Investigation of the Effect of Process Parameters on Bone Grinding Performance Based on On-Line Measurement of Temperature and Force Sensors




Abstract
1. Introduction
2. Experimental Section
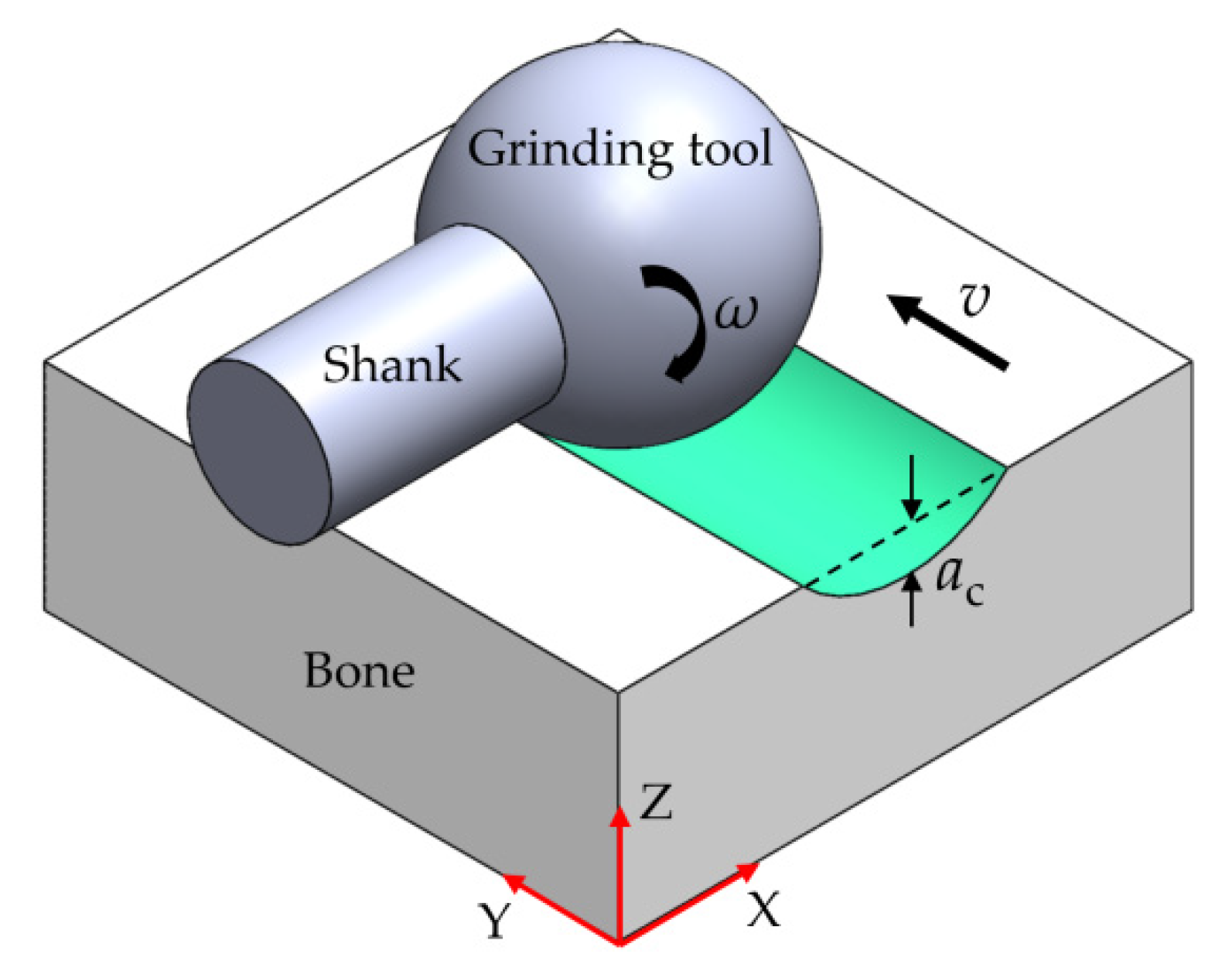
2.1. Experimental Setup
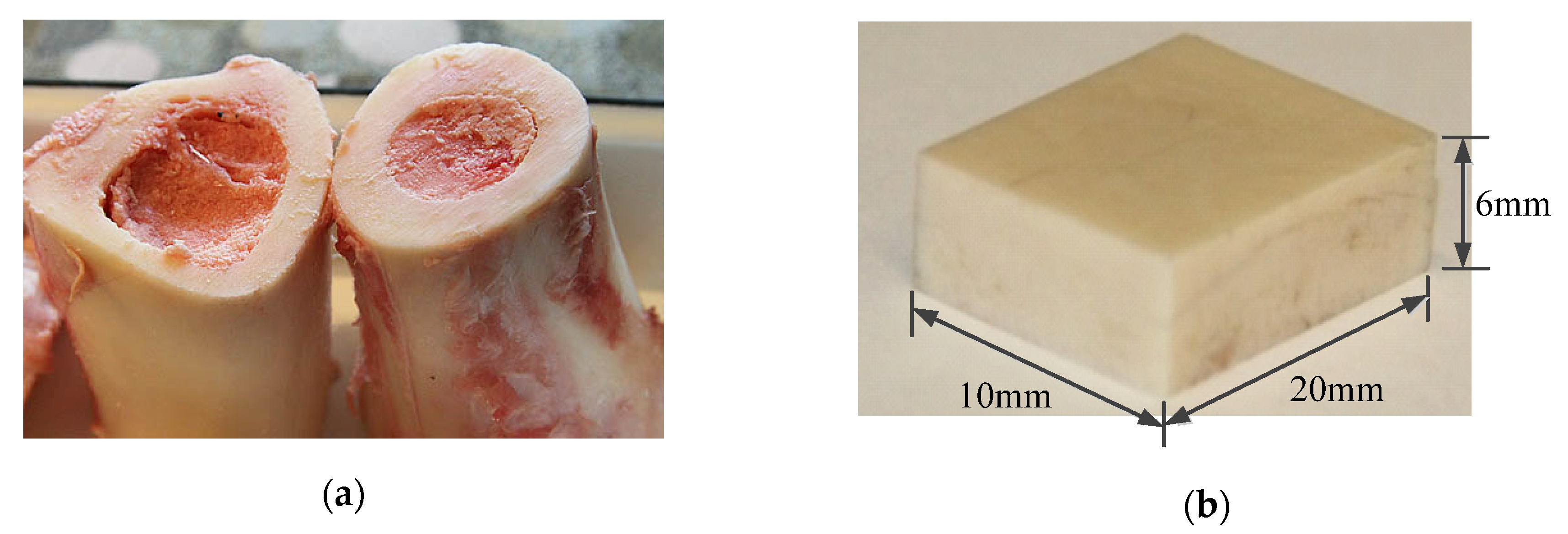
2.2. Experiment Material
2.3. Design of Experiments
3. Experimental Results
4. Statistical Analysis and Discussion
4.1. Range Analysis
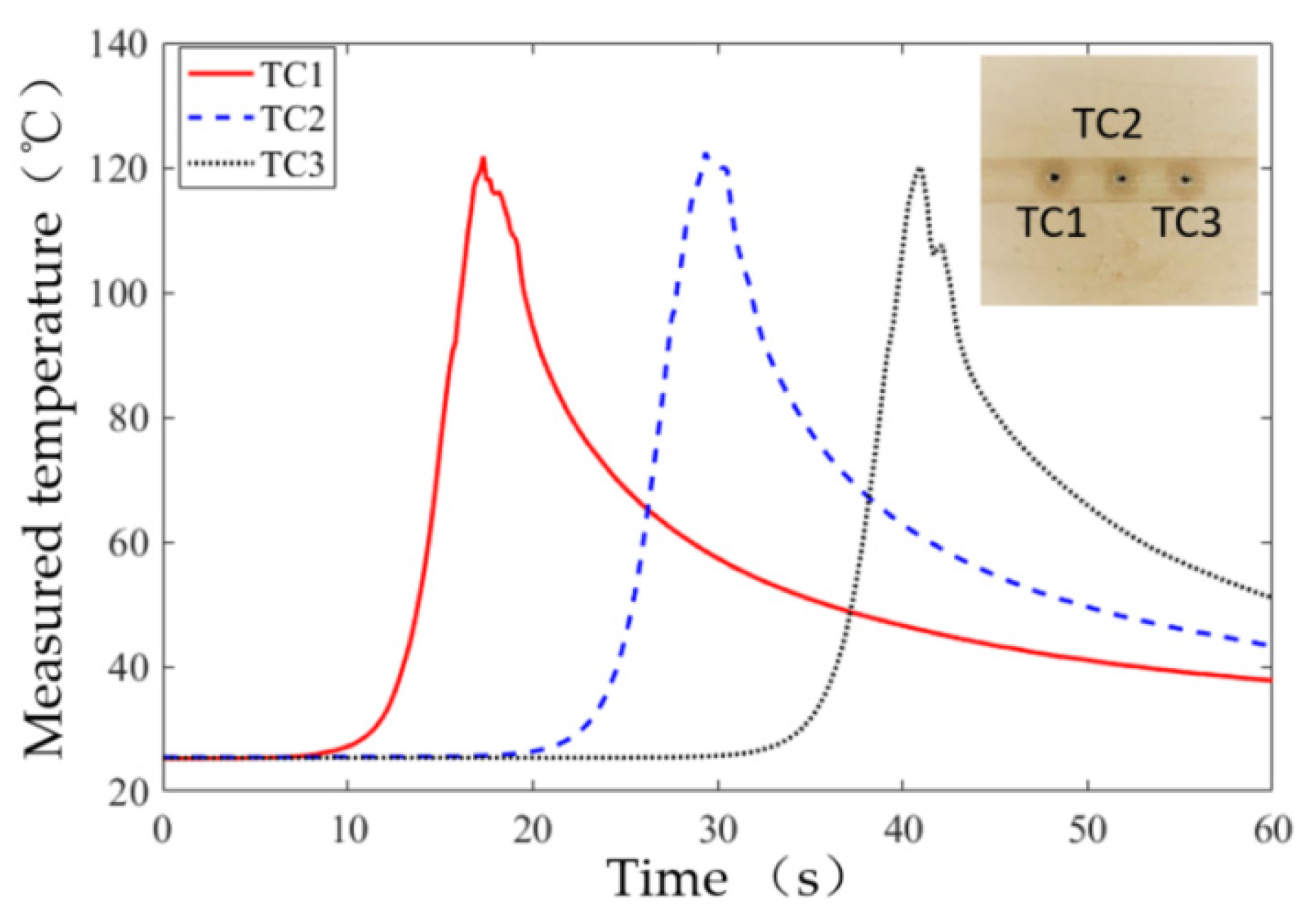
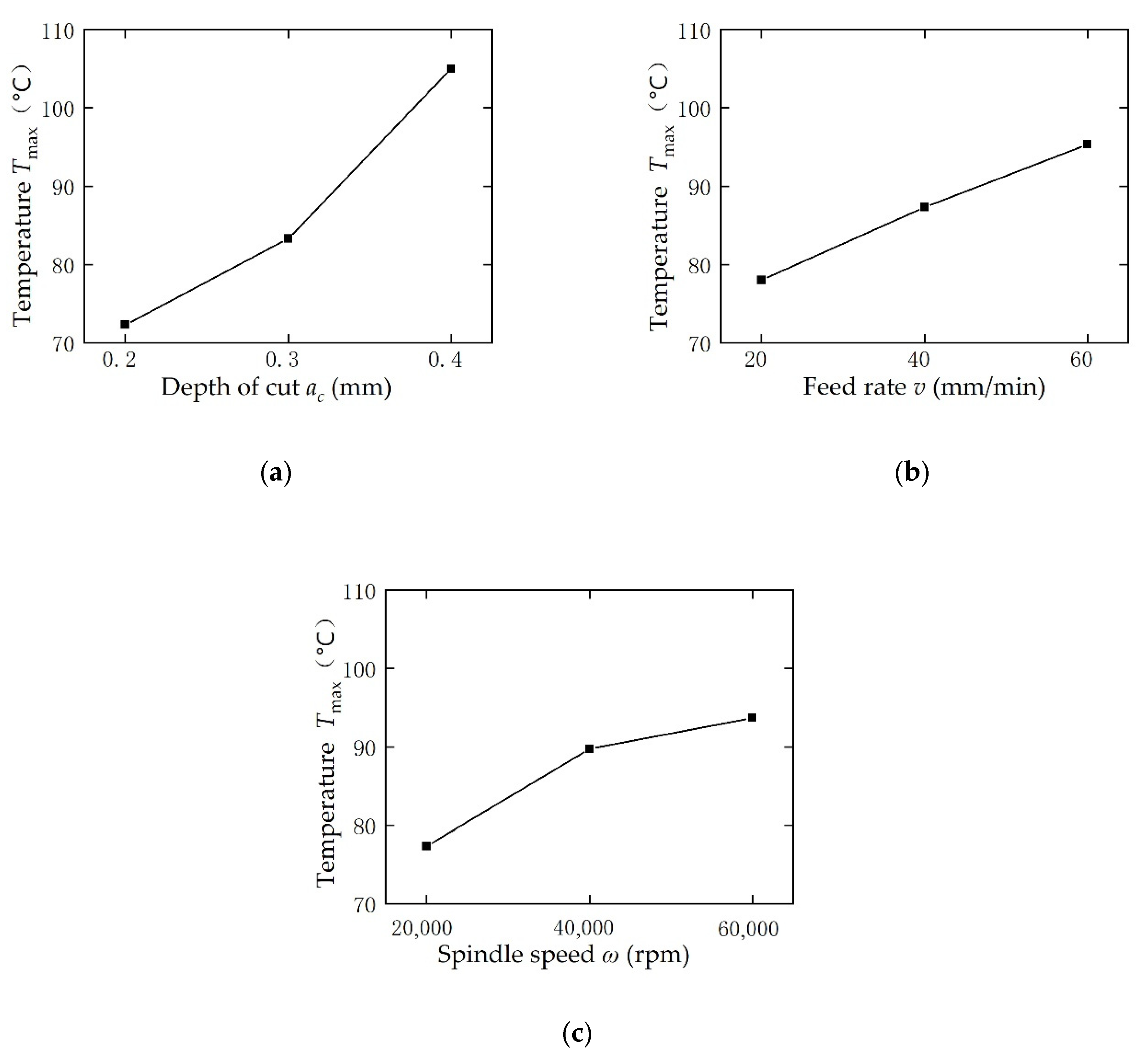
4.2. The Effect of Process Parameters on Grinding Temperature
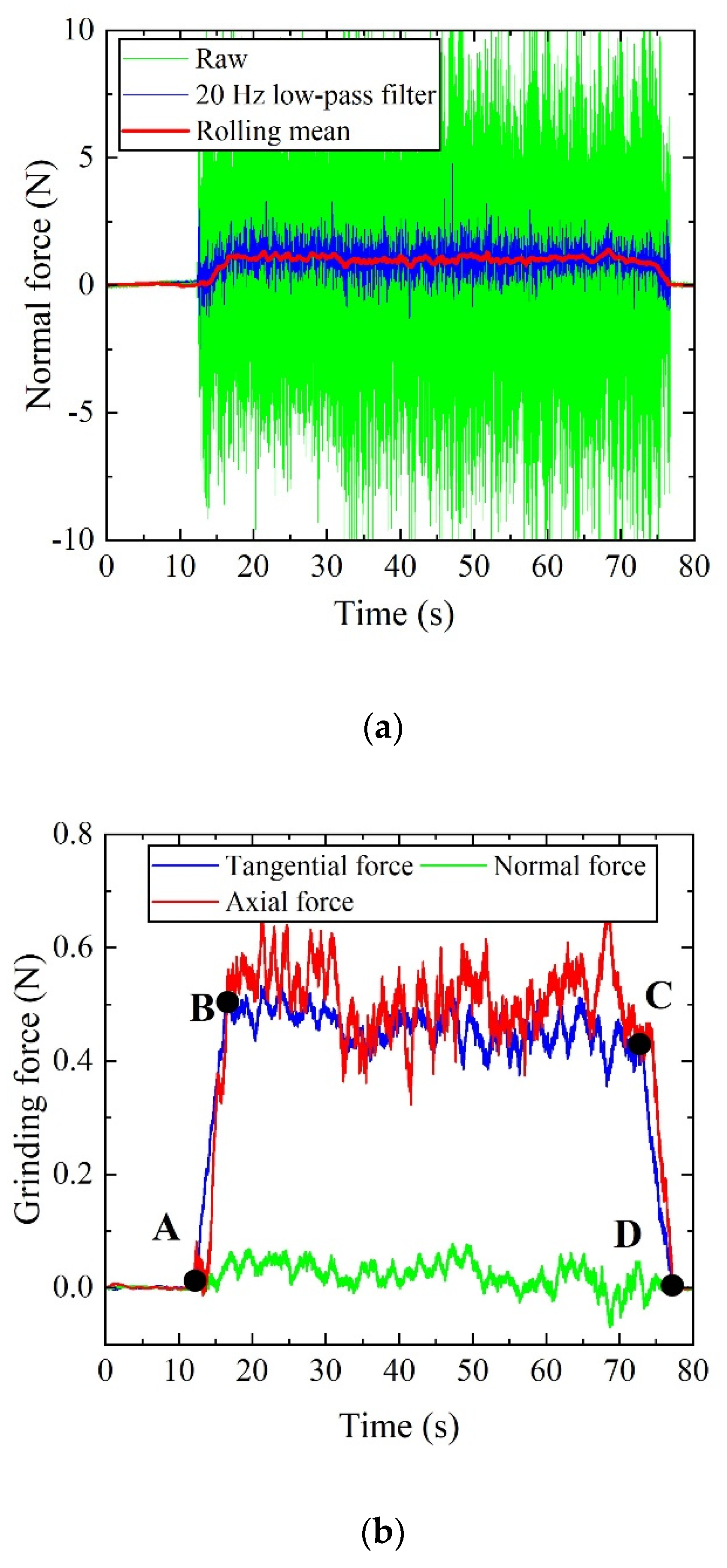
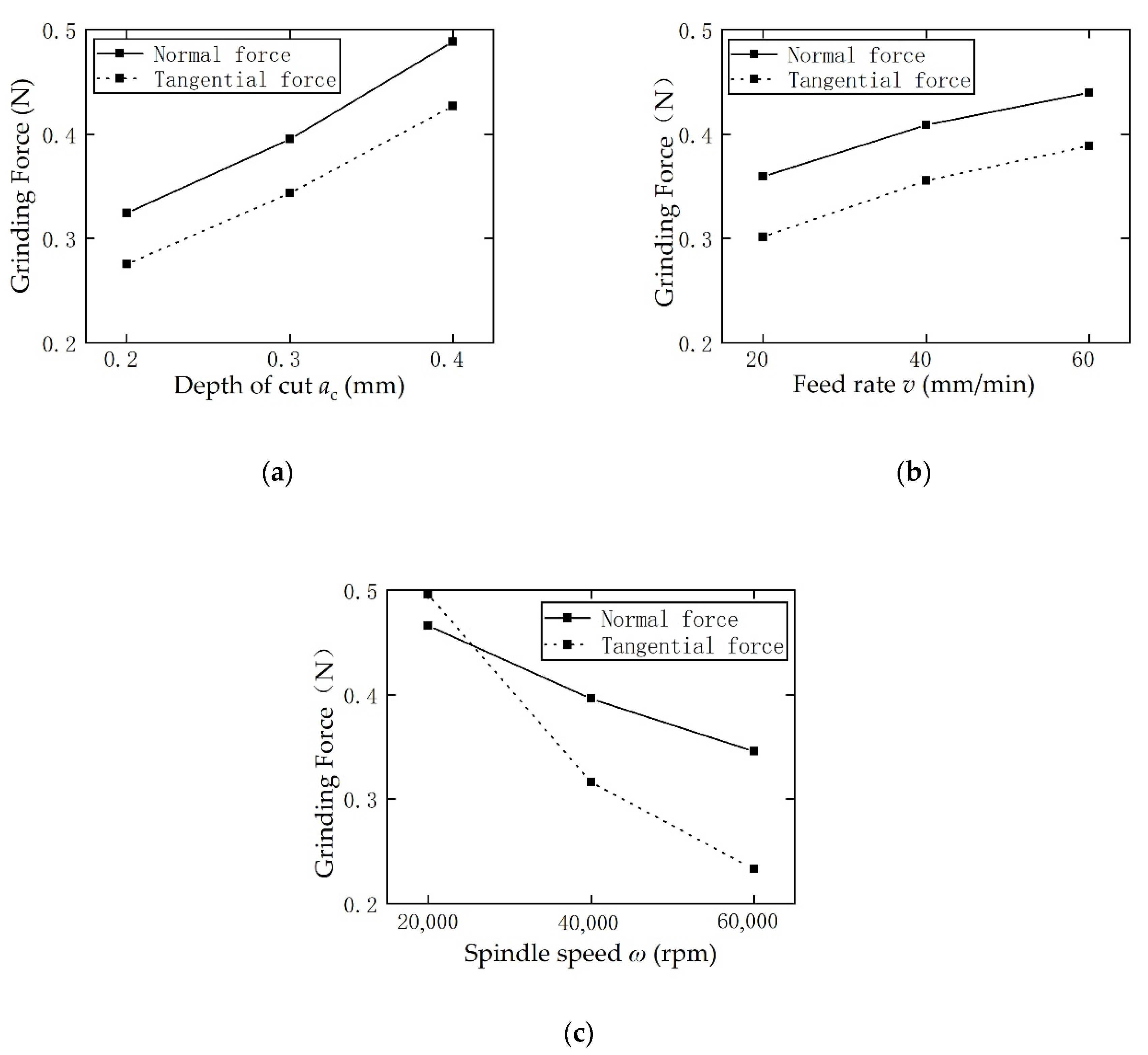
4.3. The Effect of Process Parameters on Grinding Force
4.4. Variance Analysis
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Shih, A.J.; Denkena, B.; Grove, T.; Curr, D.; Hocheng, H.; Tsai, H.-Y.; Ohmori, H.; Katahira, K.; Pei, Z.J. Fixed abrasive machining of non-metallic materials. CIRP Ann.-Manuf. Technol. 2018, 67, 767–790. [Google Scholar] [CrossRef]
- Zhang, L.; Tai, B.L.; Wang, G.; Zhang, K.; Sullivan, S.; Shih, A.J. Thermal model to investigate the temperature in bone grinding for skull base neurosurgery. Med. Eng. Phys. 2013, 35, 1391–1398. [Google Scholar] [CrossRef]
- Udiljak, T.; Ciglar, D.; Skoric, S. Investigation into bone drilling and thermal bone necrosis. Adv. Prod. Eng. Manag. 2007, 2, 103–112. [Google Scholar]
- Hosono, N.; Miwa, T.; Mukai, Y.; Takenaka, S.; Makino, T.; Fuji, T. Potential risk of thermal damage to cervical nerve roots by a high-speed drill. J. Bone Joint Surg. Br. 2009, 91, 1541–1544. [Google Scholar] [CrossRef] [PubMed]
- Kondo, S.; Okada, Y.; Iseki, H.; Hori, T.; Takakura, K.; Kobayashi, A.; Nagata, H. Thermological study of drilling bone tissue with a high-speed drill. Neurosurgery 2000, 46, 1162–1168. [Google Scholar] [CrossRef]
- Singh, G.; Jain, V.; Gupta, D.; Ghai, A. Optimization of process parameters for for drilled hole quality characteristics during cortical bone drilling using Taguchi method. J. Mech. Behav. Biomed. 2016, 62, 355–365. [Google Scholar] [CrossRef]
- Sui, J.; Sugita, N. Experimental study of thrust force and torque for drilling cortical bone. Ann. Biomed. Eng. 2019, 47, 802–812. [Google Scholar] [CrossRef]
- McDannold, N.; Vykhodtseva, N.; Jolesz, F.A.; Hynynen, K. MRI investigation of the threshold for thermally induced blood–brain barrier disruption and brain tissue damage in the rabbit brain. Magn. Reson. Med. 2004, 51, 913–923. [Google Scholar] [CrossRef]
- Augustin, G.; Zigman, T.; Davila, S.; Udilljak, T.; Staroveski, T.; Brezak, D.; Babic, S. Cortical bone drilling and thermal osteonecrosis. Clin. Biomech. 2012, 27, 313–325. [Google Scholar] [CrossRef]
- Pandey, R.K.; Panda, S.S. Drilling of bone: A comprehensive review. J. Orthop. Trauma 2013, 4, 15–30. [Google Scholar] [CrossRef]
- Erisson, A.R.; Albrektsson, T. Temperature threshold levels for heat induced bone tissue injury. A vital-microscopic study in the rabbit. J. Prosthet. Dent. 1983, 50, 101–107. [Google Scholar] [CrossRef]
- Fernandes, M.G.; Fonseca, E.M.M.; Jorge, R.N.; Vaz, M.; Dias, M.I. Thermal analysis in drilling of ex vivo bovine bones. J. Mech. Med. Biol. 2017, 17, 1750082–1–1750082–16. [Google Scholar] [CrossRef]
- Fernandes, M.G.; Fonseca, E.M.; Jorge, R.N.; Manzanares, M.C.; Dias, M.I. Effect of drill speed on the strain distribution during drilling of bovine and human bones. J. Mech. Eng. Biomech. 2018, 2, 69–74. [Google Scholar] [CrossRef][Green Version]
- Fernandes, M.G.; Fonseca, E.M.M.; Natal, R.J. Thermal analysis during bone drilling using rigid polyurethane foams: Numerical and experimental methodologies. J. Braz. Soc. Mech. Sci. Eng. 2016, 38, 1855–1863. [Google Scholar] [CrossRef]
- Fernandes, M.G.; Fonseca, E.M.M.; Jorge, R.N. Three-dimensional dynamic finite element and experimental methods for drilling processes. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2018, 1, 35–43. [Google Scholar]
- Danda, A.; Kuttolamadom, M.A.; Tai, B.L. A mechanisic force model for simulating haptics of hand-held bone burring operations. Med. Eng. Phys. 2017, 49, 7–13. [Google Scholar] [CrossRef] [PubMed]
- Shih, A.J.; Tai, B.L.; Zhang, L.; Sullivan, S.; Malkin, S. Prediction of bone grinding temperature in skull base neurosurgery. CIRP Ann.-Manuf. Technol. 2012, 61, 307–310. [Google Scholar] [CrossRef]
- Tai, B.L.; Zhang, L.; Wang, A.C.; Sullivan, S.; Wang, G.; Shih, A.J. Temperature prediction in high speed bone grinding using motor PWM signal. Med. Eng. Phys. 2013, 35, 1545–1549. [Google Scholar] [CrossRef]
- Zhang, L.; Tai, B.L.; Wang, A.C.; Shih, A.J. Mist cooling in neurosurgical bone grinding. CIRP Ann.-Manuf. Technol. 2013, 62, 367–370. [Google Scholar] [CrossRef]
- Min, Y.; Li, C.; Zhang, Y. Research on microscale skull grinding temperature field under different cooling conditions. Appl. Therm. Eng. 2017, 126, 525–537. [Google Scholar]
- Enomoto, T.; Shigeta, H.; Sugihara, T. A new surgical grinding wheel for suppressing grinding heat generation in bone resection. CIRP Ann.-Manuf. Technol. 2014, 63, 305–308. [Google Scholar] [CrossRef]
- Mizutani, T.; Enomoto, T.; Satake, U. Surgical diamond wheels for minimally invasive surgery in bone resection under saline supply. In Proceedings of the 8th CIRP Conference on High Performance Cutting, Budapest, Hungary, 25–27 June 2018; pp. 243–246. [Google Scholar]
- Lu, Y.; Luo, W.; Wu, X.; Zhou, C.; Xu, B.; Zhao, H.; Li, L. Efficient and precise grinding of sapphire glass based on dry electrical discharge dressed coarse diamond grinding wheel. Micromachines 2019, 10, 625. [Google Scholar] [CrossRef] [PubMed]
- Fook, P.; Berger, D.; Riemer, O.; Karpuschewski, B. Structuring of bioceramics by micro-grinding for dental implant applications. Micromachines 2019, 10, 312. [Google Scholar] [CrossRef]
- Pandey, R.K.; Panda, S.S. Multi-performance optimization of bone drilling using Taguchi method based on membership function. Int. J. Adv. Manuf. Technol. 2015, 59, 9–13. [Google Scholar] [CrossRef]
- Sezek, S.; Aksakal, B.; Karaca, F. Influence of drill parameters on bone temperature and necrosis: A FEM modelling and in vitro experiments. Comp. Mater. Sci. 2012, 60, 13–18. [Google Scholar] [CrossRef]
- Li, C.; Zhao, H.; Ma, H.; Hou, Y.; Zhang, Y.; Yang, M.; Zhang, X. Simulation study on effect of cutting parameters and cooling mode on bone-drilling temperature field of superhard drill. Int. J. Adv. Manuf. Technol. 2015, 81, 2027–2038. [Google Scholar] [CrossRef]
- Alam, K.; Khan, M.; Silberschmidt, V.V. Analysis of forces in conventional and ultrasonically assisted plane cutting of cortical bone. Proc. Inst. Mech. Eng. Part H J. Eng. Med. 2013, 227, 636–642. [Google Scholar] [CrossRef]
- Gupta, V.; Pandey, P.M.; Mridha, A.R.; Gupta, R.K. Effect of Various Parameters on the Temperature distribution in conventional and diamond coated hollow tool bone drilling: A comparative study. Procedia Eng. 2017, 184, 90–98. [Google Scholar] [CrossRef]
- Li, X.; Zhu, W.; Wang, J.; Deng, Y. Optimization of bone drilling process based on finite element analysis. Appl. Therm. Eng. 2016, 108, 211–220. [Google Scholar] [CrossRef]
- Alam, K.; Khan, M.; Silberschmidt, V.V. 3D finite-element modelling of drilling cortical bone: Temperature analysis. J. Med. Biol. Eng. 2014, 34, 618–623. [Google Scholar]
- Heydari, H.; Kazerooni, N.C.; Zolfaghari, M.; Ghoreishi, M.; Tahmasbi, V. Analytical and experimental study of effective parameters on process temperature during cortical bone drilling. Proc. Inst. Mech. Eng. H 2018, 232, 871–883. [Google Scholar] [CrossRef] [PubMed]
- Wang, B.; Lin, R.; Liu, D.; Xu, J.; Feng, B. Investigation of the effect of humidity at both electrode on the performance of PEMFC using orthogonal test method. Int. J. Hydrog. Energ. 2019, 44, 13737–13743. [Google Scholar] [CrossRef]
- Hu, C.; Zhang, X. Influence of multiple structural parameters on interior ballistics based on orthogonal test methods. Def. Technol. 2019, 15, 690–697. [Google Scholar] [CrossRef]
- Xia, S.; Lin, R.; Cui, X.; Shan, J. The application of orthogonal test method in the parameters optimization of PEMFC under steady working condition. Int. J. Hydrog. Energ. 2016, 41, 11380–11390. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factors | Units | Level 1 | Level 2 | Level 3 |
|---|---|---|---|---|
| Depth of cut (A) | ac (mm) | 0.2 | 0.3 | 0.4 |
| Feed rate (B) | v (mm/min) | 20 | 40 | 60 |
| Spindle speed (C) | ω (rpm) | 20,000 | 40,000 | 60,000 |
| Test No. | Factors | Experimental Results | ||||
|---|---|---|---|---|---|---|
| A | B | C | Tmax (°C) | Ft (N) | FN (N) | |
| ac (mm) | v (mm/min) | ω (rpm) | ||||
| 1 | 1 (0.20) | 1 (20) | 2 (40,000) | 65 | 0.202 | 0.282 |
| 2 | 1 (0.20) | 2 (40) | 3 (60,000) | 81 | 0.170 | 0.268 |
| 3 | 1 (0.20) | 3 (60) | 1 (20,000) | 71 | 0.454 | 0.423 |
| 4 | 2 (0.30) | 1 (20) | 3 (60,000) | 81 | 0.172 | 0.293 |
| 5 | 2 (0.30) | 2 (40) | 1 (20,000) | 73 | 0.504 | 0.472 |
| 6 | 2 (0.30) | 3 (60) | 2 (40,000) | 96 | 0.354 | 0.420 |
| 7 | 3 (0.40) | 1 (20) | 1 (20,000) | 88 | 0.530 | 0.503 |
| 8 | 3 (0.40) | 2 (40) | 2 (40,000) | 108 | 0.392 | 0.486 |
| 9 | 3 (0.40) | 3 (60) | 3 (60,000) | 119 | 0.358 | 0.476 |
| Index | Level | Factors | ||
|---|---|---|---|---|
| A | B | C | ||
| Tmax (°C) | 1 | KA1 = 72.3 | KB1 = 78.0 | KC1 = 77.3 |
| 2 | KA2 = 83.3 | KB2 = 87.3 | KC2 = 89.7 | |
| 3 | KA3 = 105.0 | KB3 = 95.3 | KC3 = 93.7 | |
| RX | 32.7 | 17.3 | 16.3 | |
| Ft (N) | 1 | KA1 = 0.275 | KB1 = 0.301 | KC1 = 0.496 |
| 2 | KA2 = 0.343 | KB2 = 0.355 | KC2 = 0.316 | |
| 3 | KA3 = 0.427 | KB3 = 0.389 | KC3 = 0.233 | |
| RX | 0.151 | 0.087 | 0.263 | |
| FN (N) | 1 | KA1 = 0.324 | KB1 = 0.359 | KC1 = 0.466 |
| 2 | KA2 = 0.395 | KB2 = 0.409 | KC2 = 0.396 | |
| 3 | KA3 = 0.488 | KB3 = 0.440 | KC3 = 0.346 | |
| RX | 0.164 | 0.080 | 0.120 |
| Index | FA | FB | FC | Fcritical | Significant Factors | |
|---|---|---|---|---|---|---|
| (α = 0.05) | (α = 0.01) | |||||
| Temperature (Tmax) | 116.33 | 32.33 | 32.04 | 19 | 99 | A |
| Tangential force (Ft) | 88.33 | 29.87 | 277.35 | 19 | 99 | C |
| Normal force (FN) | 136.38 | 33.30 | 72.24 | 19 | 99 | A |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, L.; Zou, L.; Wen, D.; Wang, X.; Kong, F.; Piao, Z. Investigation of the Effect of Process Parameters on Bone Grinding Performance Based on On-Line Measurement of Temperature and Force Sensors. Sensors 2020, 20, 3325. https://doi.org/10.3390/s20113325
Zhang L, Zou L, Wen D, Wang X, Kong F, Piao Z. Investigation of the Effect of Process Parameters on Bone Grinding Performance Based on On-Line Measurement of Temperature and Force Sensors. Sensors. 2020; 20(11):3325. https://doi.org/10.3390/s20113325
Chicago/Turabian StyleZhang, Lihui, Lei Zou, Donghui Wen, Xudong Wang, Fanzhi Kong, and Zhongyu Piao. 2020. "Investigation of the Effect of Process Parameters on Bone Grinding Performance Based on On-Line Measurement of Temperature and Force Sensors" Sensors 20, no. 11: 3325. https://doi.org/10.3390/s20113325
APA StyleZhang, L., Zou, L., Wen, D., Wang, X., Kong, F., & Piao, Z. (2020). Investigation of the Effect of Process Parameters on Bone Grinding Performance Based on On-Line Measurement of Temperature and Force Sensors. Sensors, 20(11), 3325. https://doi.org/10.3390/s20113325