4.1. Adaptation and Optimization of the Control Algorithms for an HKD7 Fireplace with Catalyst
As already mentioned in
Section 2, for proper description, the wood-log fueled batch firing process had to be divided into different phases, which are controlled by individual software and parametrization. The IP is characterized by the highest emission rates because, in the first minutes after ignition, the temperature at the catalyst is still too low to gain enough reaction kinetics for post-combustion. Therefore, this phase has to be overcome as quick as possible. In order to gain a quick increase of the combustion temperature Tc, the primary air stream is linearly increased with Tc. Having reached the onset conversion temperature of the catalyst (typically at about 150 °C), the transition to the HTP is initiated. In this second phase, combustion air stream control is characterized by an additional opening of the secondary air stream shutter with increasing Tc and increasing CO/HC concentration and a decrease of the primary air stream with increasing Tc and decreasing ROC (
Figure 3).
Approaching the end of the HTP, i.e., beyond the maximum Tc, typically, Tc decreases monotonically, and ROC increases simultaneously because the kinetics of combustion is reduced successively. In a batch firing process, the amount of hot solid residuals (glue and solid residuals/charcoal) related to the amount of not yet burned wood increases continuously, and this leads to a change in the fuel. This altered situation of charge combustion is now defined by the BOP, which is again treated by an individual parametrization of the control algorithm. The transition from HTP to BOP was defined to be initiated when Tc < 0.85 Tmax and ROC > 13.5% are valid (Tmax: maximum temperature in HTP). For example, this transition is observed (
Figure 3) at 70 min (phase 2 → phase 3,
Figure 3c). In BOP, the primary air stream is decreased with decreasing Tc and increasing ROC. The secondary air stream is predominantly decreased with Tc as well but moderately increased with an increase of CO/HC-emissions.
At a well-defined range TRmin < Tc < TRmax, reloading of firewood is recommended. This is a status of BOP at which still a moderate amount of hot solid residuals is available for proper re-ignition of some further wood-logs reloaded. Reloading firewood on top of these hot residuals can generate a completely different situation of the combustion process related to the first ignition of wood stacked in a cold combustion chamber (
Figure 2a). Now the re-ignition of reloaded firewood is characterized by a highly non-steady state situation of combustion because the ignition is started in the hot chamber from the bottom of the wood stack deposited on top of the hot residuals, which, perhaps, provides a very high amount of heat. Too much glue means that re-ignition (outgassing of the wood-logs) would be too quick: therefore, there would be a sharply increasing oxygen consumption (sharp decrease of ROC to very low values). This can lead to uncontrollable combustion situations, which means a quick transition to combustion at oxygen deficit even at fully opened air shutters because not enough combustion air can be provided. On the other hand, too low an amount of hot residuals leads to delayed re-ignition, or ignition may even fail. In this case, partial smoldering is observed at rather low Tc leading to incomplete combustion correlated with high amounts of toxic gas emissions.
To control the combustion air flows even in this highly non-steady state situation, the RLP had to be developed. After reloading (door is closed again), the RLP algorithm starts with a continuous increase of the primary air stream in steps from the last value adjusted before reloading. Simultaneously, a sharp increase of secondary air stream is allowed up to about 6 L/s but again decreased with increasing ROC. Of course, after ignition, Tc may also rise sharply. At Tc beyond a defined temperature (here 435 °C), the transition to HTPR is initiated. The corresponding control software is quite similar to that of the HTP but with some modified parameter values due to the differences in combustion situation: that is, wood-logs are now put on hot residuals and burning from the bottom. Tmax is defined again for HTPR, and the conditions for transition to BOP are the same as defined in HTP.
The final status of the parametrization of the control software was tested by standard beech wood-log stacking (ignition) and different distributions of the wood-logs after reloading on the hot residuals (
Figure 2).
Figure 3 represents the emissions of a typical combustion experiment conducted from ignition at room temperature to burn out after three reloading sequences. It is well demonstrated that Tc rises to values above 150 °C already within about eight minutes after ignition (transition to HTP (phase 2)) and does not exceed 600 °C. In general, ROC decreases when Tc increases due to increasing combustion kinetics with Tc. At this final stage of development of the CAC software for firing experiments in the laboratory, only two very short peaks of c(CO) > 1000 ppm are observed, one at IP and one at second reloading. At most of the time intervals of the complete charge combustion process, c(CO) is registered clearly below 400 ppm, and in many time intervals, even below 100 ppm. Obviously, the critical combustion situations directly after reloading are also well covered by the control software, which is demonstrated by a quick decrease in the emissions and a subsequent sharp drop to rather low values in terms of about two minutes (
Figure 3).
4.2. Validation of the Control Algorithm under Real-Life Operation Conditions
After adaptation and optimization of the CAC algorithms at HKD7-1#/CAT1# in the laboratory at ISIS, control software and an experimental setup with an identically constructed fireplace (HKD7-2#) were operated under real-life conditions in the pilot plant of the Brunner GmbH over four months. As already mentioned in
Section 3, the experimental conditions were partly different (natural chimney draught, only CO-analysis of the flue gas available). At ignition situation, the draught of the cold chimney was typically quite low (3–5 Pa, depending on the weather situation) and increased to usual values (10–20 Pa) with continuing wood-log combustion process.
At first, parametrization of the CAC software needed significant modification for adaptation on the HKD7-2# fireplace when operated with CAT2# (
Section 3.4). As illustrated in
Figure 4, even after several iterations of experimental adaptation of the parameter values, obviously, the markedly low emissions of CO and unburned HC components, as reported with CAT1# (
Figure 3), were not achieved. At IP and after each reloading sequence in most cases, for short time intervals, the CO-emissions were clearly higher than about 2000 ppm (
Figure 4), and the minimum CO-emissions in the HTP were not lower than 500 ppm and after reloading rarely lower than 100 ppm. This was interpreted by a lower catalytic oxidation activity of CAT2# due to aging effects. Indeed, after the substitution of CAT2# by a new catalyst (CAT3#) of the same type and geometry, more or less the same or even better combustion quality was observed (
Figure 5) as achieved with HKD7-1#/CAT1# in the laboratory (
Figure 3). These results give rise to the conclusion that both the proper adaptation of CAC parameters on the operation conditions (with/without catalyst) and the activity of the catalyst are the major aspects that essentially determine the quality of combustion and, thus, the flue gas quality.
Figure 4.
Exhaust analysis data (a,b) and control data (c) vs. time of a batch firing process conducted in a modified HKD7-2#/Cat2# fireplace fueled with beech wood-logs after adaptation of the CAC parameter values (data illustrated as experiment 8 in Figure 7 and as experiment 11 in Figure 9).
Figure 4.
Exhaust analysis data (a,b) and control data (c) vs. time of a batch firing process conducted in a modified HKD7-2#/Cat2# fireplace fueled with beech wood-logs after adaptation of the CAC parameter values (data illustrated as experiment 8 in Figure 7 and as experiment 11 in Figure 9).
In
Figure 5a, Tc and ROC vs. time and their dependency on reloading actions are illustrated similarly to those achieved in the laboratory (
Figure 3), but now under the conditions of natural chimney draught. Also, the course of the combustion air flows (
Figure 5c) is similar as visualized in
Figure 3 but significantly lower than those in
Figure 4c. The course of COe, as calculated from the signal of LH68-2 (
Section 3.3), in some time periods coincides quite well with the CO-concentrations measured with the analysis instrument (URAS 14, ABB group, Zürich, Switzerland), but in others, it differs clearly. The reasons are interpreted to be twofold. First, the lower limit of detection of the LH-sensors for CO was checked to be at about 70 ± 10 ppm. This means in time periods when the CO- and HC-concentrations are considerably lower, this is not measured by the LH68-2 sensor element. Second, COe determination is based on calibration with CO. Therefore, it is expected to differ significantly from CO-analysis in time periods when the contribution of HC- components to φ
m are significantly lower/higher than considered in the COe-calibration (
Section 3.3). These results obviously disclose the limits of CO/HC-analysis with LH-type mixed potential gas sensors. However, despite these constraints in sensitivity and selectivity, the LH-sensor elements have confirmed excellent robustness and long-term stability (
Section 4.3) when operated in the flue gas, and their well-suited sensing characteristics allow valuation of flue gas quality at least at COe-concentrations above 100 ppm. This enables considerable progress in advanced CAC algorithms, as the emission data (
Figure 3 and
Figure 5) impressively demonstrate.
Figure 5.
Data of a typical batch firing process of beech wood-logs in HKD7-2#/CAT3# after finalization of the process software. (
a) Combustion temperature Tc and ROC vs. time. (
b) The course of the LH68−2 sensor signal (black), COe-value as calculated from the LH68−2 sensor signal (blue) and CO-concentration as referenced by URAS 14 gas analysis instrument (red). The different phases (IP(1), HTP(2), BOP(3), RLP(4), HTPR(5)) of the batch firing process are indicated by the orange line. (
c) Combustion air streams as indicated in
Figure 3.
Figure 5.
Data of a typical batch firing process of beech wood-logs in HKD7-2#/CAT3# after finalization of the process software. (
a) Combustion temperature Tc and ROC vs. time. (
b) The course of the LH68−2 sensor signal (black), COe-value as calculated from the LH68−2 sensor signal (blue) and CO-concentration as referenced by URAS 14 gas analysis instrument (red). The different phases (IP(1), HTP(2), BOP(3), RLP(4), HTPR(5)) of the batch firing process are indicated by the orange line. (
c) Combustion air streams as indicated in
Figure 3.
For a quantitative comparison of the emissions at different operation conditions of the HKD7-1# fireplace, the emission data of whole batch firing experiments from IP (cold start, white) over HTP (bright brown) to BOP (bright blue) were compared (
Figure 6) for wood-log charges (about 5.5 kg beech wood) without reloading. First, the emissions without catalyst but with automated CAC, second with CAT1# but operated with the CAC software used without catalyst and third with CAT1# and specific parametrization of the CAC software for operation with catalyst are visualized in
Figure 6 together with the course of Tc and ROC (upper diagrams) and of the primary and secondary combustion air flows (lower diagrams).
Figure 6.
Comparison of the typical combustion air flows and emission characteristics of the HKD7-1# fireplace vs. time of wood-log batch combustion when operated at different conditions. All data are illustrated as indicated in
Figure 3. (
a) CAC as developed for operation without catalyst. (
b) With CAC–software as developed for case (
a) but now with CAT1#. (
c) With CAT1# and specific adaptation of the CAC–software. Tc in (
a) is measured at about the center of the hemispherical post-combustion chamber (
Figure 1), whereas Tc in (
b,
c) is recorded in touch with the catalyst at the side gas stream downwards (
Figure 1). The white, orange, and blue background represents IP, HTP and BOP respectively.
Figure 6.
Comparison of the typical combustion air flows and emission characteristics of the HKD7-1# fireplace vs. time of wood-log batch combustion when operated at different conditions. All data are illustrated as indicated in
Figure 3. (
a) CAC as developed for operation without catalyst. (
b) With CAC–software as developed for case (
a) but now with CAT1#. (
c) With CAT1# and specific adaptation of the CAC–software. Tc in (
a) is measured at about the center of the hemispherical post-combustion chamber (
Figure 1), whereas Tc in (
b,
c) is recorded in touch with the catalyst at the side gas stream downwards (
Figure 1). The white, orange, and blue background represents IP, HTP and BOP respectively.
Without a catalyst (
Figure 6a), the transition temperatures (IP → HTP, HTP → BOP) were, of course, set to higher values than in case of operation with a catalyst (
Figure 6c) and, correspondingly, the opening of the secondary air shutter was started late at about 380 °C. Implementation of CAT1# without adaptation of the control parameters does not lead to much better combustion quality (
Figure 6b). However, after adaptation of the control parameter values, the transition IP → HTP, i.e., catalytic oxidation with CAT1# by additional secondary air stream dosage started already at about 200 °C (
Figure 6c), and the transition temperature HTP → BOP was set to a combustion status at which ROC exceeds 13%, and Tc falls below 0.85 Tmax. At all combustion conditions investigated, the beginning of the HTP is well indicated by a relatively sharp drop of the ROC to values less than 12% (
Figure 6). However, as
Figure 6c clearly illustrates, operation with CAT1# leads to a much shorter IP, and much longer HTP and the CO-emissions are measured to be much lower in concentration compared with the other two operation conditions.
In addition, over the whole batch combustion experiment (
Figure 6c), the combustion air flows are adjusted to lower values compared to those as visualized in
Figure 6a,b. This is an essential aspect because at the final state of development of the CAC algorithms, the control parameter values were optimized to minimize the (cool) air flows to attain a long contact time of the flue gas with the CAT1#, which enables extended oxidation at a rather high temperature but at enough combustion air to keep ROC high enough for efficient oxidation in the oxygen excess regime.
A more quantitative comparison of the emissions achieved by these firing experiments (
Figure 6) is given in
Table 1. By multiplication of the sum of the primary and secondary combustion air streams in l/s with c(CO) in mg/m
3 as measured with the FTIR gas analysis system, the actual relative CO-emission in mg/min was calculated and averaged over the specific phases of batch combustion as indicated.
In
Table 1, some key-values as measured/calculated at four different conditions of wood-log combustion are documented. The first column represents some data from a firing experiment already published in [
25,
26], which was conducted at manual control of a Varia R fireplace (Spartherm GmbH, Melle, Germany) following the instructions of the producer. These data are taken as the “100%-emission reference”. All the other experiments were conducted in an HKD7 fireplace (Brunner GmbH, Eggenfelden, Germany) at different combustion conditions, as already discussed (
Figure 6), and their emission data are related to those of the manually controlled experiment. Of course, only a very rough relation of the emissions to manual control operation can be expected from those data because they are based on fireplaces that are similar in size but different in construction. These data are by no means suitable to compare the quality of different fireplaces but may be convenient to gain a first general idea about the level of emission drop to be achieved by automated CAC and additional complementation of HKD7 with CAT1#. A comprehensive comparison of the emissions achieved by hand-adjusted and automated CAC of the Varia R was already discussed in [
25,
26].
As already mentioned above, the duration of HTP is increased by a factor of three and the average air flow is reduced to 58% when HKD7 is operated with CAT1# (last column,
Table 1). The total CO-emissions in HTP are reduced to 43% when automated combustion air control is introduced and to 20% when in addition CAT1# is complemented. Further decrease of the CO emissions to 15% is achieved by specific adaptation of the control software parameter values to operation with CAT1#. Even more impressive are these measures with respect to emission abatement in the BOP. Implementation of CAT1# results in a lowering of CO-emission depression to only 17%, as expected. This value drops further to 6% after the adaptation of the control parameter values. The other emission values show similar trends.
Taking the whole batch combustion emission values into account (without the IP, because there only Tc-conducted primary air stream increase is possible), a CO-emission (mg/m3) decreases to 18% without and to 9% with the specific adaptation of the control parameter values to CAT1# achieved. This means the combination of automated CAC, specifically adapted to the type of fireplace and to the specific combustion conditions with a highly active oxidation catalyst, enables considerable shortening of IP and abatement of the CO emissions by more than 90%.
A more comprehensive overview of the results achieved with different oxidation catalysts is given in
Figure 7, where the average CO-emissions (mg/min) calculated over the whole charge combustion process of different firing experiments are visualized. All experiments were started with ignition at room temperature (cold start). The data confirm the substantial influence of a well-working catalyst on emission abatement when operated with well-adapted CAC parameter values. Implementation of CAT1# enables a decrease of CO-emissions by about 90%, but only when automated CAC is well adapted (compare experiments 1, 2 and 3,
Figure 7). For comparison, the experimental results 3–5 achieved with CAT1# confirm good reproducibility of very low emissions and agree very well with the experiments 10–13 conducted in the field tests with CAT3#. The residual variations of the values of different experiments are mainly related to different reloading sequences and limited reproducibility of stacking due to variations of wood-log shapes.
Figure 7.
CO-Emissions averaged over the whole batch firing experiments, including IP. The bars (1–13) indicate individual firing experiments at specific conditions. 1–3: Average CO-emissions (HKD7−1#) calculated from the data presented in
Figure 6a–c: 1—CAC without catalyst (
Figure 6a), 2—CAC with catalyst (
Figure 6b), 3—adapted CAC with catalyst (
Figure 6c). 4–5: Analogous conditions to 3, but with firewood reloading (compare, e.g., with
Figure 3). 6: Experiments conducted without catalyst by manually adjusted air streams (HKD7−2#) but guided by observation of the actual CO-emissions. 7: Manually adjusted air streams like experiment 6, but with HKD7−2#/CAT2#. 8–9: CAC with HKD7−2#/CAT2#. 10–13: CAC of HKD7−2#/CAT3# but at various reloading (different number and weight of wood-logs). Exemplarily, the data of experiment 11 are illustrated vs. time in
Figure 5. Relative Aver. CO-emissions (%) are related to the absolute Aver. CO emission of experiment 1.
Figure 7.
CO-Emissions averaged over the whole batch firing experiments, including IP. The bars (1–13) indicate individual firing experiments at specific conditions. 1–3: Average CO-emissions (HKD7−1#) calculated from the data presented in
Figure 6a–c: 1—CAC without catalyst (
Figure 6a), 2—CAC with catalyst (
Figure 6b), 3—adapted CAC with catalyst (
Figure 6c). 4–5: Analogous conditions to 3, but with firewood reloading (compare, e.g., with
Figure 3). 6: Experiments conducted without catalyst by manually adjusted air streams (HKD7−2#) but guided by observation of the actual CO-emissions. 7: Manually adjusted air streams like experiment 6, but with HKD7−2#/CAT2#. 8–9: CAC with HKD7−2#/CAT2#. 10–13: CAC of HKD7−2#/CAT3# but at various reloading (different number and weight of wood-logs). Exemplarily, the data of experiment 11 are illustrated vs. time in
Figure 5. Relative Aver. CO-emissions (%) are related to the absolute Aver. CO emission of experiment 1.
An interesting exception can be found in experiments 6–9 (
Figure 7). Experiment 6 was conducted by manual control of the combustion air streams without a catalyst but guided by observation of the actual CO-emissions (manual continuous emission optimization). This was repeated in experiment 7, but now after the implementation of CAT2#. Experiments 8–9 were conducted with CAC after adaptation of the control parameter values on HKD7-2#/CAT2#. All these emissions achieved by experiments 7–9 (
Figure 7) are clearly higher than those observed after proper adaptation of the control parameters values on a highly active oxidation catalyst (experiments 3–5 and 10–13).
These data strikingly illustrate again that low emissions of batch-wise wood-log firing are possible by CAC but only achieved by specific adaptation of the CAC parameters on a highly active oxidation catalyst well positioned inside the firing system. In addition, the data extracted from the CO/HC-sensor open options to monitor and document emission quality over one or more heating periods and signal aging of the catalyst if the emissions increase significantly in case all other conditions like the quality of the firewood are kept constant.
Beyond these very promising results achieved by this advanced CAC system when combined with a highly reactive oxidation catalyst, there was still one question unanswered: Does combustion of different kinds of wood (e.g., beech, spruce, fir, or pine) need a different valuation of the CAC parameters to attain a similar high quality of combustion? First, additional firing experiments in the laboratory with pine wood-logs of about the same volume as usual stacked with beech were conducted with the same setup as described in
Section 2 and with the control parameters as fixed by the experiments with beech firewood on the system HKD7-1#/CAT1#. The emission results were significantly higher (100 ppm ≤ c(CO) ≤ 500 ppm) than those achieved with beech wood, and this was correlated with not optimal combustion air dosage and too low a maximum Tc attained. The reasons for these differences were roughly explained by the lower energy density of pine and the higher natural resin content in softwood.
Indeed, a firing experiment (
Figure 8) conducted with about the same volume of pine wood-logs (Ignition: 3.7 kg; reload: 2.3 kg) and at general changes of the primary air streams enhanced by a factor of 1.5 and the secondary air streams decreased by a factor of 0.5 yielded CO-emissions at a similar low level (40 ppm ≤ c(CO) ≤ 500 ppm) as achieved with beech-wood (
Figure 3). These results clearly demonstrate that adaptation of the control parameters on the kind of firewood is quite simple but essential to attain high-quality combustion behavior.
4.3. Comparison of Particulate Matter (PM) Emissions at Different Operation Conditions
As already mentioned in
Section 3.1, various field test experiments were conducted under different combustion conditions (manual/CAC, with/without catalyst) and at optional complementation of the fireplace with an electrostatic precipitator. An overview of the PM-emissions resulting from those experiments is given in
Figure 9.
Figure 9.
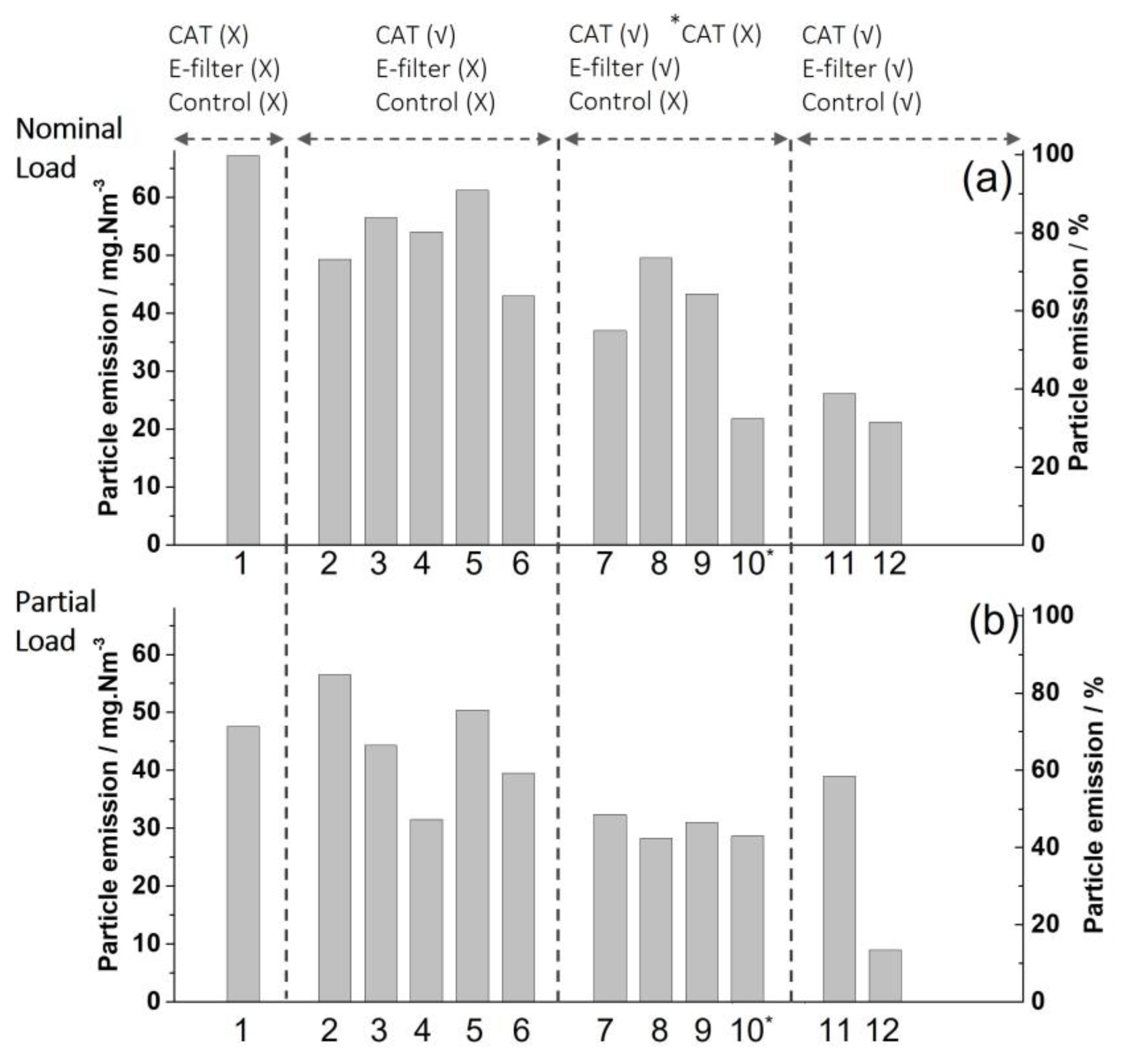
Overview of PM emissions based on various firing experiments with beech wood-logs at different operation conditions. Values were determined gravimetrically over a period of 30 min, started 3 min after reloading, respectively. Each value represents an average over the reloading periods of a firing experiment. Nominal load-ignition/reload: 6 kg/6 kg, partial load-ignition/reload: 6 kg/3.5 kg. Experiments 1, 10*: without CAT, experiments 2–9, 11 conducted with CAT2#, experiment 12 conducted with CAT3#. All other operating conditions are as indicated. Relative particle emissions (%) are related to the emissions of experiment 1 at nominal load (100%).
Figure 9.
Overview of PM emissions based on various firing experiments with beech wood-logs at different operation conditions. Values were determined gravimetrically over a period of 30 min, started 3 min after reloading, respectively. Each value represents an average over the reloading periods of a firing experiment. Nominal load-ignition/reload: 6 kg/6 kg, partial load-ignition/reload: 6 kg/3.5 kg. Experiments 1, 10*: without CAT, experiments 2–9, 11 conducted with CAT2#, experiment 12 conducted with CAT3#. All other operating conditions are as indicated. Relative particle emissions (%) are related to the emissions of experiment 1 at nominal load (100%).
As indicated by repeated experiments (2–6, 7–9, conditions of operation as indicated in
Figure 9) conducted at equal operation conditions, respectively, the reproducibility of the results is not very good. However, a clear trend can be reported. PM emissions measured by experiments without catalyst, electrostatic precipitator (EP) and automated CAC (experiment 1, nominal load) are the highest. These emissions at a nominal load of beech wood-logs are clearly higher than the upper limit allowed by law in Germany (40 mg/m
3, 1. BImSchV). After complementation of the HKD7-2# with CAT2# (experiments 2–6) but still, without EP, the PM emissions at nominal load are significantly decreased by about 15–20% with noticeable scatter of the individual results. At partial load, the PM emissions are generally slightly lower, but the measurements scatter too much to indicate a clear trend. However, when the EP is additionally operated (experiments 7–10), a remarkable PM emission abatement is indicated, especially at partial load (
Figure 9). At nominal load, the scattering of the results is still noticeable. This gives rise to the assumption that at higher PM emissions, the PM cleaning effect by the EP may be less efficient.
The clearly lowest PM-emissions at nominal load (about 20 mg/Nm
3, Nm
3: standard volume unit (0 °C, 1.013 hPa)) as well as at partial load (<10 mg/Nm
3) are achieved at automated CAC of HKD/-2#/CAT3# (experiment 12,
Figure 9) with the EP activated. This experiment 12 (
Figure 9) is represented in
Figure 7 as experiment 13, i.e., it is simultaneously characterized by one of the lowest CO-emissions. At nominal load, PM emissions were decreased by about 70% and at partial load by about 85%. These results may give preliminary evidence that automated CAC, when combined with a highly active oxidation catalyst, allows combustion at lower air flows and, therefore, better efficiency of EP at simultaneously very low toxic gas emissions.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}