Artificial Intelligence-Based Hole Quality Prediction in Micro-Drilling Using Multiple Sensors

 ,
,  ,
,  ,
,  ,
,  ,
, 
Abstract
1. Introduction
2. Materials and Method
3. Results and Discussion
3.1. Signal Analysis
3.1.1. Time Domain Features of Process Signals
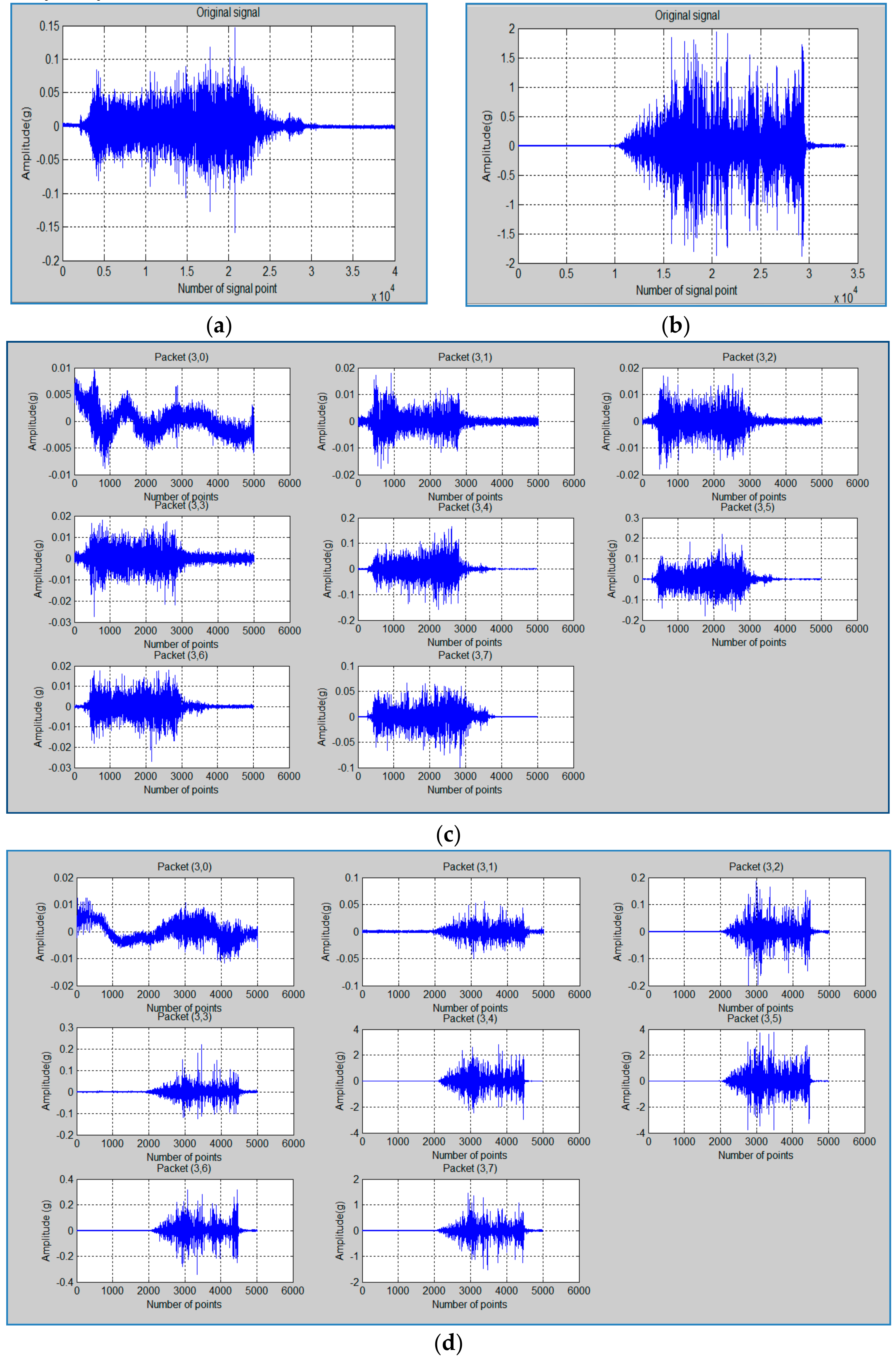
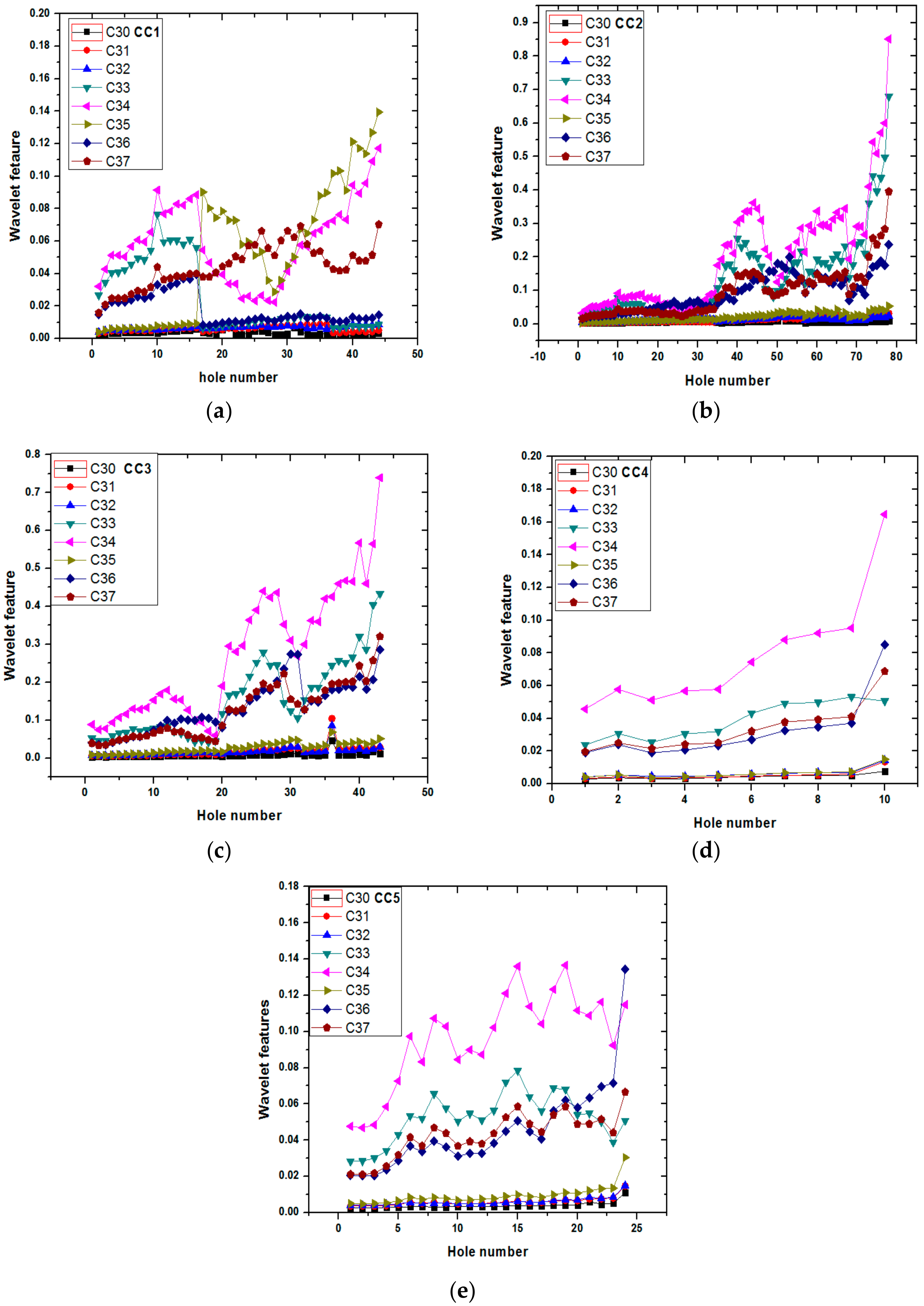
3.1.2. Wavelet Packet Features of Vibration Signals
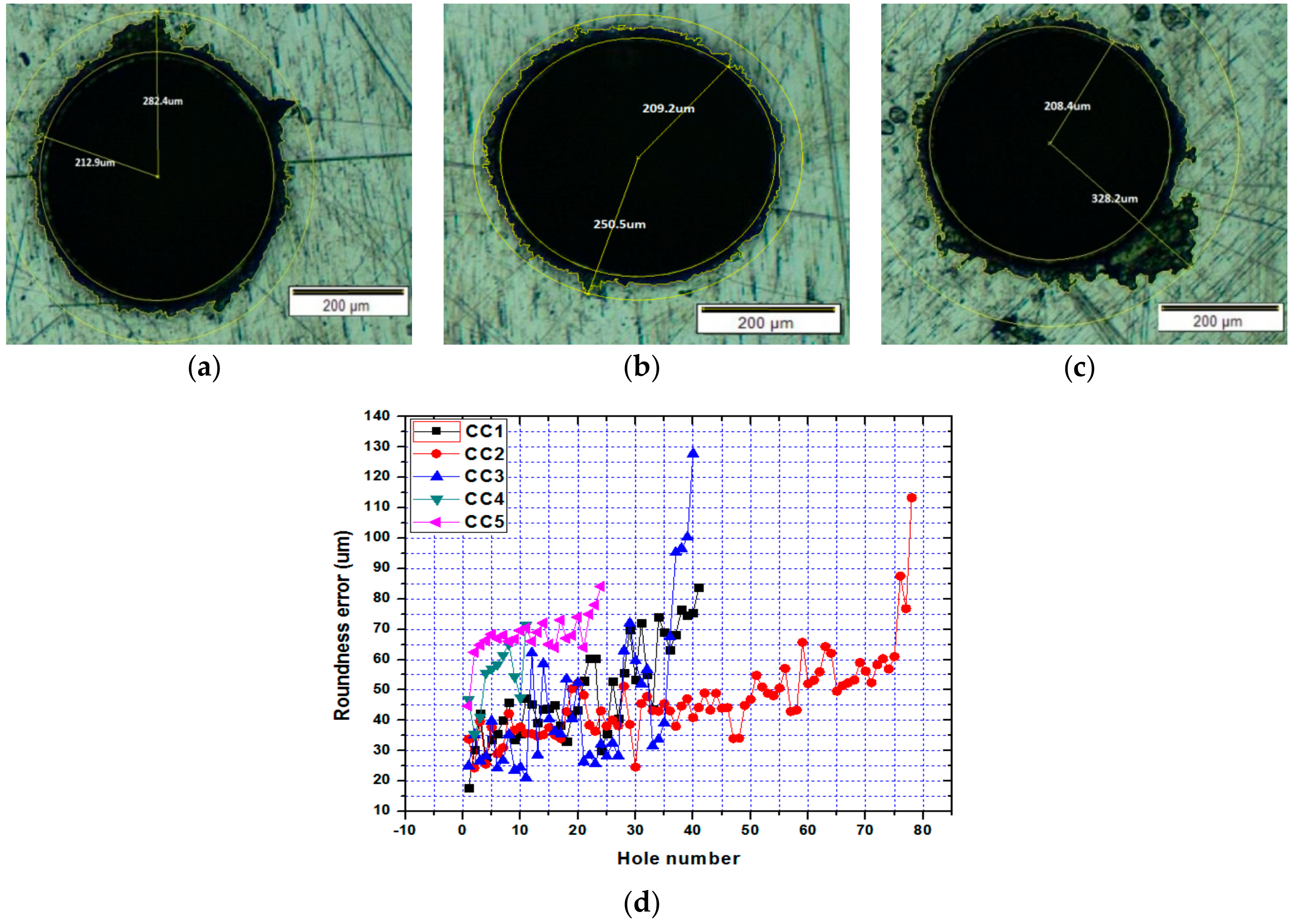
3.2. Hole Quality
3.3. Tool Condition-Monitoring Based on Hole Quality Prediction Using Multiple Sensors
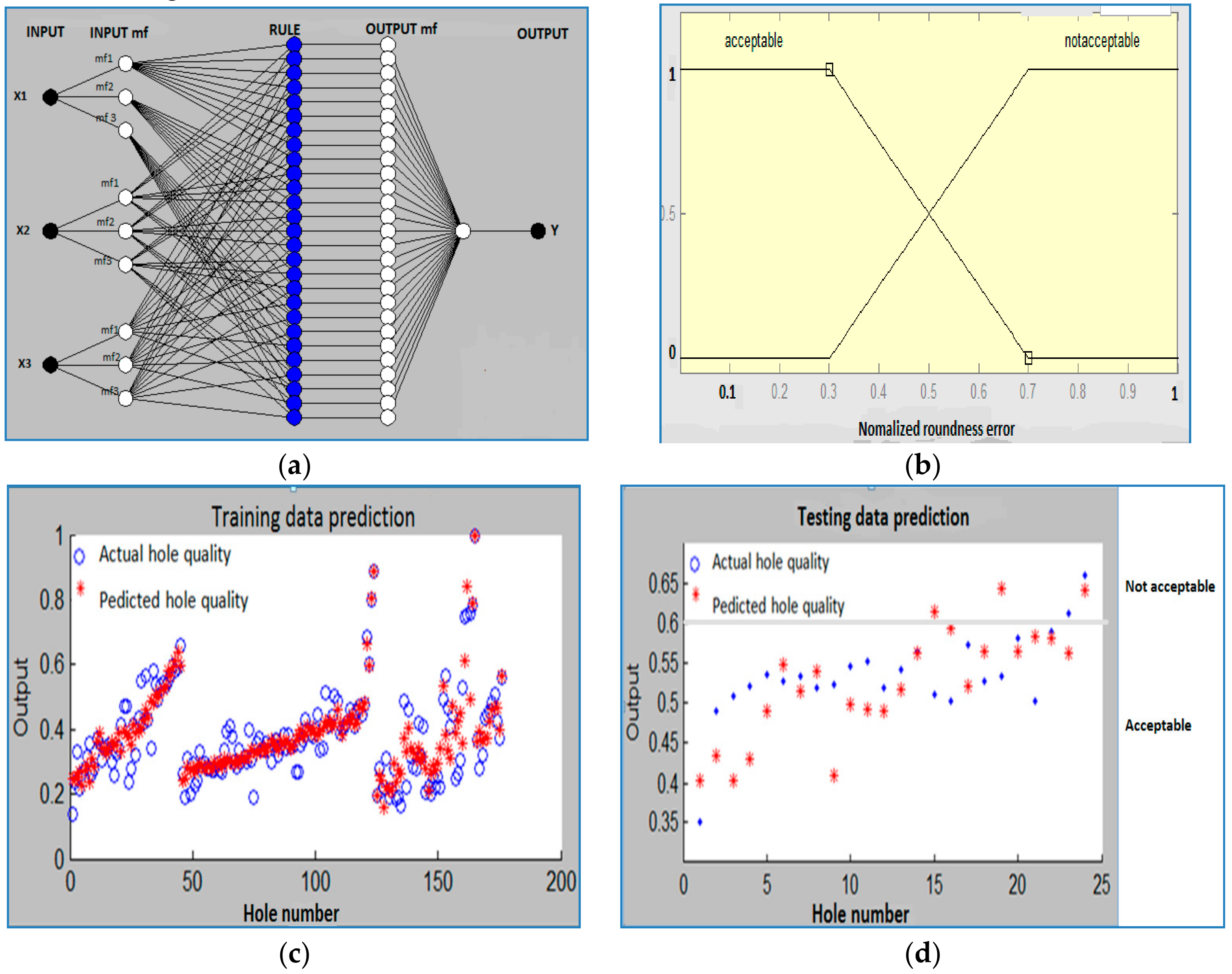
3.3.1. Adaptive Neuro Fuzzy Inference System (ANFIS) Model for Time Domain Signals
3.3.2. ANFIS Model Using Wavelet Packet-Based Vibration Features
4. Conclusions
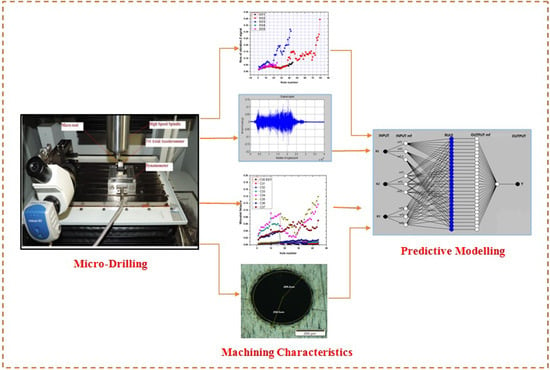
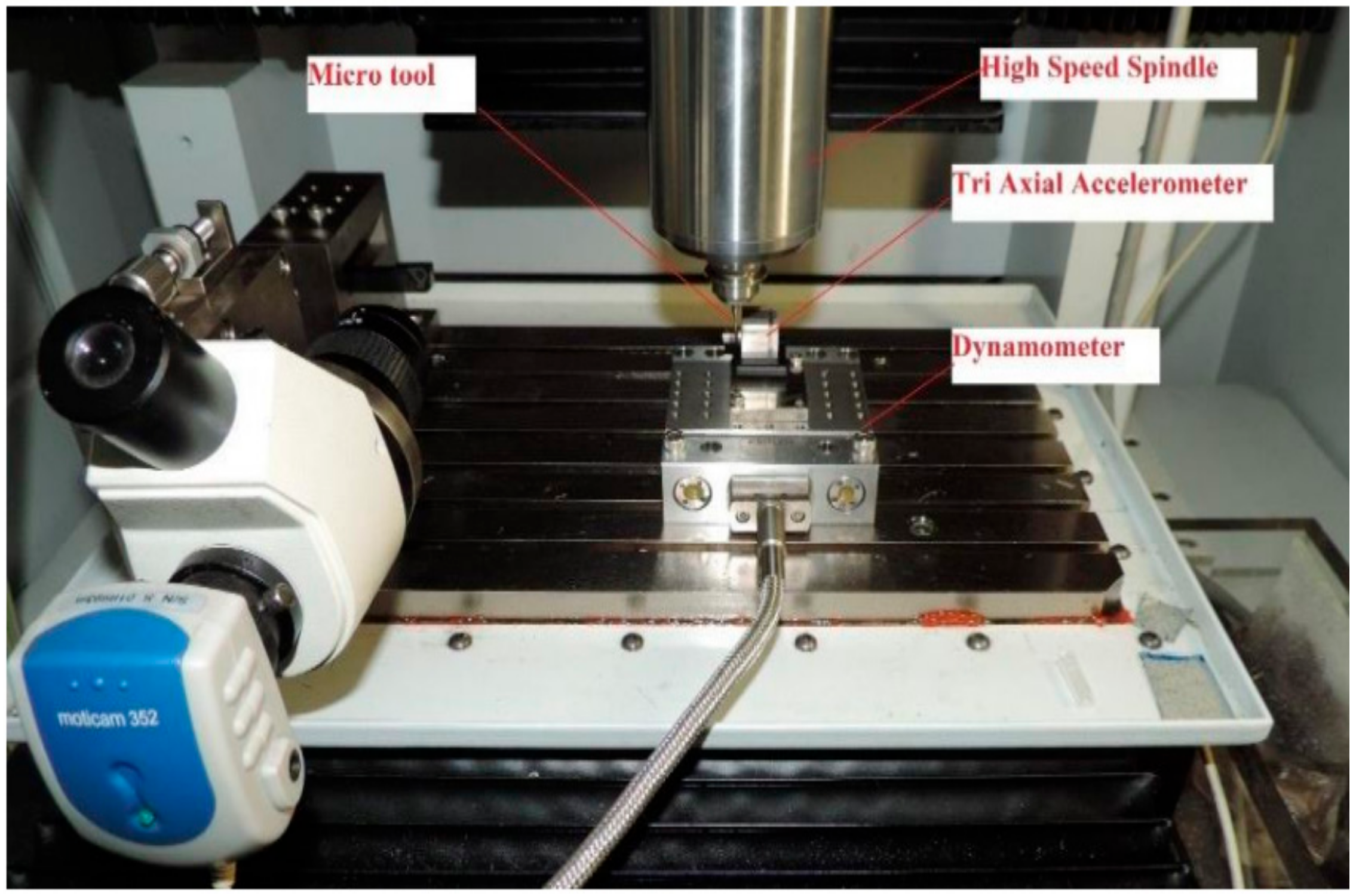
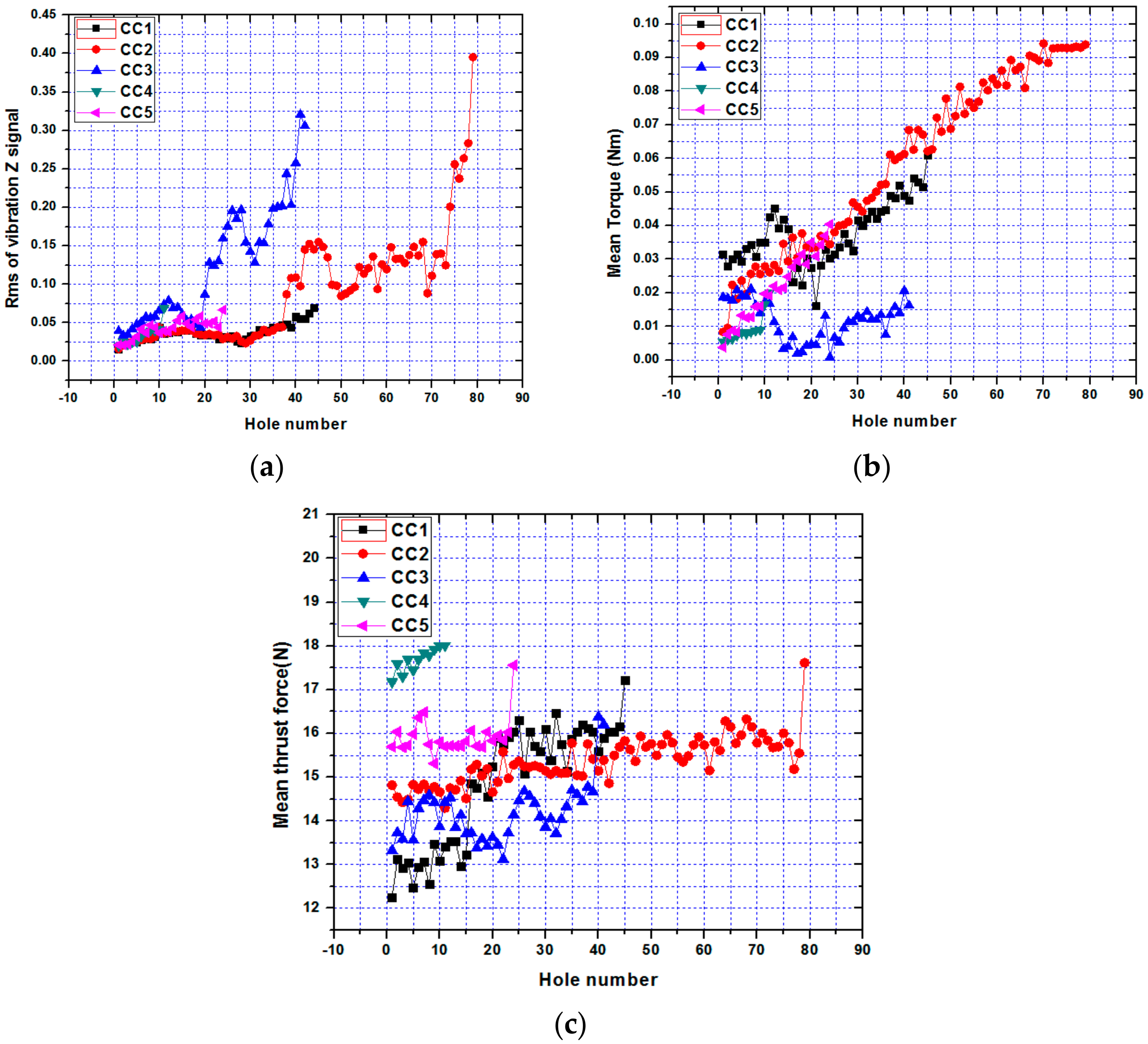
- Cutting force signals, i.e., thrust and torque have been studied in the time domain, and vibration signals from the workpiece are studied in the time domain as well as the time frequency domain. The values of the extracted features increase for a continuing drilled hole and become the maximum before breakage.
- Prediction of drilled hole quality is better by considering all the appropriate features collectively rather than when they are considered individually. The results establish that the fusion of sensor signal features can produce higher accuracy of tool-condition prediction.
- Hole-quality prediction by ANFIS model reveals the best performance among the different monitoring strategies it is fusion of all the time signal feature. The wavelet packet-based approach is more accurate in prediction of hole quality as compared to time based approaches of vibration signals. Moreover, the different monitoring strategies are found to perform better in fusion of all sensor signal.
Author Contributions
Funding
Conflicts of Interest
References
- Rao, R.V.; Rai, D.P.; Balic, J. Multi-objective optimization of machining and micro-machining processes using non-dominated sorting teaching–learning-based optimization algorithm. J. Intellig. Manuf. 2018, 29, 1715–1737. [Google Scholar] [CrossRef]
- Boswell, B.; Islam, M.N.; Davies, I.J. A review of micro-mechanical cutting. Int. J. Adv. Manuf. Technol. 2018, 94, 789–806. [Google Scholar] [CrossRef]
- Parenti, P.; Masato, D.; Sorgato, M.; Lucchetta, G.; Annoni, M. Surface footprint in molds micromilling and effect on part demoldability in micro injection molding. J. Manuf. Process. 2017, 29, 160–174. [Google Scholar] [CrossRef]
- Pratap, T.; Patra, K. Fabrication of micro-textured surfaces using ball-end micromilling for wettability enhancement of Ti-6Al-4V. J. Mater. Process. Technol. 2018, 262, 168–181. [Google Scholar] [CrossRef]
- Sahoo, P.; Pratap, T.; Karali, P. A hybrid modelling approach towards prediction of cutting forces in micro end milling of Ti-6Al-4V titanium alloy. Int. J. Mech. Sci. 2019, 150, 495–509. [Google Scholar] [CrossRef]
- Sahoo, P.; Patra, K.; Singh, V.K.; Gupta, M.K.; Song, Q.; Mia, M.; Pimenov, D.Y. Influences of TiAlN coating and limiting angles of flutes on prediction of cutting forces and dynamic stability in micro milling of die steel (P-20). J. Mater. Process. Technol. 2020, 278, 116500. [Google Scholar] [CrossRef]
- Anand, R.S.; Patra, K. Mechanistic cutting force modeling for micro-drilling of CFRP composite laminates. CIRP J. Manuf. Sci. Technol. 2017, 16, 55–63. [Google Scholar] [CrossRef]
- Hasan, M.; Zhao, J.; Jiang, Z. A review of modern advancements in micro drilling techniques. J. Manuf. Process. 2017, 29, 343–375. [Google Scholar] [CrossRef]
- Masuzawa, T.; Tönshoff, H.K. Three-dimensional micromachining by machine tools. CIRP Ann. Manuf. Technol. 1997, 46, 621–628. [Google Scholar] [CrossRef]
- Koyano, T.; Sugata, Y.; Hosokawa, A.; Furumoto, T. Micro electrical discharge machining using high electric resistance electrodes. Precis. Eng. 2017, 47, 480–486. [Google Scholar] [CrossRef]
- Yang, F.; Bellotti, M.; Hua, H.; Yang, J.; Qian, J.; Reynaerts, D. Experimental analysis of normal spark discharge voltage and current with a RC-type generator in micro-EDM. Int. J. Adv. Manuf. Technol. 2018, 96, 2963–2972. [Google Scholar] [CrossRef]
- Abidi, M.H.; Al-Ahmari, A.M.; Umer, U.; Rasheed, M.S. Multi-objective optimization of micro-electrical discharge machining of nickel-titanium-based shape memory alloy using MOGA-II. Measurement 2018, 125, 336–349. [Google Scholar] [CrossRef]
- Daemi, B.; Ekberg, P.; Mattsson, L. Lateral performance evaluation of laser micromachining by high precision optical metrology and image analysis. Precis. Eng. 2017, 50, 8–19. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, Z.; Zhang, G.; Wang, B.; Zhang, W. Study on immersion waterjet assisted laser micromachining process. J. Mater. Process. Technol. 2018, 262, 290–298. [Google Scholar] [CrossRef]
- James, S.; Sonate, A. Experimental study on micromachining of CFRP/Ti stacks using micro ultrasonic machining process. Int. J. Adv. Manuf. Technol. 2018, 95, 1539–1547. [Google Scholar] [CrossRef]
- Dabir-Moghaddam, N.; Song, H.; Wu, B. Modeling of cavitating flow induced by an ultrasonic horn above a solid target with a microhole. J. Manuf. Process. 2018, 32, 327–336. [Google Scholar] [CrossRef]
- Jain, V.K. Magnetic field assisted abrasive based micro-/nano-finishing. J. Mater. Process. Technol. 2009, 209, 6022–6038. [Google Scholar] [CrossRef]
- Selada, A.; Manaia, A.; Vieira, M.T.; Pouzada, A.S. Effect of LBM and large-area EBM finishing on micro-injection moulding surfaces. Int. J. Adv. Manuf. Technol. 2011, 52, 171–182. [Google Scholar] [CrossRef]
- Bruschi, S.; Tristo, G.; Rysava, Z.; Bariani, P.F.; Umbrello, D.; De Chiffre, L. Environmentally clean micromilling of electron beam melted Ti6Al4V. J. Clean. Prod. 2016, 133, 932–941. [Google Scholar] [CrossRef][Green Version]
- Pratap, T.; Patra, K. Micro Ball-End Milling - An Emerging Manufacturing Technology for Micro-feature patterns. Int. J. Adv. Manuf. Technol. 2018, 94, 2821–2845. [Google Scholar] [CrossRef]
- Beruvides, G.; Quiza, R.; Rivas, M.; Castaño, F.; Haber, R.E. Online detection of run out in microdrilling of tungsten and titanium alloys. Int. J. Adv. Manuf. Technol. 2014, 74, 1567–1575. [Google Scholar] [CrossRef][Green Version]
- Liao, Z.; Axinte, D.A. On monitoring chip formation, penetration depth and cutting malfunctions in bone micro-drilling via acoustic emission. J. Mater. Process. Technol. 2016, 229, 82–93. [Google Scholar] [CrossRef]
- Patra, K.; Jha, A.K.; Szalay, T.; Ranjan, J.; Monostori, L. Artificial neural network based tool condition monitoring in micro mechanical peck drilling using thrust force signals. Precis. Eng. 2017, 8, 279–291. [Google Scholar] [CrossRef]
- Mikołajczyk, T.; Nowicki, K.; Kłodowski, A.; Pimenov, D.Y. Neural network approach for automatic image analysis of cutting edge wear. Mech. Syst. Signal. Process. 2017, 88, 100–110. [Google Scholar] [CrossRef]
- Malekian, M.; Park, S.S.; Jun, M.B.G. Tool wear monitoring of micro-milling operations. J. Mater. Process. Technol. 2009, 209, 4903–4914. [Google Scholar] [CrossRef]
- Kim, D.W.; Lee, Y.S.; Park, M.S.; Chu, C.N. Tool life improvement by peck drilling and thrust force monitoring during deep-micro-hole drilling of steel. Int. J. Mach. Tool. Manuf. 2009, 49, 246–255. [Google Scholar] [CrossRef]
- Ravisubramanian, S.; Shunmugam, M.S. On reliable measurement of micro drilling forces and identification of different phases. Measurement 2015, 73, 335–340. [Google Scholar] [CrossRef]
- García Plaza, E.; Núñez López, P.J. Analysis of cutting force signals by wavelet packet transform for surface roughness monitoring in CNC turning. Mech. Syst. Signal. Process. 2018, 98, 634–651. [Google Scholar] [CrossRef]
- Efkolidis, N.; Hernández, C.G.; Talón, J.L.H.; Kyratsis, P. Modelling and prediction of thrust force and torque in drilling operations of Al7075 using ANN and RSM methodologies. Stroj. Vestn. J. Mech. Eng. 2018, 64, 351–361. [Google Scholar] [CrossRef]
- Oh, Y.T.; Kwon, W.T.; Chu, C.N. Drilling torque control using spindle motor current and its effect on tool wear. Int. J. Adv. Manuf. Technol. 2004, 24, 327–334. [Google Scholar] [CrossRef]
- Garg, S.; Patra, K.; Pal, S.K.; Chakraborty, D. Effect of different basis functions on a radial basis function network in prediction of drill flank wear from motor current signals. Soft Computing 2008, 12, 777–787. [Google Scholar] [CrossRef]
- Pimenov, D.Y.; Bustillo, A.; Mikolajczyk, T. Artificial intelligence for automatic prediction of required surface roughness by monitoring wear on face mill teeth. J. Intell. Manuf. 2018, 29, 1045–1061. [Google Scholar] [CrossRef]
- García-Ordás, M.T.; Alegre-Gutiérrez, E.; Alaiz-Rodríguez, R.; González-Castro, V. Tool wear monitoring using an online, automatic and low cost system based on local texture. Mech. Syst. Signal. Process. 2018, 112, 98–112. [Google Scholar] [CrossRef]
- Mikołajczyk, T.; Nowicki, K.; Bustillo, A.; Pimenov, D.Y. Predicting tool life in turning operations using neural networks and image processing. Mech. Syst. Signal. Process. 2018, 104, 503–513. [Google Scholar] [CrossRef]
- Huang, C.R.; Lu, M.C.; Lu, C.E.; Hsu, Y.W. Study of spindle vibration signals for tool breakage monitoring in microdrilling. In Proceedings of the 8th World congress on Intelligent Control and Automation, Taipei, Taiwan, 21–25 June 2011. [Google Scholar] [CrossRef]
- García Plaza, E.; Núñez López, P.J. Application of the wavelet packet transform to vibration signals for surface roughness monitoring in CNC turning operations. Mech. Syst. Signal. Process. 2018, 98, 902–919. [Google Scholar] [CrossRef]
- Patra, K. Acoustic emission based tool condition monitoring system in drilling. In Proceedings of the World Congress on Engineering (WCE 2011), London, UK, 6–8 July 2011; Volume 3, pp. 2126–2130. [Google Scholar]
- Yesilli, M.C.; Khasawneh, F.A.; Otto, A. On transfer learning for chatter detection in turning using wavelet packet transform and ensemble empirical mode decomposition. CIRP J. Manuf. Sci. Technol. 2019, in press. [Google Scholar] [CrossRef]
- García Plaza, E.; Núñez López, P.J.; Beamud González, E.M. Efficiency of vibration signal feature extraction for surface finish monitoring in CNC machining. J. Manuf. Process. 2019, 44, 145–157. [Google Scholar] [CrossRef]
- Fu, L.; Ling, S.F.; Tseng, C.H. On-line breakage monitoring of small drills with input impedance of driving motor. Mech. System. Signal. Process. 2007, 21, 457–465. [Google Scholar] [CrossRef]
- Segreto, T.; Karam, S.; Simeone, A.; Teti, R. Residual Stress Assessment in Inconel 718 Machining Through Wavelet Sensor Signal Analysis and Sensor Fusion Pattern Recognition. Procedia CIRP 2013, 9, 103–108. [Google Scholar] [CrossRef]
- García Plaza, E.; Núñez López, P.J.; Beamud González, E.M. Multi-sensor data fusion for real-time surface quality control in automated machining systems. Sensors 2018, 18, 4381. [Google Scholar] [CrossRef]
- Rahman, M.; Zhou, Q.; Hong, G.S. On-line cutting state recognition in turning using a neural network. Int. J. Adv. Manuf. Technol. 1995, 10, 87–92. [Google Scholar] [CrossRef]
- Sharma, V.S.; Dhiman, S.; Sehgal, R.; Sharma, S.K. Estimation of cutting forces and surface roughness for hard turning using neural networks. J. Intell. Manuf. 2008, 19, 473–483. [Google Scholar] [CrossRef]
- Patra, K.; Jha, A.K.; Szalay, T. Tool condition monitoring in micro-drilling using vibrations signals and artificial neural network. In Proceedings of the 2017 International Conference on Industrial Engineering, Applications and Manufacturing (ICIEAM), Saint Petersburg, Russia, 16–19 May 2017. [Google Scholar]
- Wang, H.; Li, S.; Song, L.; Cui, L. A novel convolutional neural network based fault recognition method via image fusion of multi-vibration-signals. Comput. Ind. 2019, 105, 182–190. [Google Scholar] [CrossRef]
- Cao, X.C.; Chen, B.Q.; Yao, B.; He, W.P. Combining translation-invariant wavelet frames and convolutional neural network for intelligent tool wear state identification. Comput. Ind. 2019, 106, 71–84. [Google Scholar] [CrossRef]
- Beruvides, G.; Quiza, R.; Del Toro, R.; Haber, R.E. Sensoring systems and signal analysis to monitor tool wear in microdrilling operations on a sintered tungsten-copper composite material. Sens. Actuat. A Phys. 2013, 199, 165–175. [Google Scholar] [CrossRef]
- Anand, R.S.; Patra, K.; Steiner, M.; Biermann, D. Mechanistic modeling of micro drilling cutting forces. Int. J. Adv. Manuf. Technol. 2017, 88, 241–254. [Google Scholar] [CrossRef]
- Imran, M.; Mativenga, P.T.; Withers, P.J. Assessment of machining performanceusing the wear map approach in micro-drilling.Int. J. Adv. Manuf. Technol. 2012, 59, 119–126. [Google Scholar] [CrossRef]
- Kondo, E.; Kamo, R.; Murakami, H. Monitoring of burr and prefailure phase caused by tool wear in micro-drilling operations using thrust force signals. J. Adv. Mech. Des. Syst. Manuf. 2012, 6, 875–884. [Google Scholar] [CrossRef][Green Version]
- Patra, K.; Pal, S.K.; Bhattacharyya, K. Fuzzy radial basis function (FRBF) network based tool condition monitoring system using vibration signals. Mach. Sci. Tech. 2010, 14, 280–300. [Google Scholar] [CrossRef]
- Ranjan, J.; Patra, K.; Szalay, T. Application of Artificial Neural Network and Wavelet Packet Transform for Vibration Signal Based Monitoring in Mechanical Micro-drilling. In Proceedings of the 2015 International Conference on Futuristic Trends on Computational Analysis and Knowledge Management (ABLAZE), Noida, India, 25–27 February 2015. [Google Scholar]
- Anand, R.S.; Patra, K. Cutting Forces and Hole Quality Analysis in Micro-drilling of CFRP. Mat. Manuf. Proc. 2018, 33, 1369–1377. [Google Scholar] [CrossRef]
- Gadelmawla, E.S. Simple and Efficient Algorithms for Roundness 490 Evaluation from the Coordinate Measurement Data. Measurement 2010, 43, 223–235. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cutting Condition (CC) | Drill Diameter, D (mm) | Spindle Speed, n (rpm) | Feed Rate, fr (mm/rev) | No. of Hole |
|---|---|---|---|---|
| CC1 | 0.4 | 10,186 | 0.003 | 44 |
| CC2 | 0.4 | 14,186 | 0.002 | 79 |
| CC3 | 0.4 | 19,099 | 0.001 | 41 |
| CC4 | 0.4 | 19,099 | 0.003 | 11 |
| CC5 | 0.4 | 14,186 | 0.003 | 24 |
| Input Signal | Mean Training Error | Mean Testing Error |
|---|---|---|
| Thrust (Fz) | 0.10418 | 0.30836 |
| Torque (Mz) | 0.11599 | 0.28671 |
| Vibration (Az) | 0.083327 | 0.10583 |
| Fz and Mz | 0.083997 | 0.5762 |
| Fz and Az | 0.071963 | 0.062799 |
| Mz and Az | 0.07369 | 0.18667 |
| Fz, Mz and Az | 0.063938 | 0.07037 |
| Input Parameters (Z Direction Vibration Signal) | ANFIS Model | |
|---|---|---|
| Mean Training Error | Mean Testing Error | |
| Wavelet features of vibration (C34, C35, C37) | 0.054371 | 0.080652 |
| Time domain feature, rms vibration (Az) | 0.083327 | 0.10583 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ranjan, J.; Patra, K.; Szalay, T.; Mia, M.; Gupta, M.K.; Song, Q.; Krolczyk, G.; Chudy, R.; Pashnyov, V.A.; Pimenov, D.Y. Artificial Intelligence-Based Hole Quality Prediction in Micro-Drilling Using Multiple Sensors. Sensors 2020, 20, 885. https://doi.org/10.3390/s20030885
Ranjan J, Patra K, Szalay T, Mia M, Gupta MK, Song Q, Krolczyk G, Chudy R, Pashnyov VA, Pimenov DY. Artificial Intelligence-Based Hole Quality Prediction in Micro-Drilling Using Multiple Sensors. Sensors. 2020; 20(3):885. https://doi.org/10.3390/s20030885
Chicago/Turabian StyleRanjan, Jitesh, Karali Patra, Tibor Szalay, Mozammel Mia, Munish Kumar Gupta, Qinghua Song, Grzegorz Krolczyk, Roman Chudy, Vladislav Alievich Pashnyov, and Danil Yurievich Pimenov. 2020. "Artificial Intelligence-Based Hole Quality Prediction in Micro-Drilling Using Multiple Sensors" Sensors 20, no. 3: 885. https://doi.org/10.3390/s20030885
APA StyleRanjan, J., Patra, K., Szalay, T., Mia, M., Gupta, M. K., Song, Q., Krolczyk, G., Chudy, R., Pashnyov, V. A., & Pimenov, D. Y. (2020). Artificial Intelligence-Based Hole Quality Prediction in Micro-Drilling Using Multiple Sensors. Sensors, 20(3), 885. https://doi.org/10.3390/s20030885