1. Introduction
In additive manufacturing, in order to achieve mass production with controlled parameters and continuous quality outputs based on the mechanical properties required, process adjustments mostly depend on the interaction of printing parameters, material properties, and printer characteristics [
1,
2]. Therefore, tuning additional or individual parameters for the development of each product is time consuming and uses resources, producing waste either due to human error or machine variations [
3]. Most of the time, these adjustments should be intuitive and user-friendly, but for a large fleet of printers with multiple part productions, this task seems impractical without utilizing any decision support system. For this purpose, the implementation of cyber–physical production systems (CPPSs) based on machine learning models (MLs), data science, and material properties knowledge-based models serve as the optimal solution. Suppose we consider the current state-of-the-art fused deposition modeling (FDM). It lacks automatized quality control tools and printing condition feedback systems, and it operates in an open loop due to the lack of conditions to adjust accordingly [
4]. In this area, there have been studies applying novel image processing tools such as artificial intelligence combined with arrays of sensors to address and mitigate print failure, reducing waste, cost, and production time [
4,
5,
6].
For 3D-printed parts, improving mechanical properties is a topic that has acquired great importance in recent years [
7,
8]. Several research papers have studied the correlation between printing parameters and mechanical properties, such as the ultimate tensile strength (UTS) [
9,
10,
11], even after recycling cycles [
12] or changes in the color of the filament [
13]. The results of these studies have demonstrated the non-linearity of the process and the complex interaction between parameters; in most cases, this results in parts with anisotropic mechanical properties [
11,
14,
15,
16]. In the literature, there are publications that directly correlate the 3D printing parameters and influence of the final mechanical properties [
10,
11,
17]. From the intelligent systems design standpoint there are numerous publications where several sensor array implementations have been utilized to enhance the autoregulation of the process parameters; nevertheless, there are few publications where the interconnection between parameters and process regulation systems simultaneously portray mechanical property relations. In 2022, Castillo et al. [
7] published a review on smart manufacturing technologies applied to the material extrusion 3D printing process, where the need of a CPPS is an alternative solution to enhance and control the mechanical properties of 3D printing based on parameter monitoring for several materials. In this previous analysis, there is an extensive review of publications that correlate mechanical properties with 3D printing processing parameters. As for this study, the main experimental material foundations are presented in order to establish a knowledge base of the model materials for the purpose of building autoregulation process controls in the future.
Additionally, the correlation between the material temperature profiles during printing with the achieved mechanical properties is important, as it is a thermal process, and the correct temperature improves the adhesion between layers of the deposited material. In the process, adjacent fibers could be said to be deposited on top of one another. When one is molten, the other comes into contact within another in a semi-solid state; this creates an interface interaction between them called a layer bond [
18]. To model the type of physics involved, consideration of a sequence of five steps is needed; initially, there is a surface rearrangement; then, a surface approach occurs, where intimate contact between the surfaces of each layer takes place; next, the wetting step occurs, where intermolecular forces are sufficient to start diffusing the polymer molecules with each other, creating a randomization of the particles and forming a bond. In each of the steps, the interaction between the rheological properties correlated to the temperature significantly determines the bond strength between each layer, and consequently, the final mechanical properties achieved [
18,
19]. The low temperatures prevent proper fusion between the layers; high temperatures promote fusion but, in turn, increase the fluidity of the material, so the part loses its shape, compromising the quality or inducing the degradation of the material [
20,
21,
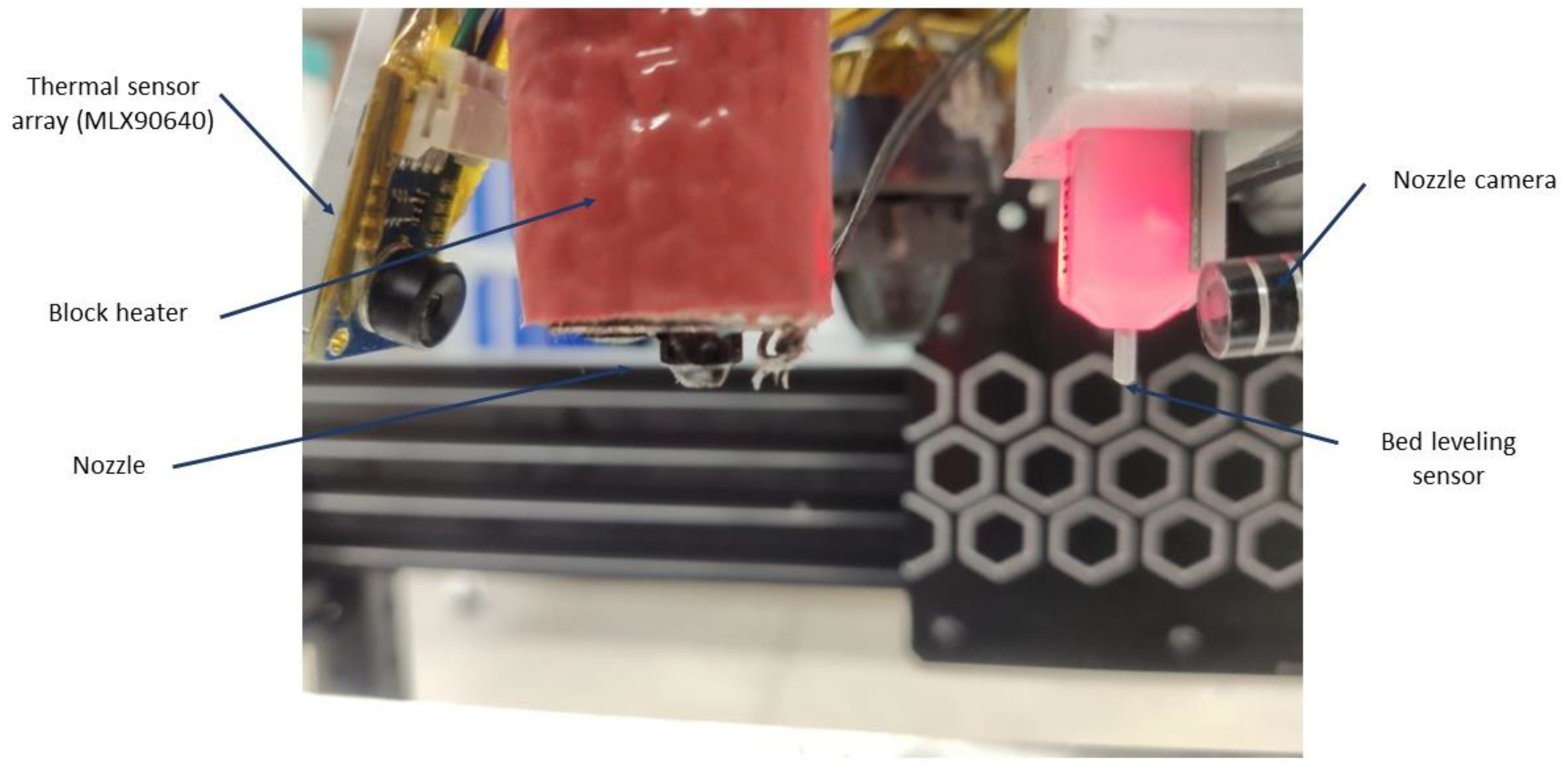
22]. Finding the optimal fused temperature profile will increase the mechanical properties without sacrificing quality. Some studies have evaluated the temperature profiles during printing using thermal cameras [
18,
23,
24,
25,
26], while others have used thermocouples [
5,
27,
28]. Both approaches have their pros and cons; to the knowledge of the authors, the average temperature of each deposited layer has been measured, but few studies have studied the material temperature at the extrusion point, as it is being deposited following the path marked by the G-code. This study seeks to contribute to that area.
The thermal behavior has been modeled in previous studies, showing promising results [
18,
27,
29]. The deterministic approach could be the answer to improving the product’s mechanical properties if the temperature is the only or main variable to consider. Still, as previously explained, several parameters interact in a non-linear way in the process, producing anisotropies. This makes it difficult to find a deterministic solution. To address a multivariable problem with these characteristics, the authors consider that a viable option could be to explore statistical methods considering these interactions. Machine learning tools fit into this approach, but a material properties knowledge-based model must be developed through experiments to learn the behavior of the process parameter interactions and thus train a network to predict the final part of the mechanical results.
Therefore, CPPS are powerful tools for building a knowledge-based model and solving the problems of failed impressions and unpredictability in mechanical properties [
30,
31,
32,
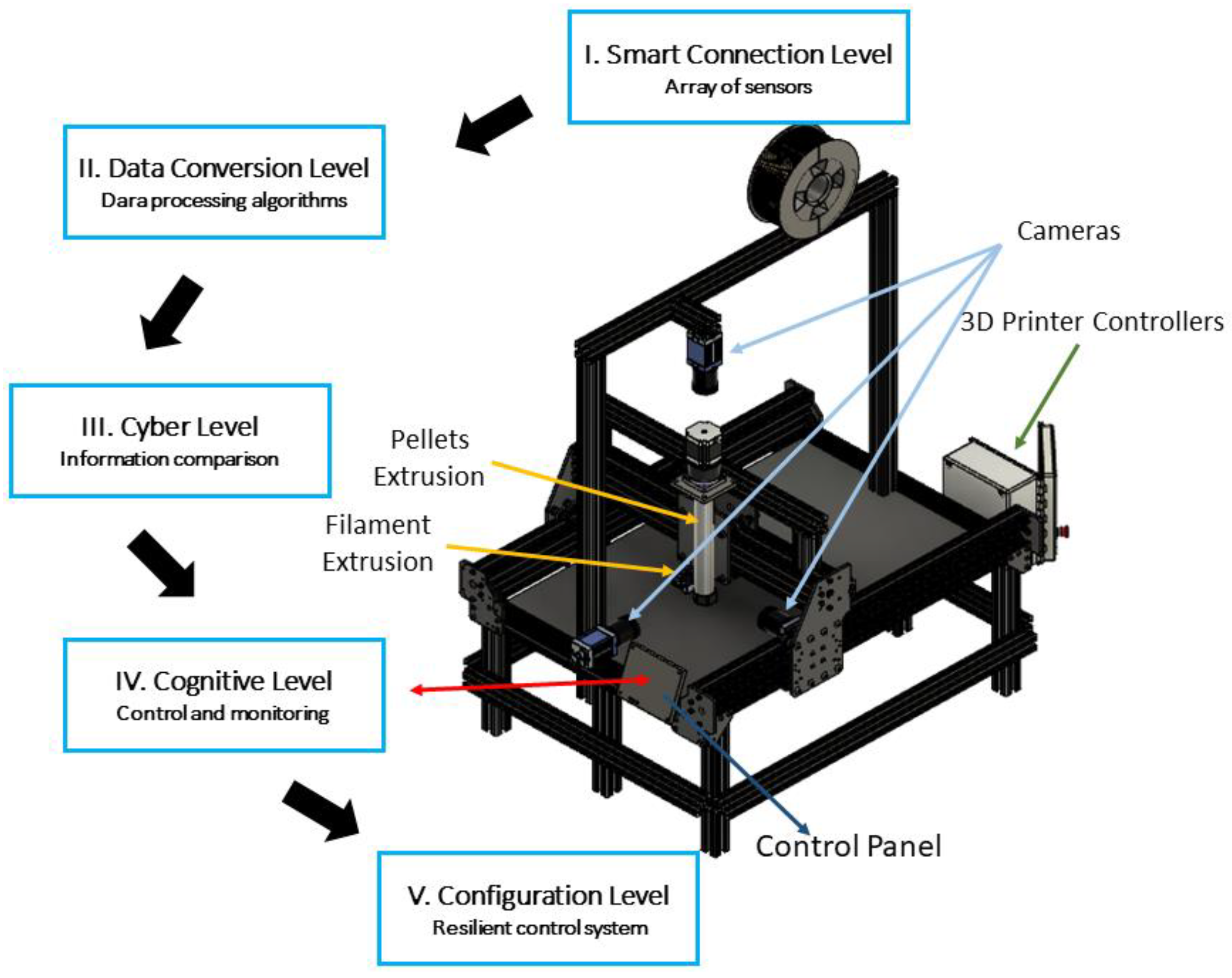
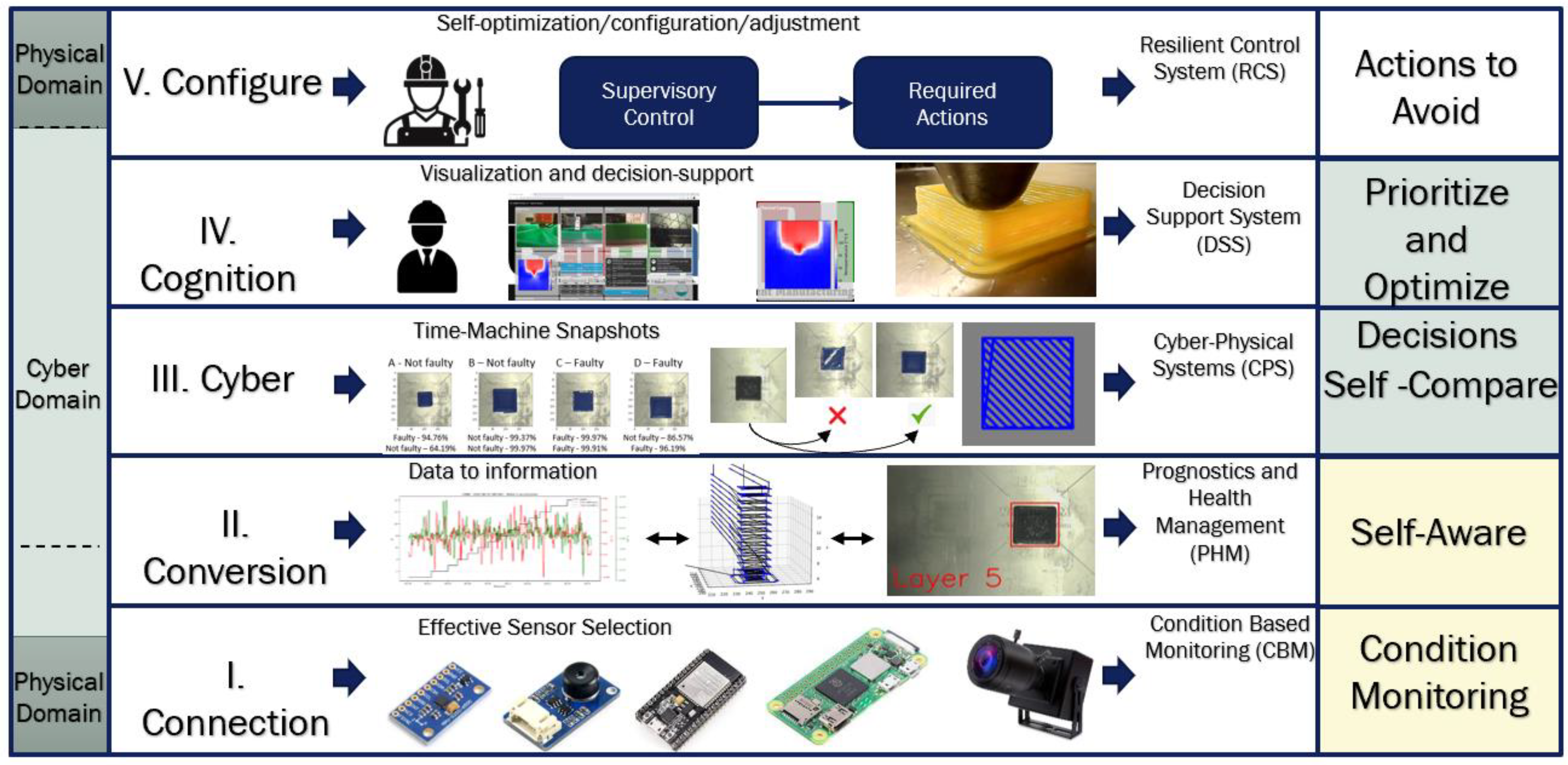
33]. These systems seek to close the loop by taking data from the physical domain and processing it in the cyber domain. A 5C architecture helps to structure the system [
34] and, in addition to ML tools and the Internet of Things (IoT) platforms, would facilitate the implementation and deployment of data, allowing real-time monitoring and remote control [
35,
36,
37,
38].
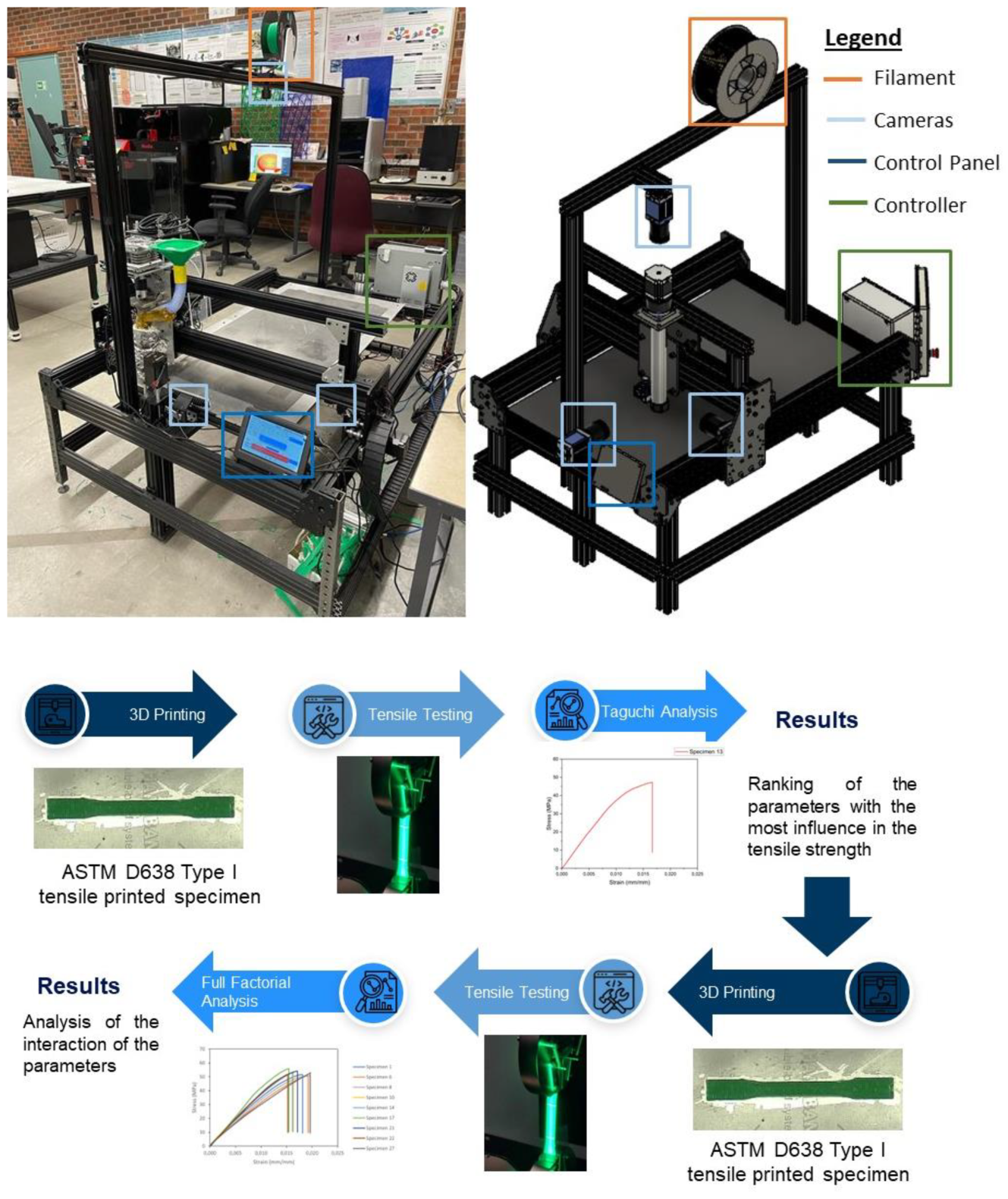
This study seeks to develop the material properties knowledge-based model through a design of experiments using Taguchi and full factorial analysis. The parameters were limited to four, so the number of experiments resulted in 52 specimens. The four parameters included two parameters with a direct influence on the temperature of the layers, such as polymer extrusion and bed temperatures. In addition, two parameters that impact the printing time were also included, such as printing speed and layer thickness, which affect the production cost for a part [
39].
4. Discussions
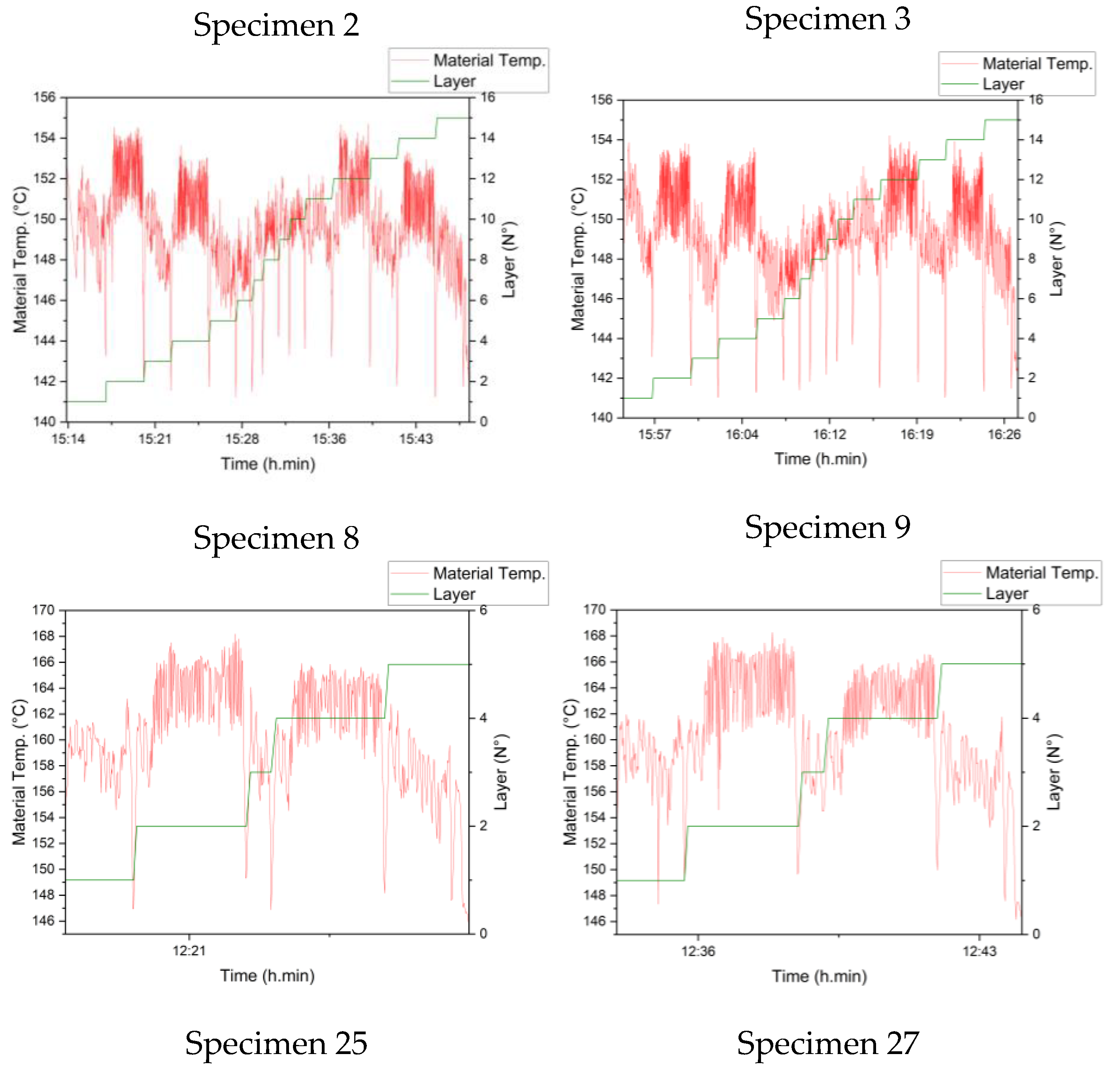
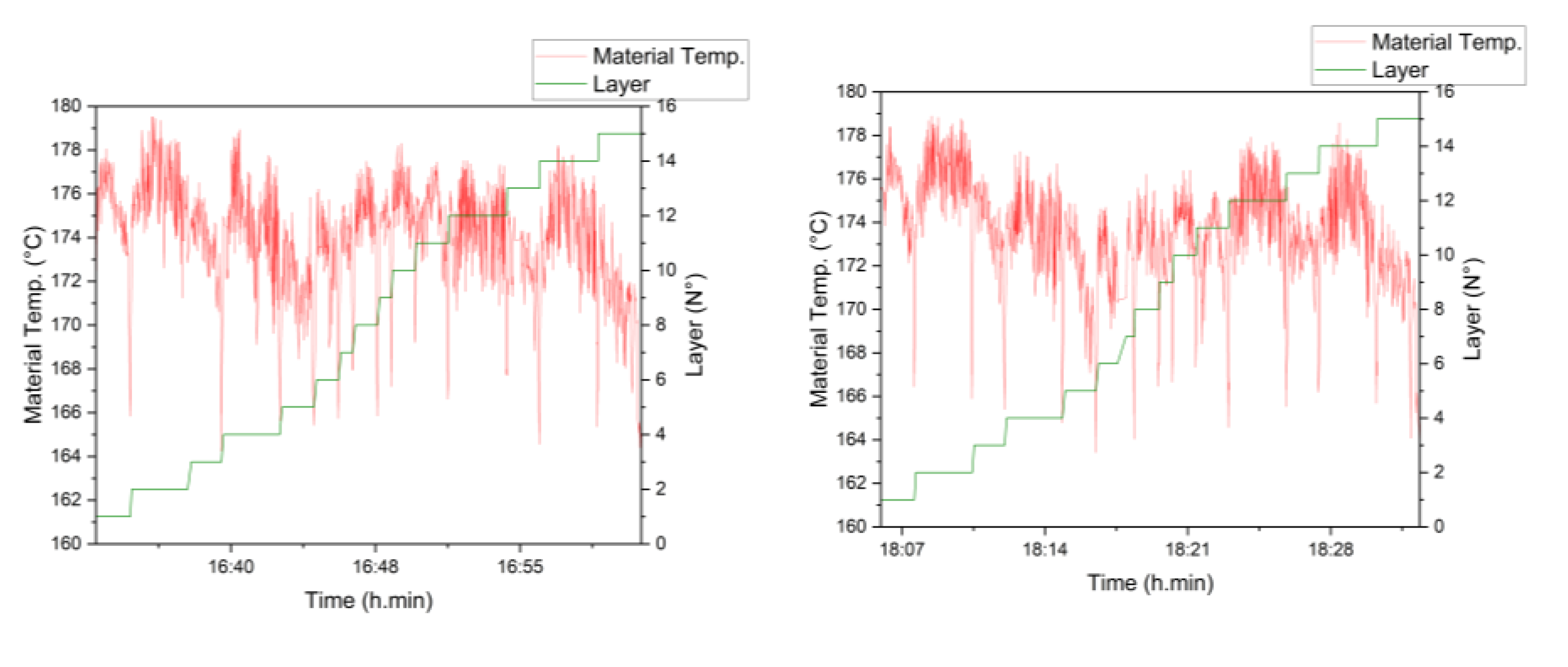
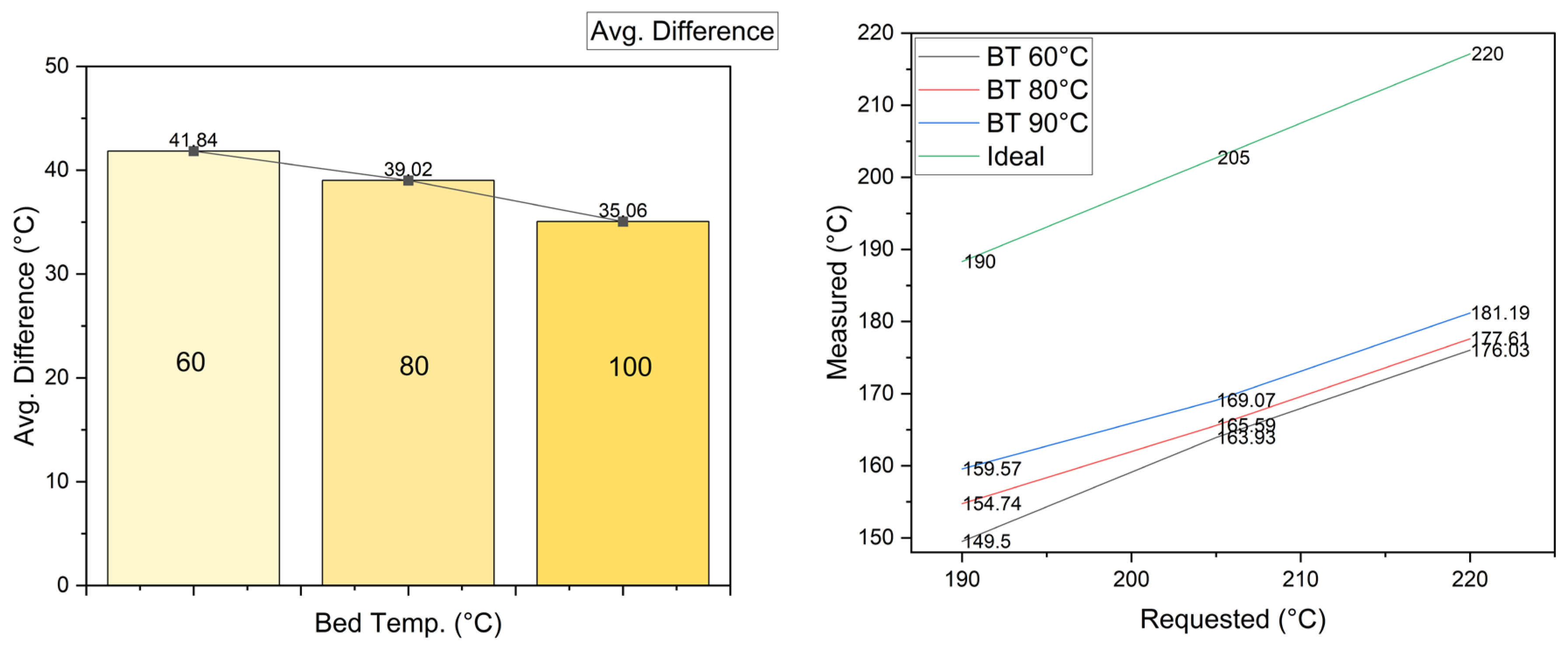
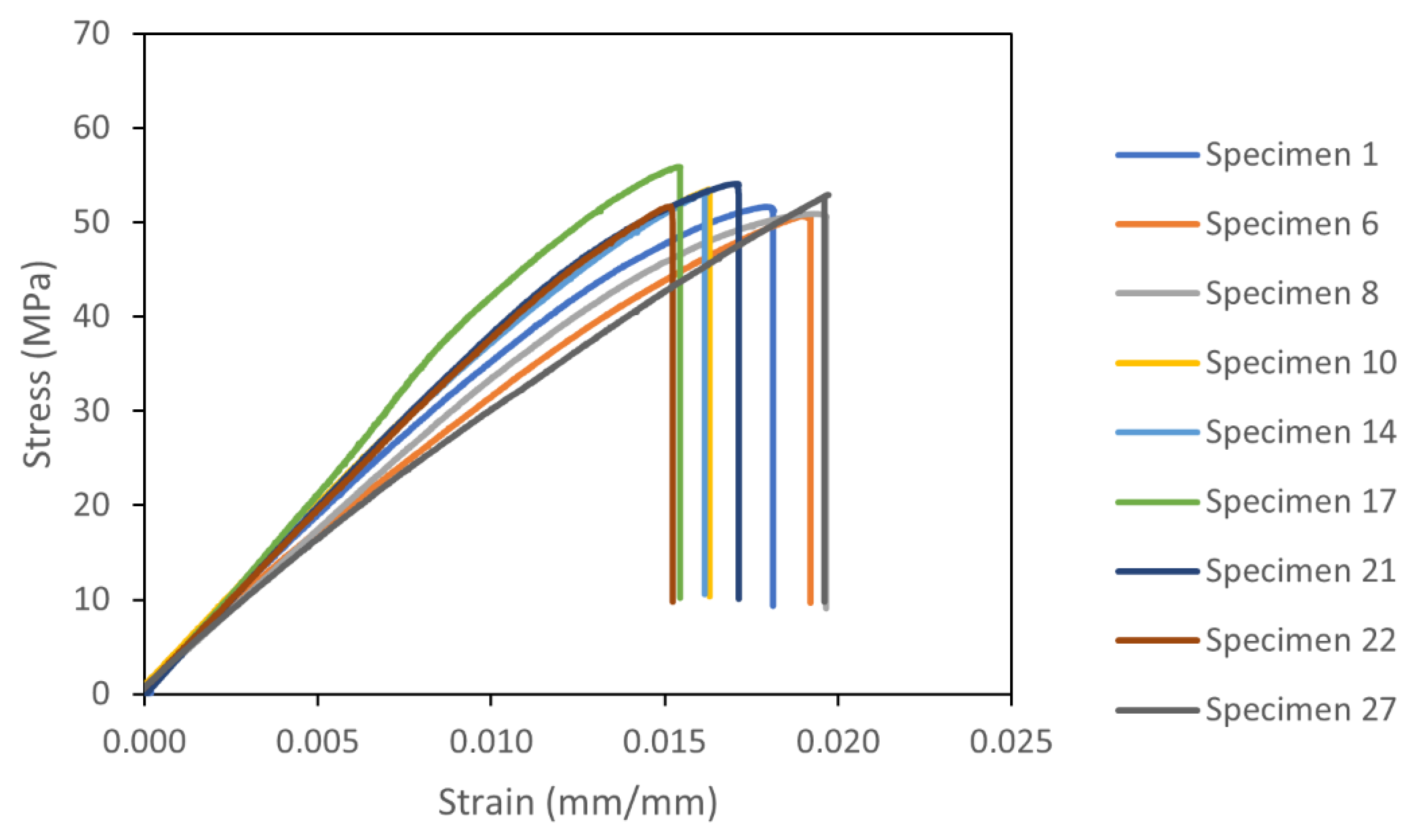
The important aspects of the experimental findings are discussed in this section. Initially, based on the literature, the parameters used to analyze the thermal interactions between mechanical properties and process parameters were selected because they should have a direct influence on the local fused material temperature profiles of each layer; this hypothesis was found to be true, even when some had less influence. Even though the bonding strength between layers is an important parameter in the UTS of the printed part, for all the cases, an increase in the temperature was translated to an increase in the UTS value. This influence cannot be related only to the thermal increase in the temperature, since, for example, bed temperature had a lesser influence according to the Taguchi analysis. However, it was associated with 5.6% of the difference in the temperature in comparison to the printing speed with the second position, with a 2.69% temperature difference. This study also showed how the temperature of the material fluctuates throughout the process, being affected by the tool path in a complex interaction between different variables, which contributes to the product anisotropy. For the three specimens printed, the UTS, variances, and temperature profiles were close to each other, showing that parts printed with the same parameter combination do not show large variations; this was a pattern followed by the 54 specimens printed for both analyses. The data acquired by the CPPS showed logical and consistent trends. No problems were detected; therefore, during the development of these experiments, it was a reliable tool for analysis. All the data of the 54 impressions were stored in the database, allowing us to study and relate more variables, and possibly generate more results and conclusions. Although, during the course of the experiments, the ambient temperature could have changed when the laboratory door was opened since there was no printer chamber, it was difficult to see these disturbances in the temperature of the extruded material. This could indicate that warping affects the layers that are already deposited (temperatures that were not monitored) to a greater extent than the layer that is being extruded (temperature recorded). This is due to the fact that residual stresses can be generated during the solidification process. If the temperature gradient is higher, the compression forces during layer solidification can be greater than the tensile forces during melting. This can result in the part containing residual stresses that can affect the mechanical test results.
The 14.8% variation in the experiments for Taguchi and the 7.5% variation in the full factorial for the UTS value showed the opportunities to control and increase the mechanical properties of a product, with fixed design parameters. Therefore, there must be an optimal state for all of the parameters that allows the achievement of the highest mechanical performance without sacrificing, for example, the quality of the part or increasing the printing time, which results in higher costs. Furthermore, to extend discussion of the previous results, the following must be considered:
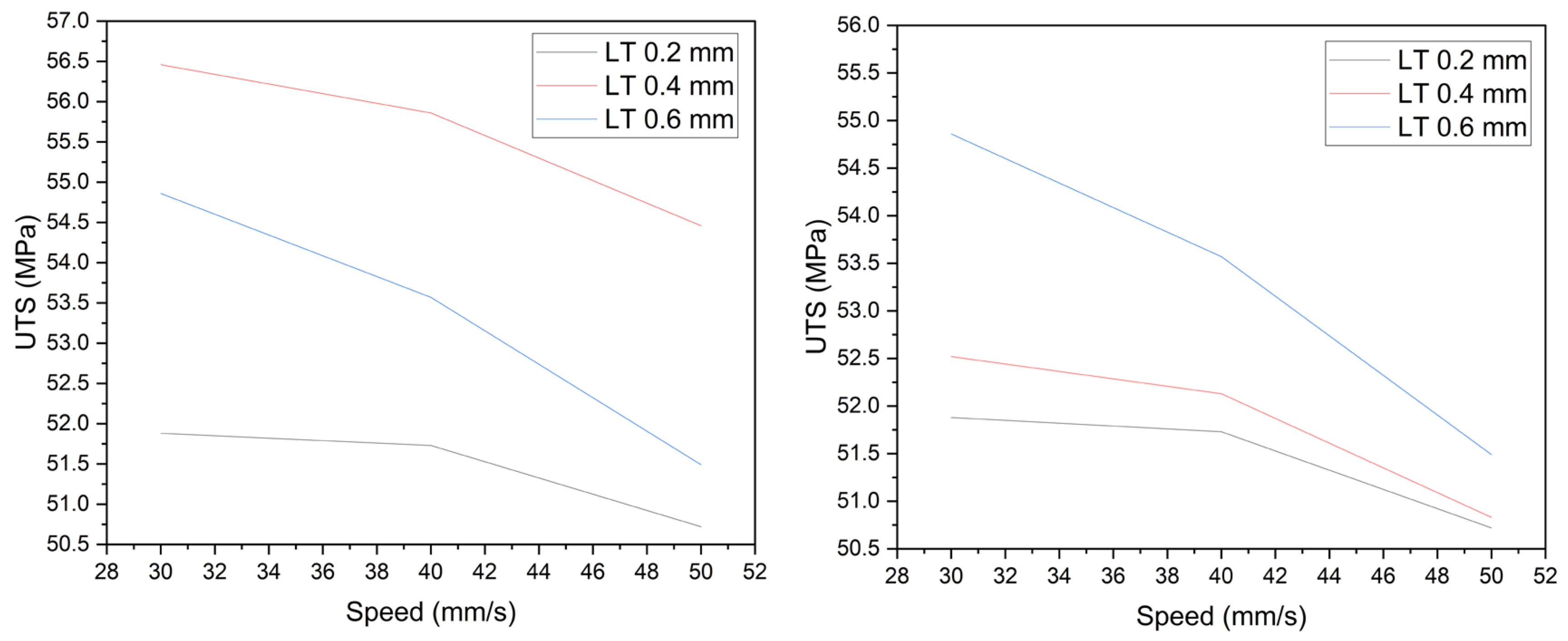
From the initial thermal measurements, it was considered that the influence of the extrusion temperature and bed temperature would have a significant impact on the final UTS values due to the direct effects of temperature on material degradation properties. However, this being a thermal process involving bonding, and surface and diffusion interactions, the more prominent factors based on the Taguchi analysis were the layer thickness and printing speed parameters.
The fact that those parameters significantly affected the final mechanical properties with the same design factors means that it is important to model and monitor the thermal conduction and convection phenomena during the process. This is something that would have been difficult to observe when experimenting with individual parameters.
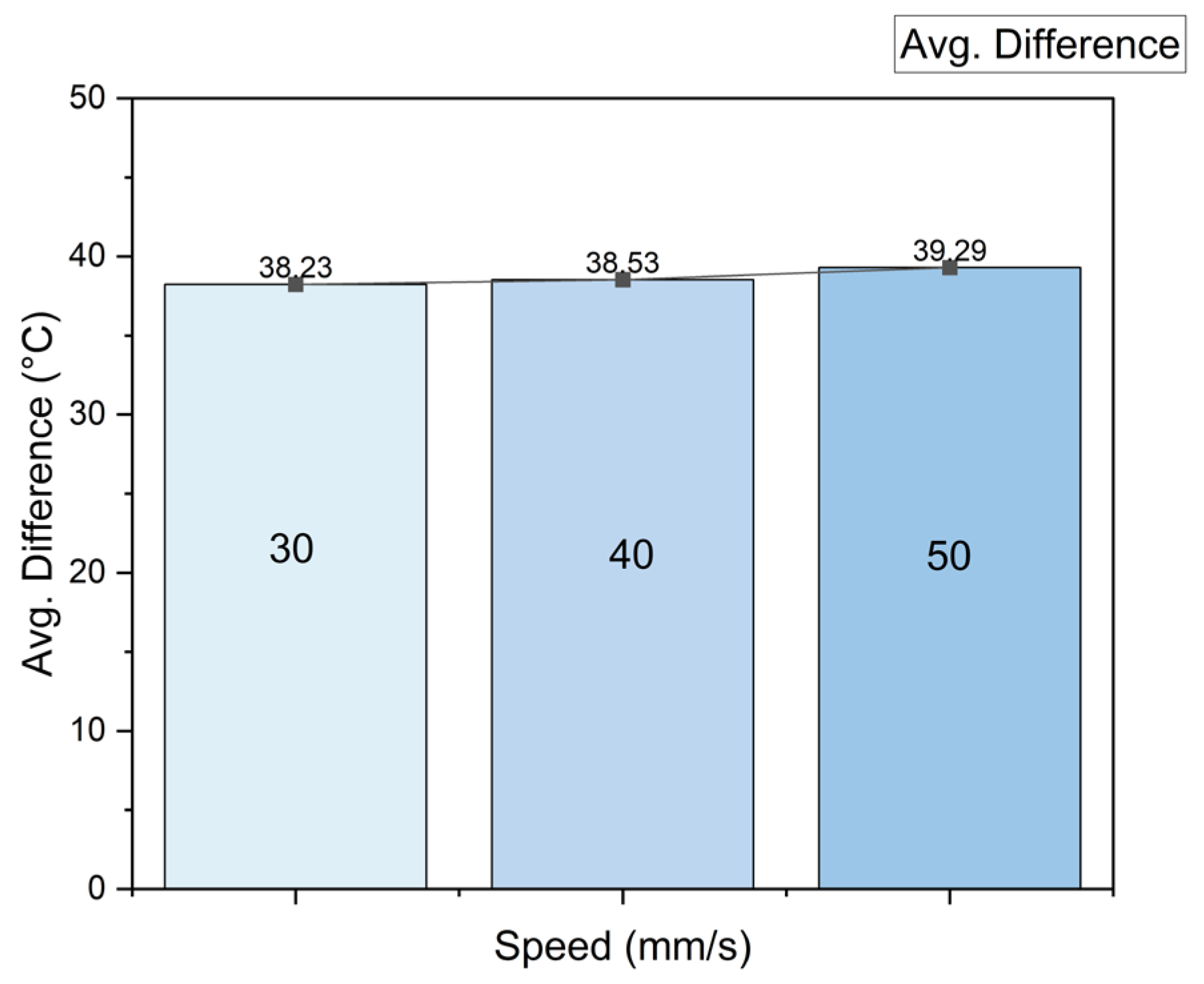
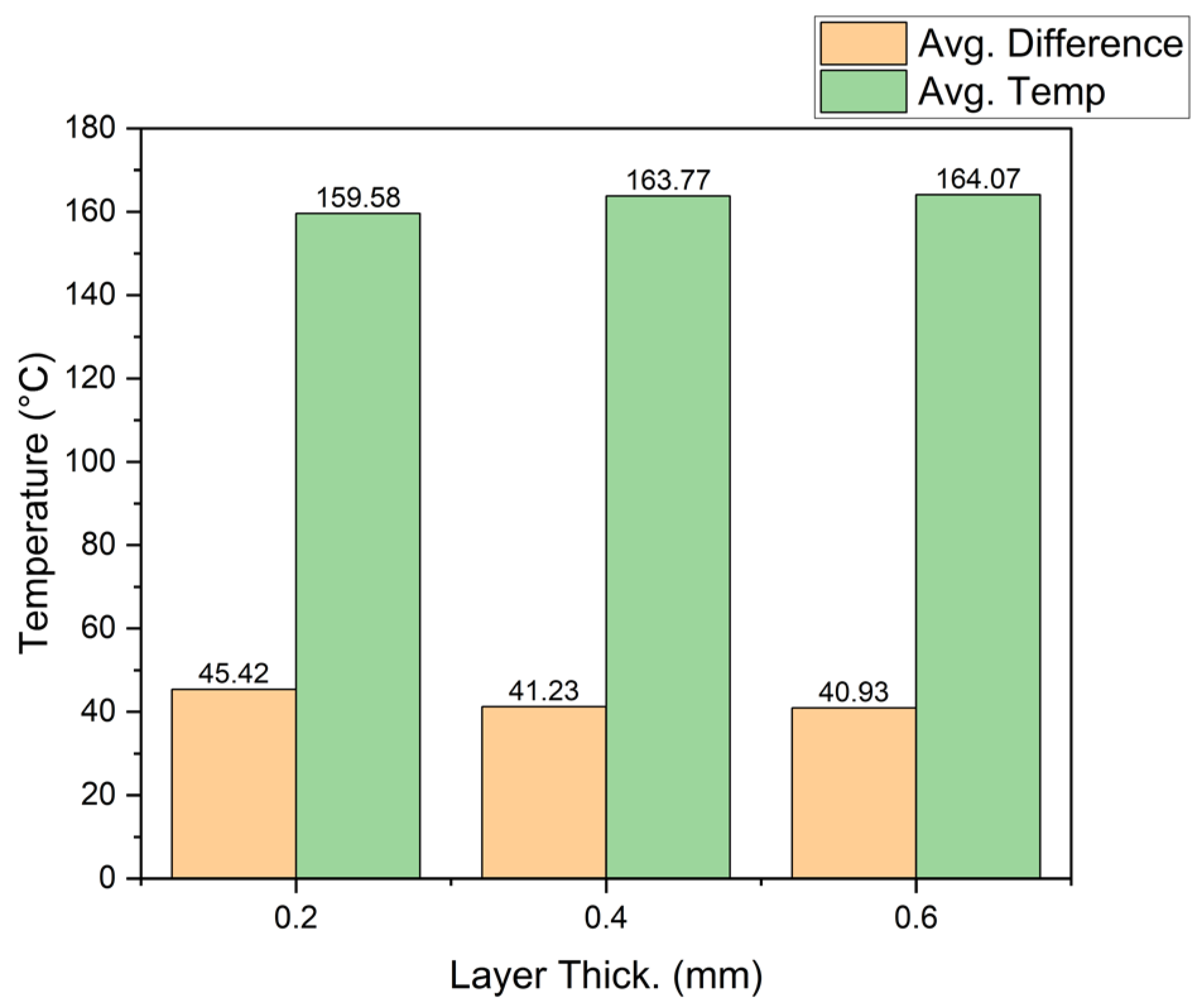
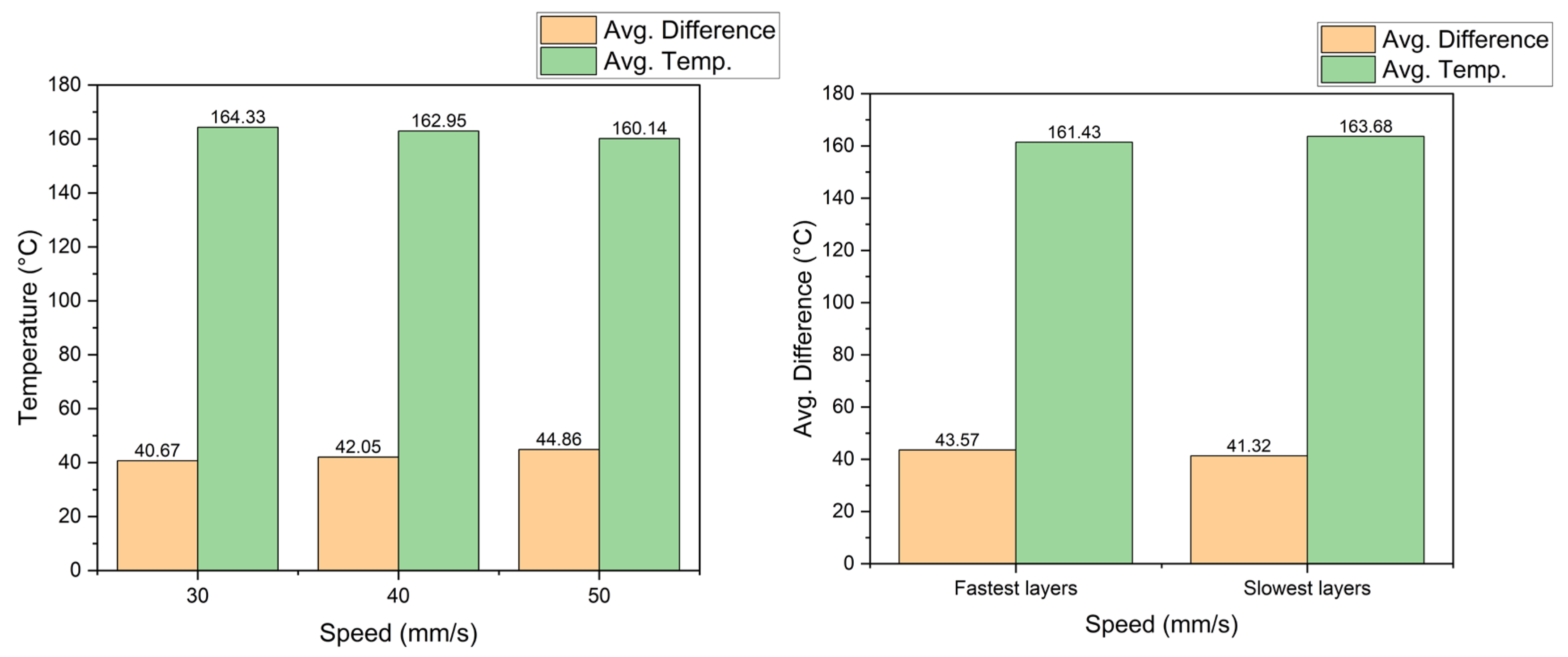
The temperature gradient from the extrusion temperature in the block to the deposited temperature was found to be significantly reduced. Furthermore, if the printing speed was increased, the bonding strength was decreased, in addition to the final mechanical properties. This leads to the fact that the material thermal diffusivity plays a significant role during the process, and the material requires an optimal transition from a liquid to a solid state during bonding to achieve the optimal mechanical properties.
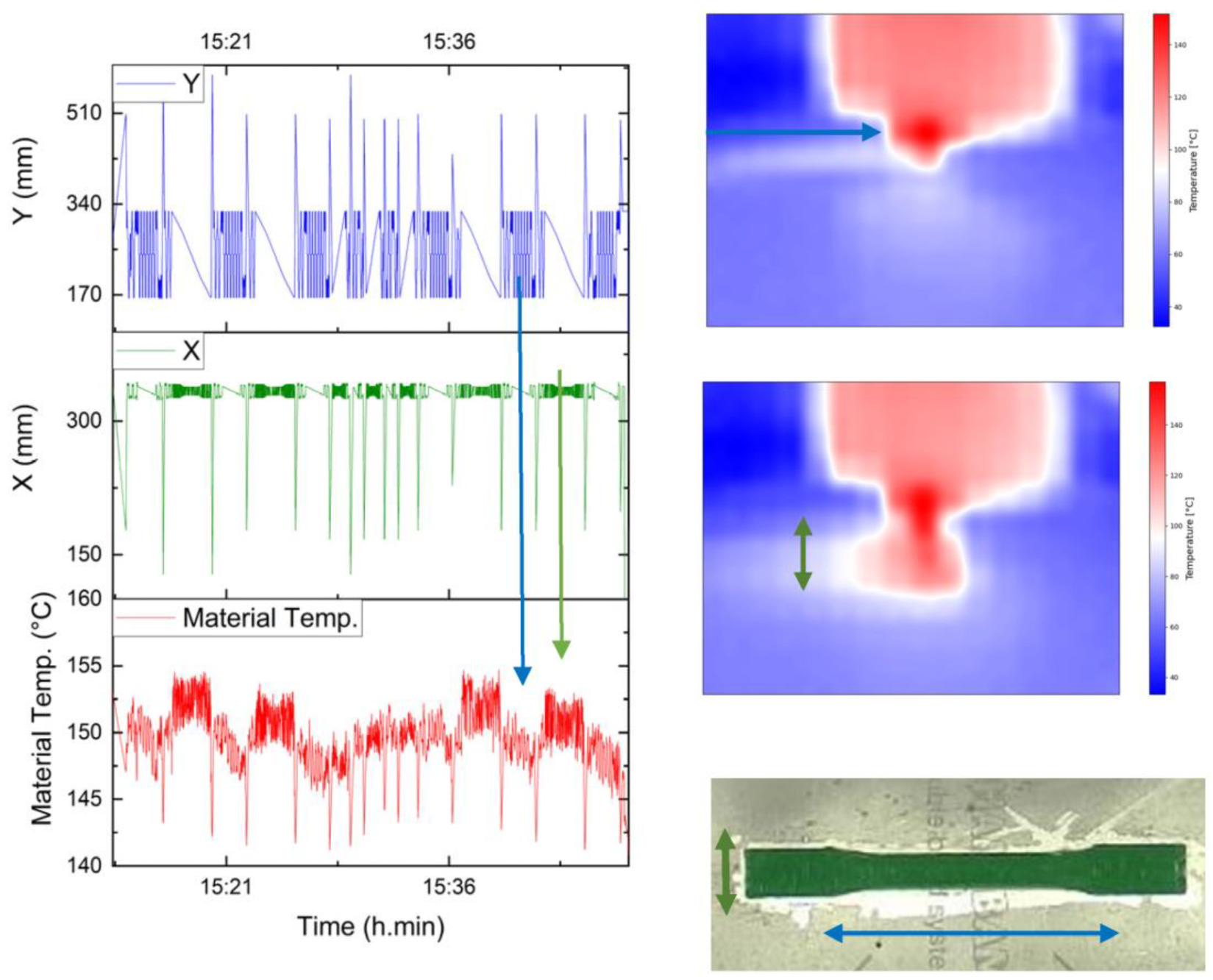
The existence of a significant temperature difference between longer printing paths where more thermal diffusivity allows rapid solidification and less bonding interaction was observed, compared to shorter paths with a higher local fused temperature. This corroborates the idea that the design toolpath can induce anisotropy in the process and affect thermal interaction between the layers.
From the experimental material model and the employment of the CPP system to track thermal variations, it was found that this tool can have the potential to monitor the process in situ and the ability to predict the quality characteristics of printed parts.
5. Conclusions
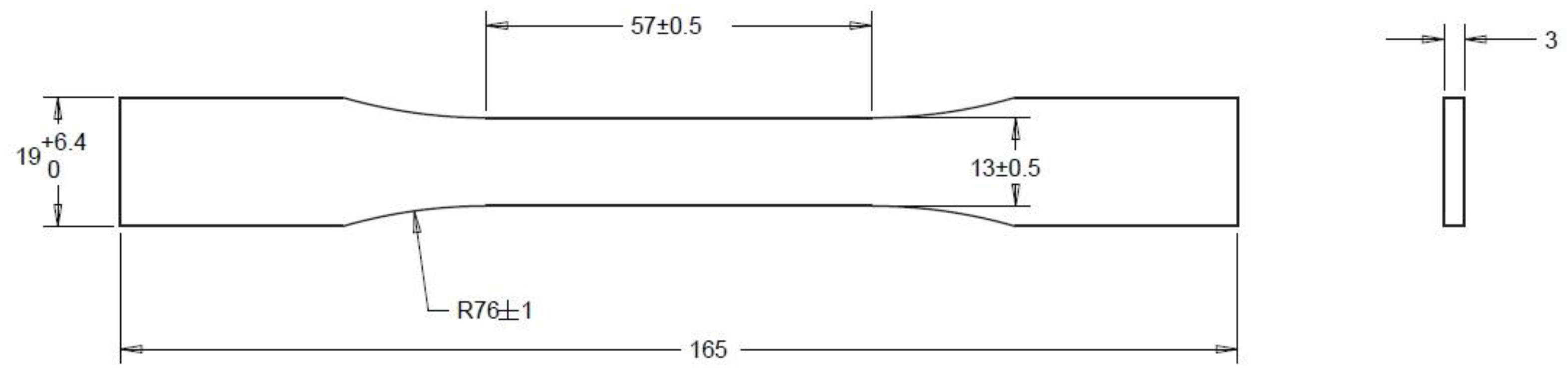
This study used the design of experiments to evaluate the influence of four printing parameters and the ultimate tensile strength of specimens that followed the standard ASTM D638 (Type I). The parameters were chosen based on their direct influence on the thermal behavior of the process and the printing time. Using a CPPS, the thermal profile was analyzed with the objective of relating the UTS to the temperature based on its importance in relation to the bonding strength to achieve good adhesion between the layers, improving the UTS. Two methods were used: a general analysis, which is based on Taguchi’s orthogonal arrays that allowed evaluation of the influence with a reduced number of experiments, and a full factorial analysis that is more detailed in the two most important aspects according to Taguchi. The results showed that the order of the parameters in decreasing order of importance is layer thickness, printing speed, printing temperature, and bed temperature. Then, it was possible to graph the influence of the layer thickness and the printing speed on the UTS value. It was observed that the slope of the curves was not linear throughout the three levels studied, nor was it linear in terms of the contribution to the value of UTS. In general, the 34 printed parts showed that an increase in the average temperature during printing improved the UTS value. This supports the hypothesis of the importance of temperature in terms of good layer adhesion. There is a marked difference between the temperature of the heater block and the extruded material, for example, the highest temperature set for the heater block was 220 °C, but the material only reached 190 °C according to the thermal camera. This represented a difference of 30 °C in temperature. Intuitively, one might think that the temperature of the material can be increased without reaching its degradation value, thus improving the UTS; however, in practice, there comes a point where the material becomes very soft and flimsy, and the shape is lost in the deposited walls, preventing a quality piece from being printed. The influence of the four parameters studied in terms of the UTS cannot be demonstrated overall. The same is true for the influence of temperature alone. This is supported because even though an increase improved the UTS, the bed temperature, for example, provided a greater increasing delta compared to printing speed. Regardless, it finished in last position in terms of its influence on the UTS.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}