
A Study on the Application of Machine and Deep Learning Using the Impact Response Test to Detect Defects on the Piston Rod and Steering Rack of Automobiles


Abstract
1. Introduction
- A practical test method that can efficiently measure changes in natural frequencies sensitive to the surface defects of piston rods and steering racks is presented and visually confirmed through PCA analysis.
- The characteristics and accuracy of each method are presented using various signal analysis methods, such as FFT and short-time Fourier transform (STFT), in the time and frequency domains.
- Compared to the DL method based on image data, a quick and accurate diagnosis method is presented by identifying vibration characteristics that can improve accuracy without being affected by environmental factors such as stains, illuminance, and shadows. In addition, this method is effective for the detection of internal defects.
2. Theoretical Background
2.1. Impact Resonance (IR)
2.2. Dynamic Behavior of Piston Rod and Rack with Transverse Crack
2.3. Principal Component Analysis
2.4. Machine Learning and Deep Learning Methods
2.4.1. Support Vector Machine (SVM)
2.4.2. Long Short-Term Memory (LSTM)
3. Materials and Test Procedure
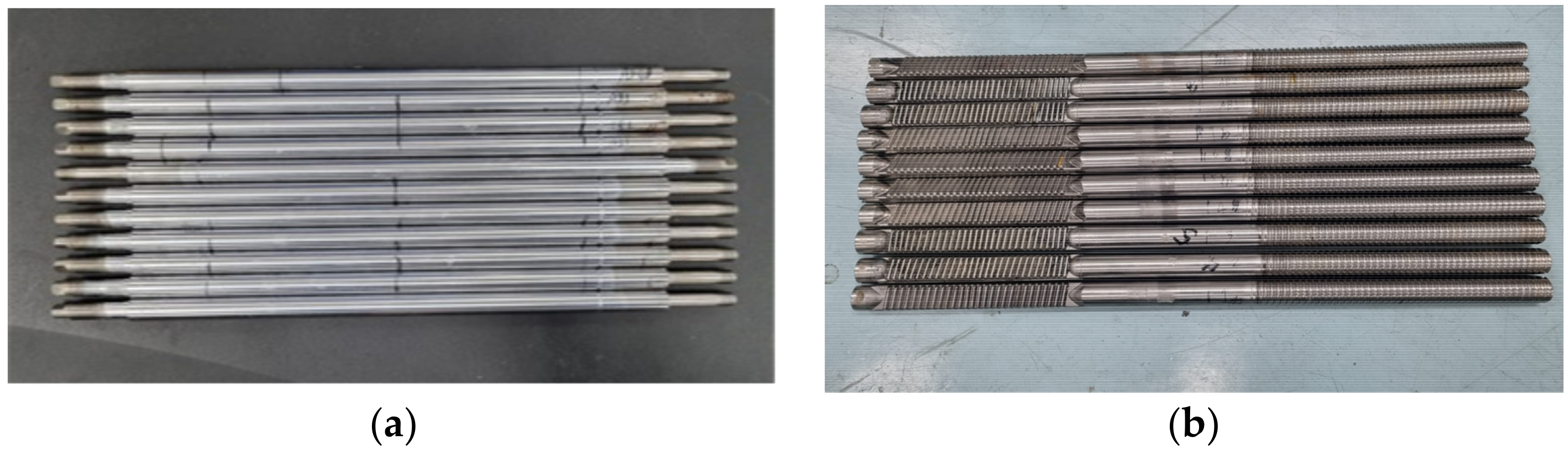
3.1. Materials and Preparation of Specimens
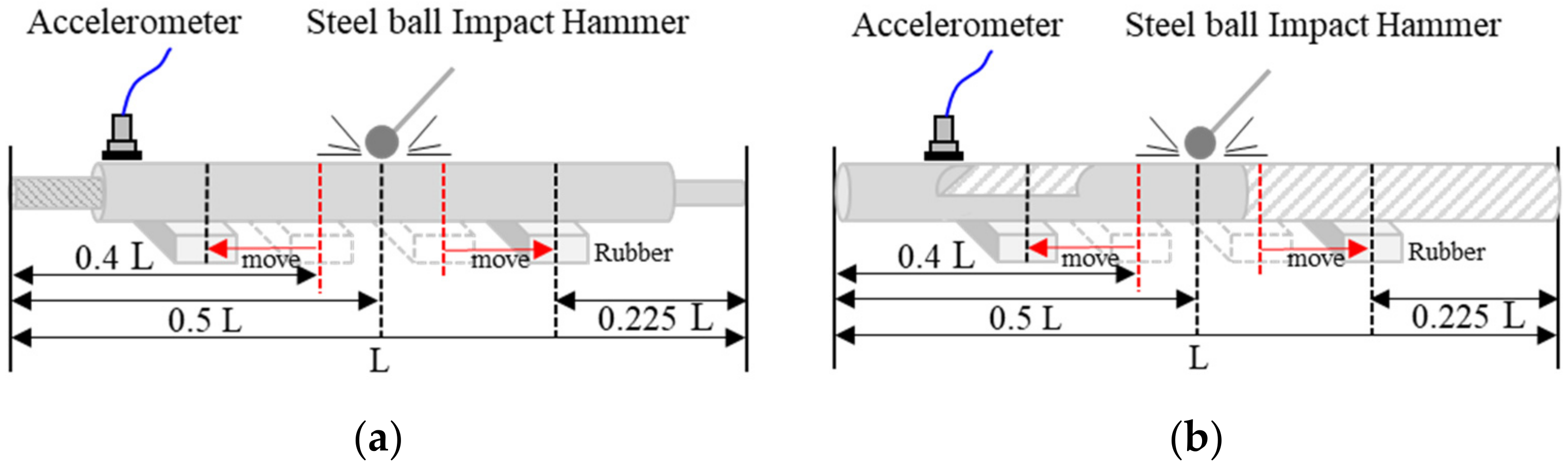
3.2. IR Test Procedure
3.2.1. Experimental Setup
3.2.2. Experimental Setup and Method
4. Results and Discussion
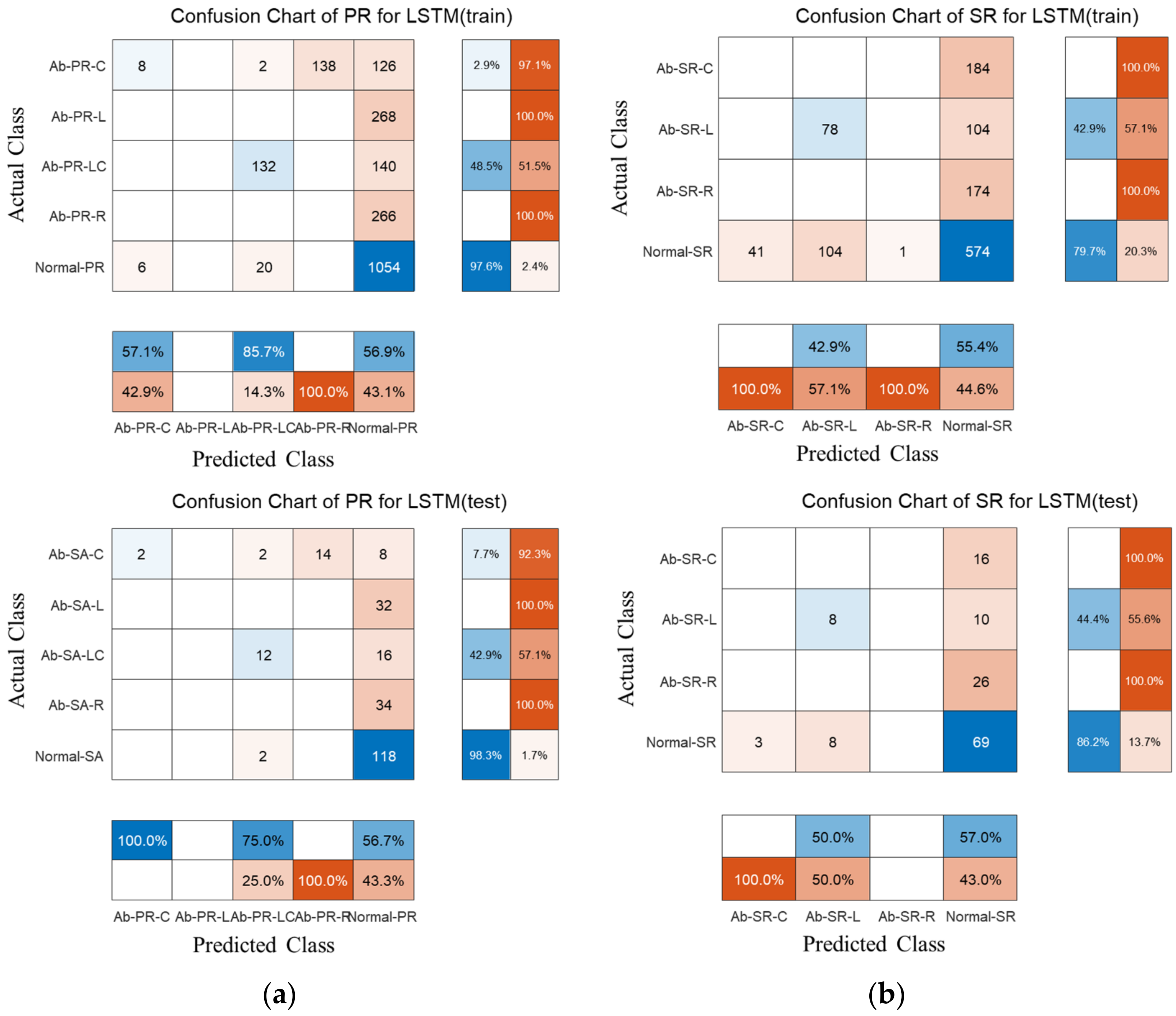
4.1. Analysis of Time Signal with BiLSTM
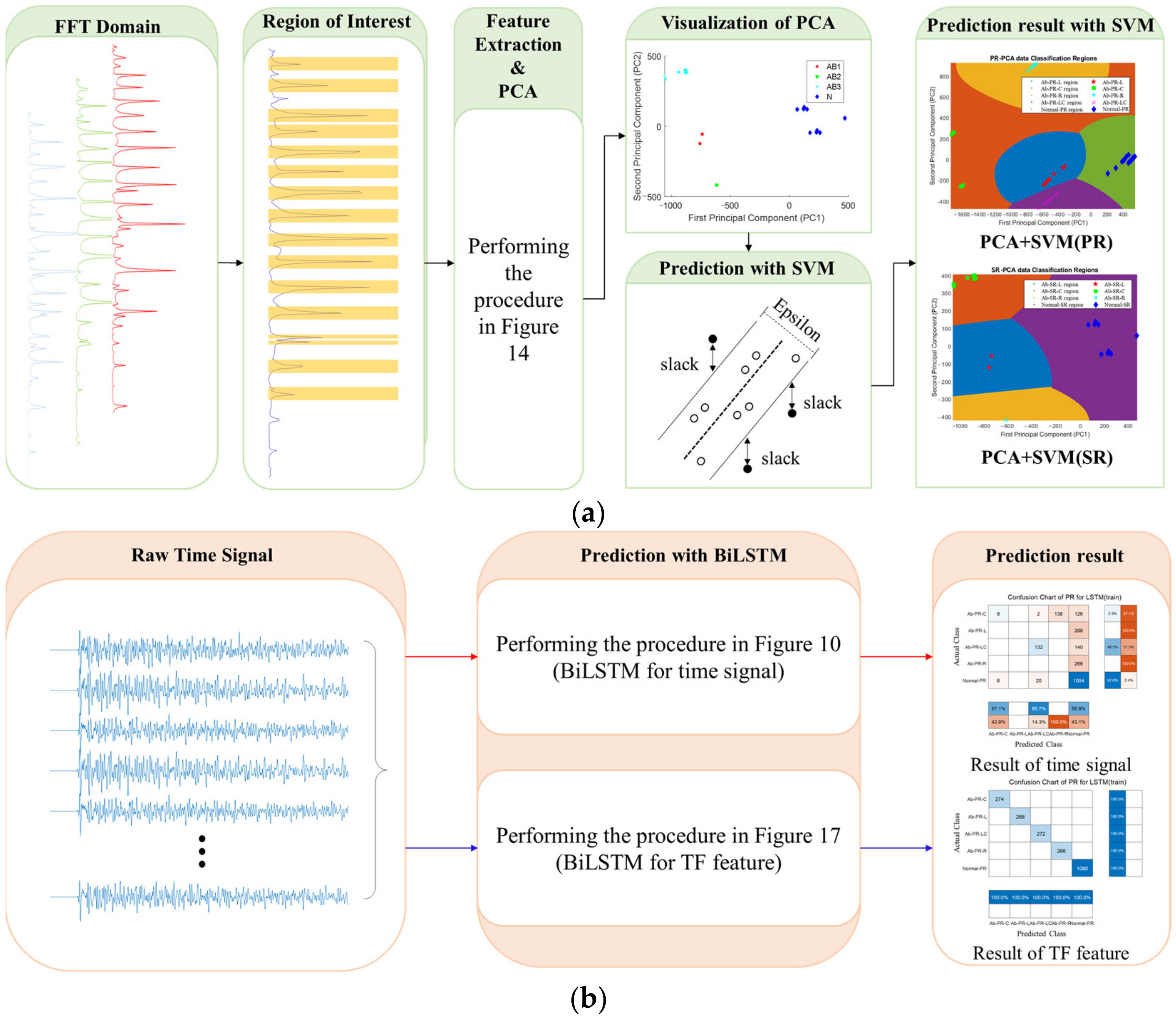
4.2. Analysis of FFT Domains with SVM
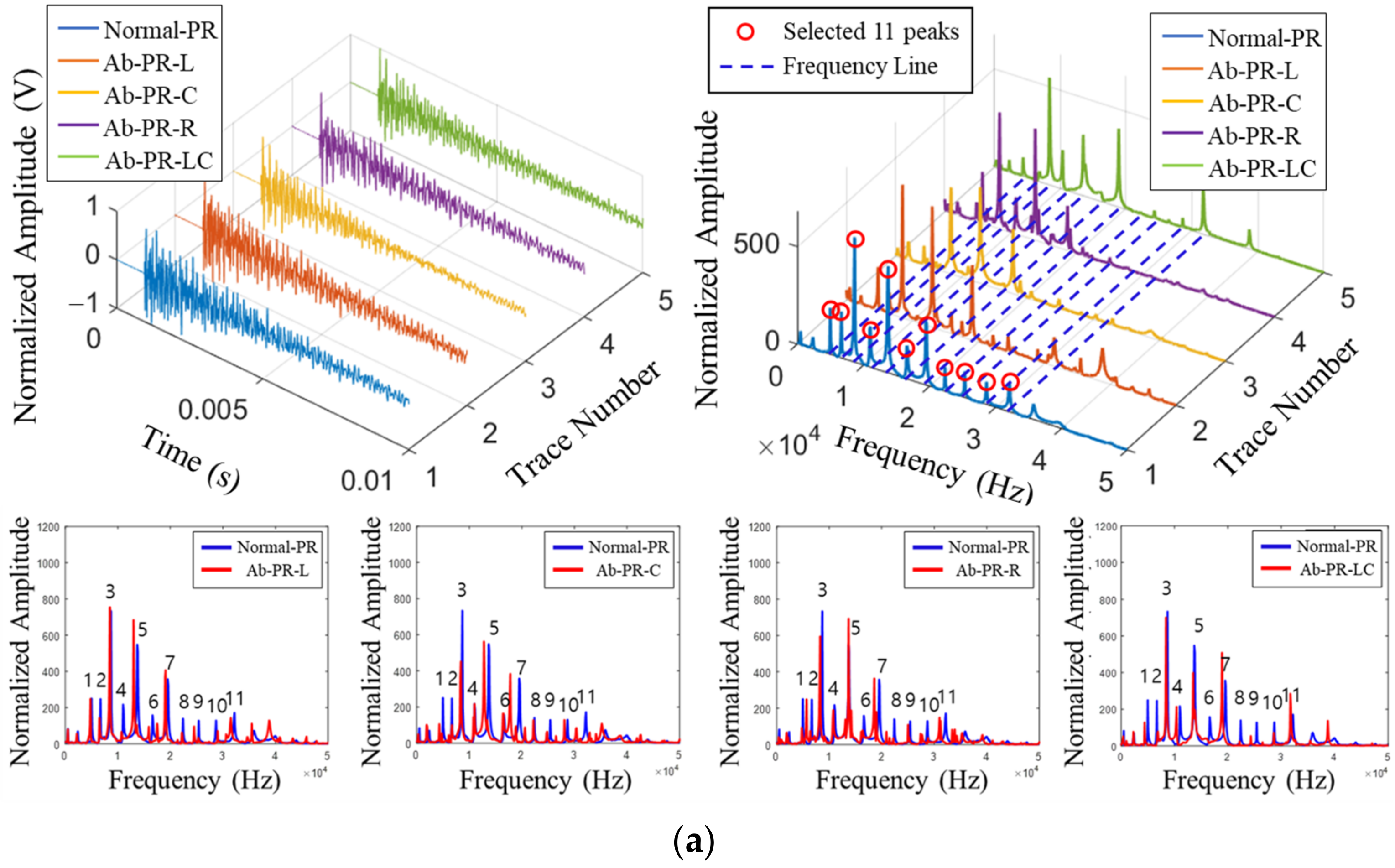
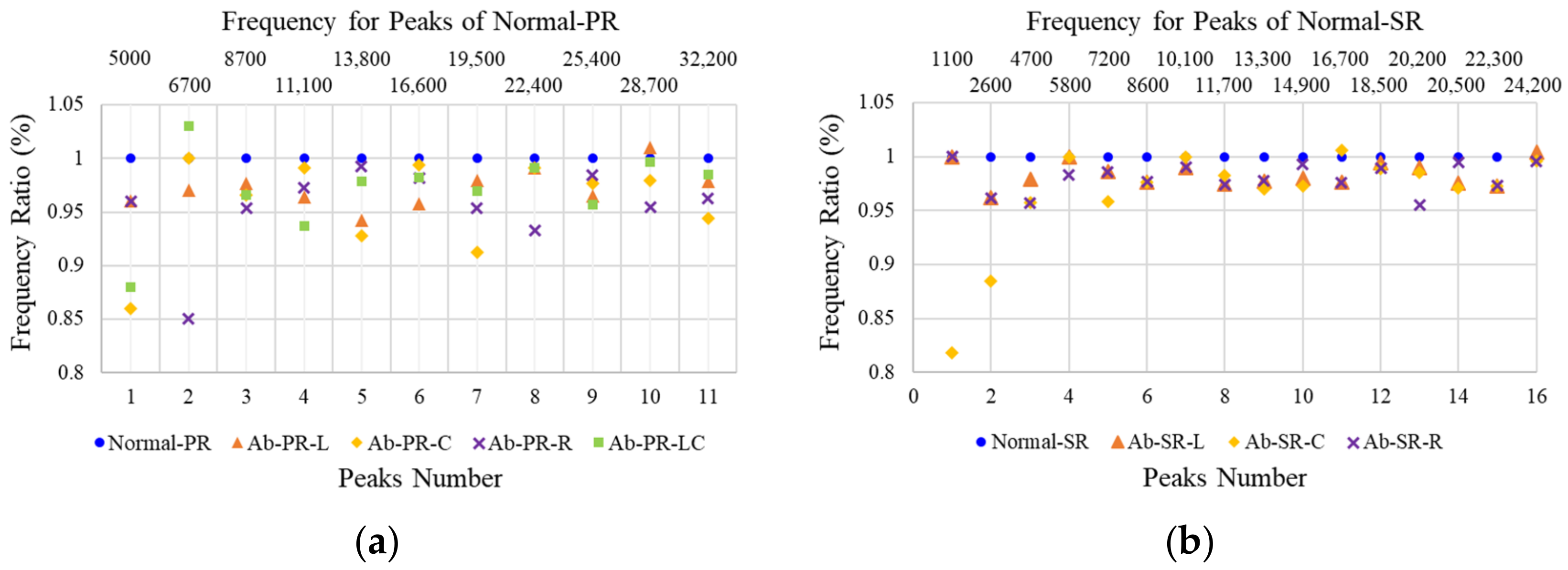
4.2.1. Analysis of FFT Spectrum
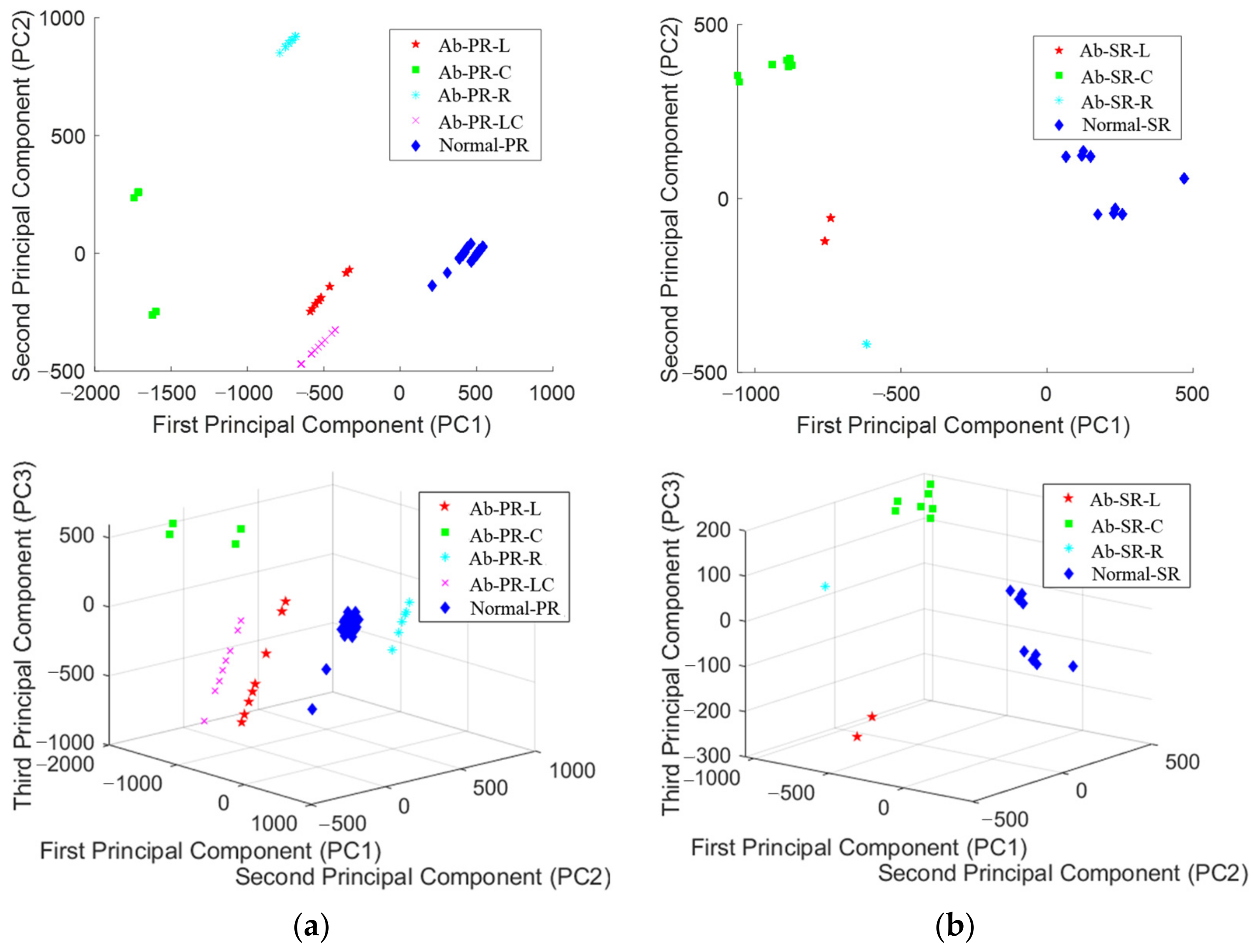
4.2.2. PCA Analysis and SVM Prediction
4.3. Analysis of Time-Frequency(TF) Domain with BiLSTM
4.4. Summary of Disscusion
5. Conclusions
- In this study, a test method and an analysis method that can distinguish between normal and abnormal characteristics in the time and frequency domains are presented. That is, the excitation point, measurement point, and consequently the region of the frequency of interest, which can confirm the natural frequencies in the higher bending modes, were confirmed.
- The natural modes of the shock absorber were highly shifted in the frequency range of 5700–19,500 Hz, and those of the steering rack were highly shifted according to the presence or absence of surface defects in the frequency range of 16,300–22,300 Hz. The frequency shift increased or the amplitude decreased or increased in a specific mode, according to the location of the surface cracks for each specimen.
- Differential defect characteristics can be derived through FFT and STFT in the frequency domain, rather than in the time domain. Changes in frequency according to the presence and location of defects and differences in the frequency components over time were assessed.
- Changes in the vibration frequency can be clearly distinguished and identified through PCA analysis. If features are analyzed through PCA, a discriminative model can be constructed according to the presence and location of highly reliable defects for machine learning and deep learning.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| AE | Auto encoder |
| ANN | Artificial Neural Network |
| BiLSTM | Bidirectional Long Short-Term Memory |
| CNN | Convolutional Neural Network |
| DL | Deep learning |
| FFT | Fast Fourier Transform |
| IR | Impact resonance |
| LSTM | Long Short-Term Memory |
| ML | Machine learning |
| NDE | Nondestructive evaluation |
| PC | Principal component |
| PCA | Principal component analysis |
| PR | Piston rod |
| RMS | Root mean square |
| RNN | Recurrent Neural Network |
| SOM | Self-Organizing Map |
| SR | Steering rack |
| STFT | Short Time Fourier Transform |
| SVM | Support vector machine |
| TF | Time-Frequency |
References
- Hernandez-Alcantara, D.; Morales-Menendez, R.; Mezquita-Brooks, L. Fault Detection for Automotive Shock Absorber. J. Phys. Conf. Ser. 2015, 659, 012037. [Google Scholar] [CrossRef]
- Hsu, D.K.; Thompson, D.O.; Thompson, R.B. Evaluation of porosity in aluminum alloy castings by single-sided access ultrasonic backscattering. Rev. Prog. QNDE 1986, 5, 1633–1642. [Google Scholar]
- Peng, K.; Zhang, Y.; Xu, X.; Han, J.; Luo, Y. Crack Detection of Threaded Steel Rods Based on Ultrasonic Guided Waves. Sensors 2022, 22, 6885. [Google Scholar] [CrossRef] [PubMed]
- Luther, G.G.; McKinstrie, C.J. Transverse modulational instability of collinear waves. J. Opt. Soc. Am. B. 1990, 7, 1125–1141. [Google Scholar] [CrossRef]
- Im, K.H.; Yeom, Y.T.; Lee, H.H.; Kim, S.K.; Cho, Y.T.; Woo, Y.D.; Zhang, P.; Zhang, G.L.; Kwon, S.D. NDE Characterization of Surface Defects on Piston Rods in Shock Absorbers Using Rayleigh Waves. Appl. Sci. 2022, 12, 5986. [Google Scholar] [CrossRef]
- Nesvijski, E. Model Based Design and Acoustic NDE of Surface Cracks. e-J. Nondestruct. Test. 2011, 16, 1–15. [Google Scholar]
- Cui, Y.; Wang, H.; Wang, X. Fault Diagnosis for Gas Turbine Rotor Using MOMEDA-VNCMD. In Proceedings of IncoME-VI and TEPEN 2021. Mechanisms and Machine Science, Tianjin, China, 20–23 October 2021; Zhang, H., Feng, G., Wang, H., Gu, F., Sinha, J.K., Eds.; Springer: Cham, Switzerland, 2023; Volume 117, pp. 403–416. [Google Scholar]
- Yeom, Y.T.; Kim, H.J.; Song, S.J.; Kang, S.S.; Kwon, S.D. Study on an ultrasoni`c method for detecting micro-defects by using the leaky Rayleigh wave. New Phys. Sae Mulii. 2015, 65, 199–204. [Google Scholar] [CrossRef]
- Frank, P.M.; Ding, S.X.; Marcu, T. Model-based fault diagnosis in technical processes. Trans. Inst. Meas. Control 2000, 22, 57–101. [Google Scholar] [CrossRef]
- Gao, Z.; Cecati, C.; Ding, S.X. A Survey of Fault Diagnosis and Fault-Tolerant Techniques—Part I: Fault Diagnosis with Model-Based and Signal-Based Approaches. IEEE Trans. Ind. Electron. 2015, 62, 3757–3767. [Google Scholar] [CrossRef]
- Yan, J. Noncontact Defect Detection Method of Automobile Cylinder Block Based on SVM Algorithm. Mob. Inf. Syst. 2022, 2022, 5849422. [Google Scholar] [CrossRef]
- Xiao, D.; Ding, J.; Li, X.; Huang, L. Gear Fault Diagnosis Based on Kurtosis Criterion VMD and SOM Neural Network. Appl. Sci. 2019, 9, 5424. [Google Scholar] [CrossRef]
- Seryasat, O.R.; Aliyari Shoorehdeli, M.; Honarvar, F.; Rahmani, A. Multi-fault diagnosis of ball bearing using FFT, wavelet energy entropy mean and root mean square (RMS). In Proceedings of the 2010 IEEE International Conference on Systems, Man and Cybernetics, Istanbul, Turkey, 10–13 October 2010; pp. 4295–4299. [Google Scholar] [CrossRef]
- Lee, J.S.; Yoon, T.M.; Lee, K.B. Bearing fault detection of IPMSMs using zoom FFT. J. Electr. Eng. Technol. 2016, 11, 1235–1241. [Google Scholar] [CrossRef]
- Xiang, D.; Cen, J. Method of roller bearing fault diagnosis based on feature fusion of EMD entropy. J. Aerosp. Power 2015, 30, 1149–1155. [Google Scholar] [CrossRef]
- Niu, Z.; Liu, J.Z.; Niu, Y.G.; Pan, Y.-S. A reformative PCA-based fault detection method suitable for power plant process. In Proceedings of the 2005 International Conference on Machine Learning and Cybernetics, Guangzhou, China, 18–21 August 2005; Volume 4, pp. 2133–2138. [Google Scholar] [CrossRef]
- Wang, Y.; Xie, Z.; Xu, K.; Dou, Y.; Lei, Y. An Efficient and Effective Convolutional Auto-Encoder Extreme Learning Machine Network for 3D Feature Learning. Neurocomputing 2015, 174, 988–998. [Google Scholar] [CrossRef]
- Jiang, H.; Xingqiu, L.; Shao, H.; Ke, Z. Intelligent fault diagnosis of rolling bearing using improved deep recurrent neural network. Meas. Sci. Technol. 2018, 29, 6. [Google Scholar] [CrossRef]
- Chen, Z.; Liu, Y.; Liu, S. Mechanical state prediction based on LSTM neural netwok. In Proceedings of the 2017 36th Chinese Control Conference (CCC), Dalian, China, 26–28 July 2017; pp. 3876–3881. [Google Scholar] [CrossRef]
- Zhao, H.; Sun, S.; Jin, B. Sequential Fault Diagnosis Based on LSTM Neural Network. IEEE Access 2018, 6, 12929–12939. [Google Scholar] [CrossRef]
- Kolen, J.F.; Kremer, S.C. Gradient Flow in Recurrent Nets: The Difficulty of Learning LongTerm Dependencies. In A Field Guide to Dynamical Recurrent Networks; IEEE: Piscataway, NJ, USA, 2001; pp. 237–243. [Google Scholar] [CrossRef]
- Lim, T.K.; Park, H.W. Investigating the modal behaviors of a beam with a transverse crack on a high-frequency bending node. Int. J. Mech. Sci. 2022, 221, 107217. [Google Scholar] [CrossRef]
- Salawu, O.S. Detection of structural damage through changes in frequency: A review. Eng. Struct. 1997, 19, 718–723. [Google Scholar] [CrossRef]
- Chinchalkar, S. Determination of crack location in beams using natural frequencies. J. Sound Vib. 2001, 247, 417–429. [Google Scholar] [CrossRef]
- Park, G.; Sohn, H.; Farrar, C.R.; Inman, D.J. Overview of piezoelectric impedance-based health monitoring and path forward. Shock Vib. Dig. 2003, 35, 451–463. [Google Scholar] [CrossRef]
- Park, H.W.; Lim, T.A. A closed-form frequency equation of an arbitrarily supported beam with a transverse open crack considering axial–bending modal coupling. J. Sound. Vib. 2020, 477, 115336. [Google Scholar] [CrossRef]
- Hotelling, H. Analysis of a complex of statistical variables into principal components. J. Educ. Psychol. 1933, 24, 417–441. [Google Scholar] [CrossRef]
- Jollie, I.T. Principal Component Analysis, 2nd ed.; Springer Science+Business Media: New York, NY, USA, 2002; pp. 1–27. [Google Scholar]
- Cortes, C.; Vapnik, V. Support-vector networks. Mach Learn 1995, 20, 273–297. [Google Scholar] [CrossRef]
- Hwang, D.H.; Youn, Y.W.; Sun, J.H.; Choi, K.H.; Lee, J.H.; Kim, Y.H. Support Vector Machine Based Bearing Fault Diagnosis for Induction Motors Using Vibration Signals. J. Electr. Eng. Technol. 2015, 10, 1558–1565. [Google Scholar] [CrossRef]
- Hsu, W.N.; Zhang, Y.; Glass, J. A prioritized grid long short-term memory RNN for speech recognition. In Proceedings of the 2016 IEEE Spoken Language Technology Workshop (SLT), San Diego, CA, USA, 13–16 December 2016; pp. 467–473. [Google Scholar]
- Sun, H.; Zhao, S. Fault Diagnosis for Bearing Based on 1DCNN and LSTM. Shock Vib. 2021, 2021, 1221462. [Google Scholar] [CrossRef]
- Kingma, D.P.; Ba, J.L. Adam: A method for stochastic optimization. In Proceedings of the 3rd International Conference on Learning Representations, ICLR 2015—Conference Track Proceedings, San Diego, CA, USA, 7–9 May 2015. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen Type | Defect Type | Location (mm) (Based on Center) | Width (mm) | Depth (mm) | Crack Depth Ratio |
|---|---|---|---|---|---|
| Piston rod (PR) | Ab-PR-L | 129.5 | 0.5 | 4.5 | 0.43 |
| Ab-PR-C | 0 | 0.5 | 4.5 | 0.43 | |
| Ab-PR-R | 102.5 | 0.5 | 5 | 0.48 | |
| Ab-PR-LC | 62.5 | 0.5 | 4.2 | 0.40 | |
| Steering rack (SR) | Ab-SR-L | 190 | 0.5 | 11 | 0.50 |
| Ab-SR-C | 0 | 0.5 | 9 | 0.41 | |
| Ab-SR-R | 105 | 0.5 | 10 | 0.45 |
| Layer Description | Activations | Parameter | |
|---|---|---|---|
| 1 | Sequence input with 1 dimension | 1 | Time signal |
| 2 | BiLSTM with 100 hidden units | 200 | Input weights:800 × 1, Recurrent Weights: 800 × 100, Bias: 800 × 1 |
| 3 | Fully connected layer | PR(SR):5(4) | Weights: 5(4) × 200 Bias: 5(4) × 1 |
| 4 | Softmax | PR(SR):5(4) | - |
| 5 | Classification ouput (crossentropy) | - | - |
| Types | Number of Specimens | Collected Data | Augmented Data | Training Data (90%) | Testing Data (10%) |
|---|---|---|---|---|---|
| Normal-PR | 8 | 1200 | 1200 | 1080 | 120 |
| Ab-PR-L | 1 | 150 | 300 | 268 | 32 |
| Ab-PR-C | 1 | 150 | 300 | 274 | 26 |
| Ab-PR-R | 1 | 150 | 300 | 272 | 34 |
| Ab-PR-LC | 1 | 150 | 300 | 266 | 28 |
| Normal-SR | 8 | 800 | 800 | 720 | 80 |
| Ab-SR-L | 1 | 100 | 200 | 182 | 18 |
| Ab-SR-C | 1 | 100 | 200 | 184 | 16 |
| Ab-SR-R | 1 | 100 | 200 | 174 | 26 |
| Layer Description | Activations | Parameter | |
|---|---|---|---|
| 1 | Sequence input with 2 dimensions | 2 | Instantaneous frequency Spectral Entropy |
| 2 | BiLSTM with 100 hidden units | 200 | Input weights:800 × 2 Recurrent Weights: 800 × 100; Bias: 800 × 1 |
| 3 | Fully connected layer | PR(SR):5(4) | Weights: 5(4) × 200 Bias: 5(4) × 1 |
| 4 | Softmax | PR(SR):5(4) | - |
| 5 | Classification ouput(crossentropy) | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yoon, Y.-G.; Woo, J.-H.; Oh, T.-K. A Study on the Application of Machine and Deep Learning Using the Impact Response Test to Detect Defects on the Piston Rod and Steering Rack of Automobiles. Sensors 2022, 22, 9623. https://doi.org/10.3390/s22249623
Yoon Y-G, Woo J-H, Oh T-K. A Study on the Application of Machine and Deep Learning Using the Impact Response Test to Detect Defects on the Piston Rod and Steering Rack of Automobiles. Sensors. 2022; 22(24):9623. https://doi.org/10.3390/s22249623
Chicago/Turabian StyleYoon, Young-Geun, Ji-Hoon Woo, and Tae-Keun Oh. 2022. "A Study on the Application of Machine and Deep Learning Using the Impact Response Test to Detect Defects on the Piston Rod and Steering Rack of Automobiles" Sensors 22, no. 24: 9623. https://doi.org/10.3390/s22249623
APA StyleYoon, Y.-G., Woo, J.-H., & Oh, T.-K. (2022). A Study on the Application of Machine and Deep Learning Using the Impact Response Test to Detect Defects on the Piston Rod and Steering Rack of Automobiles. Sensors, 22(24), 9623. https://doi.org/10.3390/s22249623