
Image-Based Sensor for Liquid Level Monitoring during Bottling with Application to Craft and Home-Brewing



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction and Motivation
2. Literature Review and Contributions
- Development of an image-based sensor for monitoring liquid levels in transparent (colored) containers during the filling process, utilizing (a special case of) optical refraction phenomena, made possible by a novel light source positioning (underneath the container). Although the underlying physical principle is simple and known from optics, it is functionally powerful and, to the best of our knowledge, not present in the proposed configuration in the available literature or commercial systems (where the light source is usually positioned opposite the optical sensor, i.e., camera);
- The developed sensor system does not depend on the container shape, color, size, or liquid type, as long as they are both transparent. The proposed sensor system enables insights into the state of the filling process and liquid (which similar methods do not provide) by allowing the possibility of analyzing different optical refraction patterns corresponding to the characteristic cases providing answers to important questions that cannot be easily answered with other sensor systems (e.g., is foaming occurring during the filling and how much, is there bubbling within the liquid during the filling);
- Construction of a self-contained microcontroller-based, working sensor system that relies on the proposed working principles, using low-cost, off-the-shelf components while ensuring a high level of accuracy. This makes it appropriate for small-scale production plants. The system successfully integrated into the open source filling (and labeling) filler;
- Extensive testing of the proposed sensor system operating principle within laboratory and production environments, obtaining results comparable to or better than some other low-cost sensing options while having the possibility of usage even in setups where the container is fully closed (e.g., due to the need for a pressurized atmosphere within the bottle).
3. Materials and Methods
- Easily obtainable and affordable components should be used;
- The sensor system should be self-contained with dimensions appropriate for the small-scale production plants;
- Program support should give continuous output values (current state of the level) as well as discrete values if needed (whether it has reached the desired level value);
- The system should be robust to changes in the lighting of the working environment and enable the implementation of several measuring stations working in parallel (without mutual interference);
- The system should be easy to use (especially the alignment phase, if necessary).
3.1. Physical Operational Principle
- There are some additional transmissive effects in the figure due to the bottle shape, which will be addressed later in the manuscript in Section 3.2.1;
- Liquid (water) was poured from another bottle during the recording of this image, which resulted in splashing and bubbles at the liquid surface which can also be seen through transmissive effects;
- Cluttered background and other light sources in the background (e.g., computer monitor) do not affect the measurement due to the image differentiation approach;
- In the image where the LED is turned OFF, it is a very challenging task, even for a person, to detect the liquid level within the bottle.
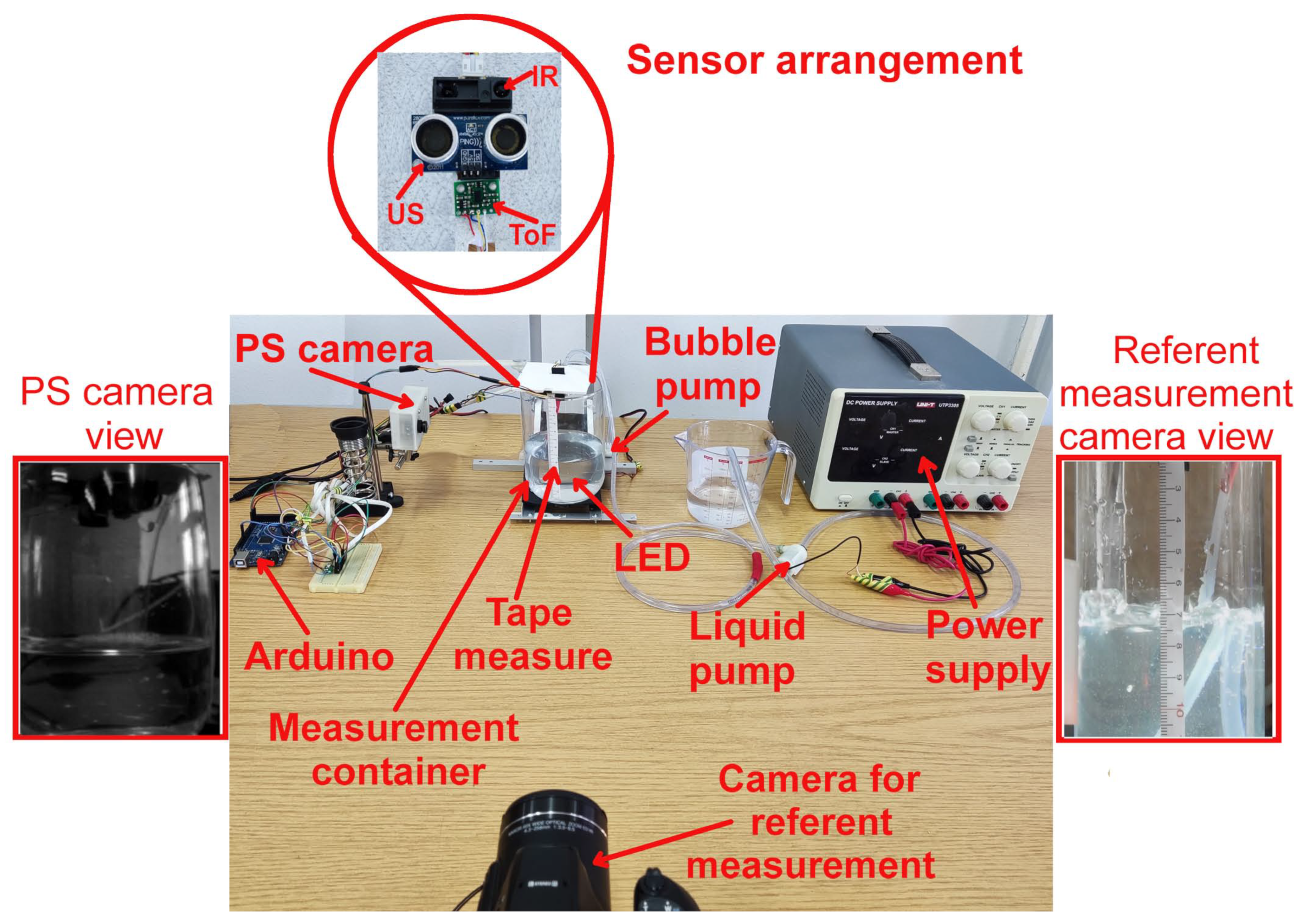
3.2. Experimental Setup and Hardware
3.2.1. Laboratory-Based Testing
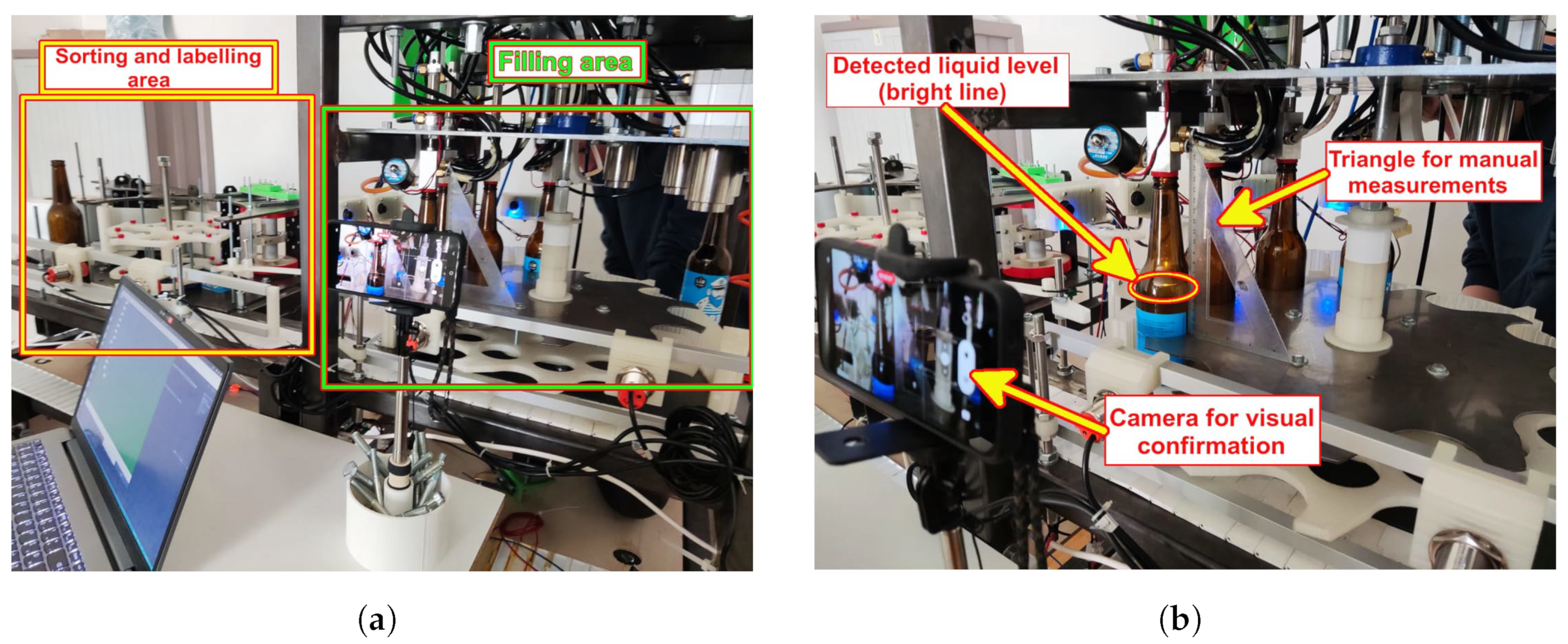
3.2.2. Production-Based Testing
3.3. Computer Vision Processing Method
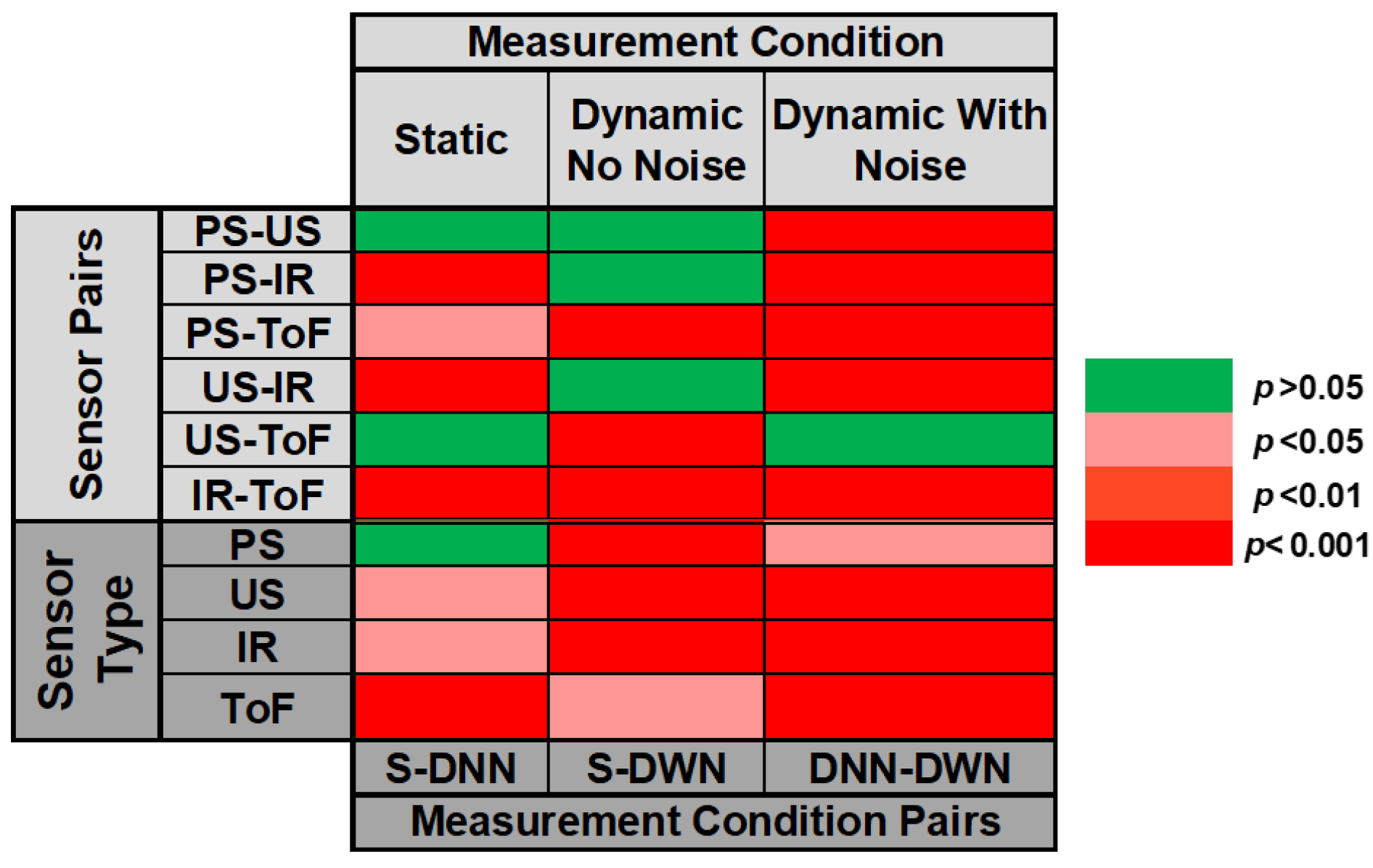
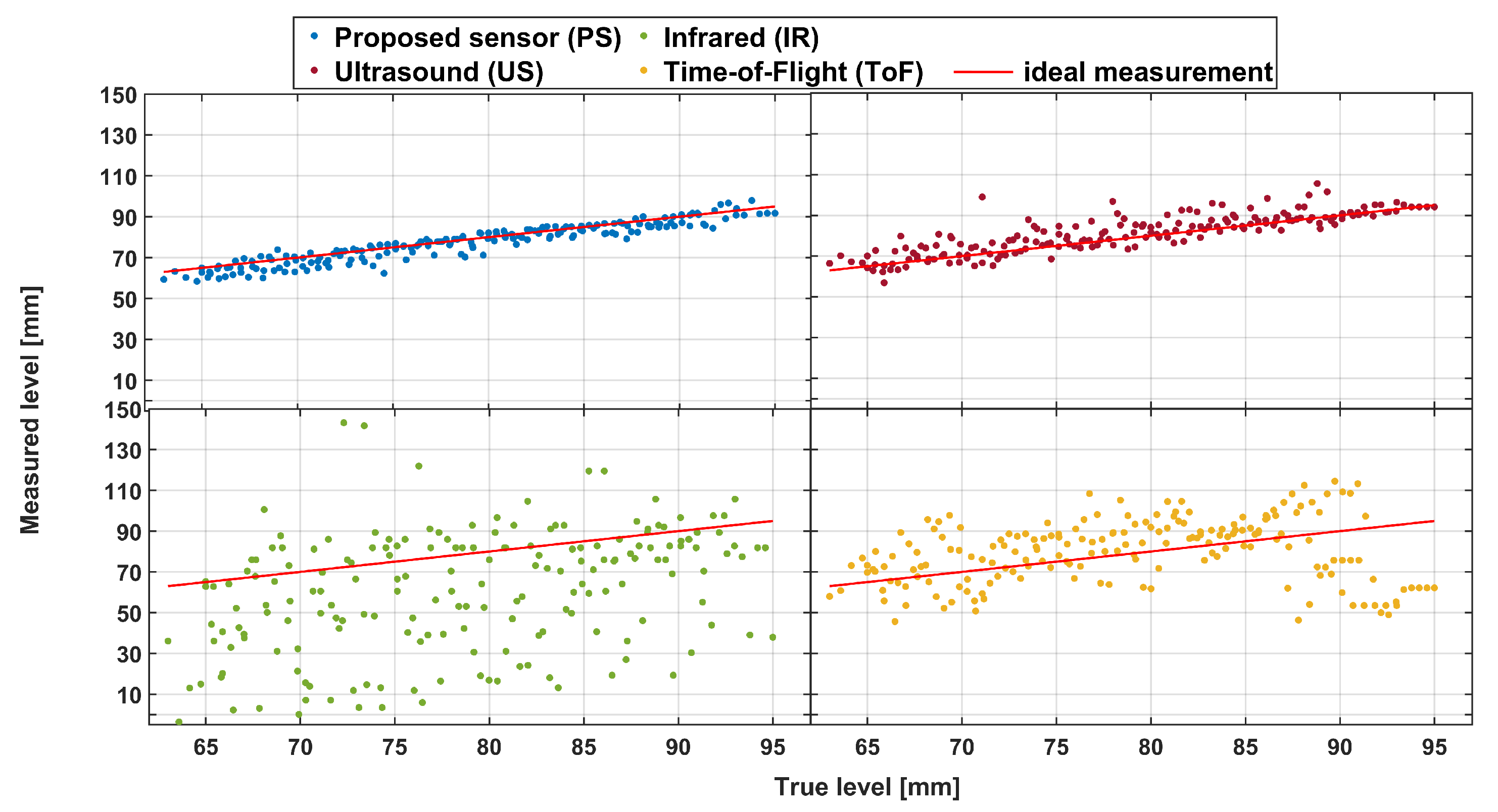
4. Results and Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| ABA | American Brewers Association |
| AD | Analog-to-Digital |
| DNN | Dynamic Condition Without the Noise |
| DWN | Dynamic Condition With Noise |
| FoV | Field of View |
| FPS | Frames per Second |
| GPIO | General Purpose Input–Output Pin |
| HD | High Definition |
| HSV | Hue, Saturation, and Value |
| IGAVD | Image Grayscale Illumination Value Difference |
| IP | Internet Protocol |
| IR | Infrared |
| ISEF | Infinite Symmetric Exponential Filter |
| LoG | Laplacian of Gaussian |
| LED | Light-Emitting Diode |
| MIPI | Mobile Industry Processor Interface |
| MOSFET | Metal-Oxide-Semiconductor Field-Effect Transistor |
| MP | Mega Pixel |
| NoIR | No Infrared |
| S | Static |
| STD | Standard Deviation |
| PC | Personal Computer |
| PCB | Printed Circuit Board |
| PS | Proposed Sensor |
| QVGA | Quarter Video Graphics Array |
| ToF | Time-of-Flight |
| TWI | Two-Wire Interface |
| UART | Universal Asynchronous Receiver/Transmitter |
| US | Ultrasonic |
| USA | United States of America |
| USD | United States Dollar |
| YUV | Luma, Blue Projection, Red Projection |
References
- Berning, J.; McCullough, M.P. Theme Overview: Global Craft beer renaissance. Choices Mag. 2017, 32, 1–2. [Google Scholar]
- Wojtyra, B.; Kossowski, T.M.; Březinová, M.; Savov, R.; Lančarič, D. Geography of craft breweries in Central Europe: Location factors and the spatial dependence effect. Appl. Geogr. 2020, 124, 102325. [Google Scholar] [CrossRef]
- Wojtyra, B. How and why did craft breweries ‘revolutionise’ the beer market? The case of Poland. Morav. Geogr. Rep. 2020, 28, 81–97. [Google Scholar] [CrossRef]
- Deloitte. Craft Beer: A Multisensory Experience. Brochure. 2017. Available online: https://www2.deloitte.com/content/dam/Deloitte/mx/Documents/consumer-business/2017/Craft-Beer-in-Mexico-2017.pdf (accessed on 18 July 2023).
- Toro-Gonzalez, D. The craft brewing industry in latin america. Choices Mag. 2017, 32, 1–5. [Google Scholar]
- Garavaglia, C.; Swinnen, J. The craft beer revolution: And international perspective. Choices Mag. 2017, 32, 1–8. [Google Scholar]
- Miller, S.R.; Sirrine, J.R.; McFarland, A.; Howard, P.H.; Malone, T. Craft beer as a means of economic development: An economic impact analysis of the Michigan value chain. Beverages 2019, 5, 35. [Google Scholar] [CrossRef]
- Mastanjević, K.; Krstanović, V.; Lukinac, J.; Jukić, M.; Lučan, M.; Mastanjević, K. Craft brewing—Is it really about the sensory revolution? Kvansy Prum. 2019, 65, 13–16. [Google Scholar] [CrossRef]
- González, P.A.; Dans, E.P.; de las Heras Tranche, I.; Acosta-Dacal, A.C.; Hernández, Á.R.; Montes, A.M.; Peña, M.Z.; Luzardo, O.P. Comparative analysis of mycotoxin, pesticide, and elemental content of Canarian craft and Spanish mainstream beers. Toxicol. Rep. 2023, 10, 389–399. [Google Scholar] [CrossRef] [PubMed]
- Berning, J.; Costanigro, M.; McCullough, M.P. Can the craft beer industry tap into collective reputation? Choices Mag. 2017, 32, 1–6. [Google Scholar]
- MarketResearch. Home Beer Brewing Machine Market Size, Share & Trends Analysis: Report by Product, by Mechanism, by Region, and Segment Forecast, 2019–2025. Tech. Rep. Grand View Res. 2019. Available online: https://www.grandviewresearch.com/industry-analysis/home-beer-brewing-machine-market (accessed on 18 July 2023).
- International Organization of Legal Metrology. OIML R 117-1 Dynamic Measuring Systems for Liquids Other than Water—Part 1: Metrological and Technical Requirements; International Organization of Legal Metrology: Paris, France, 2007. [Google Scholar]
- International Organization of Legal Metrology. OIML R 117-2 Dynamic Measuring Systems for Liquids Other than Water—Part 2: Metrological Controls and Performance Tests; International Organization of Legal Metrology: Paris, France, 2014. [Google Scholar]
- Bobovnik, G.; Mušič, T.; Kutin, J. Liquid Level Detection in Standard Capacity Measures with Machine Vision. Sensors 2021, 21, 2676. [Google Scholar] [CrossRef]
- Violino, S.; Figorilli, S.; Costa, C.; Pallottino, F. Internet of Beer: A Review on Smart Technologies from Mash to Pint. Foods 2020, 9, 950. [Google Scholar] [CrossRef]
- Tanya Weaver. Industry 4.0 Reduces Beer Going Down the Drain at Craft Brewery. 2019. Available online: https://www.imeche.org/news/news-article/industry-4.0-reduces-beer-going-down-the-drain-at-craft-brewery (accessed on 18 July 2023).
- Brewers Association. The Brewers Association Guide to American Craft Beer. Brochure. 2011. Available online: https://cdn.brewersassociation.org/wpcontent/uploads/2017/04/American_Craft_Beer_Guide_English.pdf (accessed on 18 July 2023).
- ABB. A Dozen Ways to Measure Fluid Level. 2023. Available online: https://new.abb.com/products/measurement-products/level/a-dozen-ways-to-measure-fluid-level (accessed on 18 July 2023).
- Eppel, S.; Kachman, T. Computer vision-based recognition of liquid surfaces and phase boundaries in transparent vessels, with emphasis on chemistry applications. arXiv 2014, arXiv:1404.7174. [Google Scholar] [CrossRef]
- Galata, D.L.; Mészáros, L.A.; Kállai-Szabó, N.; Szabó, E.; Pataki, H.; Marosi, G.; Nagy, Z.K. Applications of machine vision in pharmaceutical technology: A review. Eur. J. Pharm. Sci. 2021, 159, 105717. [Google Scholar] [CrossRef] [PubMed]
- Meenu, M.; Kurade, C.; Neelapu, B.C.; Kalra, S.; Ramaswamy, H.S.; Yu, Y. A concise review on food quality assessment using digital image processing. Trends Food Sci. Technol. 2021, 118, 106–124. [Google Scholar] [CrossRef]
- Zheng, G.; Zong, H.; Zhuan, X.; Luan, J. Fast dynamic liquid level sensor based on liquid resistance. In Proceedings of the AFRICON 2007, Windhoek, South Africa, 26–28 September 2007; pp. 1–6. [Google Scholar] [CrossRef]
- Rocher, J.; Parra, L.; Lloret, J.; Mengual, J. An Inductive Sensor for Water Level Monitoring in Tubes for Water Grids. In Proceedings of the 2018 IEEE/ACS 15th International Conference on Computer Systems and Applications (AICCSA), Aqaba, Jordan, 28 October–1 November 2018; pp. 1–7. [Google Scholar] [CrossRef]
- Wang, S.W.; Chen, C.C.; Wu, C.M.; Huang, C.M. A continuous water-level sensor based on load cell and floating pipe. In Proceedings of the 2018 IEEE International Conference on Applied System Invention (ICASI), Chiba, Japan, 13–17 April 2018; pp. 151–154. [Google Scholar] [CrossRef]
- Esmaili, P.; Cavedo, F.; Norgia, M. Characterization of Pressure Sensor for Liquid-Level Measurement in Sloshing Condition. IEEE Trans. Instrum. Meas. 2020, 69, 4379–4386. [Google Scholar] [CrossRef]
- Nakagawa, T.; Hyodo, A.; Kogo, K.; Kurata, H.; Osada, K.; Oho, S. Contactless Liquid-Level Measurement With Frequency-Modulated Millimeter Wave Through Opaque Container. IEEE Sens. J. 2013, 13, 926–933. [Google Scholar] [CrossRef]
- Pečovský, M.; Galajda, P.; Sokol, M.; Kmec, M. Measurement of Opaque Container Contents by an M-Sequence UWB Radar. In Proceedings of the 2020 IEEE International Radar Conference (RADAR), Washington, DC, USA, 28–30 April 2020; pp. 384–388. [Google Scholar] [CrossRef]
- Loizou, K.; Koutroulis, E. Water level sensing: State of the art review and performance evaluation of a low-cost measurement system. Measurement 2016, 89, 204–214. [Google Scholar] [CrossRef]
- Ehiagwina, F.; Afolabi, L.; Kehinde, O.; Olaoye, A.; Jinbola, A.J. Overview of Liquid Level Detection Technologies with Performance Characteristics Assessment and Energy Cost Saving for Household Water Pumps. World Wide J. Multidiscip. Res. Dev. 2017, 3, 287–294. [Google Scholar]
- Baumer. Reliable Level Measurement—In the Bottle and in the Vibratory Feeder; Technical Report; Baumer: Frauenfeld, Switzerland, 2019. [Google Scholar]
- Richter, W. Non-invasive level measurement in bright beer tanks. Brauwelt Int. 2018, 36, 264–266. [Google Scholar]
- Huang, S.; Long, W.; Liao, J.; Li, M.; Yu, Y.; Gou, H.; Gan, F. An Optimized Lightweight Ultrasonic Liquid Level Sensor Adapted to the Tilt of Liquid Level and Ripple. IEEE Sens. J. 2022, 22, 121–129. [Google Scholar] [CrossRef]
- Singh, H.K.; Chakroborty, S.K.; Talukdar, H.; Singh, N.M.; Bezboruah, T. A New Non-Intrusive Optical Technique to Measure Transparent Liquid Level and Volume. IEEE Sens. J. 2011, 11, 391–398. [Google Scholar] [CrossRef]
- Velinsky, O. Measurement of Height Level in Bottles Using Infrared Camera. Master’s Thesis, Czech Technical University in Prague, Prague, Czech Republic, 2020. [Google Scholar]
- Matsuya, I.; Honma, Y.; Mori, M.; Ihara, I. Measuring Liquid-Level Utilizing Wedge Wave. Sensors 2018, 18, 2. [Google Scholar] [CrossRef]
- Carroll, J. Machine Vision System Aids in High-Speed Beer Bottle Inspection Process. 2018. Available online: https://www.vision-systems.com/factory/article/16752025/machine-vision-system-aids-in-highspeed-beer-bottle-inspection-process (accessed on 18 July 2023).
- Felipe, M.A.A.; Olegario, T.V.; Bugtai, N.T.; Baldovino, R.G. Vision-based Liquid Level Detection in Amber Glass Bottles using OpenCV. In Proceedings of the 2019 7th International Conference on Robot Intelligence Technology and Applications (RiTA), Daejeon, Republic of Korea, 1–3 November 2019; pp. 148–152. [Google Scholar] [CrossRef]
- Pithadiya, K.J.; Modi, C.K.; Chauhan, J.D. Machine vision based liquid level inspection system using ISEF edge detection technique. In Proceedings of the International Conference and Workshop on Emerging Trends in Technology, Mumbai, India, 26–27 February 2010. [Google Scholar]
- Pithadiya, K.J.; Modi, C.K.; Chauhan, J.D. Comparison of Optimal Edge Detection Algorithms for Liquid Level Inspection in Bottles. In Proceedings of the 2009 Second International Conference on Emerging Trends in Engineering Technology, Nagpur, India, 16–18 December 2009; pp. 447–452. [Google Scholar] [CrossRef]
- Abdelhedi, S.; Taouil, K.; Hadjkacem, B. Design of Automatic Vision-based Inspection System for Monitoring in an Olive Oil Bottling Line. Int. J. Comput. Appl. 2012, 51, 39–46. [Google Scholar] [CrossRef]
- Vision tech Gmbh. Fill-Level Inspection; Brochure; Vision Tech Gmbh: Kassel, Germany, 2020. [Google Scholar]
- Liger-Belair, G.; Marchal, R.; Robillard, B.; Vignes-Adler, M.; Maujean, A.; Jeandet, P. Study of Effervescence in a Glass of Champagne: Frequencies of Bubble Formation, Growth Rates, and Velocities of Rising Bubbles. Am. J. Enol. Vitic. 1999, 50, 317–323. [Google Scholar] [CrossRef]
- Lukinac, J.; Mastanjević, K.; Mastanjević, K.; Nakov, G.; Jukić, M. Computer Vision method in beer quality evaluation—A review. Beverages 2019, 5, 38. [Google Scholar] [CrossRef]
- Gonzalez Viejo, C.; Torrico, D.D.; Dunshea, F.R.; Fuentes, S. Development of Artificial Neural Network Models to Assess Beer Acceptability Based on Sensory Properties Using a Robotic Pourer: A Comparative Model Approach to Achieve an Artificial Intelligence System. Beverages 2019, 5, 33. [Google Scholar] [CrossRef]
- González Ramírez, M.M.; Villamizar Rincón, J.C.; Lopez Parada, J.F. Liquid level control of Coca-Cola bottles using an automated system. In Proceedings of the 2014 International Conference on Electronics, Communications and Computers (CONIELECOMP), Cholula, Mexico, 26–28 February 2014; pp. 148–154. [Google Scholar] [CrossRef]
- Yazdi, L.; Prabuwono, A.S.; Golkar, E. Feature extraction algorithm for fill level and cap inspection in bottling machine. In Proceedings of the 2011 International Conference on Pattern Analysis and Intelligence Robotics, Kuala Lumpur, Malaysia, 28–29 June 2011; Volume 1, pp. 47–52. [Google Scholar] [CrossRef]
- Chakravarthy, S.; Sharma, R.; Kasturi, R. Noncontact level sensing technique using computer vision. IEEE Trans. Instrum. Meas. 2002, 51, 353–361. [Google Scholar] [CrossRef]
- Gaber, C.; Chetehouna, K.; Laurent, H.; Rosenberger, C.; Baron, S. Optical sensor system using computer vision for the level measurement in oil tankers. In Proceedings of the 2008 IEEE International Symposium on Industrial Electronics, Cambridge, UK, 30 June–2 July 2008; pp. 1120–1124. [Google Scholar] [CrossRef]
- Liu, X.; Bamberg, S.; Bamberg, E. Increasing the accuracy of level-based volume detection of medical liquids in test tubes by including the optical effect of the meniscus. Measurement 2011, 44, 750–761. [Google Scholar] [CrossRef]
- Lorefice, S. Traceability and uncertainty analysis in volume measurements. Measurement 2009, 42, 1510–1515. [Google Scholar] [CrossRef]
- Ayoola, I.; Chen, W.; Feijs, L. Camera on Vessel: A Camera-Based System to Measure Change in Water Volume in a Drinking Glass. Sensors 2015, 15, 23847–23867. [Google Scholar] [CrossRef] [PubMed]
- Zhu, H. New Algorithm of Liquid Level of Infusion Bottle Based on Image Processing. In Proceedings of the 2009 International Conference on Information Engineering and Computer Science, Wuhan, China, 19–20 December 2009; pp. 1–4. [Google Scholar] [CrossRef]
- Samann, F.E. Real-time Liquid Level and Color Detection System using Image Processing. Acad. J. Nawroz Univ. 2018, 7, 223–227. [Google Scholar] [CrossRef]
- Eppel, S. Tracing liquid level and material boundaries in transparent vessels using the graph cut computer vision approach. arXiv 2016, arXiv:1602.00177. [Google Scholar] [CrossRef]
- Singh, H.K.; Meitei, N.C.; Sarkar, S.T.; Tiwari, D.; Bezboruah, T. Truly Nonintrusive Liquid-Level-Sensing Method Based on Lateral Displacement Effect of Light Rays. IEEE Sens. J. 2013, 13, 801–806. [Google Scholar] [CrossRef]
- Liu, Q.; Chu, B.; Peng, J.; Tang, S. A Visual Measurement of Water Content of Crude Oil Based on Image Grayscale Accumulated Value Difference. Sensors 2019, 19, 2963. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhou, Y.; Liu, H.; Gao, H. In-situ water level measurement using NIR-imaging video camera. Flow Meas. Instrum. 2019, 67, 95–106. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhou, Y.; Liu, H.; Zhang, L.; Wang, H. Visual Measurement of Water Level under Complex Illumination Conditions. Sensors 2019, 19, 4141. [Google Scholar] [CrossRef]
- Čoko, D.; Stančić, I.; Dujić Rodić, L.; Čošić, D. TheraProx: Capacitive Proximity Sensing. Electronics 2022, 11, 393. [Google Scholar] [CrossRef]
- Mohammed, S.L.; Al-Naji, A.; Farjo, M.M.; Chahl, J. Highly Accurate Water Level Measurement System Using a Microcontroller and an Ultrasonic Sensor. IOP Conf. Ser. Mater. Sci. Eng. 2019, 518, 042025. [Google Scholar] [CrossRef]
- St. Water and Liquid Level Measurement Using VL53L5CX Time-of-Flight 8 × 8 Multizone Sensor with Wide Field of View. 2022. Available online: https://www.st.com/resource/en/application_note/an5843-water-and-liquid-level-measurement-using-vl53l5cx-timeofflight-8x8-multizone-sensor-with-wide-field-of-view-stmicroelectronics.pdf (accessed on 18 July 2023).
- Tawalbeh, R.; Alasali, F.; Ghanem, Z.; Alghazzawi, M.; Abu-Raideh, A.; Holderbaum, W. Innovative Characterization and Comparative Analysis of Water Level Sensors for Enhanced Early Detection and Warning of Floods. J. Low Power Electron. Appl. 2023, 13, 26. [Google Scholar] [CrossRef]
- St. AN5851 Application Note: Water and Liquid Level Monitoring Using VL53L4CD Time-of-Flight High Accuracy Proximity Sensor. 2022. Available online: https://www.st.com/resource/en/application_note/an5851-water-and-liquid-level-monitoring-using-vl53l4cd-timeofflight-high-accuracy-proximity-sensor-stmicroelectronics.pdf (accessed on 18 July 2023).




















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Musić, J.; Stančić, I.; Džaja, B.; Pekić, V. Image-Based Sensor for Liquid Level Monitoring during Bottling with Application to Craft and Home-Brewing. Sensors 2023, 23, 7126. https://doi.org/10.3390/s23167126
Musić J, Stančić I, Džaja B, Pekić V. Image-Based Sensor for Liquid Level Monitoring during Bottling with Application to Craft and Home-Brewing. Sensors. 2023; 23(16):7126. https://doi.org/10.3390/s23167126
Chicago/Turabian StyleMusić, Josip, Ivo Stančić, Barbara Džaja, and Vesna Pekić. 2023. "Image-Based Sensor for Liquid Level Monitoring during Bottling with Application to Craft and Home-Brewing" Sensors 23, no. 16: 7126. https://doi.org/10.3390/s23167126
APA StyleMusić, J., Stančić, I., Džaja, B., & Pekić, V. (2023). Image-Based Sensor for Liquid Level Monitoring during Bottling with Application to Craft and Home-Brewing. Sensors, 23(16), 7126. https://doi.org/10.3390/s23167126