1. Introduction
Human–robot collaborative shared environments are a topic of growing interest in industry, because of the cost reduction and productivity improvement that come with having robots and humans sharing the same workspace. In this type of production cell, it is mandatory to track the human operator’s behaviour in order to guarantee their safety [
1,
2,
3]. Depending on the task specifications, different sensors can be used to that end, e.g., to measure contact forces, body segment position, or velocity [
4].
Optical motion capture (OMC) systems are powerful sensors for human motion tracking. OMCs are widely used in the biomedical fields [
5]—for example, biomechanics [
6], sports [
7], ergonomics, gait analysis [
8], gerontology, or rehabilitation [
9]. Their accuracy makes them able to be used as a gold standard for evaluating other motion measurement systems [
10,
11,
12]. However, they are also increasingly used in collaborative robots, because a shared workspace equipped with an OMC system can greatly improve the possibility of safe and dynamic interactions between humans and machines [
13].
It is necessary to evaluate the accuracy and precision of OMC technology when applied to different human motion scenarios. The rough accuracy specifications provided by manufacturers are easily influenced by various factors affecting measurements, such as (1) calibration procedure (capture volumes/durations) [
14], (2) number and resolution of cameras [
15], (3) movement condition (static and dynamic), (4) lighting conditions [
16], or (5) measurement height (or zone in the captured volume) [
17]. Therefore, the individual analysis of the metrological characteristics of an OMC facility is an accepted and recommended practice.
Consequently, different proposals for the assessment of OMC systems have been presented, the main obstacle being the lack of a simple methodology or procedure by which to implement them. A custom-made Cartesian robot was used in [
18] to move markers at predefined 30 mm grid points, in order to investigate the influences of system parameters (cameras location, dynamic calibration volume, marker size, and lens filter), but such a system only allows for the covering of small work volumes (0.18 × 0.18 × 0.15 m
3). A standard test method ASTM E3064 is proposed by the American NIST, based on comparing the relative pose between two sets of markers fixed on a 300-mm-long metrology bar [
19,
20]. The bar is hand carried at normal walking speed along a test volume as large as 12 × 8 × 2 m
3. A different protocol is proposed in [
21], with emphasis on checking the influence of three factors: the number of cameras, the movement condition, and different heights of interest for biomechanical studies (0, 500, and 1000 mm for foot, knee, and hip, respectively). Errors are all referred to known lengths in the manufacturer’s calibration wand (static) or a two-marker tracking rod (dynamic) to cover a volume of 5.5 × 1.2 × 2 m
3. A similar static wand length check test is proposed, in order to verify the effect of different calibration procedures on performance [
22]. Another proposal to check the absolute accuracy over a 4 × 2.5 × 3 m
3 volume is through a high-precision 3D scanner used for engineering surveying problems [
23]. In [
24], the authors used a ThorLabs LTS300 linear motion capture device in order to evaluate the accuracy of an optical system composed of 42 cameras in a capture volume of 135 m
3. The purpose of [
25] was to evaluate the reliability of four different motion analysis laboratories, by applying three simple mechanical tests in order to ensure consistent and comparable data.
This work details the results of a methodology for evaluating the metrological performances of OMC spaces dedicated to human–robot collaboration environments, taking advantage of the availability of industrial robots that can be found in this type of cell. The use of an industrial robot for the evaluation of the calibration process allows the calculation of new statistics, impossible to calculate without it, and creates the possibility of automatizing the assessment of these spaces in a systematic and precise way, avoiding the need to do it manually and without extra instrumentation. Inspired by the ASTM E3064 test guide, the proposed methodology takes the precise movement of the robotic arm as a reference for the calculation of mean error, error spread, and repeatability over the capture area. The resulting errors of the capture system are visualised using a heat map representation, dividing the measurement area into a grid with regular sized cells of 10 × 10 cm2. The errors are analysed in detail in order to determine the differences in the performance of the optical system between the boundary zones and the more central zones of the measurement area, studying the overall distribution of the errors and comparing them using a Mann–Whitney U test for median comparisons. Based on the results obtained, the selection of the most optimal measurement area according to the requirements of the experiment is carried out. The system setup, the subsystems calibration, and the complete data analysis and evaluation procedure are described in the following sections.
2. Materials and Method
2.1. Experimental Setup and Protocol
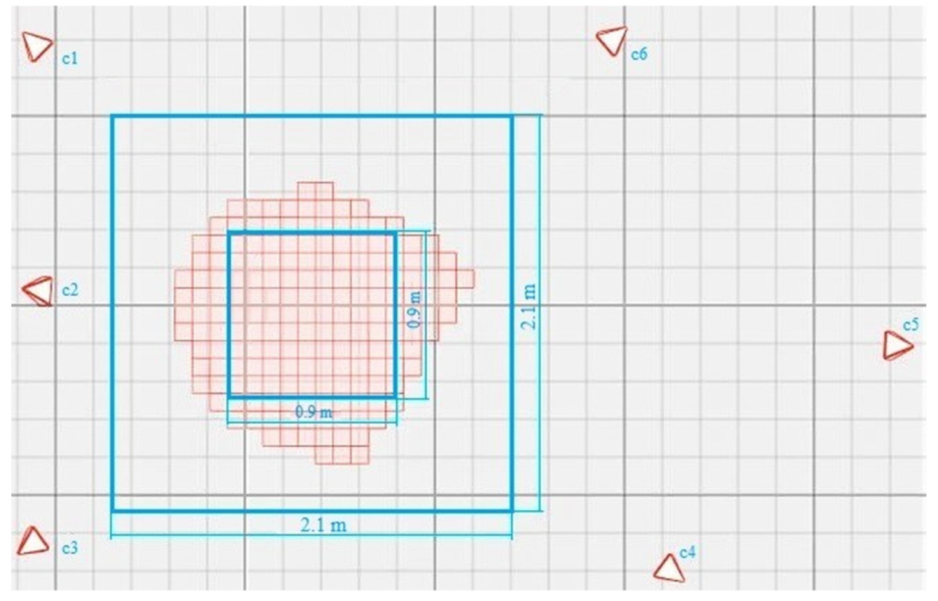
The optical motion capture system tested consisted of six OptiTrack Flex3 cameras [
26] (see
Figure 1). The work area to be tested had a measurement volume of approximately 2.1 × 2.1 × 1.5 m
3. A reduced interior volume of 0.9 × 0.9 × 1 m
3, which was covered by the six cameras simultaneously, was also analysed. The cameras’ disposition was good enough to overcome the main occlusion problems in our experiments. The results of the interior area will serve to check whether there is any improvement in accuracy as a result of having extra cameras overlapping.
The OMC calibration procedure was performed following the manufacturer’s recommendations, by waving the rigid calibration wand slowly throughout the large empty capture volume, paying special attention to the horizontal plane where the markers would be moved. During the calibration process, the coordinate axis to be used as a reference was located at the centre of the measurement area.
The evaluation procedure consisted of comparing the rigid body pose between two known places, following the basic idea proposed in ASTM E3064 [
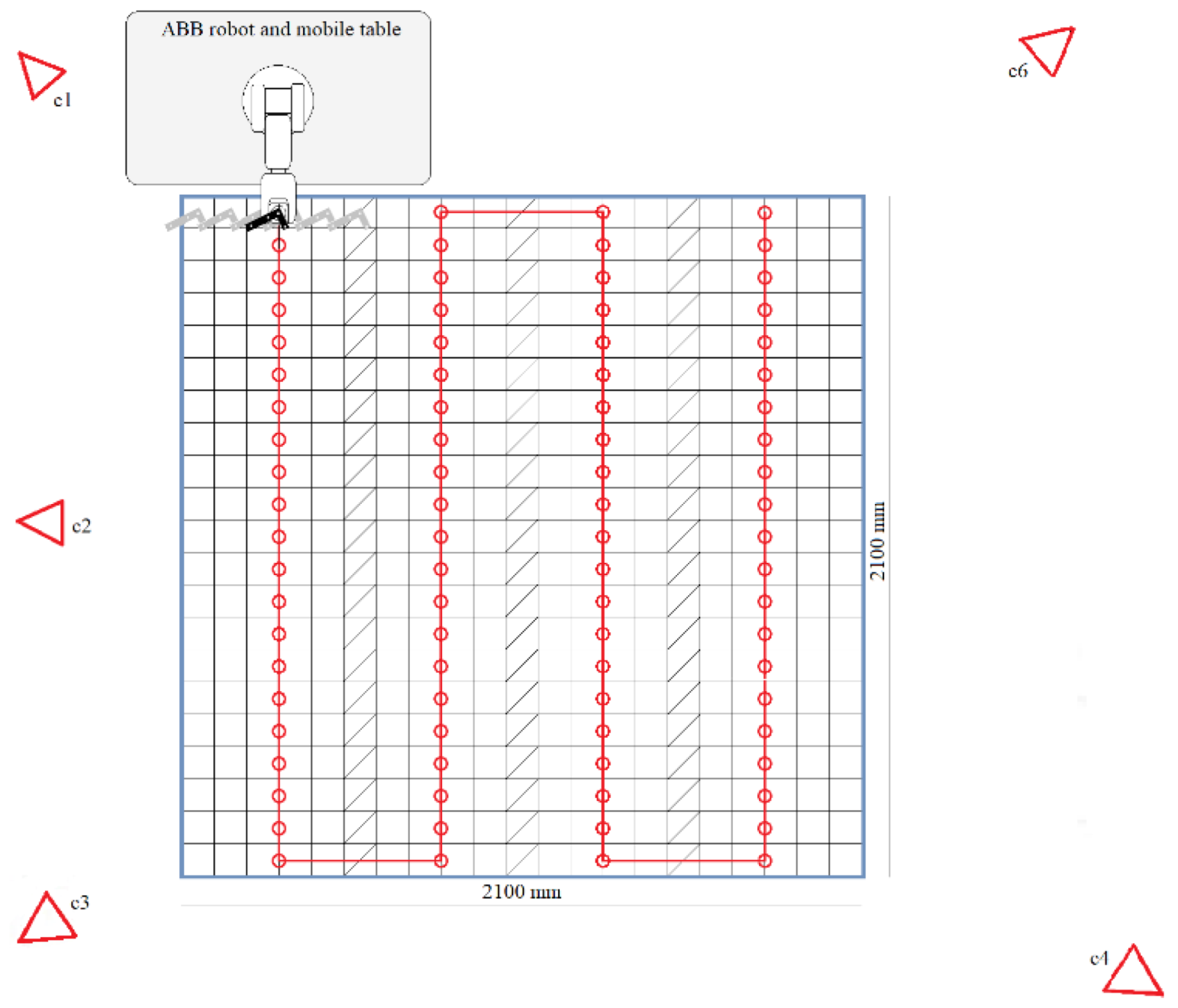
20]. To move the set of body markers, we used the ABB IRB 120 lightweight manipulator with six rotational joints. A set of four reflective spherical markers (Ø 14 mm) were placed on the object, and its static and dynamic position and orientation were monitored. The robot arm was mounted on a wheeled table with a height of 75 cm in order to move it through the entire measuring area at will. The table was equipped with a braking system that immobilizes the table in order to prevent unwanted movements when the robot arm was in operation.
The robotic arm was attached to this rigid wheeled table and accurately calibrated following the manufacturer’s guidelines [
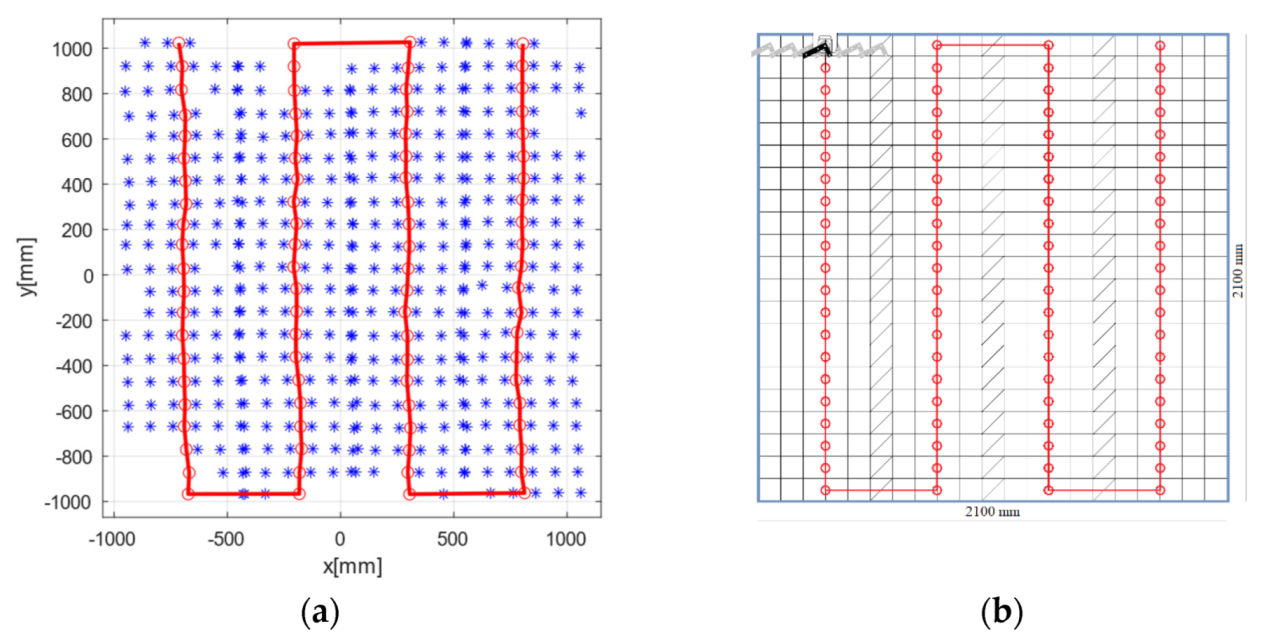
27]. The arm could perform movements with a maximum horizontal range of 580 mm and position repeatability of 0.01 mm. The robot was programmed to make a horizontal line composed of 5 10-cm-long segments. This was made by travelling the 50 cm line, with 6 stop points. The line was repeated
n = 3 times before manually moving the robot and the wheeled table to the next zone to be evaluated, following the locations (red dots) in
Figure 2. For each movement of the table, the separation between each pair of lines drawn by the robot was 10 cm, and the stops at the ends of the lines overlapped with those of adjacent lines in the same row of the grid.
The robot’s motion verified that:
The distance between each stopping point and the next (segment length) was 10 cm, with a rotation between them of 0 rad.
At each stop the robotic arm remained stationary, so the position and rotation should not vary.
For each repetition of the same stop, the stopping points were in the same coordinates (with a 0.01 mm margin).
The set of all of the stopping points was in the same plane, and each line consisted of five segments with the same slope.
2.2. Data Analysis
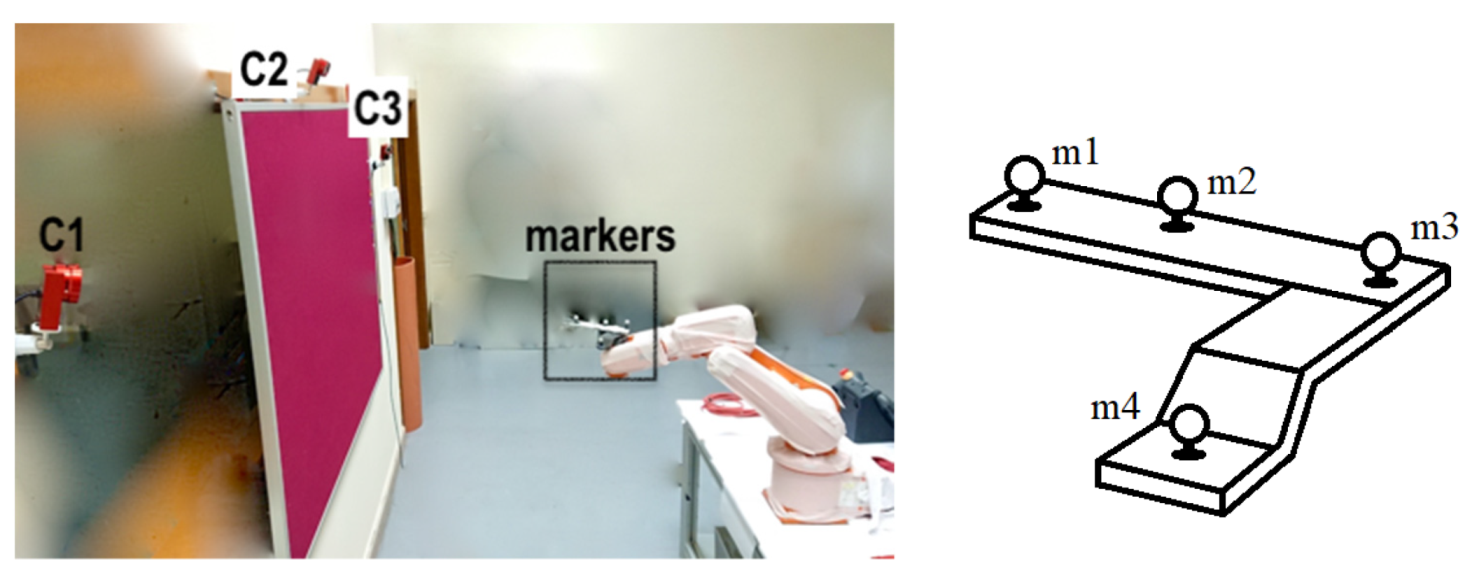
Data were collected by pooling the cameras and then post-processed, including 3D reconstruction, trajectory smoothing, gap filling, and data export to a .csv file at 100 Hz using the manufacturer’s software (Motive: Tracker 2.1.1. Final). The 3D pose of the rigid body, position, and orientation was estimated via the detection of four markers placed at the end of the robotic arm (
Figure 3), and the coordinates were referred to the base of the measurement volume established in the calibration phase. The manufacturer recommends placing the retro-reflective markers in a distinctive arrangement that allows the software to more clearly identify the markers on each rigid body during capture. With an L-shape, markers m1 and m3 were at a distance of 16.28 cm. Marker m2 was 6.8 cm away from marker m1 and slightly distanced from the line that would join markers m1 and m3. Marker m4 was 8.8 cm away from marker m3 and 3.6 cm lower than the other 3. The centre of mass of the marker set (calculated by the camera software) was considered to be the centre of the robot tool, and was the point of reference for the calculation of the errors.
A total of p = 396 stop points distributed within the large 2D measurement area were collected and set, composed of 66 lines of 5 segments (m = 6 stop points per line). For each point, n = 3 repetitions were made, taking K = 60 frames in each. This window was applied in the static part of the movement, once the robotic arm had already stabilized. On this dataset, the mean error of each segment, and the error spread and spatial repeatability at each stop point, were calculated, both in orientation and distances.
The capture area was divided into a grid of 21 × 21 cells of 10 × 10 cm2 in size for the study of error spread and spatial repeatability. The programmed movement of the robot together with the displacement of the table covered the entire grid, with at least one stop in each cell. In the case of the mean error, the position of the stops used for the representation was the midpoint of the segment. Because of this, the area was divided into a grid of 20 × 21 cells (one minus in the x-axis). The grids were coloured in the form of a heat map.
When data loss occurred at certain stops, the manufacturer’s software autocompleted these locations without information from previous data it was able to measure. These values set by the software were considered to be a limitation of the capture system in the context of this work. Therefore, these autocompleted values were detected and omitted in the error calculation and, to indicate this absence of information, the heat map cell corresponding to the missed stop was left blank. For the calculation of the error spread and spatial repeatability, positions in which at least one repetition experienced this loss of data were discarded. For the mean error, as this was calculated from two stops, positions where one of the two stops experienced losses were discarded.
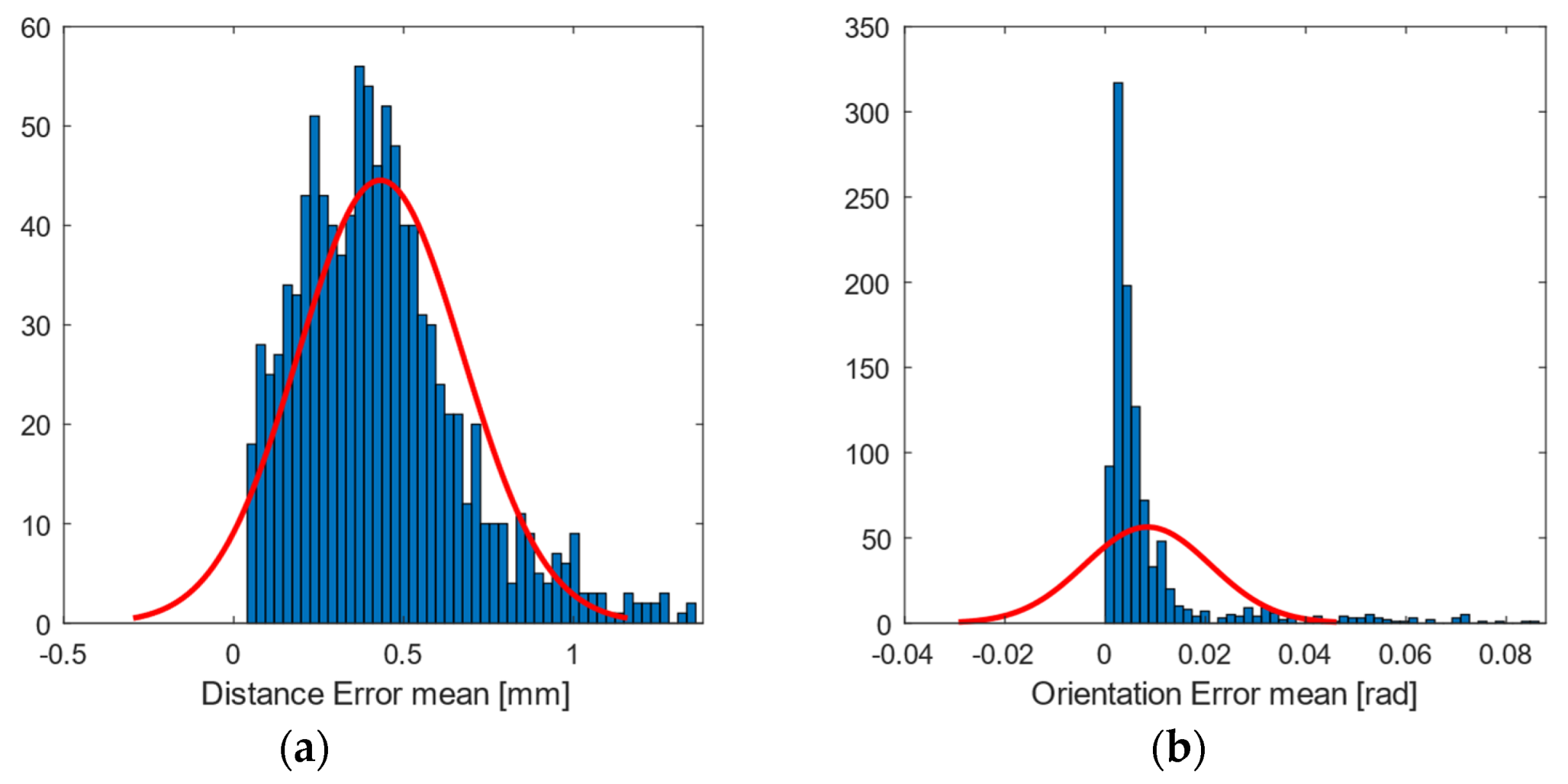
For each statistic, the errors are summarised as mean, median, and standard deviation, in both the large area and the inner area. Moreover, each heat map is accompanied by the analysis of the overall error distribution in the whole measurement area. Knowledge of the distribution allows us to select a suitable statistical test for the comparison of errors in the two defined areas. In this case, because the results show positive and asymmetric non-Gaussian distributions, a Mann–Whitney U test for comparison of medians was selected [
28,
29].
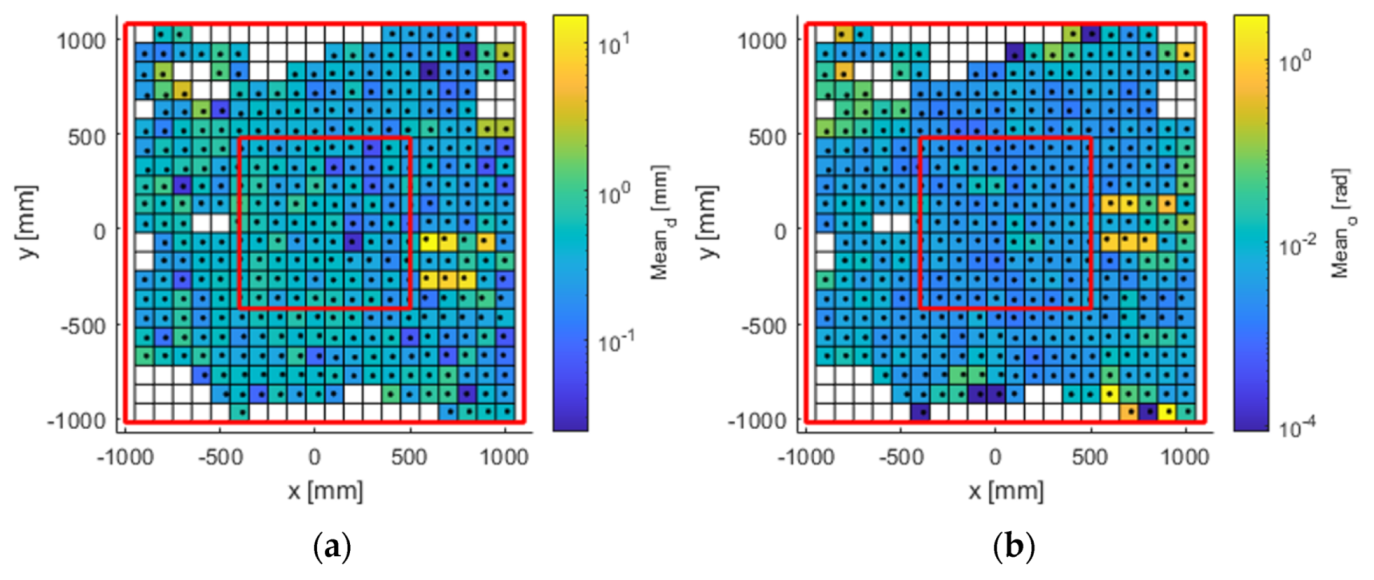
2.2.1. Mean Error
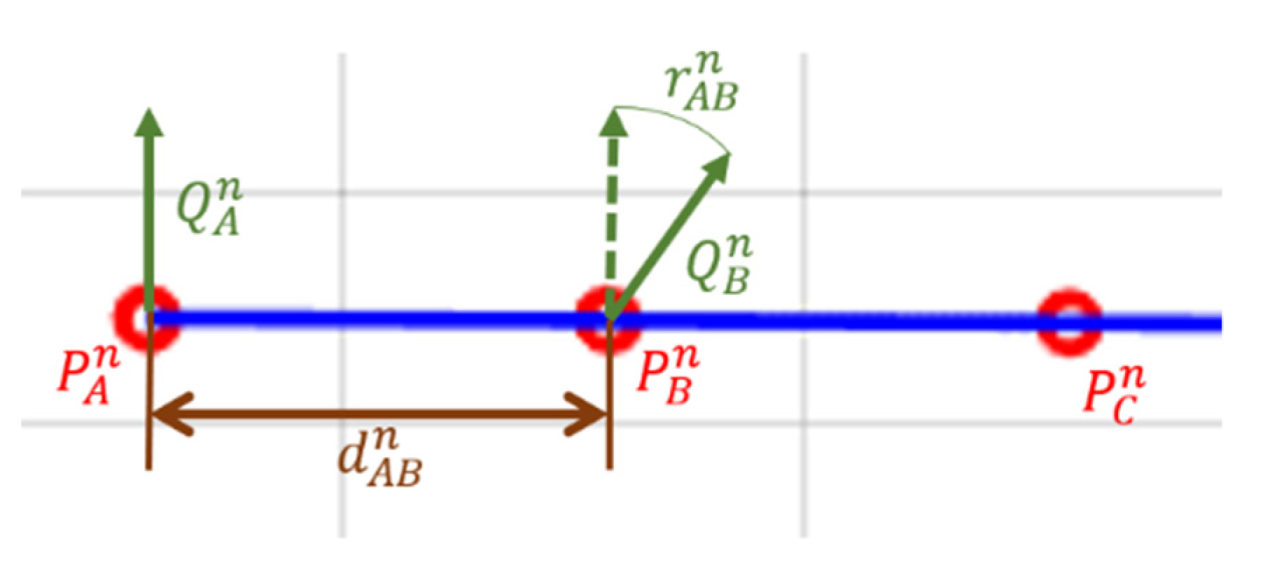
Mean error is defined as the degree of agreement between the “true” and the experimental values, according to [
20] (see
Figure 4). In the case of the distance error, it is the difference between the length of the segment travelled by the robot tool and the recorded distance (Equation (1)). Mean error for distances is computed with:
where
is calculated as the Euclidean distance between the recorded segment end positions
at repetition
n.
are defined by the pairs of coordinates
, respectively.
are the averaged collected coordinates at these points. The value
represents the real distance travelled by the robot tool—in this case, equal to 10 cm—while
is the recorded distance. Points
and
are referenced to the position of the centre of mass of the marker set.
The orientation error
is the deviation in the orientation of the tool between the two ends of the segment (Equation (2)), characterized as the angular distance between the segment end orientations (orientation of the rigid body attached in the robot tool) expressed as unit quaternions (
) for repetition
n. This angular distance metric is defined as the short path, a geodesic, on the unit sphere (
) [
30]. Then:
where
denotes the inner product of the vectors. The range of values mapped by
is [0,
] (radians).
are the average collected orientation at these locations. The value
represents the real rotation experienced by the robot tool—in this case, equal to 0 rad—while
is the recorded rotation.
For the six stops on each line, a total of five average errors were calculated—one for each segment. The results of the three repetitions per segment were averaged for representation in the heat map. The position of the stops used for the representation is the average of the midpoints of the segment.
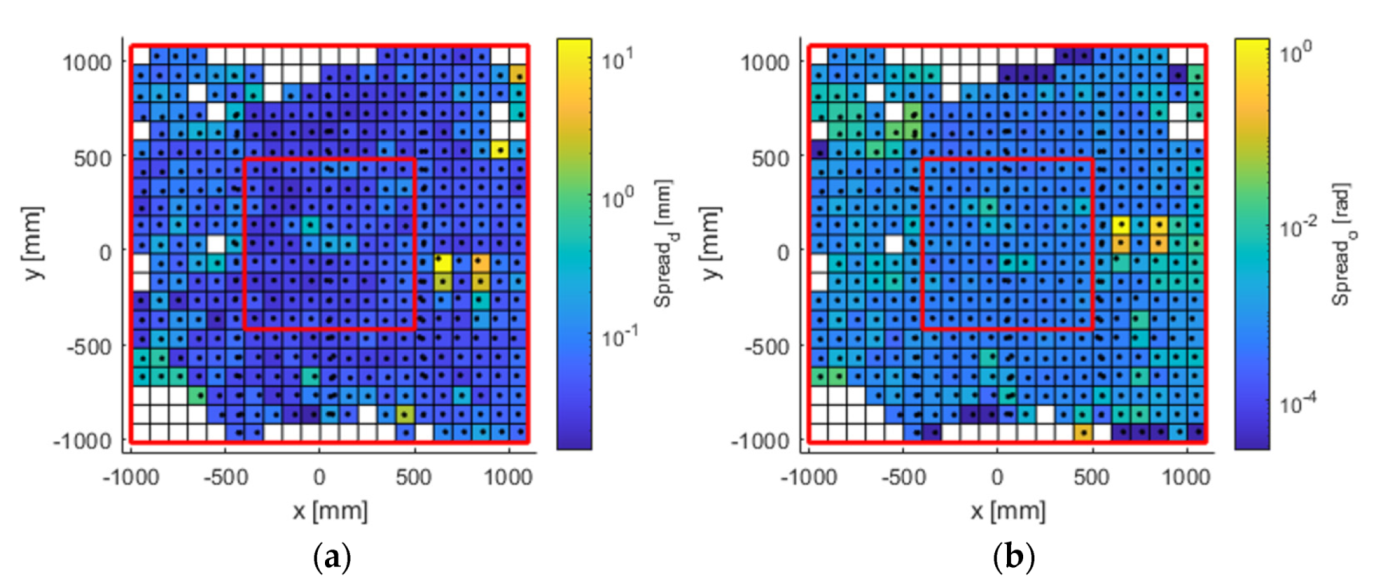
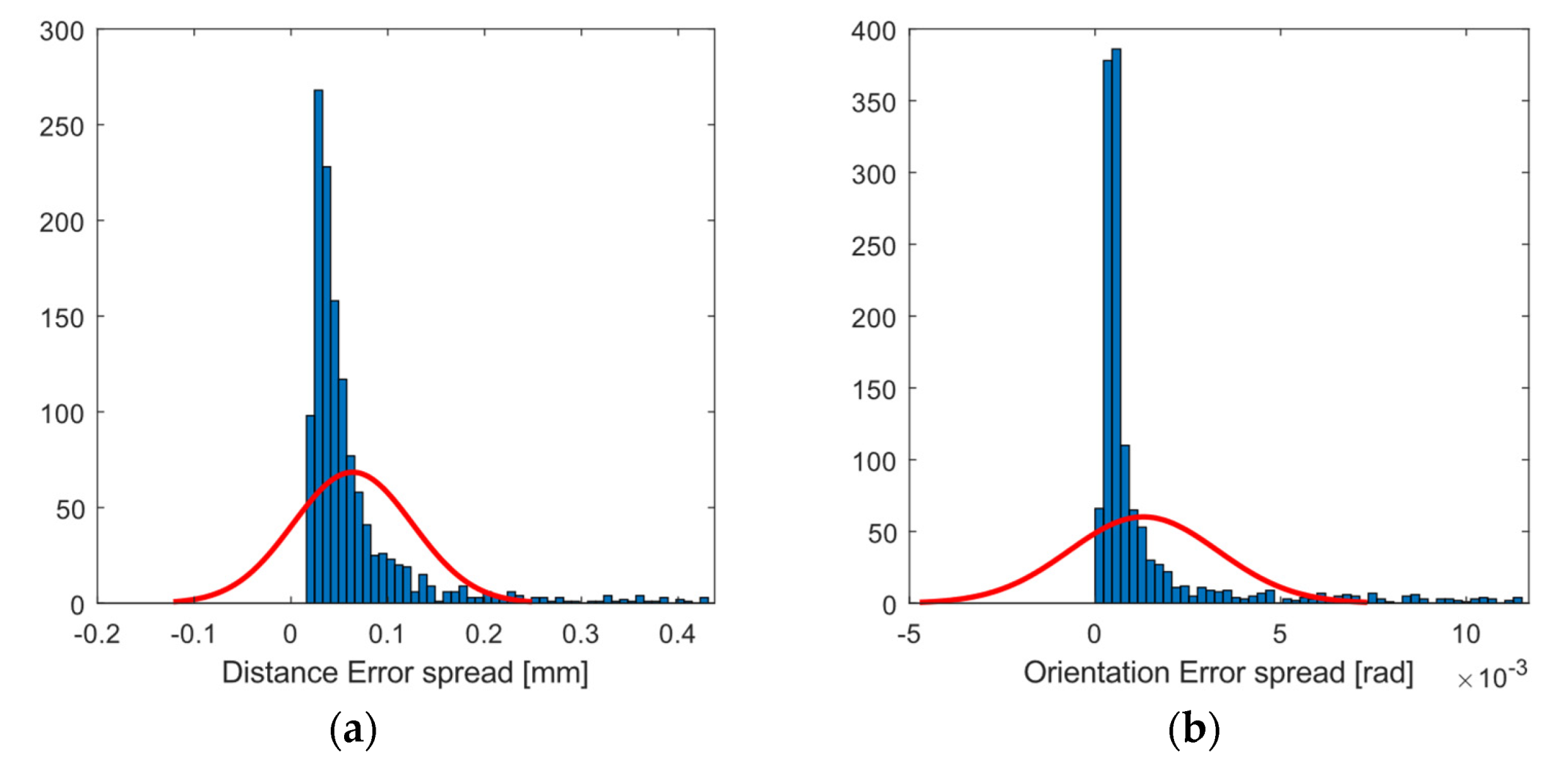
2.2.2. Error Spread
Error spread value includes the standard deviation of error at a stop point for a repetition. For the case of the error spread in the distance
, this is calculated from the Euclidean distance of the samples to the mean of the data. Then:
where
is the error spread for position
values at repetition
n, while
are the coordinates in
at frame k.
The orientation statistic
is calculated from the angular distance of the rotations collected as quaternions and the mean rotation of the set. Then:
where
is the error spread for rotation
values at repetition
n, and
is the quaternion in this pose.
For the six stops on each line, a total of six average errors were calculated—one for each point. The results of the three repetitions per point were averaged for representation in the heat map. The position of the stops used for the representation is the average of the recorded positions of the three repetitions.
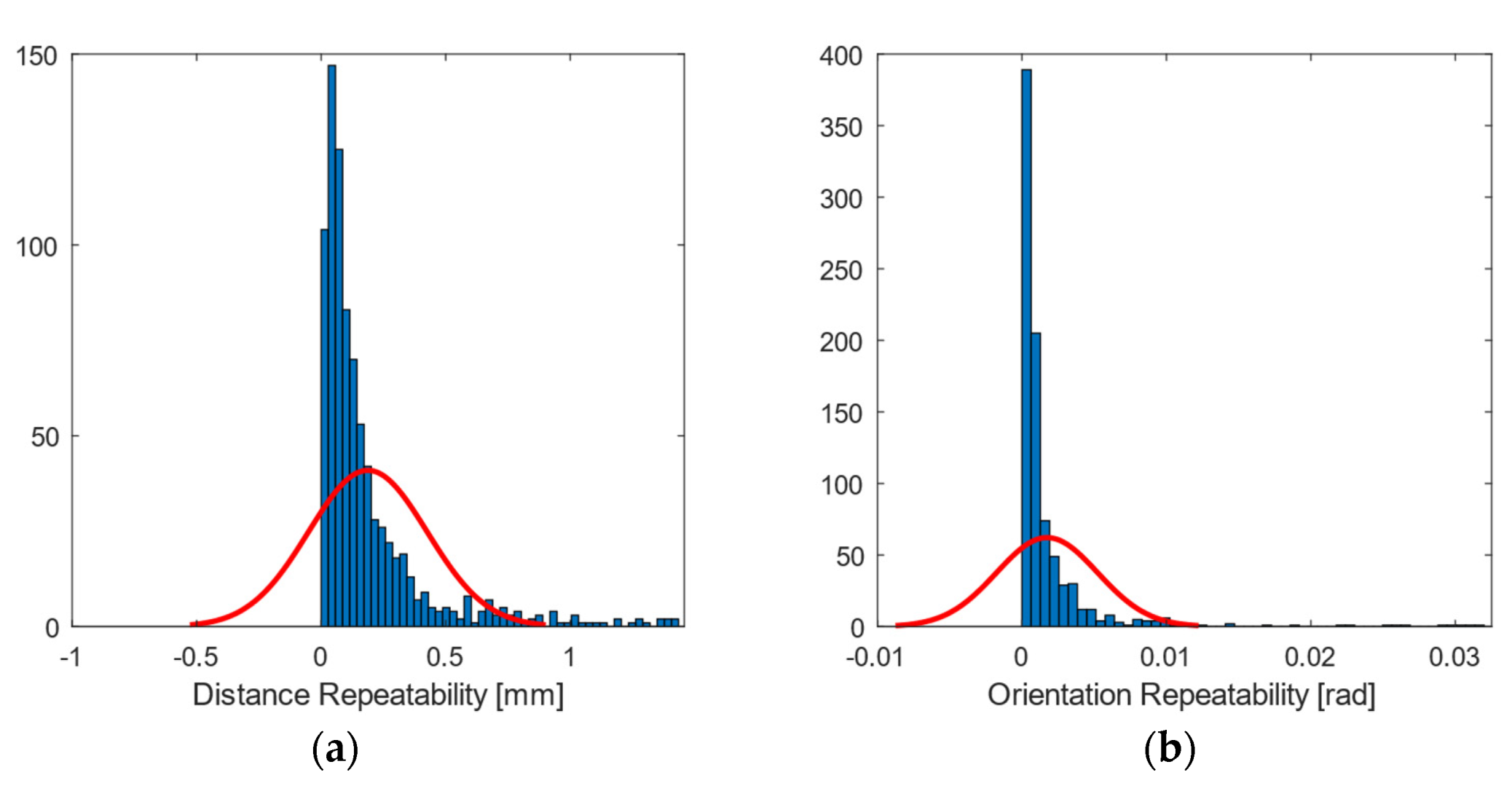
2.2.3. Spatial Repeatability
Lastly, spatial repeatability is calculated as the error composed by small variations in the pose between successive observations taken under identical conditions (see
Figure 5). In the case of distances,
is calculated as the difference between the measurements of the same point in two successive repetitions
. Then:
where
are the averaged collected coordinates at these points.
For orientations,
is the angular difference extracted between
. Then:
where
are the averaged quaternions at these points.
For the three repetitions of each line, a total of two average error lines were calculated, with six stops on each one. The results of the two errors per point were averaged for representation in the heat map. The position of the stops used for the representation is the average of the recorded positions of the three repetitions.
2.2.4. Experimental Inner Areas
For each statistic described, the internal area with the smallest error was studied, comparing it with the internal area recommended by the manufacturer after the calibration process. For this purpose, the measurement area was divided into all possible 9 × 9 cell windows, and those in which at least one cell experienced losses and did not contain an error value were discarded. This process was performed twice—once for the 21 × 21 cell configuration, and once for the 20 × 21 cell configuration. The errors of each statistic that fell within each of the windows were averaged and compared by selecting the lowest values.
4. Discussion
The proposed methodology for the evaluation of the optical system allows an exhaustive analysis of the distributed error in the capture area, with the estimation of the statistical parameters of mean error, error spread, and spatial repeatability—a metric not available with manual evaluation processes, and useful in applications requiring precision and deterministic systems. The area in which this was applied was a horizontal plane of greater extension than the reach of the robotic arm, and which was significantly enlarged compared to that recommended by the manufacturer, forcing the failure. This experiment was designed to study the capacity of the evaluation method to detect the limitations of the capture system.
The extension of the experiment to a 3D environment could have been achieved by repeating the experimental procedure with the robot mounted at different heights, but the analysis of each plane would have been the same as the one performed for the mid-height plane we used, and the calculation of the error distribution on the vertical axis was the same as on the horizontal one. For this reason, we decided to simplify the experiments to a single horizontal plane in order to facilitate the analysis and compression of the results.
The analysis of the dependence of the error on the number of cameras was also considered. However, as with the 3D study, varying the number of cameras would not have changed the way the statistics were applied for each configuration, but it would have increased the complexity of the results.
Calibration of the OMC laboratory following the manufacturer’s instructions produced a nominal position error of 1.1276 mm (mean) at the 99th percentile of 3.505 mm (values given by the manufacturer software as result of calibration). For robotic applications, the manufacturer recommends an equidistant distribution of the cameras around the setup, separating them by a consistent distance. However, in most cases, this ideal configuration cannot be applied. For these cases, as in [
1], we chose to make a placement adapted to our laboratory, with an irregular distribution of the cameras, like the kind we can find in a common laboratory session. Despite this, in our systematic evaluation of the entire workspace, a lower value (0.6239 mm) of position error was obtained, but not considering the samples that could not be reconstructed by the manufacturer’s software. The methodology used allows for a more detailed study.
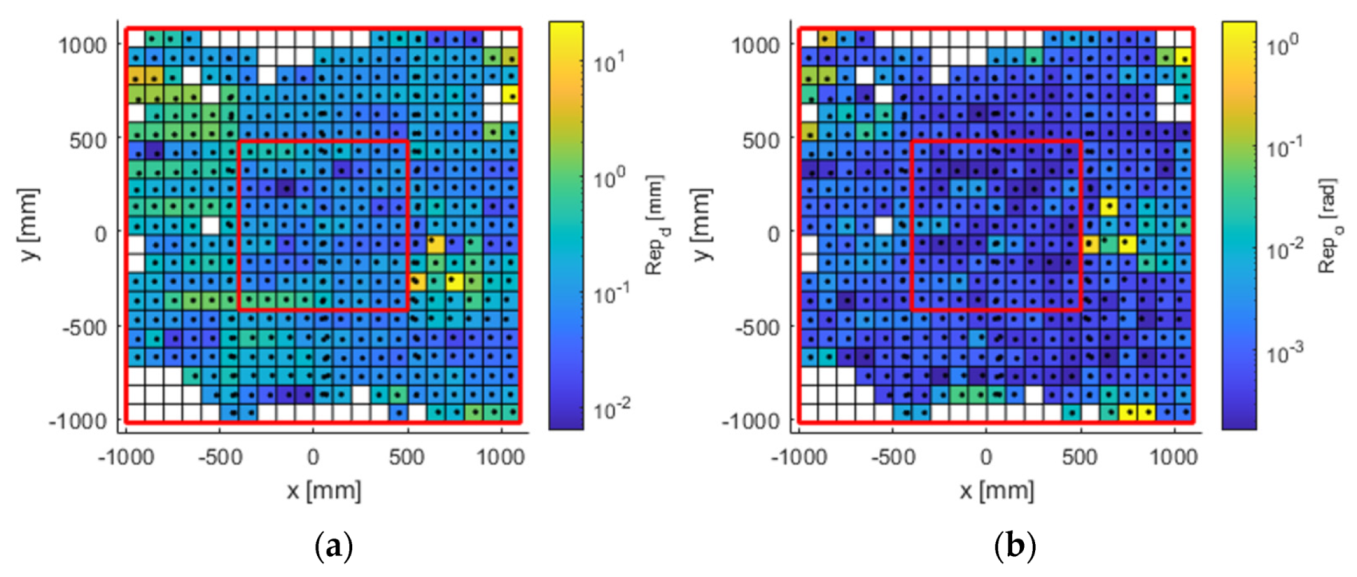
The visualisation of heat map errors provides an insight into the strong relationship between performance and the selected configuration of the capture system. A mere visual inspection of
Figure 8,
Figure 9,
Figure 10,
Figure 11,
Figure 12 and
Figure 13 reveals a decrease in all errors in the interior area, as is reflected in
Table 1 and
Table 2. Some positions located in the large area, mainly at the outer limits, were affected by the reduction in the number of cameras capable of viewing this area. 3D reconstruction was directly affected, and data loss occurred at certain stops (see
Figure 7). The loss of accuracy at the edges has already been highlighted before [
1], with magnitude compatible to that reported here.
Another feature of the capture system configuration seen in the heat maps is that the first third of the work area, starting from the left, generally has higher error than the other two thirds. This increase in error and data loss is due to characteristics of our setup, which is too close to the line of cameras C1–C2–C3. As camera C6 is further away from the area, its field of view covers a larger area than camera C2.
The mean positional error was reduced from 0.6999 to 0.4389 mm in the inner area (
Table 1), as was the case with the value of its dispersion. However, the distribution of these errors appears as an asymmetric and positive bell-shaped distribution with a higher median in the inner area than in the outer area. A Mann–Whitney U test was carried out in order to check the similarity between the two median values, and the results showed that, in terms of mean distance error, we cannot conclude that they are significantly different in both areas. For the dispersion and repeatability metrics for both distances and orientations, the values decreased in the inner area. This difference was supported by the Mann–Whitney U test, which showed that we can reject the null hypothesis and consider errors in the two areas to be significantly different.
Spatial repeatability errors in distance and orientation (
Figure 12) were of special interest, since they could not be studied in other similar works. This was made possible by using an industrial robot, which allowed the movements to be repeated with great precision without human intervention. Repeatability errors showed values higher than the error given by the manufacturer (0.01 mm). This may be due to the sensitivity in the 3D reconstruction, which when receiving a small variation in the position of the markers, translates into a greater displacement of the rigid body [
31]. Another possibility is the existence of dependence between the current sample and the previous ones, meaning that two sets of markers located in the same spatial positions could be wrongly interpreted as different body poses.
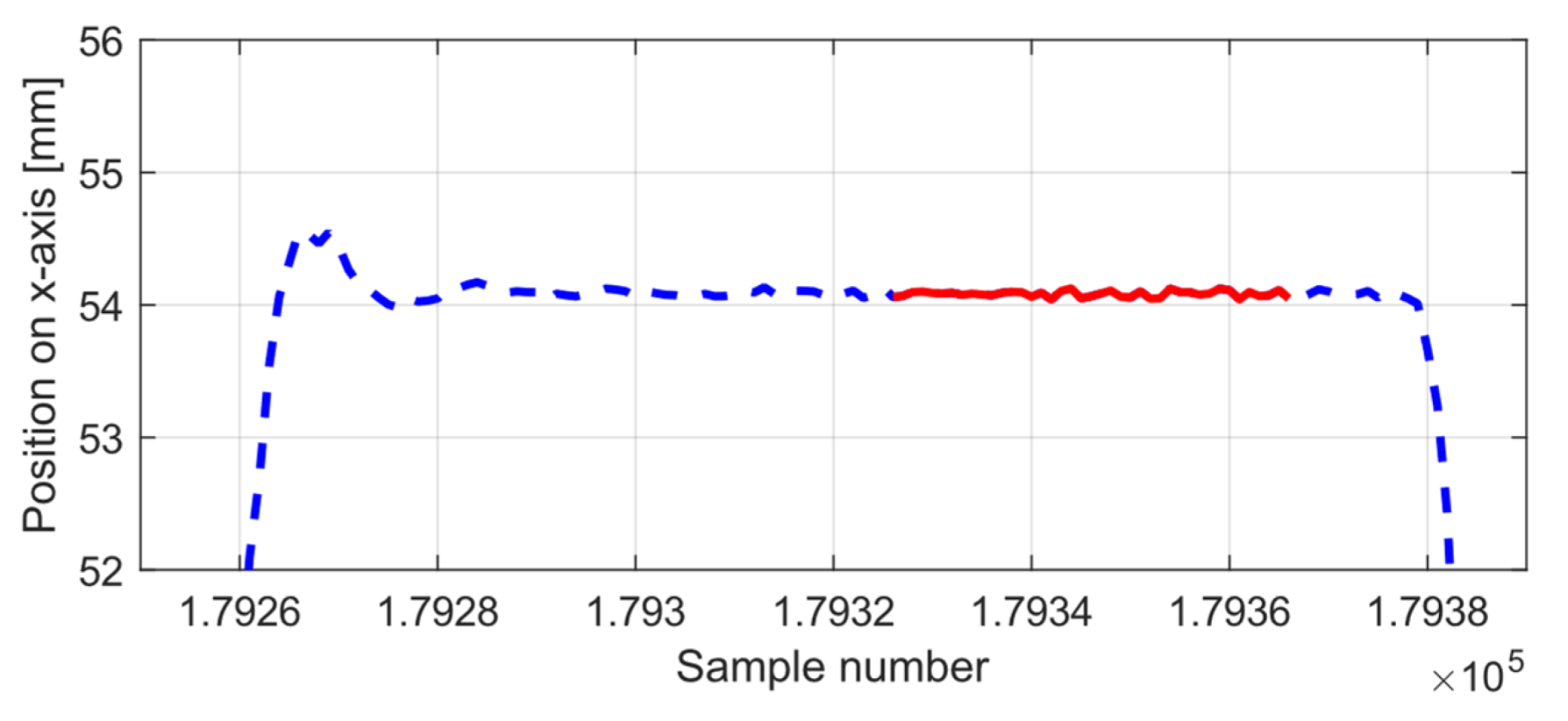
On the other hand, placing the robot on a moving table that uses a braking mechanism to stop it may raise the question of whether this will be enough to prevent the movement of the cart. The data window corresponding to each stop of the robot was manually selected by discarding the vibrations produced by the robot during movement, as shown in
Figure 15. Despite this, the possible error introduced was examined by analysing the standard deviation of the measurements around its mean (
Figure 6) for samples from the inner area, and for a one-second sample in which the rigid body was completely at rest. The dispersion of the experiment shows a value between 0.03 and 0.04 mm higher than the value at rest, so we consider that these variations can be disregarded as insignificant.
The results obtained (mainly for the mean error and error dispersion) were close to those reported in other methodologies with manual procedures [
1,
2,
18], and they confirm the possibility of using an industrial robot as an alternative for the evaluation of an optical system, which facilitates this process by not requiring the acquisition of extra tools. In this type of cell, where the quality of measurements in the robot’s area of motion may be of primary interest, its use could lead to the automation of the calibration and evaluation process.
4.1. Capture System Useful Area
The evaluated capture area consisted of a horizontal plane of greater extension than that recommended by the manufacturer. Although with the design of the experiments it was expected to find these errors in the end zones, the useful area for measurement exceeded that recommended by the manufacturer (understood as the area recommended as perceptible by the six cameras). On the other hand,
Figure 8,
Figure 9,
Figure 10,
Figure 11,
Figure 12 and
Figure 13 suggest that the “true centre” of our OMC was somewhat shifted to the right of the centre indicated by the manufacturer in the workspace. Irregular positioning of the cameras caused a higher loss of measurements on the left side of the capture area. This implies that when wanting to use the largest possible measurement area, the centre of the measurement area will be shifted to the right, or, on the other hand, that the cameras should be repositioned in such a way that camera C2 is moved away from the centre, in order to increase its visibility of the measurement area.
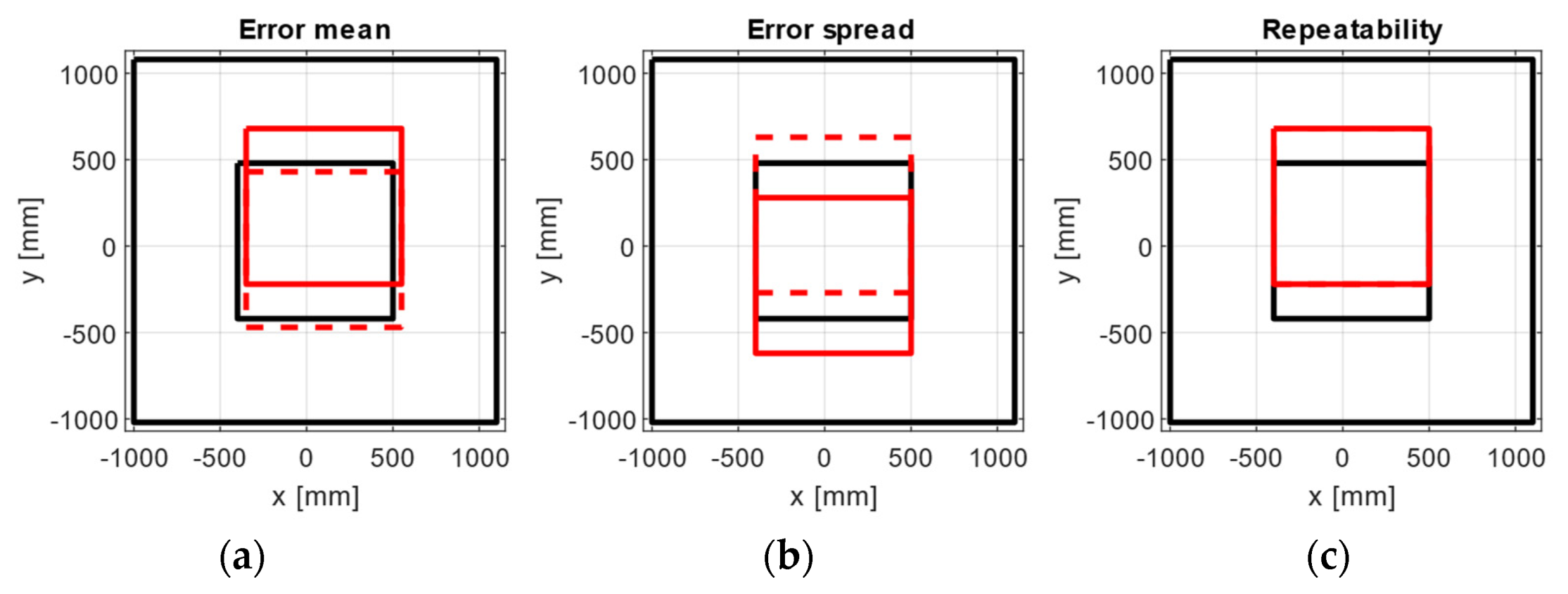
To propose an experimental central area of the same size as the evaluated inner area, based on the statistics studied (mean error, error spread, and repeatability), the internal area of 0.9 × 0.9 m
2 containing the smallest error for each statistic was calculated (see
Figure 14). The results are consistent with the location of the error exhibited by the heat maps, with all experimental areas lying in the same vertical strip and located within the overlapping capture volume of the six cameras.
4.2. Applicability of the Methodology
This experiment was designed to study the capacity of the evaluation method to detect the limitations of the capture system. For this purpose, the capture volume was simplified to a horizontal plane, and was tested with an irregular and fixed number of cameras in a larger area than that recommended by the manufacturer. However, depending on the application, the size, shape and configuration of the capture volume may vary. The proposed evaluation can be adapted to other robot paths as long as the facts remain the same:
The route is planned as a set of segments of known size, independent of the direction of the movement.
At the end of each segment, the robot remains completely stationary, so the position and rotation should not vary.
Each segment must be repeated a minimum of two times in order to apply the spatial repeatability statistic.





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}