Z. A Multi-Dimensional Integrated Design Framework for CNC System. In Proceedings of the 2016 7th IEEE International Conference on Software Engineering and Service Science (ICSESS), Beijing, China, 26–28 August 2016; pp. 996–1001. [Google Scholar]
- Lian, W.; Zhang, L.; Wang, K.-C.; Chen, H.-Y.; Yang, C.-H. A Novel Two-Mode Integral Approach for Thermal Error Modeling in CNC Milling-Turning Machining Center. IEEE Access. 2022, 10, 85483–85492. [Google Scholar] [CrossRef]
- Liu, K.; Song, L.; Liu, H.; Xing, J.; Zhang, S.; Fang, G.; Wang, Y. Online Evolutionary Method for Mechanism-Driven Time-Varying Thermal Error Model of Machine Tools. IEEE Trans. Ind. Inform. 2024, 20, 13656–13664. [Google Scholar] [CrossRef]
- Yau, H.-T.; Kuo, P.-H.; Chen, S.-C.; Lai, P.-Y. Transfer-Learning-Based Long Short-Term Memory Model for Machine Tool Spindle Thermal Displacement Compensation. IEEE Sens. J. 2024, 24, 132–143. [Google Scholar] [CrossRef]
- Han, Y.; Wenyu, W.; Bin, S. Design of Electric Vehicle Charging Station Based on PROFINET Bus Technology Considering Safety Issues. In Proceedings of the 2021 International Conference on Power System Technology (POWERCON), Haikou, China, 8–10 November 2021; pp. 814–819. [Google Scholar]
- Smith, J.; Müller, A.; Zhang, L. Advanced CNC Systems for Composite Material Manufacturing. Int. J. Adv. Manuf. Technol. 2020, 107, 1455–1468. [Google Scholar]
- Martínez-Ruedas, C.; Adame-Rodríguez, F.J.; Díaz-Cabrera, J.M. Integrating and interconnecting of older SINUMERIK CNC machines with industry 4.0 using a plug-and-play system. J. Ind. Inf. Integr. 2024, 38, 100583. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, Q.; Tan, L.; Xu, G. Running state detection and performance evaluation method for feed mechanism of numerical control machine. In Proceedings of the 2017 IEEE International Conference on Prognostics and Health Management (ICPHM), Dallas, TX, USA, 19–21 June 2017; pp. 222–226. [Google Scholar]
- Obermeier, M.; Braun, S.; Vogel-Heuser, B. A Model-Driven Approach on Object-Oriented PLC Programming for Manufacturing Systems with Regard to Usability. IEEE Trans. Ind. Inform. 2015, 11, 790–800. [Google Scholar] [CrossRef]
- Miao, E.M.; Gong, Y.Y.; Niu, P.C.; Ji, C.Z.; Chen, H.D. Robustness of thermal error compensation modeling models of CNC machine tools. Int. J. Adv. Manuf. Technol. 2013, 69, 2593–2603. [Google Scholar] [CrossRef]
- Raj, B.; Ahmedy, I.; Idris, M.Y.I.; Noor, R.M. A Hybrid Sperm Swarm Optimization and Genetic Algorithm for Unimodal and Multimodal Optimization Problems. IEEE Access. 2022, 10, 109580–109596. [Google Scholar] [CrossRef]
- Liu, W.; Yuan, X.; Hu, Y.; Wickert, J.; Jiang, Z. Multifeature GNSS-R Snow Depth Retrieval Using GA-BP Neural Network. IEEE Geosci. Remote Sens. Lett. 2023, 20, 2000500. [Google Scholar] [CrossRef]
- GB/T 39123-2020; General Technical Requirements for Automated Fiber Placement Equipment of Aerospace Composite Materials. Standardization Administration of China: Beijing, China, 2020.
- ISO 230-2; Test Code for Machine Tools—Part 2: Determination of Accuracy and Repeatability of Positioning Numerically Controlled Axes. International Organization for Standardization: Geneva, Switzerland, 2006.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Core Mold Layup Direction | Layup Duration (Minutes) | Specified Maximum Layup Duration (Minutes) | Time Saved (Minutes) |
|---|---|---|---|
| Longitudinal Layup | 12.5 | 20 | 7.5 |
| Transverse Layup | 18 | 30 | 12 |
| Metrics | GA-BP | LSTM | Comparative Advantages |
|---|---|---|---|
| Single Prediction Latency | 1.8 ms | 5.1 ms | 64.7% reduction in computational delay |
| Memory Consumption | 78 KB | 210 KB | Suitable for embedded deployment |
| Parameter Update Frequency | 10 Hz | 2 Hz | 80% reduction in hardware resource utilization |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xia, K.; Zhao, D.; Yuan, Q.; Wang, J.; Shen, A. Design of Computer Numerical Control System for Fiber Placement Machine Based on Siemens 840D sl. Sensors 2025, 25, 2799. https://doi.org/10.3390/s25092799
Xia K, Zhao D, Yuan Q, Wang J, Shen A. Design of Computer Numerical Control System for Fiber Placement Machine Based on Siemens 840D sl. Sensors. 2025; 25(9):2799. https://doi.org/10.3390/s25092799
Chicago/Turabian StyleXia, Kun, Di Zhao, Qingqing Yuan, Jingxia Wang, and Aodong Shen. 2025. "Design of Computer Numerical Control System for Fiber Placement Machine Based on Siemens 840D sl" Sensors 25, no. 9: 2799. https://doi.org/10.3390/s25092799
APA StyleXia, K., Zhao, D., Yuan, Q., Wang, J., & Shen, A. (2025). Design of Computer Numerical Control System for Fiber Placement Machine Based on Siemens 840D sl. Sensors, 25(9), 2799. https://doi.org/10.3390/s25092799