
Fast Terahertz Reflection Imaging for In-Line Detection of Delaminations in Glass Fiber-Reinforced Polymers

 , , , and
, , , and {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
2.1. Manufacturing of GFRP Samples
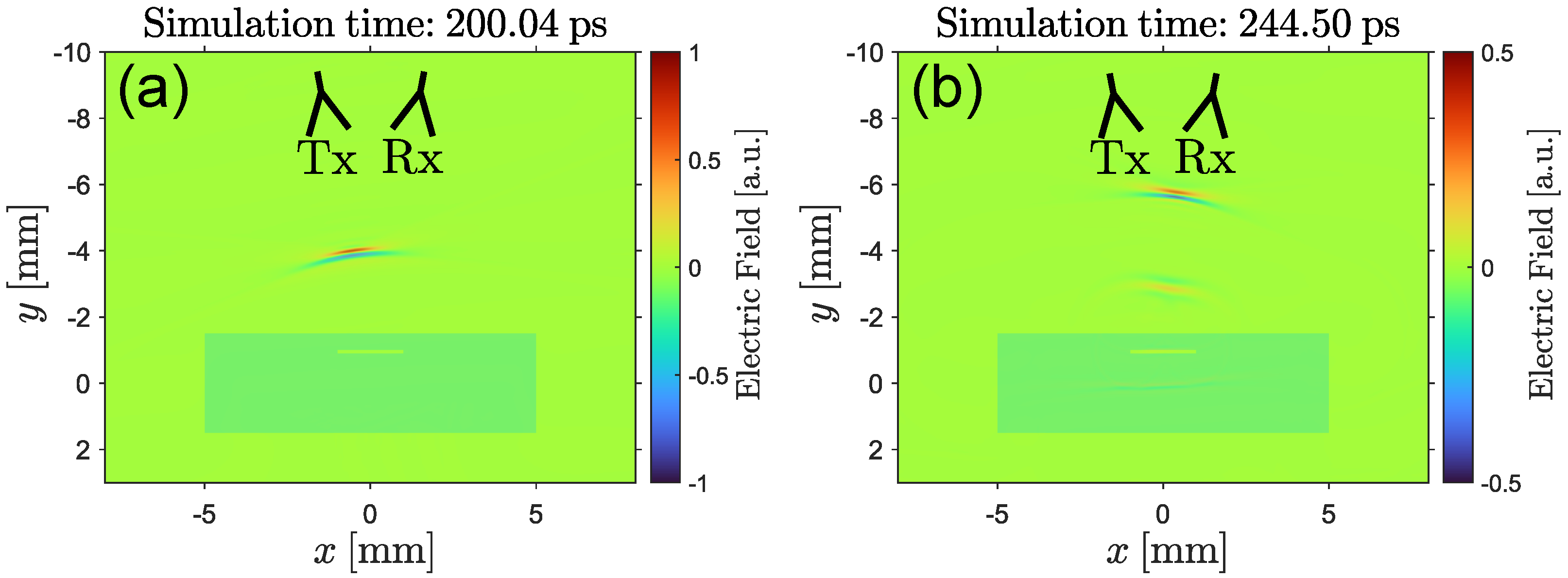
2.2. Principles of THz Reflection Imaging
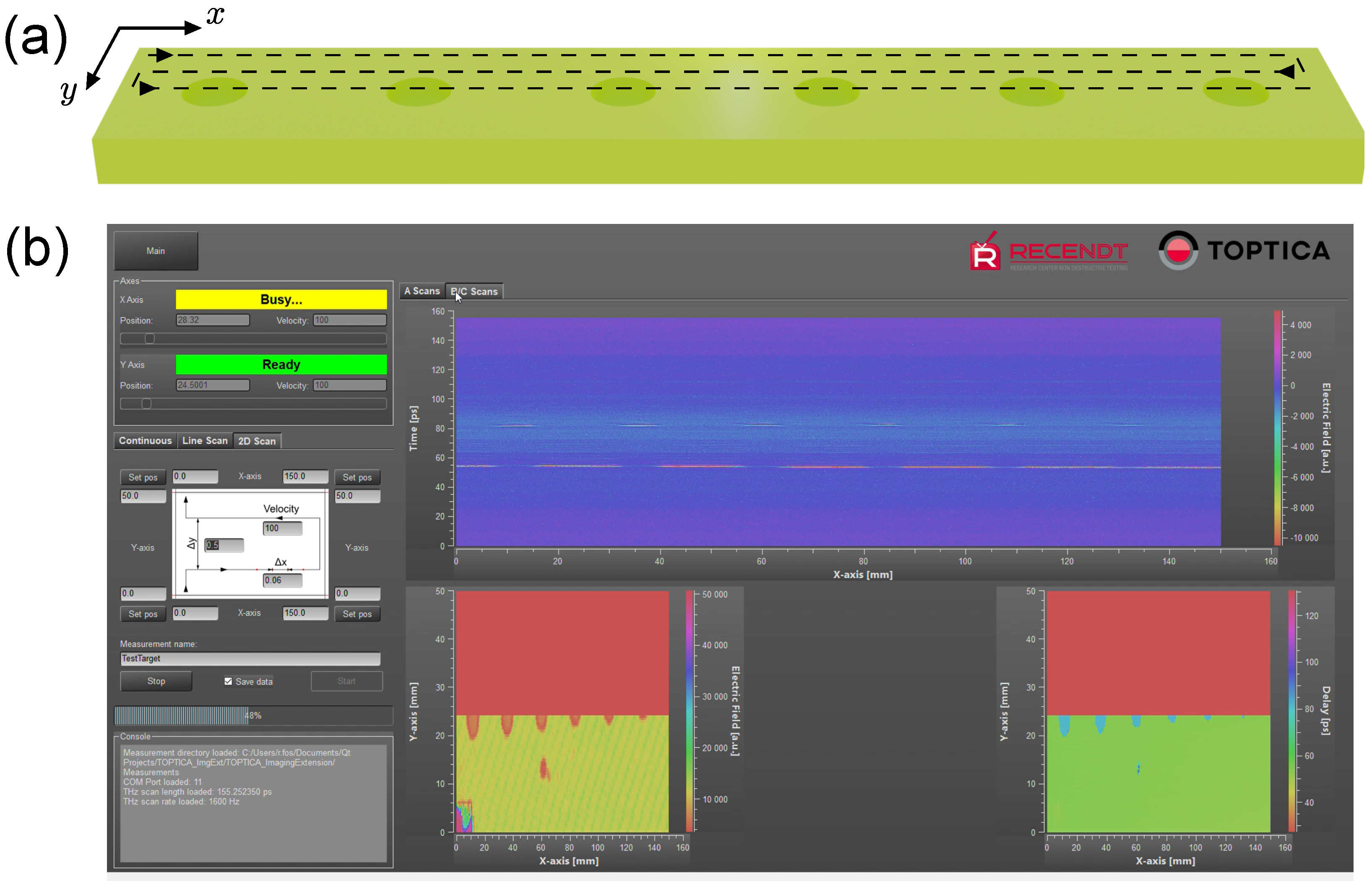
2.3. Fast THz Imaging Setup
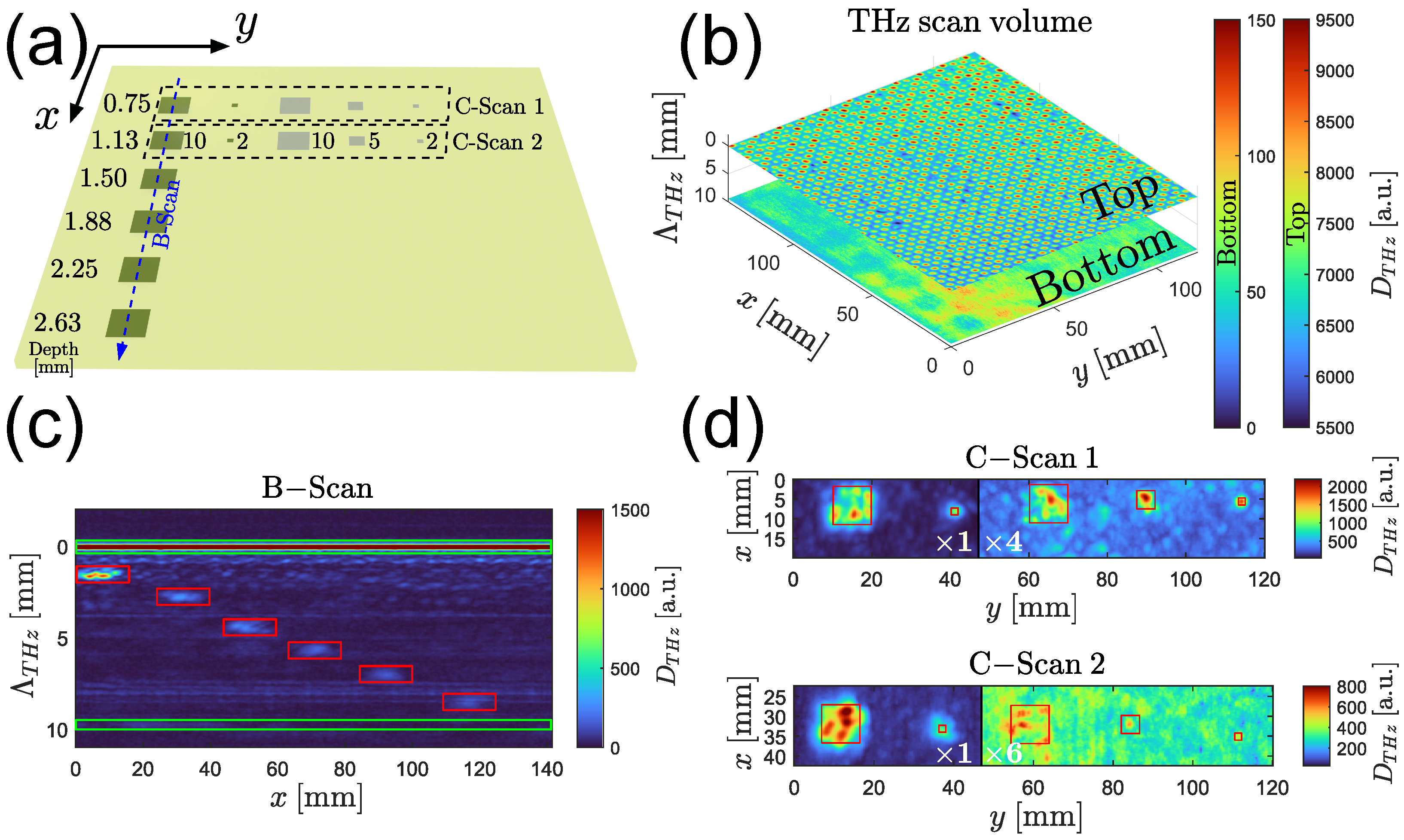
2.4. The 3D Image Reconstruction Principle
2.5. X-Ray Computed Tomography Setup
3. Results
3.1. Imaging of Artificial Defects in GFRP
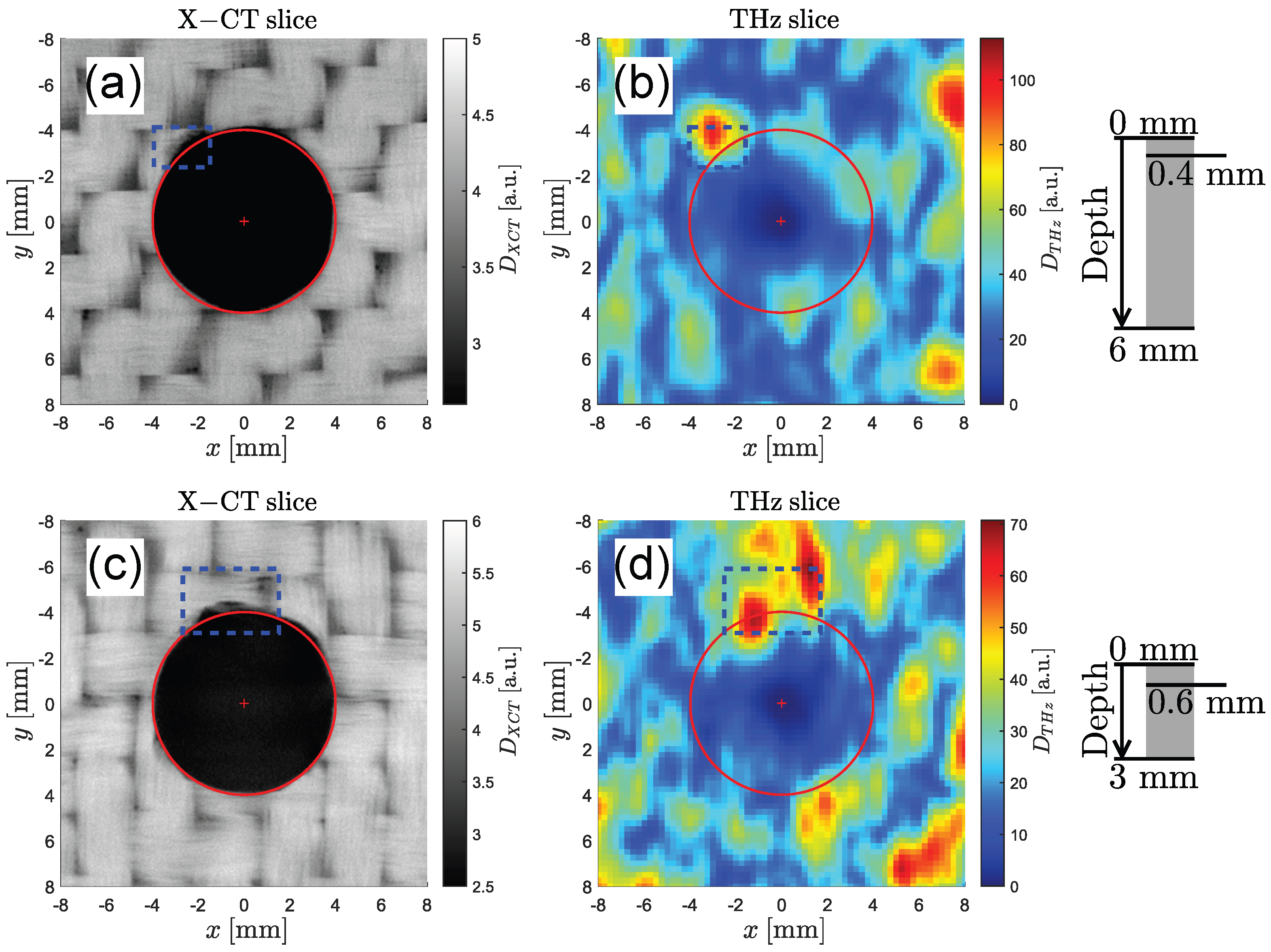
3.2. Delaminations in GFRP Drilled Holes
4. Discussion
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| CT | Computed tomography |
| GFRP | Glass fiber-reinforced polymer |
| NDT | Non-destructive testing |
| OPM | Off-axis parabolic mirror |
| PCA | Photoconductive antenna |
| PTFE | Polytetrafluoroethylene |
| TDS | Time-domain spectroscopy |
| THz | Terahertz |
References
- Panneerselvam, T.; Raghuraman, S.; Kandavel, T.; Mahalingam, K. Evaluation and analysis of delamination during drilling on Sisal-Glass Fibres Reinforced Polymer. Measurement 2020, 154, 107462. [Google Scholar] [CrossRef]
- Babu, J.; Sunny, T.; Paul, N.A.; Mohan, K.P.; Philip, J.; Davim, J.P. Assessment of delamination in composite materials: A review. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 230, 1990–2003. [Google Scholar] [CrossRef]
- Cui, J.; Liu, W.; Zhang, Y.; Han, L.; Yin, P.; Li, Y.; Zhou, M.; Wang, P. A visual inspection method for delamination extraction and quantification of carbon fiber reinforced plastic (CFRP). Measurement 2022, 196, 111252. [Google Scholar] [CrossRef]
- Scarponi, C.; Briotti, G. Ultrasonic technique for the evaluation of delaminations on CFRP, GFRP, KFRP composite materials. Compos. Part B Eng. 2000, 31, 237–243. [Google Scholar] [CrossRef]
- Garcea, S.C.; Wang, Y.P.J. Withers. X-ray computed tomography of polymer composites. Compos. Sci. Technol. 2018, 156, 305–319. [Google Scholar] [CrossRef]
- Han, D.H.; Kang, L.H. Nondestructive evaluation of GFRP composite including multi-delamination using THz spectroscopy and imaging. Compos. Struct. 2018, 185, 161–175. [Google Scholar] [CrossRef]
- Tauser, F.; Rausch, C.; Posthumus, J.H.; Lison, F. Electronically controlled optical sampling using 100 MHz repetition rate fiber lasers. In Commercial and Biomedical Applications of Ultrafast Lasers VIII; Neev, J., Nolte, S., Heisterkamp, A., Schaffer, C.B., Eds.; International Society for Optics and Photonics, SPIE: Bellingham, WA, USA, 2008; Volume 6881, pp. 139–146. [Google Scholar] [CrossRef]
- Dietz, R.J.B.; Vieweg, N.; Puppe, T.; Zach, A.; Globisch, B.; Göbel, T.; Leisching, P.; Schell, M. All fiber-coupled THz-TDS system with kHz measurement rate based on electronically controlled optical sampling. Opt. Lett. 2014, 39, 6482–6485. [Google Scholar] [CrossRef] [PubMed]
- Krimi, S.; Klier, J.; Jonuscheit, J.; von Freymann, G.; Urbansky, R.; Beigang, R. Highly accurate thickness measurement of multi-layered automotive paints using terahertz technology. Appl. Phys. Lett. 2016, 109, 021105. [Google Scholar] [CrossRef]
- Yahyapour, M.; Jahn, A.; Dutzi, K.; Puppe, T.; Leisching, P.; Schmauss, B.; Vieweg, N.; Deninger, A. Fastest Thickness Measurements with a Terahertz Time-Domain System based on Electronically Controlled Optical Sampling. Appl. Sci. 2019, 9, 1283. [Google Scholar] [CrossRef]
- Strachan, C.J.; Rades, T.; Newnham, D.A.; Gordon, K.C.; Pepper, M.; Taday, P.F. Using terahertz pulsed spectroscopy to study crystallinity of pharmaceutical materials. Chem. Phys. Lett. 2004, 390, 20–24. [Google Scholar] [CrossRef]
- Shen, Y.C.; Lo, T.; Taday, P.F.; Cole, B.E.; Tribe, W.R.; Kemp, M.C. Detection and identification of explosives using terahertz pulsed spectroscopic imaging. Appl. Phys. Lett. 2005, 86, 241116. [Google Scholar] [CrossRef]
- Federici, J.F.; Schulkin, B.; Huang, F.; Gary, D.; Barat, R.; Oliveira, F.; Zimdars, D. THz imaging and sensing for security applications—explosives, weapons and drugs. Semicond. Sci. Technol. 2005, 20, 266–280. [Google Scholar] [CrossRef]
- Jin, Y.; Kim, G.; Jeon, S. Terahertz dielectric properties of polymers. J. Korean Phys. Soc. 2006, 49, 513–517. [Google Scholar]
- Krumbholz, N.; Hochrein, T.; Vieweg, N.; Hasek, T.; Kretschmer, K.; Bastian, M.; Mikulics, M.; Koch, M. Monitoring polymeric compounding processes inline with THz time-domain spectroscopy. Polym. Test. 2009, 28, 30–35. [Google Scholar] [CrossRef]
- Fosodeder, P.; Hubmer, S.; Ploier, A.; Ramlau, R.; van Frank, S.; Rankl, C. Phase-contrast THz-CT for non-destructive testing. Opt. Express 2021, 29, 15711–15723. [Google Scholar] [CrossRef]
- Fosodeder, P.; van Frank, S.; Rankl, C. Highly accurate THz-CT including refraction effects. Opt. Express 2022, 30, 3684–3699. [Google Scholar] [CrossRef]
- Khashaba, U.A.; Abd-Elwahed, M.S.; Eltaher, M.A.; Najjar, I.; Melaibari, A.; Ahmed, K.I. Thermo-Mechanical and Delamination Properties in Drilling GFRP Composites by Various Drill Angles. Polymers 2021, 13, 1884. [Google Scholar] [CrossRef]
- Elsheikh, A.H.; Abd Elaziz, M.; Ramesh, B.; Egiza, M.; Al-qaness, M.A. Modeling of drilling process of GFRP composite using a hybrid random vector functional link network/parasitism-predation algorithm. J. Mater. Res. Technol. 2021, 14, 298–311. [Google Scholar] [CrossRef]
- Neu, J.; Schmuttenmaer, C.A. Tutorial: An introduction to terahertz time domain spectroscopy (THz-TDS). J. Appl. Phys. 2018, 124, 231101. [Google Scholar] [CrossRef]
- Burford, N.M.; El-Shenawee, M.O. Review of terahertz photoconductive antenna technology. Opt. Eng. 2017, 56, 010901. [Google Scholar] [CrossRef]
- Jeffrey, A.; Dai, H.H. Handbook of Mathematical Formulas and Integrals; Academic Press: Cambridge, MA, USA, 2008; Chapter Fourier Transforms; pp. 353–362. [Google Scholar]
- Petrascheck, D.; Schwabl, F. Elektrodynamik; Springer Spektrum: Berlin/Heidelberg, Germany, 2019; Chapter Elektromagnetische Vorgänge in Materie; pp. 169–174. [Google Scholar]
- Taflove, A.; Hagness, S.C. Computational Electrodynamics: The Finite-Difference Time-Domain Method, 2nd ed.; Artech House, Inc.: Boston, MA, USA, 2000. [Google Scholar]
- Elsherbeni, A.Z.; Demir, V. The Finite-Difference Time-Domain Method for Electromagnetics with MATLAB® Simulations; SciTech Publishing: Raleigh, NC, USA, 2015; Chapter Introduction to FDTD; pp. 1–32. [Google Scholar]
- Çapoğlu, I.R.; Taflove, A.; Backman, V. Computation of tightly-focused laser beams in the FDTD method. Opt. Express 2013, 21, 87–101. [Google Scholar] [CrossRef]
- Prokopeva, L.; Borneman, J.; Kildishev, A. Optical Dispersion Models for Time-Domain Modeling of Metal-Dielectric Nanostructures. Magn. IEEE Trans. 2011, 47, 1150–1153. [Google Scholar] [CrossRef]
- TOPTICA Photonics AG, TeraFlash Smart. Available online: https://www.toptica.com/products/terahertz-systems/time-domain/teraflash-smart (accessed on 15 January 2025).
- de Araújo, M.A.; Silva, R.; de Lima, E.; Pereira, D.P.; de Oliveira, P.C. Measurement of Gaussian laser beam radius using the knife-edge technique: Improvement on data analysis. Appl. Opt. 2009, 48, 393–396. [Google Scholar] [CrossRef] [PubMed]
- Pałka, N.; Maciejewski, M.; Kamiński, K.; Piszczek, M.; Zagrajek, P.; Czerwińska, E.; Walczakowski, M.; Dragan, K.; Synaszko, P.; Świderski, W. Fast THz-TDS Reflection Imaging with ECOPS–Point-by-Point versus Line-by-Line Scanning. Sensors 2022, 22, 8813. [Google Scholar] [CrossRef] [PubMed]
- Shenoi, B.A. Finite Impulse Response Filters. In Introduction to Digital Signal Processing and Filter Design; John Wiley & Sons, Ltd: Hoboken, NJ, USA, 2005; Chapter 5; pp. 249–302. Available online: https://onlinelibrary.wiley.com/doi/pdf/10.1002/0471656372.ch5 (accessed on 2 September 2024). [CrossRef]
- Walker, G.C.; Bowen, J.W.; Labaune, J.; Jackson, J.B.; Hadjiloucas, S.; Roberts, J.; Mourou, G.; Menu, M. Terahertz deconvolution. Opt. Express 2012, 20, 27230–27241. [Google Scholar] [CrossRef] [PubMed]
- Marple, L. Computing the discrete-time ’analytic’ signal via FFT. IEEE Trans. Signal Process. 1999, 47, 2600–2603. [Google Scholar] [CrossRef]
- Abraham, E.; Younus, A.; Aguerre, C.; Desbarats, P.; Mounaix, P. Refraction losses in terahertz computed tomography. Opt. Commun. 2010, 283, 2050–2055. [Google Scholar] [CrossRef]
- van Frank, S.; Leiss-Holzinger, E.; Pfleger, M.; Rankl, C. Terahertz Time-Domain Polarimetry in Reflection for Film Characterization. Sensors 2020, 20, 3352. [Google Scholar] [CrossRef] [PubMed]
- Kak, A.C.; Slaney, M. Principles of Computerized Tomographic Imaging; Society for Industrial and Applied Mathematics: Philadelphia, PA, USA, 2001; Chapter Algorithms for Reconstruction with Nondiffracting Sources; pp. 49–112. [Google Scholar] [CrossRef]
- Lu, P.K.; Turan, D.; Jarrahi, M. High-power terahertz pulse generation from bias-free nanoantennas on graded composition InGaAs structures. Opt. Express 2022, 30, 1584–1598. [Google Scholar] [CrossRef]
- Kohlhaas, R.B.; Breuer, S.; Liebermeister, L.; Nellen, S.; Deumer, M.; Schell, M.; Semtsiv, M.P.; Masselink, W.T.; Globisch, B. 637 µW emitted terahertz power from photoconductive antennas based on rhodium doped InGaAs. Appl. Phys. Lett. 2020, 117, 131105. [Google Scholar] [CrossRef]






Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fosodeder, P.; Pfleger, M.; Rahman, K.; Dutton, T.; Cozien-Cazuc, S.; van Frank, S.; Rankl, C. Fast Terahertz Reflection Imaging for In-Line Detection of Delaminations in Glass Fiber-Reinforced Polymers. Sensors 2025, 25, 851. https://doi.org/10.3390/s25030851
Fosodeder P, Pfleger M, Rahman K, Dutton T, Cozien-Cazuc S, van Frank S, Rankl C. Fast Terahertz Reflection Imaging for In-Line Detection of Delaminations in Glass Fiber-Reinforced Polymers. Sensors. 2025; 25(3):851. https://doi.org/10.3390/s25030851
Chicago/Turabian StyleFosodeder, Peter, Michael Pfleger, Kausar Rahman, Tom Dutton, Sophie Cozien-Cazuc, Sandrine van Frank, and Christian Rankl. 2025. "Fast Terahertz Reflection Imaging for In-Line Detection of Delaminations in Glass Fiber-Reinforced Polymers" Sensors 25, no. 3: 851. https://doi.org/10.3390/s25030851
APA StyleFosodeder, P., Pfleger, M., Rahman, K., Dutton, T., Cozien-Cazuc, S., van Frank, S., & Rankl, C. (2025). Fast Terahertz Reflection Imaging for In-Line Detection of Delaminations in Glass Fiber-Reinforced Polymers. Sensors, 25(3), 851. https://doi.org/10.3390/s25030851