Visual-Acoustic Sensor-Aided Sorting Efficiency Optimization of Automotive Shredder Polymer Residues Using Circularity Determination †

Abstract
1. Introduction
2. Materials and Methods
2.1. Tested ASR Plastics
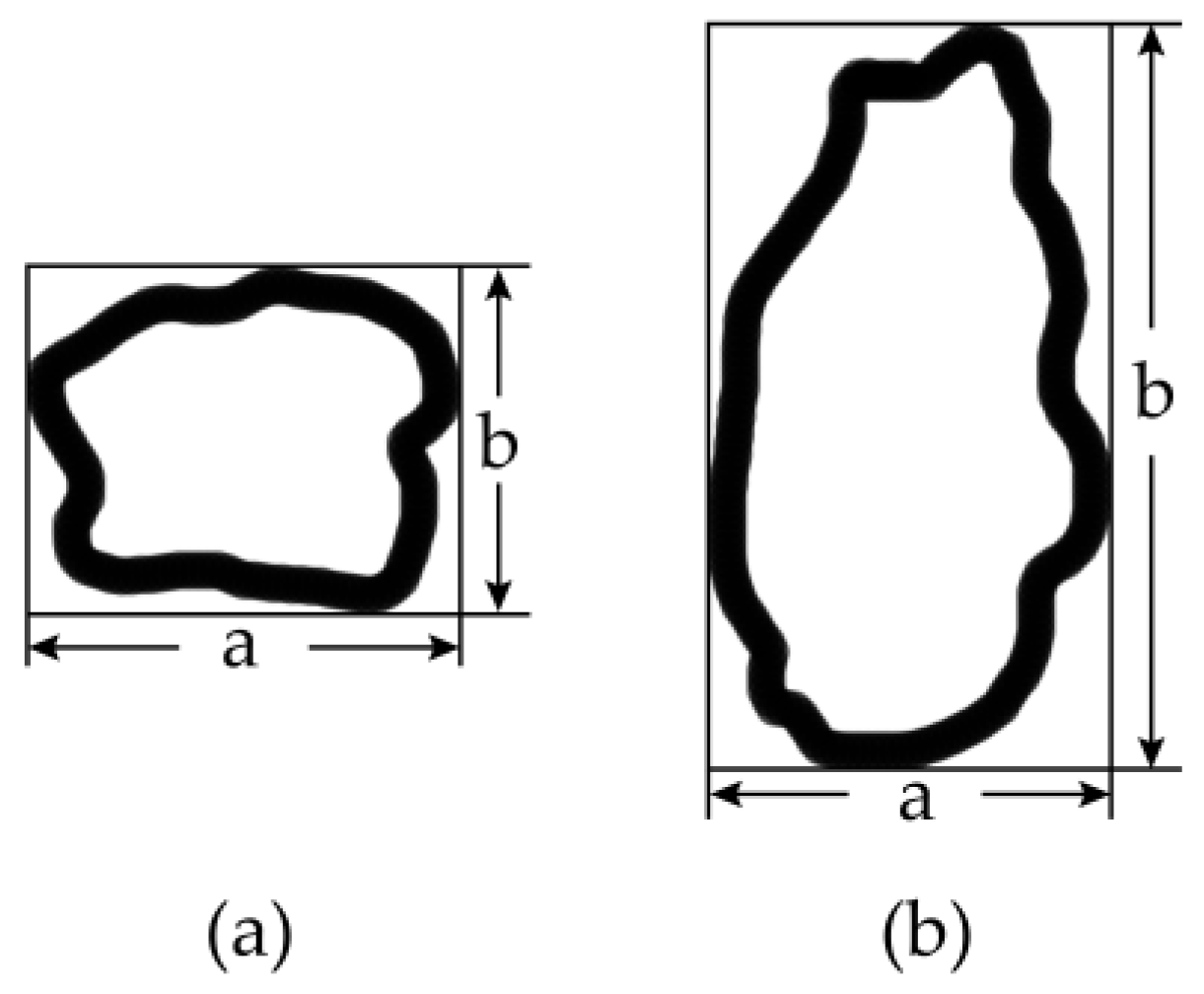
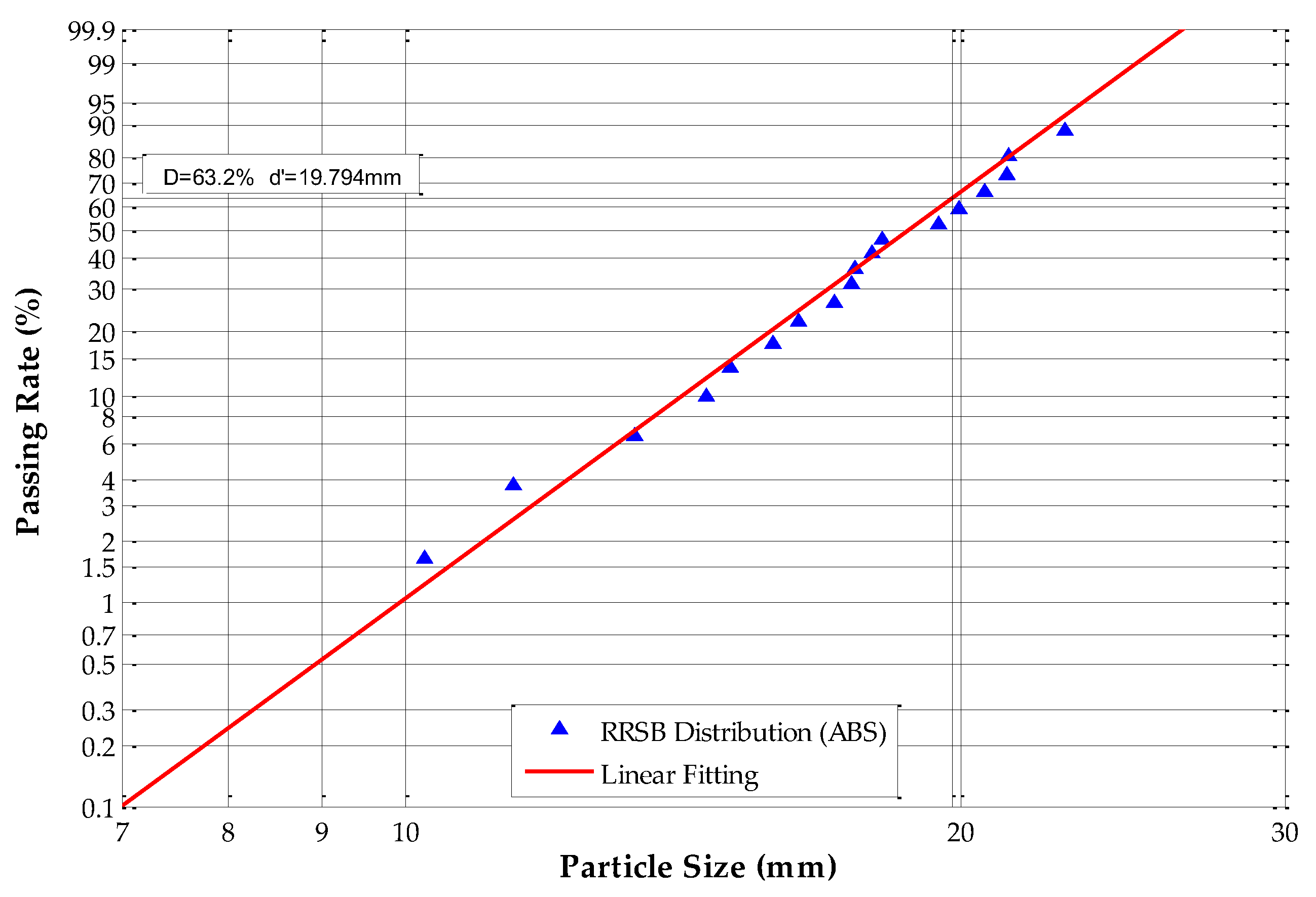
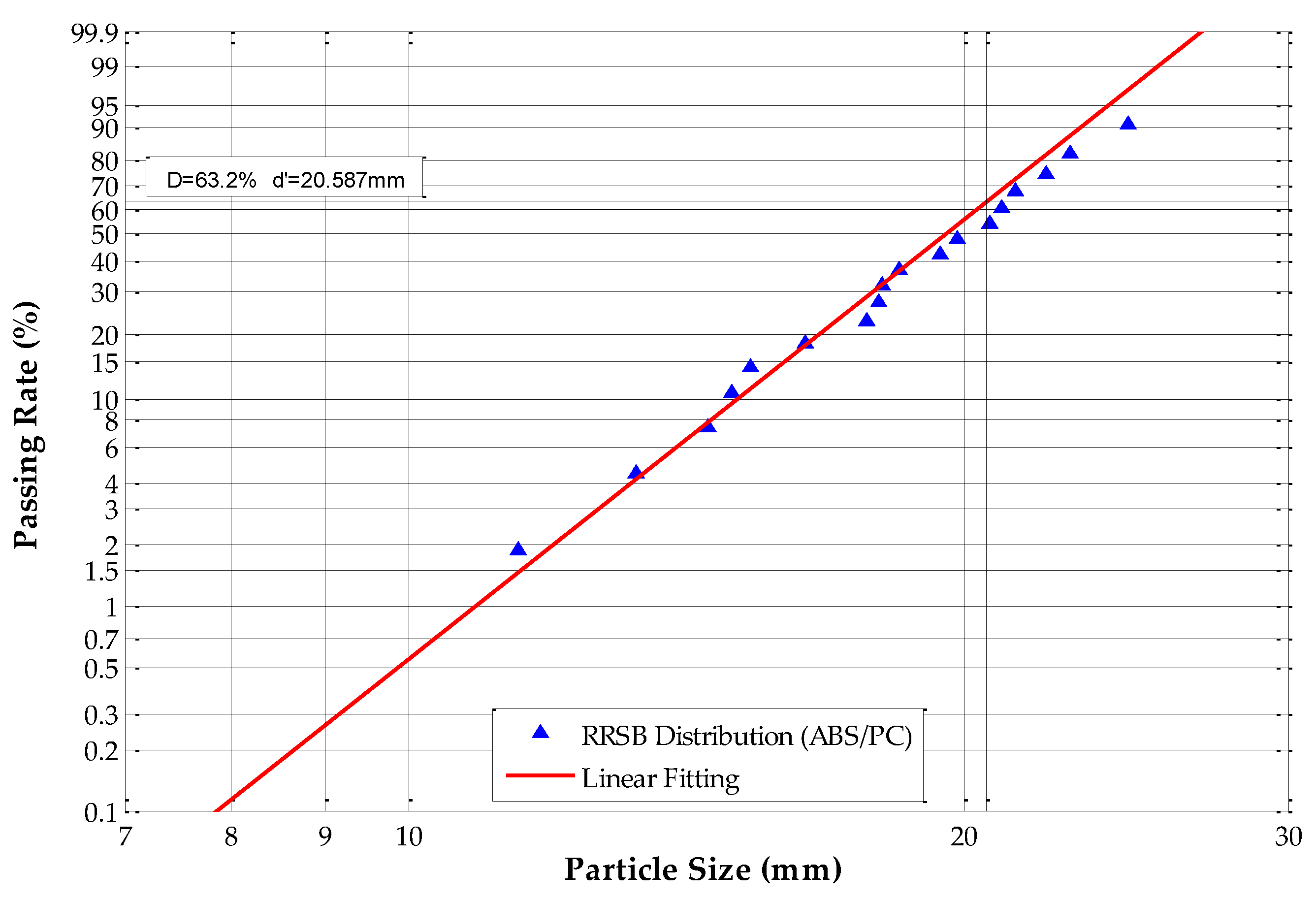
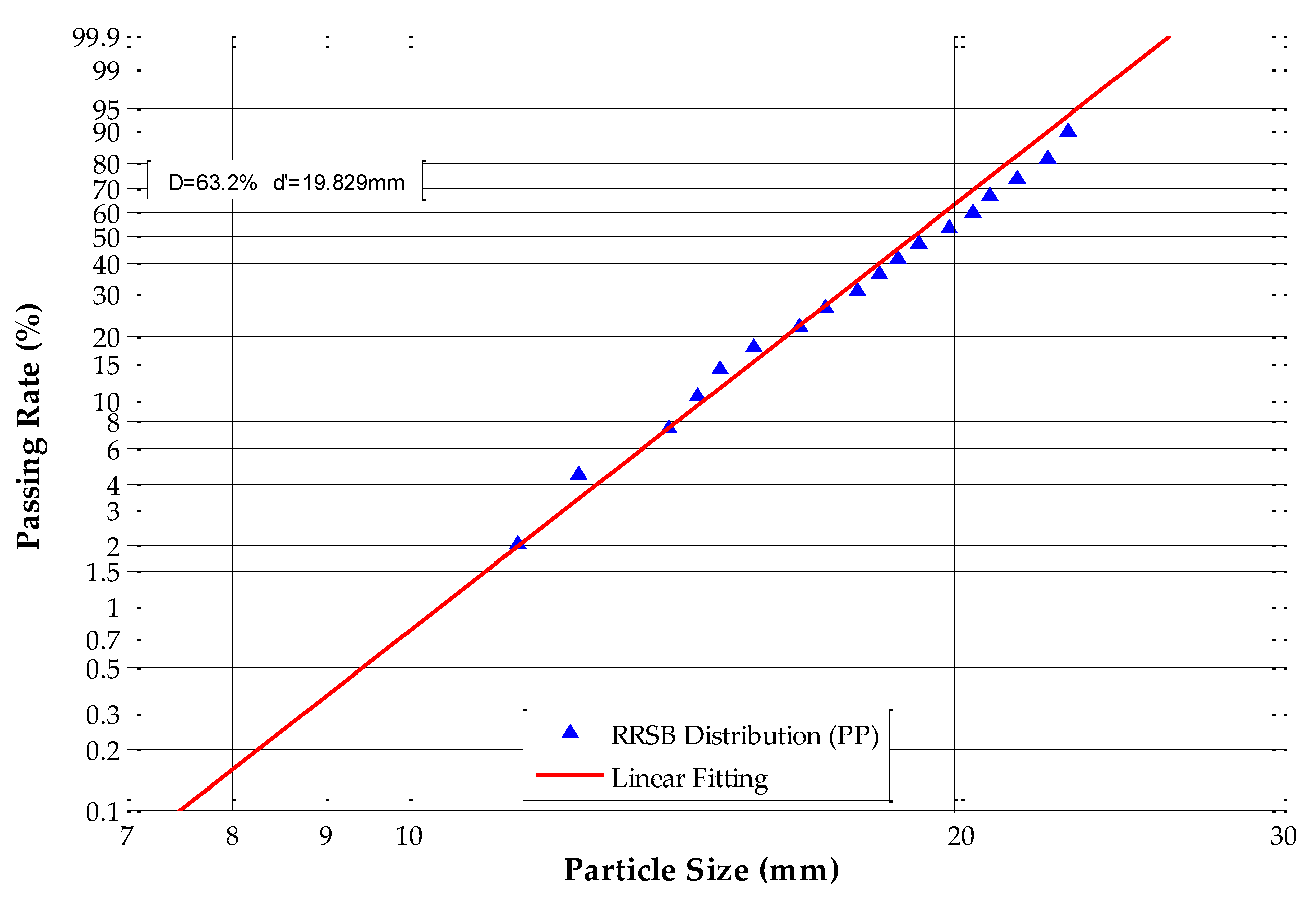
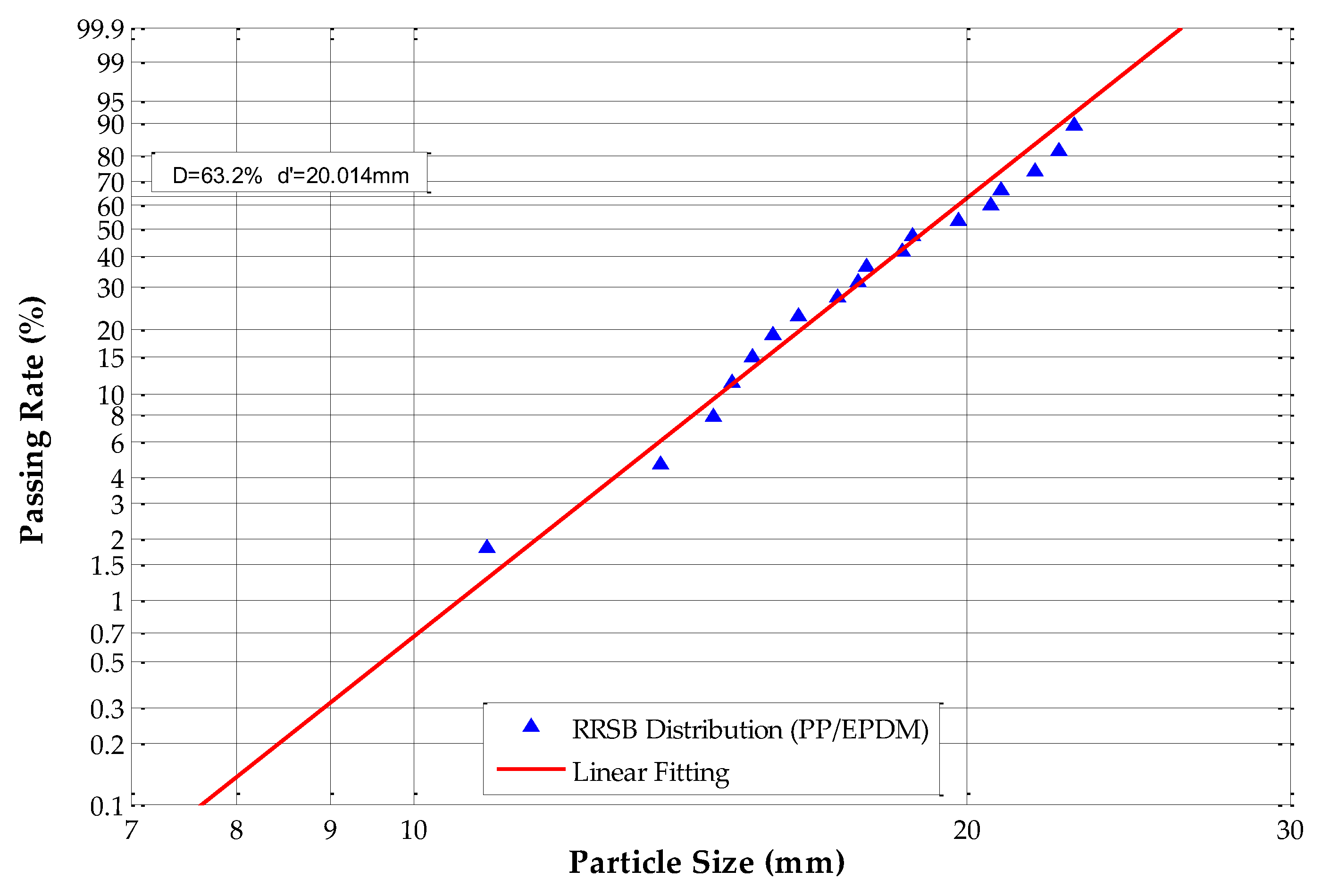
2.2. Scraps’ Regularity Analysis by Using RRSB Distribution
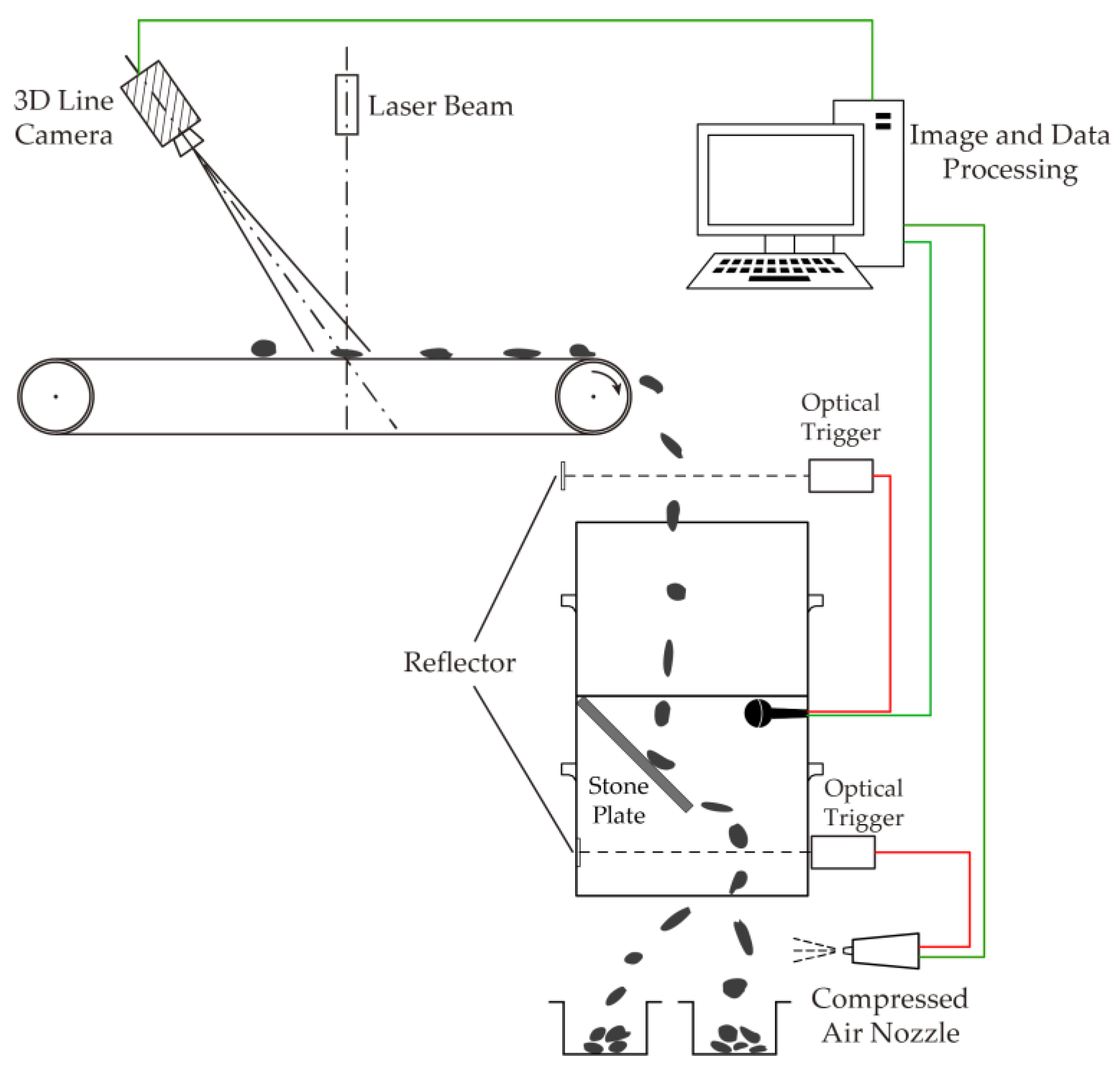
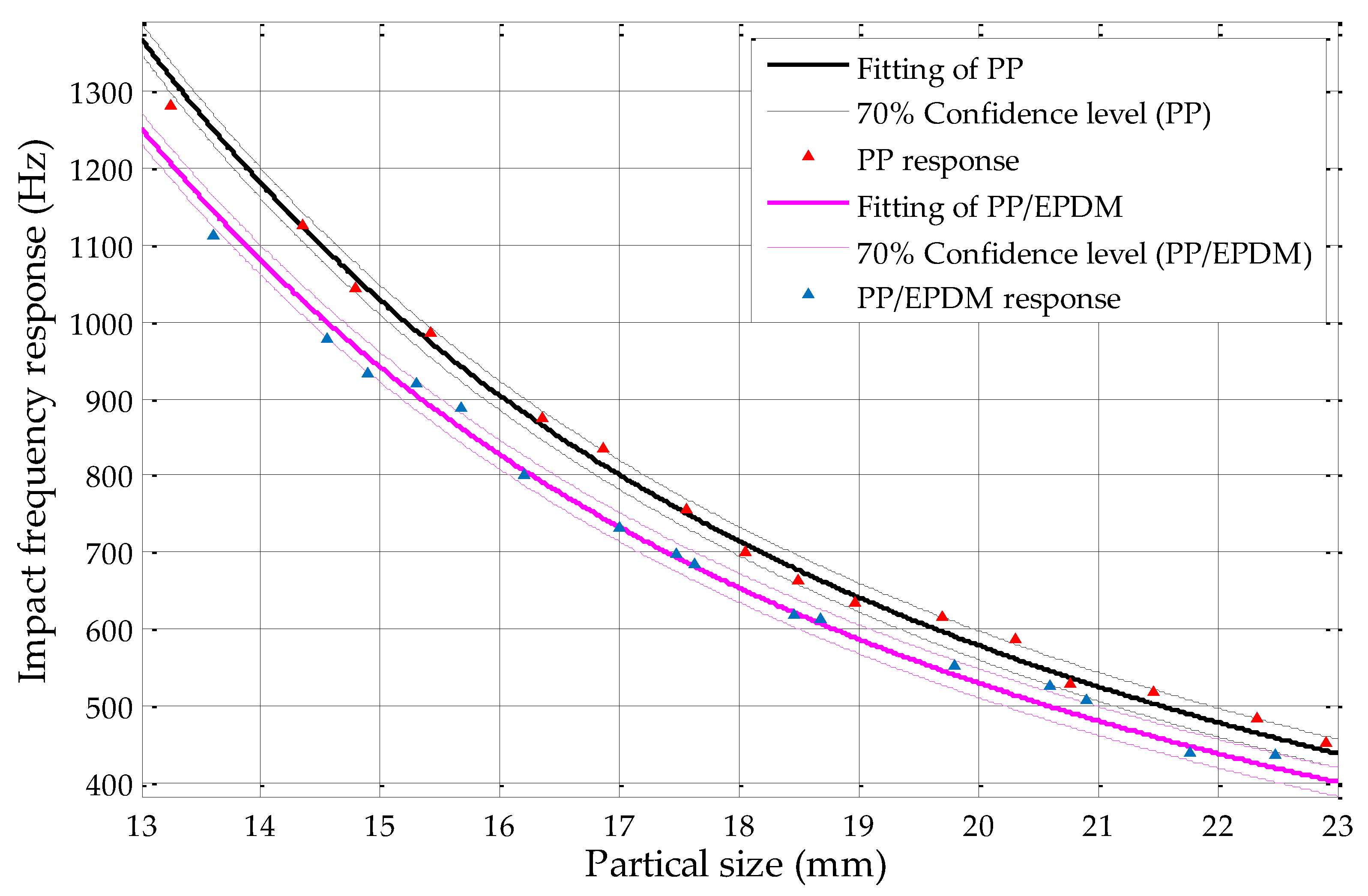
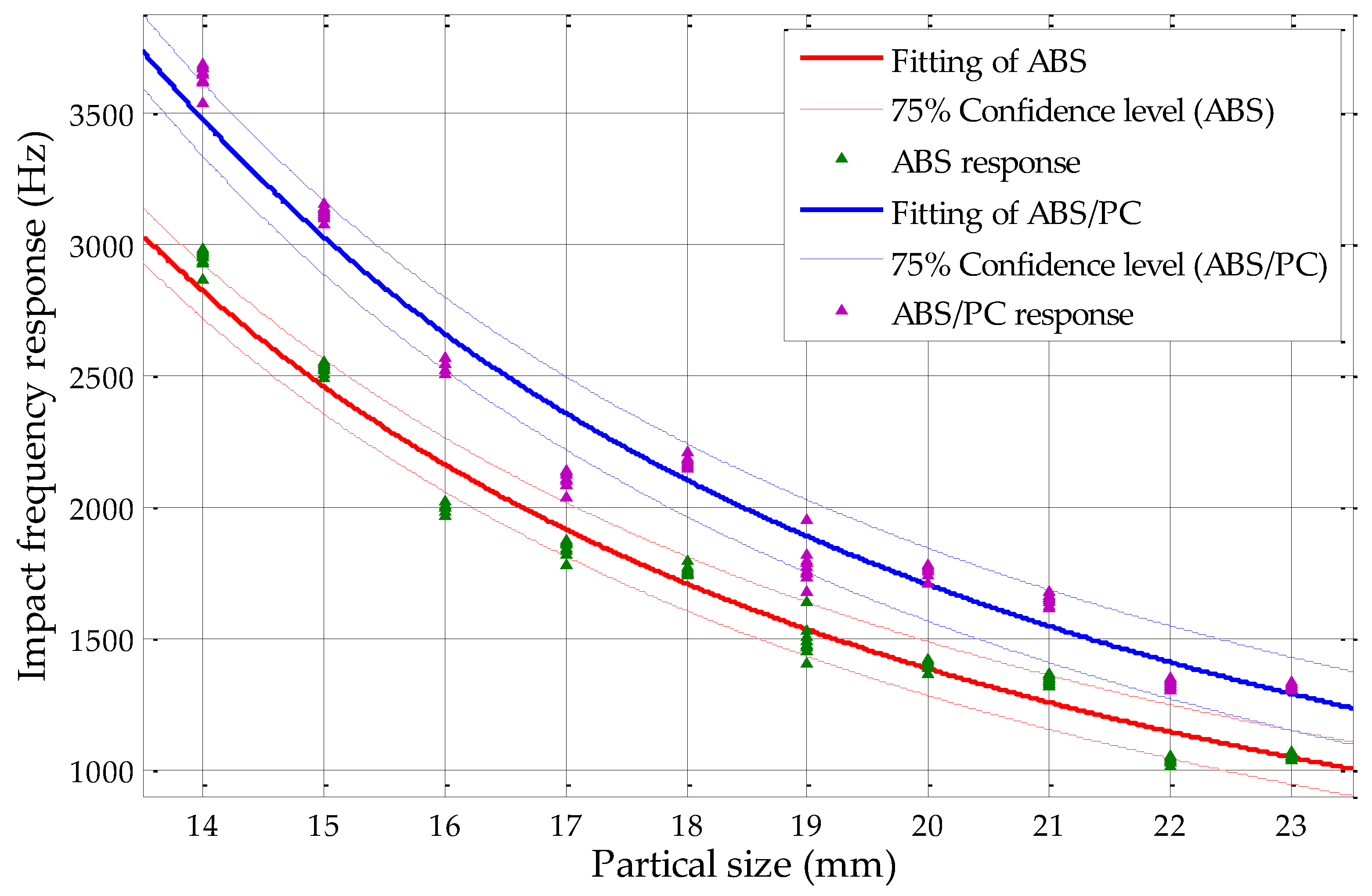
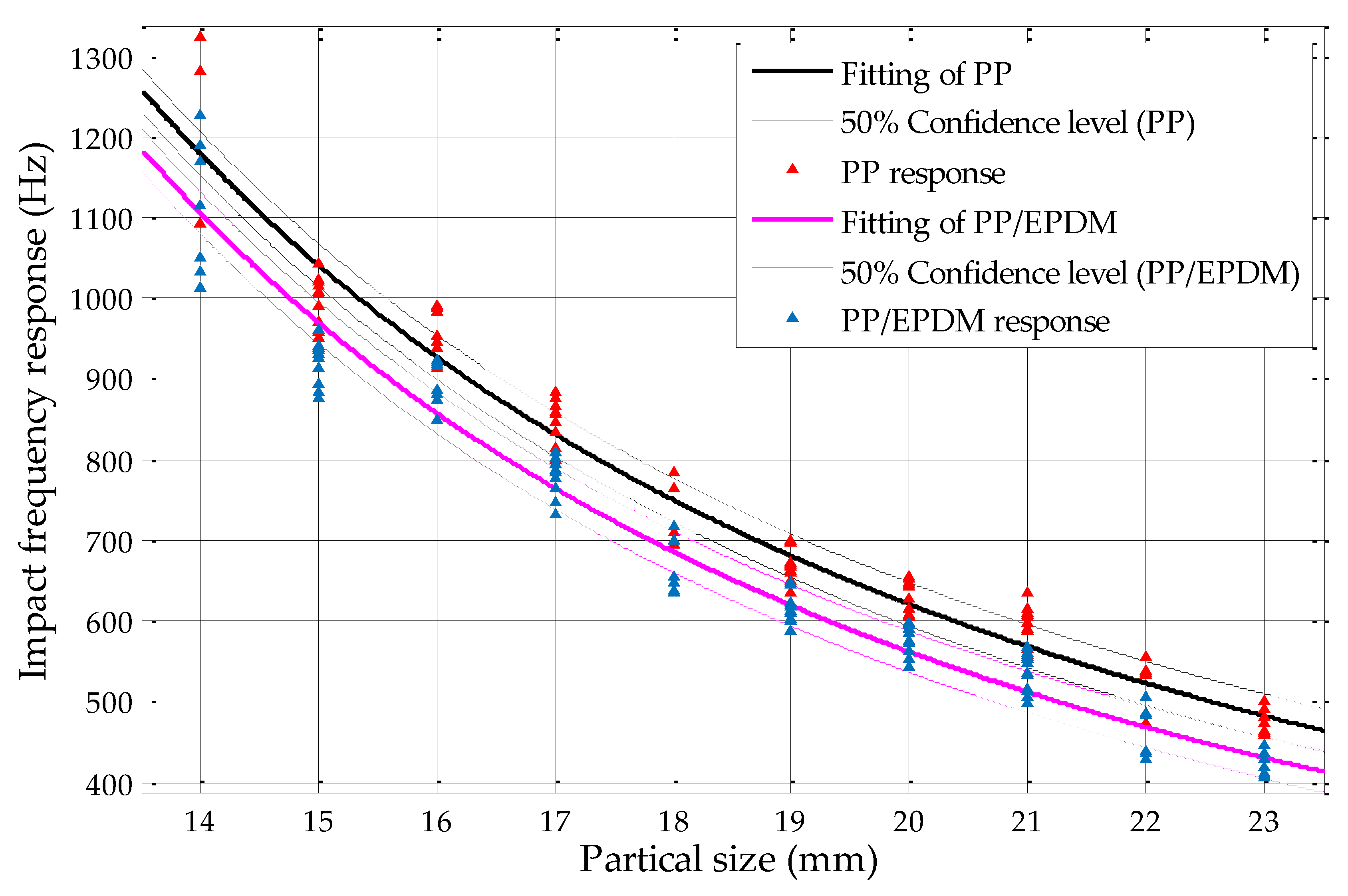
2.3. Impact Acoustic Sorting Theories
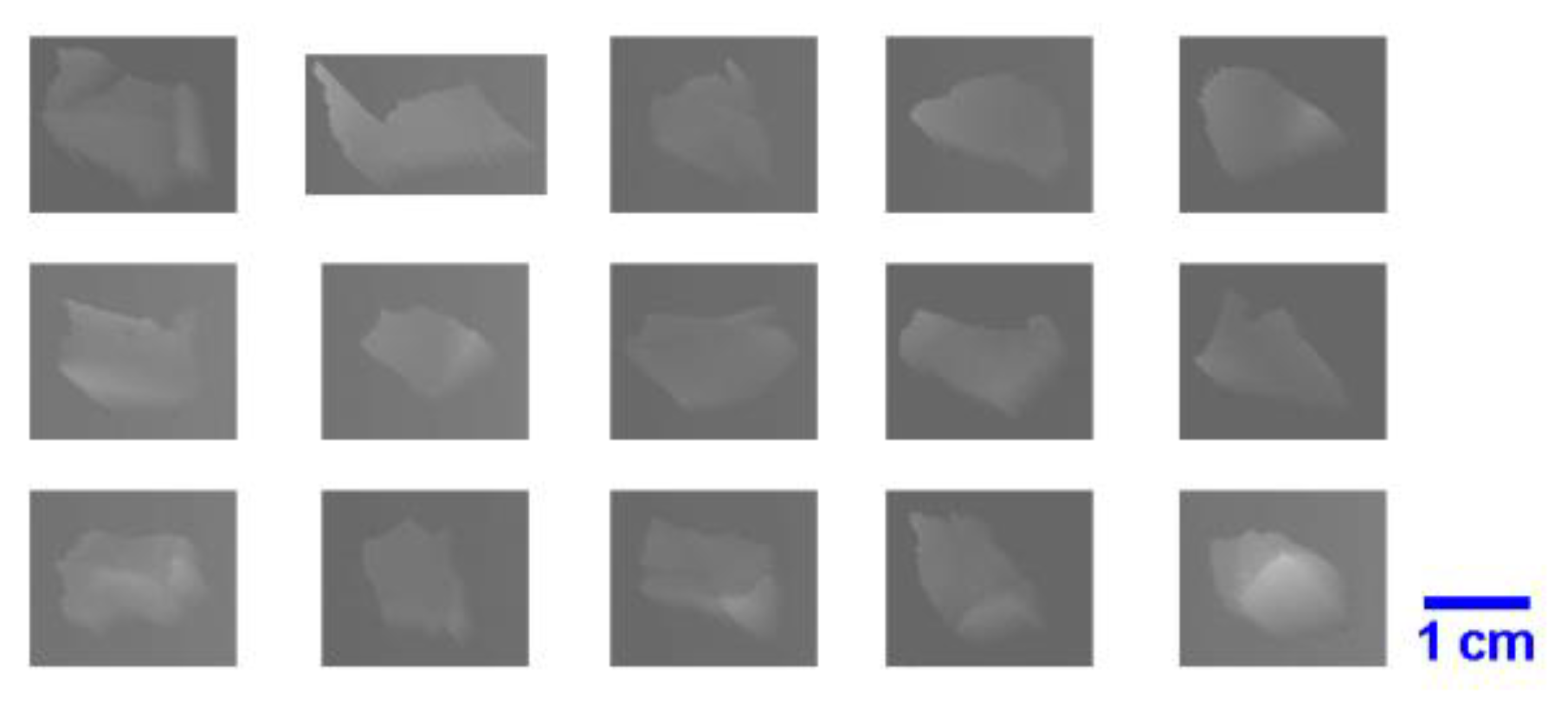
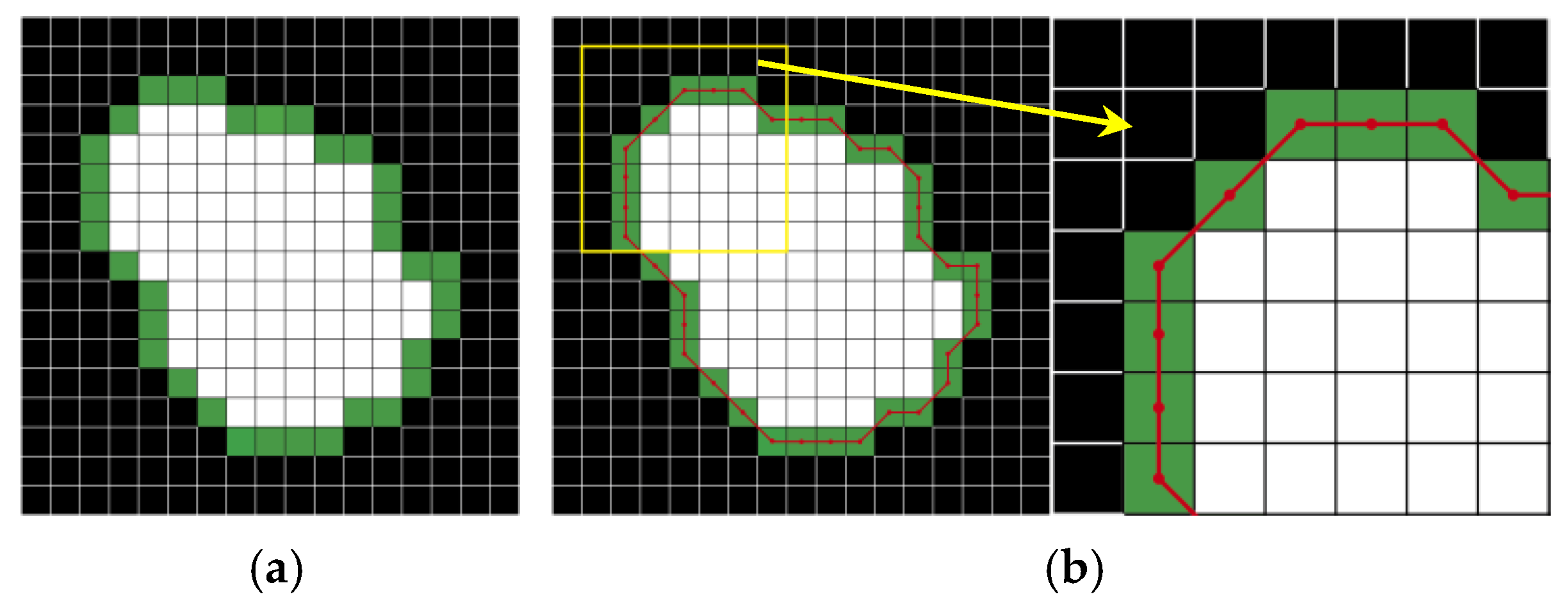
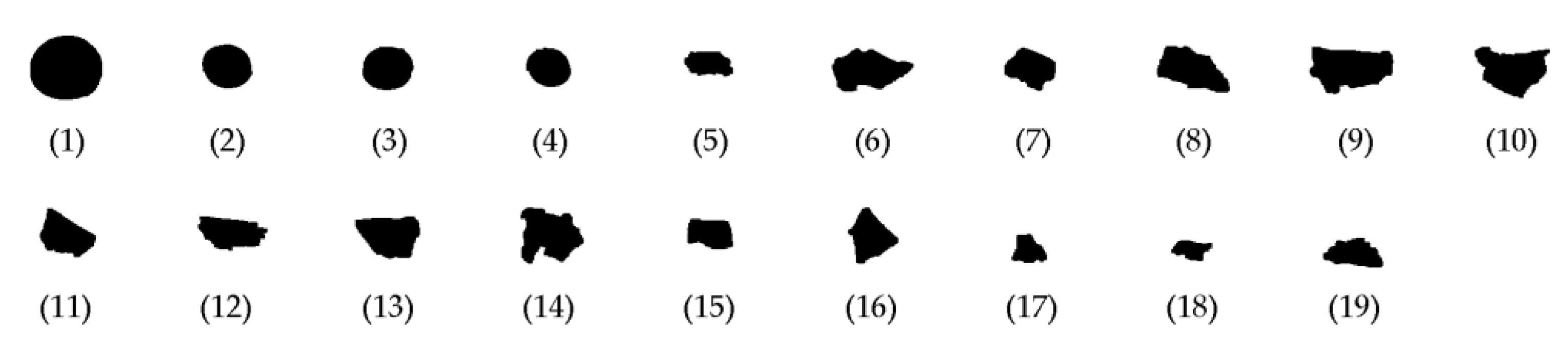
2.4. Image Processing
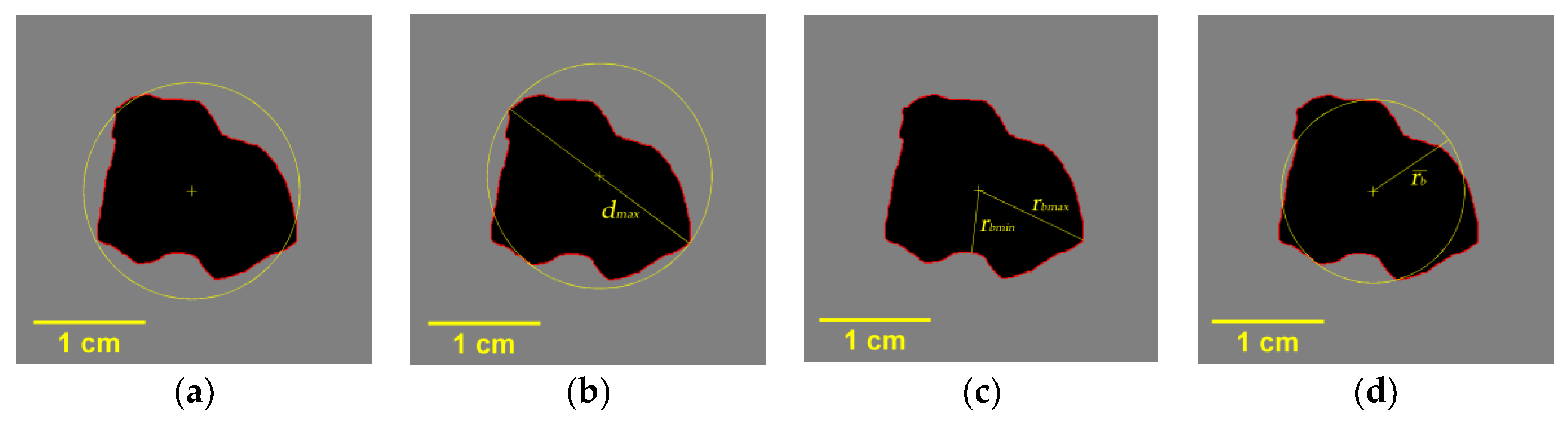
2.5. Circularity Determination
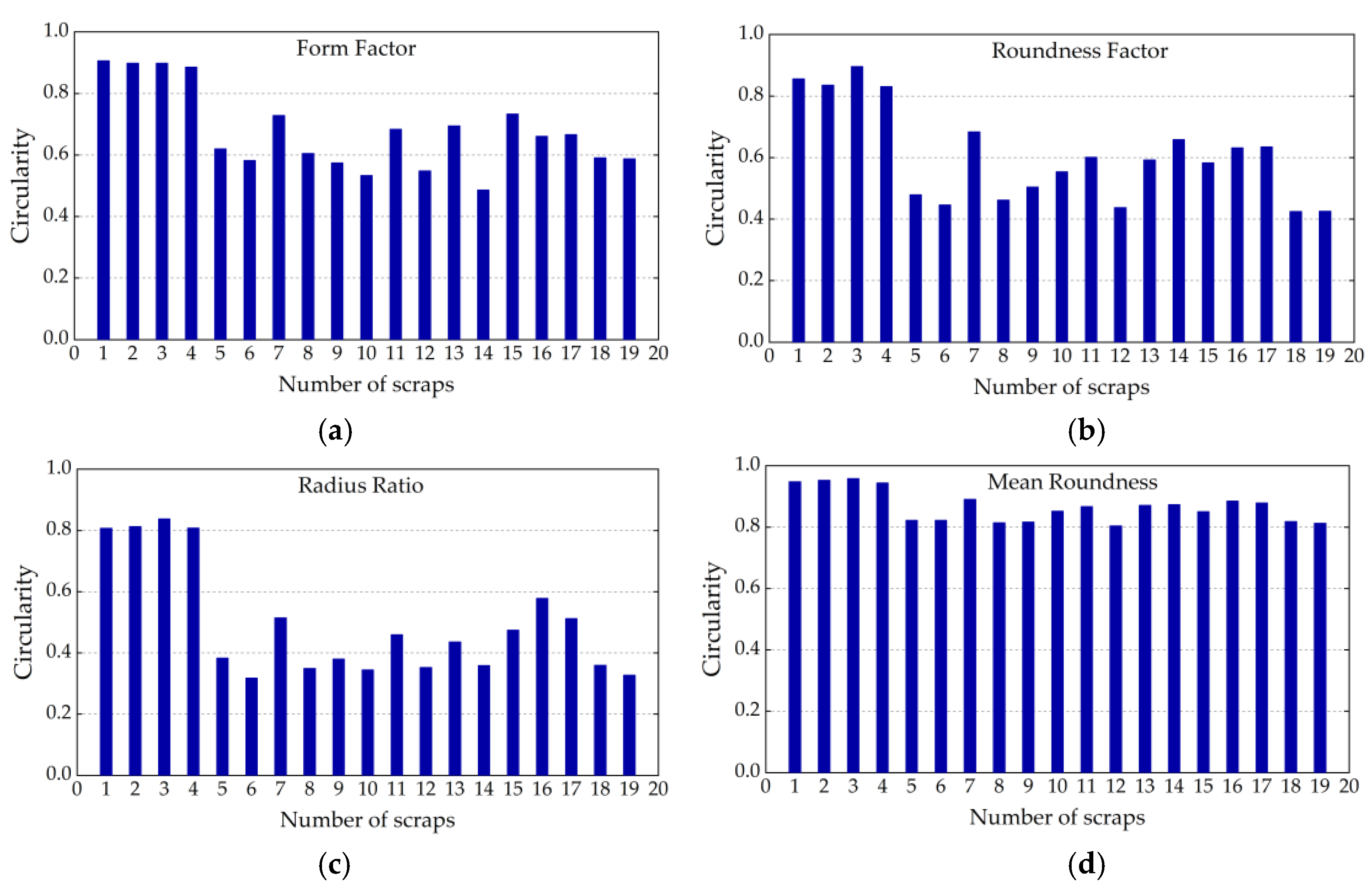
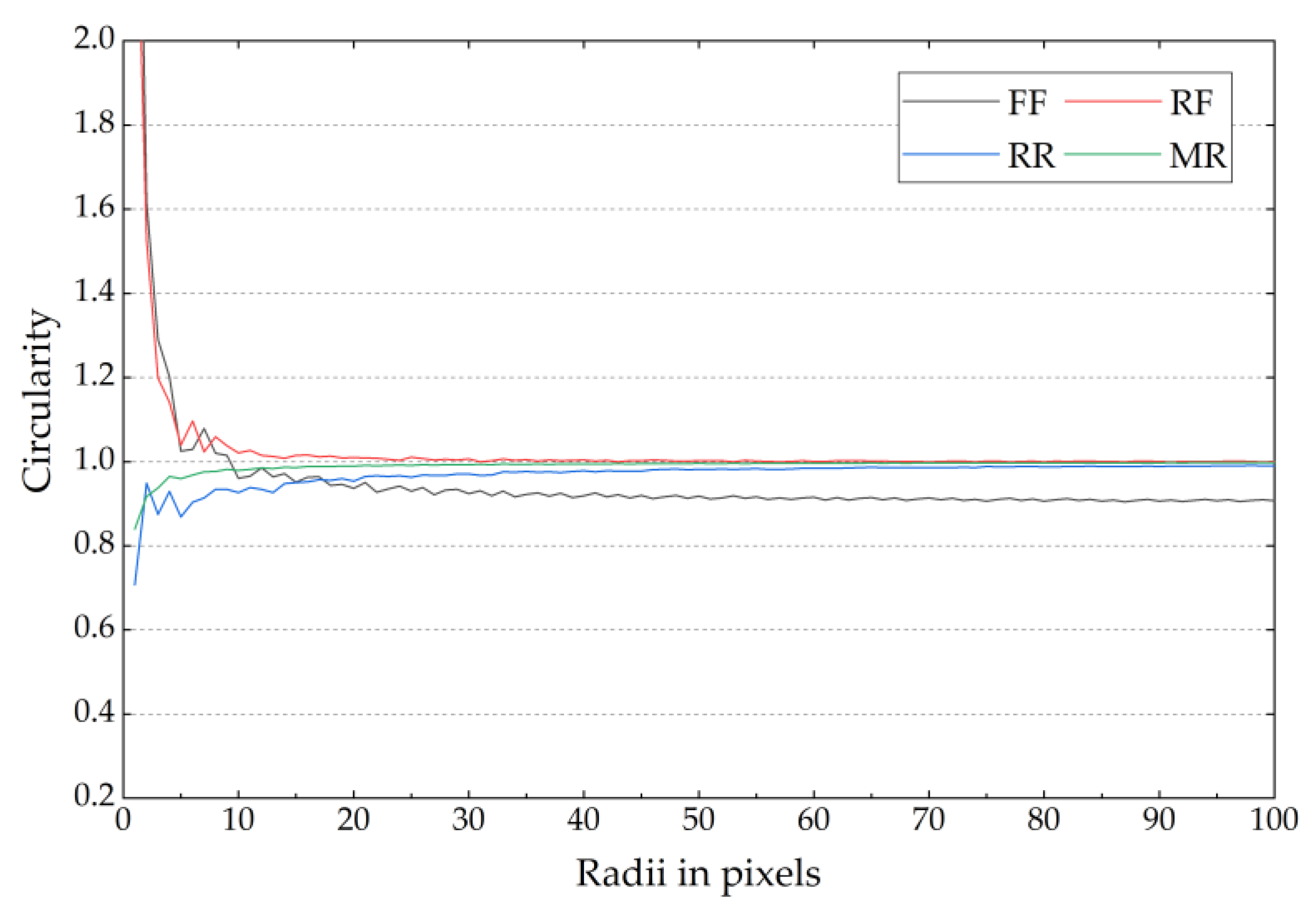
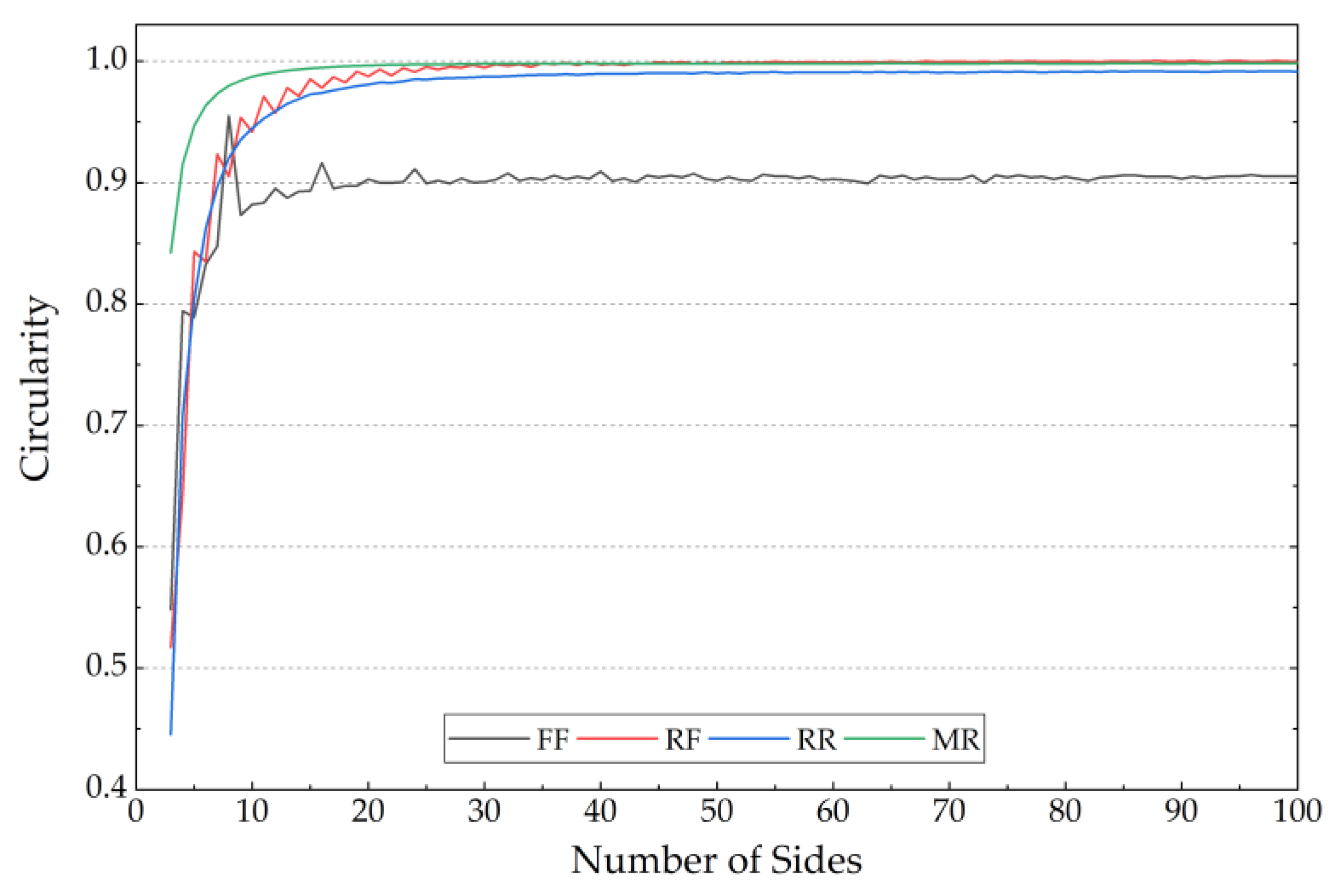
2.5.1. Methods for Circularity Determination
2.5.2. Calculation of Scrap Shape Parameters
3. Results and Discussion
3.1. Results of Regularity Analysis
3.2. Determination of Scrap Circularity
3.3. Results of Sorting Efficiency Optimization
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Yano, J.; Hirai, Y.; Okamoto, K.; Sakai, S.I. Dynamic flow analysis of current and future end-of-life vehicles generation and lead content in automobile shredder residue. J. Mater. Cycles Waste Manag. 2014, 16, 52–61. [Google Scholar] [CrossRef]
- Li, J.; Yu, K.; Gao, P. Recycling and pollution control of the end of life vehicles in china. J. Mater. Cycles Waste Manag. 2014, 16, 31–38. [Google Scholar] [CrossRef]
- Zhang, C.L.; Chen, M. Designing and verifying a disassembly line approach to cope with the upsurge of end-of-life vehicles in China. Waste Manag. 2018, 76, 697–707. [Google Scholar] [CrossRef] [PubMed]
- Xin, F.; Ni, S.Y.; Li, H.L.; Zhou, X.S. General Regression Neural Network and Artificial-Bee-Colony Based General Regression Neural Network Approaches to the Number of End-of-Life Vehicles in China. IEEE Access 2018, 6, 19278–19286. [Google Scholar] [CrossRef]
- Vermeulen, I.; Van, C.J.; Block, C.; Baeyens, J.; Vandecasteele, C. Automotive shredder residue (asr): Reviewing its production from end-of-life vehicles (elvs) and its recycling, energy or chemicals’ valorisation. J. Hazard. Mater. 2011, 190, 8–27. [Google Scholar] [CrossRef] [PubMed]
- Lyu, M.Y.; Choi, T.G. Research trends in polymer materials for use in lightweight vehicles. Int. J. Precis. Eng. Manuf. 2015, 16, 213–220. [Google Scholar] [CrossRef]
- Cossu, R.; Lai, T. Automotive shredder residue (asr) management: An overview. Waste Manag. 2015, 45, 143–151. [Google Scholar] [CrossRef]
- Ni, F.; Chen, M.; Management, W. Research on asr in china and its energy recycling with pyrolysis method. J. Mater. Cycles Waste Manag. 2015, 17, 107–117. [Google Scholar] [CrossRef]
- Yang, S.; Zhong, F.; Wang, M.; Bai, S.; Wang, Q. Recycling of automotive shredder residue by solid state shear milling technology. J. Ind. Eng. Chem. 2017, 57, 143–153. [Google Scholar] [CrossRef]
- Cossu, R.; Lai, T. Washing treatment of automotive shredder residue (asr). Waste Manag. 2013, 33, 1770–1775. [Google Scholar] [CrossRef]
- Santini, A.; Passarini, F.; Vassura, I.; Serrano, D.; Dufour, J.; Morselli, L. Auto shredder residue recycling: Mechanical separation and pyrolysis. Waste Manag. 2012, 32, 852–858. [Google Scholar] [CrossRef] [PubMed]
- Khodier, A.; Williams, K.; Dallison, N. Challenges around automotive shredder residue production and disposal. Waste Manag. 2017, 73, 566–573. [Google Scholar] [CrossRef] [PubMed]
- Liu, G.C.; Liao, Y.F.; Ma, X.Q. Thermal behavior of vehicle plastic blends contained acrylonitrile-butadiene-styrene (ABS) in pyrolysis using TG-FTIR. Waste Manag. 2017, 61, 315–326. [Google Scholar] [CrossRef] [PubMed]
- Kassouf, A.; Maalouly, J.; Rutledge, D.N.; Chebib, H.; Ducruet, V. Rapid discrimination of plastic packaging materials using MIR spectroscopy coupled with independent components analysis (ICA). Waste Manag. 2014, 34, 2131–2138. [Google Scholar] [CrossRef] [PubMed]
- Bezati, F.; Froelich, D.; Massardier, V.; Maris, E. Addition of tracers into the polypropylene in view of automatic sorting of plastic wastes using X-ray fluorescence spectrometry. Waste Manag. 2010, 30, 591–596. [Google Scholar] [CrossRef] [PubMed]
- Rozenstein, O.; Puckrin, E.; Adamowski, J. Development of a new approach based on midwave infrared spectroscopy for post-consumer black plastic waste sorting in the recycling industry. Waste Manag. 2017, 68, 38–44. [Google Scholar] [CrossRef] [PubMed]
- Yan, H.; Siesler, H.W. Identification Performance of Different Types of Handheld Near-Infrared (NIR) Spectrometers for the Recycling of Polymer Commodities. Appl. Spectrosc. 2018, 72, 1362–1370. [Google Scholar] [CrossRef]
- Huang, J.; Tian, C.; Ren, J.; Bian, Z. Study on impact acoustic—Visual sensor-based sorting of ELV plastic materials. Sensors 2017, 17, 1325. [Google Scholar] [CrossRef]
- Huang, J.; Bian, Z.; Lei, S. Feasibility study of sensor aided impact acoustic sorting of plastic materials from end-of-life vehicles (elvs). Appl. Sci. 2015, 5, 1699–1714. [Google Scholar] [CrossRef]
- Pan, Z.L.; Atungulu, G.G.; Wei, L.; Haff, R. Development of impact acoustic detection and density separations methods for production of high quality processed beans. J. Food Eng. 2010, 97, 292–300. [Google Scholar] [CrossRef]
- Baltazar, A.; Aranda, J.I.; González-Aguilar, G.; Agriculture, E.I. Bayesian classification of ripening stages of tomato fruit using acoustic impact and colorimeter sensor data. Comput. Electron. Agric. 2008, 60, 113–121. [Google Scholar] [CrossRef]
- Pearson, T.C.; Cetin, A.E.; Tewfik, A.H.; Haff, R.P. Feasibility of impact-acoustic emissions for detection of damaged wheat kernels. Dig. Signal Process. 2007, 17, 617–633. [Google Scholar] [CrossRef]
- Huang, J. Resource Recycling and Utilization Technologies of Industrial and Mining Solid Wastes; Publishing House CUMT: Xuzhou, China, 2017. [Google Scholar]
- Ulusoy, U.; Igathinathane, C. Particle size distribution modeling of milled coals by dynamic image analysis and mechanical sieving. Fuel Process. Technol. 2016, 143, 100–109. [Google Scholar] [CrossRef]
- Ko, Y.D.; Shang, H. A neural network-based soft sensor for particle size distribution using image analysis. Powder Technol. 2011, 212, 359–366. [Google Scholar] [CrossRef]
- Hamzeloo, E.; Massinaei, M.; Mehrshad, N. Estimation of particle size distribution on an industrial conveyor belt using image analysis and neural networks. Powder Technol. 2014, 261, 185–190. [Google Scholar] [CrossRef]
- Lau, Y.M.; Deen, N.G.; Kuipers, J.A.M. Development of an image measurement technique for size distribution in dense bubbly flows. Chem. Eng. Sci. 2013, 94, 20–29. [Google Scholar] [CrossRef]
- Macías-García, A.; Cuerda-Correa, E.M.; Díaz-Díez, M.A. Application of the rosin–rammler and gates–gaudin–schuhmann models to the particle size distribution analysis of agglomerated cork. Mater. Charact. 2004, 52, 159–164. [Google Scholar] [CrossRef]
- González-Tello, P.; Camacho, F.; Vicaria, J.M.; González, P.A. A modified nukiyama–tanasawa distribution function and a rosin–rammler model for the particle-size-distribution analysis. Powder Technol. 2008, 186, 278–281. [Google Scholar] [CrossRef]
- Stoyan, D. Weibull, rrsb or extreme-value theorists? Metrika 2013, 76, 153–159. [Google Scholar] [CrossRef]
- Paluszny, A.; Tang, X.; Nejati, M.; Zimmerman, R.W. A direct fragmentation method with Weibull function distribution of sizes based on finite-and discrete element simulations. Int. J. Solids Struct. 2016, 80, 38–51. [Google Scholar] [CrossRef]
- Otsu, N. A threshold selection method from gray-level histograms. IEEE Trans. Syst. Man. Cybern. 2007, 9, 62–66. [Google Scholar] [CrossRef]
- Berry, J.D.; Neeson, M.J.; Dagastine, R.R.; Chan, D.Y.; Tabor, R.F. Measurement of surface and interfacial tension using pendant drop tensiometry. J. Colloid Interface Sci. 2015, 454, 226–237. [Google Scholar] [CrossRef] [PubMed]
- Saad, S.M.; Neumann, A.W. Axisymmetric drop shape analysis (ADSA): An outline. Adv. Colloid Interface Sci. 2016, 238, 62–87. [Google Scholar] [CrossRef] [PubMed]
- Cervantes, E.; Martín, J.J.; Saadaoui, E. Updated methods for seed shape analysis. Scientifica 2016, 2016, 5691825. [Google Scholar] [CrossRef]
- ASTM A247-17. Standard Test Method for Evaluating the Microstructure of Graphite in Iron Castings; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Hetzner, D.W. Comparing binary image analysis measurements—Euclidean geometry, centroids and corners. Microsc. Today 2018, 16, 10–17. [Google Scholar] [CrossRef]
- Herrera-Navarro, A.M.; Peregrina-Barreto, H. A new measure of circularity based on distribution of the radius. Computación Sistemas 2013, 17, 515–526. [Google Scholar] [CrossRef]
- Campaña, I.; Benito-Calvo, A.; Pérez-González, A.; de Castro, J.B.; Carbonell, E. Assessing automated image analysis of sand grain shape to identify sedimentary facies, Gran Dolina archaeological site (Burgos, Spain). Sediment. Geol. 2016, 346, 72–83. [Google Scholar] [CrossRef]
- Ritter, N.; Cooper, J. New resolution independent measures of circularity. J. Math. Imaging Vis. 2009, 35, 117–127. [Google Scholar] [CrossRef]
- Niehaus, R.; Raicu, D.S.; Furst, J.; Armato, S. Toward understanding the size dependence of shape features for predicting spiculation in lung nodules for computer-aided diagnosis. J. Dig. Imaging 2015, 28, 704–717. [Google Scholar] [CrossRef]
- Zhang, X.; Li, W.; Liou, F. Damage detection and reconstruction algorithm in repairing compressor blade by direct metal deposition. Int. J. Adv. Manuf. Technol. 2018, 95, 2393–2404. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Circularity | No. | Circularity | No. | Circularity |
|---|---|---|---|---|---|
| 1 | 0.8561 | 8 | 0.4621 | 15 | 0.5837 |
| 2 | 0.8361 | 9 | 0.5048 | 16 | 0.6321 |
| 3 | 0.8964 | 10 | 0.5540 | 17 | 0.6349 |
| 4 | 0.8311 | 11 | 0.6018 | 18 | 0.4252 |
| 5 | 0.4796 | 12 | 0.4376 | 19 | 0.4263 |
| 6 | 0.4464 | 13 | 0.5925 | ||
| 7 | 0.6840 | 14 | 0.6592 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, J.; Xu, C.; Zhu, Z.; Xing, L. Visual-Acoustic Sensor-Aided Sorting Efficiency Optimization of Automotive Shredder Polymer Residues Using Circularity Determination. Sensors 2019, 19, 284. https://doi.org/10.3390/s19020284
Huang J, Xu C, Zhu Z, Xing L. Visual-Acoustic Sensor-Aided Sorting Efficiency Optimization of Automotive Shredder Polymer Residues Using Circularity Determination. Sensors. 2019; 19(2):284. https://doi.org/10.3390/s19020284
Chicago/Turabian StyleHuang, Jiu, Chaorong Xu, Zhuangzhuang Zhu, and Longfei Xing. 2019. "Visual-Acoustic Sensor-Aided Sorting Efficiency Optimization of Automotive Shredder Polymer Residues Using Circularity Determination" Sensors 19, no. 2: 284. https://doi.org/10.3390/s19020284
APA StyleHuang, J., Xu, C., Zhu, Z., & Xing, L. (2019). Visual-Acoustic Sensor-Aided Sorting Efficiency Optimization of Automotive Shredder Polymer Residues Using Circularity Determination. Sensors, 19(2), 284. https://doi.org/10.3390/s19020284