Propagation and Attenuation Characteristics of an Ultrasonic Beam in Dissimilar-Metal Welds

 ,
,
Abstract
1. Introduction
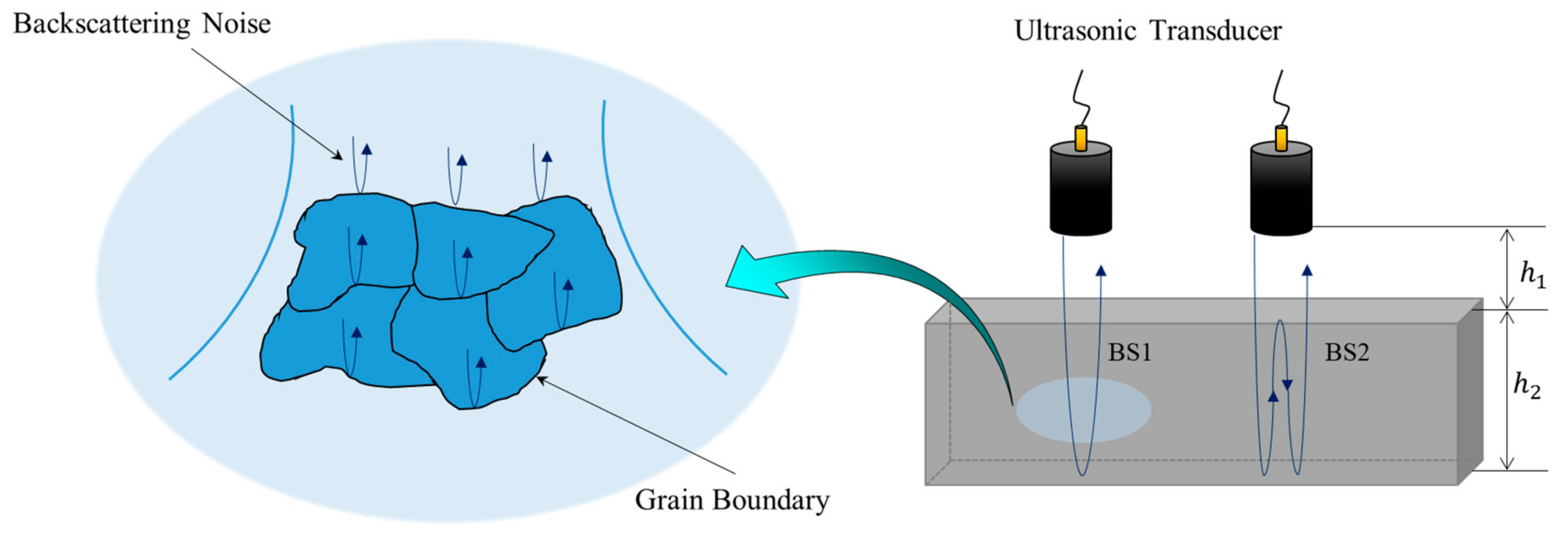
2. Theory of Ultrasonic Attenuation
3. Propagation Characteristics of Ultrasound Transmitted into DMWs
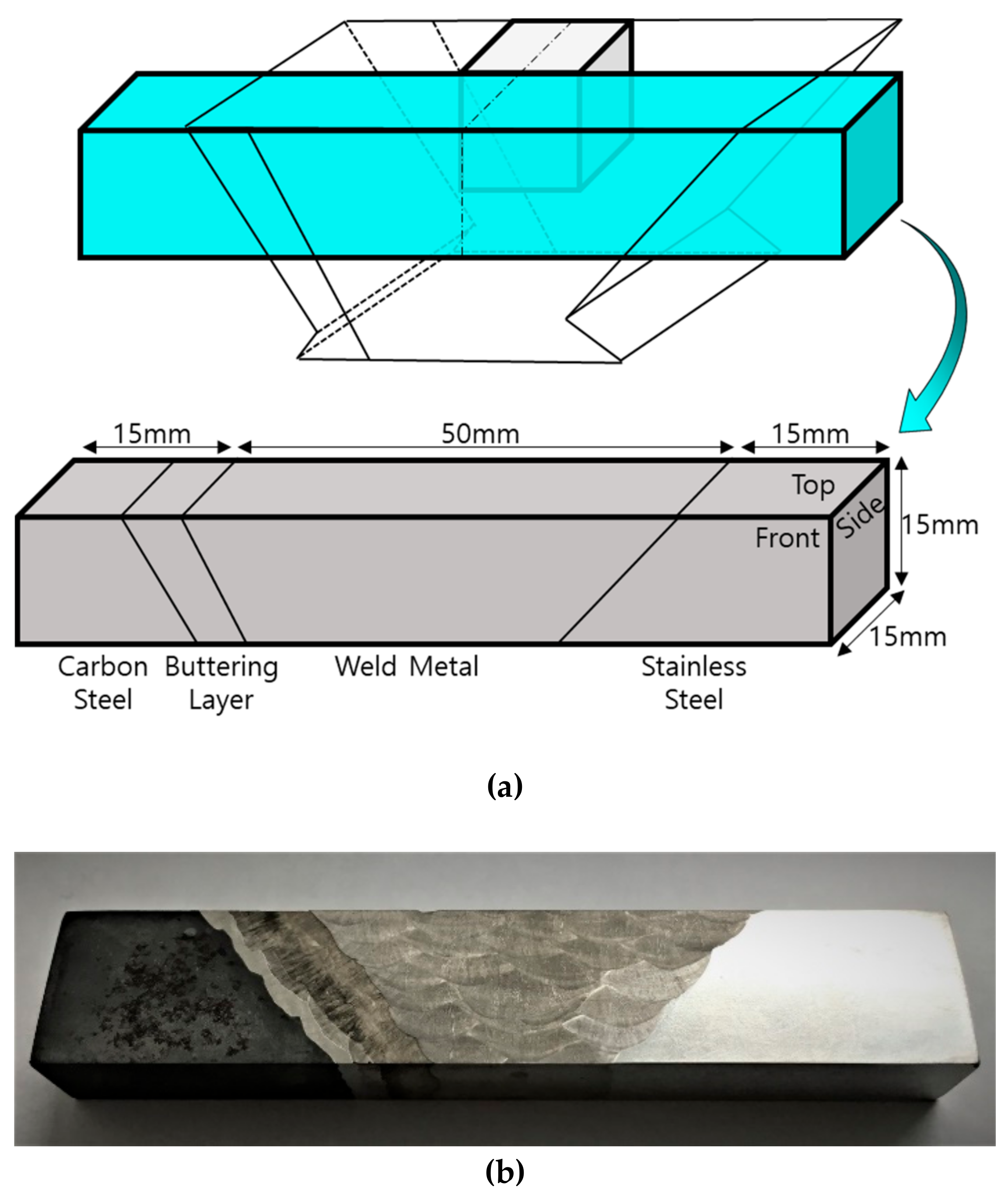
3.1. Fabrication of Coupon Samples
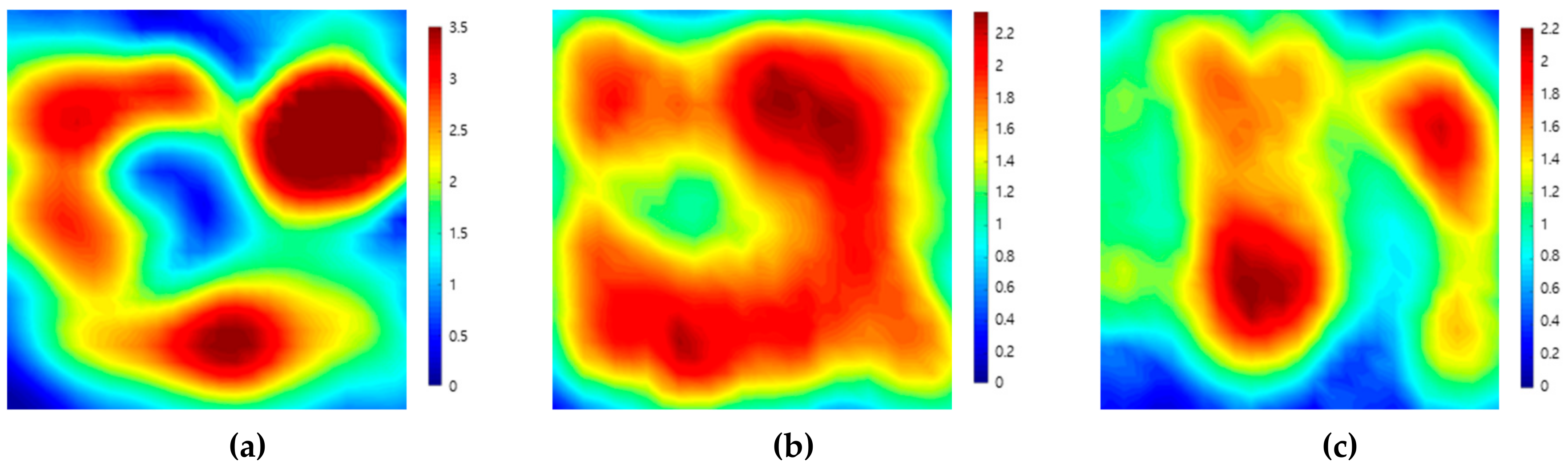
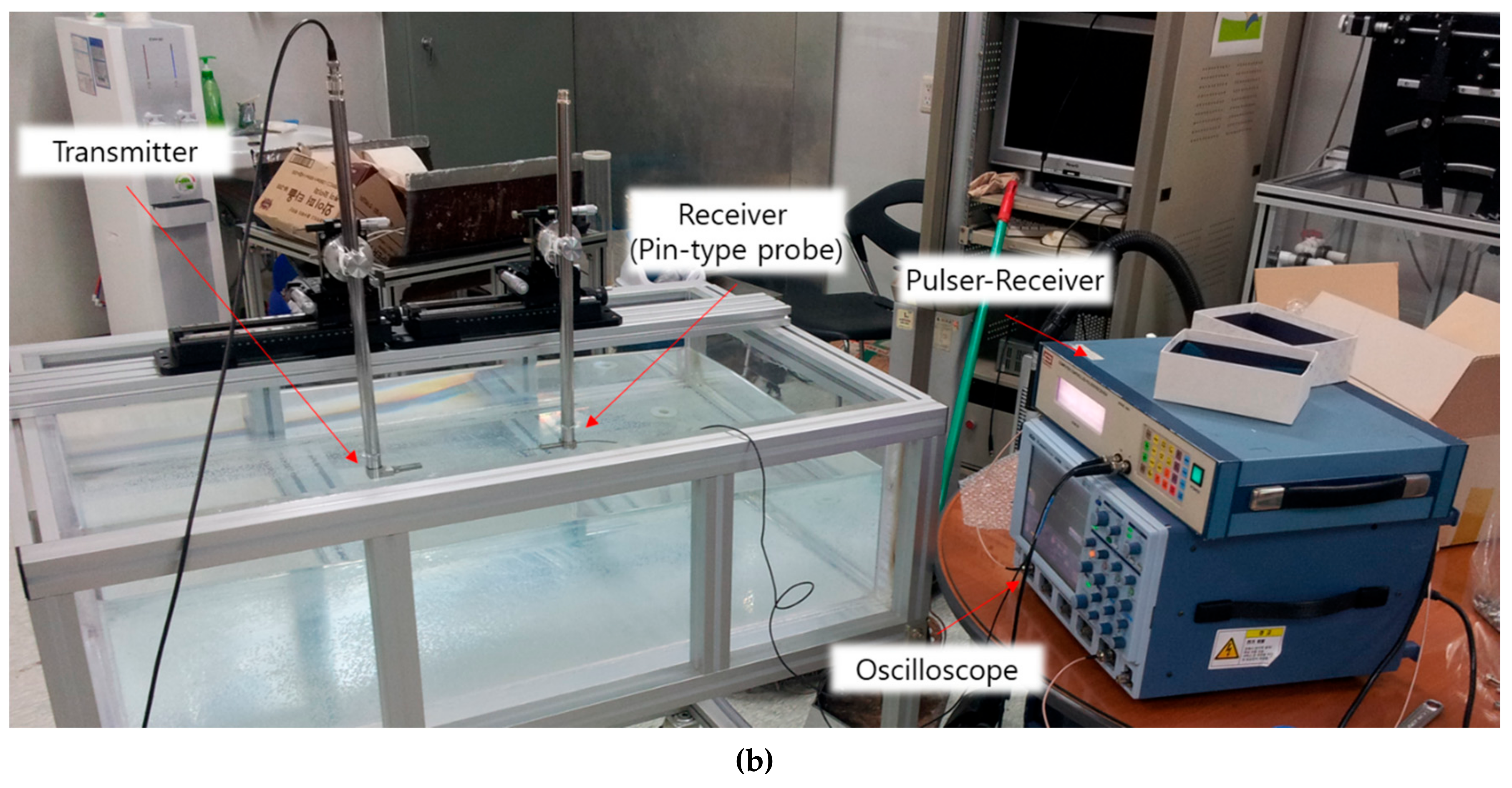
3.2. Ultrasonic Characteristics of a Coupon Sample
3.3. Fabrication of the DMW Specimen
3.4. Ultrasound Characteristics of the DMW Specimen
4. Ultrasonic Signal Characteristics of a DMW with Cracks
4.1. Fabrication of a Test Specimen with Artificial Cracks
4.2. Ultrasonic Testing for Detecting Cracks in DMW
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Jang, C.; Lee, J.; Kim, J.S.; Jin, T.E. Mechanical property variation within Inconel 82/182 dissimilar metal weld between low alloy steel and 316 stainless steel. Int. J. Press. Vessels Pip. 2008, 85, 635–646. [Google Scholar] [CrossRef]
- Satyanarayana, V.; Reddy, G.M.; Mohandas, T. Dissimilar metal friction welding of austenitic–ferritic stainless steels. J. Mater. Process. Technol. 2005, 160, 128–137. [Google Scholar] [CrossRef]
- Brust, F.W.; Zhang, T.; Shim, D.J.; Kalyanam, S.; Wilkowski, G.; Smith, M.; Goodfellow, A. Summary of Weld Residual Stress Analyses for Dissimilar Metal Weld Nozzles. In Proceedings of the ASME 2010 Pressure Vessels and Piping Conference, Bellevue, WA, USA, 18–22 July 2010; ASME International: New York, NY, USA, 2010; Volume 6, pp. 1521–1529. [Google Scholar]
- Akbari, D.; Sattari-Far, I. Effect of the welding heat input on residual stresses in butt-welds of dissimilar pipe joints. Int. J. Press. Vessel. Pip. 2009, 86, 769–776. [Google Scholar] [CrossRef]
- Wang, H.; Wang, G.; Xuan, F.; Tu, S. Numerical investigation of ductile crack growth behavior in a dissimilar metal welded joint. Nucl. Eng. Des. 2011, 241, 3234–3243. [Google Scholar] [CrossRef]
- Limpus, C.R.; Dijamco, D.G.; Bax, R.; Cofie, N.G. Effect of Size of Butt Weld Repairs on Weld Overlay Residual Stresses. In Proceedings of the Volume 6: Materials and Fabrication, San Antonio, TX, USA, 22–26 July 2007; ASME International: New York, NY, USA, 2007; Volume 1, pp. 653–659. [Google Scholar]
- Kang, S.S.; Hwang, S.S.; Kim, H.P.; Lim, Y.S.; Kim, J.S. The experience and analysis of vent pipe PWSCC (primary water stress corrosion cracking) in PWR vessel head penetration. Nucl. Eng. Des. 2014, 269, 291–298. [Google Scholar] [CrossRef]
- Schmerr, L.W.; Song, S.J. Ultrasonic Nondestructive Evaluation Systems-Models and Measurement; Springer: Boston, MA, USA, 2007. [Google Scholar]
- Schmerr, L.W. Fundamentals of Ultrasonic Nondestructive Evaluation-A Modeling Approach; Springer: Cham, Switzerland, 2016. [Google Scholar]
- Chassignole, B.; Villard, D.; Dubuget, M.; Baboux, J.C.; El Guerjouma, R. Characterization of austenitic stainless steel welds for ultrasonic NDT. In Proceedings of the AIP Conference Proceedings; AIP Publishing: Melville, NY, USA, 2000; Volume 509, pp. 1325–1332. [Google Scholar]
- Tarraf, J.; Mustapha, S.; Fakih, M.A.; Harb, M.; Wang, H.; Ayoub, G.; Hamade, R. Application of ultrasonic waves towards the inspection of similar and dissimilar friction stir welded joints. J. Mater. Process. Technol. 2018, 255, 570–583. [Google Scholar] [CrossRef]
- Kim, H.H.; Kim, H.J.; Song, S.J.; Kim, K.C.; Kim, Y.B. Simulation Based Investigation of Focusing Phased Array Ultrasound in Dissimilar Metal Welds. Nucl. Eng. Technol. 2016, 48, 228–235. [Google Scholar] [CrossRef][Green Version]
- Ye, J.; Kim, H.J.; Song, S.J.; Song, M.H.; Kang, S.C.; Kang, S.S.; Kim, K.C. Determination of focal laws for ultrasonic phased array testing of dissimilar metal welds. J. Korean Soc. Nondestruct. Test 2008, 28, 427–435. [Google Scholar]
- Ye, J.; Kim, H.J.; Song, S.J.; Kang, S.S.; Kim, K.; Song, M.H. Model-based simulation of focused beam fields produced by a phased array ultrasonic transducer in dissimilar metal welds. Ndt E Int. 2011, 44, 290–296. [Google Scholar] [CrossRef]
- Kim, H.H.; Kim, H.J.; Song, S.J.; Lim, B.S.; Kim, K.C. Assessment of precipitates of isothermal aged austenitic stainless steel using measurement techniques of ultrasonic attenuation. J. Mech. Sci. Technol. 2014, 28, 3021–3026. [Google Scholar] [CrossRef]
- Abera, A.G.; Song, S.J.; Kim, H.J.; Kishore, M.B.; Lee, T.G.; Kang, S.S. Prediction of grain orientation in dissimilar metal weld using ultrasonic response of numerical simulation from deliberated scatterers. Int. J. Press. Vessel. Pip. 2018, 168, 1–10. [Google Scholar] [CrossRef]
- Ghosh, A.; Sahu, M.; Singh, P.K.; Kumar, S.; Ghosh, M.; Sagar, S.P. Assessment of Mechanical Properties for Dissimilar Metal Welds: A Nondestructive Approach. J. Mater. Eng. Perform. 2019, 28, 900–907. [Google Scholar] [CrossRef]
- Gardahaut, A.; Lourme, H.; Jenson, F.; Lin, S.; Nagai, M. Ultrasonic wave propagation in dissimilar metal welds–application of a ray-based model and comparison with experimental results. In Proceedings of the 11th European Conference on Non-destructive Testing, Prague, Czech Republic, 6–10 October 2014. [Google Scholar]
- Yin, Q.; Li, Y.L. Straight wave UT technical for dissimilar metal weld of nozzle to safe-end in Reactor Pressure Vessel. In Proceedings of the 2014 IEEE Far East Forum on Nondestructive Evaluation/Testing, Chengdu, China, 20–23 June 2014. [Google Scholar] [CrossRef]
- Kim, Y.; Yoon, B.; Yang, S.; Guon, K. Development of Dissimilar Metal Weld Performance Demonstration System. In Proceedings of the Conference on the Transaction of the Korean Nuclear Society, Jeju, Korea, 21–22 October 2010; pp. 999–1000. [Google Scholar]
- Latiolais, C. Performance Demonstration Initiative (PDI)—General Procedure for the Ultrasonic Examination of Dissimilar Metal Welds; PDI UT-10, Revision E; Electric Power Research Institute (EPRI): Palo Alto, CA, USA, 2010. [Google Scholar]
- Lindberg, J.T.; Selby, G. Nondestructive Evaluation: Guidance for Conducting Ultrasonic Examinations of Dissimilar Metal Welds; Electric Power Research Institute (EPRI): Palo Alto, CA, USA, 2009; 1018181. [Google Scholar]
- Kim, J.W.; Lee, K.; Kim, J.S.; Byun, T.S. Local mechanical properties of Alloy 82/182 dissimilar weld joint between SA508 Gr.1a and F316 SS at RT and 320 °C. J. Nucl. Mater. 2009, 384, 212–221. [Google Scholar] [CrossRef]
- Kang, T.; Kim, H.H.; Song, S.J.; Kim, H.J. Characterization of fatigue damage of Al6061-T6 with ultrasound. Ndt E Int. 2012, 52, 51–56. [Google Scholar] [CrossRef]
- King, C.; O’Regan, P. Alloy 82/182 Pipe Butt Weld Safety Assessment for US PWR Plant Designs, Electric Power Research Institute (EPRI): Palo Alto, CA, USA, 2004; 1009804.
- Brust, F.W.; Scott, P.M. Weld residual stresses and primary water stress corrosion cracking in bimetal nuclear pipe welds. In Proceedings of the ASME Pressure Vessels and Piping Conference, San Antonio, TX, USA, 22–26 July 2007; pp. 883–897. [Google Scholar] [CrossRef]


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Attenuation Coefficient (Np/mm) | T-1 | T-2 | F-1 | F-2 | S-1 | S-2 |
| 0.112 | 0.063 | 0.120 | 0.088 | 0.128 | 0.067 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hwang, Y.-I.; Sung, D.; Kim, H.-J.; Song, S.-J.; Kim, K.-B.; Kang, S.-S. Propagation and Attenuation Characteristics of an Ultrasonic Beam in Dissimilar-Metal Welds. Sensors 2020, 20, 6259. https://doi.org/10.3390/s20216259
Hwang Y-I, Sung D, Kim H-J, Song S-J, Kim K-B, Kang S-S. Propagation and Attenuation Characteristics of an Ultrasonic Beam in Dissimilar-Metal Welds. Sensors. 2020; 20(21):6259. https://doi.org/10.3390/s20216259
Chicago/Turabian StyleHwang, Young-In, Deokyong Sung, Hak-Joon Kim, Sung-Jin Song, Ki-Bok Kim, and Sung-Sik Kang. 2020. "Propagation and Attenuation Characteristics of an Ultrasonic Beam in Dissimilar-Metal Welds" Sensors 20, no. 21: 6259. https://doi.org/10.3390/s20216259
APA StyleHwang, Y.-I., Sung, D., Kim, H.-J., Song, S.-J., Kim, K.-B., & Kang, S.-S. (2020). Propagation and Attenuation Characteristics of an Ultrasonic Beam in Dissimilar-Metal Welds. Sensors, 20(21), 6259. https://doi.org/10.3390/s20216259