
A Primer on the Factories of the Future


Abstract
1. Introduction
2. A Historical Narrative: The Past, Present and Future of the Factory and Its Ecosystem
2.1. The Industrial Revolutions
2.2. Levels of System Sovereignty (L2S): A System Maturity Model
2.2.1. Mechanization
2.2.2. Automation
2.2.3. Semi-Autonomy
2.2.4. Autonomy
2.3. Industry 4.0 and the Future Factory
3. Research Methodology
3.1. Research Approach
3.2. Search Goals
3.3. Data Sources
3.4. Search Methodology
4. Understanding the Future Factory
4.1. The Future Factory in the Context of the Manufacturing Ecosystem (ME-S)
4.2. Describing the Factory of the Future
4.3. The Characteristics of the Future Factory
4.3.1. Cognition
4.3.2. Self-Control
4.3.3. Self-Diagnosis (Machine Health)
4.3.4. Connectedness
4.3.5. Agility
4.3.6. Context Awareness
4.3.7. Modularity
4.3.8. Capacity for Mass Customization
4.4. Enabling Connectedness: Integration, Interoperability, and Consciousness
4.4.1. Integration
- (a)
- Vertical integration: Vertical integration is the integration of all hierarchical physical and informational subsystems within a factory to achieve a flexible, self-managing (autonomous), self-organized, and reconfigurable manufacturing system that can respond to production uncertainties quickly, flexibly, and effectively.For example, if a client requests specific product customizations, the business development unit should not be on a call to engineering all day. All the information requested by the engineering department will already have been logged in the ERP system—essentially everyone has access to the same information (albeit different versions on a need-to-know basis). With this this level of transparency and the seamless flow of information, a vertically integrated system can be easily reconfigured to produce the customized product or manufacture small-lot sizes, at short notice without a significant technical or fiscal penalty. The integration typically cuts across different hierarchical stages beginning from the field (factory floor) and going right up to the enterprise resource planning (ERP) level. The joint implementation of all three integration options can result in a fully integrated factory comprising digitally connected entities (machines, people, products, and services). The overall goal is the integration of all digitized physical assets into an ecosystem that includes all elements of a local factory and all other entities or partners within their value chain. The ecosystems resulting from these integrations enable increased autonomy for system elements, decentralized control, improved efficiency, and transparency given the seamless transmission of data and information between all entities.
- (b)
- Horizontal integration: Horizontal integration involves the digital connection of a factory to other external entities and processes across its value chain. It is illustrated in Figure 6.This arrangement would include a digitally developed network of warehousing systems, transportation assets, and production facilities that feature ICT-based integration of everything from inbound logistics to production, marketing, outbound logistics, and services [134]. The connectedness makes it possible for real time data to be obtained, analyzed, and shared in real-time to facilitate rapid and accurate decision making. All nodes on the network can have access (on a need-to-know basis) to information about production status, inventory levels, available resources, and other critical information necessary for streamlined production. A factory so connected is said to be horizontally integrated. Horizontal integration can take place at different scales and at several levels. Optimal value can be created by a factory that can harness value from data gleaned from activities and processes, both internal and external to the factory. As part of the horizontal integration of a factory, suppliers, contractors, and even other factories, whether located in the same or different geographical locations, can be connected into an efficient ecosystem where there is seamless transmission of data and information. The efficiency gained by this arrangement can be mutually shared by all parties. For example, a factory can have regulated remote access to a resource (machine, device, software, etc.) within a company in another location. These outcomes can result in efficiency of scale, improvements in turn-around time, and higher productivity levels. Other advantages include transparency, better knowledge sharing, and improved communication.
- (c)
- End-to-end digital integration of engineering across the entire value chain: Though many factories have successfully digitized different aspects of their businesses, some have also ended up with segmented or siloed organizations where the systems of various units are unable to talk to one another. Though most manufacturing processes are supported by ICT, many of the systems and technologies that rely on them remain static and inflexible [75]. The result is that information flow is inhibited, throwing manual transmission of data across the individual aspects back into the discussion. Digitally connecting these different systems and technologies can be referred to as End-to-end engineering integration. More broadly, it involves the digital integration of all aspects of the value chain (sourcing, product development, production, logistics, operations, marketing/sales, after-sale services, etc.) to enable the seamless flow of data across the network for the purpose of delivering real-time information about production status to all stakeholders, enabling the development of new efficiency, supporting product customization [152], streamlining of processes, and a reduction in the unnecessary expenditure on manual activities. Figure 7 provides a graphical illustration of end-to-end digital integration.
4.4.2. Interoperability
4.4.3. Consciousness
4.5. From the Automation Pyramid to a Decentralized and Distributed Network
5. Conceptual Frameworks and Reference Architectures
5.1. The Reference Architectural Model Industrie 4.0 (RAMI 4.0)
5.1.1. Horizontal Axis (Right)
- (a)
- Level 0(Products): Refers to intelligent (communicating) products. They can interact with users and makers with or without embedded sensors, labels, or tags. Data pulled from these products enable product enhancement, maintenance, and future design improvements. Conversely, data can also be pushed to the products (example updates).
- (b)
- Level 1(Field Device): The functional level comprising intelligent devices that enable smart and intelligent control of machines and systems. It includes sensors, actuators and all other devices required to protect, control, and monitor manufacturing systems and processes. Process and machine health data can be pulled from these assets. Actionable information can also be pushed to some (e.g., actuators).
- (c)
- Level 2(Control Device): Represents industrial control systems that are responsible for the logical control of field devices. Examples include distributed control systems (DCS) and programmable devices, prominent among which are the programmable logic controllers (PLCs).
- (d)
- Level 3((Work Unit OR Station): A lower-level element in the manufacturing architecture where production planning and scheduling (including supervision of machines) based on events and processes are performed. This is usually done using supervisory control tools such as supervisory control and data acquisition (SCADA).
- (e)
- Level 4(Work Centers): Work centers are the highest-level manufacturing elements that perform and manage end-to-end manufacturing processes and functions, including planning, scheduling, and production activities. They typically include process cells, production units, production lines, and storage zones. Management execution systems (MES) and manufacturing operations management (MOM) applications are used to build traceable records of the manufacturing process, build supply chain visibility, and keep track of information of everything from labor to materials, machine health, product shipment, and job orders.
- (f)
- Level 5(Enterprise): Strategic business decisions are made at this level. Enterprise resource planning (ERP) tools are commonly used. The enterprise is a collection of business functions operating together to set and implement and manage the realization of strategic business imperatives.
- (g)
- Level 6(Connected World:) This level is one of two enhancements to the traditional automation pyramid. It is the level that enables connection to super-ordinate cloud services, the Internet of Things (IoT), and the Internet of Services (IoS), helping link assets in one organization to the assets in external organizations. The flow of data from the shop floor to plant operating systems (MES), business systems (enterprise resource planning, ERP), and then the external world (e.g., other smart factories or external elements of the value chain or supply chain).
5.1.2. Horizontal Axis (Left)
5.1.3. Vertical Axis
- (a)
- Asset Layer: The aggregation of all physical instances of assets and components required to provide functionality to the system. This would include physical objects, such as sensors, actuators, and devices. It would also include humans, products, plans, documents, applications etc.
- (b)
- Integration Layer: This layer manages the digital representations of physical assets and is responsible for the transitions from the physical to the digital world. It contains asset documentation, applications, and assets (i.e., HMI devices, QR-code readers, sensors, control systems, etc.) that manage the transitions, generate events from assets (e.g., equipment and machinery), and provide computer aided control of technical processes, system drivers, and other collaterals.
- (c)
- Communication Layer: Responsible for data integration and standardization of communication between the integration and the information layers. This layer includes standards, communication protocols, and services that support interoperability and integration.
- (d)
- Information Layer: This level manages and stores data in an organized fashion. It is associated with data services and standards that regulate the flow and exchange of information between components, services, and their functions. It also ensures consistency in the integration of different data formats and interoperability between components and services.
- (e)
- Functional Layer: This layer is responsible for production rules, decision making logic, and the provisioning and management of the run time and modeling environment for services that support business processes. It also hosts the descriptions of functions and supports remote access serving as a platform for the horizontal integration of various components and functions.
- (f)
- Business Layer: This level maps out the business model, links the various business processes, and hosts the business rules that the system must follow. Said rules are based on information drawn from the value stream, the supply chain, the regulatory regime, and subsisting laws. It also orchestrates (or arranges) services in the functional layer and receives events that help track the progress of business processes. Standard run-times for executable business processes are essentially provided in both the Functional and Business layers [187].
6. Communication Standards and Technologies of the Future
6.1. Open Platform Communication-Unified Architecture (OPC-UA)
6.2. Time-Sensitive Networking (TSN)
6.3. 5th Generation Mobile Network
- (a)
- Enhanced Mobile Broadband (eMBB) services are geared towards applications that require high data rates across a wide coverage areas. Compared to 4G, they can handle large payloads and are stable over an extended time interval. Complimentary deployment of Enhanced Mobile Broadband (eMBB) alongside existing 4G broadband services could enable substantial improvements in traffic and the efficiency of the industrial network at the core network level.
- (b)
- Ultra-Reliable Low-Latency Communications [URLLC] is almost deterministic in time bounds on packet delivery. It is ideal for applications that require end-to-end security and where reliability and speed are critical, though bandwidth might not be as much. Mission-critical applications that require quick reaction times would fall into this category. As 5G URLLC delivers ultra-low latency and guarantees against triggering undesirable safety stops in production lines, it has been employed in automating factory processes and related power systems. For example, it has been used to run industry technical standards such as PROFINET. Industrial robots have become ubiquitous on manufacturing floors. The transmission of time-critical communication messages to them using Ultra-Reliable Low-Latency Communication (URLLC) might be necessary to accommodate for instances where decision time for responding to an incident or accident is almost non-existent. Combining 5G and MEC results in a significant reduction in network latency, which can improve the performance of previously tethered-only AR/VR, haptic, and tactile-based applications.
- (c)
- Massive Machine-Type Communications (mMTC) is a service that provides mainly wireless connections to massive numbers (tens of billions) of network-enabled devices that intermittently transmit payload sizes (small data packets) at low traffic [216]. While low transmission latency is not a requirement, it has low latency, is secure, is reliable, and is scalable. As mMTC transmit small payload sizes at low transmission rates and frequencies, they require lower energy consumption, making them well suited for battery powered, low maintenance end devices (i.e., low-cost sensors, smart meters, wearables, trackers, diverse monitoring devices, etc.). NB-IoT (narrowband IoT) and Cat-M1 (operated at 1.4 MHz bandwidth) are two 3GPP standardized technologies that support these network-enabled devices. NB-IoT supports ultra-low complexity devices with very narrow bandwidth and data rate peaks of approximately, around 200 kHz and 250 kbs per second, respectively. Conversely, Cat-M1 supports relatively more complex devices and operates at a bandwidth of 1.4 MHz, with lower latency and better location and asset tracking capabilities. Both can also sleep for extended periods and maintain excellent power-saving mode (PSM) abilities and extended discontinuous reception [217].
7. Realizing the Promise of Industry 4.0 through the Digitization of Physical Assets
7.1. Industry 4.0 Components: Assets and the Asset Administration Shell (AAS)
7.1.1. Key Elements of Industry 4.0 Components:
- (a)
- Asset: An asset is anything (physical or non-physical) within the production system that requires a connection to another asset or an Industry 4.0 solution, e.g., simple devices, components, machines, assembly lines, or even entire production systems. Other examples of assets include automation components, services, and even applications/software platforms. Each asset within the production system must be identifiable to the system (in the first instance), and to all other assets (including devices, systems, and services). To be considered compatible, each asset must have a set of defined properties and must be able to collect and share all relevant data to similarly networked entities (other assets; stakeholders, e.g., companies participating both in the value and supply chains) throughout its lifecycle. This means they each need to read, interpret, and understand all asset data, including identity (asset type, model number, etc.), operational status, and all other asset-related data.
- (b)
- Asset Administration Shell (AAS): Industrie 4.0 recommends the asset administration shell (AAS) as an important building block of the Factory of the Future [75,186,230,231]. Multiple articles in the literature provide reviews on asset administration shells (AAS) [232,233]. The asset administration shell (AAS) is a mechanism for digitally representing physical assets and other abstract entities. In practice, it helps provide descriptions of the properties and capabilities of an asset and serves as a platform for interaction between the asset and other assets.As an industrial application, a digital twin (DT) helps transform an asset to its digital equivalent, serving as a bridge between a tangible asset and the virtual or IoT world. A typical AAS holds identifying, operational, status, and technical information about the asset it represents, over its lifetime. It contains the communication methods and stores all asset related data [149]. Some of the information the AAS stores is related to the configuration of the asset, its maintenance record, or data related to its connectivity with other devices. Diagrammatically, an asset is enclosed within an asset administration shell (AAS), as shown in Figure 12.Each asset in the production system has its own administration shell, i.e., Figure 12. Two or more assets can be grouped into a unit [234]. The unit (much like an individual asset) can map to its own administration shell. A common administration shell i.e., Figure 13 can be used to manage the communication of multiple asset administration shells (AAS) at a higher hierarchical level. The configuration shown in Figure 14 is also suited for Factory-to-Factory communication. This architecture can allow the transparent and seamless flow of data between sister factories and other associated assets within a value or supply chain Figure 15 shows a different configuration of assets, each mapped to its own administration shell, and connected to other assets through open communication protocols to facilitate the seamless flow of dataBeyond acting as a store for important asset data, the AAS also serves as a reliable and consistent mechanism for managing data and related functions and services.
7.1.2. The Anatomy of an Asset Administration Shell (AAS)
7.2. Seamless Transfer of Data: OPC-UA, AAS, and Companion Specifications
7.3. Data Exchange: The Administration Shell and the Semantic Web
8. Key Building Blocks, Technology Enablers, and Innovation Accelerators
8.1. The Core Elements of the Factory of the Future
8.1.1. Cyber-Physical Systems (CPS)
8.1.2. Industrial Internet of Things (IIoT)
8.1.3. Digital Twins
8.2. Peripheral Elements of the Factory of the Future
8.2.1. Cloud Computing
- (a)
- “Cloud-Only” Computing: Cloud services make it possible for businesses to increase storage and computing capacities on-demand and on the fly without the need to invest in new infrastructure, applications, or IT personnel. Eliminating concerns about the availability of IT resources enables companies to focus on innovation and creating business value while simultaneously cutting down on maintenance and administrative costs associated with managing their own IT infrastructure.
- (b)
- Fog Computing: Another compute paradigm that has since emerged is fog computing. Hierarchically, it stands mid-way between the cloud and the edge and lives on the LAN. Programmable fog nodes serve as traffic hubs where decisions about the routing of data, inter-node peer-to-peer (P2P) communication, and service orchestration are made. They facilitate the decentralization of control and facilitate increase reliability, efficiency, and flexibility [283]. While fog computing and edge computing have been treated in some texts as interchangeable terms or overlapping terminology, it is important to clarify that they are indeed interrelated but also different in many ways. The OpenFog Consortium Architecture Working Group (now part of the Industrial Internet Consortium), an academia–industry group dedicated to the acceleration of the growth of the industrial Internet, called attention to some of the differences in a report entitled “OpenFog Reference Architecture for Fog Computing” [284]. While both computing paradigms bring processing power and intelligence closer to the data source, the major difference between them comes down to where data processing is performed. In the case of edge computing, data is processed directly on the devices on which the sensors are embedded or attached, or on some gateway device within their proximity. In the case of fog computing, processing is performed by processors connected to the LAN (i.e., a micro-data center) or within a LAN hardware. In either fog configuration, processing occurs further away from the sensors and actuators than in edge computing. Further to this, most edge devices only process data collected at one touch point, whereas fog computing is about processing data aggregated from multiple devices. Thus, the fundamental construct of the fog architecture is the aggregation and high-level processing of data and the almost instantaneous return transmission of the acquired intelligence.
- (c)
- Edge Computing: Edge computing has since emerged as a viable alternative to the “cloud-only” or central cloud computing standard or architecture [285]. This distributed computing paradigm involves the transfer of computer power, networking, application services, and data storage capabilities to where they are most needed, which is at multiple decision points that are usually as close as possible to the data sources [286,287]. It also enables dynamic monitoring and control of manufacturing processes [288]. By building in flexibility around where computations can be performed and extending cloud computing standards to the far reaches of the edges of the network, many of the latency, bandwidth, and data throughput issues that have bedeviled cloud computing can be addressed [289]. The proliferation of edge computing as a concept has been facilitated by the growing adoption of faster networking technologies, such as 5G wireless; the integration of edge devices into manufacturing IT and OT networks; and the connecting of all these using IIoT. In this arrangement, algorithms can now run locally on edge servers or gateways, and data can be processed at a high level; then, some forms of analytics can be reported so that insights are provided in real time and human and machine queries are responded to in seconds. Some of this intelligence can be used to actuate other connected devices or systems where necessary, and actionable results can be instantly made available to workers on the factory floor and executives in offices. This is reminiscent of the autonomous vehicle, whose systems require instant feedback to make travel decisions, even while the vehicle is in motion, and in some cases even at high speed. Edge devices (nodes) enable edge computing by providing entry points into manufacturing core networks. They are usually mobile or fixed assets, often embedded or connected to machines or equipment. They are typically distributed throughout the factory floor and other remote locations, such as nodes across a wide network or stars strewn across a dark sky. Large IIoT operations, such as those in manufacturing facilities, typically host hundreds (or even thousands) of edge devices (nodes), which together form a network of edge devices that recognize and communicate with each other. The edge devices continuously and autonomously collect, process, and broadcast data, which provides significant visibility and awareness about events across the network. Some edge devices serve a dual purpose as sensing devices for capturing sensory information and actuators that can trigger or control other devices or systems. Some common examples of sensors and actuators in edge devices within manufacturing facilities include: (a) Sensors: pressure and temperature sensors; real time location systems (RTLS); cameras; near-field communication (NFC) sensors; light, proximity, motion, acoustics, and radio-frequency identification (RFID) sensors; ultrasonic sensors; flow meters; and fluid sensors. (b) Actuators: hydraulic and pneumatic ones, switches, relays, programmable logic controllers (PLCs), motors, and light and acoustics actuators. Under the edge computing arrangement, data are processed, and analysis results are distributed by the same device used to acquire it or by a nearby server instead of a centralized cloud. The results of implementing edge architecture include the ability to process and store data faster, improved application performance, low latency, and significant reductions in bandwidth cost. Notwithstanding, it is important to note that edge computing does not eliminate the need for deeper data analytics, large data storage facilities, and extended archival capabilities, all functions that the cloud is better suited for. The main advantage of edge computing is its capacity to reduce the compute requirements and data volume that must be transferred to data centers or cloud-based locations within short notice. In the Future Factory, it is expected that more complex data processing will be performed at the edge, as new system modules that incorporate advanced artificial intelligence functionalities are built into them. Edge computing has also helped in the management of many security and privacy related concerns within industry.
- (i)
- “The Cloud-Only” model: In the cloud-only model, no intermediate processing of data occurs. All data captured by multiple sensors are transmitted to the cloud, where 100% of the processing occurs, before the results are pushed down to all the sources that require the intelligence.
- (ii)
- The Cloud–Fog Computing model: In this model, data from multiple sensors and devices are transmitted to the fog gateways. Depending on the urgency of the request, some high-level processing of data occurs at the fog layer, and intelligence pushed back to the various nodes (machines and humans) in real-time. Non-time-sensitive data and some pre-processed data that require further (deep learning) processing are transmitted to the cloud.
- (iii)
- Cloud–Fog–Edge Computing Model: This is a massive, distributed computing infrastructure that consists of three inter-connected computing tiers (cloud, fog, and edge).
8.2.2. Big Data Analytics
8.2.3. Artificial and Cognitive Intelligence
8.2.4. Blockchain
8.2.5. Mixed Reality
- (a)
- Types of Augmented Reality (AR) Systems: There are several types of augmented reality (AR) systems, differentiated by application, functionality, or design. Of these, four main types stand out: (a) Marker-based AR: AR systems of this class display content (video, text, animation, 3D figures, etc.) on surfaces contingent with the detection of a predefined marker embedded on a static image (trigger photo) or a QR code, often using AR devices such as smart phones. (b) Markerless AR: Unlike Marker-based AR systems, they do not require physical markers for the overlay information to be triggered. They merely scan their environments to get their bearings and are generally guided by localization or positioning systems, such as GPS, accelerometers, and digital compasses. (c) Projection-based AR works just like typical projectors. They utilize image or video-based projection (with audio prompts, in some cases) to guide the pace, direction, and “every step” of a process. They help operators or factory workers through manual processes, enabling them to complete tasks quickly, efficiently, and consistently without recourse to hard-copy manuals and instructions. (d) Superimposition-based AR relies on the object recognition technique to first identify an object and then replace it or a portion thereof with an equivalent augmented image. An often-cited application of superimposition-based AR is in the medical field, where doctors sometimes superimpose live feeds (X-ray images) of a patient’s body part directly from an X-ray machine unto the patient’s actual body to better understand the internal condition of the body part.
- (i)
- Hardware Devices: Hardware devices are a necessary and integral part of augmented reality (AR) systems. There are several types of AR devices in common use. Some of these include handheld devices (HHD) [388,389,390] holographic displays, head-mounted displays (HMD), smart glasses/lenses and virtual retinal displays (VRDs), mobile phones (including smart phones) [390], wearable data-gloves [391], haptic devices [392], tablets, iPads, and computers.
- (ii)
- Software Systems: Software (or applications) also forms an important part of AR systems. Of particular interest are (a) tracking and registration algorithms and (b) development platforms (or content-creation applications). The primary function of the tracking and registration algorithms is the alignment of the two (real and virtual) environments or object categories. On the other hand, development platforms are the applications used for the creation of AR content. They include anything from low-level programming libraries to the more complex AR applications that integrate features for sensor data acquisition and integration, image, and audio rendering, and in some cases, even application engines.
- (b)
- Industrial Applications of Augmented Reality: Over the years, AR technology has continued to mature. Since it can simulate processes, augment tasks, provide remote assistance, enhance communication between teammates, and provide elaborate guidance to users, it has demonstrated relevance to manufacturing amidst the on-going re-imagination of the sector. There have been proposals [393], proof of concept studies, and actual applications [394] in a wide array of industries [48,52]. Its successful application at various manufacturing stages (planning, design [395,396], assembly [394,397], maintenance, etc.) is particularly notable. It has also found applications in different manufacturing processes and functions. A few of these are discussed below:
- (i)
- Interactions with Process Information: They have been used to digitally access and interact with procedural and process information, including IIOT related data [398] acquired in real-time, rather than relying on physical manuals and paper documents. Some have been used to display augmented 3D images, making it possible to view system components in multiple configurations, including exploded, cross-sectional, and internal views. For example, internal views come highly recommended for providing insights into the internal sections of opaque structures or systems where accessibility or worker safety is an issue [399].
- (ii)
- Quality Control: AR systems are already playing a huge role in automated real-time, in-production quality control. The mobile nature of most AR systems supports the relocation of the quality control functions away from static (fixed) input locations to mobile terminals, permitting intermediate inspections, and facilitating the flexible and cost-effective use of software license seats. The online, real-time, and decentralized characteristics of the AR systems provide the added advantage of instant access to and flexible flow of information to various manufacturing points where they are most needed. It also enables fast variance inspection, continuous, real-time error reporting, and documentation. Finally, the instant generation of enhanced quality assurance reports [400] immediately after the completion of each instance of an inspection routine [401] is not a possibility.
- (iii)
- Process Support, Training, and Simulation: AR technology has also been used to assist technicians and operators working on mechanical or technical tasks such as welding [402], machinery repair, and assembly operations, and even in controlling robots [403,404]. Some AR inspection systems incorporate features that provide graphic step-by-step instructions that can be used for process training. The step-wise design of these routines ensure that processes are performed in a consistent, accurate, and reliable manner. They can also be used as simulators for practice runs to help users develop and perfect their skills, ensuring that manufacturing tasks and processes are carried out right the first time. In the long-term, this helps with limiting errors and eliminating the need for rework. This level of expertise and dedication is useful for high-stress tasks where precision is critical.
- (iv)
- Repair and Maintenance: The repair and maintenance of complex machinery will be one of most consequential areas of AR application in manufacturing. Next generation AR-inspired maintenance systems are becoming important elements of the Factory of the Future [405]. They are now more often the products of the intersection of AI, IIoT, big data, and associated technologies and capabilities. Excellent condition monitoring, combined with dynamic predictive modeling, make for a successful predictive maintenance program. In the Factory of the Future, technicians going about in the normal course of their daily duties can be prompted by their wearable IAR devices (such as smart glasses or mobile devices) about “just-beginning” maintenance problems, way in advance of actual system or component failures. These AR systems not only detect and warn operators and technicians about these anomalies, but also offer on-the-spot visual analysis of the problem, display the service histories of the machinery, and deliver step-wise service instructions to aid in their resolution. For off-site maintenance, the AR systems can serve as remote collaboration tools where a technician can contact each other, collaborate with colleagues for resolving tough problems, or be remotely guided by a more experienced supervisor [406].
- (v)
- Collaborative Product Design and Prototyping: Almost all aspects of product design, for early to late stages, can now be collaboratively performed (end-to-end), streamlined, sped-up, and optimized using AR. These stages include ideation, conceptual design (encompassing generic functionality management [407]), preliminary design, the interactive generation of models or virtual product prototyping [397,406,408], design review, and evaluation [409]. Free-form surface generation features in some AR applications have been used to support easy creation of design alternatives and to enable parameter adjustments [407]. In automotive design, for example, AR-based design tools have been used to evaluate multiple interior design options by simply overlaying different photo-realistic 3D car interior mock-ups over real cars [408], eliminating the need for physical prototypes. AR-based design tools often generate sharable, high quality, 1:1 scale, photo-realistic 3D visualization of augmented design models that can be converted into AR compatible format and transmittable to stakeholder’s devices for easy and enhanced viewing. Availability and real-time remote access to these models make collaboration easy. They are enabling stakeholders (both designers and other collaborators, downstream in the product pipeline) to inspect and interact with the design models, and provide timely and objective feedback for design improvements, in advance of design approval and production [16]. The early detection of flaws facilitates design improvements and eliminates expensive post-production redesign costs. Several user-friendly, computer-aided AR design environments, such as ARCADE, are now available [410].
- (c)
- The Challenge with current AR Systems: Though there is growing interest in the use of augmented reality (AR) as a support tool across industry [411,412], one drawback of most AR-based maintenance systems is that most applications are currently passive and static in nature. They merely push information and provide no feedback mechanism capable of ingesting, analyzing, and looping back explicit and implicit user and environmental responses. A feedback system of this sort can enable the output of targeted information to users, continuous process refinement, and better tailored solutions. Examples of responses (data points) that can be routed back to through the feedback system include such data points as effectiveness of prior guidance, the experience of users, or even the user actions or inactions that could help preempt user intent. There is a need for more adaptive AR, with creative feedback loops that can actively engage users and help them to solve problems more creatively. Attempts have been made in the literature to spotlight this challenge and suggest creative ways of solving this problem [413].
8.2.6. 3D Printing (Additive Manufacturing:)
8.2.7. Autonomous Robotics
- (a)
- Traditional Robots: The technologies underpinning traditional robots are generally more mature. They generally have high payloads, have longer reaches, and are able to achieve very high efficiency levels, even at high production speeds.
- (b)
- Collaborative Robots (Cobots): ISO 10218-2 defined cobots as robots designed for direct interaction with a human within a defined collaborative workspace. Workspace refers to the safeguarded space where the robot and a human can perform tasks simultaneously during production operation. Generally, they are relatively easier to program, enable more efficient production adjustments, and can more flexibly adapt to new requirements than traditional robots. For implementation, they require minimal changes to existing production layout and can be easily redeployed for different tasks, as necessary. A defining characteristic of these robots is that they work collaboratively with human workers, without concerns for worker safety. They possess several integrated safety features, including collision detection technologies, minimized pinch points, safety-rated monitored stops, and well controlled force and speed. Human workers can focus on tasks that require strong cognitive abilities, whereas the robots can be assigned repetitive tasks and other activities that require precision or heavy lifting. Robots that work alongside humans are referred to as cobots.
- (c)
- Mobile Robots: Mobile robots have a general awareness of their environment and the ability to effectively navigate through it in the process of accomplishing assigned tasks. While traditional robots are usually stationed at fixed locations and are mostly assigned tasks that do not require a lot of flexibility. Mobile robots, on the other hand, are usually ambulatory and they are best suited for constantly changing factory environments. Using their navigation systems, they transverse entire factory floors autonomously, seamlessly integrating themselves into the manufacturing ecosystem. They can stop, move, slow down, or navigate away from obstacles using sensory information obtained from a wide array of localization and navigation sensors embedded within their bodies or attached to their surfaces. Two main classes of robot sensors exist, i.e., exteroceptive and proprioceptive sensors. Exteroceptive sensors help the robots discern and understand their environments. Examples of exteroceptive sensors include stereo cameras, pan/tilt/zoom cameras, lasers and 3D lidar systems, projection-based systems, audio/video feedback systems, touch sensors (whiskers or bump sensors), and GPS, proximity, and certified safety sensors. Then there are proprioceptive sensors, which are sensors that gather information about the robot itself. Examples of proprioceptive sensors include accelerometers, gyroscopes, magnetometers, compasses, wheel encoders, and temperature sensors). These sensors, alongside accompanying algorithms, enable the mobile robots to both understand and safely navigate their environments. For this reason, they are very safe to deploy alongside human workers, with whom they sometimes work collaboratively, transforming them from mere machines to fellow workers. The basic idea of the mobile robot is essentially moving the robot to the work instead of moving the work to the robot. Mobile robots would best benefit such tasks as automated assembly, inspection, painting, or welding of huge industrial components, such as airplane frames, large engines, and giant offshore or space structures. Due to their large sizes, working on such components with two or three stationary robots can be inadequate because of the limitations on the reaches of such robots. Alternative courses of action could be to either add more robots (a costly option) or employ mobile robots which are not limited by reach due to their ability to move around the entire structure. Compared to traditional robots, mobile robots are more flexible and adaptable. Their ability to maneuver through space and structures helps shorten throughput times, improving efficiency and cutting down on production time. Mobile robots have a variety of locomotion mechanisms [435,436], e.g., flying (drones) [437], rolling, walking (legged), swimming or water-based movement (underwater vehicle manipulator system) [438], crawling, moving on tracks, and using propellers. Automated guided vehicles or automatic guided vehicles (AGVs) are amongst the most common mobile robots within the manufacturing industry today. Additionally, they are poised to become even more ubiquitous as adoption continues to grow. They are currently used for moving materials, supplies, and products around manufacturing facilities. Unmanned aerial vehicles (such as the drone) are the next set of robots that will grow in relevance within manufacturing. They would be especially useful for picking up and dropping items, and product and quality inspections, especially the inspection of equipment or machinery at hard-to-reach locations (e.g., high elevation or dangerous locations) using thermal and video cameras.
9. Discussion: Recommendations and Future Research Directions
9.1. Communication Protocols and Technologies
9.2. Digital Infrastructure
9.3. Data Collection and Characterization
9.4. Virtualization
9.5. Interoperability
9.6. IT/OT Security
10. Implementations of the Factories of the Future
10.1. Industry and Implementation of Smart Manufacturing Solutions
10.2. Industry Alliances and Research Institutes
10.3. Smart Manufacturing in Academia
10.3.1. The “neXt Future Factory” Test Bed
10.3.2. Collaborations
11. Summary and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
List of Acronyms
| 4IR | Fourth Industrial Revolution | IT/OT | Information Technology/Operational Technology |
| AAS | Asset Administration Shell | KNN | K-Nearest Neighbors |
| AI | Artificial Intelligence | L2S | Levels of System Sovereignty |
| B2MML | Business to Manufacturing Markup Language | LR | Logistical Regression |
| BatchML | Batch Markup Language | M2D | Machine-to-Device |
| BMBF | German Federal Ministry of Education and Research | M2M | Machine-to-Machine |
| BPMN | Specification-Business Process Model and Notation | MDPI | Multidisciplinary Digital Publishing Institute |
| CMS | Cyber Manufacturing Systems | ME-S | Manufacturing Ecosystem |
| CPS | Cyber-Physical Systems | MES | Manufacturing Execution Systems |
| CPPS | Cyber-Physical Production systems | ML/DL | Machine Learning/Deep Learning |
| CRM | Customer Relationship Management | MOM | Manufacturing Operation Management |
| DCS | Distributed Control System | MQTT | Message Queuing Telemetry Transport |
| DMIS | Dimensional Measuring Interface Standard | NBM | Naïve Bayes Multinomial |
| DMN | Decision Model and Notation | OAGIS | Open Applications Group Integration Specification |
| ERP | Enterprise Resource Planning | OPC-UA | Open Platform Communications-Unified Architecture |
| EtherCAT | Ethernet for Control Automation Technology | PAC | Programmable Automation Controller |
| F2H | Factory-to-Human | PACKML | Packaging Machine Language |
| F2P | Factory-to-Product | PC | Personal Computer |
| F2SC | Factory-to-Supply Chain | PCA | Principle Component Analysis |
| FDI | Field Device Integration | PLC | Programmable Logic Controller |
| FF | Future Factory | PMML | Predictive Model Markup Language |
| FoF | The Factory of the Future | QIF | Quality Information Framework |
| FP-Growth | Frequent Pattern-Growth | QR | Quick Response |
| GPU | Graphical Processing Units | REST | REpresentational State Transfer |
| H2D | Human-to-Device | RFID | Radio Frequency Identification |
| HART | Highway Addressable Remote Transducer | RL | Reinforcement Learning |
| HMI | Human–Machine Interface | SCADA | Supervisory Control and Data Acquisition |
| HTTP | HyperText Transfer Protocol | SL | Supervised Learning |
| ICT | Information and communications technology | SVD | Singular Value Decomposition |
| IEC | International Electro-technical Commission | SVM | Support Vector Machines |
| IoT | Internet of Things | ISA | International Society of Automation |
| IIoT | Industrial Internet of Things | UL | Unsupervised Learning |
| IoS | Internet of Services | ||
| ISO | International Organization for Standardization |
References
- Deane, P.M.; Deane, P.M. The First Industrial Revolution; Cambridge University Press: Cambridge, UK, 1979. [Google Scholar]
- Crafts, N.F. The first industrial revolution: A guided tour for growth economists. Am. Econ. Rev. 1996, 86, 197–201. [Google Scholar]
- Crafts, N. Explaining the first Industrial Revolution: Two views. Eur. Rev. Econ. Hist. 2011, 15, 153–168. [Google Scholar] [CrossRef]
- Greasley, D.; Oxley, L. Causality and the first industrial revolution. Ind. Corp. Chang. 1998, 7, 33–47. [Google Scholar] [CrossRef]
- Mokyr, J.; Strotz, R.H. The second industrial revolution, 1870–1914. Stor. dell’Econ. Mond. 1998, 21945, 1–14. [Google Scholar]
- Jevons, H.S. The second industrial revolution. Econ. J. 1931, 41, 1–18. [Google Scholar] [CrossRef]
- Agarwal, H.; Agarwal, R. First Industrial Revolution and Second Industrial Revolution: Technological differences and the differences in banking and financing of the firms. Saudi J. Humanit. Soc. Sci. 2017, 2, 1062–1066. [Google Scholar]
- Janicke, M.; Jacob, K. A third industrial revolution. In Long-Term Governance for Social-Ecological Change; Routledge: New York, NY, USA, 2013; pp. 47–71. [Google Scholar]
- Cooper, C.; Kaplinsky, R. Technology and Development in the Third Industrial Revolution; Routledge: London, UK, 2005. [Google Scholar]
- Heinonen, S.; Karjalainen, J.; Ruotsalainen, J. Towards the third industrial revolution. Finl. Findland Future Res. Cent. FFRC EBook 2015, 6, 2015. [Google Scholar]
- Posada, J.; Toro, C.; Barandiaran, I.; Oyarzun, D.; Stricker, D.; de Amicis, R.; Pinto, E.B.; Eisert, P.; Döllner, J.; Vallarino, I. Visual Computing as a Key Enabling Technology for Industrie 4.0 and Industrial Internet. IEEE Comput. Graph. Appl. 2015, 35, 26–40. [Google Scholar] [CrossRef]
- Kagermann, H.; Wahlster, W.; Helbig, J. Securing the Future of German Manufacturing Industry: Recommendations for Implementing the Strategic Initiative Industrie 4.0. Final Report of the Industrie. 2013. Available online: https://www.din.de/resource/blob/76902/e8cac883f42bf28536e7e8165993f1fd/recommendations-for-implementing-industry-4-0-data.pdf (accessed on 5 June 2022).
- Xu, M.; David, J.M.; Kim, S.H. The fourth industrial revolution: Opportunities and challenges. Int. J. Financ. Res. 2018, 9, 90–95. [Google Scholar] [CrossRef]
- Kritzinger, W.; Karner, M.; Traar, G.; Henjes, J.; Sihn, W. Digital Twin in manufacturing: A categorical literature review and classification. IFAC-PapersOnLine 2018, 51, 1016–1022. [Google Scholar] [CrossRef]
- Redelinghuys, A.; Basson, A.H.; Kruger, K. A six-layer architecture for the digital twin: A manufacturing case study implementation. J. Intell. Manuf. 2020, 31, 1383–1402. [Google Scholar] [CrossRef]
- Tao, F.; Zhang, H.; Liu, A.; Nee, A.Y. Digital twin in industry: State-of-the-art. IEEE Trans. Ind. Inform. 2018, 15, 2405–2415. [Google Scholar] [CrossRef]
- Negri, E.; Fumagalli, L.; Macchi, M. A review of the roles of digital twin in CPS-based production systems. Procedia Manuf. 2017, 11, 939–948. [Google Scholar] [CrossRef]
- Fuller, A.; Fan, Z.; Day, C.; Barlow, C. Digital twin: Enabling technologies, challenges and open research. IEEE Access 2020, 8, 108952–108971. [Google Scholar] [CrossRef]
- Qi, Q.; Tao, F.; Zuo, Y.; Zhao, D. Digital twin service towards smart manufacturing. Procedia Cirp 2018, 72, 237–242. [Google Scholar] [CrossRef]
- Al Faruque, M.A.; Muthirayan, D.; Yu, S.Y.; Khargonekar, P.P. Cognitive digital twin for manufacturing systems. In Proceedings of the 2021 Design, Automation & Test in Europe Conference & Exhibition (DATE), Grenoble, France, 1–5 February 2021; pp. 440–445. [Google Scholar]
- Zeba, G.; Dabić, M.; Čičak, M.; Daim, T.; Yalcin, H. Technology mining: Artificial intelligence in manufacturing. Technol. Forecast. Soc. Chang. 2021, 171, 120971. [Google Scholar] [CrossRef]
- Chien, C.F.; Dauzère-Pérès, S.; Huh, W.T.; Jang, Y.J.; Morrison, J.R. Artificial intelligence in manufacturing and logistics systems: Algorithms, applications, and case studies. Int. J. Prod. Res. 2020, 58, 2730–2731. [Google Scholar] [CrossRef]
- Crandall, D.J. Artificial Intelligence and Manufacturing. Smart Factories: Issues of Information Governance. 2019, pp. 10–16. Available online: https://policyinstitute.iu.edu/doc/mpi/smart-factories.pdf#page=12 (accessed on 5 June 2022).
- Bullers, W.I.; Nof, S.Y.; Whinston, A.B. Artificial intelligence in manufacturing planning and control. AIIE Trans. 1980, 12, 351–363. [Google Scholar] [CrossRef]
- Arinez, J.F.; Chang, Q.; Gao, R.X.; Xu, C.; Zhang, J. Artificial intelligence in advanced manufacturing: Current status and future outlook. J. Manuf. Sci. Eng. 2020, 142, 110804. [Google Scholar] [CrossRef]
- Li, B.H.; Hou, B.C.; Yu, W.T.; Lu, X.B.; Yang, C.W. Applications of artificial intelligence in intelligent manufacturing: A review. Front. Inf. Technol. Electron. Eng. 2017, 18, 86–96. [Google Scholar] [CrossRef]
- Buchmeister, B.; Palcic, I.; Ojstersek, R. Artificial Intelligence in Manufacturing Companies And Broader: An Overview. DAAAM International Scientific Book. 2019. Available online: https://daaam.info/sc-book-2019 (accessed on 5 June 2022).
- Lee, J.; Davari, H.; Singh, J.; Pandhare, V. Industrial Artificial Intelligence for industry 4.0-based manufacturing systems. Manuf. Lett. 2018, 18, 20–23. [Google Scholar] [CrossRef]
- Mourtzis, D.; Doukas, M.; Bernidaki, D. Simulation in manufacturing: Review and challenges. Procedia Cirp 2014, 25, 213–229. [Google Scholar] [CrossRef]
- Lugaresi, G.; Matta, A. Real-time simulation in manufacturing systems: Challenges and research directions. In Proceedings of the 2018 Winter Simulation Conference (WSC), Gothenburg, Sweden, 9–12 December 2018; pp. 3319–3330. [Google Scholar]
- Negahban, A.; Smith, J.S. Simulation for manufacturing system design and operation: Literature review and analysis. J. Manuf. Syst. 2014, 33, 241–261. [Google Scholar] [CrossRef]
- Hollocks, B. A well-kept secret? Simulation in manufacturing industry reviewed. Insight 1992, 5, 12–17. [Google Scholar]
- Hollocks, B.W. The impact of simulation in manufacturing decision making. Control Eng. Pract. 1995, 3, 105–112. [Google Scholar] [CrossRef]
- Ingemansson, A.; Bolmsjö, G.; Harlin, U. A survey of the use of the discrete-event simulation in manufacturing industry. In Proceedings of the 10th International Manufacturing Conference, Singapore, 11–14 March 2002. [Google Scholar]
- McGinnis, L.F.; Rose, O. History and perspective of simulation in manufacturing. In Proceedings of the 2017 Winter Simulation Conference (WSC), Las Vegas, NV, USA, 3–6 December 2017; pp. 385–397. [Google Scholar]
- Abeyratne, S.A.; Monfared, R.P. Blockchain ready manufacturing supply chain using distributed ledger. Int. J. Res. Eng. Technol. 2016, 5, 1–10. [Google Scholar]
- Angrish, A.; Craver, B.; Hasan, M.; Starly, B. A case study for Blockchain in manufacturing: “FabRec”: A prototype for peer-to-peer network of manufacturing nodes. Procedia Manuf. 2018, 26, 1180–1192. [Google Scholar] [CrossRef]
- Li, Z.; Barenji, A.V.; Huang, G.Q. Toward a blockchain cloud manufacturing system as a peer to peer distributed network platform. Robot. Comput.-Integr. Manuf. 2018, 54, 133–144. [Google Scholar] [CrossRef]
- Kasten, J.E. Engineering and manufacturing on the blockchain: A systematic review. IEEE Eng. Manag. Rev. 2020, 48, 31–47. [Google Scholar] [CrossRef]
- Ko, T.; Lee, J.; Ryu, D. Blockchain technology and manufacturing industry: Real-time transparency and cost savings. Sustainability 2018, 10, 4274. [Google Scholar] [CrossRef]
- Mohamed, N.; Al-Jaroodi, J. Applying blockchain in industry 4.0 applications. In Proceedings of the 2019 IEEE 9th annual computing and communication workshop and conference (CCWC), Las Vegas, NV, USA, 7–9 January 2019; pp. 0852–0858. [Google Scholar]
- Belhadi, A.; Zkik, K.; Cherrafi, A.; Sha’ri, M.Y. Understanding big data analytics for manufacturing processes: Insights from literature review and multiple case studies. Comput. Ind. Eng. 2019, 137, 106099. [Google Scholar] [CrossRef]
- Dai, H.N.; Wang, H.; Xu, G.; Wan, J.; Imran, M. Big data analytics for manufacturing internet of things: Opportunities, challenges and enabling technologies. Enterp. Inf. Syst. 2020, 14, 1279–1303. [Google Scholar] [CrossRef]
- Sahoo, S. Big data analytics in manufacturing: A bibliometric analysis of research in the field of business management. Int. J. Prod. Res. 2021, 1–29. [Google Scholar] [CrossRef]
- Dubey, R.; Gunasekaran, A.; Childe, S.J.; Blome, C.; Papadopoulos, T. Big data and predictive analytics and manufacturing performance: Integrating institutional theory, resource-based view and big data culture. Br. J. Manag. 2019, 30, 341–361. [Google Scholar] [CrossRef]
- Bashar, A. Intelligent development of big data analytics for manufacturing industry in cloud computing. J. Ubiquitous Comput. Commun. Technol. (UCCT) 2019, 1, 13–22. [Google Scholar]
- Ong, S.K.; Nee, A.Y.C. Virtual and Augmented Reality Applications in Manufacturing; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Ong, S.; Nee, A. A brief introduction of VR and AR applications in manufacturing. In Virtual and Augmented Reality Applications in Manufacturing; Springer: Berlin/Heidelberg, Germany, 2004; pp. 1–11. [Google Scholar]
- Siedler, C.; Glatt, M.; Weber, P.; Ebert, A.; Aurich, J.C. Engineering changes in manufacturing systems supported by AR/VR collaboration. Procedia CIRP 2021, 96, 307–312. [Google Scholar] [CrossRef]
- Fast-Berglund, Å.; Gong, L.; Li, D. Testing and validating Extended Reality (xR) technologies in manufacturing. Procedia Manuf. 2018, 25, 31–38. [Google Scholar] [CrossRef]
- Doolani, S.; Wessels, C.; Kanal, V.; Sevastopoulos, C.; Jaiswal, A.; Nambiappan, H.; Makedon, F. A review of extended reality (xr) technologies for manufacturing training. Technologies 2020, 8, 77. [Google Scholar] [CrossRef]
- Ong, S.; Yuan, M.; Nee, A. Augmented reality applications in manufacturing: A survey. Int. J. Prod. Res. 2008, 46, 2707–2742. [Google Scholar] [CrossRef]
- Nee, A.Y.; Ong, S.; Chryssolouris, G.; Mourtzis, D. Augmented reality applications in design and manufacturing. CIRP Ann. 2012, 61, 657–679. [Google Scholar] [CrossRef]
- Doil, F.; Schreiber, W.; Alt, T.; Patron, C. Augmented reality for manufacturing planning. In Proceedings of the Workshop on Virtual Environments, Zurich, Switzerland, 22–23 May 2003; pp. 71–76. [Google Scholar]
- Goel, R.; Gupta, P. Robotics and industry 4.0. In A Roadmap to Industry 4.0: Smart Production, Sharp Business and Sustainable Development; Springer: Berlin/Heidelberg, Germany, 2020; pp. 157–169. [Google Scholar]
- Bayram, B.; İnce, G. Advances in Robotics in the Era of Industry 4.0. In Industry 4.0: Managing The Digital Transformation; Springer: Berlin/Heidelberg, Germany, 2018; pp. 187–200. [Google Scholar]
- Heyer, C. Human-robot interaction and future industrial robotics applications. In Proceedings of the 2010 IEEE/RSJ International Conference on Intelligent Robots and Systems, Taipei, Taiwan, 18–22 October 2010; pp. 4749–4754. [Google Scholar]
- Hägele, M.; Nilsson, K.; Pires, J.N.; Bischoff, R. Industrial robotics. In Springer Handbook of Robotics; Springer: Berlin/Heidelberg, Germany, 2016; pp. 1385–1422. [Google Scholar]
- Parmar, H.; Khan, T.; Tucci, F.; Umer, R.; Carlone, P. Advanced robotics and additive manufacturing of composites: Towards a new era in Industry 4.0. Mater. Manuf. Process. 2022, 37, 483–517. [Google Scholar] [CrossRef]
- Tantawi, K.H.; Sokolov, A.; Tantawi, O. Advances in industrial robotics: From industry 3.0 automation to industry 4.0 collaboration. In Proceedings of the 2019 4th Technology Innovation Management and Engineering Science International Conference (TIMES-iCON), Bangkok, Thailand, 11–13 December 2019; pp. 1–4. [Google Scholar]
- Li, M.; Milojević, A.; Handroos, H. Robotics in manufacturing—The past and the present. In Technical, Economic and Societal Effects of Manufacturing 4.0; Palgrave Macmillan: Cham, Switerland, 2020; pp. 85–95. [Google Scholar]
- Groover, M.P. Fundamentals of Modern Manufacturing: Materials, Processes, and Systems; J. Wiley & Sons: Hoboken, NJ, USA, 2007. [Google Scholar]
- Rosen, R.; Von Wichert, G.; Lo, G.; Bettenhausen, K.D. About the importance of autonomy and digital twins for the future of manufacturing. IFAC-Papersonline 2015, 48, 567–572. [Google Scholar] [CrossRef]
- Pustišek, M.; Chen, M.; Kos, A.; Kos, A. Decentralized Machine Autonomy for Manufacturing Servitization. Sensors 2022, 22, 338. [Google Scholar] [CrossRef] [PubMed]
- Park, H.; From Automation to Autonomy—A new trend for Smart Manufacturing. DAAAM International Scientific Book. 2013. Available online: https://daaam.info/sc-book-2013 (accessed on 5 June 2022).
- Park, H.S.; Tran, N.H. Autonomy for smart manufacturing. J. Korean Soc. Precis. Eng. 2014, 31, 287–295. [Google Scholar] [CrossRef]
- Horvitz, E.; Selman, B. Interim report from the panel chairs: AAAI Presidential Panel on Long-Term AI Futures. In Singularity Hypotheses; Springer: Berlin/Heidelberg, Germany, 2012; pp. 301–308. [Google Scholar]
- Pohl, J. Artificial Super Intelligence: Extinction or Nirvana. Intern Symposium. 2015. Available online: https://www.researchgate.net/profile/Jens-Pohl/publication/281748315_Artificial_Superintelligence_Extinction_or_Nirvana/links/55f723c908aeafc8abfa21ca/Artificial-Superintelligence-Extinction-or-Nirvana.pdf (accessed on 5 June 2022).
- Almada-Lobo, F. The Industry 4.0 revolution and the future of Manufacturing Execution Systems (MES). J. Innov. Manag. 2015, 3, 16–21. [Google Scholar] [CrossRef]
- Liu, Y.; Xu, X. Industry 4.0 and cloud manufacturing: A comparative analysis. J. Manuf. Sci. Eng. 2017, 139, 034701. [Google Scholar] [CrossRef]
- Lu, Y. Industry 4.0: A survey on technologies, applications and open research issues. J. Ind. Inf. Integr. 2017, 6, 1–10. [Google Scholar] [CrossRef]
- Thames, L.; Schaefer, D. Industry 4.0: An overview of key benefits, technologies, and challenges. In Cybersecurity for Industry 4.0; Springer: Berlin/Heidelberg, Germany, 2017; pp. 1–33. [Google Scholar]
- Porter, M.E.; Heppelmann, J.E. How smart, connected products are transforming companies. Harv. Bus. Rev. 2015, 93, 96–114. [Google Scholar]
- Thoben, K.D.; Wiesner, S.; Wuest, T. “Industrie 4.0” and smart manufacturing—A review of research issues and application examples. Int. J. Autom. Technol. 2017, 11, 4–16. [Google Scholar] [CrossRef]
- Kagermann, H.; Wahlster, W.; Helbig, J. Recommendations for Implementing the Strategic Initiative INDUSTRIE 4.0: Securing the Future of German Manufacturing Industry. Final Report of the Industrie 4.0 Working Group; Technical Report, Forschungsunion. Available online: https://en.acatech.de/publication/recommendations-for-implementing-the-strategic-initiative-industrie-4-0-final-report-of-the-industrie-4-0-working-group/ (accessed on 5 June 2022).
- Henning Kagermann, P.D.W.W.; Helbig, D.J. Recommendations for Implementing the Strategic Initiative INDUSTRIE 4.0-Final Report of the Industrie 4.0 Working Group; Technical Report; German Federal Ministry of Education and Research (BMBF): Bonn, Germany, 2013. [Google Scholar]
- Stock, T.; Seliger, G. Opportunities of sustainable manufacturing in industry 4.0. Procedia Cirp 2016, 40, 536–541. [Google Scholar] [CrossRef]
- Hermann, M.; Pentek, T.; Otto, B. Design Principles for Industrie 4.0 Scenarios: A Literature Review; Technische Universität Dortmund: Dortmund, Germany, 2015. [Google Scholar]
- Kagermann, H. Chancen von Industrie 4.0 nutzen. In Industrie 4.0 in Produktion, Automatisierung und Logistik: Anwendung, Technologien; ten Hompel, M., Vogel-Heuser, B., Bauernhansl, T., Eds.; Springer: Berlin/Heidelberg, Germany, 2014. [Google Scholar]
- Bitkom, F.I. Industrie 4.0–Volkswirtschaftliches Potenzial für Deutschland. Berlin/Stuttgart. 2014. Available online: https://www.produktionsarbeit.de/content/dam/produktionsarbeit/de/documents/Studie-Industrie-4-0-Volkswirtschaftliches-Potential-fuer-Deutschland.pdf (accessed on 5 June 2022).
- 2017: State of the IIoT-Key Trends and Predictions for the Industrial Internet of Things. Available online: https://www.opto22.com/support/resources-tools/documents/2215-white-paper-state-of-the-iiot-2017 (accessed on 5 June 2022).
- Bezerra, F.; Favacho, C.H.; Souza, R.; de Souza, C. Towards supporting systematic mappings studies: An automatic snowballing approach. In Proceedings of the Simpósio Brasileiro de Banco de Dados (SBBD), Curitiba, Brazil, 6–9 October 2014. [Google Scholar]
- van Haastrecht, M.; Sarhan, I.; Yigit Ozkan, B.; Brinkhuis, M.; Spruit, M. SYMBALS: A systematic review methodology blending active learning and snowballing. Front. Res. Metrics Anal. 2021, 6, 33. [Google Scholar] [CrossRef] [PubMed]
- Michael Lyman, R.R.; Wright, O. Accenture Strategy: Cornerstone of Future Growth: Ecosystems; Technical Report; Accenture: Dublin, Ireland, 2018. [Google Scholar]
- Gaub, H. Customization of mass-produced parts by combining injection molding and additive manufacturing with Industry 4.0 technologies. Reinf. Plast. 2016, 60, 401–404. [Google Scholar] [CrossRef]
- Prasad, D.; Jayswal, S. Reconfigurable manufacturing system–a new class of manufacturing system. Manag. Prod. Eng. Rev. 2019, 10, 37–47. [Google Scholar]
- Koren, Y. Reconfigurable manufacturing and beyond. In Proceedings of the CIRP 3rd International Conference on Reconfigurable Manufacturing, Ann Arbor, MI, USA, 10 May 2005. [Google Scholar]
- Pansare, R.; Yadav, G.; Nagare, M.R. Reconfigurable manufacturing system: A systematic review, meta-analysis and future research directions. J. Eng. Des. Technol. 2021. [Google Scholar] [CrossRef]
- Mehrabi, M.G.; Ulsoy, A.G.; Koren, Y. Reconfigurable manufacturing systems: Key to future manufacturing. J. Intell. Manuf. 2000, 11, 403–419. [Google Scholar] [CrossRef]
- Bi, Z.M.; Lang, S.Y.; Shen, W.; Wang, L. Reconfigurable manufacturing systems: The state of the art. Int. J. Prod. Res. 2008, 46, 967–992. [Google Scholar] [CrossRef]
- Koren, Y.; Heisel, U.; Jovane, F.; Moriwaki, T.; Pritschow, G.; Ulsoy, G.; Van Brussel, H. Reconfigurable manufacturing systems. CIRP Ann. 1999, 48, 527–540. [Google Scholar] [CrossRef]
- ElMaraghy, H.A. Flexible and reconfigurable manufacturing systems paradigms. Int. J. Flex. Manuf. Syst. 2005, 17, 261–276. [Google Scholar] [CrossRef]
- Shivanand, H. Flexible Manufacturing System; New Age International: New Delhi, India, 2006. [Google Scholar]
- Browne, J.; Dubois, D.; Rathmill, K.; Sethi, S.P.; Stecke, K.E. Classification of flexible manufacturing systems. FMS Mag. 1984, 2, 114–117. [Google Scholar]
- Yadav, A.; Jayswal, S. Modelling of flexible manufacturing system: A review. Int. J. Prod. Res. 2018, 56, 2464–2487. [Google Scholar] [CrossRef]
- MacCarthy, B.; Liu, J. A new classification scheme for flexible manufacturing systems. Int. J. Prod. Res. 1993, 31, 299–309. [Google Scholar] [CrossRef]
- Stam, A.; Kuula, M. Selecting a flexible manufacturing system using multiple criteria analysis. Int. J. Prod. Res. 1991, 29, 803–820. [Google Scholar] [CrossRef]
- Florescu, A.; Barabas, S.A. Modeling and simulation of a flexible manufacturing system—A basic component of industry 4.0. Appl. Sci. 2020, 10, 8300. [Google Scholar] [CrossRef]
- Park, S.C. A methodology for creating a virtual model for a flexible manufacturing system. Comput. Ind. 2005, 56, 734–746. [Google Scholar] [CrossRef]
- Greenwood, N.R. Implementing Flexible Manufacturing Systems; Springer: Berlin/Heidelberg, Germany, 1988. [Google Scholar]
- Srai, J.S.; Kumar, M.; Graham, G.; Phillips, W.; Tooze, J.; Ford, S.; Beecher, P.; Raj, B.; Gregory, M.; Tiwari, M.K.; et al. Distributed manufacturing: Scope, challenges and opportunities. Int. J. Prod. Res. 2016, 54, 6917–6935. [Google Scholar] [CrossRef]
- Leitão, P. Agent-based distributed manufacturing control: A state-of-the-art survey. Eng. Appl. Artif. Intell. 2009, 22, 979–991. [Google Scholar] [CrossRef]
- Huang, C.Y. Distributed manufacturing execution systems: A workflow perspective. J. Intell. Manuf. 2002, 13, 485–497. [Google Scholar] [CrossRef]
- Rauch, E.; Dallasega, P.; Matt, D.T. Distributed manufacturing network models of smart and agile mini-factories. Int. J. Agil. Syst. Manag. 2017, 10, 185–205. [Google Scholar] [CrossRef]
- Xu, X. From cloud computing to cloud manufacturing. Robot. Comput.-Integr. Manuf. 2012, 28, 75–86. [Google Scholar] [CrossRef]
- Ren, L.; Zhang, L.; Wang, L.; Tao, F.; Chai, X. Cloud manufacturing: Key characteristics and applications. Int. J. Comput. Integr. Manuf. 2017, 30, 501–515. [Google Scholar] [CrossRef]
- Ren, L.; Zhang, L.; Tao, F.; Zhao, C.; Chai, X.; Zhao, X. Cloud manufacturing: From concept to practice. Enterp. Inf. Syst. 2015, 9, 186–209. [Google Scholar] [CrossRef]
- Li, W.; Mehnen, J. (Eds.) Cloud Manufacturing: Distributed Computing Technologies for Global and Sustainable Manufacturing; Springer: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Adamson, G.; Wang, L.; Holm, M.; Moore, P. Cloud manufacturing–a critical review of recent development and future trends. Int. J. Comput. Integr. Manuf. 2017, 30, 347–380. [Google Scholar] [CrossRef]
- He, W.; Xu, L. A state-of-the-art survey of cloud manufacturing. Int. J. Comput. Integr. Manuf. 2015, 28, 239–250. [Google Scholar] [CrossRef]
- Hozdić, E. Smart factory for industry 4.0: A review. Int. J. Mod. Manuf. Technol. 2015, 7, 28–35. [Google Scholar]
- Osterrieder, P.; Budde, L.; Friedli, T. The smart factory as a key construct of industry 4.0: A systematic literature review. Int. J. Prod. Econ. 2020, 221, 107476. [Google Scholar] [CrossRef]
- Lucke, D.; Constantinescu, C.; Westkämper, E. Smart factory-a step towards the next generation of manufacturing. In Manufacturing Systems and Technologies for the New Frontier; Springer: Berlin/Heidelberg, Germany, 2008; pp. 115–118. [Google Scholar]
- Wang, S.; Wan, J.; Zhang, D.; Li, D.; Zhang, C. Towards smart factory for industry 4.0: A self-organized multi-agent system with big data based feedback and coordination. Comput. Netw. 2016, 101, 158–168. [Google Scholar] [CrossRef]
- Radziwon, A.; Bilberg, A.; Bogers, M.; Madsen, E.S. The smart factory: Exploring adaptive and flexible manufacturing solutions. Procedia Eng. 2014, 69, 1184–1190. [Google Scholar] [CrossRef]
- Shi, Z.; Xie, Y.; Xue, W.; Chen, Y.; Fu, L.; Xu, X. Smart factory in Industry 4.0. Syst. Res. Behav. Sci. 2020, 37, 607–617. [Google Scholar] [CrossRef]
- Shafiq, S.I.; Velez, G.; Toro, C.; Sanin, C.; Szczerbicki, E. Designing intelligent factory: Conceptual framework and empirical validation. Procedia Comput. Sci. 2016, 96, 1801–1808. [Google Scholar] [CrossRef]
- Reimann, J.; Sziebig, G. The intelligent factory space–a concept for observing, learning and communicating in the digitalized factory. IEEE Access 2019, 7, 70891–70900. [Google Scholar] [CrossRef]
- Lu, B.; Shao, X.; Zhang, J.; Wang, L. Development strategy for intelligent factory in discrete manufacturing. Strateg. Study Chin. Acad. Eng. 2018, 20, 44–50. [Google Scholar] [CrossRef]
- Larrabee, G.B. The intelligent microelectronics factory of the future. In Proceedings of the 1991 Proceedings IEEE/SEMI International Semiconductor Manufacturing Science Symposium, Burlingame, CA, USA, 20–22 May 1991; pp. 30–34. [Google Scholar]
- Erdogan, S.; Wahab, A. A Family of Reconfigurable Neurocomputers For The “Intelligent Factory”. In Proceedings of the IEEE International Workshop on Emerging Technologies and Factory Automation, Melbourne, VIC, Australia, 11–14 August 1992; pp. 369–374. [Google Scholar]
- Bracht, U.; Masurat, T. The Digital Factory between vision and reality. Comput. Ind. 2005, 56, 325–333. [Google Scholar] [CrossRef]
- Kuhn, W. Digital factory-simulation enhancing the product and production engineering process. In Proceedings of the 2006 Winter Simulation Conference, Monterey, CA, USA, 3–6 December 2006; pp. 1899–1906. [Google Scholar]
- Worn, H.; Frey, D.; Keitel, J. Digital factory-planning and running enterprises of the future. In Proceedings of the 2000 26th Annual Conference of the IEEE Industrial Electronics Society. IECON 2000. 2000 IEEE International Conference on Industrial Electronics, Control and Instrumentation. 21st Century Technologies, Nagoya, Japan, 22–28 October 2000; Volume 2, pp. 1286–1291. [Google Scholar]
- Tchoffa, D.; Figay, N.; Ghodous, P.; Expósito, E.; Kermad, L.; Vosgien, T.; El Mhamedi, A. Digital factory system for dynamic manufacturing network supporting networked collaborative product development. Data Knowl. Eng. 2016, 105, 130–154. [Google Scholar] [CrossRef]
- Gregor, M.; Medvecky, S. Digital factory–theory and practice. In Engineering the Future; IntechOpen: London, UK, 2010. [Google Scholar]
- Lee, J. Smart factory systems. Informatik-Spektrum 2015, 38, 230–235. [Google Scholar] [CrossRef]
- Mabkhot, M.M.; Al-Ahmari, A.M.; Salah, B.; Alkhalefah, H. Requirements of the smart factory system: A survey and perspective. Machines 2018, 6, 23. [Google Scholar] [CrossRef]
- Panetto, H.; Iung, B.; Ivanov, D.; Weichhart, G.; Wang, X. Challenges for the cyber-physical manufacturing enterprises of the future. Annu. Rev. Control 2019, 47, 200–213. [Google Scholar] [CrossRef]
- Gierej, S. The framework of business model in the context of Industrial Internet of Things. Procedia Eng. 2017, 182, 206–212. [Google Scholar] [CrossRef]
- Dujovne, D.; Watteyne, T.; Vilajosana, X.; Thubert, P. 6TiSCH: Deterministic IP-enabled industrial internet (of things). IEEE Commun. Mag. 2014, 52, 36–41. [Google Scholar] [CrossRef]
- Lu, Y.; Asghar, M.R. Semantic communications between distributed cyber-physical systems towards collaborative automation for smart manufacturing. J. Manuf. Syst. 2020, 55, 348–359. [Google Scholar] [CrossRef]
- Wong, G.; Greenhalgh, T.; Westhorp, G.; Buckingham, J.; Pawson, R. RAMESES publication standards: Realist syntheses. BMC Med. 2013, 11, 21. [Google Scholar]
- Liu, C.; Jiang, P. A cyber-physical system architecture in shop floor for intelligent manufacturing. Procedia Cirp 2016, 56, 372–377. [Google Scholar] [CrossRef]
- Kusiak, A. Smart manufacturing. Int. J. Prod. Res. 2018, 56, 508–517. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, G.; Wang, J.; Sun, S.; Si, S.; Yang, T. Real-time information capturing and integration framework of the internet of manufacturing things. Int. J. Comput. Integr. Manuf. 2015, 28, 811–822. [Google Scholar] [CrossRef]
- Liu, X.F.; Shahriar, M.R.; Al Sunny, S.N.; Leu, M.C.; Hu, L. Cyber-physical manufacturing cloud: Architecture, virtualization, communication, and testbed. J. Manuf. Syst. 2017, 43, 352–364. [Google Scholar] [CrossRef]
- Kühnle, H.; Bitsch, G. Smart manufacturing units. In Foundations & Principles of Distributed Manufacturing; Springer: Berlin/Heidelberg, Germany, 2015; pp. 55–70. [Google Scholar]
- Davis, J. Cyberinfrastructure in Chemical and Biological Process Systems: Impact and Directions. Proc. NSF Workshop Rep. 2006. Available online: https://www.nsf.gov/awardsearch/showAward?AWDID=0645024HistoricalAwards=false (accessed on 5 June 2022).
- Baldwin, C.Y.; Clark, K.B.; Clark, K.B. Design Rules: The Power of Modularity; MIT Press: Cambridge, MA, USA, 2000; Volume 1. [Google Scholar]
- Singh, A.; Gupta, S.; Asjad, M.; Gupta, P. Reconfigurable manufacturing systems: Journey and the road ahead. Int. J. Syst. Assur. Eng. Manag. 2017, 8, 1849–1857. [Google Scholar] [CrossRef]
- Renzi, C.; Leali, F.; Cavazzuti, M.; Andrisano, A.O. A review on artificial intelligence applications to the optimal design of dedicated and reconfigurable manufacturing systems. Int. J. Adv. Manuf. Technol. 2014, 72, 403–418. [Google Scholar] [CrossRef]
- Wang, Y.; Ma, H.S.; Yang, J.H.; Wang, K.S. Industry 4.0: A way from mass customization to mass personalization production. Adv. Manuf. 2017, 5, 311–320. [Google Scholar] [CrossRef]
- Pech, M.; Vrchota, J. The Product Customization Process in Relation to Industry 4.0 and Digitalization. Processes 2022, 10, 539. [Google Scholar] [CrossRef]
- Anshari, M.; Almunawar, M.N.; Lim, S.A.; Al-Mudimigh, A. Customer relationship management and big data enabled: Personalization & customization of services. Appl. Comput. Inform. 2019, 15, 94–101. [Google Scholar]
- Lasi, H.; Fettke, P.; Kemper, H.G.; Feld, T.; Hoffmann, M. Industry 4.0. Bus. Inf. Syst. Eng. 2014, 6, 239–242. [Google Scholar] [CrossRef]
- Song, X.; Wang, S.; Xie, P.; Wei, Z. Manufacturing Flexibility, Business Model Design, and Firm Performance. In Academy of Management Proceedings; Academy of Management: Briarcliff Manor, NY, USA, 2017; Volume 2017, p. 13195. [Google Scholar]
- Qin, J.; Liu, Y.; Grosvenor, R. A categorical framework of manufacturing for industry 4.0 and beyond. Procedia Cirp 2016, 52, 173–178. [Google Scholar] [CrossRef]
- Wang, L.; Törngren, M.; Onori, M. Current status and advancement of cyber-physical systems in manufacturing. J. Manuf. Syst. 2015, 37, 517–527. [Google Scholar] [CrossRef]
- Azevedo, A.; Almeida, A. Factory templates for digital factories framework. Robot. Comput.-Integr. Manuf. 2011, 27, 755–771. [Google Scholar] [CrossRef]
- Ferreira, F.; Azevedo, A.; Faria, J.; Rojas, E. Virtual enterprise process management: An application to industrial maintenance. In Working Conference on Virtual Enterprises; Springer: Berlin/Heidelberg, Germany, 2014; pp. 71–79. [Google Scholar]
- Wang, S.; Wan, J.; Li, D.; Zhang, C. Implementing smart factory of industrie 4.0: An outlook. Int. J. Distrib. Sens. Netw. 2016, 12, 3159805. [Google Scholar] [CrossRef]
- Morris, E.; Levine, L.; Meyers, C.; Place, P.; Plakosh, D. Systems of Systems Interoperability. SEI, Carnegie Mellon University, USA. 2004. Available online: https://resources.sei.cmu.edu/library/asset-view.cfm?assetid=7045 (accessed on 5 June 2022).
- Chituc, C.M.; Toscano, C.; Azevedo, A. Interoperability in Collaborative Networks: Independent and industry-specific initiatives–The case of the footwear industry. Comput. Ind. 2008, 59, 741–757. [Google Scholar] [CrossRef]
- Berre, A.J.; Hahn, A.; Akehurst, D.; Bezivin, J.; Tsalgatidou, A.; Vermaut, F.; Kutvonen, L.; Linington, P.F. State-of-the Art for Interoperability Architecture Approaches. InterOP Network of Excellence-Contract no.: IST-508. 2004, Volume 11. Available online: https://citeseerx.ist.psu.edu/viewdoc/download?doi=10.1.1.106.9713&rep=rep1&type=pdf (accessed on 5 June 2022).
- Curts, R.J.; Campbell, D.E. Architecture: The road to interoperability. In Command & Control Research & Technology Symposium (CCRTS); US Naval War College: Newport, RI, USA, 1999. [Google Scholar]
- Heiler, S. Semantic interoperability. ACM Comput. Surv. (CSUR) 1995, 27, 271–273. [Google Scholar] [CrossRef]
- Ford, T.C.; Colombi, J.M.; Graham, S.R.; Jacques, D.R. Survey on Interoperability Measurement; Technical Report; Air Force Institute of Tech Wright-Patterson AFB OH: Greene County, OH, USA, 2007. [Google Scholar]
- Kasunic, M. Measuring Systems Interoperability: Challenges and Opportunities; Technical Report; Carnegie-Mellon Univ Pittsburgh Pa Software Engineering Inst: Pittsburgh, PA, USA, 2001. [Google Scholar]
- Zeid, A.; Sundaram, S.; Moghaddam, M.; Kamarthi, S.; Marion, T. Interoperability in smart manufacturing: Research challenges. Machines 2019, 7, 21. [Google Scholar] [CrossRef]
- Information Technology-Message Queuing Telemetry Transport (MQTT) v3.1.1; Technical Report; ISO/IEC: Geneva, Switzerland, 2016.
- Brunnermeier, S.; Martin, S. Interoperability Cost Analysis of the US Automotive Supply Chain; Center for Economics Research (Research Triangle Institute): Research Triangle Park, NC, USA, 1999. [Google Scholar]
- Vogel-Heuser, G.; Kegel, G.; Bender, K.K.; Wucherer, K. Global information architecture for industrial automation. Automatisierungstechnische Praxis (ATP) 2009, 51, 108–115. [Google Scholar] [CrossRef]
- Levis, A.H.; Rouse, W.B. Systems architecture. In Handbook of Systems Engineering and Management, 2nd ed.; Sage, A.P., Ed.; John Wiley & Sons: Hoboken, NJ, USA, 2011; pp. 479–506. [Google Scholar]
- Christopher, N.; Feng, S.C.; Fowler, J.E.; Frechette, S.P.; Jones, A.; Jurrens, K.; Lyons, K.; McLean, C.R.; Pratt, M.; Scott, H.A.; et al. SIMA Reference Architecture Part 1: Activity Models; National Institute of Standards and Technology: Gaithersburg, MD, USA, 1996.
- Han, S. A review of smart manufacturing reference models based on the skeleton meta-model. J. Comput. Des. Eng. 2020, 7, 323–336. [Google Scholar] [CrossRef]
- DIN SPEC. 91345: 2016-04 Reference Architecture Model Industrie 4.0 (RAMI4. 0). DIN 2016, 4, 2016. [Google Scholar]
- Lin, S.W.; Miller, B.; Durand, J.; Joshi, R.; Didier, P.; Chigani, A.; Torenbeek, R.; Duggal, D.; Martin, R.; Bleakley, G.; et al. Industrial Internet Reference Architecture; Techonol Report; Industrial Internet Consortium (IIC): Boston, MA, USA, 2015. [Google Scholar]
- Amdahl, G.M.; Blaauw, G.A.; Brooks, F.P. Architecture of the IBM System/360. IBM J. Res. Dev. 1964, 8, 87–101. [Google Scholar] [CrossRef]
- Nakagawa, E.Y.; Antonino, P.O.; Schnicke, F.; Capilla, R.; Kuhn, T.; Liggesmeyer, P. Industry 4.0 reference architectures: State of the art and future trends. Comput. Ind. Eng. 2021, 156, 107241. [Google Scholar] [CrossRef]
- Helmann, A.; Deschamps, F.; Loures, E. Reference architectures for Industry 4.0: Literature review. Adv Transdiscip Eng 2020, 12, 171–180. [Google Scholar]
- Lu, Y.; Morris, K.C.; Frechette, S. Standards landscape and directions for smart manufacturing systems. In Proceedings of the 2015 IEEE International Conference on Automation Science and Engineering (CASE), Gothenburg, Sweden, 24–28 August 2015; pp. 998–1005. [Google Scholar]
- Wei, S.; Hu, J.; Cheng, Y.; Ma, Y.; Yu, Y. The essential elements of intelligent manufacturing system architecture. In Proceedings of the 2017 13th IEEE Conference on Automation Science and Engineering (CASE), Xi’an, China, 20–23 August 2017; pp. 1006–1011. [Google Scholar]
- Industrial Value Chain Initiative. Strategic Implementation of Smart Manufacturing Ecosystem by IVRA-Next Framework; Techonol Report; Industrial Value Chain Initiative: Tokyo, Japan, 2018. [Google Scholar]
- Wang, Y.; Towara, T.; Anderl, R. Topological approach for mapping technologies in reference architectural model Industrie 4.0 (RAMI 4.0). In Proceedings of the World Congress on Engineering and Computer Science, London, UK, 5–7 July 2017; Volume 2, pp. 25–27. [Google Scholar]
- IVCI. Industrial Value Chain Reference Architecture. Hannover, Germany. 2017. Available online: http://www.iaeng.org/publication/WCECS2017/WCECS2017_pp982-990.pdf (accessed on 5 June 2022).
- Moghaddam, M.; Cadavid, M.N.; Kenley, C.R.; Deshmukh, A.V. Reference architectures for smart manufacturing: A critical review. J. Manuf. Syst. 2018, 49, 215–225. [Google Scholar] [CrossRef]
- Lu, Y.; Morris, K.C.; Frechette, S. Current Standards Landscape for Smart Manufacturing Systems; National Institute of Standards and Technology, NISTIR: Gaithersburg, MD, USA, 2016.
- Yli-Ojanperä, M.; Sierla, S.; Papakonstantinou, N.; Vyatkin, V. Adapting an agile manufacturing concept to the reference architecture model industry 4.0: A survey and case study. J. Ind. Inf. Integr. 2019, 15, 147–160. [Google Scholar] [CrossRef]
- Lin, S.W.; Murphy, B.; Clauer, E.; Loewen, U.; Neubert, R.; Bachmann, G.; Pai, M.; Hankel, M. Architecture Alignment and Interoperability: An Industrial Internet Consortium and Plattform Industrie 4.0 Joint Whitepaper; White Paper; Industrial Internet Consortium: Boston, MA, USA, 2017. [Google Scholar]
- Pai, D. Interoperability between IIC Architecture & Industry 4.0 Reference Architecture for Industrial Assets. Tech. Rep. 2016, 1, 1–12. [Google Scholar]
- Adolphs, P. RAMI 4.0. An architectural Model for Industrie 4.0. Plattform Industrie 4.0. 2015. Available online: https://ec.europa.eu/futurium/en/system/files/ged/a2-schweichhart-reference_architectural_model_industrie_4.0_rami_4.0.pdf (accessed on 5 June 2022).
- Hankel, M.; Rexroth, B. The reference architectural model industrie 4.0 (rami 4.0). ZVEI 2015, 2, 4–9. [Google Scholar]
- Weber, C.; Königsberger, J.; Kassner, L.; Mitschang, B. M2DDM–a maturity model for data-driven manufacturing. Procedia Cirp 2017, 63, 173–178. [Google Scholar] [CrossRef]
- Gröger, C.; Kassner, L.; Hoos, E.; Königsberger, J.; Kiefer, C.; Silcher, S.; Mitschang, B. The data-driven factory. In Proceedings of the ICEIS 2016—18th International Conference on Enterprise Information Systems, Rome, Italy, 25–28 April 2016; Volume 1, pp. 40–41. [Google Scholar]
- Adolphs, P.; Bedenbender, H.; Dirzus, D.; Ehlich, M.; Epple, U.; Hankel, M.; Heidel, R.; Hoffmeister, M.; Huhle, H.; Kärcher, B.; et al. Reference Architecture Model Industrie 4.0 (RAMI4. 0). ZVEI and VDI, Status Report. 2015. Available online: https://www.zvei.org/fileadmin/user_upload/Presse_und_Medien/Publikationen/2016/januar/GMA_Status_Report_Reference_Archtitecture_Model_Industrie_4.0_RAMI_4.0_/GMA-Status-Report-RAMI-40-July-2015.pdf (accessed on 5 June 2022).
- Santos, C.; Mehrsai, A.; Barros, A.; Araújo, M.; Ares, E. Towards Industry 4.0: An overview of European strategic roadmaps. Procedia Manuf. 2017, 13, 972–979. [Google Scholar] [CrossRef]
- de Melo, P.F.S.; Godoy, E.P. Controller Interface for Industry 4.0 based on RAMI 4.0 and OPC UA. In Proceedings of the 2019 II Workshop on Metrology for Industry 4.0 and IoT (MetroInd4.0 and IoT), Naples, Italy, 4–6 June 2019; pp. 229–234. [Google Scholar] [CrossRef]
- Contreras, J.D.; Garcia, J.I.; Pastrana, J.D. Developing of Industry 4.0 Applications. Int. J. Online Eng. 2017, 13, 30–47. [Google Scholar] [CrossRef]
- Pisching, M.A.; Pessoa, M.A.; Junqueira, F.; dos Santos Filho, D.J.; Miyagi, P.E. An architecture based on RAMI 4.0 to discover equipment to process operations required by products. Comput. Ind. Eng. 2018, 125, 574–591. [Google Scholar] [CrossRef]
- Melo, P.F.; Godoy, E.P.; Ferrari, P.; Sisinni, E. Open source control device for industry 4.0 based on RAMI 4.0. Electronics 2021, 10, 869. [Google Scholar] [CrossRef]
- Hernández, E.; Senna, P.; Silva, D.; Rebelo, R.; Barros, A.C.; Toscano, C. Implementing RAMI-4.0 in production-a multi-case study. In International Conference of Progress in Digital and Physical Manufacturing; Springer: Berlin/Heidelberg, Germany, 2019; pp. 49–56. [Google Scholar]
- Schulte, D.; Colombo, A.W. Rami 4.0 based digitalization of an industrial plate extruder system: Technical and infrastructural challenges. In Proceedings of the IECON 2017-43rd Annual Conference of the IEEE Industrial Electronics Society, Beijing, China, 29 October–1 November 2017; pp. 3506–3511. [Google Scholar]
- González, I.; Calderón, A.J.; Figueiredo, J.; Sousa, J. A literature survey on open platform communications (OPC) applied to advanced industrial environments. Electronics 2019, 8, 510. [Google Scholar] [CrossRef]
- Luo, Z.; Hong, S.; Lu, R.; Li, Y.; Zhang, X.; Kim, J.; Park, T.; Zheng, M.; Liang, W. OPC UA-based smart manufacturing: System architecture, implementation, and execution. In Proceedings of the 2017 5th International Conference on Enterprise Systems (ES), Beijing, China, 22–24 September 2017; pp. 281–286. [Google Scholar]
- Grüner, S.; Pfrommer, J.; Palm, F. RESTful industrial communication with OPC UA. IEEE Trans. Ind. Inform. 2016, 12, 1832–1841. [Google Scholar] [CrossRef]
- Derhamy, H.; Rönnholm, J.; Delsing, J.; Eliasson, J.; van Deventer, J. Protocol interoperability of OPC UA in service oriented architectures. In Proceedings of the 2017 IEEE 15th International Conference on Industrial Informatics (INDIN), Emden, Germany, 24–26 July 2017; pp. 44–50. [Google Scholar]
- Schleipen, M.; Gilani, S.S.; Bischoff, T.; Pfrommer, J. OPC UA & Industrie 4.0-enabling technology with high diversity and variability. Procedia Cirp 2016, 57, 315–320. [Google Scholar]
- Ye, X.; Hong, S.H. An AutomationML/OPC UA-based Industry 4.0 solution for a manufacturing system. In Proceedings of the 2018 IEEE 23rd International Conference on Emerging Technologies and Factory Automation (ETFA), Turin, Italy, 4–7 September 2018; Volume 1, pp. 543–550. [Google Scholar]
- Rocha, M.S.; Sestito, G.S.; Dias, A.L.; Turcato, A.C.; Brandão, D.; Ferrari, P. On the performance of OPC UA and MQTT for data exchange between industrial plants and cloud servers. ACTA IMEKO 2019, 8, 80–87. [Google Scholar] [CrossRef]
- Ferrari, P.; Flammini, A.; Rinaldi, S.; Sisinni, E.; Maffei, D.; Malara, M. Impact of quality of service on cloud based industrial IoT applications with OPC UA. Electronics 2018, 7, 109. [Google Scholar] [CrossRef]
- Lema, M.A.; Laya, A.; Mahmoodi, T.; Cuevas, M.; Sachs, J.; Markendahl, J.; Dohler, M. Business case and technology analysis for 5G low latency applications. IEEE Access 2017, 5, 5917–5935. [Google Scholar] [CrossRef]
- Maier, M.; Chowdhury, M.; Rimal, B.P.; Van, D.P. The tactile internet: Vision, recent progress, and open challenges. IEEE Commun. Mag. 2016, 54, 138–145. [Google Scholar] [CrossRef]
- Simsek, M.; Aijaz, A.; Dohler, M.; Sachs, J.; Fettweis, G. 5G-enabled tactile internet. IEEE J. Sel. Areas Commun. 2016, 34, 460–473. [Google Scholar] [CrossRef]
- Bhushan, N.; Li, J.; Malladi, D.; Gilmore, R.; Brenner, D.; Damnjanovic, A.; Sukhavasi, R.T.; Patel, C.; Geirhofer, S. Network densification: The dominant theme for wireless evolution into 5G. IEEE Commun. Mag. 2014, 52, 82–89. [Google Scholar] [CrossRef]
- Agiwal, M.; Roy, A.; Saxena, N. Next generation 5G wireless networks: A comprehensive survey. IEEE Commun. Surv. Tutor. 2016, 18, 1617–1655. [Google Scholar] [CrossRef]
- Hossain, E.; Hasan, M. 5G cellular: Key enabling technologies and research challenges. IEEE Instrum. Meas. Mag. 2015, 18, 11–21. [Google Scholar] [CrossRef]
- Beyranvand, H.; Lévesque, M.; Maier, M.; Salehi, J.A.; Verikoukis, C.; Tipper, D. Toward 5G: FiWi enhanced LTE-A HetNets with reliable low-latency fiber backhaul sharing and WiFi offloading. IEEE/ACM Trans. Netw. 2016, 25, 690–707. [Google Scholar] [CrossRef]
- Mogensen, P.; Pajukoski, K.; Tiirola, E.; Vihriala, J.; Lahetkangas, E.; Berardinelli, G.; Tavares, F.M.; Mahmood, N.H.; Lauridsen, M.; Catania, D.; et al. Centimeter-wave concept for 5G ultra-dense small cells. In Proceedings of the 2014 IEEE 79th Vehicular Technology Conference (VTC Spring), Seoul, Korea, 18–21 May 2014; pp. 1–6. [Google Scholar]
- Ploder, O.; Palaoro, N.; Etzlinger, B.; Springer, A. A cross-layer approach for ultra-low-latency machine type communication. In Proceedings of the 2017 IEEE International Conference on Communications (ICC), Paris, France, 21–25 May 2017; pp. 1–6. [Google Scholar]
- Dutta, S.; Mezzavilla, M.; Ford, R.; Zhang, M.; Rangan, S.; Zorzi, M. Frame structure design and analysis for millimeter wave cellular systems. IEEE Trans. Wirel. Commun. 2017, 16, 1508–1522. [Google Scholar] [CrossRef]
- Luvisotto, M.; Pang, Z.; Dzung, D. Ultra high performance wireless control for critical applications: Challenges and directions. IEEE Trans. Ind. Inform. 2016, 13, 1448–1459. [Google Scholar] [CrossRef]
- Pflug, F.; Fingscheidt, T. Robust ultra-low latency soft-decision decoding of linear PCM audio. IEEE Trans. Audio Speech Lang. Process. 2013, 21, 2324–2336. [Google Scholar] [CrossRef]
- She, C.; Yang, C.; Quek, T.Q. Radio resource management for ultra-reliable and low-latency communications. IEEE Commun. Mag. 2017, 55, 72–78. [Google Scholar] [CrossRef]
- Durisi, G.; Koch, T.; Östman, J.; Polyanskiy, Y.; Yang, W. Short-packet communications over multiple-antenna Rayleigh-fading channels. IEEE Trans. Commun. 2015, 64, 618–629. [Google Scholar] [CrossRef]
- Mao, Y.; You, C.; Zhang, J.; Huang, K.; Letaief, K.B. A survey on mobile edge computing: The communication perspective. IEEE Commun. Surv. Tutor. 2017, 19, 2322–2358. [Google Scholar] [CrossRef]
- O’Connell, E.; Moore, D.; Newe, T. Challenges associated with implementing 5G in manufacturing. Telecom 2020, 1, 5. [Google Scholar] [CrossRef]
- Mikusz, M. Towards an understanding of cyber-physical systems as industrial software-product-service systems. Procedia Cirp 2014, 16, 385–389. [Google Scholar] [CrossRef]
- Mahnke, W.; Leitner, S.H.; Damm, M. OPC Unified Architecture; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2009. [Google Scholar]
- Tovar, E.; Vasques, F. Real-time fieldbus communications using Profibus networks. IEEE Trans. Ind. Electron. 1999, 46, 1241–1251. [Google Scholar] [CrossRef]
- Petersen, N.; Halilaj, L.; Grangel-González, I.; Lohmann, S.; Lange, C.; Auer, S. Realizing an RDF-based information model for a manufacturing company—A case study. In International Semantic Web Conference; Springer: Berlin/Heidelberg, Germany, 2017; pp. 350–366. [Google Scholar]
- Abele, E.; Wörn, A.; Fleischer, J.; Wieser, J.; Martin, P.; Klöpper, R. Mechanical module interfaces for reconfigurable machine tools. Prod. Eng. 2007, 1, 421–428. [Google Scholar] [CrossRef]
- Lang, D.; Friesen, M.; Ehrlich, M.; Wisniewski, L.; Jasperneite, J. Pursuing the vision of Industrie 4.0: Secure plug-and-produce by means of the asset administration shell and blockchain technology. In Proceedings of the 2018 IEEE 16th International Conference on Industrial Informatics (INDIN), Porto, Portugal, 18–20 July 2018; pp. 1092–1097. [Google Scholar]
- Ye, X.; Jiang, J.; Lee, C.; Kim, N.; Yu, M.; Hong, S.H. Toward the Plug-and-Produce Capability for Industry 4.0: An Asset Administration Shell Approach. IEEE Ind. Electron. Mag. 2020, 14, 146–157. [Google Scholar] [CrossRef]
- Huang, Y.; Dhouib, S.; Malenfant, J. An AAS Modeling Tool for Capability-Based Engineering of Flexible Production Lines. In Proceedings of the IECON 2021–47th Annual Conference of the IEEE Industrial Electronics Society, Toronto, ON, Canada, 13–16 October 2021; pp. 1–6. [Google Scholar]
- Pisarić, M.; Dimitrieski, V.; Vještica, M.; Krajoski, G.; Kapetina, M. Towards a flexible smart factory with a dynamic resource orchestration. Appl. Sci. 2021, 11, 7956. [Google Scholar] [CrossRef]
- Cavalieri, S.; Salafia, M.G. A model for predictive maintenance based on asset administration shell. Sensors 2020, 20, 6028. [Google Scholar] [CrossRef]
- Wagner, C.; Grothoff, J.; Epple, U.; Drath, R.; Malakuti, S.; Grüner, S.; Hoffmeister, M.; Zimermann, P. The role of the Industry 4.0 asset administration shell and the digital twin during the life cycle of a plant. In Proceedings of the 2017 22nd IEEE International Conference on Emerging Technologies and Factory Automation (ETFA), Limassol, Cyprus, 12–15 September 2017; pp. 1–8. [Google Scholar]
- Abramowicz, W.; Auer, S.; Heath, T. Linked data in business. Bus. Inf. Syst. Eng. 2016, 58, 323–326. [Google Scholar] [CrossRef]
- Tantik, E.; Anderl, R. Integrated data model and structure for the asset administration shell in industrie 4.0. Procedia Cirp 2017, 60, 86–91. [Google Scholar] [CrossRef]
- Watson, K. AutomationML-Industrie 4.0 Candidate Standard for Asset Model Engineering and Plug & Work. OMG Event “Model Based Engineering, Automation and IoT in Smart Manufacturing. 2017. Available online: https://www.omg.org/events/ca-17/special-events/mnf-pdf/Watson.pdf (accessed on 5 June 2022).
- Arm, J.; Benesl, T.; Marcon, P.; Bradac, Z.; Schröder, T.; Belyaev, A.; Werner, T.; Braun, V.; Kamensky, P.; Zezulka, F.; et al. Automated Design and Integration of Asset Administration Shells in Components of Industry 4.0. Sensors 2021, 21, 2004. [Google Scholar] [CrossRef]
- Wei, K.; Sun, J.; Liu, R. A Review of Asset Administration Shell. In Proceedings of the 2019 IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), Macao, China, 15–18 December 2019; pp. 1460–1465. [Google Scholar]
- Tantik, E.; Anderl, R. Potentials of the asset administration shell of Industrie 4.0 for service-oriented business models. Procedia CIRP 2017, 64, 363–368. [Google Scholar] [CrossRef]
- Bader, S.R.; Maleshkova, M. The semantic asset administration shell. In International Conference on Semantic Systems; Springer: Berlin/Heidelberg, Germany, 2019; pp. 159–174. [Google Scholar]
- Grangel-González, I.; Halilaj, L.; Coskun, G.; Auer, S.; Collarana, D.; Hoffmeister, M. Towards a semantic administrative shell for industry 4.0 components. In Proceedings of the 2016 IEEE Tenth International Conference on Semantic Computing (ICSC), Laguna Hills, CA, USA, 4–6 February 2016; pp. 230–237. [Google Scholar]
- Langegger, A.; Wöß, W.; Blöchl, M. A semantic web middleware for virtual data integration on the web. In European Semantic Web Conference; Springer: Berlin/Heidelberg, Germany, 2008; pp. 493–507. [Google Scholar]
- Bizer, C.; Becker, C.; Mendes, P.N.; Isele, R.; Matteini, A.; Schultz, A. Ldif-a Framework for Large-Scale Linked Data Integration. 2012. Available online: https://refubium.fu-berlin.de/bitstream/handle/fub188/14693/Schultz-et-al-LDIF-WWW2012-DevTrack.pdf;jsessionid=9AAB1144C935C4FA351A789F5E80885A?sequence=1 (accessed on 6 June 2022).
- Graube, M.; Pfeffer, J.; Ziegler, J.; Urbas, L. Linked Data as integrating technology for industrial data. Int. J. Distrib. Syst. Technol. (IJDST) 2012, 3, 40–52. [Google Scholar] [CrossRef]
- Främling, K.; Harrison, M.; Brusey, J.; Petrow, J. Requirements on unique identifiers for managing product lifecycle information: Comparison of alternative approaches. Int. J. Comput. Integr. Manuf. 2007, 20, 715–726. [Google Scholar] [CrossRef]
- IEC. 62264-1: Enterprise-Control System Integration–Part 1: Models and Terminology; IEC: Geneva, Switzerland, 2013. [Google Scholar]
- Greer, C.; Burns, M.; Wollman, D.; Griffor, E. Cyber-Physical Systems and Internet of Things; National Institute of Standards and Technology (NIST): Gaithersburg, MD, USA, 2019.
- Cyber-Physical Systems Driving force for Innovation in Mobility, Health, Energy and Production, 2011. Acatech Position Paper. 2011. Available online: https://en.acatech.de/publication/cyber-physical-systems-driving-force-for-innovation-in-mobility-health-energy-and-production/ (accessed on 5 June 2022).
- Ma, H.D. Internet of things: Objectives and scientific challenges. J. Comput. Sci. Technol. 2011, 26, 919–924. [Google Scholar] [CrossRef]
- Miorandi, D.; Sicari, S.; De Pellegrini, F.; Chlamtac, I. Internet of things: Vision, applications and research challenges. Ad Hoc Netw. 2012, 10, 1497–1516. [Google Scholar] [CrossRef]
- Gubbi, J.; Buyya, R.; Marusic, S.; Palaniswami, M. Internet of Things (IoT): A vision, architectural elements, and future directions. Future Gener. Comput. Syst. 2013, 29, 1645–1660. [Google Scholar] [CrossRef]
- Törngren, M.; Bensalem, S.; Cengarle, M.; McDermid, J.; Passerone, R.; Sangiovanni-Vincentelli, A. Cyber-physical european roadmap & Strategy. Cyber-Physical European Roadmap and Strategy D5. 1, Tech. Rep. 2014. Available online: http://cyphers.eu/sites/default/files/d6.1+2-report.pdf (accessed on 5 June 2022).
- Stojmenovic, I.; Zhang, F. Inaugural issue of ‘cyber-physical systems’. Cyber-Phys. Syst. 2015, 1, 1–4. [Google Scholar] [CrossRef][Green Version]
- Lee, E.A. Cyber physical systems: Design challenges. In Proceedings of the 2008 11th IEEE International Symposium on Object and Component-Oriented Real-Time Distributed Computing (ISORC), Orlando, FL, USA, 5–7 May 2008; pp. 363–369. [Google Scholar]
- Lee, E.A.; Seshia, S.A. Introduction to Embedded Systems: A Cyber-Physical Systems Approach; MIT Press: Cambridge, MA, USA, 2016. [Google Scholar]
- Sha, L.; Gopalakrishnan, S.; Liu, X.; Wang, Q. Cyber-physical systems: A new frontier. In Proceedings of the 2008 IEEE International Conference on Sensor Networks, Ubiquitous, and Trustworthy Computing (sutc 2008), Taichung, Taiwan, 11–13 June 2008; pp. 1–9. [Google Scholar]
- Khaitan, S.K.; McCalley, J.D. Design techniques and applications of cyberphysical systems: A survey. IEEE Syst. J. 2014, 9, 350–365. [Google Scholar] [CrossRef]
- Rad, C.R.; Hancu, O.; Takacs, I.A.; Olteanu, G. Smart monitoring of potato crop: A cyber-physical system architecture model in the field of precision agriculture. Agric. Agric. Sci. Procedia 2015, 6, 73–79. [Google Scholar] [CrossRef]
- Song, H.; Rawat, D.B.; Jeschke, S.; Brecher, C. Cyber-Physical Systems: Foundations, Principles and Applications; Morgan Kaufmann: New York, NY, USA, 2016. [Google Scholar]
- Basile, F.; Chiacchio, P.; Coppola, J.; Gerbasio, D. Automated warehouse systems: A cyber-physical system perspective. In Proceedings of the 2015 IEEE 20th Conference on Emerging Technologies & Factory Automation (ETFA), Luxembourg, 8–11 September 2015; pp. 1–4. [Google Scholar]
- Wiesner, S.; Marilungo, E.; Thoben, K.D. Cyber-physical product-service systems–challenges for requirements engineering. Int. J. Autom. Technol. 2017, 11, 17–28. [Google Scholar] [CrossRef]
- Wang, L. An overview of function block enabled adaptive process planning for machining. J. Manuf. Syst. 2015, 35, 10–25. [Google Scholar] [CrossRef]
- Onori, M.; Lohse, N.; Barata, J.; Hanisch, C. The IDEAS project: Plug & produce at shop-floor level. Assem. Autom. 2012, 32, 124–134. [Google Scholar]
- Ribeiro, L.; Barata, J.; Ferreira, J. An agent-based interaction-oriented shop floor to support emergent diagnosis. In Proceedings of the 2010 8th IEEE International Conference on Industrial Informatics, Osaka, Japan, 13–16 July 2010; pp. 189–194. [Google Scholar]
- Ferreira, P.; Lohse, N.; Ratchev, S. Multi-agent architecture for reconfiguration of precision modular assembly systems. In International Precision Assembly Seminar; Springer: Berlin/Heidelberg, Germany, 2010; pp. 247–254. [Google Scholar]
- Ribeiro, L.; Barata, J.; Onori, M.; Hanisch, C.; Hoos, J.; Rosa, R. Self-organization in automation-the IDEAS pre-demonstrator. In Proceedings of the IECON 2011-37th Annual Conference of the IEEE Industrial Electronics Society, Melbourne, VIC, Australia, 7–10 November 2011; pp. 2752–2757. [Google Scholar]
- Onori, M.; Maffei, A.; Durand, F. The ideas plug & produce system. In Proceedings of the NewTech 2013 Advanced Manufacturing Engineering and Technologies, Stockholm, Sweden, 27–30 October 2013; pp. 339–346. [Google Scholar]
- Grieves, M. Virtually Perfect: Driving Innovative and Lean Products through Product Lifecycle Management; Space Coast Press: New York, NY, USA, 2011. [Google Scholar]
- Främling, K.; Holmström, J.; Ala-Risku, T.; Kärkkäinen, M. Product Agents for Handling Information about Physical Objects. Rep. Lab. Inf. Process. Sci. Ser. B TKO-B 2003, 153. Available online: https://www.academia.edu/download/43082106/B153.pdf (accessed on 5 June 2022).
- Shafto, M.; Conroy, M.; Doyle, R.; Glaessgen, E.; Kemp, C.; LeMoigne, J.; Wang, L. Modeling, simulation, information technology & processing roadmap. Natl. Aeronaut. Space Adm. 2012, 32, 1–38. [Google Scholar]
- Grieves, M. Digital twin: Manufacturing excellence through virtual factory replication. White Pap. 2014, 1, 1–7. [Google Scholar]
- El Saddik, A. Digital twins: The convergence of multimedia technologies. IEEE Multimed. 2018, 25, 87–92. [Google Scholar] [CrossRef]
- Söderberg, R.; Wärmefjord, K.; Carlson, J.S.; Lindkvist, L. Toward a Digital Twin for real-time geometry assurance in individualized production. CIRP Ann. 2017, 66, 137–140. [Google Scholar] [CrossRef]
- Schroeder, G.N.; Steinmetz, C.; Pereira, C.E.; Espindola, D.B. Digital twin data modeling with automationml and a communication methodology for data exchange. IFAC-PapersOnLine 2016, 49, 12–17. [Google Scholar] [CrossRef]
- Guo, N.; Jia, C. Interpretation of cyber-physical systems whitepaper (2017). Inf. Technol. Stand. 2017, 4, 36–47. [Google Scholar]
- Leng, J.; Wang, D.; Shen, W.; Li, X.; Liu, Q.; Chen, X. Digital twins-based smart manufacturing system design in Industry 4.0: A review. J. Manuf. Syst. 2021, 60, 119–137. [Google Scholar] [CrossRef]
- Predix, G. Predix: The Application Platform for Digital Industrial Solutions. User Manual 2018. Available online: https://usermanual.wiki/m/c973d726f3ff05399ed19d085fa013709d3ac98f140d4ec8c79939b6401bf4a8.pdf (accessed on 5 June 2022).
- Overton, J.; Brigham, J.C. The Digital Twin: Data Driven Simulations Innovate the Manufacturing Process. White Pap. 2017. Available online: http://www.dxc.technology/analytics/insights/1%38984-the_digital_twin_data_driven_simulations_innovate_the_manufacturing_process (accessed on 5 June 2022).
- Židek, K.; Pitel’, J.; Adámek, M.; Lazorík, P.; Hošovskỳ, A. Digital twin of experimental smart manufacturing assembly system for industry 4.0 concept. Sustainability 2020, 12, 3658. [Google Scholar] [CrossRef]
- Hu, L.; Nguyen, N.T.; Tao, W.; Leu, M.C.; Liu, X.F.; Shahriar, M.R.; Al Sunny, S.N. Modeling of cloud-based digital twins for smart manufacturing with MT connect. Procedia Manuf. 2018, 26, 1193–1203. [Google Scholar] [CrossRef]
- Industrial Internet Consortium. Digital Twins for Industrial Applications: Definition, Buisiness Values, Design Aspects, Standards and Use Cases. IIC. 2020. Available online: https://www.researchgate.net/publication/339460951 (accessed on 5 June 2022).
- Rittinghouse, J.W.; Ransome, J.F. Cloud Computing: Implementation, Management, and Security; CRC Press: Boca Raton, FL, USA, 2017. [Google Scholar]
- Rüßmann, M.; Lorenz, M.; Gerbert, P.; Waldner, M.; Justus, J.; Engel, P.; Harnisch, M. Industry 4.0: The future of productivity and growth in manufacturing industries. Boston Consult. Group 2015, 9, 54–89. [Google Scholar]
- Biron, K.; Bazzaza, W.; Yaqoob, K.; Gawanmeh, A.; Fachkha, C. A big data fusion to profile CPS security threats against operational technology. In Proceedings of the 2020 IEEE 21st International Symposium on “A World of Wireless, Mobile and Multimedia Networks” (WoWMoM), Cork, Ireland, 31 August–3 September 2020; pp. 397–402. [Google Scholar]
- LLC, P.I. Cybersecurity in Operational Technology: 7 Insights You Need to Know. Technical Report, Tenable. 2019. Available online: https://lookbook.tenable.com/ponemonotreport/ponemon-OT-report (accessed on 5 June 2022).
- Furht, B.; Escalante, A. Handbook of Cloud Computing; Springer: Berlin/Heidelberg, Germany, 2010; Volume 3. [Google Scholar]
- Weiner, M.; Jorgovanovic, M.; Sahai, A.; Nikolié, B. Design of a low-latency, high-reliability wireless communication system for control applications. In Proceedings of the 2014 IEEE International Conference on Communications (ICC), Sydney, NSW, Australia, 10–14 June 2014; pp. 3829–3835. [Google Scholar]
- De Brito, M.S.; Hoque, S.; Steinke, R.; Willner, A. Towards programmable fog nodes in smart factories. In Proceedings of the 2016 IEEE 1st International Workshops on Foundations and Applications of Self* Systems (FAS* W), Augsburg, Germany, 12–16 September 2016; pp. 236–241. [Google Scholar]
- OpenFog Consortium Architecture Working Group. OpenFog reference architecture for fog computing. OPFRA 2017, 20817, 162. [Google Scholar]
- Bonomi, F.; Milito, R.; Zhu, J.; Addepalli, S. Fog computing and its role in the internet of things. In Proceedings of the First Edition of the MCC Workshop on Mobile Cloud Computing, Helsinki, Finland, 17 August 2012; pp. 13–16. [Google Scholar]
- Shi, W.; Cao, J.; Zhang, Q.; Li, Y.; Xu, L. Edge computing: Vision and challenges. IEEE Internet Things J. 2016, 3, 637–646. [Google Scholar] [CrossRef]
- Dastjerdi, A.V.; Gupta, H.; Calheiros, R.N.; Ghosh, S.K.; Buyya, R. Fog computing: Principles, architectures, and applications. In Internet of Things; Elsevier: Amsterdam, The Netherlands, 2016; pp. 61–75. [Google Scholar]
- Pizoń, J.; Lipski, J. Perspectives for fog computing in manufacturing. Appl. Comput. Sci. 2016, 12, 37–46. [Google Scholar]
- Seitz, A.; Buchinger, D.; Bruegge, B. The conjunction of fog computing and the industrial internet of things-an applied approach. In Proceedings of the 2018 IEEE International Conference on Pervasive Computing and Communications Workshops (PerCom Workshops), Athens, Greece, 19–23 March 2018; pp. 812–817. [Google Scholar]
- Chang, Q.; Ni, J.; Bandyopadhyay, P.; Biller, S.; Xiao, G. Supervisory factory control based on real-time production feedback. J. Manuf. Sci. Eng. 2007, 129, 653–660. [Google Scholar] [CrossRef]
- Li, J.; Meerkov, S.M. Production Systems Engineering; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2008. [Google Scholar]
- Tenenbaum, J.B.; Kemp, C.; Griffiths, T.L.; Goodman, N.D. How to grow a mind: Statistics, structure, and abstraction. Science 2011, 331, 1279–1285. [Google Scholar] [CrossRef]
- Poole, D.; Mackworth, A.; Goebel, R. Computational Intelligence: A Logical Approach; Oxford University Press: Oxford, UK, 1998. [Google Scholar]
- Stuart, R.; Peter, N. Artificial Intelligence—A Modern Approach, 3rd ed.; Pearson: New York, NY, USA, 2016. [Google Scholar]
- Jordan, M.I.; Mitchell, T.M. Machine learning: Trends, perspectives, and prospects. Science 2015, 349, 255–260. [Google Scholar] [CrossRef]
- Samuel, A.L. Some studies in machine learning using the game of checkers. IBM J. Res. Dev. 2000, 44, 206–226. [Google Scholar] [CrossRef]
- Michalski, R.S.; Carbonell, J.G.; Mitchell, T.M. Machine Learning: An Artificial Intelligence Approach; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Sharp, M.; Ak, R.; Hedberg, T., Jr. A survey of the advancing use and development of machine learning in smart manufacturing. J. Manuf. Syst. 2018, 48, 170–179. [Google Scholar] [CrossRef] [PubMed]
- Nti, I.K.; Adekoya, A.F.; Weyori, B.A.; Nyarko-Boateng, O. Applications of artificial intelligence in engineering and manufacturing: A systematic review. J. Intell. Manuf. 2022, 33, 1581–1601. [Google Scholar] [CrossRef]
- Wang, J.; Ma, Y.; Zhang, L.; Gao, R.X.; Wu, D. Deep learning for smart manufacturing: Methods and applications. J. Manuf. Syst. 2018, 48, 144–156. [Google Scholar] [CrossRef]
- Abadi, M.; Agarwal, A.; Barham, P.; Brevdo, E.; Chen, Z.; Citro, C.; Corrado, G.S.; Davis, A.; Dean, J.; Devin, M.; et al. Tensorflow: Large-scale machine learning on heterogeneous distributed systems. arXiv 2016, arXiv:1603.04467. [Google Scholar]
- Schmidhuber, J. Deep learning in neural networks: An overview. Neural Netw. 2015, 61, 85–117. [Google Scholar] [CrossRef]
- Rumelhart, D.E.; Hinton, G.E.; Williams, R.J. Learning representations by back-propagating errors. Nature 1986, 323, 533–536. [Google Scholar] [CrossRef]
- LeCun, Y.; Bengio, Y.; Hinton, G. Deep learning. Nature 2015, 521, 436–444. [Google Scholar] [CrossRef]
- Bengio, Y. Learning Deep Architectures for AI; Now Publishers Inc.: Delft, The Netherlands, 2009. [Google Scholar]
- Bengio, Y. Deep learning of representations: Looking forward. In International Conference on Statistical Language and Speech Processing; Springer: Berlin/Heidelberg, Germany, 2013; pp. 1–37. [Google Scholar]
- Bengio, Y.; Courville, A.; Vincent, P. Representation learning: A review and new perspectives. IEEE Trans. Pattern Anal. Mach. Intell. 2013, 35, 1798–1828. [Google Scholar] [CrossRef]
- Deng, L. A tutorial survey of architectures, algorithms, and applications for deep learning. APSIPA Trans. Signal Inf. Process. 2014, 3. [Google Scholar] [CrossRef]
- Krizhevsky, A.; Sutskever, I.; Hinton, G.E. Imagenet classification with deep convolutional neural networks. Adv. Neural Inf. Process. Syst. 2012, 25. [Google Scholar] [CrossRef]
- Szegedy, C.; Liu, W.; Jia, Y.; Sermanet, P.; Reed, S.; Anguelov, D.; Erhan, D.; Vanhoucke, V.; Rabinovich, A. Going deeper with convolutions. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition, Boston, MA, USA, 7–12 June 2015; pp. 1–9. [Google Scholar]
- Collobert, R.; Weston, J.; Bottou, L.; Karlen, M.; Kavukcuoglu, K.; Kuksa, P. Natural language processing (almost) from scratch. J. Mach. Learn. Res. 2011, 12, 2493–2537. [Google Scholar]
- Sutskever, I.; Vinyals, O.; Le, Q.V. Sequence to sequence learning with neural networks. Adv. Neural Inf. Process. Syst. 2014, 27. [Google Scholar] [CrossRef]
- Lin, L.; Wang, K.; Zuo, W.; Wang, M.; Luo, J.; Zhang, L. A deep structured model with radius–margin bound for 3D human activity recognition. Int. J. Comput. Vis. 2016, 118, 256–273. [Google Scholar] [CrossRef]
- Cao, S.; Nevatia, R. Exploring deep learning based solutions in fine grained activity recognition in the wild. In Proceedings of the 2016 23rd International Conference on Pattern Recognition (ICPR), Cancun, Mexico, 4–8 December 2016; pp. 384–389. [Google Scholar]
- Ouyang, W.; Zeng, X.; Wang, X.; Qiu, S.; Luo, P.; Tian, Y.; Li, H.; Yang, S.; Wang, Z.; Li, H.; et al. DeepID-Net: Object detection with deformable part based convolutional neural networks. IEEE Trans. Pattern Anal. Mach. Intell. 2016, 39, 1320–1334. [Google Scholar] [CrossRef]
- Diba, A.; Sharma, V.; Pazandeh, A.; Pirsiavash, H.; Van Gool, L. Weakly supervised cascaded convolutional networks. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition, Honolulu, HI, USA, 21–26 July 2017; pp. 914–922. [Google Scholar]
- Long, J.; Shelhamer, E.; Darrell, T. Fully convolutional networks for semantic segmentation. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition, Boston, MA, USA, 7–12 June 2015; pp. 3431–3440. [Google Scholar]
- Noh, H.; Hong, S.; Han, B. Learning deconvolution network for semantic segmentation. In Proceedings of the IEEE International Conference on Computer Vision, Santiago, Chile, 3–7 December 2015; pp. 1520–1528. [Google Scholar]
- Chen, X.; Yuille, A.L. Articulated pose estimation by a graphical model with image dependent pairwise relations. Adv. Neural Inf. Process. Syst. 2014, 27. [Google Scholar] [CrossRef]
- Toshev, A.; Szegedy, C. Deeppose: Human pose estimation via deep neural networks. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition, Columbus, OH, USA, 23–28 June 2014; pp. 1653–1660. [Google Scholar]
- Baryannis, G.; Validi, S.; Dani, S.; Antoniou, G. Supply chain risk management and artificial intelligence: State of the art and future research directions. Int. J. Prod. Res. 2019, 57, 2179–2202. [Google Scholar] [CrossRef]
- Zhang, X.; Ming, X.; Liu, Z.; Yin, D.; Chen, Z.; Chang, Y. A reference framework and overall planning of industrial artificial intelligence (I-AI) for new application scenarios. Int. J. Adv. Manuf. Technol. 2019, 101, 2367–2389. [Google Scholar] [CrossRef]
- Aggour, K.S.; Gupta, V.K.; Ruscitto, D.; Ajdelsztajn, L.; Bian, X.; Brosnan, K.H.; Kumar, N.C.; Dheeradhada, V.; Hanlon, T.; Iyer, N.; et al. Artificial intelligence/machine learning in manufacturing and inspection: A GE perspective. MRS Bull. 2019, 44, 545–558. [Google Scholar] [CrossRef]
- Tao, F.; Qi, Q.; Liu, A.; Kusiak, A. Data-driven smart manufacturing. J. Manuf. Syst. 2018, 48, 157–169. [Google Scholar] [CrossRef]
- Zhang, Y.; Kwok, T.H. Design and interaction interface using augmented reality for smart manufacturing. Procedia Manuf. 2018, 26, 1278–1286. [Google Scholar] [CrossRef]
- Yao, X.; Zhou, J.; Zhang, J.; Boër, C.R. From intelligent manufacturing to smart manufacturing for industry 4.0 driven by next generation artificial intelligence and further on. In Proceedings of the 2017 5th International Conference on Enterprise Systems (ES), Beijing, China, 22–24 September 2017; pp. 311–318. [Google Scholar]
- Yang, R.; Singh, S.K.; Tavakkoli, M.; Amiri, N.; Yang, Y.; Karami, M.A.; Rai, R. CNN-LSTM deep learning architecture for computer vision-based modal frequency detection. Mech. Syst. Signal Process. 2020, 144, 106885. [Google Scholar] [CrossRef]
- Park, J.K.; Kwon, B.K.; Park, J.H.; Kang, D.J. Machine learning-based imaging system for surface defect inspection. Int. J. Precis. Eng. Manuf.-Green Technol. 2016, 3, 303–310. [Google Scholar] [CrossRef]
- Ravikumar, S.; Ramachandran, K.; Sugumaran, V. Machine learning approach for automated visual inspection of machine components. Expert Syst. Appl. 2011, 38, 3260–3266. [Google Scholar] [CrossRef]
- Matei, I.; de Kleer, J.; Feldman, A.; Rai, R.; Chowdhury, S. Hybrid modeling: Applications in real-time diagnosis. arXiv 2020, arXiv:2003.02671. [Google Scholar]
- George, A.; Vidyapeetham, A. Anomaly detection based on machine learning dimensionality reduction using PCA and classification using SVM. Int. J. Comput. Appl. 2012, 47, 5–8. [Google Scholar] [CrossRef]
- Kroll, B.; Schaffranek, D.; Schriegel, S.; Niggemann, O. System modeling based on machine learning for anomaly detection and predictive maintenance in industrial plants. In Proceedings of the 2014 IEEE Emerging Technology and Factory Automation (ETFA), Barcelona, Spain, 16–19 September 2014; pp. 1–7. [Google Scholar]
- Carbery, C.M.; Woods, R.; Marshall, A.H. A Bayesian network based learning system for modelling faults in large-scale manufacturing. In Proceedings of the 2018 IEEE International Conference on Industrial Technology (ICIT), Lyon, France, 20–22 February 2018; pp. 1357–1362. [Google Scholar]
- Wang, G.; Ledwoch, A.; Hasani, R.M.; Grosu, R.; Brintrup, A. A generative neural network model for the quality prediction of work in progress products. Appl. Soft Comput. 2019, 85, 105683. [Google Scholar] [CrossRef]
- Chen, L.; Han, W.; Li, H.T.; Xu, Z.K.; Zhang, J.W.; Cao, X. Long distance wireless fault diagnosis for photovoltaic modules based on back propagation neural network. Int. J. Electr. Eng. Educ. 2020. [Google Scholar] [CrossRef]
- Wuest, T.; Irgens, C.; Thoben, K.D. An approach to monitoring quality in manufacturing using supervised machine learning on product state data. J. Intell. Manuf. 2014, 25, 1167–1180. [Google Scholar] [CrossRef]
- Carbery, C.M.; Woods, R.; Marshall, A.H. A new data analytics framework emphasising preprocessing of data to generate insights into complex manufacturing systems. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2019, 233, 6713–6726. [Google Scholar] [CrossRef]
- Peres, R.S.; Barata, J.; Leitao, P.; Garcia, G. Multistage quality control using machine learning in the automotive industry. IEEE Access 2019, 7, 79908–79916. [Google Scholar] [CrossRef]
- Appiah, A.Y.; Zhang, X.; Ayawli, B.B.K.; Kyeremeh, F. Long short-term memory networks based automatic feature extraction for photovoltaic array fault diagnosis. IEEE Access 2019, 7, 30089–30101. [Google Scholar] [CrossRef]
- Chen, S.; Leng, Y.; Labi, S. A deep learning algorithm for simulating autonomous driving considering prior knowledge and temporal information. Comput.-Aided Civ. Infrastruct. Eng. 2020, 35, 305–321. [Google Scholar] [CrossRef]
- Cho, K.H.; Jo, H.C.; Kim, E.s.; Park, H.A.; Park, J.H. Failure diagnosis method of photovoltaic generator using support vector machine. J. Electr. Eng. Technol. 2020, 15, 1669–1680. [Google Scholar] [CrossRef]
- Subrahmanya, N.; Shin, Y.C.; Meckl, P.H. A Bayesian machine learning method for sensor selection and fusion with application to on-board fault diagnostics. Mech. Syst. Signal Process. 2010, 24, 182–192. [Google Scholar] [CrossRef]
- Li, Y.; Zou, L.; Jiang, L.; Zhou, X. Fault diagnosis of rotating machinery based on combination of deep belief network and one-dimensional convolutional neural network. IEEE Access 2019, 7, 165710–165723. [Google Scholar] [CrossRef]
- Kateris, D.; Moshou, D.; Pantazi, X.E.; Gravalos, I.; Sawalhi, N.; Loutridis, S. A machine learning approach for the condition monitoring of rotating machinery. J. Mech. Sci. Technol. 2014, 28, 61–71. [Google Scholar] [CrossRef]
- Lei, Y.; Jia, F.; Lin, J.; Xing, S.; Ding, S.X. An intelligent fault diagnosis method using unsupervised feature learning towards mechanical big data. IEEE Trans. Ind. Electron. 2016, 63, 3137–3147. [Google Scholar] [CrossRef]
- Lu, W.; Liang, B.; Cheng, Y.; Meng, D.; Yang, J.; Zhang, T. Deep model based domain adaptation for fault diagnosis. IEEE Trans. Ind. Electron. 2016, 64, 2296–2305. [Google Scholar] [CrossRef]
- Mwedzi, N.A.; Nwulu, N.I.; Gbadamosi, S.L. Machine learning applications for fire detection in a residential building. In Proceedings of the 2019 IEEE 6th International Conference on Engineering Technologies and Applied Sciences (ICETAS), Kuala Lumpur, Malaysia, 20–21 December 2019; pp. 1–4. [Google Scholar]
- Zhang, X.; Chen, W.; Wang, B.; Chen, X. Intelligent fault diagnosis of rotating machinery using support vector machine with ant colony algorithm for synchronous feature selection and parameter optimization. Neurocomputing 2015, 167, 260–279. [Google Scholar] [CrossRef]
- Patel, R.A.; Bhalja, B.R. Condition monitoring and fault diagnosis of induction motor using support vector machine. Electr. Power Components Syst. 2016, 44, 683–692. [Google Scholar] [CrossRef]
- Liu, Y.; Jin, S. Application of Bayesian networks for diagnostics in the assembly process by considering small measurement data sets. Int. J. Adv. Manuf. Technol. 2013, 65, 1229–1237. [Google Scholar] [CrossRef]
- Sayed, M.S.; Lohse, N. Distributed Bayesian diagnosis for modular assembly systems—A case study. J. Manuf. Syst. 2013, 32, 480–488. [Google Scholar] [CrossRef]
- Rost, A.; Schädle, S. The sls-generated soft robotic hand-an integrated approach using additive manufacturing and reinforcement learning. In Proceedings of the 2013 12th International Conference on Machine Learning and Applications, Miami, FL, USA, 4–7 December 2013; Volume 1, pp. 215–220. [Google Scholar]
- Mark, A. Reinforcement Learning: MDP applied to autonomous navigation. Mach. Learn. Appl. Int. J. 2017, 4, 1–10. [Google Scholar]
- Eliseeva, O.; Kirk, T.; Samimi, P.; Malak, R.; Arróyave, R.; Elwany, A.; Karaman, I. Functionally Graded Materials through robotics-inspired path planning. Mater. Des. 2019, 182, 107975. [Google Scholar] [CrossRef]
- Fan, Z.; Liu, R. Investigation of machine learning based network traffic classification. In Proceedings of the 2017 International Symposium on Wireless Communication Systems (ISWCS), Bologna, Italy, 28–31 August 2017; pp. 1–6. [Google Scholar]
- Milosevic, N.; Dehghantanha, A.; Choo, K.K.R. Machine learning aided Android malware classification. Comput. Electr. Eng. 2017, 61, 266–274. [Google Scholar] [CrossRef]
- Wei, L.; Luo, W.; Weng, J.; Zhong, Y.; Zhang, X.; Yan, Z. Machine learning-based malicious application detection of android. IEEE Access 2017, 5, 25591–25601. [Google Scholar] [CrossRef]
- Sahu, C.K.; Young, C.; Rai, R. Artificial intelligence (AI) in augmented reality (AR)-assisted manufacturing applications: A review. Int. J. Prod. Res. 2021, 59, 4903–4959. [Google Scholar] [CrossRef]
- Badesa, F.J.; Morales, R.; Garcia-Aracil, N.; Sabater, J.M.; Casals, A.; Zollo, L. Auto-adaptive robot-aided therapy using machine learning techniques. Comput. Methods Programs Biomed. 2014, 116, 123–130. [Google Scholar] [CrossRef]
- Yang, Q.; Liu, Y.; Chen, T.; Tong, Y. Federated machine learning: Concept and applications. ACM Trans. Intell. Syst. Technol. (TIST) 2019, 10, 1–19. [Google Scholar] [CrossRef]
- Geva, A.B. Hierarchical unsupervised fuzzy clustering. IEEE Trans. Fuzzy Syst. 1999, 7, 723–733. [Google Scholar] [CrossRef]
- Colgan, J.; Chin, H.; Danai, K.; Hayashi, S. On-line tool breakage detection in turning: A multi-sensor method. J. Eng. Ind. 1994, 116, 117–123. [Google Scholar] [CrossRef]
- Emel, E.; Kannatey-Asibu, E., Jr. Tool failure monitoring in turning by pattern recognition analysis of AE signals. J. Eng. Ind. 1988, 110, 137–145. [Google Scholar] [CrossRef]
- Du, R.; Yan, D.; Elbestawi, M. Time-frequency distribution of acoustic emission signals for tool wear detection in turning. In Proceedings of the 4th World Meeting on Acoustic Emission and 1st International Conference on Acoustic Emission in Manufacturing, Boston, MA, USA, 16–19 September 1991; pp. 269–285. [Google Scholar]
- Dornfeld, D.A.; DeVries, M. Neural network sensor fusion for tool condition monitoring. CIRP Ann. 1990, 39, 101–105. [Google Scholar] [CrossRef]
- Dornfeld, A.D. In process recognition of cutting states. JSME Int. J. Ser. C Dyn. Control. Robot. Des. Manuf. 1994, 37, 638–650. [Google Scholar] [CrossRef]
- Tan, B.; Gershwin, S.B. Analysis of a general Markovian two-stage continuous-flow production system with a finite buffer. Int. J. Prod. Econ. 2009, 120, 327–339. [Google Scholar] [CrossRef]
- Wu, K.; McGinnis, L. Performance evaluation for general queueing networks in manufacturing systems: Characterizing the trade-off between queue time and utilization. Eur. J. Oper. Res. 2012, 221, 328–339. [Google Scholar] [CrossRef]
- Gershwin, S.B.; Werner, L.M. An approximate analytical method for evaluating the performance of closed-loop flow systems with unreliable machines and finite buffers. Int. J. Prod. Res. 2007, 45, 3085–3111. [Google Scholar] [CrossRef]
- Colledani, M.; Gershwin, S.B. A decomposition method for approximate evaluation of continuous flow multi-stage lines with general Markovian machines. Ann. Oper. Res. 2013, 209, 5–40. [Google Scholar] [CrossRef]
- Liu, Y.; Li, J.; Chiang, S.Y. Re-entrant lines with unreliable asynchronous machines and finite buffers: Performance approximation and bottleneck identification. Int. J. Prod. Res. 2012, 50, 977–990. [Google Scholar] [CrossRef]
- Zou, J.; Chang, Q.; Lei, Y.; Arinez, J. Production system performance identification using sensor data. IEEE Trans. Syst. Man Cybern. Syst. 2016, 48, 255–264. [Google Scholar] [CrossRef]
- Zou, J.; Chang, Q.; Arinez, J.; Xiao, G. Production performance prognostics through model-based analytical method and recency-weighted stochastic approximation method. J. Manuf. Syst. 2018, 47, 107–114. [Google Scholar] [CrossRef]
- Priore, P.; Ponte, B.; Puente, J.; Gómez, A. Learning-based scheduling of flexible manufacturing systems using ensemble methods. Comput. Ind. Eng. 2018, 126, 282–291. [Google Scholar] [CrossRef]
- Ji, W.; Wang, L. Big data analytics based fault prediction for shop floor scheduling. J. Manuf. Syst. 2017, 43, 187–194. [Google Scholar] [CrossRef]
- Ozdemir, R.; Koc, M. A Quality Control Application on a Smart Factory Prototype Using Deep Learning Methods. In Proceedings of the 2019 IEEE 14th International Conference on Computer Sciences and Information Technologies (CSIT), Lviv, Ukraine, 17–20 September 2019; Volume 1, pp. 46–49. [Google Scholar] [CrossRef]
- Park, S.; Li, G.; Hong, J. A study on smart factory-based ambient intelligence context-aware intrusion detection system using machine learning. J. Ambient Intell. Humaniz. Comput. 2020, 11, 1405–1412. [Google Scholar] [CrossRef]
- De Boer, E.; Leurent, H.; Widmer, A. Lighthouse manufacturers lead the way—Can the rest of the world keep up. McKinsey Q. 2019, 1, 1–8. [Google Scholar]
- Betti, F.; de Boer, E.; Giraud, Y. Industry’s Fast-Mover Advantage: Enterprise Value from Digital Factories; World Economic Forum and McKinsey & Company: Atlanta, GA, USA, 2020. [Google Scholar]
- Vukolić, M. Rethinking permissioned blockchains. In Proceedings of the ACM Workshop on Blockchain, Cryptocurrencies and Contracts, Abu Dhabi, United Arab Emirates, 2–6 April 2017; pp. 3–7. [Google Scholar]
- Beck, R.; Stenum Czepluch, J.; Lollike, N.; Malone, S. Blockchain–the Gateway to Trust-Free Cryptographic Transactions. 2016. Available online: https://www.researchgate.net/publication/302589859_BLOCKCHAIN_-_THE_GATEWAY_TO_TRUST-FREE_CRYPTOGRAPHIC_TRANSACTIONS/stats (accessed on 5 June 2022).
- Yue, X.; Wang, H.; Jin, D.; Li, M.; Jiang, W. Healthcare data gateways: Found healthcare intelligence on blockchain with novel privacy risk control. J. Med. Syst. 2016, 40, 1–8. [Google Scholar] [CrossRef]
- Holland, M.; Stjepandić, J.; Nigischer, C. Intellectual property protection of 3D print supply chain with blockchain technology. In Proceedings of the 2018 IEEE International conference on engineering, technology and innovation (ICE/ITMC), Stuttgart, Germany, 17–20 June 2018; pp. 1–8. [Google Scholar]
- Kumar, N.M.; Mallick, P.K. Blockchain technology for security issues and challenges in IoT. Procedia Comput. Sci. 2018, 132, 1815–1823. [Google Scholar] [CrossRef]
- Azuma, R.; Baillot, Y.; Behringer, R.; Feiner, S.; Julier, S.; MacIntyre, B. Recent advances in augmented reality. IEEE Comput. Graph. Appl. 2001, 21, 34–47. [Google Scholar] [CrossRef]
- Haller, M.; Billinghurst, M.; Thomas, B. Emerging Technologies of Augmented Reality: Interfaces and Design: Interfaces and Design; IGI Global: London, UK, 2006. [Google Scholar]
- Berning, M.; Riedel, T.; Karl, D.; Schandinat, F.; Beigl, M.; Fantana, N. Augmented service in the factory of the future. In Proceedings of the 2012 Ninth International Conference on Networked Sensing (INSS), Antwerp, Belgium, 11–14 June 2012; pp. 1–2. [Google Scholar]
- Hakkarainen, M.; Woodward, C.; Billinghurst, M. Augmented assembly using a mobile phone. In Proceedings of the 2008 7th IEEE/ACM International Symposium on Mixed and Augmented Reality, Cambridge, UK, 15–18 September 2008; pp. 167–168. [Google Scholar]
- Stutzman, B.; Nilsen, D.; Broderick, T.; Neubert, J. MARTI: Mobile augmented reality tool for industry. In Proceedings of the 2009 WRI World Congress on Computer Science and Information Engineering, Los Angeles, CA, USA, 31 March–2 April 2009; Volume 5, pp. 425–429. [Google Scholar]
- Xin, M.; Sharlin, E.; Sousa, M.C. Napkin sketch: Handheld mixed reality 3D sketching. In Proceedings of the 2008 ACM Symposium on Virtual Reality Software and Technology, Bordeaux, France, 27–29 October 2008; pp. 223–226. [Google Scholar]
- Valentini, P.P. Interactive virtual assembling in augmented reality. Int. J. Interact. Des. Manuf. (IJIDeM) 2009, 3, 109–119. [Google Scholar] [CrossRef]
- Chen, C.; Ong, S.; Nee, A.; Zhou, Y. Haptic-based interactive path planning for a virtual robot arm. Int. J. Interact. Des. Manuf. (IJIDeM) 2010, 4, 113–123. [Google Scholar] [CrossRef]
- Navab, N. Developing killer apps for industrial augmented reality. IEEE Comput. Graph. Appl. 2004, 24, 16–20. [Google Scholar] [CrossRef] [PubMed]
- Novak-Marcincin, J.; Barna, J.; Janak, M.; Novakova-Marcincinova, L.; Torok, J. Visualization of intelligent assembling process by augmented reality tools application. In Proceedings of the 2012 4th IEEE International Symposium on Logistics and Industrial Informatics, Smolenice, Slovakia, 5–7 September 2012; pp. 33–36. [Google Scholar]
- Fruend, J.; Matysczok, C.; Radkowski, R. AR-based product design in automobile industry. In Proceedings of the First IEEE International Workshop Agumented Reality Toolkit, Darmstadt, Germany, 29 September 2002; p. 2. [Google Scholar]
- Gausenmeier, J.; Matysczok, C.; Radkowski, R. AR-based modular construction system for automobile advance development. In Proceedings of the 2003 IEEE International Augmented Reality Toolkit Workshop, Tokyo, Japan, 7 October 2003; pp. 72–73. [Google Scholar]
- Park, H.S.; Choi, H.W.; Park, J.W. Augmented reality based cockpit module assembly system. In Proceedings of the 2008 International Conference on Smart Manufacturing Application, Goyangi, Korea, 9–11 April 2008; pp. 130–135. [Google Scholar]
- Fraga-Lamas, P.; Fernandez-Carames, T.M.; Blanco-Novoa, O.; Vilar-Montesinos, M.A. A review on industrial augmented reality systems for the industry 4.0 shipyard. IEEE Access 2018, 6, 13358–13375. [Google Scholar] [CrossRef]
- Kalkofen, D.; Veas, E.; Zollmann, S.; Steinberger, M.; Schmalstieg, D. Adaptive ghosted views for augmented reality. In Proceedings of the 2013 IEEE International Symposium on Mixed and Augmented Reality (ISMAR), Adelaide, SA, Australia, 1–4 October 2013; pp. 1–9. [Google Scholar]
- Flatt, H.; Koch, N.; Röcker, C.; Günter, A.; Jasperneite, J. A context-aware assistance system for maintenance applications in smart factories based on augmented reality and indoor localization. In Proceedings of the 2015 IEEE 20th Conference on Emerging Technologies & Factory Automation (ETFA), Luxembourg, 8–11 September 2015; pp. 1–4. [Google Scholar]
- Loch, F.; Quint, F.; Brishtel, I. Comparing video and augmented reality assistance in manual assembly. In Proceedings of the 2016 12th International Conference on Intelligent Environments (IE), London, UK, 14–16 September 2016; pp. 147–150. [Google Scholar]
- Aiteanu, D.; Hillers, B.; Graser, A. A step forward in manual welding: Demonstration of augmented reality helmet. In Proceedings of the Second IEEE and ACM International Symposium on Mixed and Augmented Reality, Tokyo, Japan, 10 October 2003; pp. 309–310. [Google Scholar]
- Andersen, R.S.; Bøgh, S.; Moeslund, T.B.; Madsen, O. Task space HRI for cooperative mobile robots in fit-out operations inside ship superstructures. In Proceedings of the 2016 25th IEEE International Symposium on Robot and Human Interactive Communication (RO-MAN), New York, NY, USA, 26–31 August 2016; pp. 880–887. [Google Scholar]
- Fernández-Caramés, T.M.; Fraga-Lamas, P.; Suárez-Albela, M.; Vilar-Montesinos, M. A fog computing and cloudlet based augmented reality system for the industry 4.0 shipyard. Sensors 2018, 18, 1798. [Google Scholar] [CrossRef] [PubMed]
- Havard, V.; Baudry, D.; Louis, A.; Mazari, B. Augmented reality maintenance demonstrator and associated modelling. In Proceedings of the 2015 IEEE Virtual Reality (VR), Arles, France, 23–27 March 2015; pp. 329–330. [Google Scholar]
- Smparounis, K.; Mavrikios, D.; Pappas, M.; Xanthakis, V.; Viganò, G.P.; Pentenrieder, K. A virtual and augmented reality approach to collaborative product design and demonstration. In Proceedings of the 2008 IEEE International Technology Management Conference (ICE), Lisbon, Portugal, 23–28 June 2008; pp. 1–8. [Google Scholar]
- Santos, P.; Graf, H.; Fleisch, T.; Stork, A. 3d interactive augmented reality in early stages of product design. In Proceedings of the HCI International 2003, 10th Conference on Human-Computer Interaction, Crete, Greece, 23–27 June 2003; pp. 1203–1207. [Google Scholar]
- Fründ, J.; Gausemeier, J.; Matysczok, C.; Radkowski, R. Using augmented reality technology to support the automobile development. In International Conference on Computer Supported Cooperative Work in Design; Springer: Berlin/Heidelberg, Germany, 2004; pp. 289–298. [Google Scholar]
- Shen, Y.; Ong, S.K.; Nee, A.Y. Augmented reality for collaborative product design and development. Des. Stud. 2010, 31, 118–145. [Google Scholar] [CrossRef]
- Ng, L.X.; Ong, S.; Nee, A. Arcade: A Simuple and Fast Augmented Reality Computer-Aided Design Environment Using Everyday Objects. 2010. Available online: http://www.iadisportal.org/digital-library/arcade-a-simple-and-fast-augmented-reality-computer-aided-design-environment-using-everyday-objects (accessed on 5 June 2022).
- Hannola, L.; Richter, A.; Richter, S.; Stocker, A. Empowering production workers with digitally facilitated knowledge processes–a conceptual framework. Int. J. Prod. Res. 2018, 56, 4729–4743. [Google Scholar] [CrossRef]
- Wang, X.; Ong, S.K.; Nee, A.Y. A comprehensive survey of augmented reality assembly research. Adv. Manuf. 2016, 4, 1–22. [Google Scholar] [CrossRef]
- Siew, C.Y.; Ong, S.K.; Nee, A.Y. A practical augmented reality-assisted maintenance system framework for adaptive user support. Robot. Comput.-Integr. Manuf. 2019, 59, 115–129. [Google Scholar] [CrossRef]
- Feiner, S.; MacIntyre, B.; Seligmann, D. Knowledge-based augmented reality. Commun. ACM 1993, 36, 53–62. [Google Scholar] [CrossRef]
- Zaldívar-Colado, U.; Garbaya, S.; Tamayo-Serrano, P.; Zaldívar-Colado, X.; Blazevic, P. A mixed reality for virtual assembly. In Proceedings of the 2017 26th IEEE International Symposium on Robot and Human Interactive Communication (RO-MAN), Lisbon, Portugal, 28 August–1 September 2017; pp. 739–744. [Google Scholar] [CrossRef]
- Azuma, R.T. A survey of augmented reality. Presence Teleoperators Virtual Environ. 1997, 6, 355–385. [Google Scholar] [CrossRef]
- Bottani, E.; Vignali, G. Augmented reality technology in the manufacturing industry: A review of the last decade. Iise Trans. 2019, 51, 284–310. [Google Scholar] [CrossRef]
- Egger, J.; Masood, T. Augmented reality in support of intelligent manufacturing–a systematic literature review. Comput. Ind. Eng. 2020, 140, 106–195. [Google Scholar] [CrossRef]
- Thomas, P.; David, W. Augmented reality: An application of heads-up display technology to manual manufacturing processes. In Hawaii International Conference on System Sciences; ACM SIGCHI Bulletin: New York, NY, USA, 1992; Volume 2. [Google Scholar]
- Grimm, P.; Haller, M.; Paelke, V.; Reinhold, S.; Reimann, C.; Zauner, R. AMIRE-authoring mixed reality. In Proceedings of the First IEEE International Workshop Agumented Reality Toolkit, Darmstadt, Germany, 29 September 2002; p. 2. [Google Scholar]
- Klinker, G.; Reiners, D.; Stricker, D.; Müller, S. Augmented Reality for Construction Tasks: Doorlock Assembly Applications. In Proceedings of the International Workshop on Augmented Reality, San Francisco, CA, USA, 1 November 1998. [Google Scholar]
- Tang, A.; Owen, C.; Biocca, F.; Mou, W. Comparative effectiveness of augmented reality in object assembly. In Proceedings of the SIGCHI Conference on Human Factors in Computing Systems, Lauderdale, FL, USA, 5–10 April 2003; pp. 73–80. [Google Scholar]
- Schwab, K. The Fourth Industrial Revolution; World Economic Forum: Geneva, Switzerland, 2016; Volume 145. [Google Scholar]
- Thompson, M.K.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.I.; Gibson, I.; Bernard, A.; Schulz, J.; Graf, P.; Ahuja, B.; et al. Design for Additive Manufacturing: Trends, opportunities, considerations, and constraints. CIRP Ann. 2016, 65, 737–760. [Google Scholar] [CrossRef]
- ISO/ASTM 52900:2015; ASTM52900-15 Standard Terminology for Additive Manufacturing—General Principles—Terminology. ASTM International: West Conshohocken, PA, USA, 2015.
- Bikas, H.; Stavropoulos, P.; Chryssolouris, G. Additive manufacturing methods and modelling approaches: A critical review. Int. J. Adv. Manuf. Technol. 2016, 83, 389–405. [Google Scholar] [CrossRef]
- Bourell, D.; Kruth, J.P.; Leu, M.; Levy, G.; Rosen, D.; Beese, A.M.; Clare, A. Materials for additive manufacturing. CIRP Ann. 2017, 66, 659–681. [Google Scholar] [CrossRef]
- Redwood, B.; Schöffer, F.; Garret, B. The 3D Printing Handbook: Technologies, Design and Applications; 3D Hubs: Amsterdam, The Netherlands, 2017. [Google Scholar]
- Asadi-Eydivand, M.; Solati-Hashjin, M.; Fathi, A.; Padashi, M.; Osman, N.A.A. Optimal design of a 3D-printed scaffold using intelligent evolutionary algorithms. Appl. Soft Comput. 2016, 39, 36–47. [Google Scholar] [CrossRef]
- Ramananarivo, S.; Mitchel, T.; Ristroph, L. Improving the propulsion speed of a heaving wing through artificial evolution of shape. Proc. R. Soc. A 2019, 475, 20180375. [Google Scholar] [CrossRef]
- Joshi, S.C.; Sheikh, A.A. 3D printing in aerospace and its long-term sustainability. Virtual Phys. Prototyp. 2015, 10, 175–185. [Google Scholar] [CrossRef]
- Wang, Y.C.; Chen, T.; Yeh, Y.L. Advanced 3D printing technologies for the aircraft industry: A fuzzy systematic approach for assessing the critical factors. Int. J. Adv. Manuf. Technol. 2019, 105, 4059–4069. [Google Scholar] [CrossRef]
- Soller, S.; Barata, A.; Beyer, S.; Dahlhaus, A.; Guichard, D.; Humbert, E.; Kretschmer, J.; Zeiss, W. Selective laser melting (SLM) of Inconel 718 and stainless steel injectors for liquid rocket engines. In Proceedings of the Space Propulsion 2016 Proceedings, Roma, Italy, 2–6 May 2016. [Google Scholar]
- Petch, M. Audi Gives Update on Use of SLM Metal 3D Printing for the Automotive Industry. 3D Printing Industry. 2018. Available online: https://3dprintingindustry.com/news/audi-gives-update-use-slm-metal-3d-printing-automotive-industry-129376/ (accessed on 5 June 2022).
- Chernousko, F. Locomotion Principles for Mobile Robotic Systems. Procedia Comput. Sci. 2017, 103, 613–617. [Google Scholar] [CrossRef]
- Siegwart, R.; Nourbakhsh, I.R.; Scaramuzza, D. Introduction to Autonomous Mobile Robots; MIT Press: Cambridge, MA, USA, 2011. [Google Scholar]
- Springer, P.J. Military Robots and Drones: A Reference Handbook; ABC-CLIO: Santa Barbara, CA, USA, 2013. [Google Scholar]
- Wang, Y.; Jiang, S.; Yan, F.; Gu, L.; Chen, B. A new redundancy resolution for underwater vehicle–manipulator system considering payload. Int. J. Adv. Robot. Syst. 2017, 14, 1729881417733934. [Google Scholar] [CrossRef]
- Kusiak, A. Smart manufacturing must embrace big data. Nature 2017, 544, 23–25. [Google Scholar] [CrossRef] [PubMed]
- Wang, L. From intelligence science to intelligent manufacturing. Engineering 2019, 5, 615–618. [Google Scholar] [CrossRef]
- Boyes, H.; Hallaq, B.; Cunningham, J.; Watson, T. The industrial internet of things (IIoT): An analysis framework. Comput. Ind. 2018, 101, 1–12. [Google Scholar] [CrossRef]
- Enste, U.; Mahnke, W. OPC Unified Archit. 2011. Available online: https://doi.org/10.1016/j.compind.2018.04.015 (accessed on 5 June 2022).
- Lehnhoff, S.; Rohjans, S.; Uslar, M.; Mahnke, W. OPC unified architecture: A service-oriented architecture for smart grids. In Proceedings of the 2012 First International Workshop on Software Engineering Challenges for the Smart Grid (SE-SmartGrids), Zurich, Switzerland, 3 June 2012; pp. 1–7. [Google Scholar]
- Zipper, H. Real-Time-Capable Synchronization of Digital Twins. IFAC-PapersOnLine 2021, 54, 147–152. [Google Scholar] [CrossRef]
- Altintas, Y.; Kersting, P.; Biermann, D.; Budak, E.; Denkena, B.; Lazoglu, I. Virtual process systems for part machining operations. CIRP Ann. 2014, 63, 585–605. [Google Scholar] [CrossRef]
- Li, Q.; Tang, Q.; Chan, I.; Wei, H.; Pu, Y.; Jiang, H.; Li, J.; Zhou, J. Smart manufacturing standardization: Architectures, reference models and standards framework. Comput. Ind. 2018, 101, 91–106. [Google Scholar] [CrossRef]
- Maiziere, T.; Die Lage der It-Sicherheit in Deutschland 2014. Bundesamt für Sicherheit in der Informationstechnik. 2014. Available online: https://www.bsi.bund.de/SharedDocs/Downloads/DE/BSI/Publikationen/Lageberichte/Lagebericht2014.pdf?__blob=publicationFile&v=1#:~:text=F (accessed on 5 June 2022).
- Hentunen, D.; Tikkanen, A. Havex Hunts for ICS/SCADA Systems; F-Secure: Helsinki, Finland, 2014. [Google Scholar]
- Falliere, N.; Murchu, L.O.; Chien, E. W32. Stuxnet Dossier Version 1.4. Symantec Security Response. 2011. Available online: https://www.wired.com/images_blogs/threatlevel/2011/02/Symantec-Stuxnet-Update-Feb-2011.pdf (accessed on 5 June 2022).
- Rost, J.; Glass, R.L. The Dark Side of Software Engineering: Evil on Computing Projects; John Wiley & Sons: Hoboken, NJ, USA, 2011. [Google Scholar]
- Igure, V.M.; Laughter, S.A.; Williams, R.D. Security issues in SCADA networks. Comput. Secur. 2006, 25, 498–506. [Google Scholar] [CrossRef]
- Cárdenas, A.A.; Amin, S.; Lin, Z.S.; Huang, Y.L.; Huang, C.Y.; Sastry, S. Attacks against process control systems: Risk assessment, detection, and response. In Proceedings of the 6th ACM Symposium on Information, Computer and Communications Security, Hong Kong, China, 22–24 March 2011; pp. 355–366. [Google Scholar]
- Ericsson, G.N. Cyber security and power system communication—essential parts of a smart grid infrastructure. IEEE Trans. Power Deliv. 2010, 25, 1501–1507. [Google Scholar] [CrossRef]
- Ten, C.W.; Liu, C.C.; Manimaran, G. Vulnerability assessment of cybersecurity for SCADA systems. IEEE Trans. Power Syst. 2008, 23, 1836–1846. [Google Scholar] [CrossRef]
- Malchow, J.O.; Marzin, D.; Klick, J.; Kovacs, R.; Roth, V. PLC Guard: A practical defense against attacks on cyber-physical systems. In Proceedings of the 2015 IEEE Conference on Communications and Network Security (CNS), Florence, Italy, 28–30 September 2015; pp. 326–334. [Google Scholar]
- Jin, C.; Valizadeh, S.; van Dijk, M. Snapshotter: Lightweight intrusion detection and prevention system for industrial control systems. In Proceedings of the 2018 IEEE Industrial Cyber-Physical Systems (ICPS), St. Petersburg, Russia, 15–18 May 2018; pp. 824–829. [Google Scholar]
- Garcia, L.; Zonouz, S.; Wei, D.; De Aguiar, L.P. Detecting PLC control corruption via on-device runtime verification. In Proceedings of the 2016 Resilience Week (RWS), Chicago, IL, USA, 16–18 August 2016; pp. 67–72. [Google Scholar]
- Lei, C.; Donghong, L.; Liang, M. The Spear to Break the Security Wall of S7CommPlus; Blackhat USA: London, UK, 2017. [Google Scholar]
- Ylmaz, E.N.; Ciylan, B.; Gönen, S.; Sindiren, E.; Karacayılmaz, G. Cyber security in industrial control systems: Analysis of DoS attacks against PLCs and the insider effect. In Proceedings of the 2018 6th International Istanbul Smart Grids and Cities Congress and Fair (ICSG), Istanbul, Turkey, 25–26 April 2018; pp. 81–85. [Google Scholar]
- Morris, T.; Vaughn, R.; Dandass, Y.S. A testbed for SCADA control system cybersecurity research and pedagogy. In Proceedings of the Seventh Annual Workshop on Cyber Security and Information Intelligence Research, Oak Ridge, TN, USA, 12–14 October 2011; p. 1. [Google Scholar]
- Hahn, A.; Kregel, B.; Govindarasu, M.; Fitzpatrick, J.; Adnan, R.; Sridhar, S.; Higdon, M. Development of the PowerCyber SCADA security testbed. In Proceedings of the Sixth Annual Workshop on Cyber Security and Information Intelligence Research, Oak Ridge, TN, USA, 21–23 April 2010; pp. 1–4. [Google Scholar]
- Luallen, M.E.; Labruyere, J.P. Developing a critical infrastructure and control systems cybersecurity curriculum. In Proceedings of the 2013 46th Hawaii International Conference on System Sciences, Wailea, HI, USA, 7–10 January 2013; pp. 1782–1791. [Google Scholar]
- Feng, Y.; Zhang, W.; Luo, X.; Zhang, B. A consortium blockchain-based access control framework with dynamic orderer node selection for 5G-enabled industrial IoT. IEEE Trans. Ind. Inform. 2021, 18, 2840–2848. [Google Scholar] [CrossRef]
- Falkenberg, R.; Masoudinejad, M.; Buschhoff, M.; Venkatapathy, A.K.R.; Friesel, D.; ten Hompel, M.; Spinczyk, O.; Wietfeld, C. PhyNetLab: An IoT-based warehouse testbed. In Proceedings of the 2017 Federated Conference on Computer Science and Information Systems (FedCSIS), Prague, Czech Republic, 3–6 September 2017; pp. 1051–1055. [Google Scholar]
- Heymann, S.; Stojanovci, L.; Watson, K.; Nam, S.; Song, B.; Gschossmann, H.; Schriegel, S.; Jasperneite, J. Cloud-based plug and work architecture of the IIC testbed smart factory Web. In Proceedings of the 2018 IEEE 23rd International Conference on Emerging Technologies and Factory Automation (ETFA), Turin, Italy, 4–7 September 2018; Volume 1, pp. 187–194. [Google Scholar]
- Al-Hawawreh, M.; Sitnikova, E. Developing a security testbed for industrial internet of things. IEEE Internet Things J. 2020, 8, 5558–5573. [Google Scholar] [CrossRef]
- Koroniotis, N.; Moustafa, N.; Schiliro, F.; Gauravaram, P.; Janicke, H. The SAir-IIoT Cyber Testbed as a Service: A Novel Cybertwins Architecture in IIoT-Based Smart Airports. IEEE Trans. Intell. Transp. Syst. 2021, 1–14. [Google Scholar] [CrossRef]
- AbdelHafeez, M.; Ahmed, A.H.; AbdelRaheem, M. Design and operation of a lightweight educational testbed for Internet-of-Things applications. IEEE Internet Things J. 2020, 7, 11446–11459. [Google Scholar] [CrossRef]
- Munoz, J.; Rincon, F.; Chang, T.; Vilajosana, X.; Vermeulen, B.; Walcarius, T.; Van de Meerssche, W.; Watteyne, T. OpenTestBed: Poor man’s IoT testbed. In Proceedings of the IEEE INFOCOM 2019-IEEE Conference on Computer Communications Workshops (INFOCOM WKSHPS), Paris, France, 29 April–2 May 2019; pp. 467–471. [Google Scholar]
- Jayavel, K.; Venusamy, K.; Lavanya, G. Design and Implementation of IoT Testbed with Improved Reliability using Conditional Probability Techniques. In Proceedings of the 2020 Fourth International Conference on I-SMAC (IoT in Social, Mobile, Analytics and Cloud) (I-SMAC), Palladam, India, 7–9 October 2020; pp. 116–121. [Google Scholar]
- Industry IoT Consortium (IIC) Testbeds. 2022. Available online: https://www.iiconsortium.org/test-beds/#:~:text=A%20Testbed%20is%20a%20controlled,%2C%20services%2C%20or%20business%20development (accessed on 5 June 2022).
- Kovalenko, I.; Saez, M.; Barton, K.; Tilbury, D. SMART: A system-level manufacturing and automation research testbed. Smart Sustain. Manuf. Syst. 2017, 1, 1. [Google Scholar] [CrossRef]























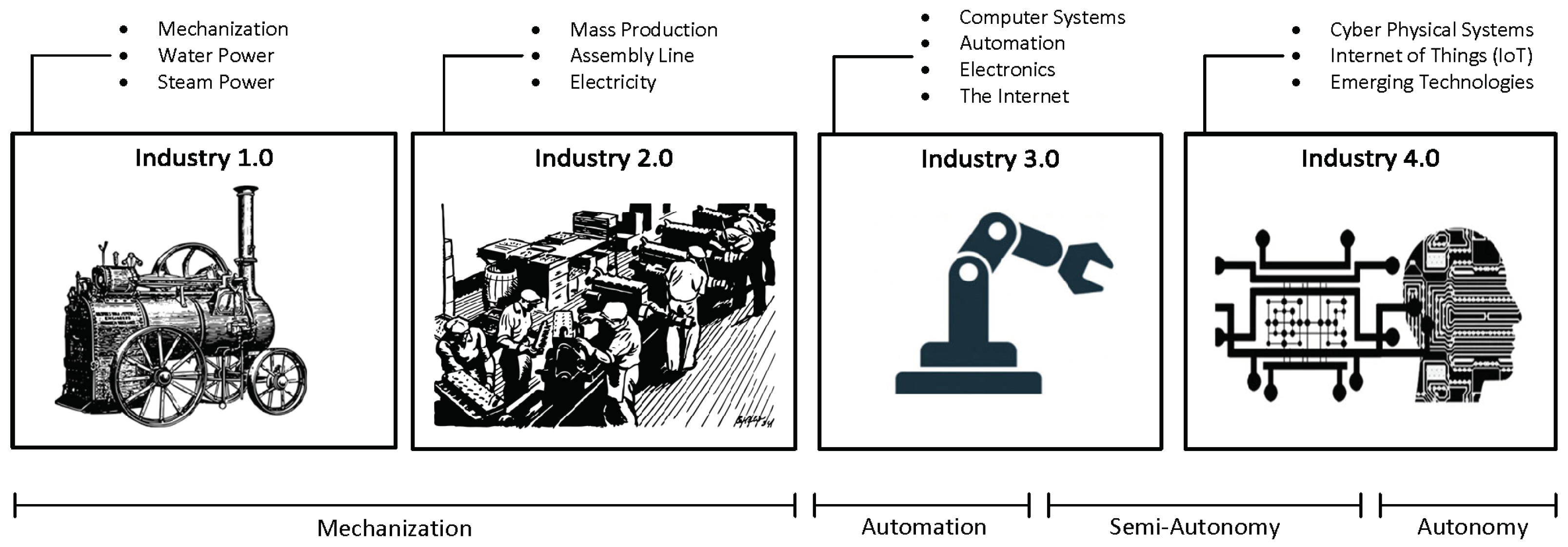{kind=link}
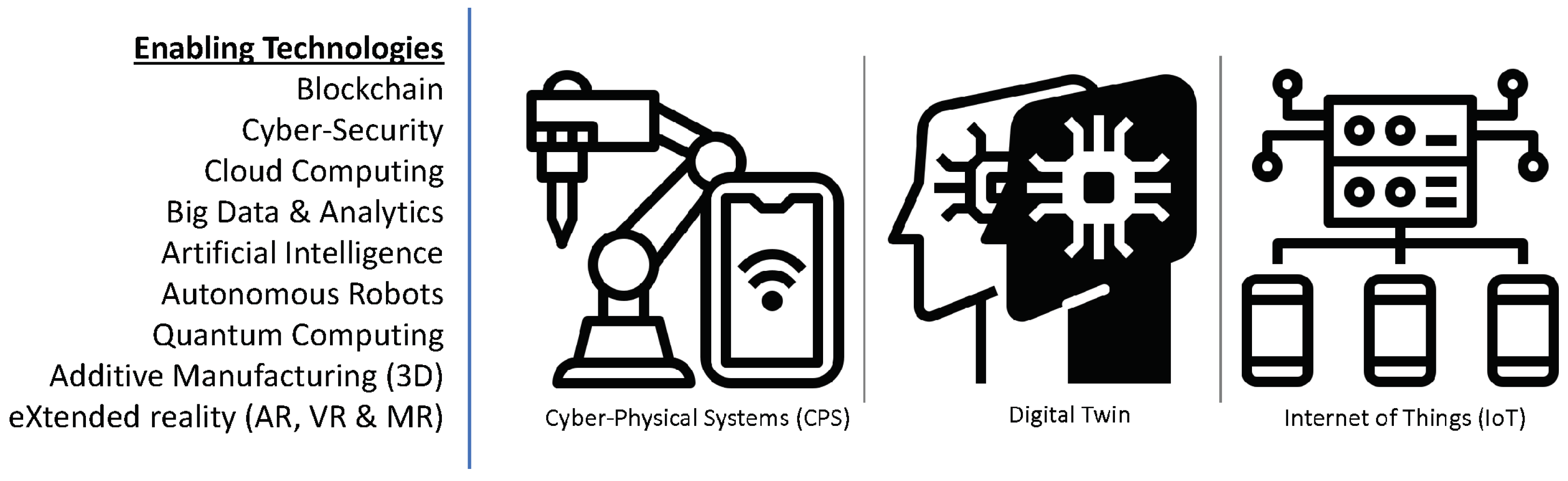{kind=link}
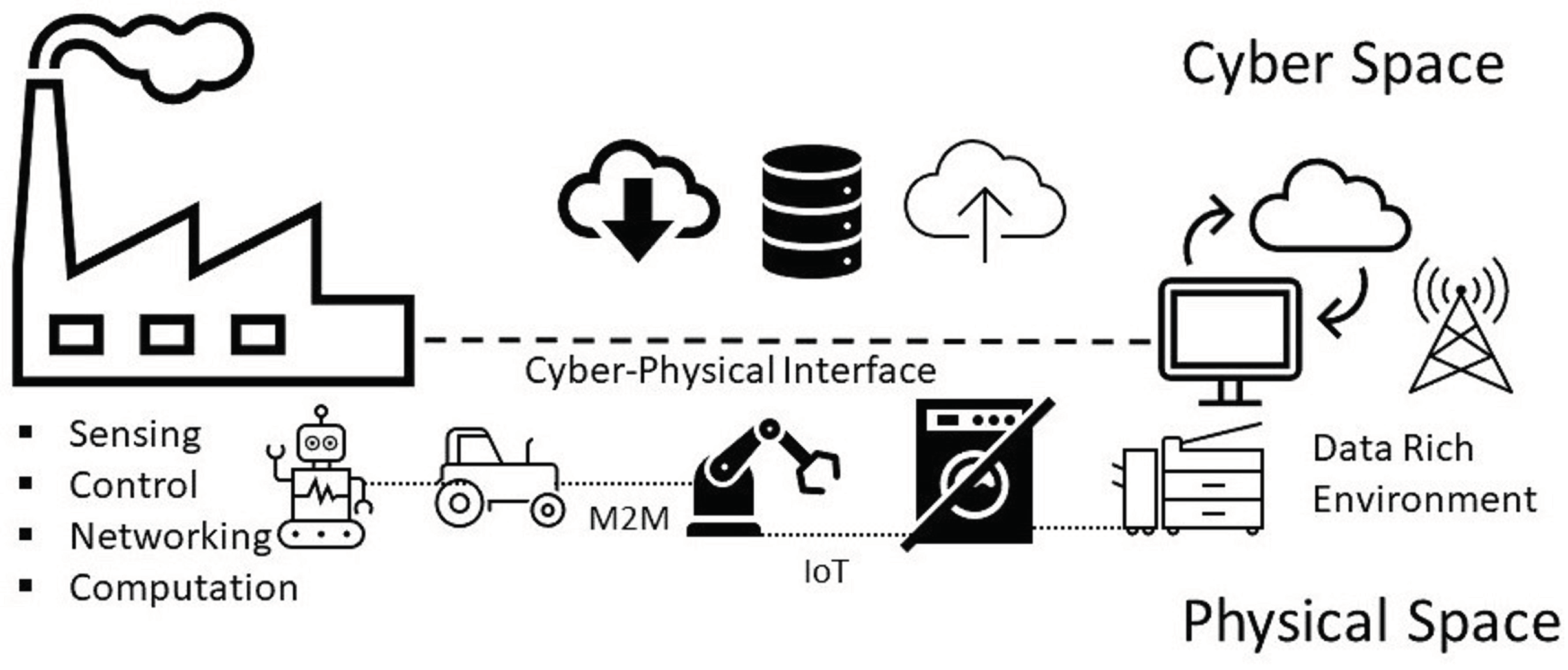{kind=link}
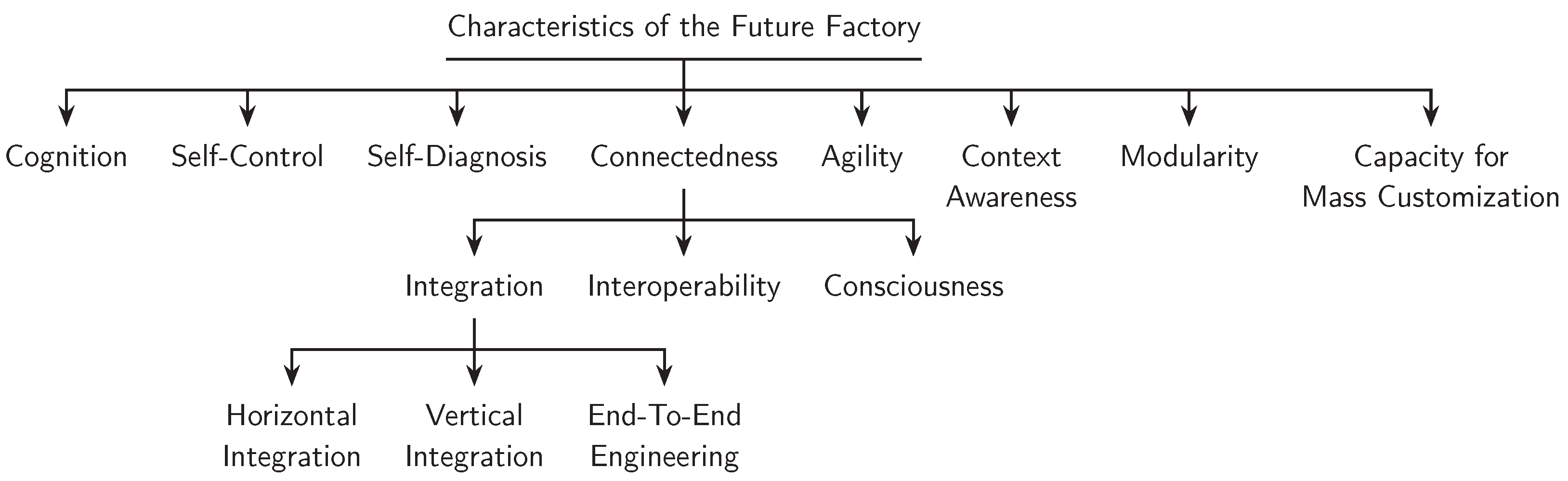{kind=link}
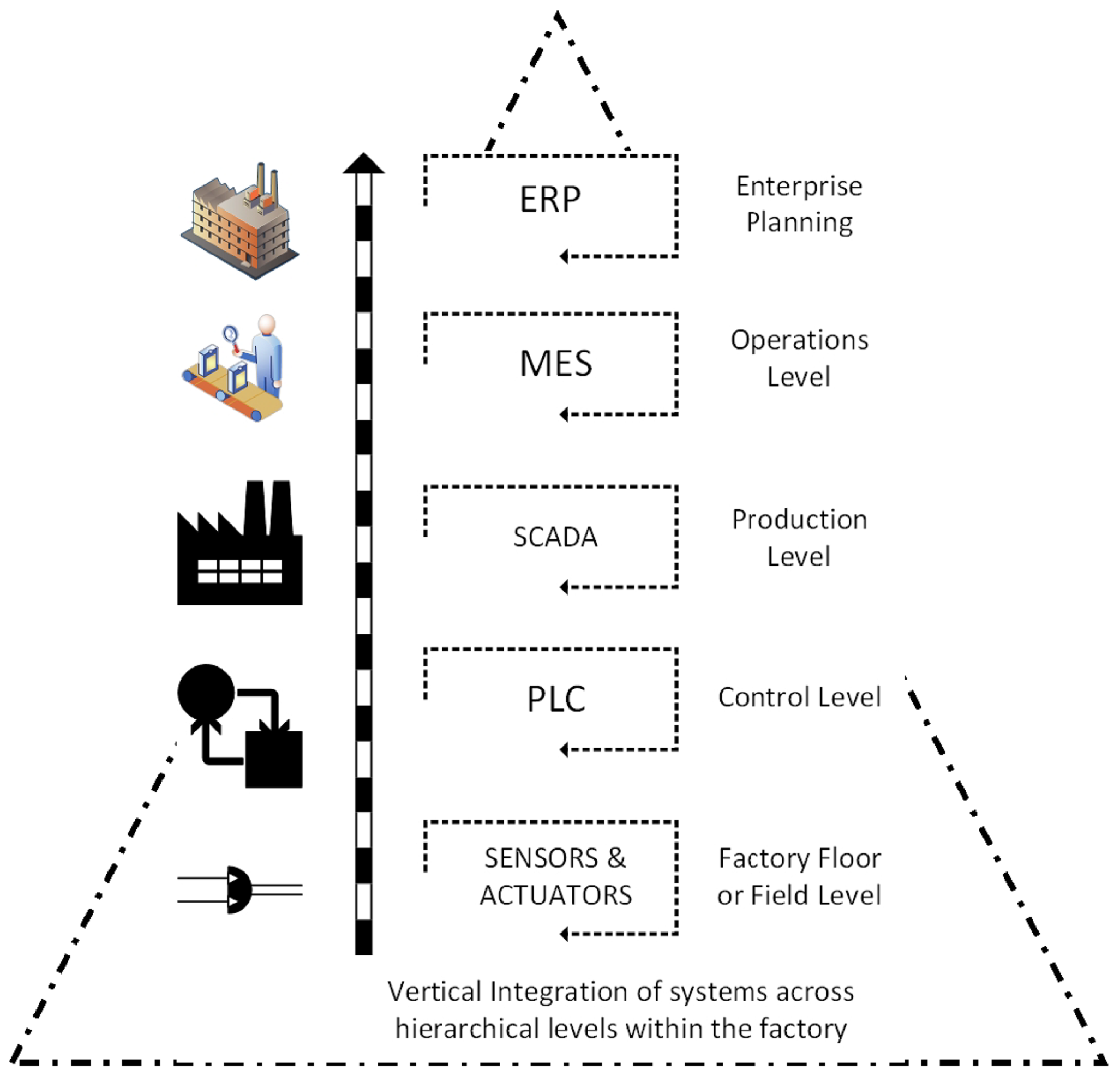{kind=link}
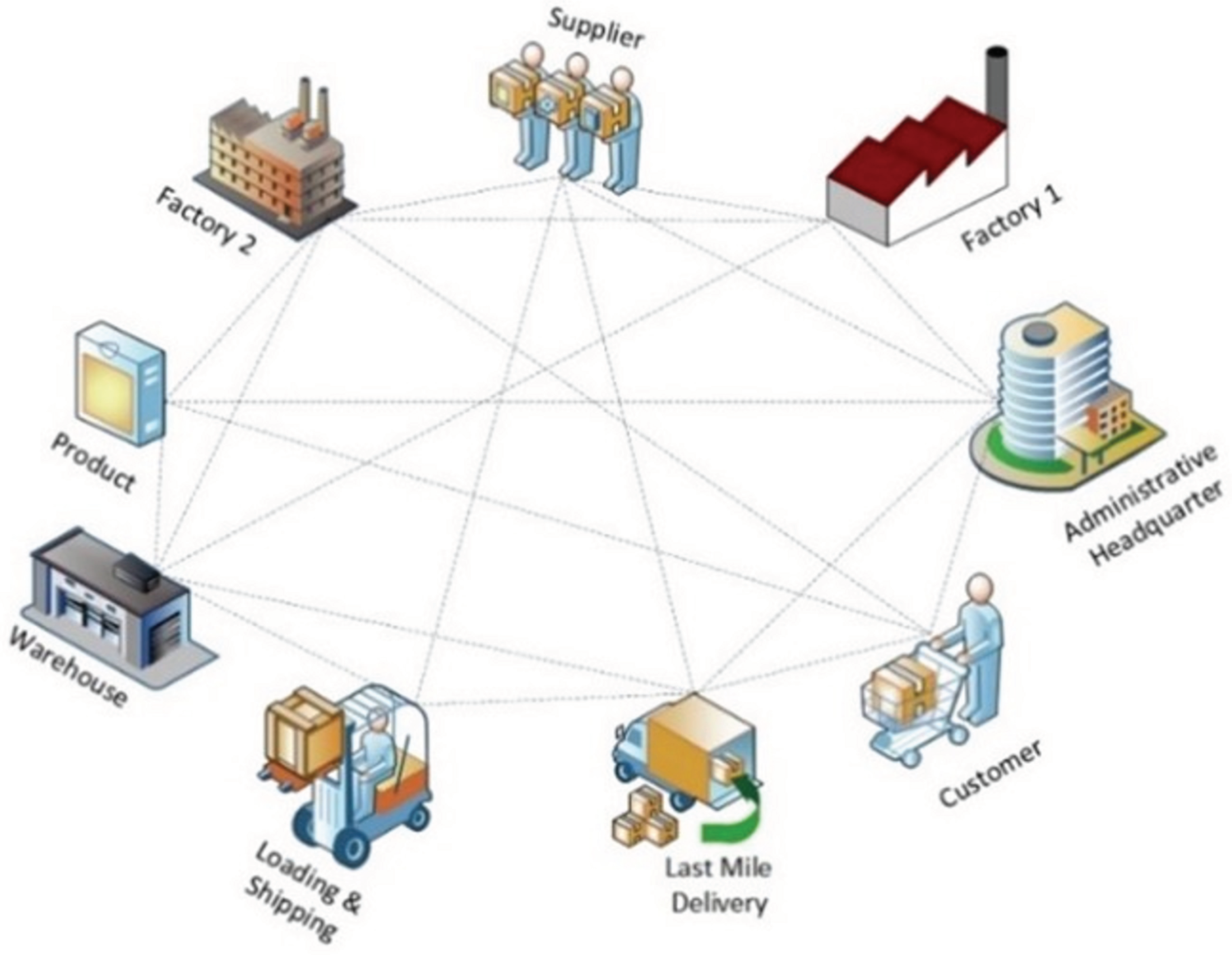{kind=link}
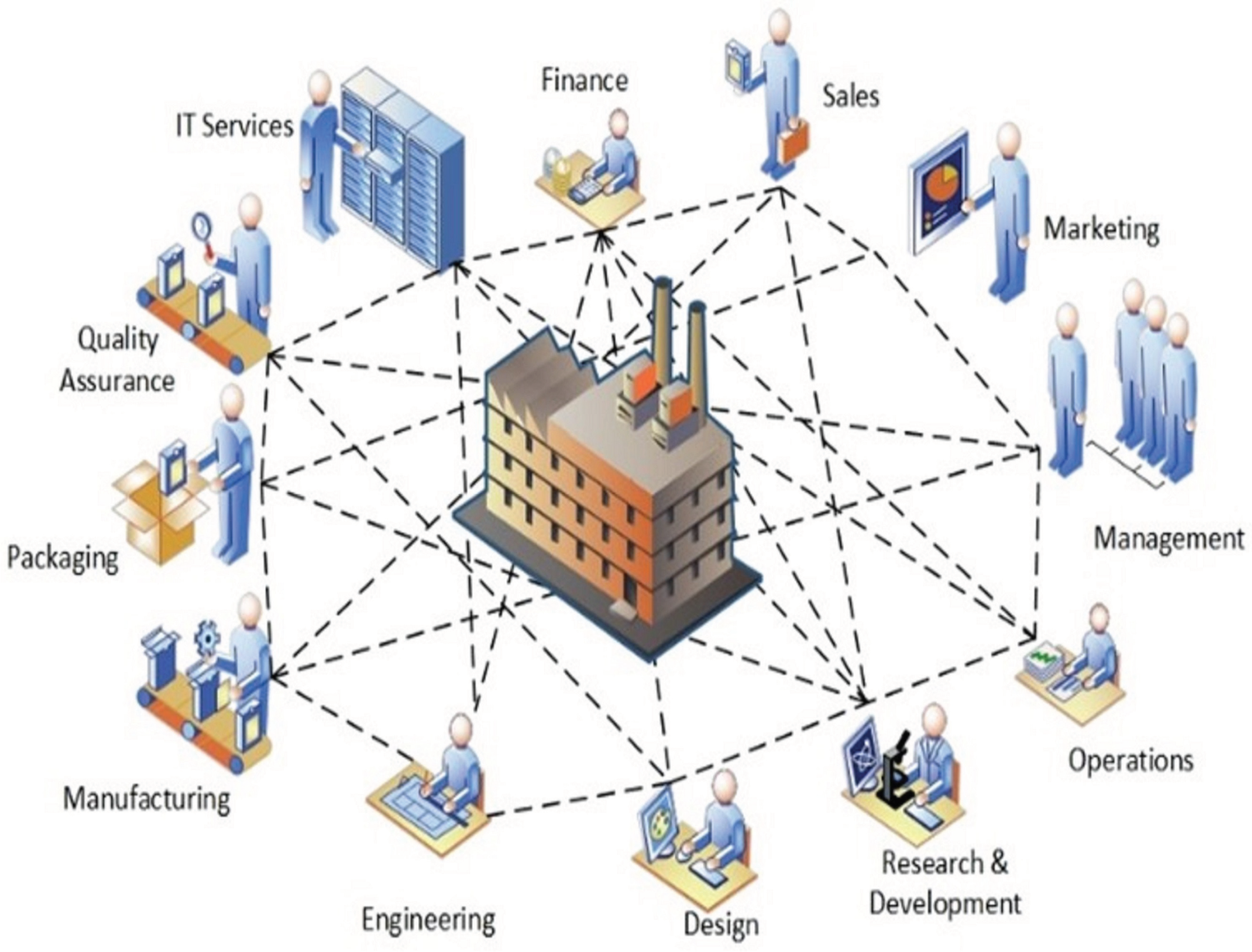{kind=link}
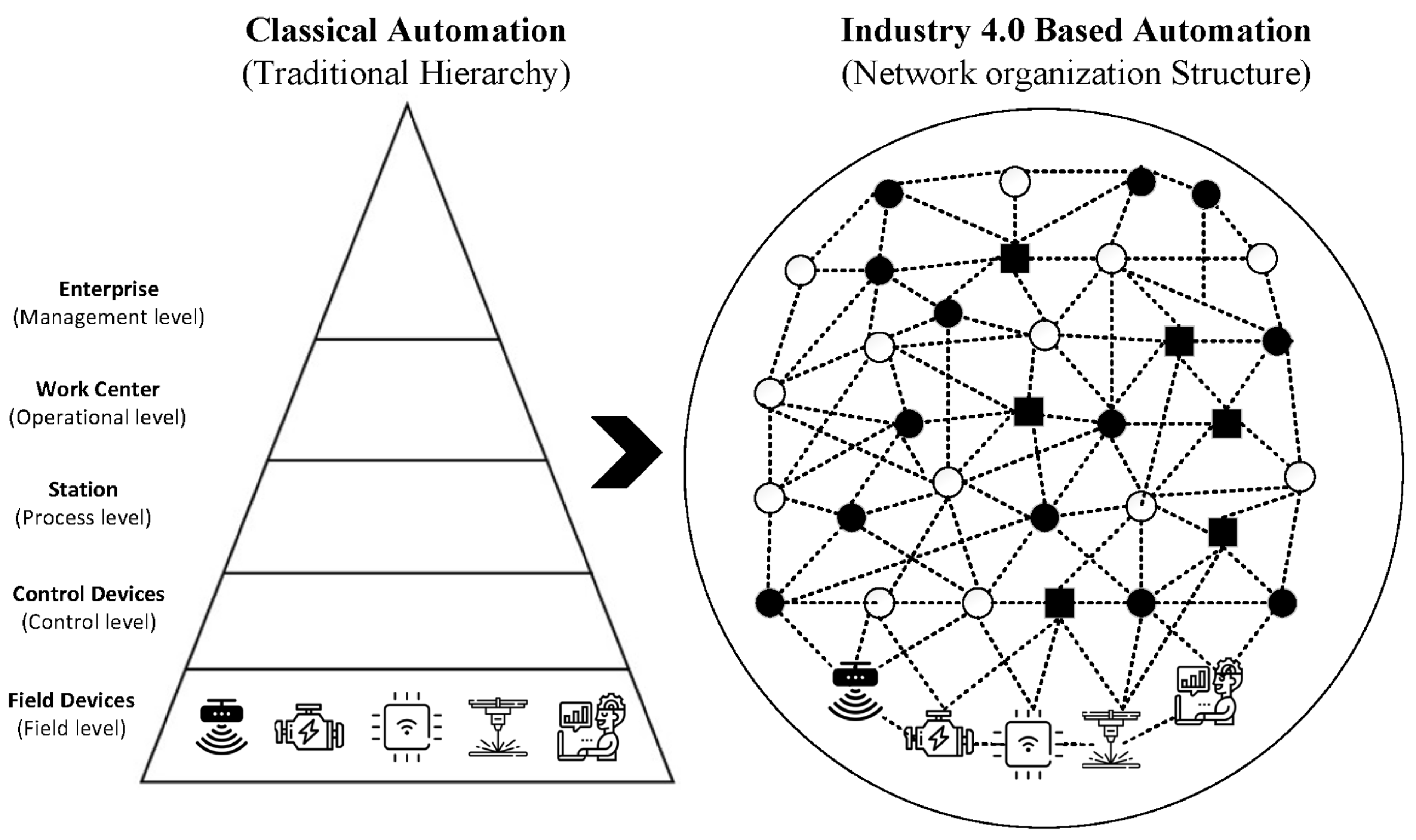{kind=link}
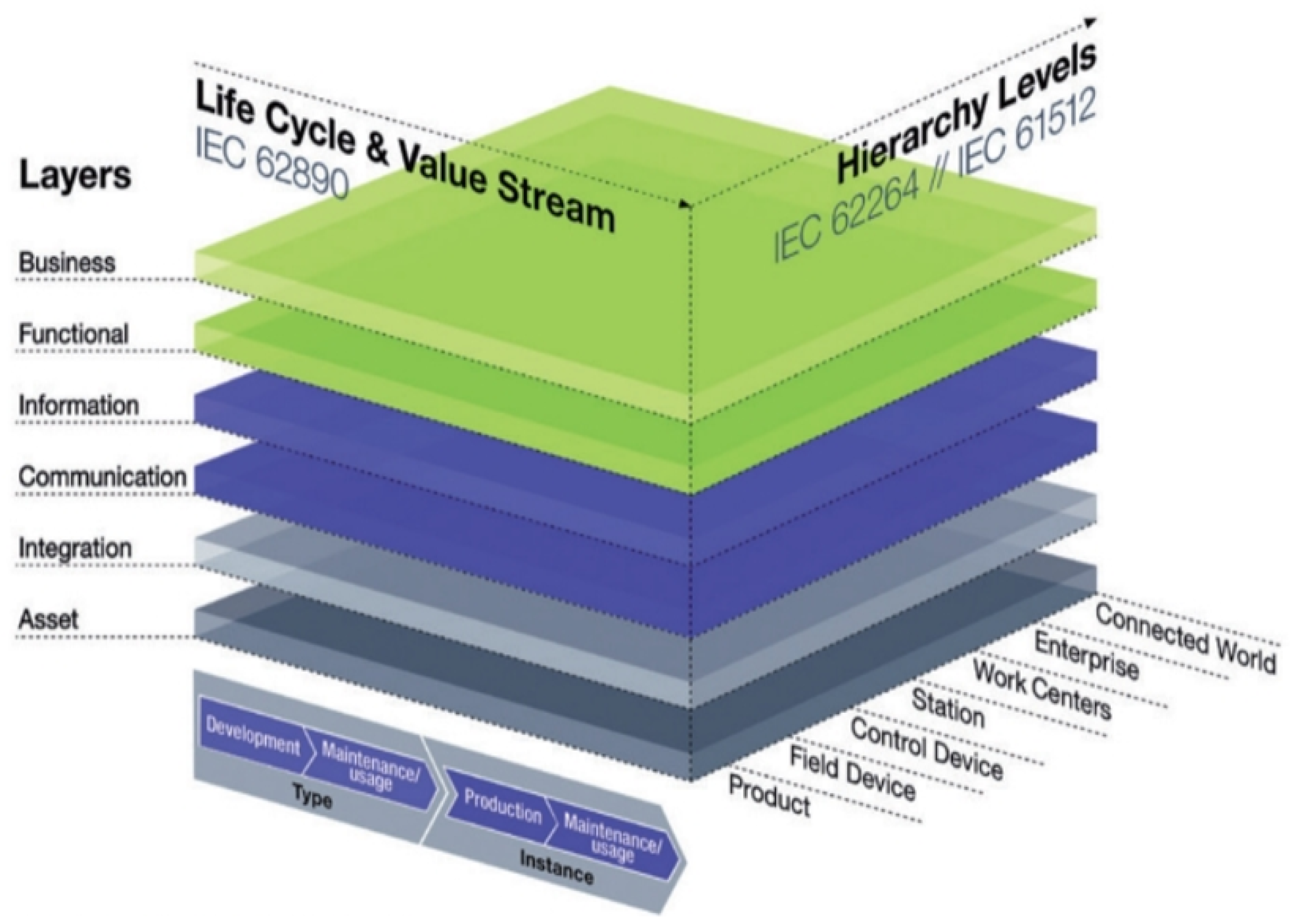{kind=link}
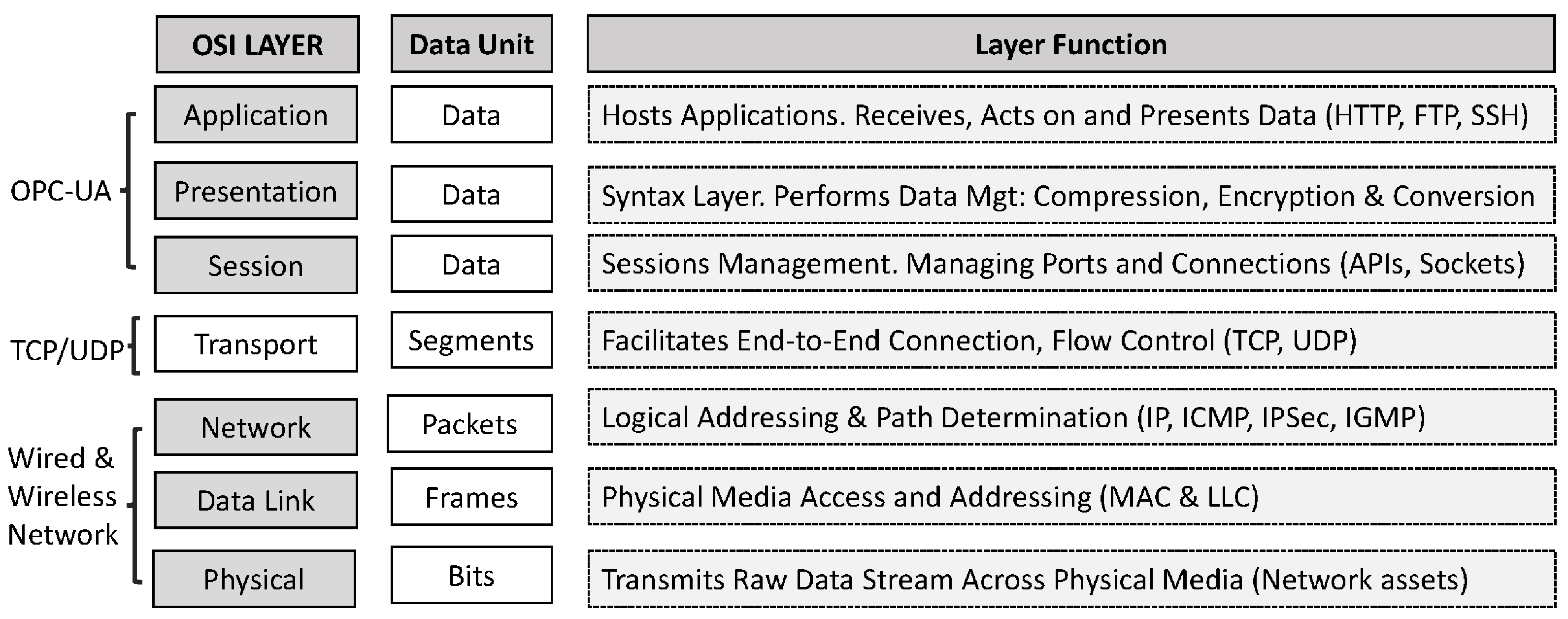{kind=link}
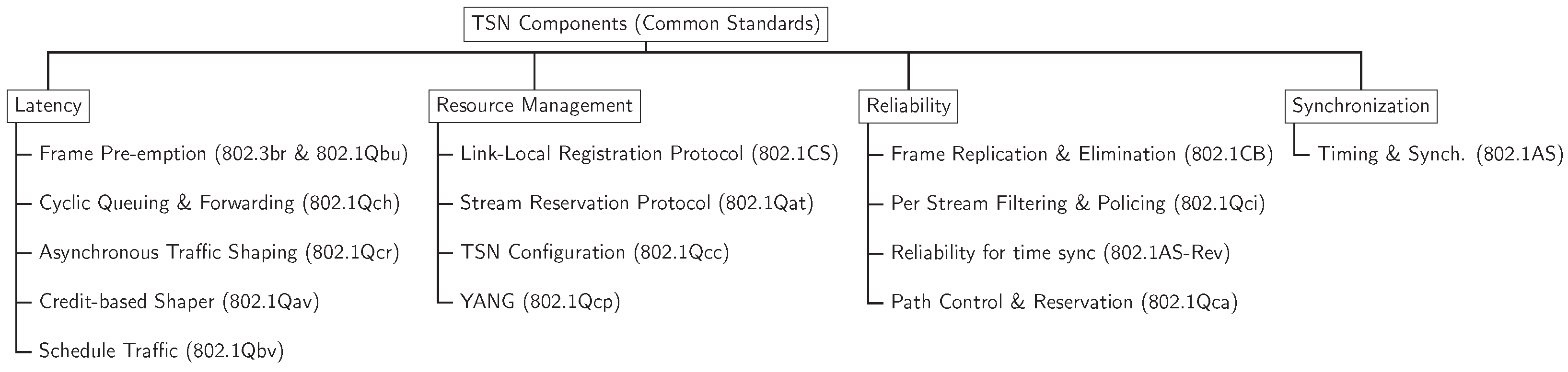{kind=link}
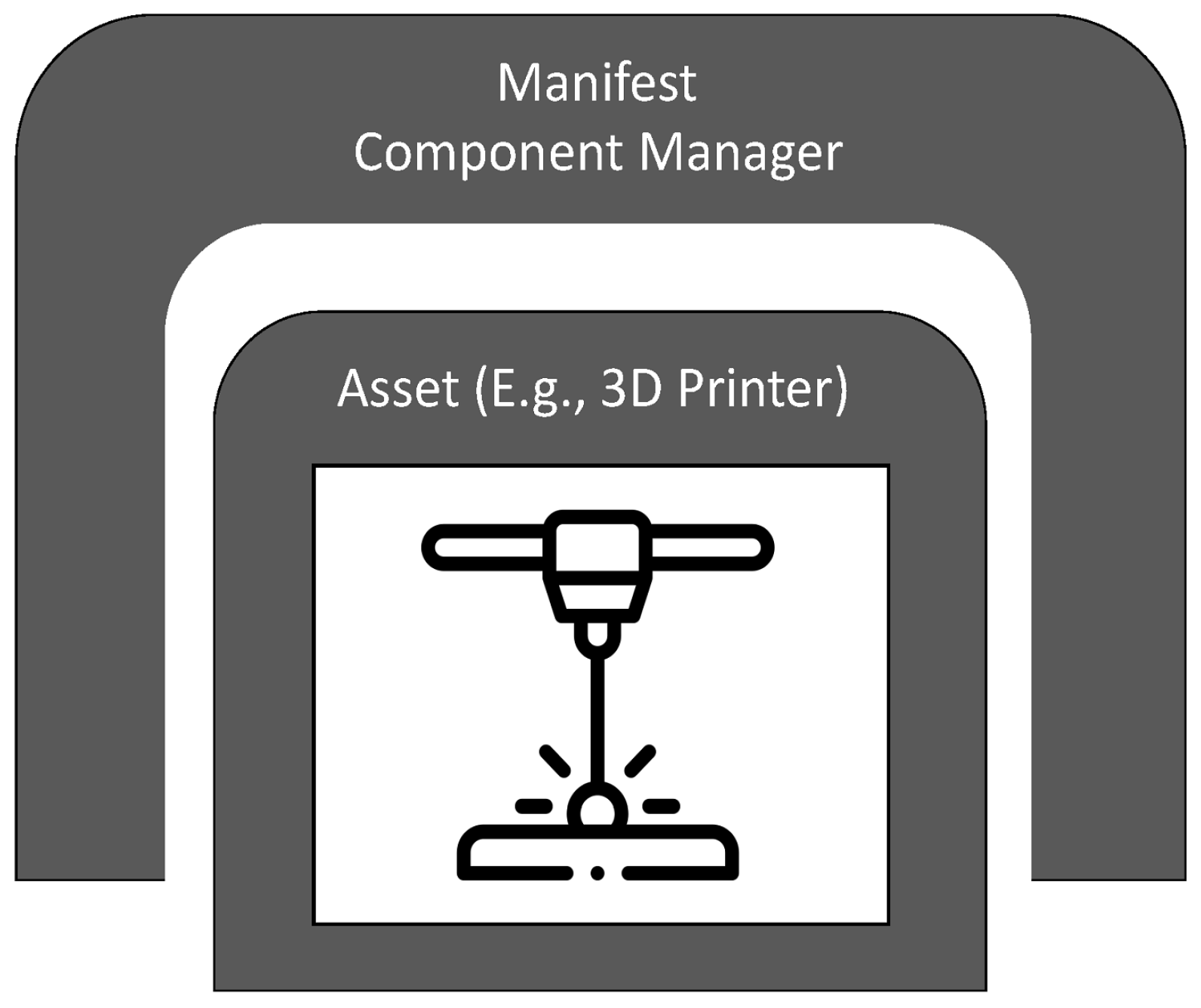{kind=link}
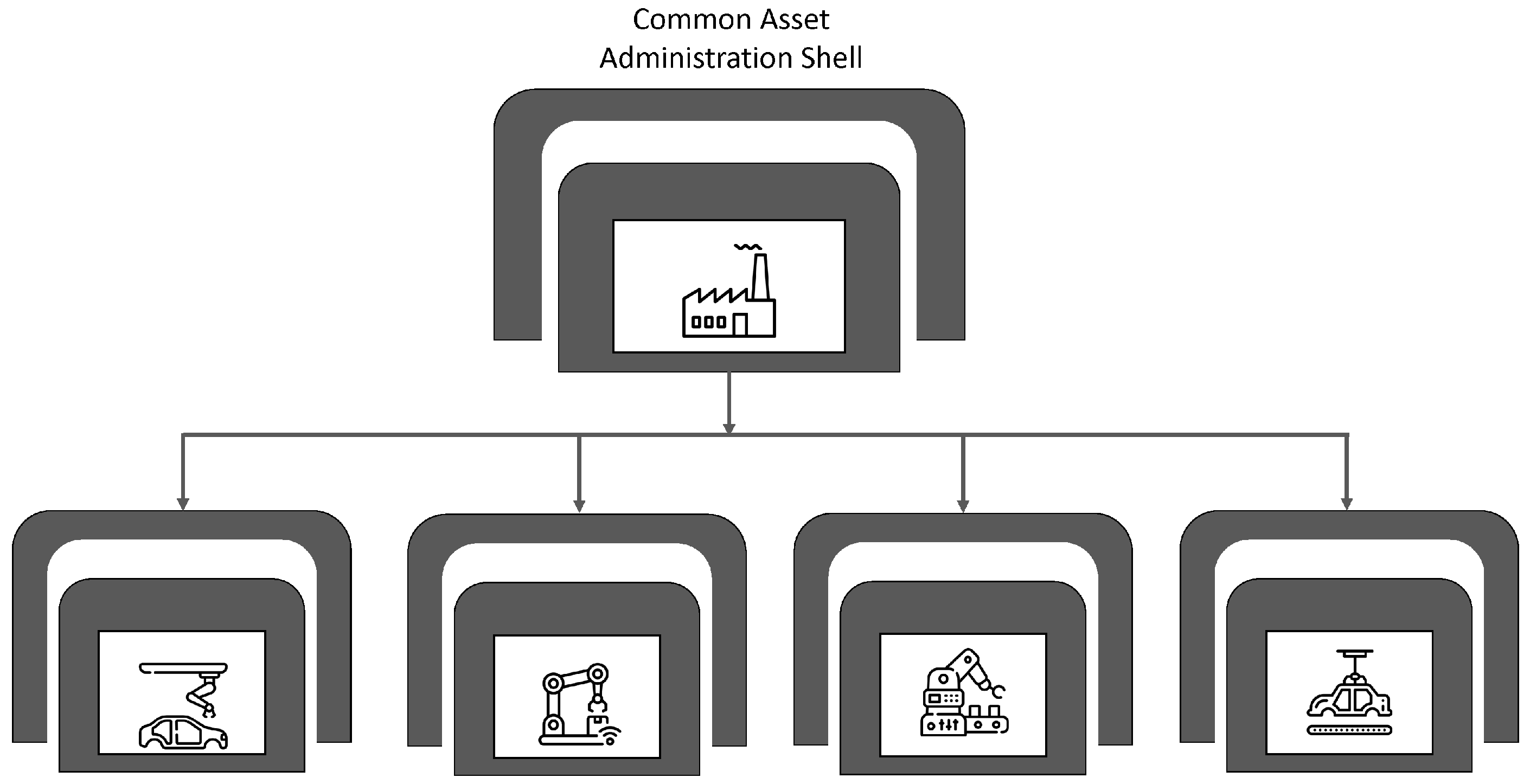{kind=link}
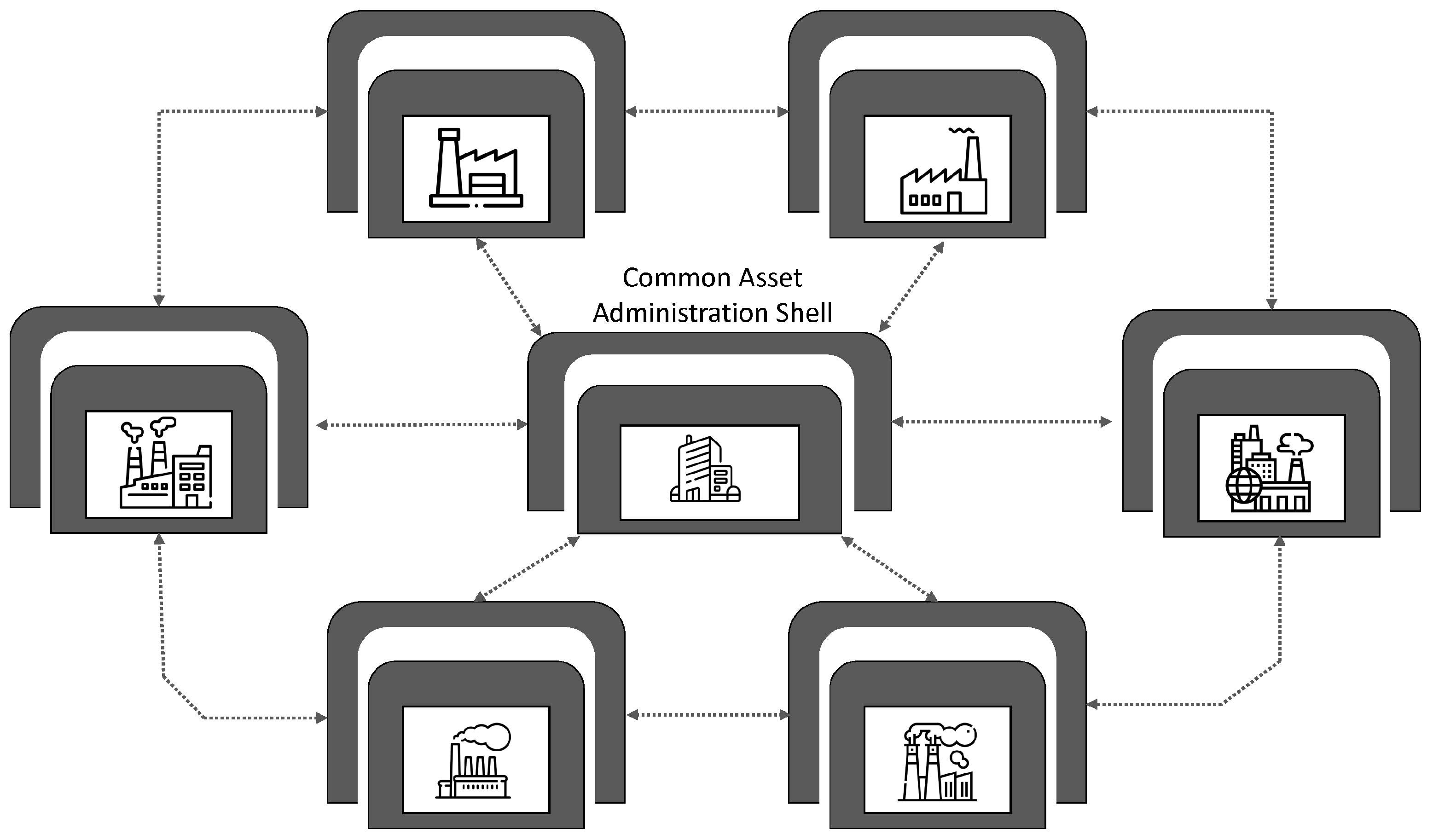{kind=link}
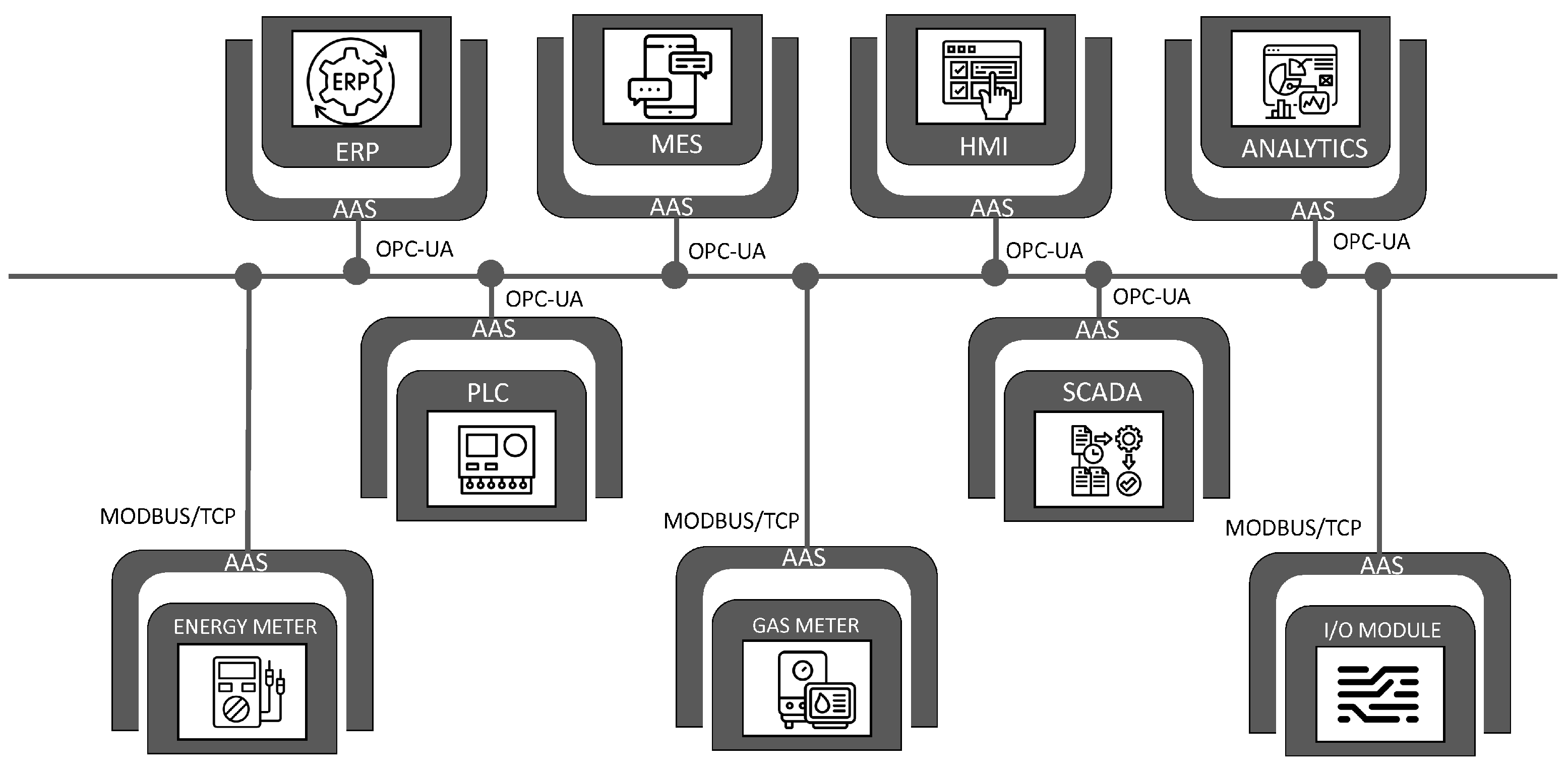{kind=link}
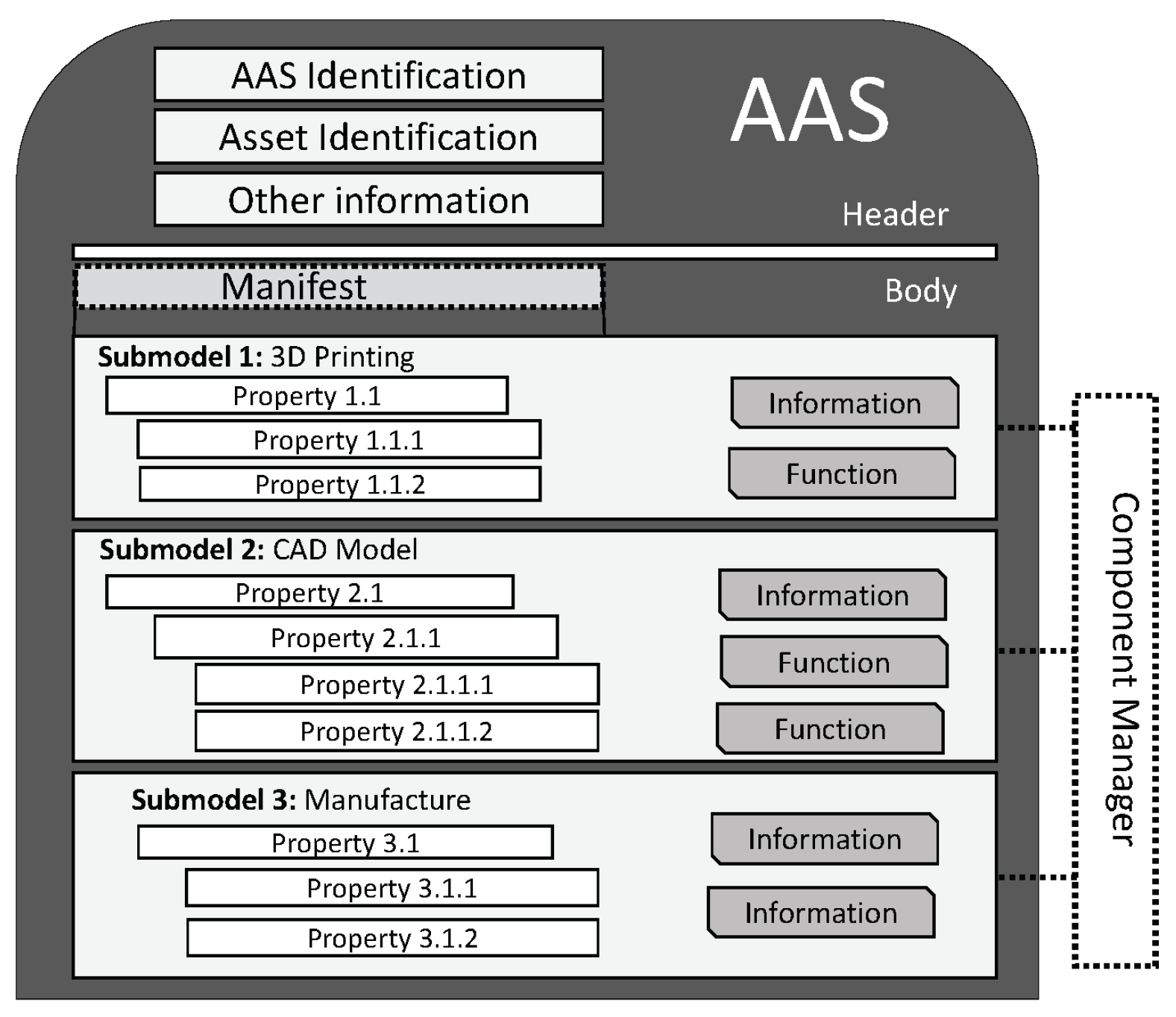{kind=link}
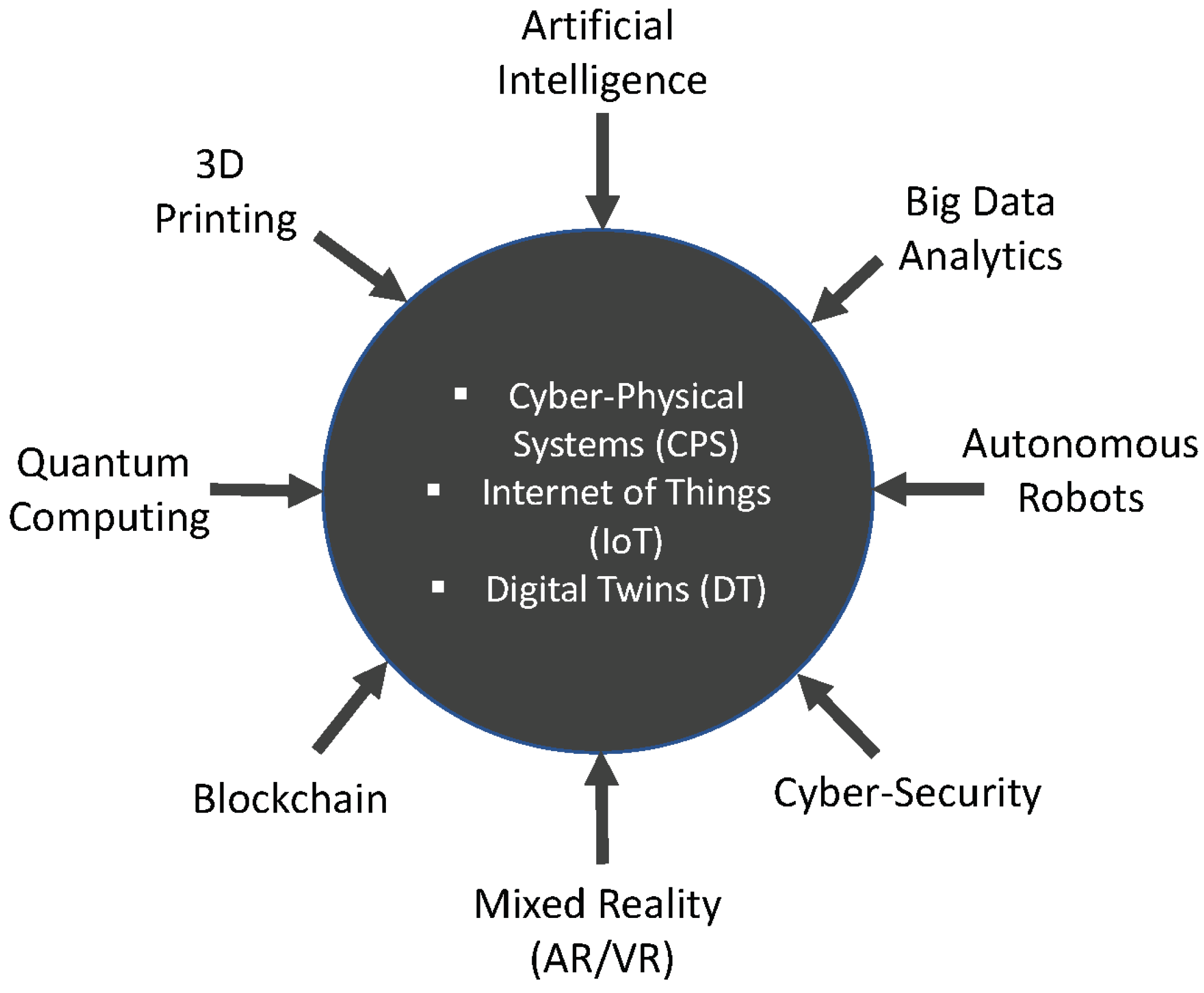{kind=link}
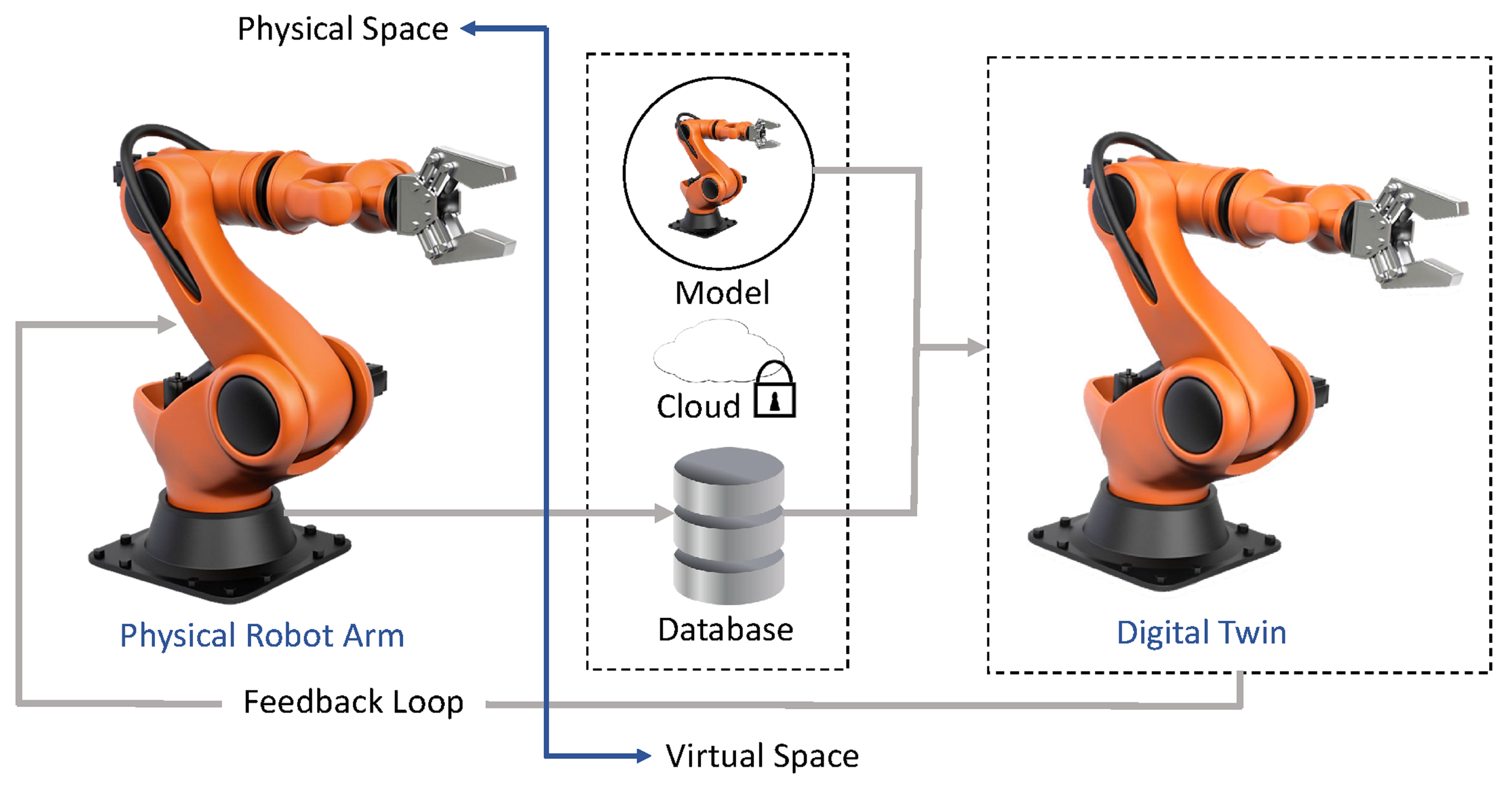{kind=link}
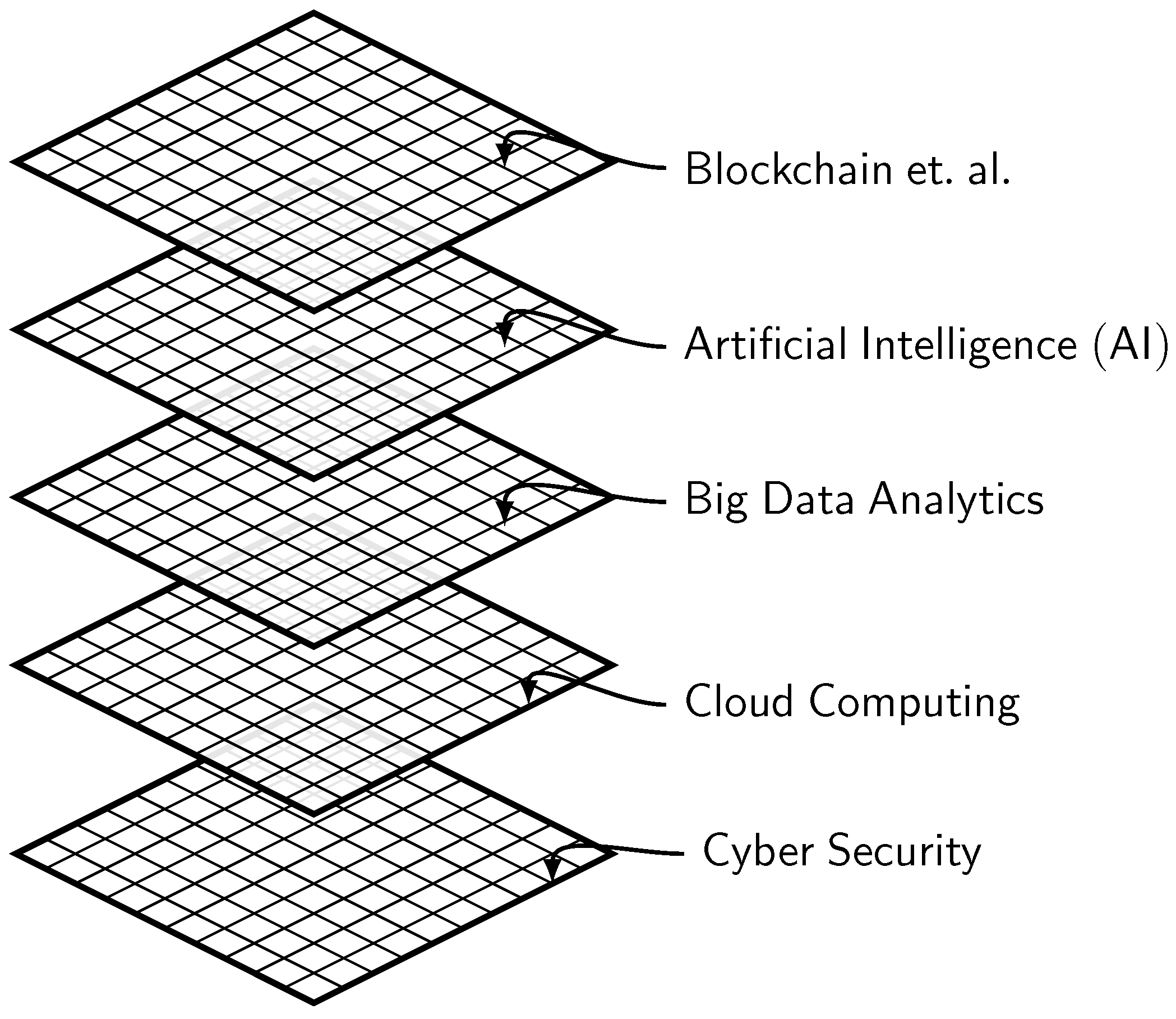{kind=link}
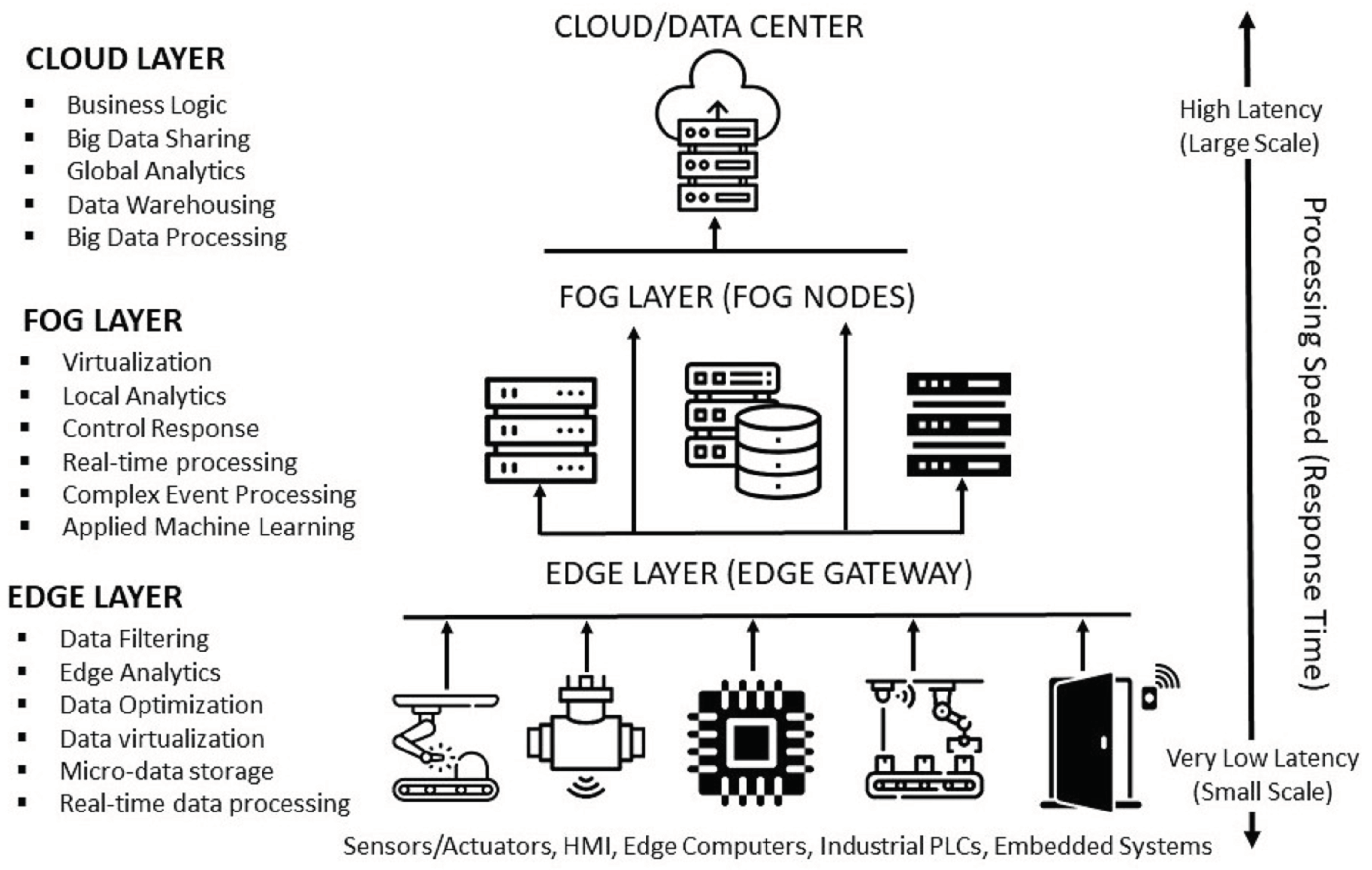{kind=link}
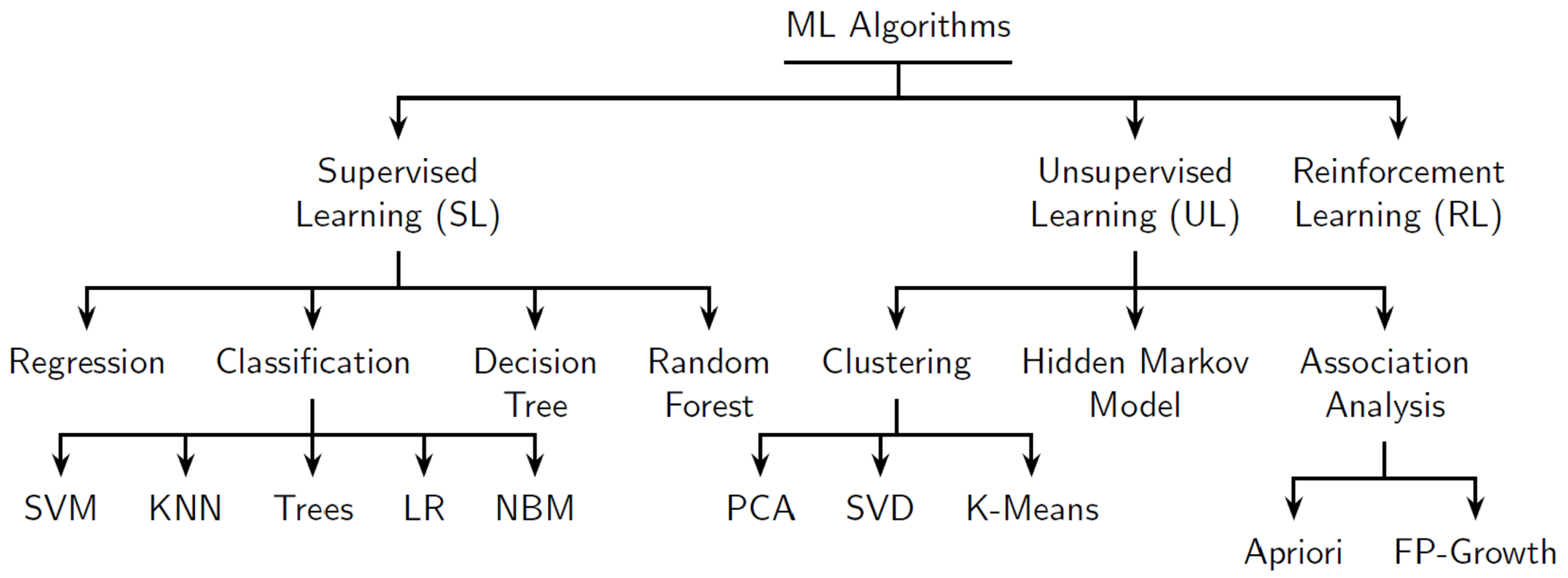{kind=link}
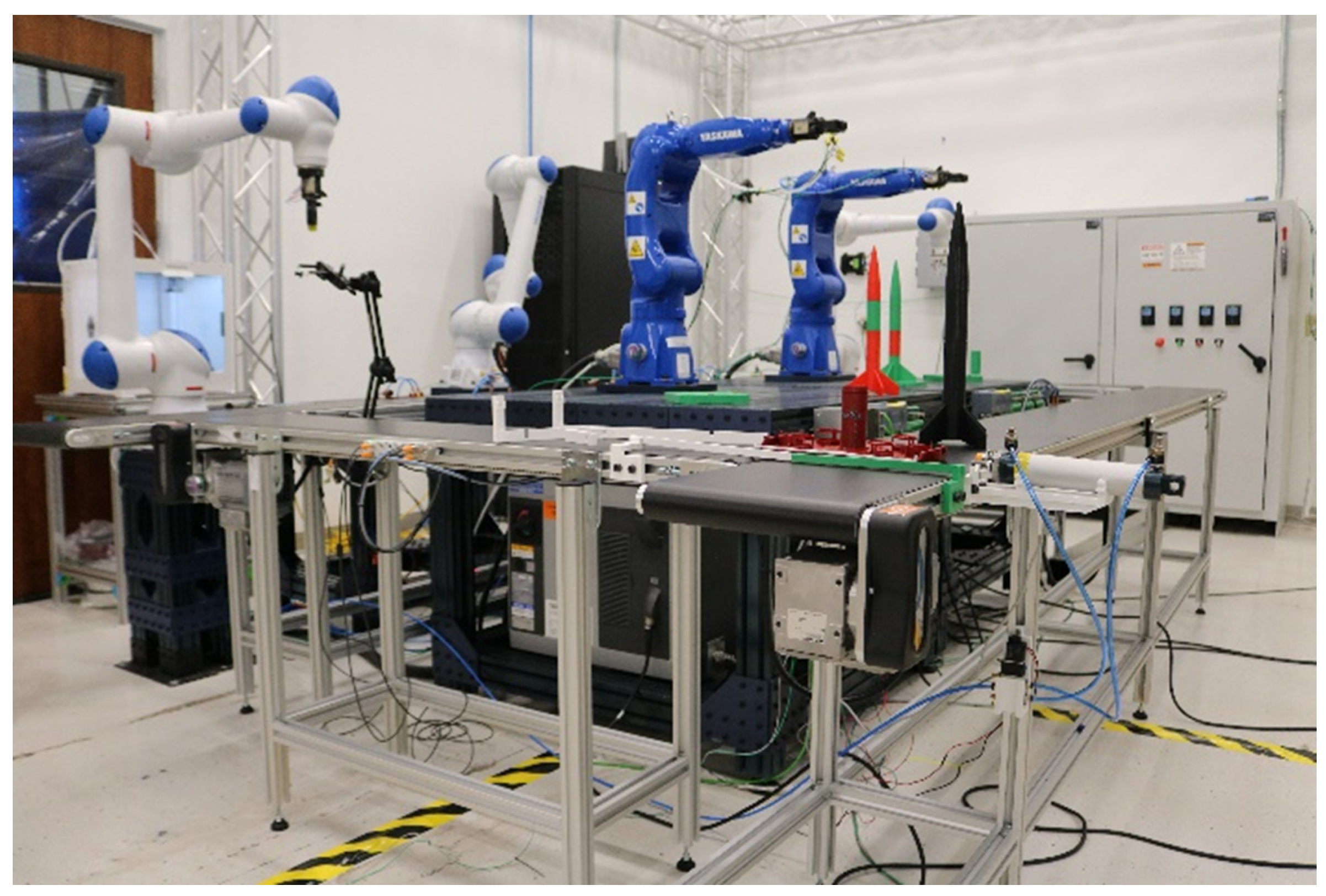{kind=link}
| ISA95 Model Levels | Tools | Standards |
|---|---|---|
| Enterprise Level | ERP | ISO 15704 Enterprise Architecture Requirements |
| ISO 20140 Automation Systems and Integration | ||
| ISO 19439 Enterprise Integration | ||
| ISO 19440 Enterprise Integration | ||
| OAGIS | ||
| BPMN, DMN, PMML | ||
| B2MML | ||
| MOM Level | MOM | IEC 62541, IEC 62837 |
| IEC 62264 (ISA 95) | ||
| ISO 22400 | ||
| OAGIS | ||
| PMML | ||
| DMIS, QIF | ||
| SCADA Level | HMI/DCS | IEC 62541 (OPC UA) |
| IEC 61512 (ISA 88) | ||
| Modbus | ||
| BatchML, PACKML | ||
| IEC 62541 (OPC UA) | ||
| Device Level | Field Device | MT Connect |
| IEC 61158 (EtherCAT, PROFINET) | ||
| IEC 61784 | ||
| Modbus/Profibus | ||
| PROFlenergy | ||
| IEC 62591/HART | ||
| IEC 62541(FDI) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Anumbe, N.; Saidy, C.; Harik, R. A Primer on the Factories of the Future. Sensors 2022, 22, 5834. https://doi.org/10.3390/s22155834
Anumbe N, Saidy C, Harik R. A Primer on the Factories of the Future. Sensors. 2022; 22(15):5834. https://doi.org/10.3390/s22155834
Chicago/Turabian StyleAnumbe, Noble, Clint Saidy, and Ramy Harik. 2022. "A Primer on the Factories of the Future" Sensors 22, no. 15: 5834. https://doi.org/10.3390/s22155834
APA StyleAnumbe, N., Saidy, C., & Harik, R. (2022). A Primer on the Factories of the Future. Sensors, 22(15), 5834. https://doi.org/10.3390/s22155834