
Fringe Projection Profilometry in Production Metrology: A Multi-Scale Comparison in Sheet-Bulk Metal Forming

 , , , ,
, , , ,  ,
,  , ,
, , 

Abstract
1. Introduction
2. Problem Definition
2.1. Scope of the Metrological Problem
2.2. Motivation of the Conducted Experiments and Differentiation from the State of the Art
3. 3D Scanner Overview
4. Experiment 1: Systematic Comparison of the Measuring Volumes by Scanning with a Calibrated Sphere
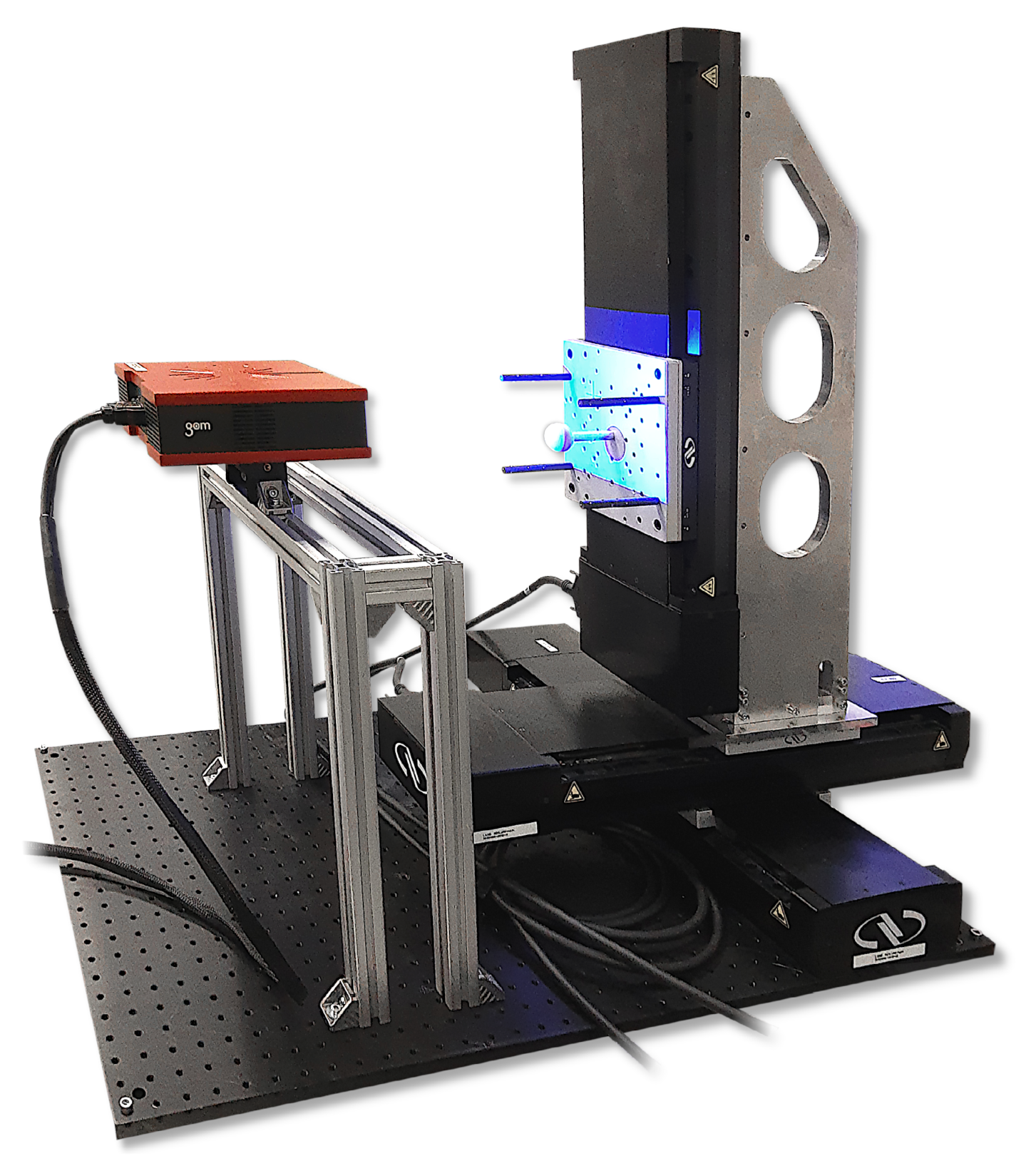
4.1. Experimental Setup
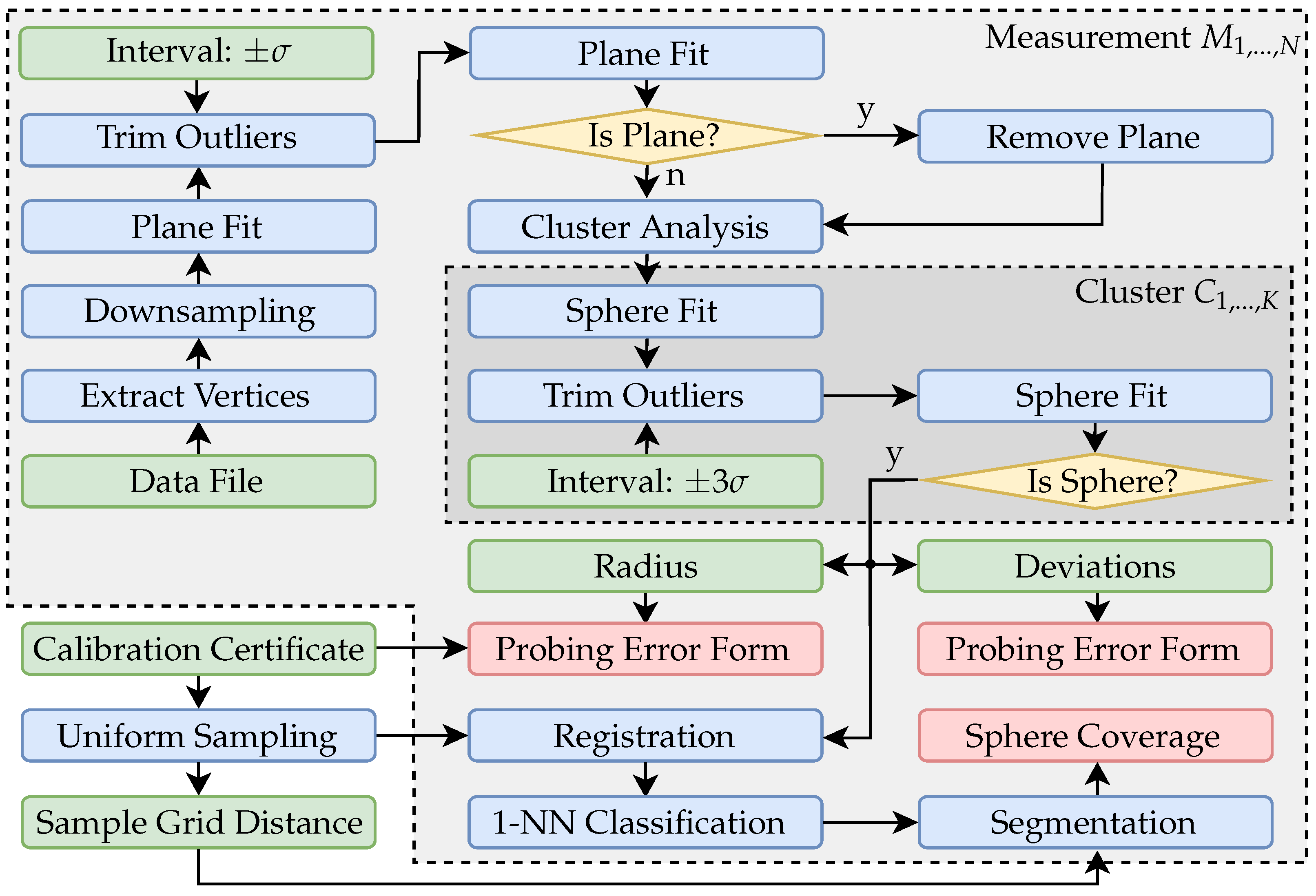
4.2. Data Processing
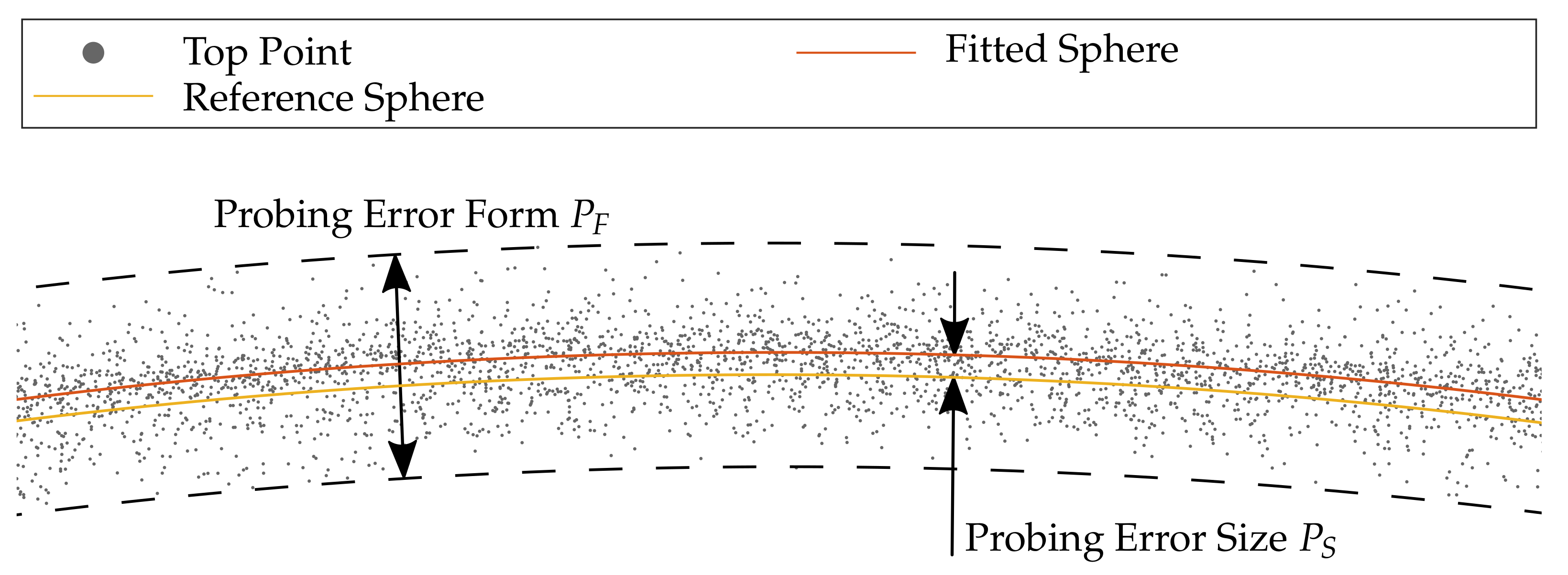
4.3. Quality Metric: Probing Error
4.4. Quality Metric: Sphere Coverage
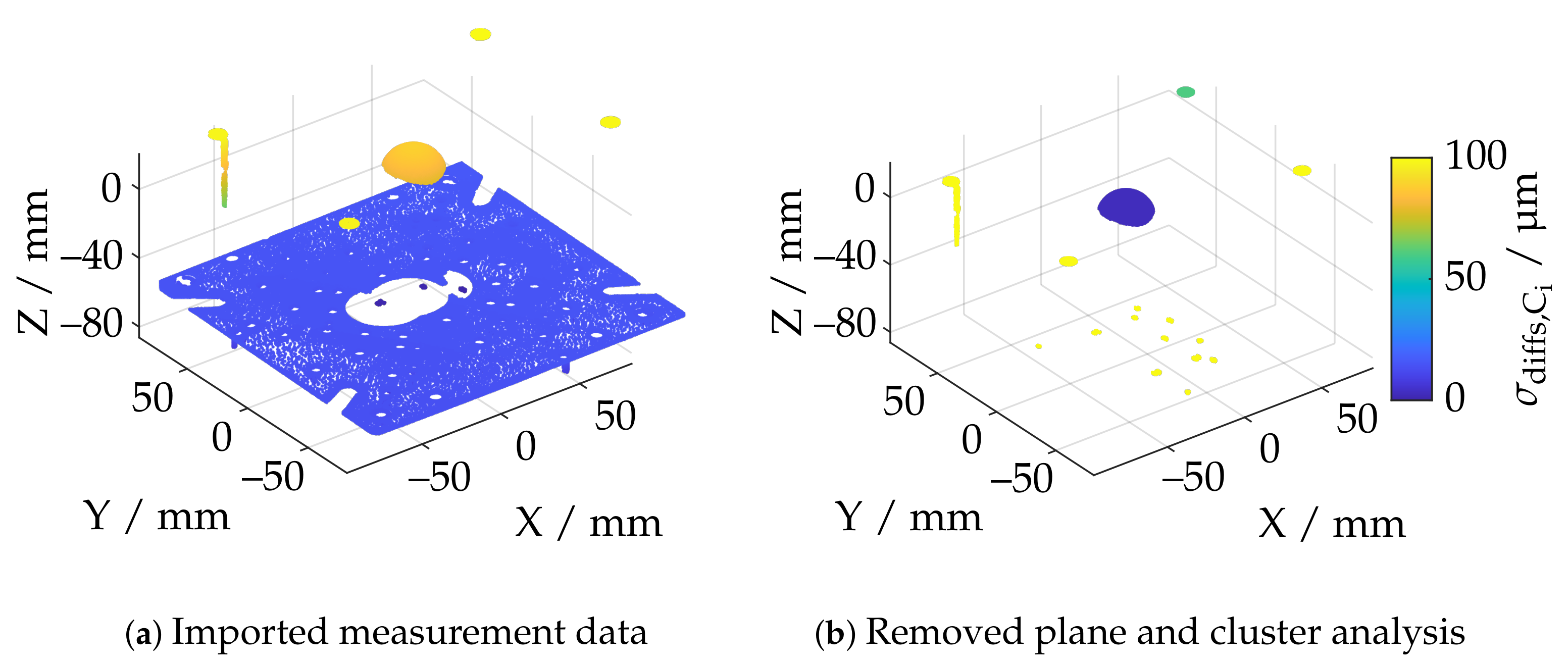
4.5. Outlier Removal
4.6. Uncertainty Considerations
5. Experiment 2: Effects of the Different Measurement Systems on the Reconstruction of Process Related Geometric Features
6. Results—Experiment 1: Systematic Comparison of the Measuring Volumes by Scanning with a Calibrated Sphere
6.1. Sphere Coverage
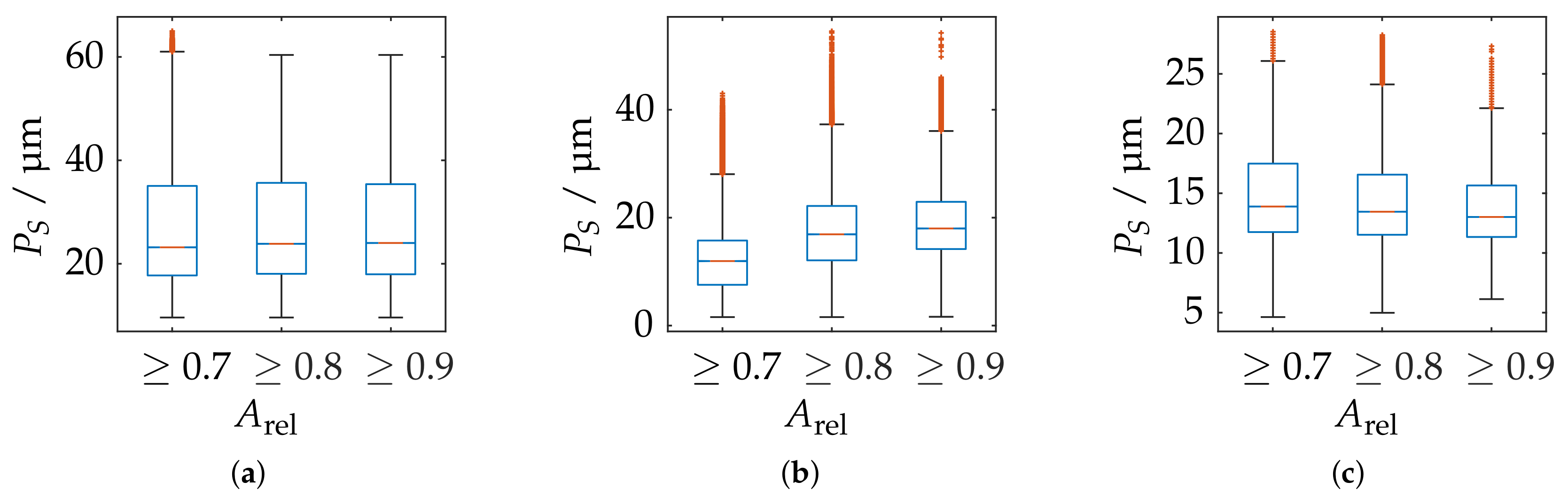
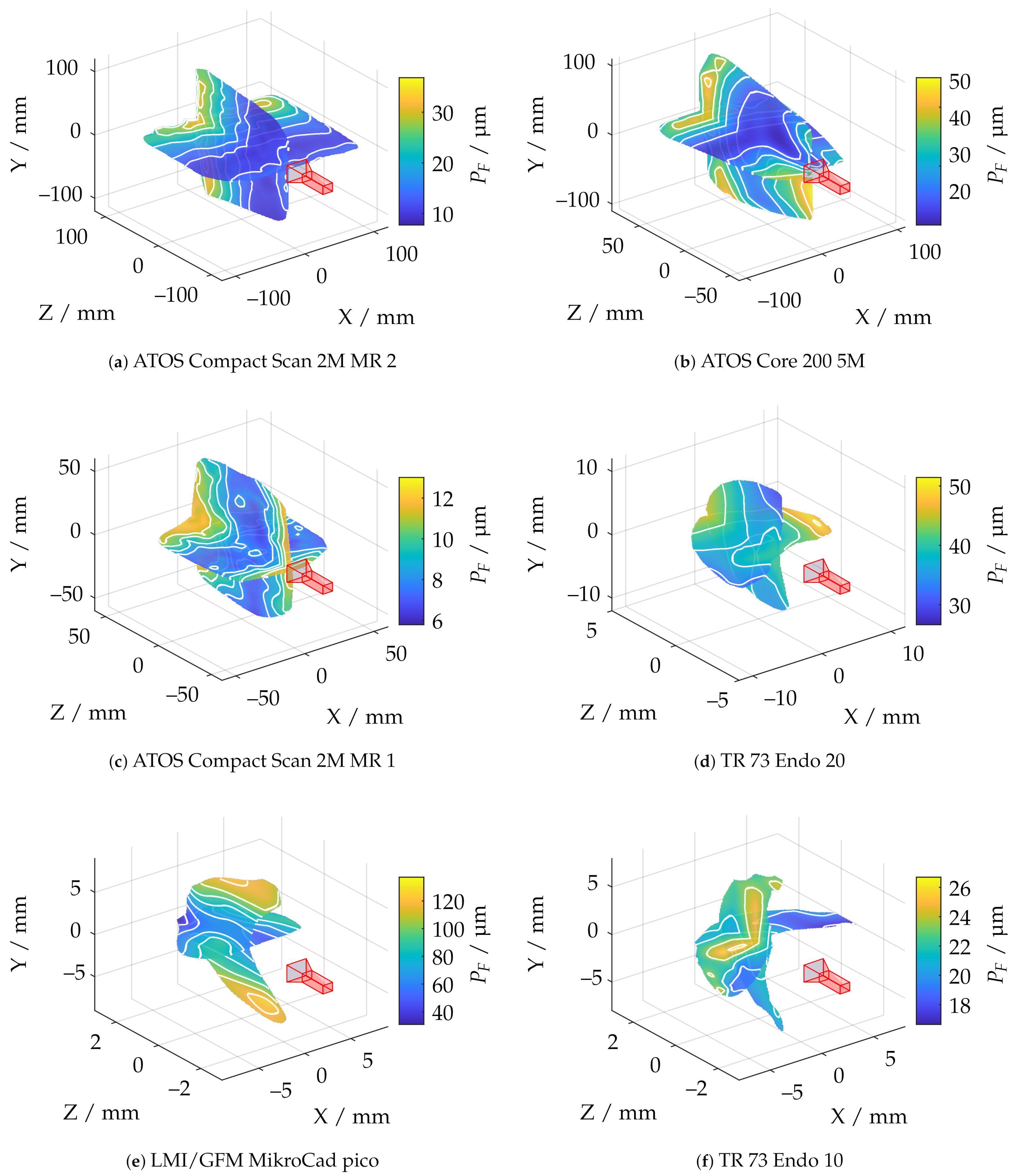
6.2. Probing Error Size
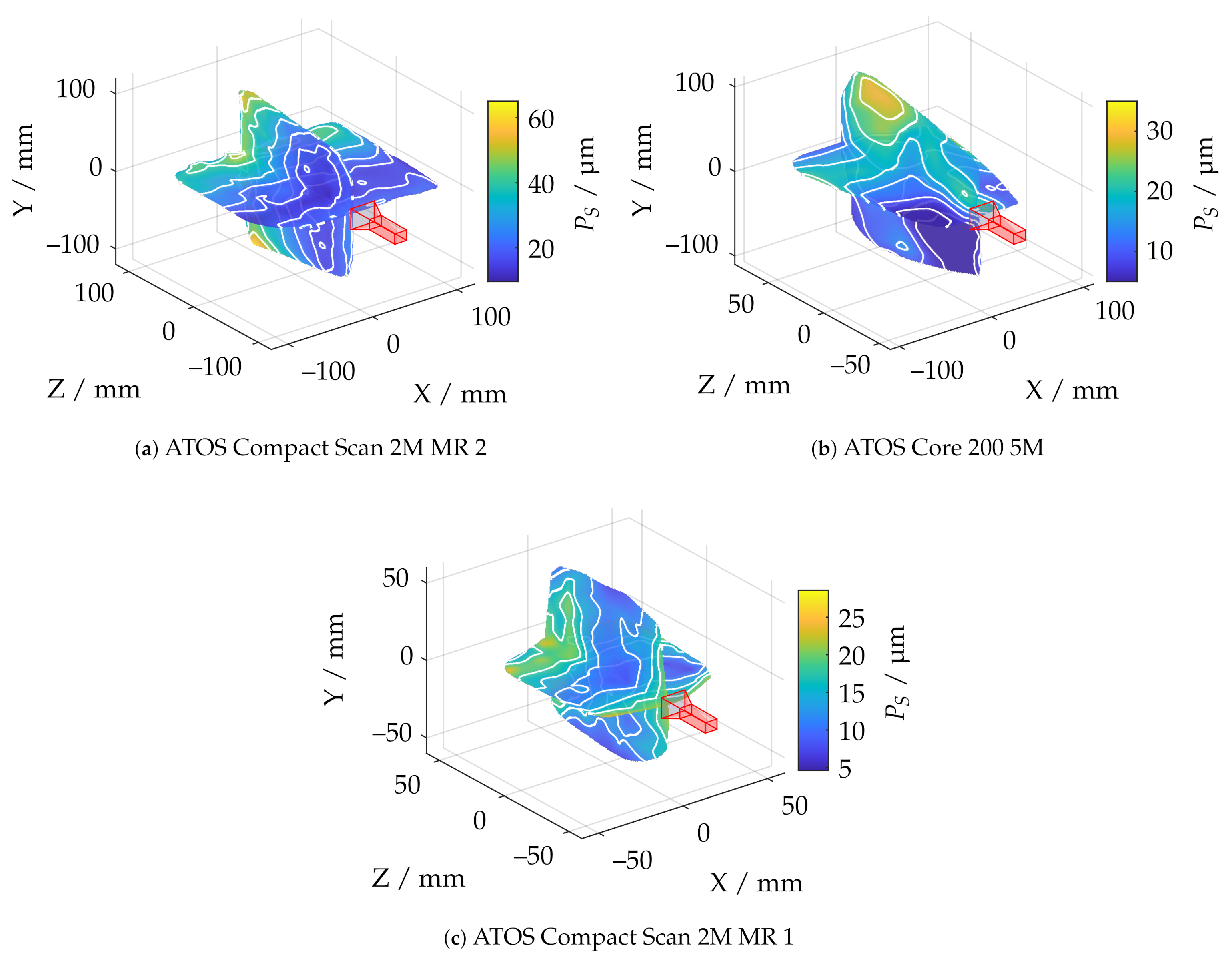
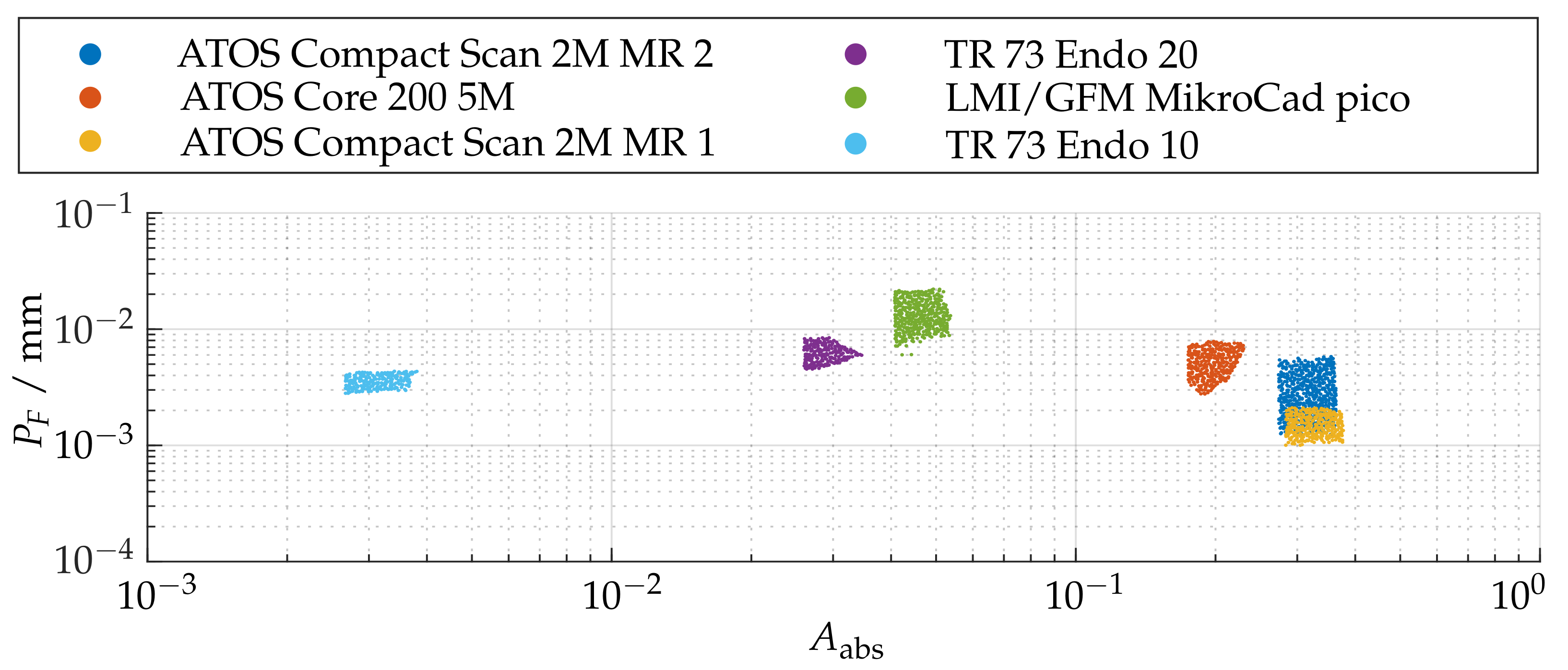
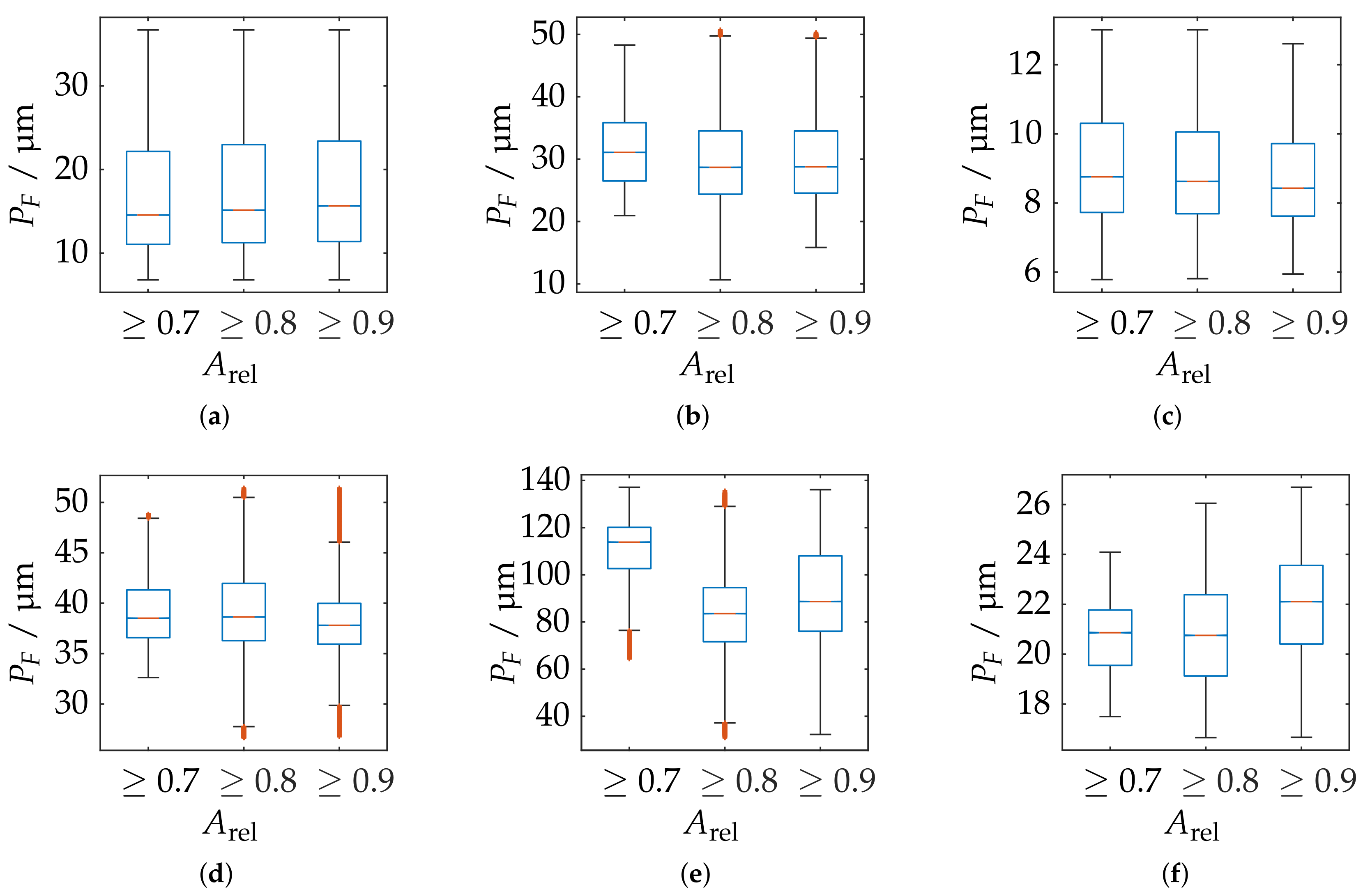
6.3. Probing Error Form
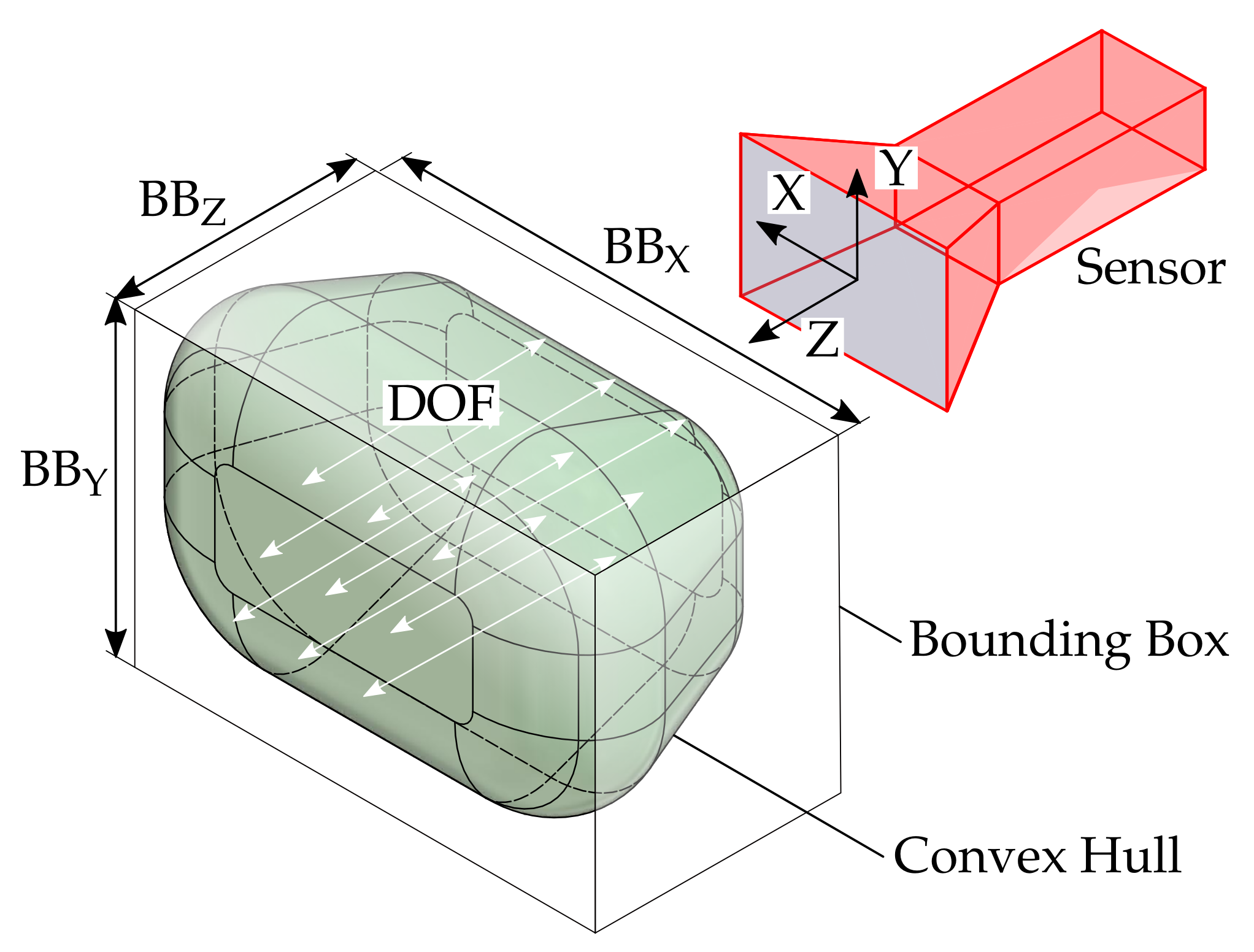
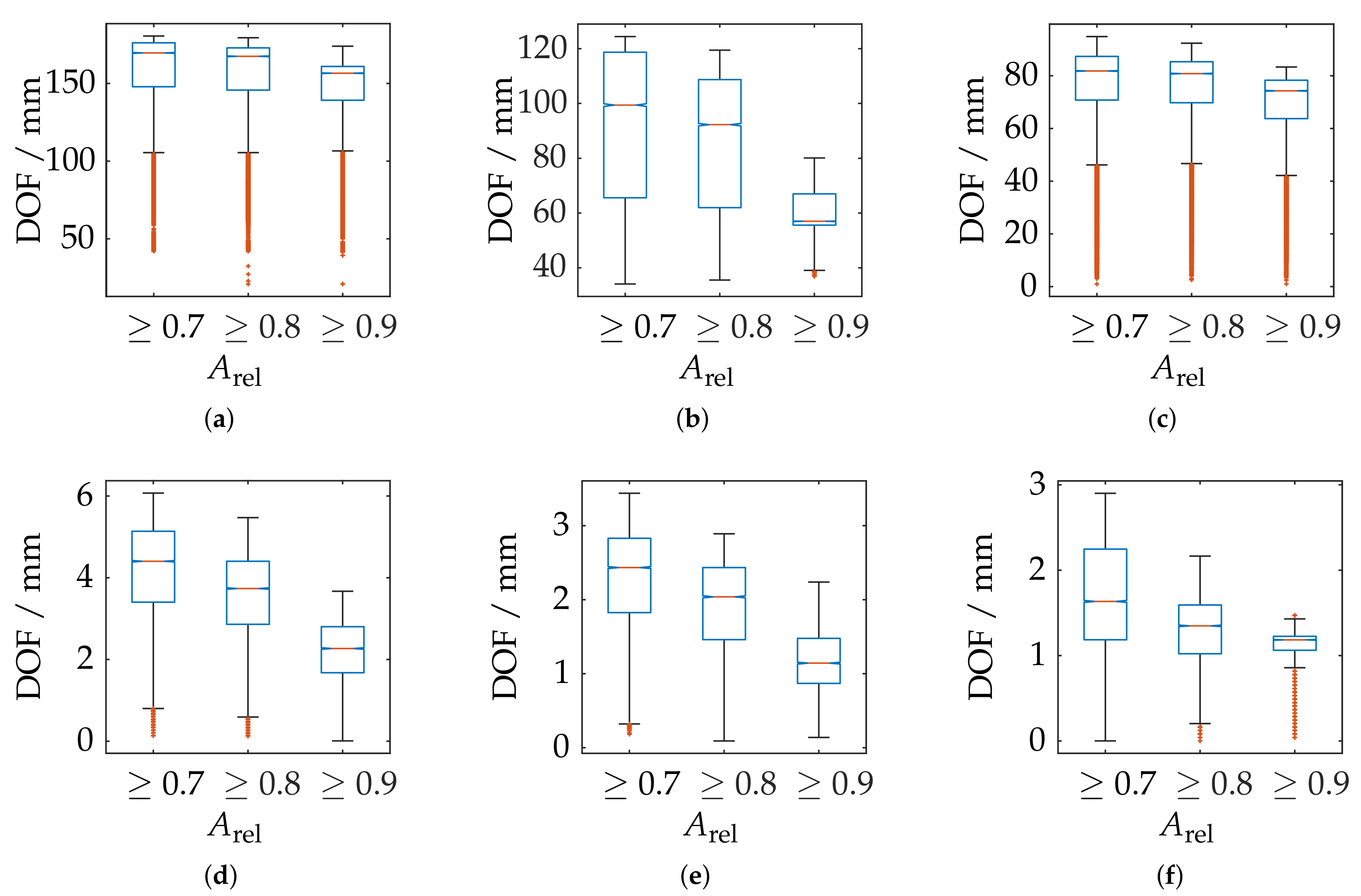
6.4. Size of the Measuring Volume
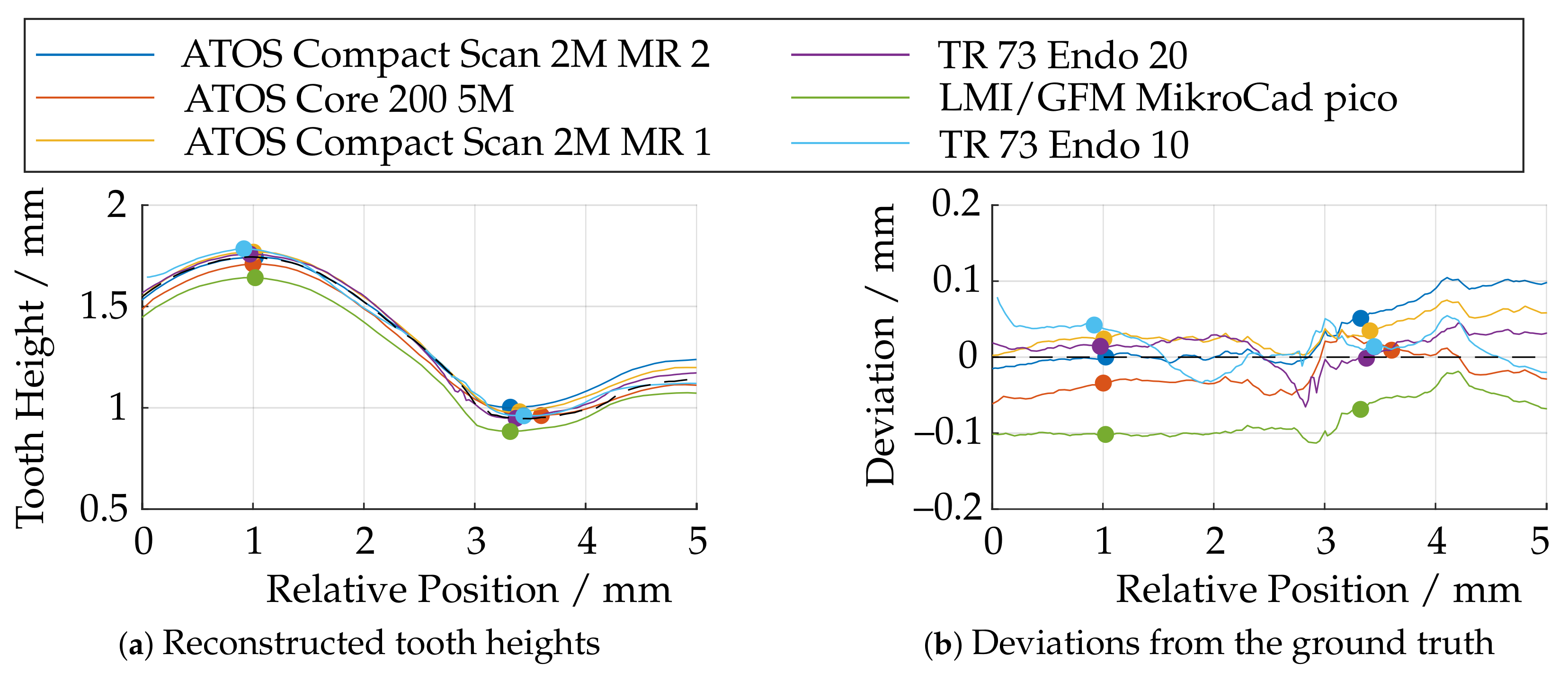
7. Results—Experiment 2: Systematic Comparison of the Measuring Volumes by Scanning with a Calibrated Sphere
8. Discussion
9. Conclusions
10. Further Research
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| BB | Bounding box |
| CAD | Computer aided design |
| CLSM | Confocal laser scanning microscope |
| DOF | Depth of field |
| FEM | Finite element method |
| FPP | Fringe projection profilometry |
| HDR | High dynamic range |
| ICP | Iterative closest point (algorithm) |
| MR | Measuring range |
| NN | Nearest neighbor |
| SBMF | Sheet-bulk metal forming |
| SLASSY | Self-learning assistance system |
| TCRC | Transregional collaborative research center |
| WD | Working distance |
References
- Lopatin, E. Methodological approaches to research resource saving industrial enterprises. Int. J. Energy Econ. Policy 2019, 9, 181–187. [Google Scholar] [CrossRef]
- Merklein, M.; Koch, J.; Schneider, T.; Opel, S.; Vierzigmann, U. Manufacturing of complex functional components with variants by using a new metal forming process – sheet-bulk metal forming. Int. J. Mater. Form. 2010, 3, 347–350. [Google Scholar] [CrossRef]
- Sun, X.L.; Zhuang, X.C.; Yang, F.C.; Zhao, Z. Reduction of die roll height in duplex gears through a sheet-bulk metal forming method. Adv. Manuf. 2019, 7, 42–51. [Google Scholar] [CrossRef]
- Merklein, M.; Allwood, J.; Behrens, B.A.; Brosius, A.; Hagenah, H.; Kuzman, K.; Mori, K.; Tekkaya, A.; Weckenmann, A. Bulk forming of sheet metal. CIRP Ann. 2012, 61, 725–745. [Google Scholar] [CrossRef]
- Behrens, B.A.; Hübner, S.; Müller, P.; Besserer, H.B.; Gerstein, G.; Koch, S.; Rosenbusch, D. New Multistage Sheet-Bulk Metal Forming Process Using Oscillating Tools. Metals 2020, 10, 617. [Google Scholar] [CrossRef]
- Koch, S. Prozessentwicklung zur Herstellung verzahnter Bauteile durch Blechmassivumformung = Process Development for the Production of Toothed Components by Sheet-Bulk Metal Forming; TEWISS Verlag: Garbsen, Germany, 2020. [Google Scholar]
- Behrens, B.A.; Tillmann, W.; Biermann, D.; Hübner, S.; Stangier, D.; Freiburg, D.; Meijer, A.; Koch, S.; Rosenbusch, D.; Müller, P. Influence of Tailored Surfaces and Superimposed-Oscillation on Sheet-Bulk Metal Forming Operations. J. Manuf. Mater. Process. 2020, 4, 41. [Google Scholar] [CrossRef]
- Müller, P.; Rosenbusch, D.; Wehmeyer, J.; Hübner, S.; Behrens, B.A. Investigations of forming force, friction values and surface qualities in ring compression tests using oscillating tools. In Production at the Leading Edge of Technology; Springer: Berlin/Heidelberg, Germany, 2019; pp. 73–81. [Google Scholar] [CrossRef]
- Schulte, R.; Papke, T.; Lechner, M.; Merklein, M. Additive Manufacturing of Tailored Blank for Sheet-Bulk Metal Forming Processes. IOP Conf. Ser. Mater. Sci. Eng. 2020, 967, 012034. [Google Scholar] [CrossRef]
- Opel, S.; Schneider, T.; Merklein, M. Manufacturing of Geared Sheet Metal Components Using Flexible Rolled Tailored Blanks. Key Eng. Mater. 2013, 554–557, 1459–1470. [Google Scholar] [CrossRef]
- von Eiff, H.; Hirschmann, K.H.; Lechner, G. Influence of Gear Tooth Geometry on Tooth Stress of External and Internal Gears. J. Mech. Des. 1990, 112, 575–583. [Google Scholar] [CrossRef]
- Razavi, S.; Ferro, P.; Berto, F.; Torgersen, J. Fatigue strength of blunt V-notched specimens produced by selective laser melting of Ti-6Al-4V. Theor. Appl. Fract. Mech. 2018, 97, 376–384. [Google Scholar] [CrossRef]
- Nye, T.W.; Kraml, R.P. Harmonic Drive Gear Error: Characterization and Compensation for Precision Pointing and Tracking. In Proceedings of the 25th Aerospace Mechanisms Symposium, NASA CP-3113, Pasadena, CA, USA, 8–10 May 1991; pp. 237–252. [Google Scholar]
- Niesłony, A. Determination of fragments of multiaxial service loading strongly influencing the fatigue of machine components. Mech. Syst. Signal Process. 2009, 23, 2712–2721. [Google Scholar] [CrossRef]
- Besserer, H.B.; Hildenbrand, P.; Gerstein, G.; Rodman, D.; Nürnberger, F.; Merklein, M.; Maier, H.J. Ductile Damage and Fatigue Behavior of Semi-Finished Tailored Blanks for Sheet-Bulk Metal Forming Processes. J. Mater. Eng. Perform. 2016, 25, 1136–1142. [Google Scholar] [CrossRef]
- Wackenrohr, S.; Nürnberger, F.; Maier, H.J. Fatigue Life Compliant Process Design for the Manufacturing of Cold Die Rolled Components. In Lecture Notes in Production Engineering; Springer International Publishing: Berlin, Germany, 2020; pp. 568–585. [Google Scholar] [CrossRef]
- Sauer, C.; Schleich, B.; Wartzack, S. Simultaneous Development of a Self-learning Engineering Assistance System. In Lecture Notes in Production Engineering; Springer International Publishing: Berlin, Germany, 2020; pp. 127–146. [Google Scholar] [CrossRef]
- Fayyad, U.; Piatetsky-Shapiro, G.; Smyth, P. From Data Mining to Knowledge Discovery in Databases. AI Mag. 1996, 17, 37. [Google Scholar] [CrossRef]
- Frankowski, G.; Hainich, R. DLP-based 3D metrology by structured light or projected fringe technology for life sciences and industrial metrology. In Emerging Digital Micromirror Device Based Systems and Applications; Hornbeck, L.J., Douglass, M.R., Eds.; SPIE: Bellingham, WA, USA, 2009. [Google Scholar] [CrossRef]
- Weckenmann, A.; Kraemer, P.; Hoffmann, J. Manufacturing Metrology—State of the Art and Prospects. In Proceedings of the 9th International Symposium on Measurement and Quality, Chennai, India, 21–24 November 2007; pp. 1–8. [Google Scholar]
- Ohrt, C.; Hartmann, W.; Weickmann, J.; Kästner, M.; Weckenmann, A.; Hausotte, T.; Reithmeier, E. Holistic Measurement in the Sheet-Bulk Metal Forming Process with Fringe Projection. Key Eng. Mater. 2012, 504–506, 1005–1010. [Google Scholar] [CrossRef]
- Gorthi, S.S.; Rastogi, P. Fringe projection techniques: Whither we are? Opt. Lasers Eng. 2010, 48, 133–140. [Google Scholar] [CrossRef]
- Gerbino, S.; Giudice, D.M.D.; Staiano, G.; Lanzotti, A.; Martorelli, M. On the influence of scanning factors on the laser scanner-based 3D inspection process. Int. J. Adv. Manuf. Technol. 2015, 84, 1787–1799. [Google Scholar] [CrossRef]
- Notni, G.H.; Notni, G. Digital fringe projection in 3D shape measurement: An error analysis. In Optical Measurement Systems for Industrial Inspection III; Osten, W., Kujawinska, M., Creath, K., Eds.; SPIE: Bellingham, WA, USA, 2003. [Google Scholar] [CrossRef]
- Feng, S.; Zhang, Y.; Chen, Q.; Zuo, C.; Li, R.; Shen, G. General solution for high dynamic range three-dimensional shape measurement using the fringe projection technique. Opt. Lasers Eng. 2014, 59, 56–71. [Google Scholar] [CrossRef]
- Hinz, L.; Kästner, M.; Reithmeier, E. Adaptive merging of large datasets of a 3D measuring endoscope in an industrial environment. In Optics and Photonics for Advanced Dimensional Metrology; de Groot, P.J., Leach, R.K., Picart, P., Eds.; SPIE: Bellingham, WA, USA, 2020. [Google Scholar] [CrossRef]
- VDI/VDE 2634-3:2008-12. Optical 3D-Measuring Systems—Multiple View Systems Based on Area Scanning; Beuth Verlag GmbH: Berlin, Germany, 2008. [Google Scholar]
- VDI/VDE 2634-2:2012-08. Optical 3D Measuring Systems—Optical Systems Based on Area Scanning; Beuth Verlag GmbH: Berlin, Germany, 2012. [Google Scholar]
- DIN EN ISO 14253-1:2018-07. Geometrical Product Specifications (GPS)—Inspection by Measurement of Workpieces and Measuring Equipment—Part 1: Decision Rules for Verifying Conformity or Nonconformity with Specifications (ISO 14253-1:2017); Beuth Verlag GmbH: Berlin, Germany, 2017. [Google Scholar]
- DIN EN ISO 10360-7:2003-07. Geometrical Product Specifications (GPS)—Acceptance and Reverification Tests for Coordinate Measuring Machines (CMM)—Part 7: CMMs Equipped with Imaging Probing Systems (ISO 10360-7:2011); Beuth Verlag GmbH: Berlin, Germany, 2011. [Google Scholar]
- DIN EN ISO 10360-5:2020-11. Geometrical Product Specifications (GPS)—Acceptance and Reverification Tests for Coordinate Measuring Systems (CMS)—Part 5: Coordinate Measuring Machines (CMMs) Using Single and Multiple Stylus Contacting Probing Systems Using Discrete Point and/or Scanning Measuring Mode (ISO 10360-5:2020); Beuth Verlag GmbH: Berlin, Germany, 2020. [Google Scholar]
- DIN EN ISO 10360-8:2014-03. Geometrical Product Specifications (GPS)—Acceptance and Reverification Tests for Coordinate Measuring Systems (CMS)—Part 8: CMMs with Optical Distance Sensors (ISO 10360-8:2013); Beuth Verlag GmbH: Berlin, Germany, 2014. [Google Scholar]
- VDI/VDE 2617-6.2:2021-02. Accuracy of Coordinate Measuring Machines—Characteristics and Their Testing—Guideline for the Application of DIN EN ISO 10360-8 to Coordinate Measuring Machines with Optical Distance Sensors; Beuth Verlag GmbH: Berlin, Germany, 2021. [Google Scholar]
- Metzner, S.; Hausotte, T.; Loderer, A. Ganzheitliche dimensionelle Messung von blechmassivumgeformten Bauteilen. Tm Tech. Mess. 2017, 84. [Google Scholar] [CrossRef]
- Metzner, S.; Hausotte, T. Automatic camera calibration and sensor registration of a multi-sensor fringe measurement system using hexapod positioning. In Optical Measurement Systems for Industrial Inspection XI; Lehmann, P., Osten, W., Gonçalves, A.A., Eds.; SPIE: Bellingham, WA, USA, 2019. [Google Scholar] [CrossRef]
- Ohrt, C.; Kästner, M.; Reithmeier, E. High resolution measurements of filigree, inner geometries with endoscopic micro fringe projection. In Optical Measurement Systems for Industrial Inspection VIII; Lehmann, P.H., Osten, W., Albertazzi, A., Eds.; SPIE: Bellingham, WA, USA, 2013. [Google Scholar] [CrossRef]
- Matthias, S. A Flexible Endoscopic Structured Light 3-D Sensor: Design, Models and Image Processing; TEWISS—Technik und Wissen GmbH: Garbsen, Germany, 2018. [Google Scholar] [CrossRef]
- Matthias, S.; Loderer, A.; Koch, S.; Gröne, M.; Kästner, M.; Hübner, S.; Krimm, R.; Reithmeier, E.; Hausotte, T.; Behrens, B.A. Metrological solutions for an adapted inspection of parts and tools of a sheet-bulk metal forming process. Prod. Eng. 2015, 10, 51–61. [Google Scholar] [CrossRef]
- Hinz, L.; Kästner, M.; Reithmeier, E. Metal Forming Tool Monitoring Based on a 3D Measuring Endoscope Using CAD Assisted Registration. Sensors 2019, 19, 2084. [Google Scholar] [CrossRef]
- Servin, M.; Estrada, J.C.; Quiroga, J.A. The general theory of phase shifting algorithms. Opt. Express 2009, 17, 21867. [Google Scholar] [CrossRef]
- Salvi, J.; Pagès, J.; Batlle, J. Pattern codification strategies in structured light systems. Pattern Recognit. 2004, 37, 827–849. [Google Scholar] [CrossRef]
- Creath, K. V Phase-Measurement Interferometry Techniques. In Progress in Optics; Elsevier: Amsterdam, The Netherlands, 1988; pp. 349–393. [Google Scholar] [CrossRef]
- Servin, M.; Quiroga, J.A.; Padilla, J.M. (Eds.) Fringe Pattern Analysis for Optical Metrology; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2014. [Google Scholar] [CrossRef]
- Hartley, R.; Zisserman, A. Multiple View Geometry in Computer Vision; Cambridge University Press: Cambridge, UK, 2004. [Google Scholar] [CrossRef]
- Zhang, Z. A flexible new technique for camera calibration. IEEE Trans. Pattern Anal. Mach. Intell. 2000, 22, 1330–1334. [Google Scholar] [CrossRef]
- Heikkila, J.; Silven, O. A four-step camera calibration procedure with implicit image correction. In Proceedings of the IEEE Computer Society Conference on Computer Vision and Pattern Recognition, San Juan, PR, USA, 17–19 June 1997. [Google Scholar] [CrossRef]
- Bouguet, J. Camera Calibration Toolbox for MATLAB. Computational Vision at the California Institute of Technology. 2001. Available online: http://www.vision.caltech.edu/bouguetj/calib_doc/ (accessed on 27 March 2021).
- Brown, D. Decentering the distortion of lenses. Photogramm. Eng. 1966, 32, 444–462. [Google Scholar]
- DIN EN ISO 10360-2:2010-06. Geometrical Product Specifications (GPS)—Acceptance and Reverification Tests for Coordinate Measuring Machines (CMM)—Part 2: CMMs Used for Measuring Linear Dimensions (ISO 10360-2:2009); Beuth Verlag GmbH: Berlin, Germany, 2010. [Google Scholar]
- Hinz, L.; Kästner, M.; Reithmeier, E. A 3D Measuring Endoscope for Use in Sheet-Bulk Metal Forming: Design, Algorithms, Applications and Results. In Lecture Notes in Production Engineering; Springer International Publishing: Berlin, Germany, 2020; pp. 239–262. [Google Scholar] [CrossRef]
- Ester, M.; Kriegel, H.P.; Sander, J.; Xu, X. A Density-Based Algorithm for Discovering Clusters in Large Spatial Databases with Noise. In Proceedings of the 2nd International Conference on Knowledge Discovery and Data Mining (KDD-96), Portland, OR, USA, 2–4 August 1996; AAAI Press: Portland, OR, USA, 1996; Volume 96, pp. 226–231. [Google Scholar]
- Cook, J.M. Rational formulae for the production of a spherically symmetric probability distribution. Math. Comput. 1957, 11, 81. [Google Scholar] [CrossRef]
- Marsaglia, G. Choosing a Point from the Surface of a Sphere. Ann. Math. Stat. 1972, 43, 645–646. [Google Scholar] [CrossRef]
- Chen, Y.; Medioni, G. Object modeling by registration of multiple range images. In Proceedings of the IEEE International Conference on Robotics and Automation, Sacramento, CA, USA, 9–11 April 1991. [Google Scholar]
- Besl, P.J.; McKay, N.D. A method for registration of 3-D shapes. IEEE Trans. Pattern Anal. Mach. Intell. 1992, 14, 239–256. [Google Scholar] [CrossRef]
- Bentley, J.L. Multidimensional binary search trees used for associative searching. Commun. ACM 1975, 18, 509–517. [Google Scholar] [CrossRef]
- ISO/IEC Guide 98-3:2008. Uncertainty of Measurement—Part 3: Guide to the Expression of Uncertainty in Measurement(GUM:1995); ISO: Genf, Switzerland, 2008; ISBN 92-67-10188-9. [Google Scholar]
- Weickmann, J. Simulation-based determination of local optical probing uncertainty for fringe projection measurements. In Three-Dimensional Imaging, Interaction, and Measurement; Beraldin, J.A., Cheok, G.S., McCarthy, M.B., Neuschaefer-Rube, U., Baskurt, A.M., McDowall, I.E., Dolinsky, M., Eds.; SPIE: Bellingham, WA, USA, 2011. [Google Scholar] [CrossRef]
- Osada, R.; Funkhouser, T.; Chazelle, B.; Dobkin, D. Shape distributions. ACM Trans. Graph. 2002, 21, 807–832. [Google Scholar] [CrossRef]
- Kabsch, W. A solution for the best rotation to relate two sets of vectors. Acta Crystallogr. Sect. A 1976, 32, 922–923. [Google Scholar] [CrossRef]
- Levenberg, K. A method for the solution of certain non-linear problems in least squares. Q. Appl. Math. 1944, 2, 164–168. [Google Scholar] [CrossRef]
- Marquardt, D.W. An Algorithm for Least-Squares Estimation of Nonlinear Parameters. J. Soc. Ind. Appl. Math. 1963, 11, 431–441. [Google Scholar] [CrossRef]
- DIN ISO 1328-1:2018-03. Cylindrical Gears—ISO System of Flank Tolerance Classification—Part 1: Definitions and Allowable Values of Deviations Relevant to Flanks of Gear Teeth (ISO 1328-1:2013); Beuth Verlag GmbH: Berlin, Germany, 2018. [Google Scholar]
- Peng, T.; Gupta, S.K. Algorithms for Generating Adaptive Projection Patterns for 3D Shape Measurement. J. Comput. Inf. Sci. Eng. 2008, 8. [Google Scholar] [CrossRef]
- Illemann, J.; Bartscher, M.; Jusko, O.; Härtig, F.; Neuschaefer-Rube, U.; Wendt, K. Procedure and reference standard to determine the structural resolution in coordinate metrology. Meas. Sci. Technol. 2014, 25, 064015. [Google Scholar] [CrossRef]
- Müller, A.M.; Hausotte, T. Analysis of the random measurement error of areal 3D coordinate measurements exclusively based on measurement repetitions. TM Tech. Mess. 2021, 88, 71–77. [Google Scholar] [CrossRef]































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Manufacturer | Measuring Volume | Resolution | |
|---|---|---|---|---|
| Lateral | Axial | |||
| ATOS Core 200 5M | GOM GmbH (Braunschweig, Germany) | 195 × 143 × 158 | 80 µm | 80 µm |
| ATOS Compact Scan 2M | 125 × 90 × 90 | 75 µm | 75 µm | |
| Measuring Range 1 | ||||
| ATOS Compact Scan 2M | 250 × 190 × 190 | 153 µm | 153 µm | |
| Measuring Range 2 | ||||
| MicroCAD 1,0 | LMI Technologies Inc. | 13 × 10 × 3 | 17 µm | 1 µm |
| (Burnaby, BC, Canada) | ||||
| Former: GF Messtechnik GmbH | ||||
| (Teltow, Germany) | ||||
| Nominal Diameter | Actual Diameter | Roundness | Measurement Uncertainty | |
|---|---|---|---|---|
| Diameter (k = 2) | Roundness | |||
| Ø 30 mm | Ø 29.9915 mm | 0.7 µm | 0.76 µm | 0.5 µm |
| Sensor | Sphere Coverage | Bounding Box / mm | Volume / | |||
|---|---|---|---|---|---|---|
| ATOS Compact Scan 2M MR 2 | 0.9 | 3.28 | 193.48 | 174.93 | 175.09 | 4.98 |
| 0.8 | 2.92 | 200.19 | 187.65 | 181.61 | 5.65 | |
| 0.7 | 2.55 | 205.79 | 195.07 | 182.70 | 5.94 | |
| ATOS Core 200 5M | 0.9 | 2.10 | 136.34 | 188.74 | 93.68 | 1.43 |
| 0.8 | 1.87 | 158.77 | 195.37 | 128.00 | 2.68 | |
| 0.7 | 1.64 | 160.50 | 199.78 | 131.58 | 2.94 | |
| ATOS Compact Scan 2M MR 1 | 0.9 | 3.40 | 72.75 | 97.89 | 84.83 | 4.71 |
| 0.8 | 3.02 | 80.26 | 104.42 | 94.87 | 6.04 | |
| 0.7 | 2.65 | 83.54 | 107.98 | 96.37 | 6.56 | |
| TR 73 Endo 20 | 0.9 | 3.12 | 13.96 | 11.39 | 4.47 | 2.96 |
| 0.8 | 2.77 | 18.42 | 16.86 | 6.81 | 1.08 | |
| 0.7 | 2.43 | 19.88 | 18.98 | 7.87 | 1.50 | |
| LMI/GFM MikroCad pico | 0.9 | 4.92 | 7.96 | 10.45 | 2.46 | 8.77 |
| 0.8 | 4.37 | 10.89 | 14.49 | 4.29 | 3.25 | |
| 0.7 | 3.82 | 11.64 | 18.05 | 4.84 | 4.92 | |
| TR 73 Endo 10 | 0.9 | 3.44 | 8.32 | 6.88 | 2.57 | 3.87 |
| 0.8 | 3.06 | 13.73 | 12.30 | 3.55 | 2.07 | |
| 0.7 | 2.68 | 16.54 | 17.83 | 4.53 | 5.05 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hinz, L.; Metzner, S.; Müller, P.; Schulte, R.; Besserer, H.-B.; Wackenrohr, S.; Sauer, C.; Kästner, M.; Hausotte, T.; Hübner, S.; et al. Fringe Projection Profilometry in Production Metrology: A Multi-Scale Comparison in Sheet-Bulk Metal Forming. Sensors 2021, 21, 2389. https://doi.org/10.3390/s21072389
Hinz L, Metzner S, Müller P, Schulte R, Besserer H-B, Wackenrohr S, Sauer C, Kästner M, Hausotte T, Hübner S, et al. Fringe Projection Profilometry in Production Metrology: A Multi-Scale Comparison in Sheet-Bulk Metal Forming. Sensors. 2021; 21(7):2389. https://doi.org/10.3390/s21072389
Chicago/Turabian StyleHinz, Lennart, Sebastian Metzner, Philipp Müller, Robert Schulte, Hans-Bernward Besserer, Steffen Wackenrohr, Christopher Sauer, Markus Kästner, Tino Hausotte, Sven Hübner, and et al. 2021. "Fringe Projection Profilometry in Production Metrology: A Multi-Scale Comparison in Sheet-Bulk Metal Forming" Sensors 21, no. 7: 2389. https://doi.org/10.3390/s21072389
APA StyleHinz, L., Metzner, S., Müller, P., Schulte, R., Besserer, H.-B., Wackenrohr, S., Sauer, C., Kästner, M., Hausotte, T., Hübner, S., Nürnberger, F., Schleich, B., Behrens, B.-A., Wartzack, S., Merklein, M., & Reithmeier, E. (2021). Fringe Projection Profilometry in Production Metrology: A Multi-Scale Comparison in Sheet-Bulk Metal Forming. Sensors, 21(7), 2389. https://doi.org/10.3390/s21072389