
Traceable Reference Full Metrology Chain for Innovative Aspheric and Freeform Optical Surfaces Accurate at the Nanometer Level

 , ,
, ,  , ,
, ,  ,
, 
 and
and
Abstract
1. Introduction
2. Design and Manufacturing of Innovative Thermo-Invariant Material Measures
3. Selected Measurement Instruments
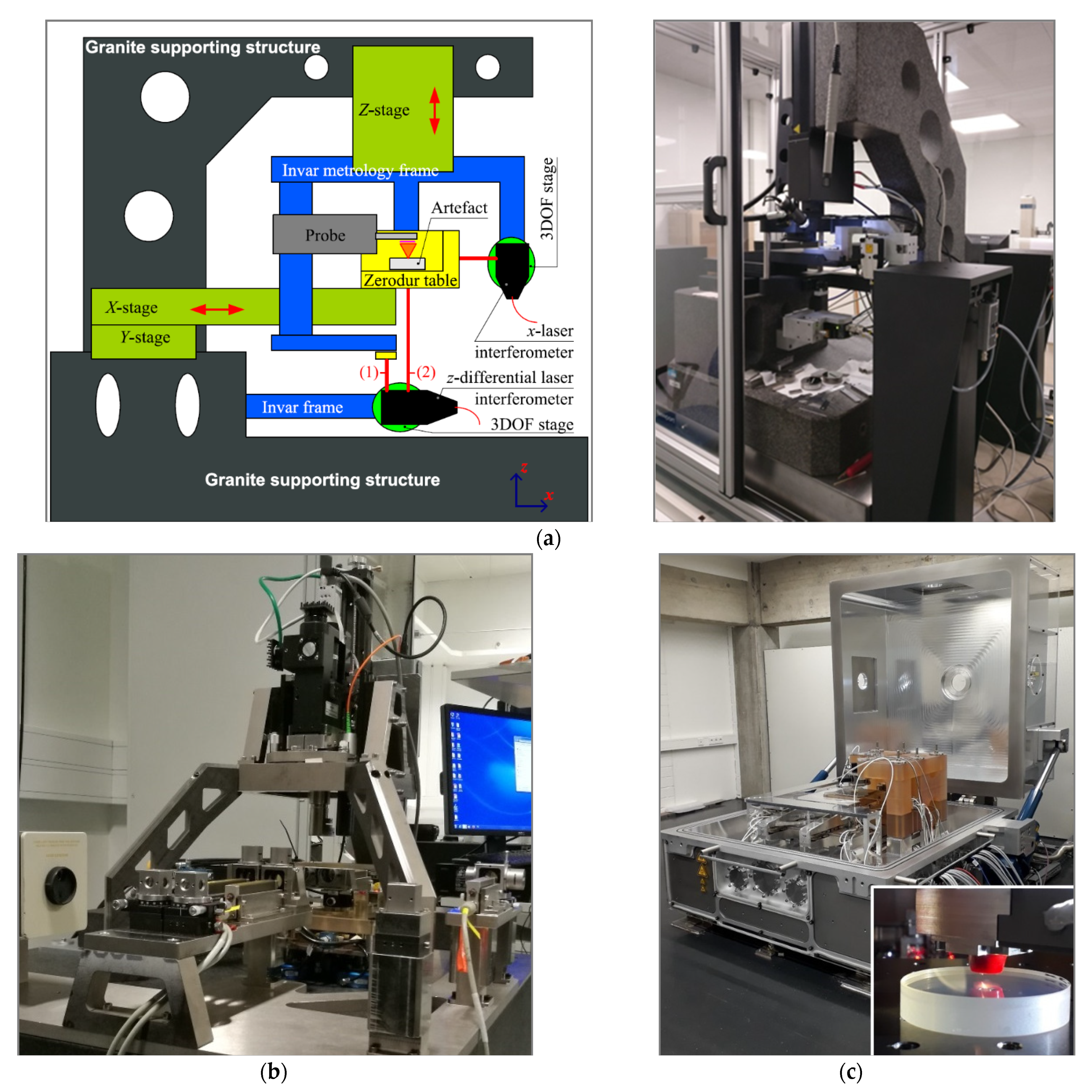
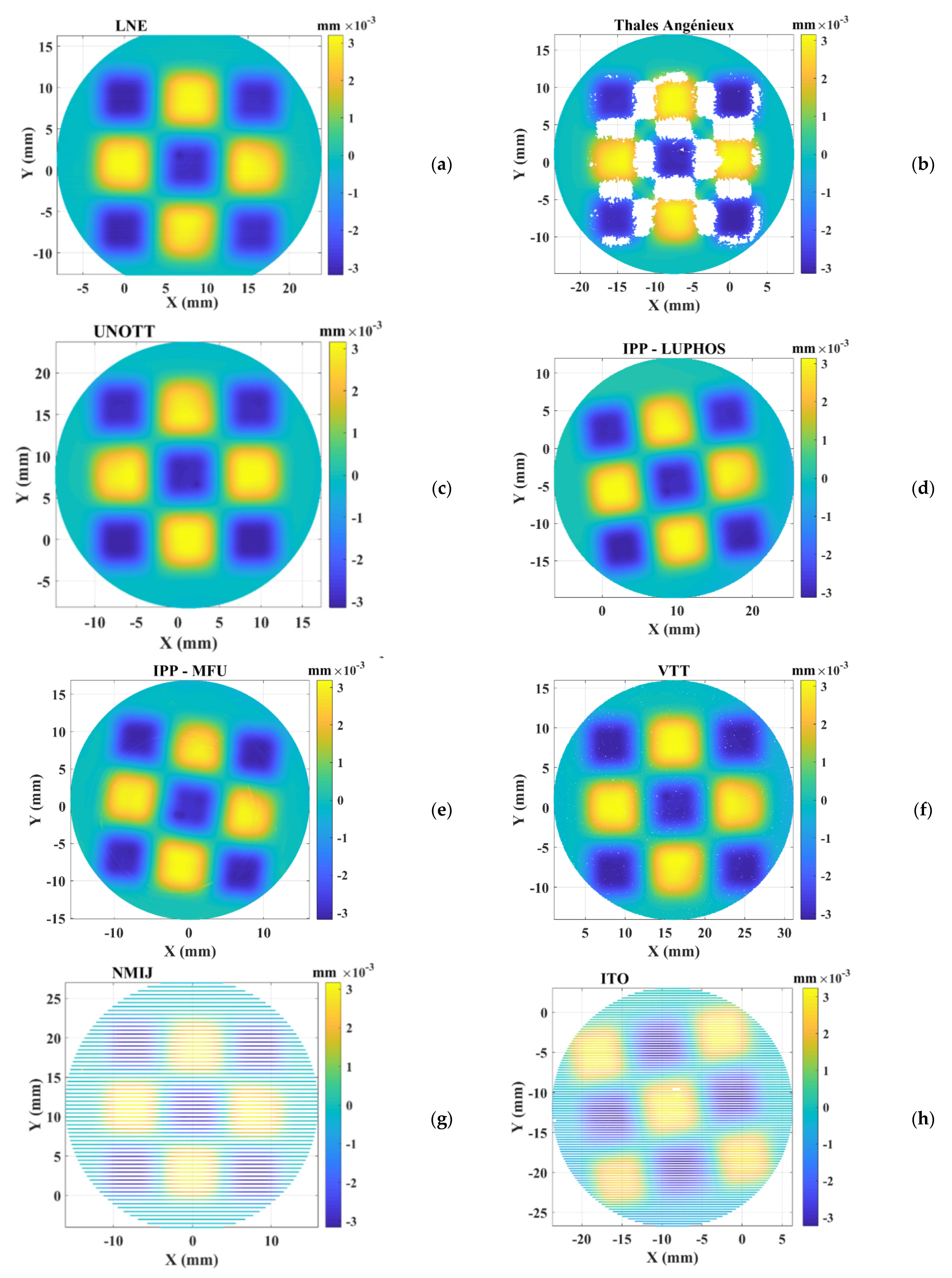
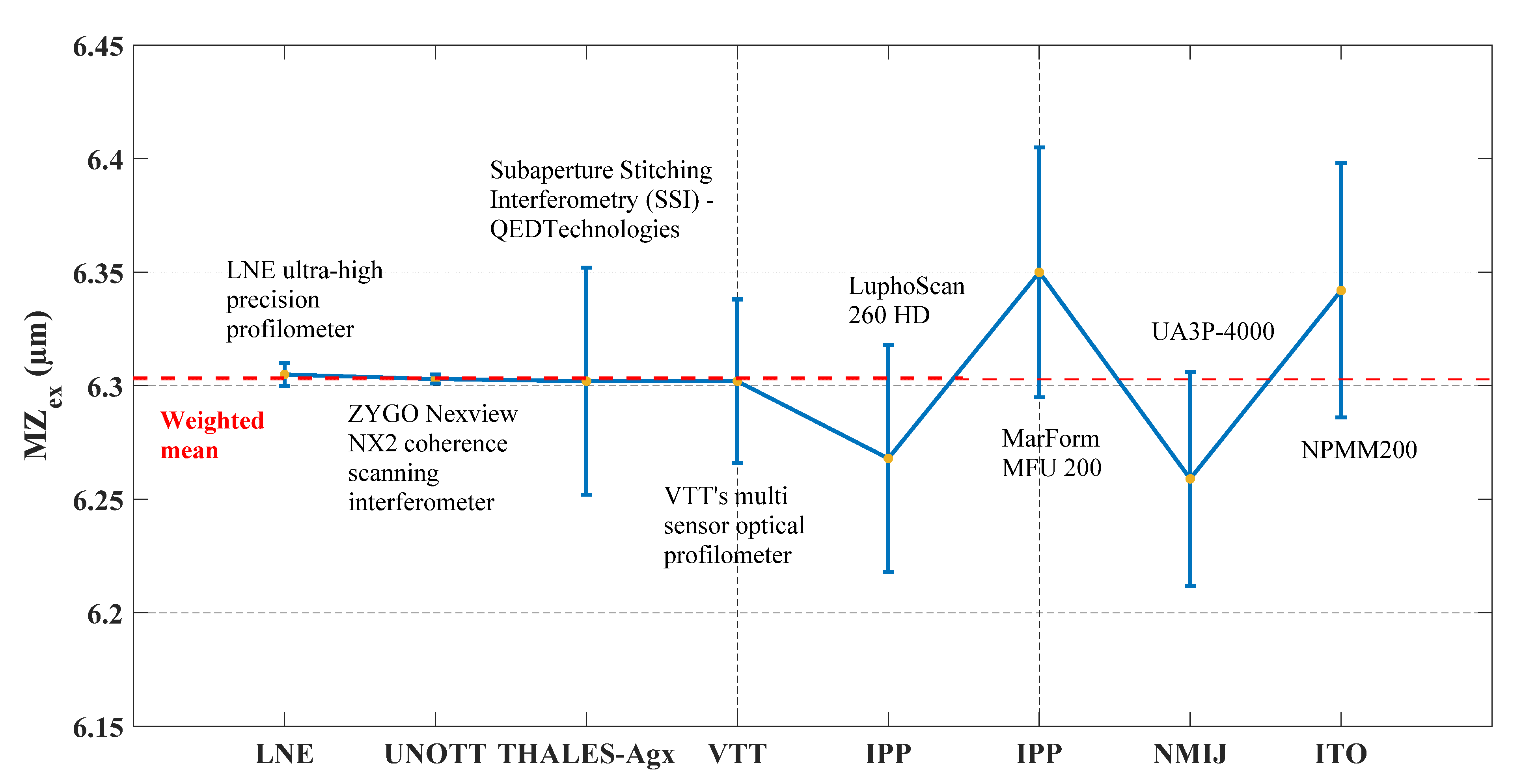
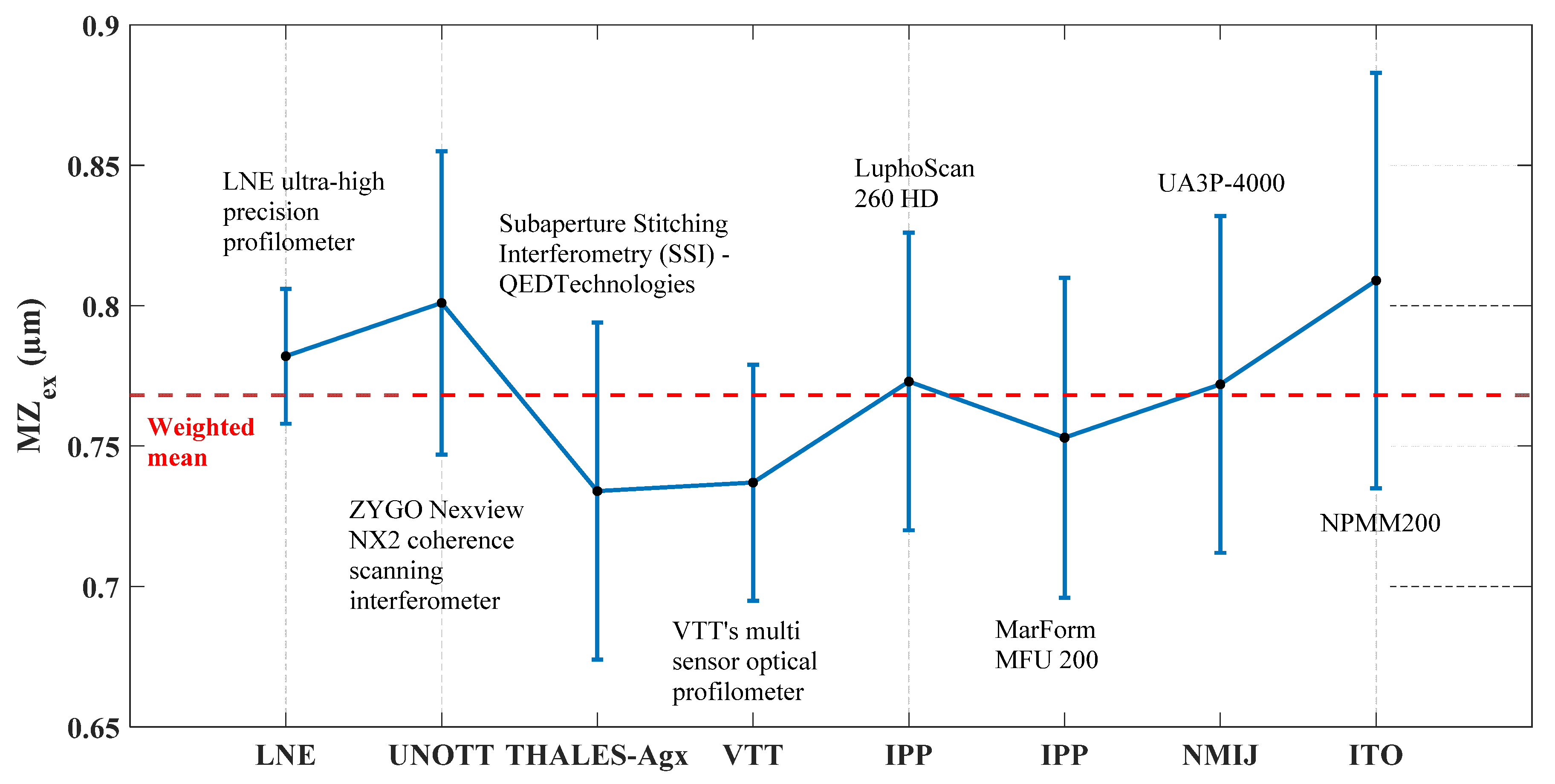
- LNE—ultra-high precision primary profilometer: its design has a metrology frame that is separated from the supporting frame [23]. The measured specimen is mounted on a slide way made of Zerodur®, which is translated in the horizontal plane, and the motion is tracked in real time by three laser interferometers (Figure 9a), aligned to point at the centre of the contact stylus along the three directions, to minimise Abbe error [41].
- THALES-Agx—Sub-aperture stitching interferometer (SSI) is a Fizeau interferometer with a height range of 6 µm and a multi-axis control system. The lateral measuring range of the SSI is 200 mm with slope angles up to 90° (concave and convex).
- UNOTT—coherence-scanning interferometer (CSI) [42] uses a broadband and spatially extended light source with an interferometric objective to generate low-coherence interference fringes as the instrument scans along the optical axis of the system. The surface topography of a sample is then derived from a combination of the envelope and phase of these interference fringes.
- IPP—LuphoScan 260 HD is a multiple wavelength single point optical probe that performs a spiral scan over the surface and produces high-density 3D data. Scanning is achieved by rotating the object by an air-bearing spindle while the sensor is moved radially and axially using linear stages. A rotary stage keeps the sensor normal to the object surface.
- IPP—MarForm MFU 200 is an optical sensor based on multiple wavelength interferometry. The single point optical probe measures along multiple concentric polar profiles by rotating the spindle and these measuring points are used to generate topography.
- VTT—Multi-sensor optical profilometer is a newly developed instrument based on the measurement of sub-images using coherence scanning interferometer and stitching them together to a high-resolution image (Figure 9b). The horizontal displacements and rotation of the sample between sub-images are tracked using heterodyne laser interferometers. Straight and accurately tracked movements of the sample allow correction of the height difference of the sub-images. The instrument also has a chromatic confocal sensor for fast coarse scans.
- NMIJ—UA3P-4000 is an ultra-high precision profilometer equipped with a single point diamond stylus. The material measures were measured in multiple lines along the x-axis of the workpiece coordinate system.
- ITO—Nanopositioning and Nanomeasuring Machine NPMM-200 is equipped with optical focus sensor fixed on a metrological frame made of Zerodur® that holds a number of fiber-coupled laser interferometers to track the relative position of the sample holder (Figure 9c). The single point sensor was used in a null mode; meaning that the machine controlled the z-position of the sample holder such that the sample surface was kept in focus [43].
4. Implemented Robust Reference Minimum Zone (MZ) Fitting
5. Measurements, Results and Discussion
6. Conclusions
- similar measurements tests might be conducted on material measures with higher amplitudes;
- clear pre-processing approaches for filtering and outlier removal must be established since the obtained results are highly sensitive to each point in the data set;
- the implemented MZ fitting algorithm (HTR) considers motion parameters only. Indeed the determination of shape parameters might prove important and should be studied;
- investigation of more robust fitting criteria than MZ. In fact, MZ criterion could be used with caution since it is highly affected by outliers and no standard outlier removal method exists;
- development of reference softgauges with a non-vertex solution in the case of freeform surfaces;
- investigation of a reference metrology accurate at the nanometre level for waviness and areal texture of aspherical and freeform surfaces. This metrology could include the development of new material measures, improved ultra-high measurement instruments as well as references algorithms and softgauges. Filtering algorithms could be also studied.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Nicolaus, R.; Bonsch, G. A novel interferometer for dimensional measurement of a silicon sphere. IEEE Trans. Instrum. Meas. 1997, 46, 563–565. [Google Scholar] [CrossRef]
- Lin, J.; Jiang, C.; Lu, M.; Gao, M.; Guo, Q. Development of an Aspherical Aerial Camera Optical System. IEEE Photon. J. 2019, 11, 1–13. [Google Scholar] [CrossRef]
- Zhu, Z.; Wei, S.; Fan, Z.; Yan, Y.; Ma, D. Design Ultra-Compact Aspherical Lenses for Extended Sources Using Particle Swarm Optical Optimization Algorithm. IEEE Photon. J. 2019, 11, 1–14. [Google Scholar] [CrossRef]
- Yang, Z.; Leger, J.; Shchegrov, A. Three-mirror resonator with aspheric feedback mirror for laser spatial mode selection and mode shaping. IEEE J. Quantum Electron. 2004, 40, 1258–1269. [Google Scholar] [CrossRef]
- Fang, F.; Zhang, X.; Weckenmann, A.; Zhang, G.; Evans, C. Manufacturing and measurement of freeform optics. CIRP Ann. 2013, 62, 823–846. [Google Scholar] [CrossRef]
- Glatzel, H.; Ashworth, D.; Bremer, M.; Chin, R.; Cummings, K.; Girard, L.; Goldstein, M.; Gullikson, E.; Hudyma, R.; Kennon, J.; et al. Projection Optics for Extreme Ultraviolet Lithography (EUVL) Microfield Exposure Tools (METs) with a Numerical Aperture of 0.5. Proc. SPIE Adv. Lithogr. 2013, 8679, 867917. [Google Scholar]
- Assoufida, L.; Hignetteb, O.; Howellsc, M.; Irickc, S.; Lammertdand, H.; Takacse, P. Future metrology needs for synchrotron radiation grazing-incidence optics. Nucl. Instrum. Methods Phys. Res. A 2001, 467, 267–270. [Google Scholar] [CrossRef]
- Seifert, A. New products for synchrotron application based on novel surface processing developments. Proc. AIP Conf. 2007, 879, 459–462. [Google Scholar]
- Ohl, R.G., IV; Preuss, W.; Sohn, A.; Conkey, S.B.; Garrard, K.; Hagopian, J.G.; Howard, J.M.; Hylan, J.; Irish, S.M.; Mentzell, J.E.; et al. Design and fabrication of diamond machined, aspheric mirrors for ground-based, near-IR astronomy. In Proceedings of the Proc. SPIE 4841, Instrument Design and Performance for Optical/Infrared Ground-based Telescopes, Waikoloa, HI, USA, 22−28 August 2002. [Google Scholar]
- Zhang, X.; Zhang, J.-P.; Shi, G.-W.; Wu, Y.-X.; Wang, L.-J.; Zeng, F.; Qu, H.-M.; Zhang, J.-Z.; Wu, H.-B.; Zhu, Y.; et al. Optical design of off-axis astronomical space telescope based on freeform surfaces. In Proceedings of the Proc. SPIE 9293, International Optical Design Conference, Kohala Coast, HI, USA, 22−26 June 2014. [Google Scholar]
- Costa, C.; Gomes, J.; Wolffenbuttel, R.F.; Correia, J.H. Design and fabrication of an endomicroscopic imaging module for minimally invasive medical devices. In Proceedings of the Proc. SPIE 9517, Smart Sensors, Actuators, and MEMS VII, and Cyber Physical Systems, Barcelona, Spain, 4−7 May 2015; p. 95170L. [Google Scholar]
- El-Hayek, N.; Nouira, H.; Anwer, N.; Gibaru, O.; Damak, M. A new method for aspherical surface fitting with large-volume datasets. Precis. Eng. 2014, 38, 935–947. [Google Scholar] [CrossRef]
- Whitehouse, D.J. Some issues in surface and form metrology. Int. J. Precis. Technol. 2013, 3, 223. [Google Scholar] [CrossRef]
- Whitehouse, D.J. Handbook of Surface and Nanometrology, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2010. [Google Scholar]
- Adamczak, S.; Zmarzly, P.; Kozior, T.; Gogolewski, D. Assessment of Roundness and Waviness Deviations of Elements Produced by Selective Laser Sintering Technology. Eng. Mech. 2017, 2017, 70–73. [Google Scholar]
- Adamczak, S.; Zmarzły, P.; Stępień, K. Identification and analysis of optimal method parameters of the V-block waviness measurements. Bull. Pol. Acad. Sci. Tech. Sci. 2016, 64, 45–52. [Google Scholar] [CrossRef]
- Ma, W.; Zhao, N. Catmull-Clark surface fitting for reverse engineering applications. In Proceedings of the Geometric Modeling and Processing 2000. Theory and Applications, Hong Kong, China, 10–12 April 2000; pp. 274–283. [Google Scholar]
- Arezki, Y.; Zhang, X.; Mehdi-Souzani, C.; Anwer, N.; Nouira, H. Investigation of minimum zone assessment methods for aspheric shapes. Precis. Eng. 2018, 52, 300–307. [Google Scholar] [CrossRef]
- Shunmugam, M. New approach for evaluating form errors of engineering surfaces. Comput. Des. 1987, 19, 368–374. [Google Scholar] [CrossRef]
- ISO 1101:2017 Geometrical Product Specifications (GPS)—Geometrical Tolerancing—Tolerances of Form, Orientation, Location and Run-Out; ISO: Geneva, Switzerland, 2017.
- BIPM-International Vocabulary of Metrology (VIM). Available online: https://www.bipm.org/en/publications/guides/vim (accessed on 26 February 2019).
- Leach, R.K.; Giusca, C.; Haitjema, H.; Evans, C.; Jiang, X. Calibration and verification of areal surface texture measuring instruments. CIRP Ann. 2015, 64, 797–813. [Google Scholar] [CrossRef]
- Nouira, H.; Bergmans, R.; Küng, A.; Pirée, H.; Henselmans, R.; Spaan, H. Ultra-high precision CMMs and their associated tactile or/and optical scanning probes. Int. J. Metrol. Qual. Eng. 2014, 5, 204. [Google Scholar] [CrossRef]
- Savio, E.; De Chiffre, L.; Schmitt, R. Metrology of freeform shaped parts. CIRP Ann. 2007, 56, 810–835. [Google Scholar] [CrossRef]
- Zhou, X.; Zuo, C.; Liu, Q.; Lin, J. Surface generation of freeform surfaces in diamond turning by applying double-frequency elliptical vibration cutting. Int. J. Mach. Tools Manuf. 2016, 104, 45–57. [Google Scholar] [CrossRef]
- Schellekens, P.; Rosielle, N.; Vermeulen, H.; Vermeulen, M.; Wetzels, S.; Pril, W. Design for Precision: Current Status and Trends. CIRP Ann. 1998, 47, 557–586. [Google Scholar] [CrossRef]
- Ruijl, T.a.M. Ultra Precision Coordinate Measuring Machine-Design, Calibration and Error Compensation. 2001. Available online: http://resolver.tudelft.nl/uuid:647dc01c-787c-4004-acbb-262d156dc0bb (accessed on 22 October 2020).
- Becker, K.H.; Heynacher, E. M400-A coordinate measuring machine with 10 nm resolution. In Proceedings of the Society of Photo-Optical Instrumentation Engineers (SPIE) Conference Series, Cambridge, MA, USA, 8–13 November 1987; pp. 209–216. [Google Scholar]
- Haitjema, H.; Pril, W.; Schellekens, P.H.J. A silicon-etched probe for 3-D coordinate measurements with an uncertainty below 0.1 μm. IEEE Trans Instrum. Meas. 2001, 50, 1519−1523. [Google Scholar] [CrossRef]
- Pruss, C.; Baer, G.B.; Schindler, J.; Osten, W. Measuring aspheres quickly: Tilted wave interferometry. Opt. Eng. 2017, 56, 111713. [Google Scholar] [CrossRef]
- Naeini, F.B.; Alali, A.M.; Al-Husari, R.; Rigi, A.; Al-Sharman, M.K.; Makris, D.; Zweiri, Y. A Novel Dynamic-Vision-Based Approach for Tactile Sensing Applications. IEEE Trans. Instrum. Meas. 2019, 69, 1881–1893. [Google Scholar] [CrossRef]
- Zhang, K.; Butler, C.; Yang, Q.; Lu, Y. A fiber optic sensor for the measurement of surface roughness and displacement using artificial neural networks, IEEE Trans. Instrum. Meas. 1997, 46, 899–902. [Google Scholar] [CrossRef][Green Version]
- Domański, A.W.; Woliński, T.R. Surface roughness measurement with optical fibers. IEEE Trans. Instrum. Meas. 1992, 41, 1057–1061. [Google Scholar] [CrossRef]
- Chang, S.; Zhang, H.; Xu, H.; Sang, X.; Wang, L.; Du, D.; Chang, B. Online Measurement of Deposit Surface in Electron Beam Freeform Fabrication. Sensors 2019, 19, 4001. [Google Scholar] [CrossRef] [PubMed]
- Dong, Z.; Sun, X.; Liu, W.; Yang, H. Measurement of Free-Form Curved Surfaces Using Laser Triangulation. Sensors 2018, 18, 3527. [Google Scholar] [CrossRef]
- FreeFORM: Home. Available online: https://www.ptb.de/empir/freeform-home.html (accessed on 22 October 2020).
- ISO 10110-12:2007-Optics and Photonics—Preparation of Drawings for Optical Elements and Systems—Part 12: Aspheric Surfaces; ISO: Geneva, Switzerland, 2007.
- De Vicente, J.; Klingenberg, D.J.; Hidalgo-Alvarez, R. Magnetorheological fluids: A review. Soft Matter 2011, 7, 3701–3710. [Google Scholar] [CrossRef]
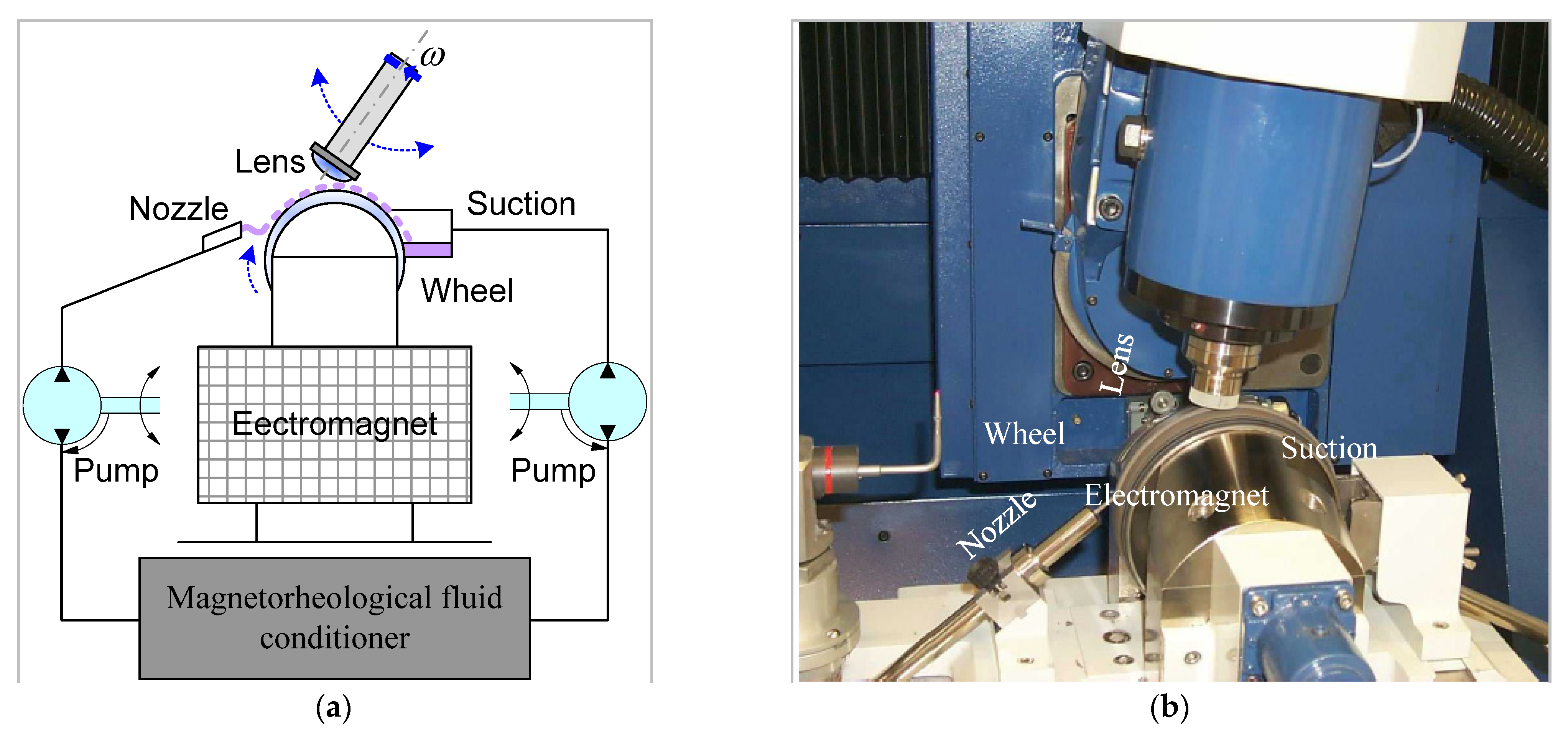
- Golini, D. Magnetorheological Finishing: A production-ready Technology. Convergence 1998, 6. Available online: http://www.opticsexcellence.org/InfoAboutCom/convergences/pdfs/MarApr_1998.pdf (accessed on 22 October 2020).
- ZERODUR® Extremely Low Expansion Glass Ceramic: SCHOTT Advanced Optics|SCHOTT AG. Available online: https://www.schott.com/advanced_optics/english/products/optical-materials/zerodur-extremely-low-expansion-glass-ceramic/zerodur/index.html (accessed on 18 October 2018).
- Nouira, H.; Salgado, J.-A.; El-Hayek, N.; Ducourtieux, S.; Delvallée, A.; Anwer, N. Setup of a high-precision profilometer and comparison of tactile and optical measurements of standards. Meas. Sci. Technol. 2014, 25, 044016. [Google Scholar] [CrossRef]
- De Groot, P. Coherence Scanning Interferometry. In Optical Measurement of Surface Topography; Leach, R., Ed.; Springer: Berlin/Heidelberg, Germany, 2011; pp. 187–208. [Google Scholar]
- Jäger, G.; Manske, E.; Hausotte, T.; Müller, A.; Balzer, F. Nanopositioning and nanomeasuring machine NPMM-200—A new powerful tool for large-range micro- and nanotechnology. Surf. Topogr. Metrol. Prop. 2016, 4, 34004. [Google Scholar] [CrossRef]
- Arezki, Y.; Nouira, H.; Anwer, N.; Mehdi-Souzani, C. A novel hybrid trust region minimax fitting algorithm for accurate dimensional metrology of aspherical shapes. Measurement 2018, 127, 134–140. [Google Scholar] [CrossRef]
- BIPM-Guide to the Expression of Uncertainty in Measurement (GUM). Available online: https://www.bipm.org/en/publications/guides/gum.html (accessed on 9 April 2019).













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| 9.127 × 1040 | |
| −1 | |
| 1.278 × 10−9 | |
| 7.922 × 10−16 | |
| −1.859 × 10−18 | |
| 1.733 × 10−21 |
| Parameter | Value |
|---|---|
| 9.792 × 10−7 | |
| 4.940 × 10−7 | |
| −6.31 × 10−10 | |
| −3.086 × 10−10 | |
| 2.551 × 10−10 | |
| 3.087 × 10−4 | |
| 3.087 × 10−4 | |
| −6.876 × 10−10 |
| Parameter | Value |
|---|---|
| Young‘s modulus E at 20 °C [GPa]-mean value | 90.3 |
| Knoop Hardness HK 0,1/20 (ISO9385) | 620 |
| Density [g/cm3] | 2.53 |
| Refractive index nd | 1.5424 |
| Stress optical coefficient K at λ = 589.3 nm [10−6 MPa−1] | 3.0 |
| Acid resistance class (ISO 8424) | 1.0 |
| Ultra-High Precion Measurment Machines | Measurment Range X, Y and Z (in mm) | Resolution (in nm) | Number of Recorded Data Points | |
|---|---|---|---|---|
| TIMM-1 | TIMM-2 | |||
| LNE—ultra-high precision primary profilometer | 100 × 100 × 50 | 0.09 | 247,590 | 187,453 |
| THALES-Agx—Sub-aperture Stitching Interferometer (SSI) | 200 × 200 × 6 | 0.4 | 192,771 | 94,486 |
| UNOTT—Coherence-Scanning Interferometer (CSI) | 100 × 100 × 20 | 0.12 | 360,291 | 263,224 |
| IPP—LuphoScan 260 HD | 400 × 400 × 100 | 1 | 90,646 | 90,646 |
| IPP—MarForm MFU 200 | 180 × 180 × 100 | 0.5 | 321,657 | 321,657 |
| VTT—Multi-sensor optical profilometer | 0.15 | 260,830 | 465,849 | |
| NMIJ—UA3P-4000 | 100 × 100 × 35 | 0.3 | 160,504 | 117,313 |
| ITO—Nanopositioning and Nanomeasuring Machine NPMM-200 | 200 × 200 × 25 | 0.02 | 237,151 | 234,739 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Arezki, Y.; Su, R.; Heikkinen, V.; Leprete, F.; Posta, P.; Bitou, Y.; Schober, C.; Mehdi-Souzani, C.; Alzahrani, B.A.M.; Zhang, X.; et al. Traceable Reference Full Metrology Chain for Innovative Aspheric and Freeform Optical Surfaces Accurate at the Nanometer Level. Sensors 2021, 21, 1103. https://doi.org/10.3390/s21041103
Arezki Y, Su R, Heikkinen V, Leprete F, Posta P, Bitou Y, Schober C, Mehdi-Souzani C, Alzahrani BAM, Zhang X, et al. Traceable Reference Full Metrology Chain for Innovative Aspheric and Freeform Optical Surfaces Accurate at the Nanometer Level. Sensors. 2021; 21(4):1103. https://doi.org/10.3390/s21041103
Chicago/Turabian StyleArezki, Yassir, Rong Su, Ville Heikkinen, François Leprete, Pavel Posta, Youichi Bitou, Christian Schober, Charyar Mehdi-Souzani, Bandar Abdulrahman Mohammed Alzahrani, Xiangchao Zhang, and et al. 2021. "Traceable Reference Full Metrology Chain for Innovative Aspheric and Freeform Optical Surfaces Accurate at the Nanometer Level" Sensors 21, no. 4: 1103. https://doi.org/10.3390/s21041103
APA StyleArezki, Y., Su, R., Heikkinen, V., Leprete, F., Posta, P., Bitou, Y., Schober, C., Mehdi-Souzani, C., Alzahrani, B. A. M., Zhang, X., Kondo, Y., Pruss, C., Ledl, V., Anwer, N., Bouazizi, M. L., Leach, R., & Nouira, H. (2021). Traceable Reference Full Metrology Chain for Innovative Aspheric and Freeform Optical Surfaces Accurate at the Nanometer Level. Sensors, 21(4), 1103. https://doi.org/10.3390/s21041103