2.1. Theoretical Formula for Calculating Pre-Loading
The total torque acting on the bolt structure is the sum of the friction torque produced by the threaded pair and the friction torque produced between the nut, which is as follows [
30]:
where
and
are calculated using the following formula:
where
is the bolt pre-loading,
is the thread center diameter,
is the thread rise angle,
is the equivalent friction angle,
is the friction coefficient of the inner surface of the nut, and
is the equivalent friction radius.
The angle of thread rise is small in relation to the equivalent friction angle and can therefore be approximated as follows:
The equivalent friction radius can be expressed as follows:
where
is the maximum outer diameter of the nut and
is the diameter of the bolt hole.
Therefore, the relationship between the tightening torque and pre-loading can be expressed as follows:
The equation can be simplified as follows:
where
is the torque coefficient to be checked and
is the diameter of the bolt.
When the bolt is tightened, pre-loading should be controlled within a reasonable range. Too much pre-loading can lead to material fracture, failure, and yielding. Too little pre-loading can lead to reliability and safety problems in the equipment. The maximum tightening torque within the elastic range should be taken into account when assembling the bolt to the object to be connected to prevent equipment problems caused by excessive torque. Pre-tightening stress includes tensile stress
and shear stress
, which are calculated as follows:
where
is the stress cross-section area,
P is the pitch, and
is the equivalent diameter.
Therefore, the relationship between the tangential and tensile stresses in the bolt can be expressed as follows:
According to the empirical formula, when the diameter of the bolt is less than 64 mm, it can be approximated as . When the angle of thread rise and the equivalent friction angle is small, it can be approximated as = 0.19. Therefore, it can be concluded that .
The following is known from the theory of the fourth strength:
This can be solved as
, where
is the yield strength. In the elastic range, the theoretical maximum bolt pre-loading can be expressed as follows:
The theoretical maximum tightening torque can be found by bringing the formula into Equation (6) as follows:
A GB/T 5783-2016 standard [
31] 8.8 grade M8 external hexagonal bolt is used to calculate the maximum pre-loading and maximum torsion gauge. In this paper, the friction coefficient of the nickel steel flat plate is taken as 0.2, and its basic parameters are shown in
Table 1. According to Equations (12) and (13), its theoretical maximum pre-loading and maximum torque can be calculated as 18,881 N, 34.3 Nm. It conforms to the design specifications and provides theoretical support for the selection of initial torque in the following.
2.2. Experimental Design of Pre-Loading Relaxation
2.2.1. Main Experimental Equipment
We used the 50 kN electro-hydraulic servo fatigue testing machine produced by Xi’an Tongsheng Instrument Manufacturing Co. (Xi’an, China). The machine can be applied to all kinds of components, materials, and dynamic and static mechanical properties tests. The main technical indicators are shown in
Table 2. We used EVOTest 2.1.1.0 software to control the various performance parameters of the universal testing machine. The software is an external control system that can be close-loop controlled. Its test machine contains a variety of control methods, which can provide different kinds of stresses, strains, speeds, displacements, forces, and other external load application methods. The machine uses a fuzzy proportion integration differentiation (PID) control algorithm to regulate the loading process, which is able to obtain a high control accuracy. The universal experimental system is shown in
Figure 2.
Due to the long-term operation of the experimental machine, the hydraulic oil is at a high temperature for a long time, and the rated temperature of the universal experimental machine is 55 °C, which needs to be water-cooled. This experiment uses an in-line water cooler, which is rated at 22 °C, and it uses softened water to circulate the hydraulic oil for cooling. The oil pump of the universal experimental machine is started using the EVOTest software. The locking cylinder is loosened, and the upper beam is adjusted to a suitable position. The cylinder is locked, the nickel steel flat plate is clamped in the upper and lower fixtures, and the experimental parameters are adjusted using the software.
2.2.2. Main Measuring Devices
- (1)
Ring force sensor
In this paper, the strain gauge sensor method is selected to implement the monitoring of pre-loading recession values. Bengbu Jinnuo Sensor Co., Ltd. (Bengbu, China) Produced the JHBM-4 ring force sensor, and its specific parameters shown in
Table 3.
The ring force sensor is subject to bolt-induced pressure on the hub tab, as shown in
Figure 3. In the experiment, it was placed in the middle surface of the bolt and the nickel steel plate to ensure that the convex surface was facing the bolt to enable it to accurately detect the bolt pre-loading.
- (2)
Intelligent display instrument
The ring force measuring sensor was connected to MCK-Z-I intelligent instrument as shown in
Figure 4. It received signals from the sensor and generated electrical signals, and its specific parameters are shown in
Table 4.
Before the experiment, the instrument needs to be calibrated for zero and display. Zero calibration requires entering the calibration mode and setting the value without preloading as the zero point, while display calibration needs to be based on the following calibration formula:
where
is the calibration coefficient to be set, which ranges from 0.0010 to 9.9999;
is the initial calibration coefficient rated at 1;
is the value to be displayed; and
is the currently displayed value.
Five-kilogram and ten-kilogram weights were placed on top of the ring force transducer tabs. The steady-state value was recorded in the intelligent display meter. The calibration coefficients were calculated to be set by the formula, and the coefficients were re-entered into the meter to complete the calibration. The calibrated meter was connected to a computer via the conversion cable, and the digital transmitter communication software was used to monitor and record the pre-loading recession value in real time.
- (3)
High-precision digital torque spanner
The tightening process of the bolt structure is divided into three stages. First, the bolt is not in contact with the plate, and its pre-tightening force is close to 0. Secondly, when the bolt head and nut are close to the plate, the pre-loading increases continuously. Finally, when the bolt reaches the yield limit and continues to tighten, pre-loading and torque will decrease, which may lead to the bolt fracturing. In large, complex equipment, bolt tightening methods are usually the torque method [
32,
33] and torque-angle method [
34]. In this paper, the torque method is used to apply torque to obtain pre-loading, and the high-precision digital display torque wrench produced by Idema Company is selected, as shown in
Figure 5. When tightening, the plate should be fixed, and the bolt head should be fixed at the same time to prevent experimental errors caused by the two. The torque wrench used in this experiment has a measuring range of 0~60 Nm, and its working life can reach 10,000 times. The accuracy can reach ±2% when tightening a bolt and ±2.5% when unloading a bolt. The target torque value can be preset, and the alarm for reaching the preset torque value improves the precision of the applied torque.
2.2.3. Preparation of Laboratory Supplies
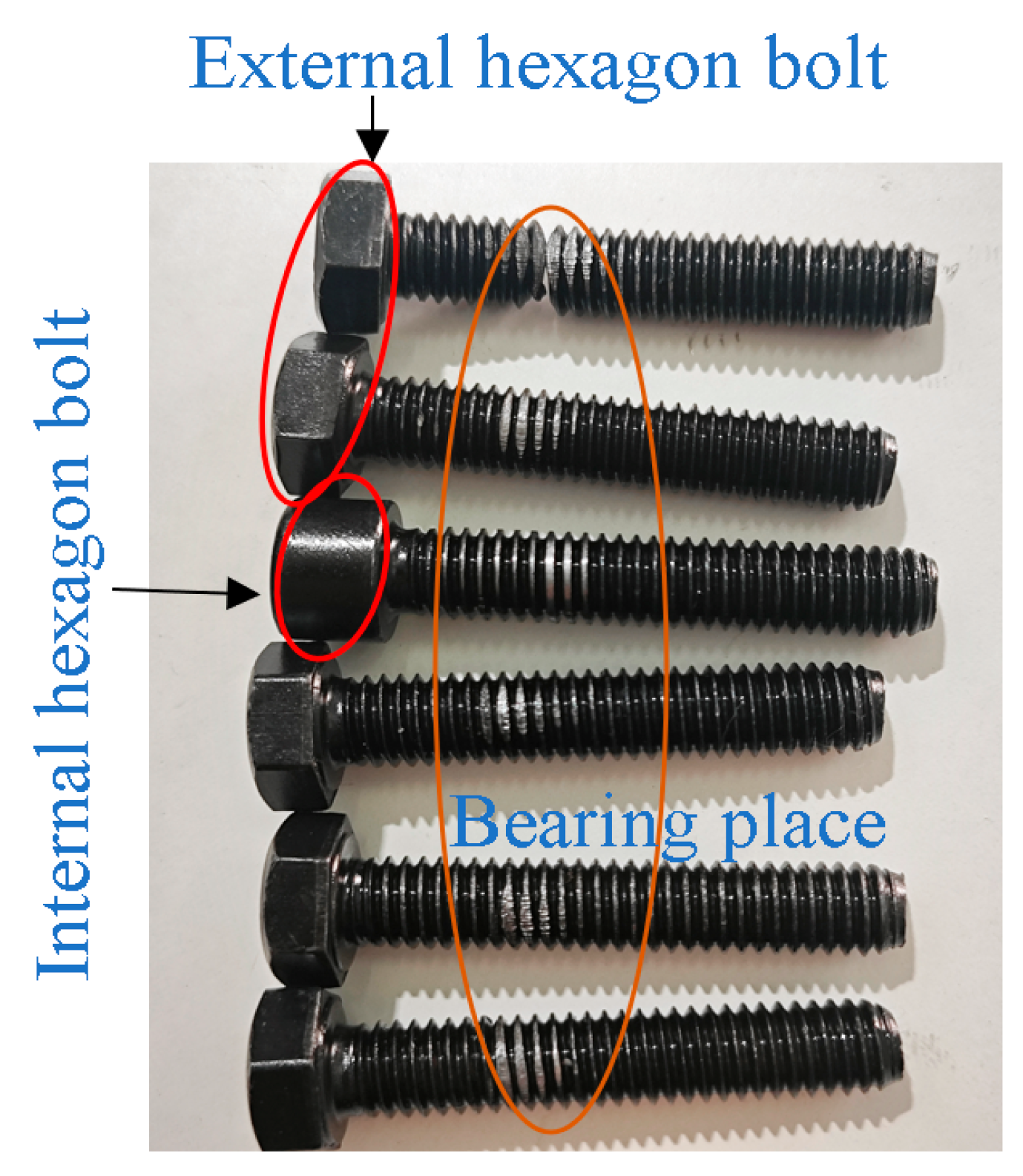
We selected national standard 8.8-grade M8 external hexagonal bolts and internal hexagonal bolts and 12.9-grade M8 external hexagonal bolts and internal hexagonal bolts as the specimens. Bolts with obvious defects were excluded before the test. To prevent damage to the threads, each bolt was loaded and unloaded only once during the experiment. Complex equipment in the complex structure is not convenient for the study of the pre-loading. Therefore, this paper simplifies the nickel steel high-strength material into a Z-shaped plate. This structure allows the bolt to be stressed at the center during pre-loading work, eliminating the effects of torque on the bolt, as shown in
Figure 6. The simplified nickel steel flat plate can accurately simulate the force on complex equipment when the bolt is acting [
35].
The nickel steel flat plate was fixed in the fixture in the universal testing machine, and the overall assembly is shown in
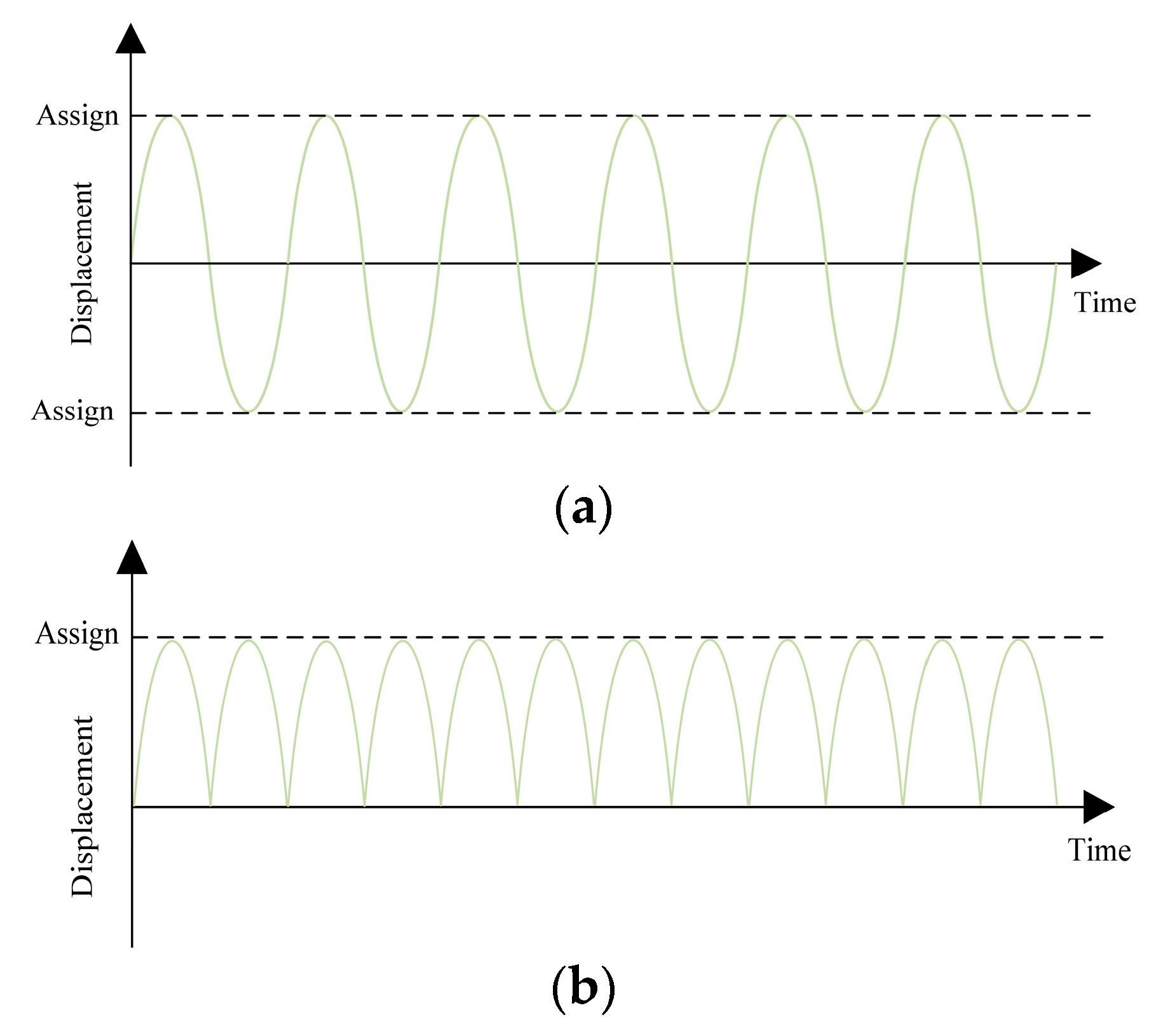
Figure 7. The ring force transducer was placed between the screw and the nickel steel flat plate, and the predetermined torque was applied using a torque spanner. Before the experiment, the tangential force and displacement in the universal testing machine were adjusted to zero. The ring force sensor was placed between the nut and the nickel steel flat plate. The pre-loading change value was read through the intelligent display meter connected to the sensor. The tangential load was applied using the EVOTest software on the computer side. The tangential cyclic load can be applied with a sine wave and half-sine wave. The computer and the intelligent display meter can record the real-time change value.
Before the pre-loading relaxation experiment started, the torque spanner and intelligent display instrument needed to be calibrated to verify the torque coefficient of the bolt to ensure the accuracy and feasibility of the experimental instrument. In this paper, the torque coefficient was calibrated for 8.8-grade M8 external hexagonal bolts and internal hexagonal bolts and 12.9-grade M8 external hexagonal bolts and internal hexagonal bolts. The maximum torque was calculated to be 34.3 Nm for 8.8-grade M8 bolts and 44 Nm for 12.9-grade bolts. A smaller torque leads to the bolts not reaching the pre-tensioning effect, and a larger torque leads to the bolts failing, which affects the subsequent experimental tests. Therefore, this paper selected 4–28 Nm torque. In the form of incremental selection of five torque values, can make the torque cover the range of the standard.
The nickel steel flat plate was fixed in the universal experimental machine, and a spanner was used to fix the nut to prevent the nut from loosening during tightening. The required torque was set using a torque spanner, and the pre-loading was applied in the form of a tightening screw. Five torques of 4 Nm, 10 Nm, 16 Nm, 22 Nm, and 28 Nm were applied to each set of bolts in turn. Each bolt was applied only once for loading and unloading to avoid the problem of reduced bolt pre-loading due to repeated tightening. Each set of experiments was repeated three times, and the average value was taken to circumvent the effects of experimental chance. The experimental results are shown in
Figure 8, and the linear expression of the torque coefficients is shown in
Table 5. Since the slope of the fitted curve is large, fluctuations at smaller slopes can affect the intercept to produce larger fluctuations. The value of Pearson’ s r ranges from −1 to 1. When the value is greater than 0.8, it can indicate that the original data are strongly correlated with the fitted curve. The closer that the R-squared and adjusted R-squared values are to 1, the better the fit. The 8.8 external hexagon bolts fit best, and 8.8 internal hexagon bolts fit worse. However, all of them reached more than 98.5%, indicating that the overall fitting effect of the curves was good. Its slope was stable within a certain range.
The torque coefficient is affected by the tightening speed of the nut, the presence or absence of shims, the thickness of shims, the presence or absence of lubrication, the material, and the ambient temperature. Existing studies have proved [
36] that the torque coefficients of the above four types of bolts range from 0.2 to 0.45 with the installation of shims based on the calculation of the torque using Equation (7). Under the roughness Ra1.6 of nickel steel plate specimens, the torque coefficient of 8.8-grade M8 external hexagonal bolts ranges from 0.2360 to 0.2525, and the torque coefficient of 8.8-grade M8 internal hexagonal bolts ranges from 0.2312 to 0.2615. The torque coefficient of 12.9-grade M8 external hexagonal bolts ranges from 0.2374 to 0.2576, and the torque coefficient of 12.9-grade M8 internal hexagonal bolts ranges from 0.2504 to 0.2722. The torque coefficient of 8.8-grade M8 external hexagonal bolts is small, and the torque coefficient of 12.9-grade M8 internal hexagonal bolts is the largest. Their torque coefficients are all within a reasonable range, proving the accuracy of the experimental equipment and measurement methods in this paper.
2.3. Bolt Performance Prediction Methods
The bolts were subjected to mixed loads during operation, which led to a relaxation of the pre-loading. However, it was not possible to monitor the pre-loading again using instruments. Therefore, this paper proposes to characterize the pre-loading relaxation law using a mathematical function. The variation of pre-loading under different tangential cyclic loads is predicted. Among the fitting methods are the allometric model function [
37], high-order polynomial function [
38], and Gaussian function [
39].
- (1)
Allometric model function
The allometric model function is a method for obtaining optimal parameter estimates in the form of power functions. Built on the basis of a “hierarchy of universes and developments”, it allows for quantitative access to models and behaviours. The function is used to describe a curve that grows or decays in the form of a power exponent. The basic formula is as follows:
where
and
are the independent and dependent variables, respectively, and
and
are the coefficients given by the model.
When is small, the dependent variable changes more significantly, and its slope changes more. When is large, the dependent variable and slope are regionally stable. It is in line with the law of pre-loading relaxation, so it can be used to predict the performance assessment of pre-loading relaxation.
- (2)
Higher-order polynomial function
The higher-order polynomial fitting algorithm is a method for approximating data points using a polynomial function that minimizes the error between the fitted function and the actual data points. The basic idea is to improve the accuracy of the fit to the data by increasing the order of the polynomial. The general form of high-order polynomial fitting is as follows:
where
,
,
, …,
denote the polynomial coefficients and
denotes the order of the polynomial. The optimal values of the polynomial coefficients can be solved using mathematical statistical methods such as least squares to obtain an optimal fitting function.
It is important to note that high-order polynomial fitting is prone to overfitting problems. The fitting function is too complex and too sensitive to the data, resulting in a poor fit. To avoid the overfitting problem, regularization methods can be used to optimize the high-order polynomial fitting. In practice, it is important to choose the appropriate polynomial order according to the complexity of the data. Low-order polynomials can be chosen for simple data, while high-order polynomials are required for complex data. At the same time, the fitting results must be evaluated and tested to ensure the validity and reliability of the fitted function. Higher-order polynomials can be fitted directly without a specific physical model. As the number of times increases, it will show the phenomenon that the degree of fit also becomes higher. However, when the number of times is high to a certain degree and then continues to increase, the number of times will exhibit the overfitting phenomenon. After pre-calculation and deduction, the polynomial is the highest degree of fit when the polynomial is 9 times.
The specific steps of the fitting process are as follows: use the readtable function to read the data in the file and set the fitting order from 1 to 9 in a loop. Use the polyfit function to fit the read data, then solve the parameters to judge the degree of fit.
- (3)
Gaussian function
Gaussian functions are widely used in statistics to express the normal distribution. The function approximates the set of data points for prediction. The function is characterized as a bell-shaped curve with a multinomial Gaussian function using the following formula:
where
is the height of the peak of the curve,
is the center of the peak region, and
characterizes the width of the bell curve.
The Gaussian function makes predictions based on historical statistics. This creates a predictive model that describes subsequent developments. The above formula is only a common Gaussian function curve fitting form. The specific application may be based on the needs of the problem and the characteristics of the data to choose the appropriate form of the function. In addition, in order to obtain the best fitting effect, it is usually necessary to optimize the parameters using the least squares method after a large number of analyses of the pre-loading data.
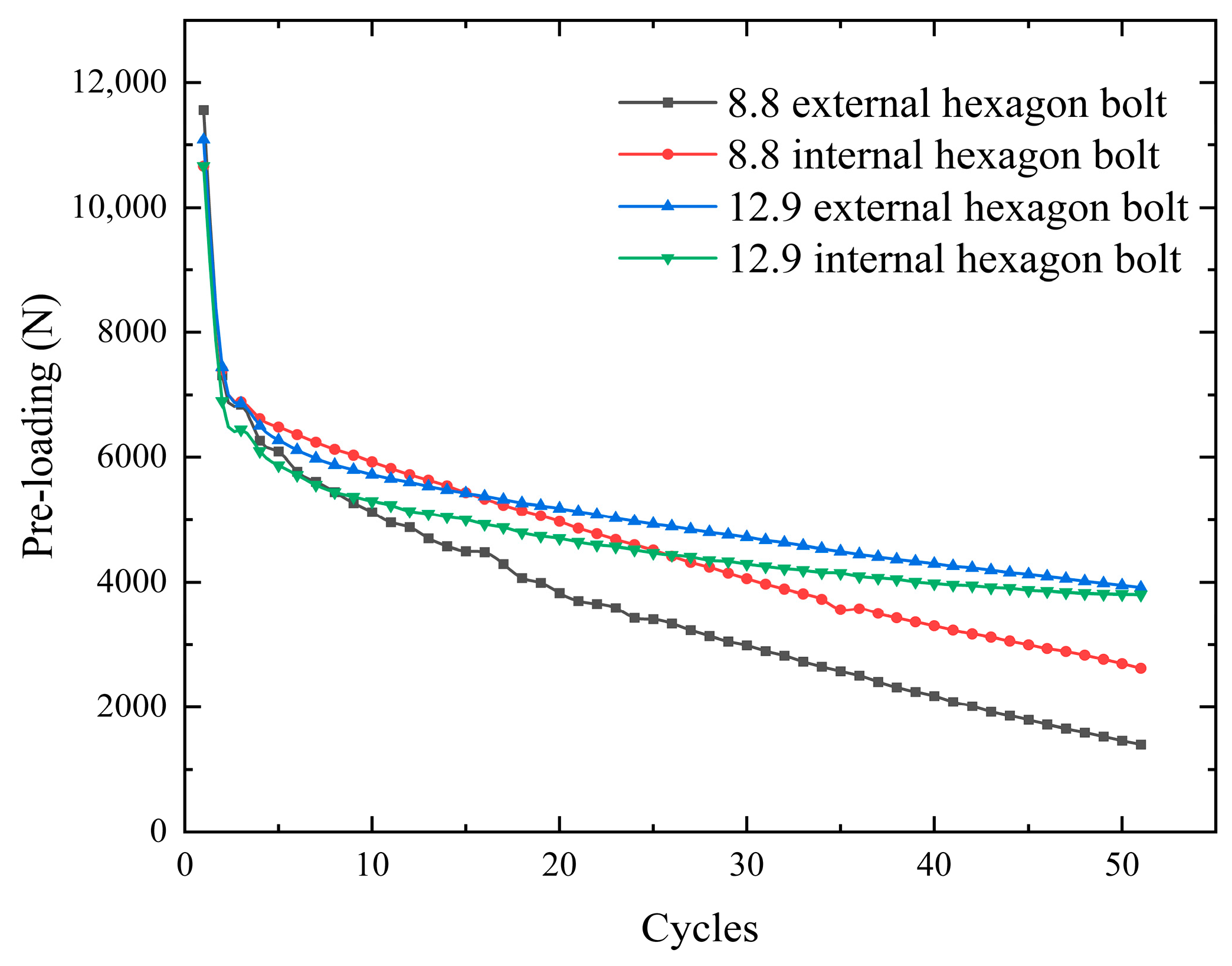
In order to verify the prediction effect of the three functions, this paper carried out relaxation experiments on 8.8-grade M8 external hexagonal bolts and internal hexagonal bolts, as well as 12.9-grade M8 external hexagonal bolts and internal hexagonal bolts. The three functions were fitted to the obtained data, and the fitting parameters are shown in
Table 6.
The accuracy of most of the three fitting functions was above 0.98, which indicated a high fitting effect. However, the Gaussian function had 15 unknown parameters and the most complicated structure. Therefore, for the sake of the simplicity of the subsequent calculations, the Gaussian function is discarded in this paper. The allometric model function, a the nine-stage polynomial function, is used to predict the performance of the bolt.






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}