Logical–Linguistic Model of Diagnostics of Electric Drives with Sensors Support




Abstract
:1. Introduction
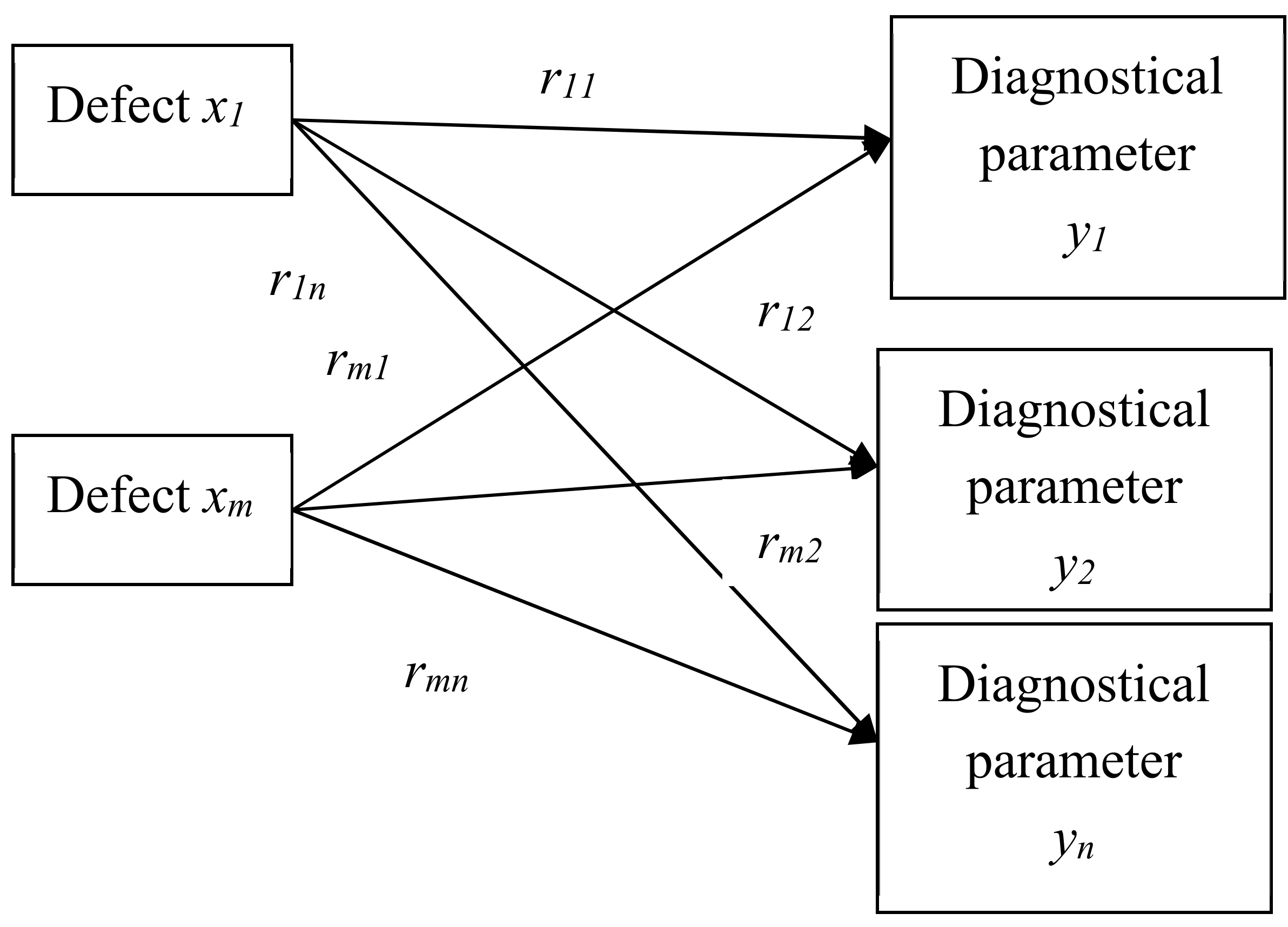
2. The Logical–Linguistic Model of Electrical Drive Diagnostics
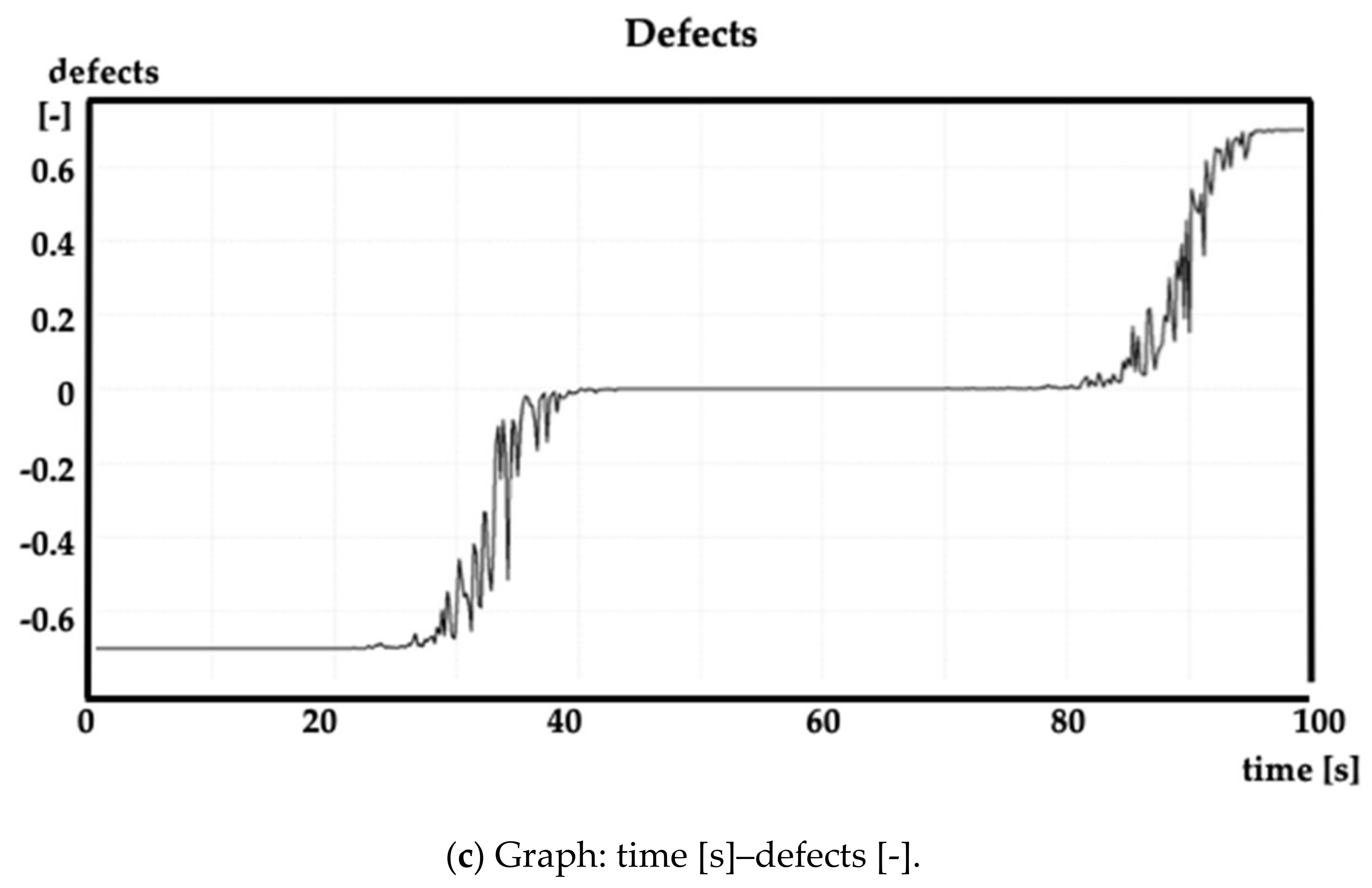
3. Results
3.1. The Algorithm for the Determination of the Electrical Drives’ Technical State in a Robotized Workplace
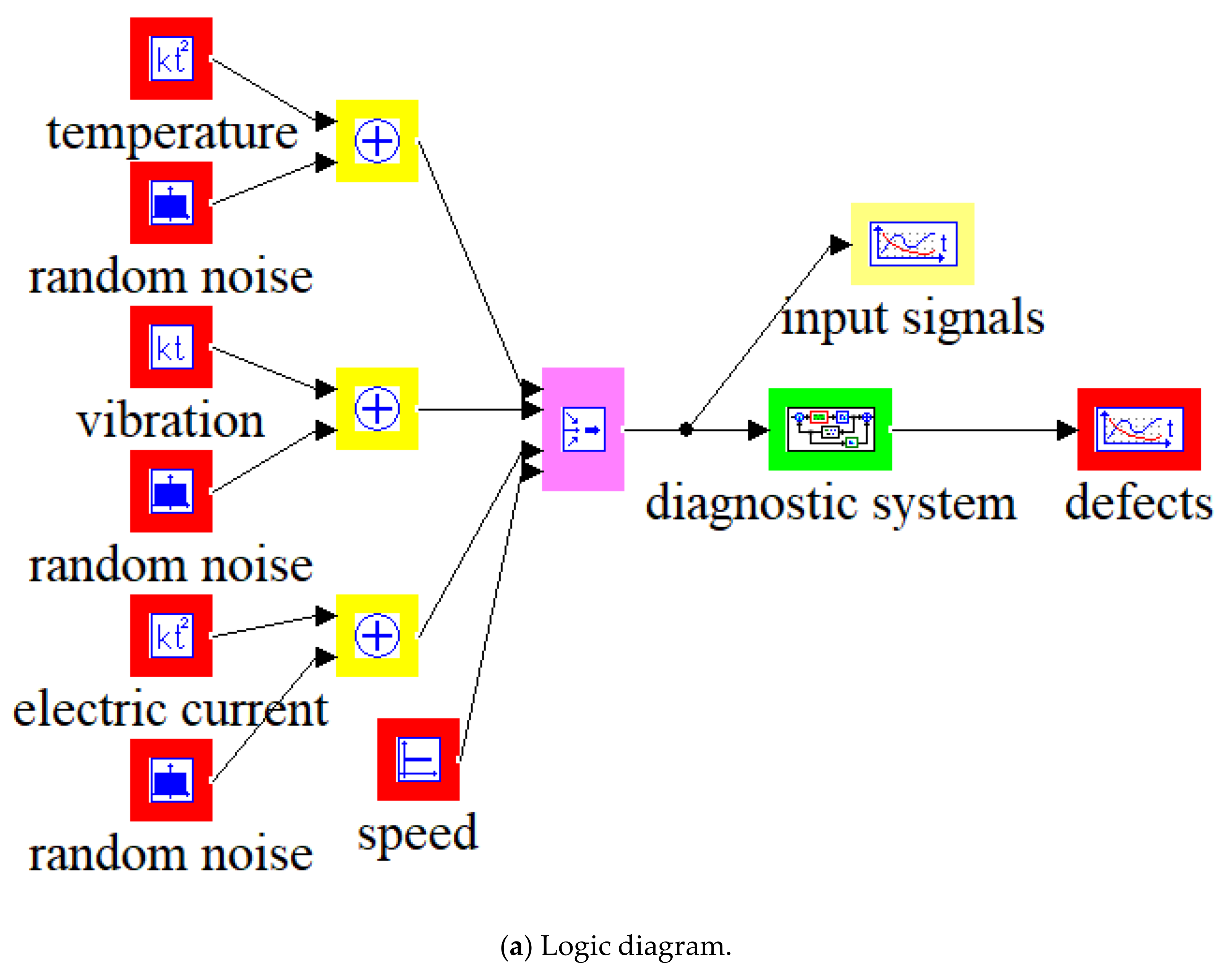
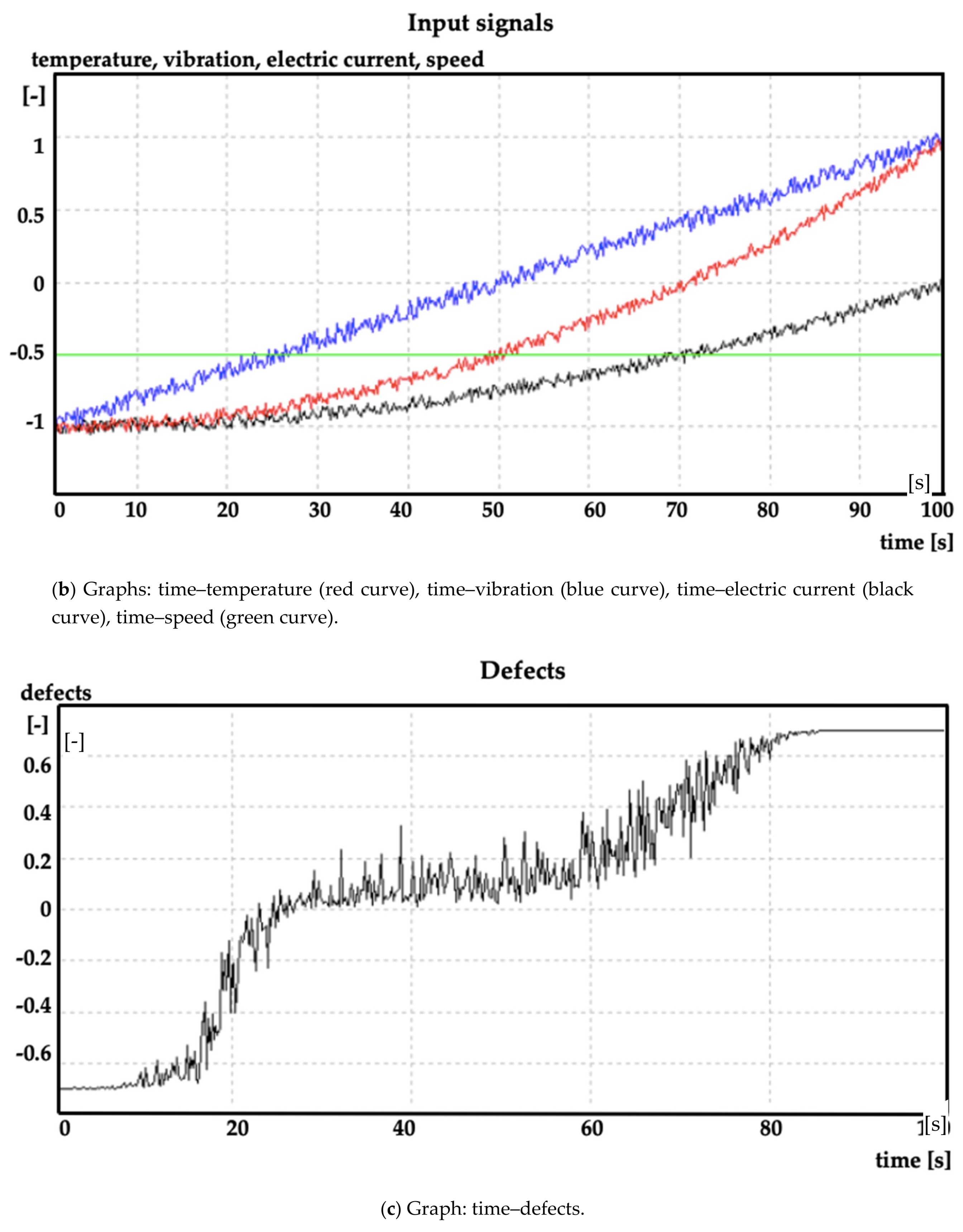
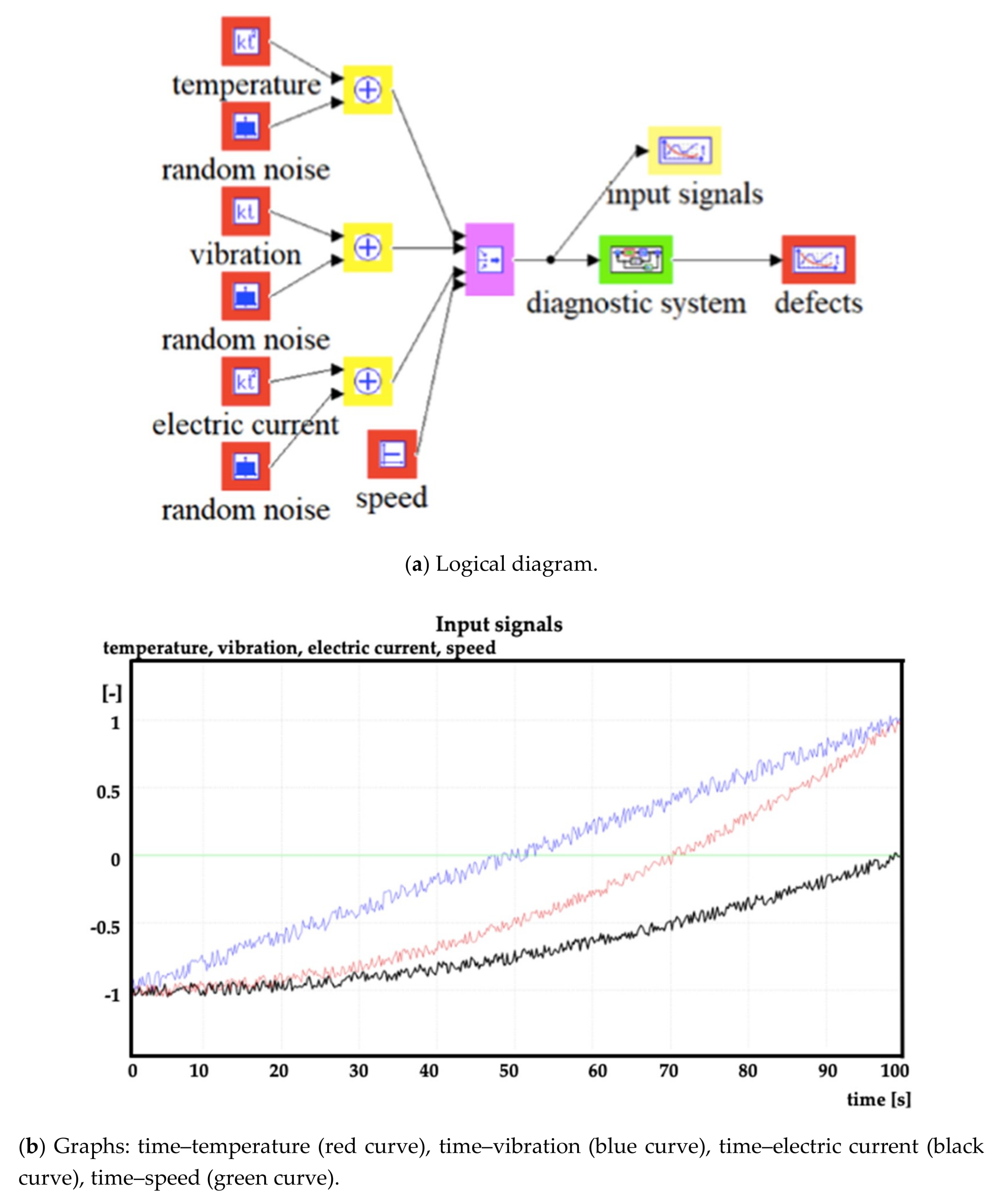
3.2. Diagnostics of Mechatronic Modules in a Robotized Workplace
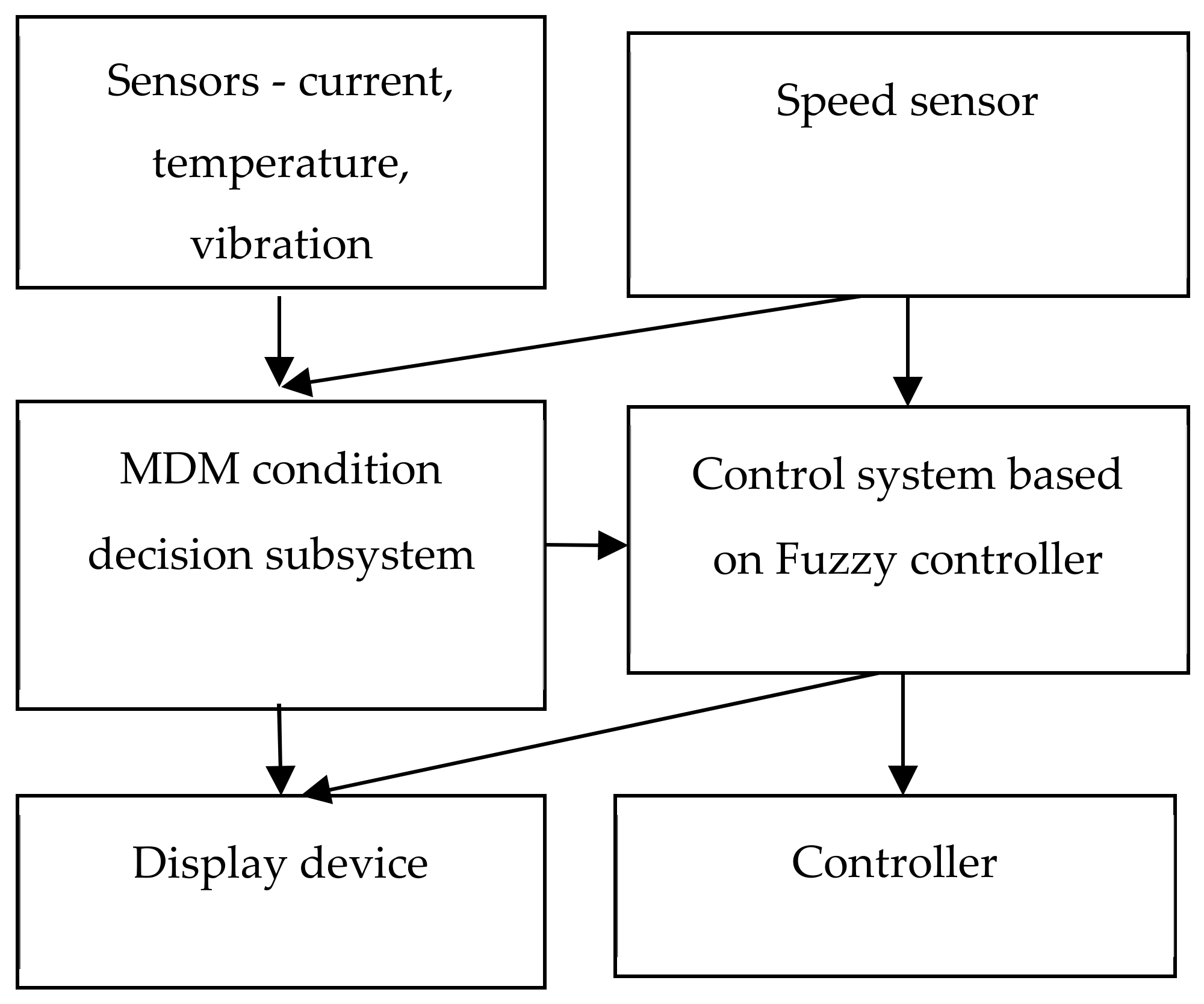
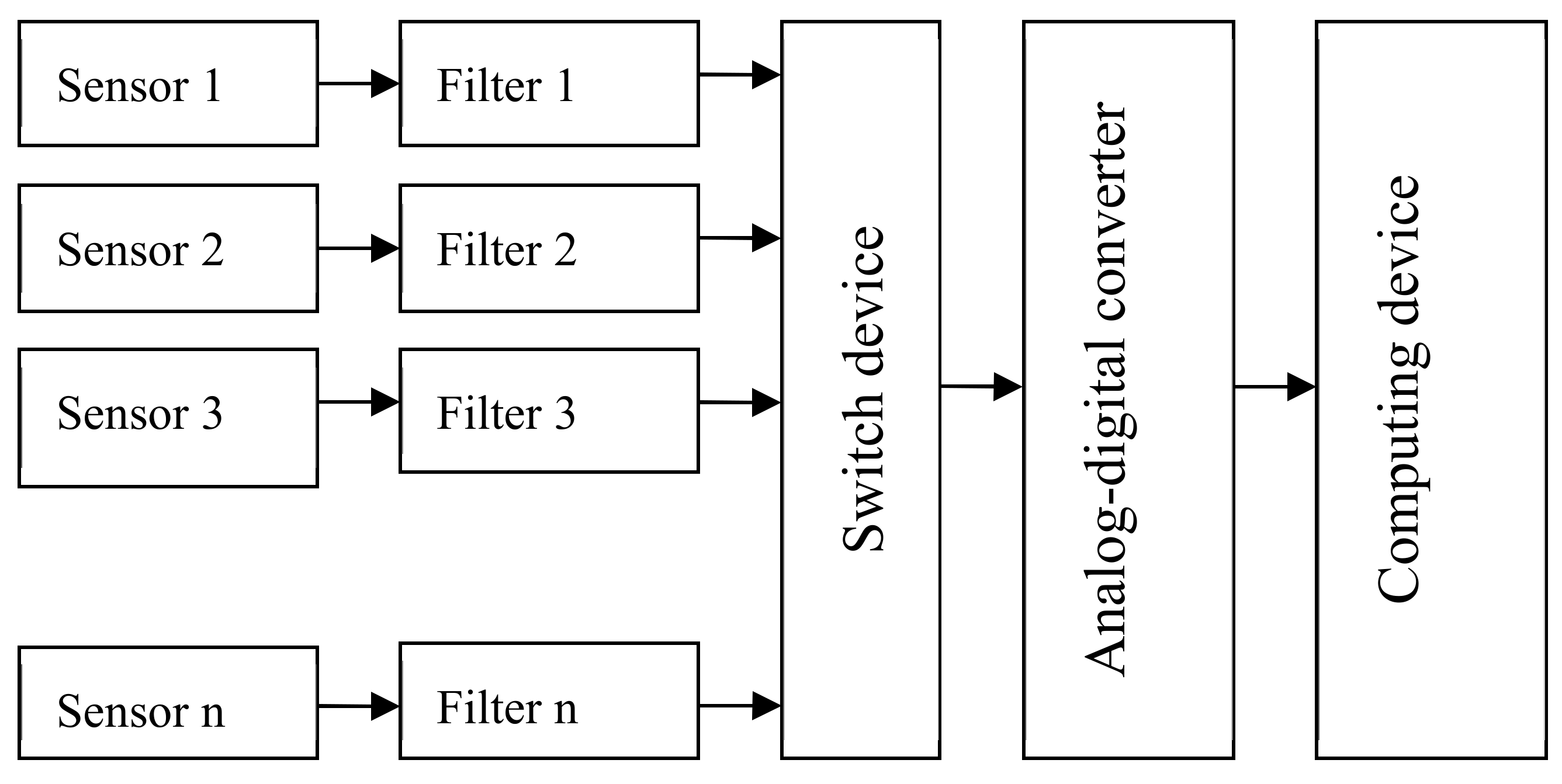
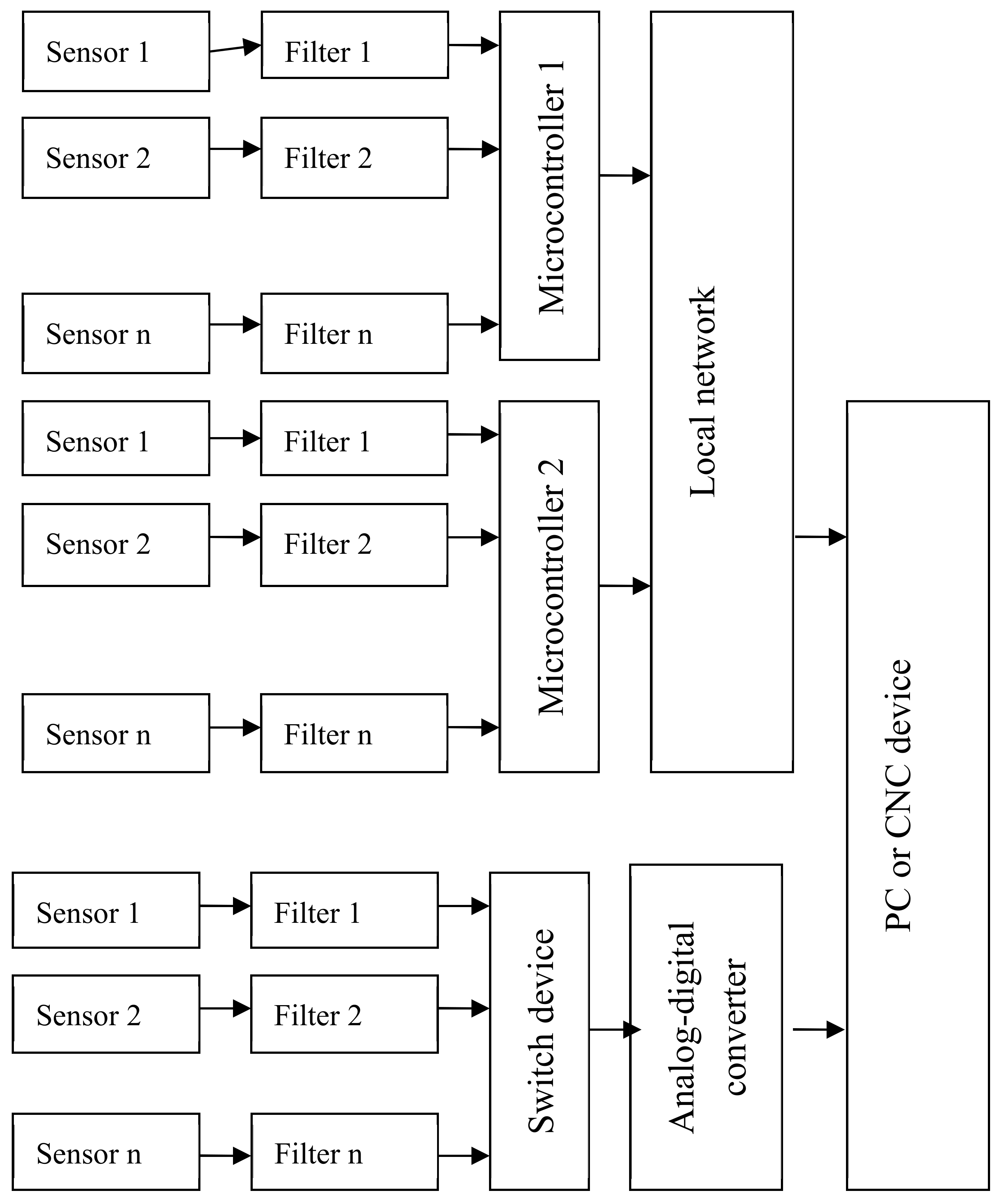
3.3. Hardware for Diagnosing Robotic Mechatronic Systems
- Decomposition of mechatronic systems into modules, nodes and elements;
- Determination of diagnostic parameters in modules, nodes and elements;
- Selection of sensors to measure diagnostic parameters;
- Selection of diagnostic intervals.
3.4. Decomposition of CNC Machine into Modules, Nodes and Elements
3.5. Definition of Diagnostic Parameters in Modules, Nodes and CNC Machine Elements
3.6. Selection of Sensors to Measure Diagnostic Parameters
3.7. Selection of Diagnostic Intervals
3.8. Multicriterial Optimization of Diagnostic Systems
4. Discussion
- Intellectualization;
- Increased reliability;
- Modular design.
- The rotational frequencies of the monitored mechatronic system,
- The frequency of the noise of the balls on the outer ring,
- The noise frequency on the inner ring,
- The frequency of rotation of the bearing rolling elements.
5. Conclusions
- (1)
- A new diagnostic parameter has been used, which was calculated as the sum of the amplitude of a vibrating range from a frequency of 6.3 Hz to 1250 Hz for a one-third-octave filter;
- (2)
- Technological criteria for fuzzy logic rules were used, such as the speed of movement of the robot’s links or machine mechanisms;
- (3)
- Both new approaches have led to improved accuracy regarding the results of the diagnosis of electric drives for robots and CNC machines;
- (4)
- The continuous process of diagnosing a machine or robot was optimized on the basis of a criterion combining the responsibility of the units and the speed at which the degradation processes occur.
Author Contributions
Funding
Conflicts of Interest
References
- Gandhi, A.; Corrigan, T.; Parsa, L. Recent advances in modeling and online detection of stator interturn faults in electrical motors. IEEE Trans. Ind. Electron. 2011, 58, 1564–1575. [Google Scholar] [CrossRef]
- Henao, H. Trends in fault diagnosis for electrical machines. IEEE Ind. Electron. Mag. 2014, 8, 31–42. [Google Scholar] [CrossRef]
- Riera-Guasp, M.; Antonino-Daviu, J.A.; Capolino, G.A. Advances in Electrical Machine, Power Electronic, and Drive Condition Monitoring and Fault Detection: State of the Art. IEEE Trans. Ind. Electron. 2015, 62, 1746–1759. [Google Scholar] [CrossRef]
- Filippetti, F.; Bellini, A.; Capolino, A. Condition monitoring and diagnosis of rotor faults in induction machines: State of art and future perspectives. In Proceedings of the 2013 IEEE Workshop on Electrical Machines Design, Control and Diagnosis (WEMDCD), Paris, France, 11–12 March 2013; pp. 196–209. [Google Scholar]
- Capolino, A.; Antonino-Daviu, J.A.; Riera-Guasp, M. Modern Diagnostics Techniques for Electrical Machines, Power Electronics, and Drives. Ind. Electron. 2015, 62, 1738–1745. [Google Scholar] [CrossRef]
- Bellini, A.; Filippetti, F.; Tassoni, C.; Capolino, G.-A. Advances in diagnostic techniques for induction machines. IEEE Trans. Ind. Electron. 2008, 55, 4109–4126. [Google Scholar] [CrossRef]
- Han, H.; Cho, S.; Kwon, S.; Cho, S.-B. Fault Diagnosis Using Improved Complete Ensemble Empirical Mode Decomposition with Adaptive Noise and Power-Based Intrinsic Mode Function Selection Algorithm. Electronics 2018, 7, 16. [Google Scholar] [CrossRef] [Green Version]
- Peterkova, A.; Michalconok, G.; Nemeth, M.; Bohm, A. Using data mining methods for identification relationships between medical parameter. In Proceedings of the 2017 IEEE 21st International Conference on Intelligent Engineering Systems (INES), Larnaca, Cyprus, 20–23 October 2017; pp. 49–54. [Google Scholar]
- Nemeth, M.; Peterkova, A. Proposal of data acquisition method for industrial processes in automotive industry for data analysis according to Industry 4.0. In Proceedings of the 2018 IEEE 22nd International Conference on Intelligent Engineering Systems (INES), Las Palmas de Gran Canaria, Spain, 21–23 June 2018; pp. 157–161. [Google Scholar]
- Peterkova, A.; Nemeth, M.; Bohm, A. Overview and comparison of machine learning methods to build classification model for prediction of categorical outcome based on medical data. Adv. Intell. Syst. Comput. 2018, 661, 216–224. [Google Scholar]
- Peterkova, A.; Nemeth, M.; Michalconok, G.; Bohm, A. Computing importance value of medical data parameters in classification tasks and its evaluation using machine learning methods. In Computer Science On-line Conference; Springer: Cham, Switzerland, 2019; Volume 763, pp. 397–405. [Google Scholar]
- Peterkova, A.; Nemeth, M.; Bohm, A. Computing missing values using neural networks in medical field. In Proceedings of the 2018 IEEE 22nd International Conference on Intelligent Engineering Systems (INES), Las Palmas de Gran Canaria, Spain, 21–23 June 2018; pp. 151–154. [Google Scholar]
- Anbu, S.; Thangavelu, A.; Ashok, D. Fuzzy C-Means Based Clustering and Rule Formation Approach for Classification of Bearing Faults Using Discrete Wavelet Transform. Computation 2019, 7, 54. [Google Scholar] [CrossRef] [Green Version]
- Mao, W.; Wang, L.; Feng, N. A New Fault Diagnosis Method of Bearings Based on Structural Feature Selection. Electronics 2019, 8, 1406. [Google Scholar] [CrossRef] [Green Version]
- Mao, W.; Zhang, D.; Tian, S.; Tang, J. Robust Detection of Bearing Early Fault Based on Deep Transfer Learning. Electronics 2020, 9, 323. [Google Scholar] [CrossRef] [Green Version]
- Silveira, A.-M.; Araújo, R.-E. Inversion-Based Approach for Detection and Isolation of Faults in Switched Linear Systems. Electronics 2020, 9, 561. [Google Scholar] [CrossRef] [Green Version]
- Burriel-Valencia, J.; Puche-Panadero, R.; Martinez-Roman, J.; Sapena-Bano, A.; Pineda-Sanchez, M.; Perez-Cruz, J.; Riera-Guasp, M. Automatic Fault Diagnostic System for Induction Motors under Transient Regime Optimized with Expert Systems. Electronics 2019, 8, 6. [Google Scholar] [CrossRef] [Green Version]
- Karvelis, P. An intelligent icons approach for rotor bar fault detections. In Proceedings of the IECON 2013—39th Annual Conference of the IEEE Industrial Electronics Society, Vienna, Austria, 10–13 November 2013; pp. 5526–5531. [Google Scholar]
- Stepanov, P.; Nikitin, Y. Diagnostics of Mechatronic Systems on the Basis of Neural Networks with High-Performance Data Collection. In Mechatronics 2013: Recent Technology and Science Advances; Springer: Cham, Switzerland, 2013; pp. 433–440. [Google Scholar]
- Abramov, I.; Bozek, P.; Abramov, A.; Sosnovich, E.; Nikitin, Y. Diagnostics brushless DC motors. In Proceedings of the EAN 2017—55th Conference on Experimental Stress Analysis, Nový Smokovec, Slovakia, 30 May–1 June 2017; pp. 156–164. [Google Scholar]
- Abramov, I.; Bozek, P.; Nikitin, Y.; Abramov, A.; Sosnovich, E.; Stollmann, V. Diagnostics of electrical drives. In Proceedings of the International Conference on Electrical Drivers and Power Electronics, Tatranska Lomnica, Slovakia, 21–23 September 2015; pp. 364–367. [Google Scholar]
- Abramov, I.; Nikitin, Y.; Abramov, A.; Sosnovich, E.; Bozek, P.; Stollmann, V. Diagnosis of rolling mill line gear-motors. In Proceedings of the International Conference on Innovative Technologies, Shenyang, China, 3–5 July 2014. [Google Scholar]
- Muckenhuber, S.; Holzer, H.; Bockaj, Z. Automotive lidar modelling approach based on material properties and lidar capabilities. Sensors 2020, 20, 3309. [Google Scholar] [CrossRef] [PubMed]
- Li, F.; Akiyama, Y.; Wan, X.; Okamoto, S.; Yamada, Y. Measurement of shear strain field in a soft material using a sensor system consisting of distributed piezoelectric polymer film. Sensors 2020, 20, 3484. [Google Scholar] [CrossRef]
- Wu, Q.; Gao, T.; Lai, Z.; Li, D. Hybrid SVM-CNN classification technique for human–vehicle targets in an automotive LFMCW radar. Sensors 2020, 20, 3504. [Google Scholar] [CrossRef]
- Fayyad, J.; Jaradat, M.A.; Gruyer, D.; Najjaran, H. Deep learning sensor fusion for autonomous 3 vehicles perception and localization: A Review. Sensors 2020, 20, 4220. [Google Scholar] [CrossRef]
- van der Slikke, R.; Berger, M.A.; Bregman, D.J.; Veeger, D.H. Wearable Wheelchair mobility performance measurement in basketball, rugby, and tennis: Lessons for classification and training. Sensors 2020, 20, 3518. [Google Scholar] [CrossRef]
- Ramos, D.; Teixeira, B.; Faria, P.; Gomes, L.; Abrishambaf, O.; Vale, Z. Use of sensors and analyzers data for load forecasting: A two stage approach. Sensors 2020, 20, 3524. [Google Scholar] [CrossRef]
- Olsson, F.; Kok, M.; Seel, T.; Halvorsen, K. Robust plug-and-play joint axis estimation using inertial sensors. Sensors 2020, 20, 3534. [Google Scholar] [CrossRef]
- Abramov, I.V.; Nikitin, Y.R.; Abramov, A.I.; Sosnovich, E.V.; Bozek, P. Control and diagnostic model of brushless DC motor. J. Electr. Eng. 2014, 65, 277–282. [Google Scholar] [CrossRef] [Green Version]
- Jablonski, R.; Brezina, T. Advanced Mechatronics Solutions; Springer: New York, NY, USA, 2016. [Google Scholar]
- Elbakian, A.; Sentyakov, B.; Božek, P.; Kuric, I.; Sentyakov, K. Automated Separation of Basalt Fiber and Other Earth Resources by the Means of Acoustic Vibrations. Acta Montan. Slovaca 2018, 23, 271–281. [Google Scholar]
- Basseville, M.; Nikiforov, I.V. Detection of Abrupt Changes: Theory and Application; Prentice Hall information and System Sciences Series; Prentice Hall: Englewood Cliffs, NJ, USA, 1993. [Google Scholar]
- Cowan, R.S.; Winer, W.O. Handbook of Technical Diagnostics: Fundamentals and Application to Structures and Systems. Machinery Diagnostics; Springer: Berlin/Heidelberg, Germany, 2013; pp. 387–410. [Google Scholar]
- Zhang, W. Fault Detection; In-Tech: London, UK, 2010; 504p, ISBN1 978-953-307-037-7. Available online: https://www.intechopen.com/books/fault-detection (accessed on 1 March 2010)ISBN2 978-953-307-037-7.
- Frank, P.M. Fault diagnosis in dynamic systems using analytical and knowledge-based redundancy: A survey and some new results. Automatica 1990, 26, 459–474. [Google Scholar] [CrossRef]
- Hammer, M.; Šimková, M.; Ministr, M. Artificial Intelligence in Diagnostics of Electric Machines. In Recent Advances in Mechatronics; Springer: Berlin/Heidelberg, Germany, 2010; pp. 139–144. [Google Scholar]
- Isermann, R. Fault-Diagnosis Systems: An. Introduction from Fault Detection to Fault Tolerance; Springer: Berlin/Heidelberg, Germany, 2006. [Google Scholar]
- Lee, Y.S.; Kim, Y.W. Condition Monitoring of Induction Motors for Vertical Pumps with the Current and Vibration Signature Analysis. Experimental Analysis of nano and Engineering Materials and Structures; Springer: Dordrecht, The Netherlands, 2007; pp. 419–420. [Google Scholar]
- Luo, H. Plug-and-Play Monitoring and Performance Optimization for Industrial Automation Processes; Springer: Wiesbaden, Germany, 2017. [Google Scholar]
- Nikitin, Y.R.; Abramov, I.V. CNC machines diagnostics. In Proceedings of the 13-th International Symposium on Mechatronics, Trencinske Teplice, Slovakia, 2–4 June 2010. [Google Scholar]
- Rosich, A.; Sarrate, R.; Puig, V.; Escobet, T. Efficient optimal sensor placement for model-based FDI using an incremental algorithm. In Proceedings of the 2007 46th IEEE Conference on Decision and Control, New Orleans, LA, USA, 12–14 December 2007; pp. 2590–2595. [Google Scholar]
- Rostek, K. Measure of fault isolability of diagnostic system. In Proceedings of the 25th International Workshop on Principles of Diagnosis (DX), Gratz, Austria, 8–11 September 2014. [Google Scholar]
- Rotating Machinery and Signal Processing. In Proceedings of the First Workshop on Signal Processing Applied to Rotating Machinery Diagnostics, SIGPROMD’2017, Setif, Algeria, 9–11 April 2017.
- Saitaev, D.V.; Nikitin, Y.R. Development of the Device Diagnostics of Electric Drives Fourth Forum of Young Researchers. In the framework of International Forum Education Quality—2014. Available online: https://elibrary.ru/item.asp?id=21609264 (accessed on 23 February 2014).
- Stepanov, P.; Lagutkin, S. Research of Electric and Mechanical Diagnostic Parameters of Drive Equipment. Appl. Mech. Mater. 2014, 683, 177–281. [Google Scholar] [CrossRef]
- Stepanov, P.; Lagutkin, S.; Božek, P.; Nikitin, Y. Comprehensive approach to technical conditions of electromechanical units in mechatronic systems. Am. J. Mech. Eng. 2014, 2, 278–281. [Google Scholar]
- Turygin, Y.; Bozek, P.; Nikitin, Y.; Sosnovich, E.; Abramov, A. Enhancing the reliability of mobile robots control process via reverse validation. IJARS 2016, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Trefilov, S.A.; Nikitin, Y.R. Robot drives diagnostics by identifiability criterion based on state matrix. In Proceedings of the Instrumentation Engineering, Electronics and Telecommunications—2019: Proceedings of the V International Forum, Izhevsk, Russia, 20–22 November 2019. [Google Scholar]
- Turygin, Y.; Božek, P.; Abramov, I.; Nikitin, Y. Reliability Determination and Diagnostics of a Mechatronic System. Adv. Sci. Technol. 2018, 12, 274–290. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No Conditions | Temperature | Vibration | Current | Speed | Defect Appearance |
|---|---|---|---|---|---|
| 1. | L | L | L | H | L |
| 2. | M | M | M | M | M |
| 3. | H | H | H | L | H |
| No | Module, Node, CNC Machine Element | Diagnostical Parameters |
|---|---|---|
| 1. | Supporting frame of tools | Temperature, motion parameters, power parameters, time intervals, spatial position accuracy |
| 2. | Helical gears | Temperature, motion parameters, power parameters |
| 3. | Gears | Vibration, dynamic parameters |
| 4. | Belt drives | Vibration, dynamic parameters |
| 5. | Spindle units | Temperature, vibration, motion parameters, spatial position accuracy |
| 6. | Bearings | Temperature, vibration, accuracy of spatial positions |
| 7. | Tool holder or tool changer | Temperature, vibration, motion parameters, spatial position accuracy |
| 8. | Cutting tools | Temperature, vibration, accuracy of spatial positions, power parameters |
| 9. | Electromotor | Current, voltage, power, temperature, vibration, movement parameters |
| 10. | Drive control systems | Current, voltage, power, temperature |
| 11. | Sensors | Motion parameters, time intervals |
| 12. | Poppet head | Temperature, spatial accuracy |
| No | Diagnostical Parameters | Sensors |
|---|---|---|
| 1. | Electrical current | Current sensors up to 50 A, operating frequency 0–25 kHz, Sensor range 0–50 A |
| 2. | Electrical voltage | Voltage sensors 10–500 V, operating frequency 0–25 kHz, Sensor range 0–500 V |
| 3. | Power | Power sensors 0.5–20 kW, operating frequency 0–25 kHz, Dynamic range 90 dB |
| 4. | Temperature | Temperature sensors 0–150 °C |
| 5. | Motion parameters | Accelerometers ± 2 g, encoders 10,000 pulses/rotation, Sensor range 0–10 m/s |
| 6. | Performance parameters | Tensile force sensors up to 10 Kn, Sensor range 0–10 Kn |
| 7. | Time intervals | Timers in the controller, Sensor range 0.1 ms–1 s |
| 8. | Vibration | Accelerometers ± 2 g, operating frequency 1–25 kHz, Sensor range 0–2 g |
| 9. | Spatial position accuracy | Encoders 10,000 pulses/rotation, Sensor range 1–10,000 pulses/rotation |
| No | Module, Node, Element | Kotv | Kdegr | Ki | Ti | k × Tmin |
|---|---|---|---|---|---|---|
| 1. | Setting and wiring | 0.5 | 0.1 | 0.6 | 1.67 | 1.5Tmin |
| 2. | Ball helix | 0.4 | 0.2 | 0.6 | 1.67 | 1.5Tmin |
| 3. | Cog-wheel | 0.2 | 0.3 | 0.5 | 2.00 | 1.8Tmin |
| 4. | Belt gears | 0.2 | 0.3 | 0.5 | 2.00 | 1.8Tmin |
| 5. | Spindle units | 0.4 | 0.3 | 0.7 | 1.43 | 1.3Tmin |
| 6. | Bearing | 0.3 | 0.3 | 0.6 | 1.67 | 1.5Tmin |
| 7. | Tool holder or tool changer | 0.2 | 0.2 | 0.4 | 2.50 | 2.3Tmin |
| 8. | Cutting tool | 0.4 | 0.5 | 0.9 | 1.11 | 1.00Tmin |
| 9. | Electric motors | 0.2 | 0.3 | 0.5 | 2.00 | 1.8Tmin |
| 10 | Drive control systems | 0.2 | 0.2 | 0.4 | 2.50 | 2.3Tmin |
| 11 | Sensors | 0.5 | 0.3 | 0.8 | 1.25 | 1.1Tmin |
| 12. | Poppet head | 0.1 | 0.2 | 0.3 | 3.33 | 3.0Tmin |
| No | Module, Node, Element | Failure Rate | Relative Failure Rate | Average Failure Rate |
|---|---|---|---|---|
| 1. | Setting, slide | 13.9 | 2.0 | 2 |
| 2. | Ball helix | 13.9 | 2.0 | 2 |
| 3. | Cog-wheel | 11.6 | 1.7 | 2 |
| 4. | Belt gears | 11.6 | 1.7 | 2 |
| 5. | Spindle units | 16.1 | 2.3 | 2 |
| 6. | Bearing | 13.9 | 2.0 | 2 |
| 7. | Tool holder or tool changer | 9.1 | 1.3 | 1 |
| 8. | Cutting tool | 20.9 | 3.0 | 3 |
| 9. | Electric motors | 11.6 | 1.7 | 2 |
| 10. | Drive control systems | 9.1 | 1.3 | 1 |
| 11. | Sensors | 19.0 | 2.7 | 3 |
| 12. | Poppet head | 7.0 | 1.0 | 1 |
| Accident Cost (Destruction) | Slow Rate of Degradation Object of Diagnosis | Average Rate of Degradation Object of Diagnosis | High Degree of Degradation or Sudden Departure of the Subject of Diagnosis |
|---|---|---|---|
| Significant accident costs (destruction) | Portable diagnostic devices Kotv = 0.1, Kdegr = 0.1 | Portable diagnostic devices Kotv = 0.1, Kdegr = 0.5 | Stationary diagnostic devices Kotv = 0.1, Kdegr = 0.9 |
| Average cost of accident consequences (destruction) | Portable diagnostic devices Kotv = 0.5, Kdegr = 0.1 | Stationary diagnostic systems Kotv = 0.5, Kdegr = 0.5 | Continuous protection and diagnostics systems Kotv = 0.5, Kdegr = 0.9 |
| High accident costs (destruction) | Stationary diagnostic systems Kotv = 0.9, Kdegr = 0.1 | Continuous protection and diagnostics systems Kotv = 0.9, Kdegr = 0.5 | Continuous protection and diagnostics systems Kotv = 0.9, Kdegr = 0.9 |
| Type of Device | Possibility of using MS Diagnostic Systems | Types of MS Service | Type of Device |
|---|---|---|---|
| Auxiliary, duplicated, periodically used equipment | Diagnostic and periodic diagnostics are not required for portable diagnostic devices | Repairs | Auxiliary, duplicated, periodically used equipment |
| Relevant main equipment | Portable diagnostic equipment, stationary diagnostic systems | Service according to the technical condition | Relevant main equipment |
| One highly responsible device | System of continuous protection and diagnostics | Maintenance, continuous protection | One highly responsible device |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nikitin, Y.; Božek, P.; Peterka, J. Logical–Linguistic Model of Diagnostics of Electric Drives with Sensors Support. Sensors 2020, 20, 4429. https://doi.org/10.3390/s20164429
Nikitin Y, Božek P, Peterka J. Logical–Linguistic Model of Diagnostics of Electric Drives with Sensors Support. Sensors. 2020; 20(16):4429. https://doi.org/10.3390/s20164429
Chicago/Turabian StyleNikitin, Yury, Pavol Božek, and Jozef Peterka. 2020. "Logical–Linguistic Model of Diagnostics of Electric Drives with Sensors Support" Sensors 20, no. 16: 4429. https://doi.org/10.3390/s20164429
APA StyleNikitin, Y., Božek, P., & Peterka, J. (2020). Logical–Linguistic Model of Diagnostics of Electric Drives with Sensors Support. Sensors, 20(16), 4429. https://doi.org/10.3390/s20164429