Development of a Wireless Mesh Sensing System with High-Sensitivity LiNbO3 Vibration Sensors for Robotic Arm Monitoring

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials
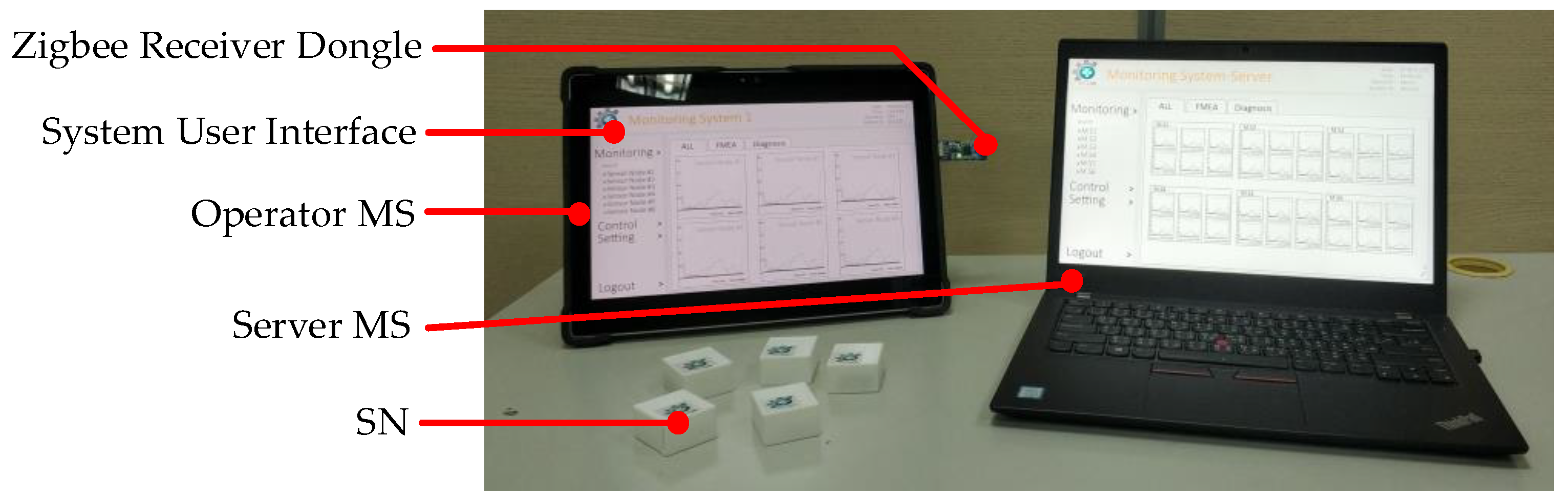
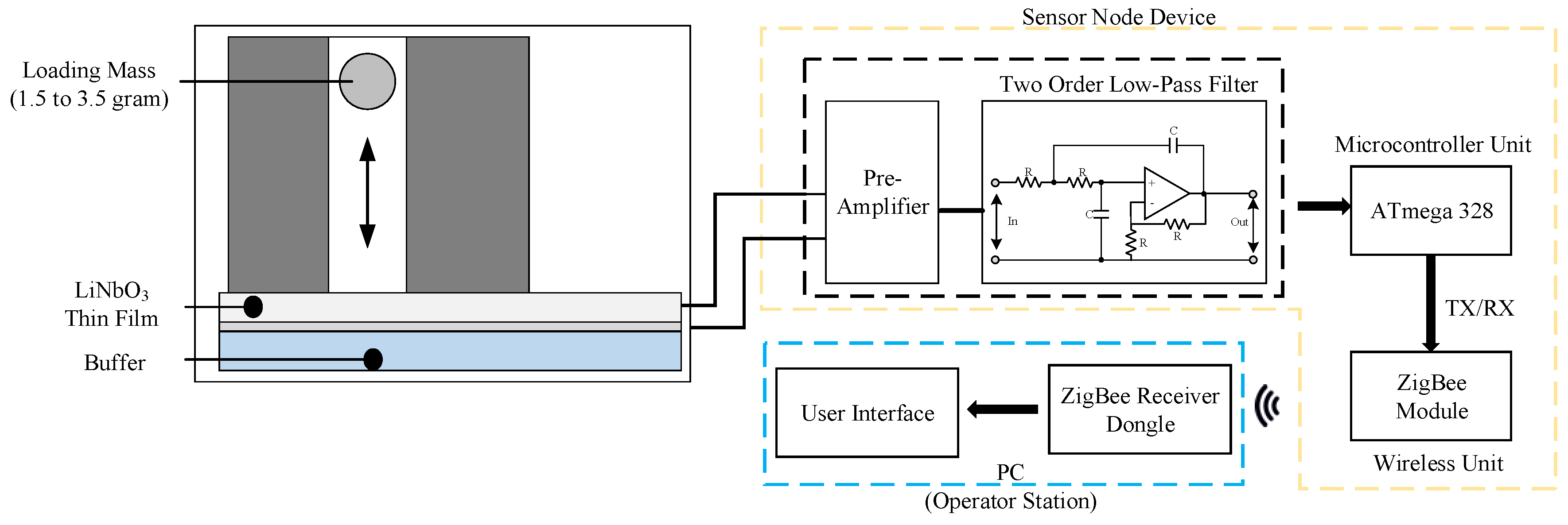
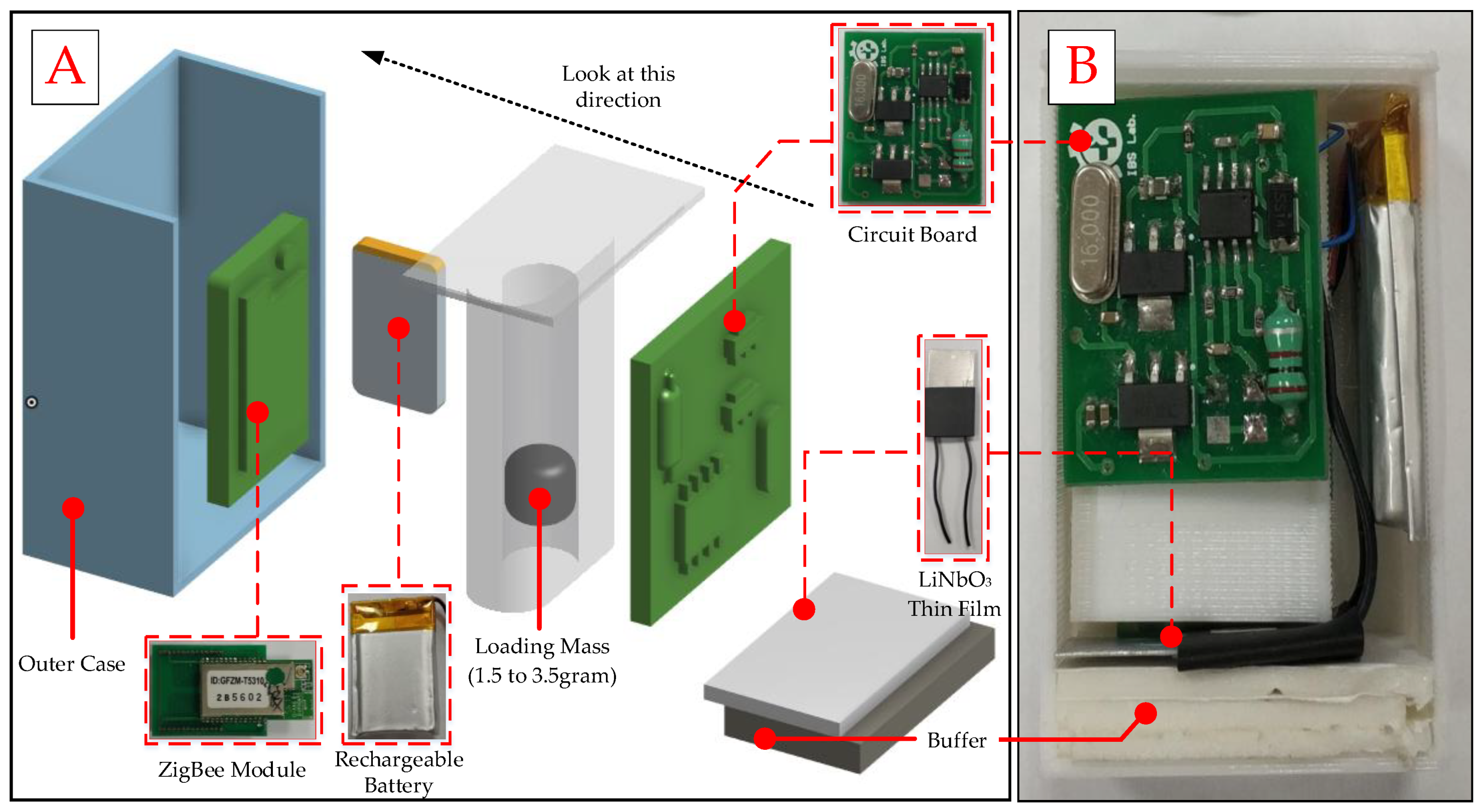
2.1. Architecture of Sensor Node (SN) Design
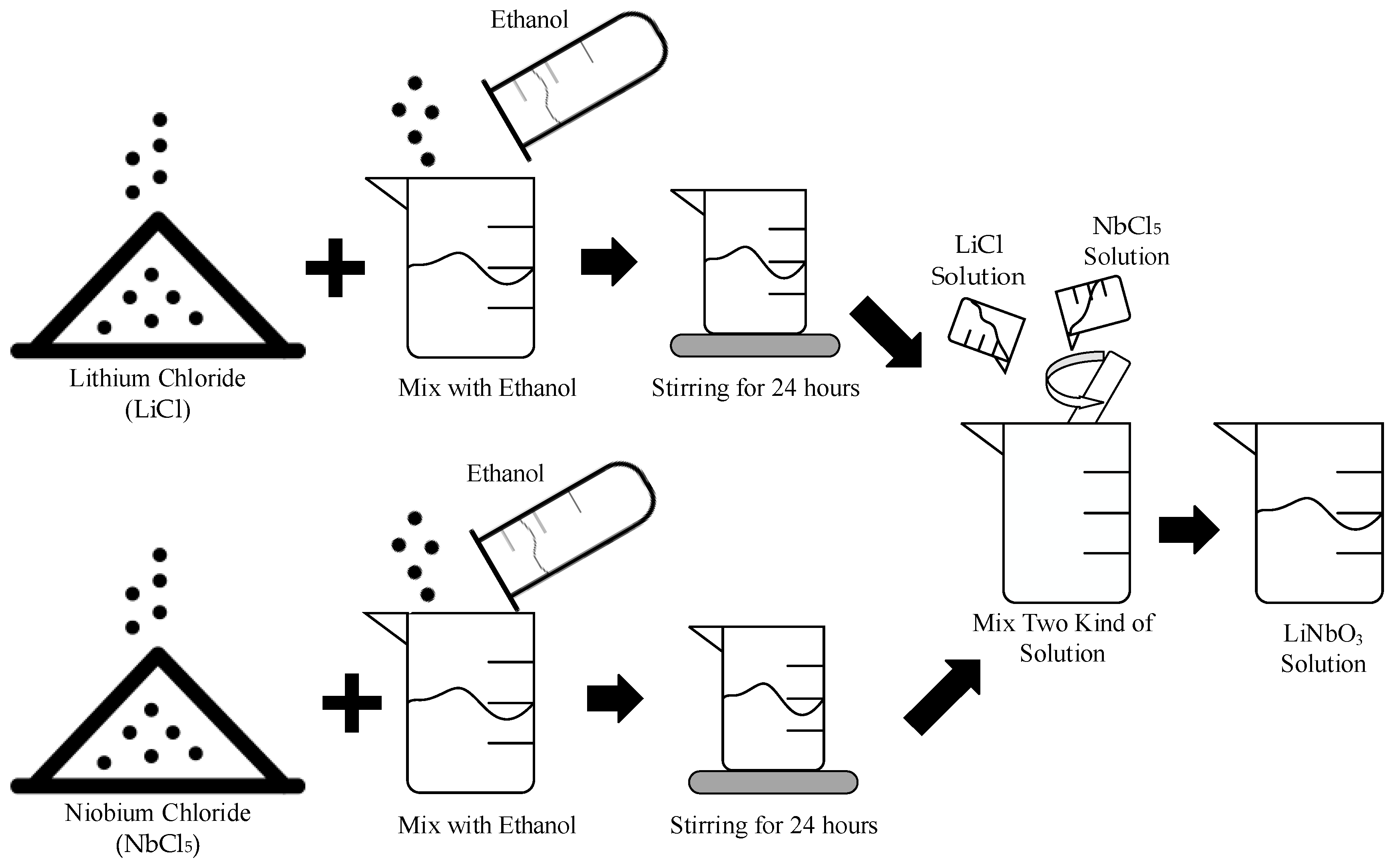
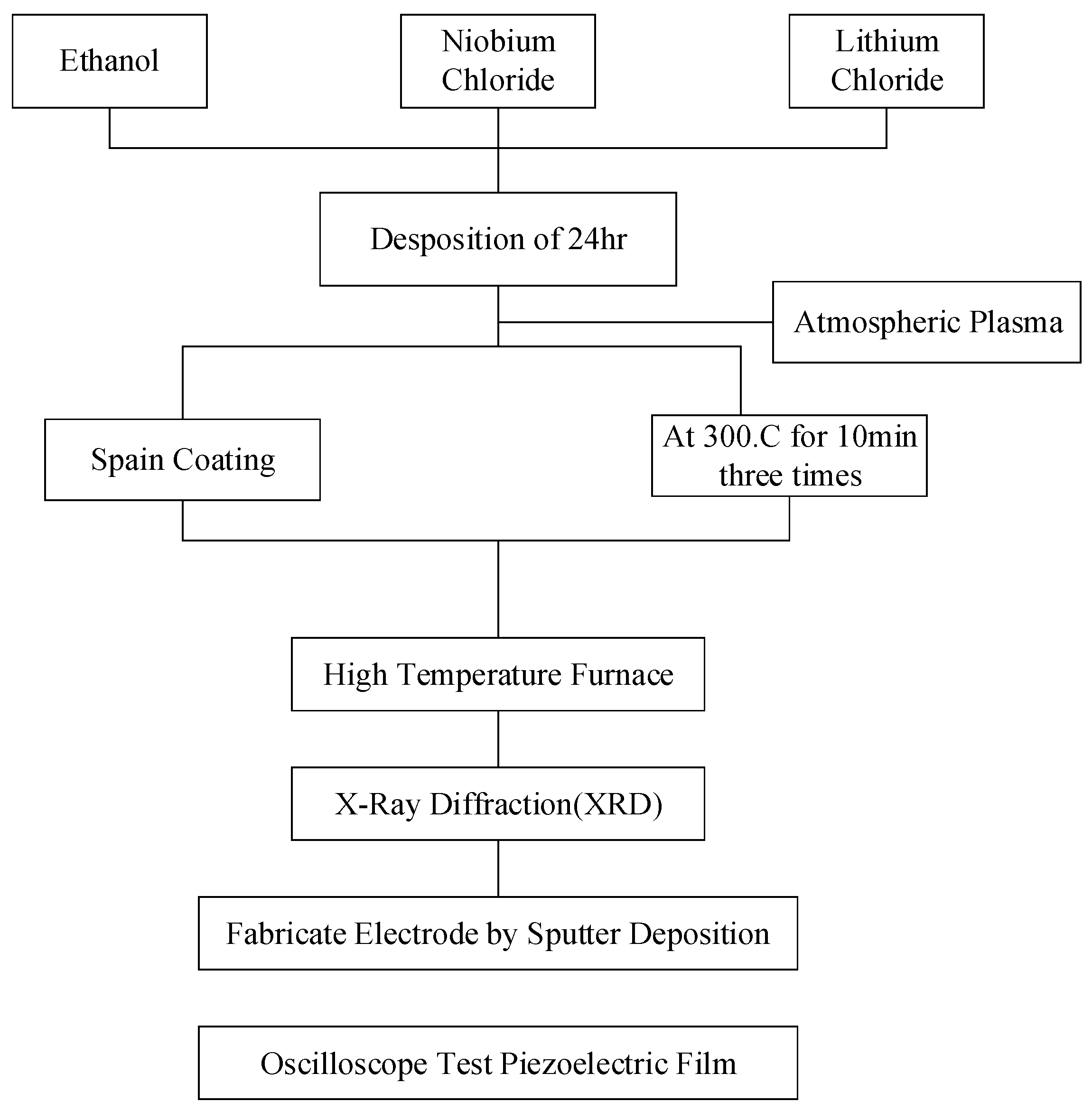
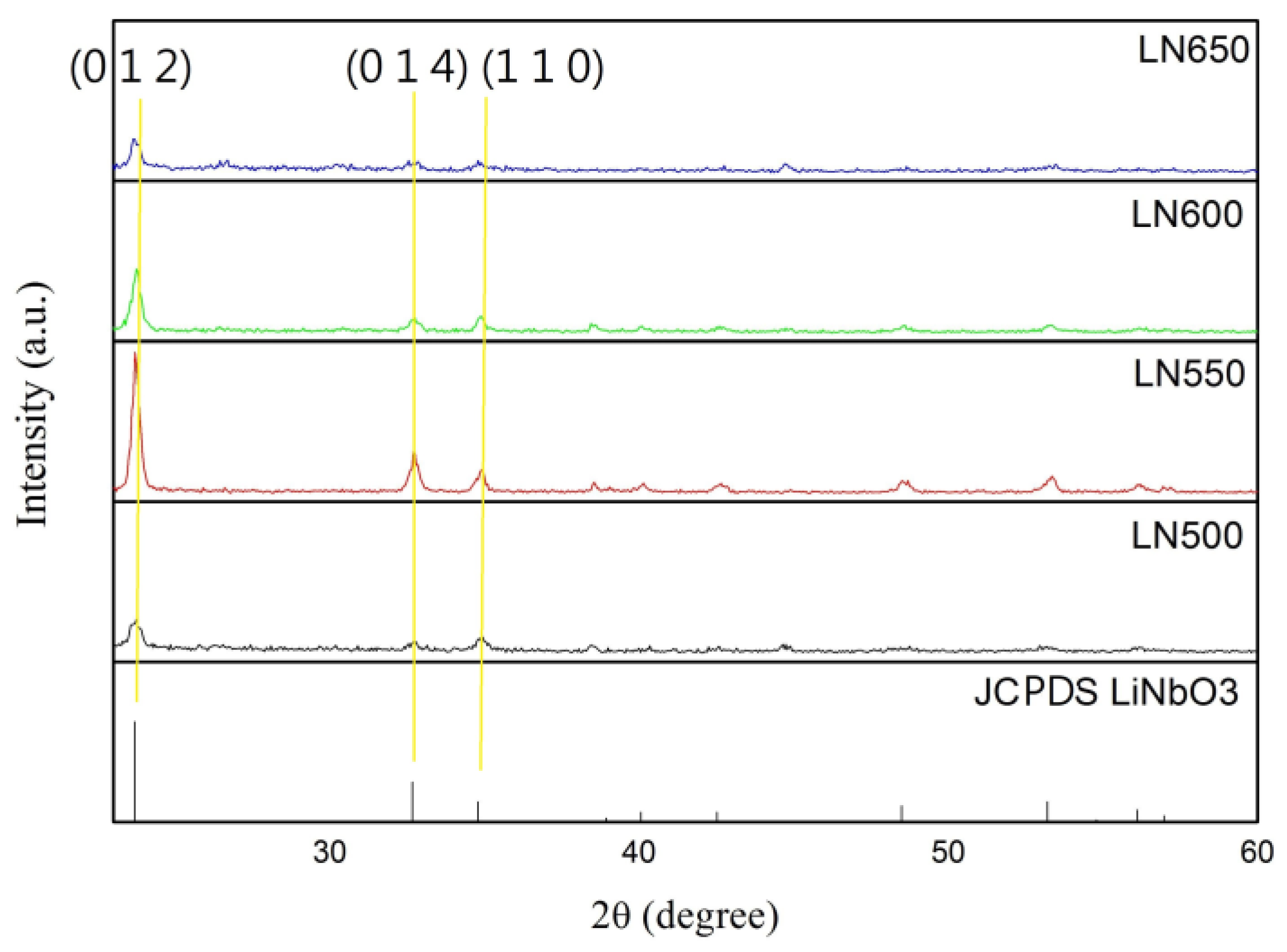
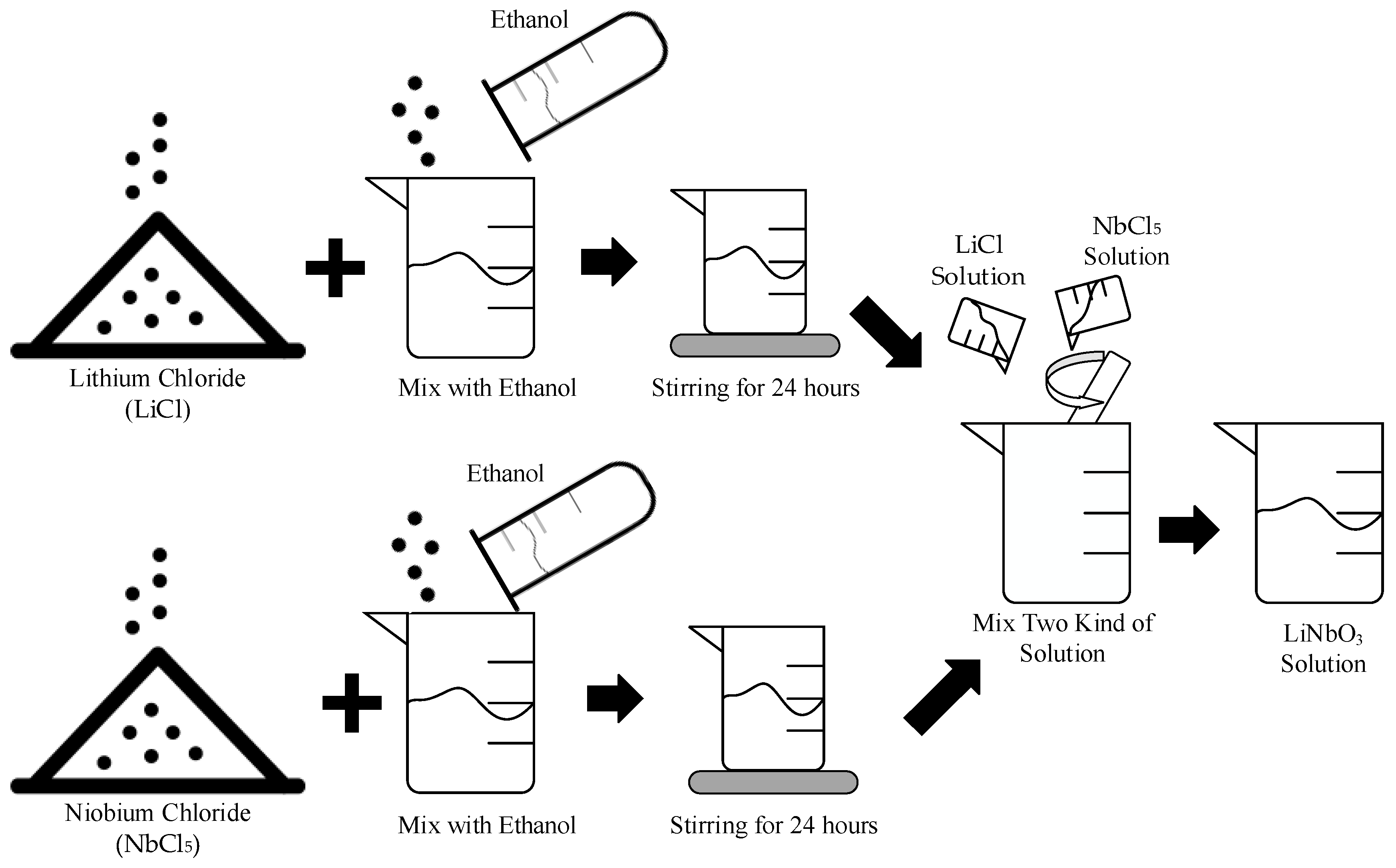
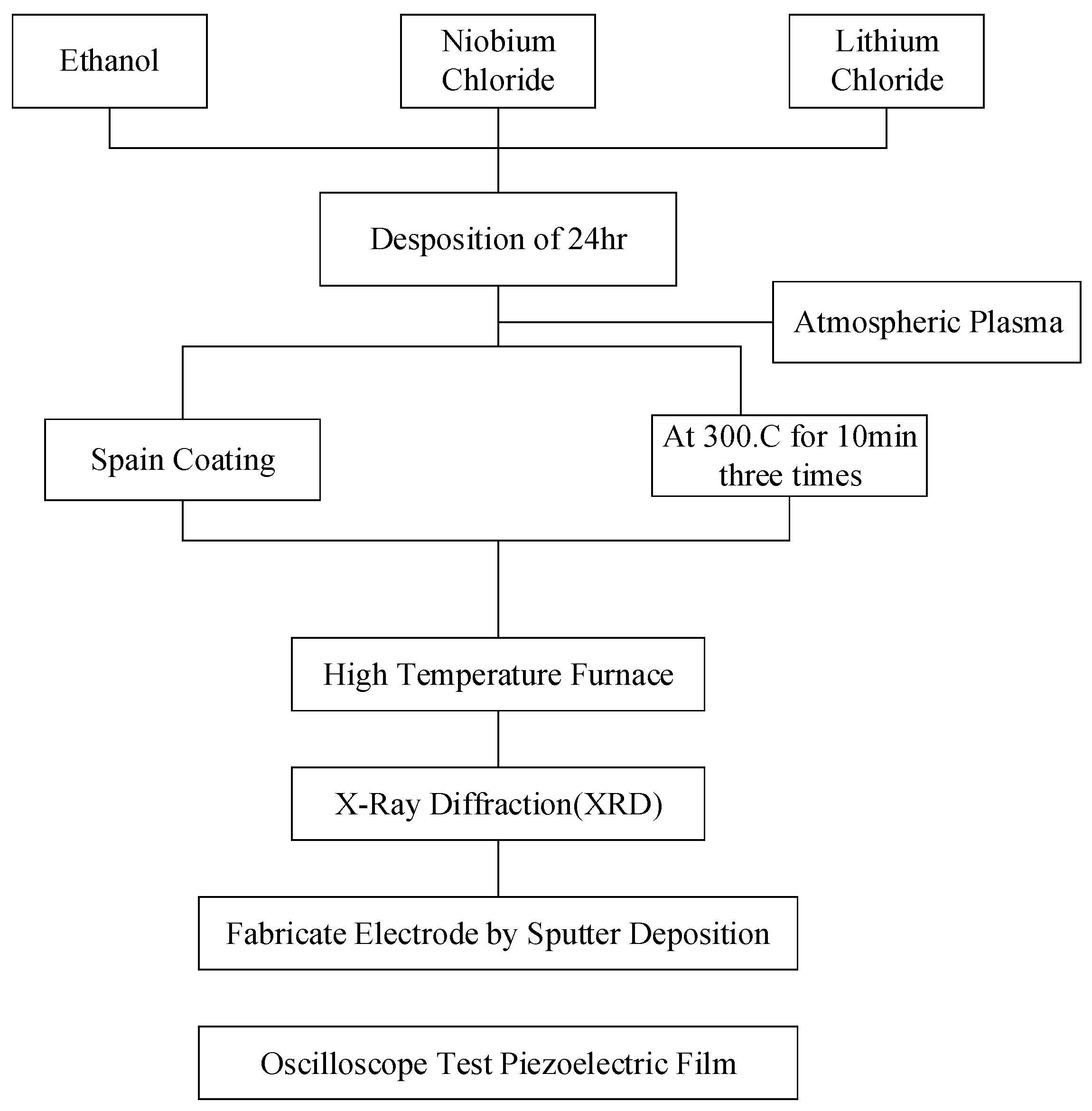
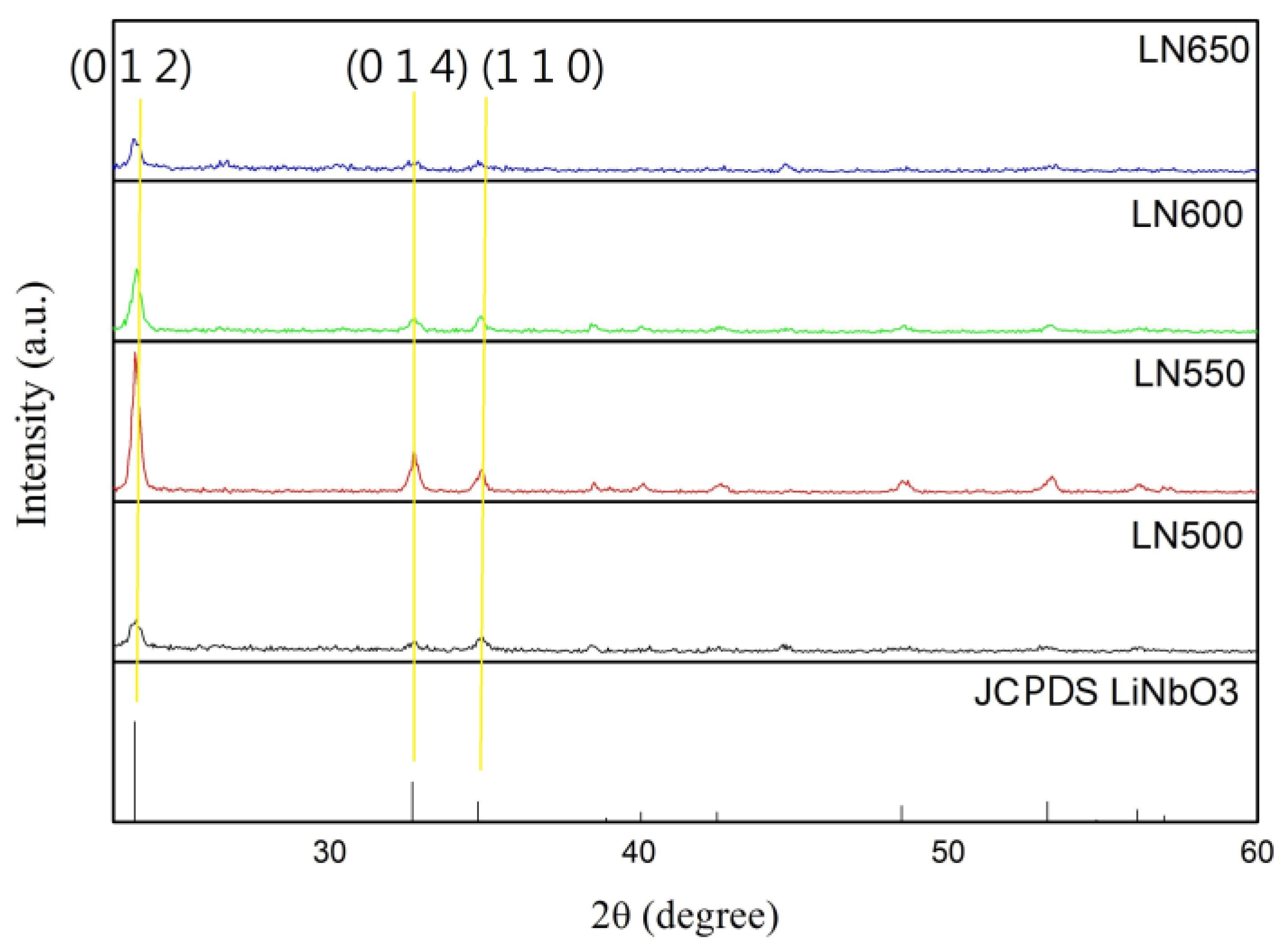
2.2. Thin-Film LiNbO3 Sensor
2.3. Hardware Design
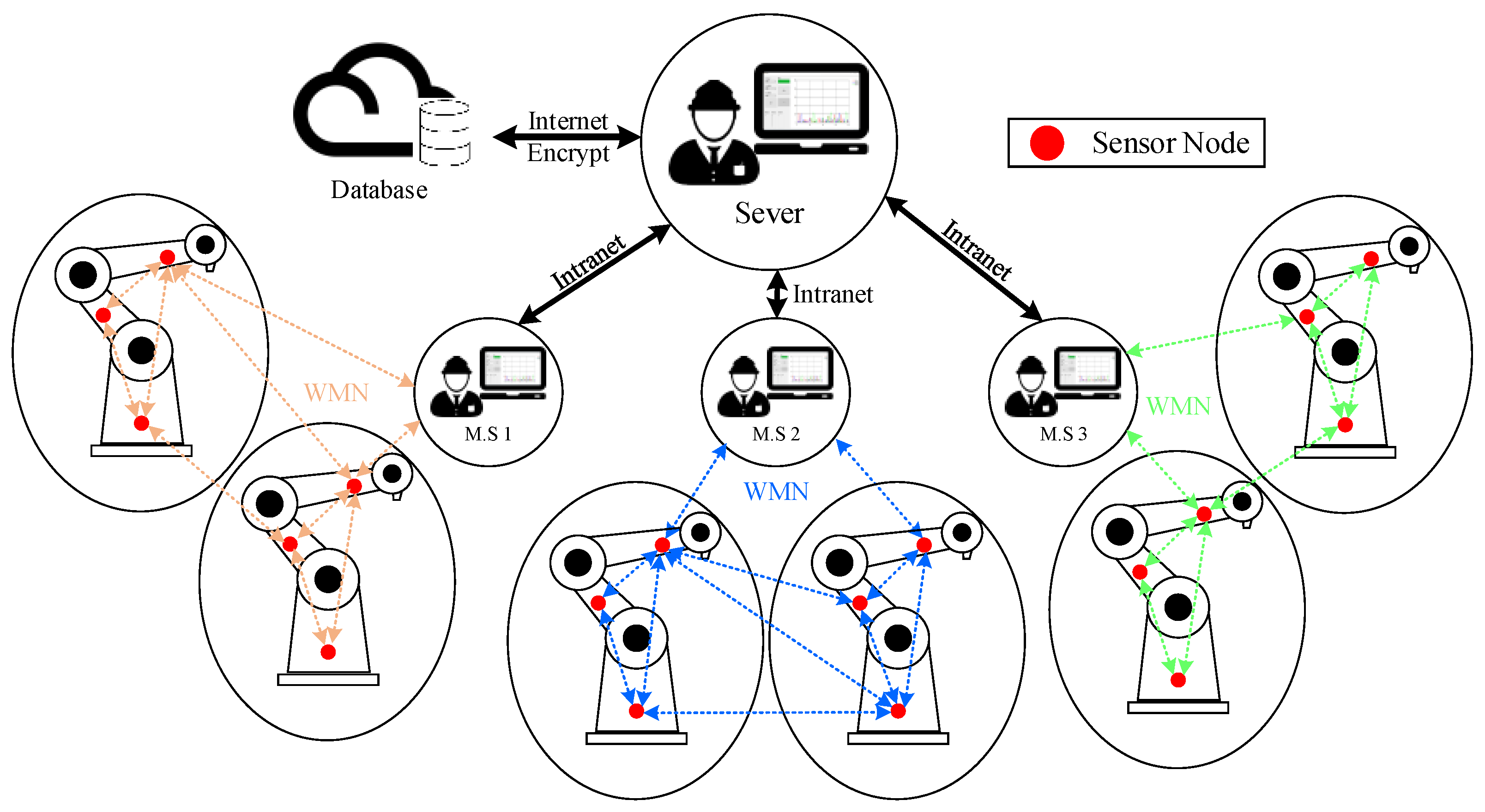
2.4. Architecture of WMN Sensing
3. Materials and Methods
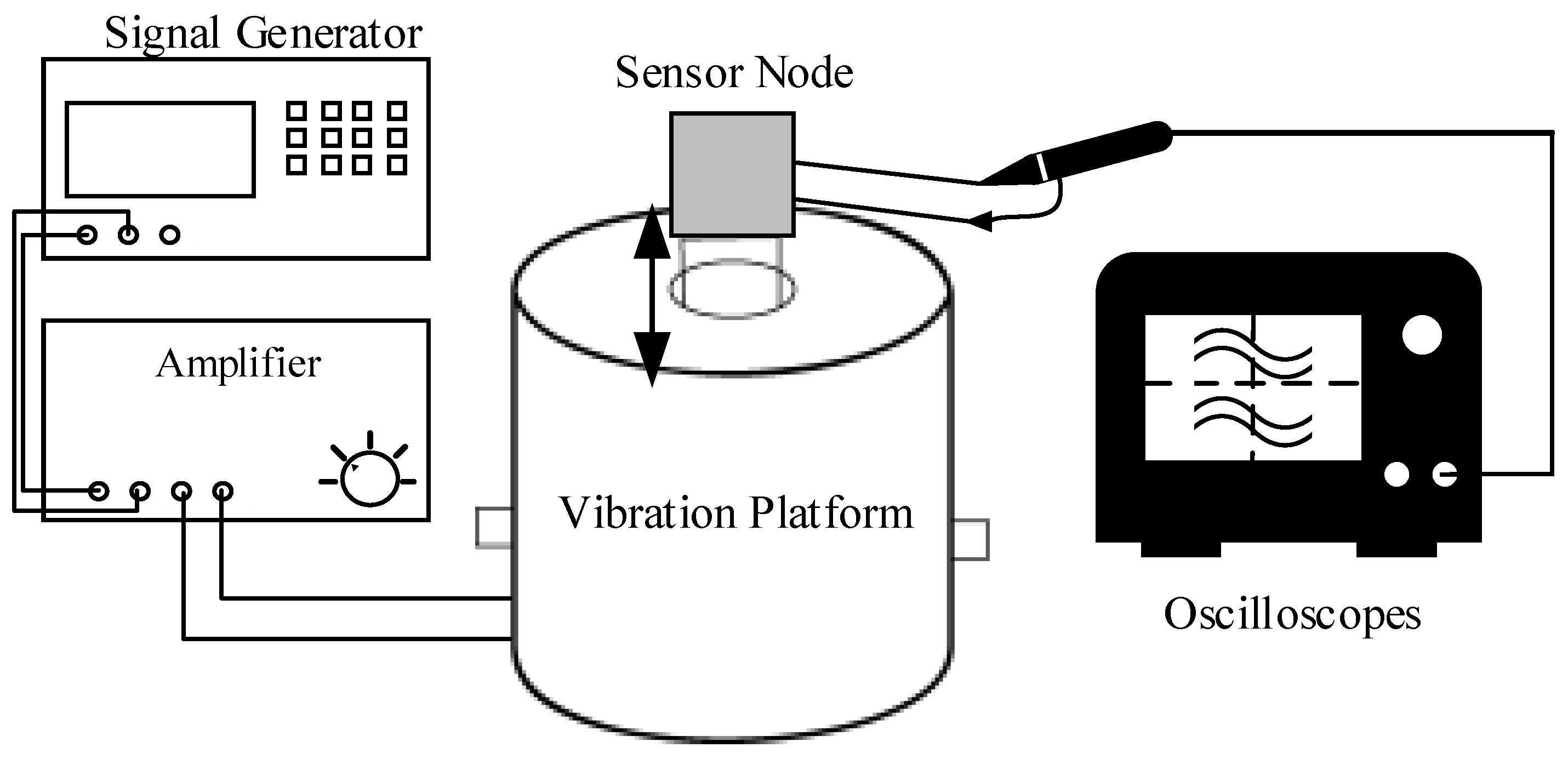
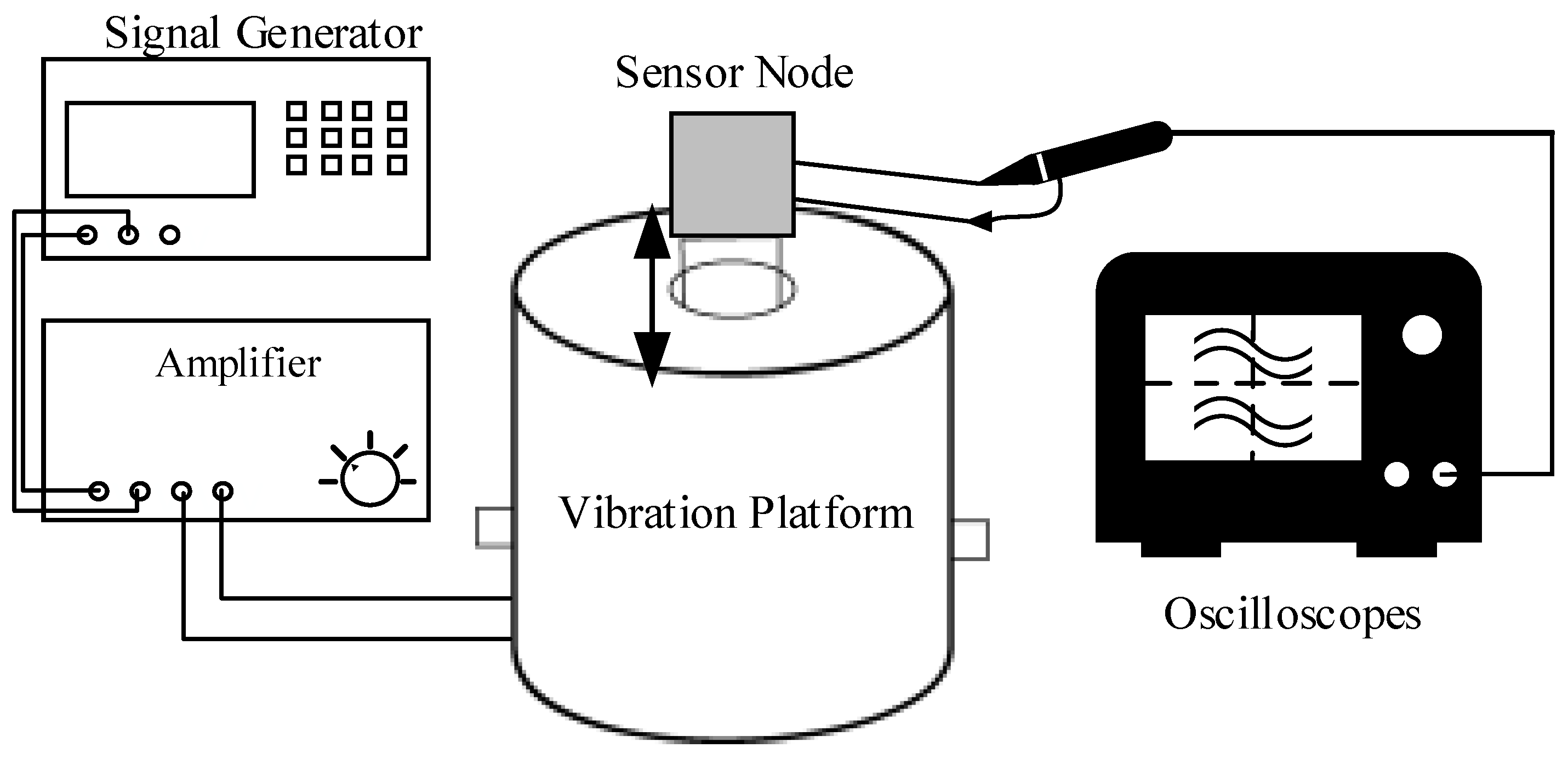
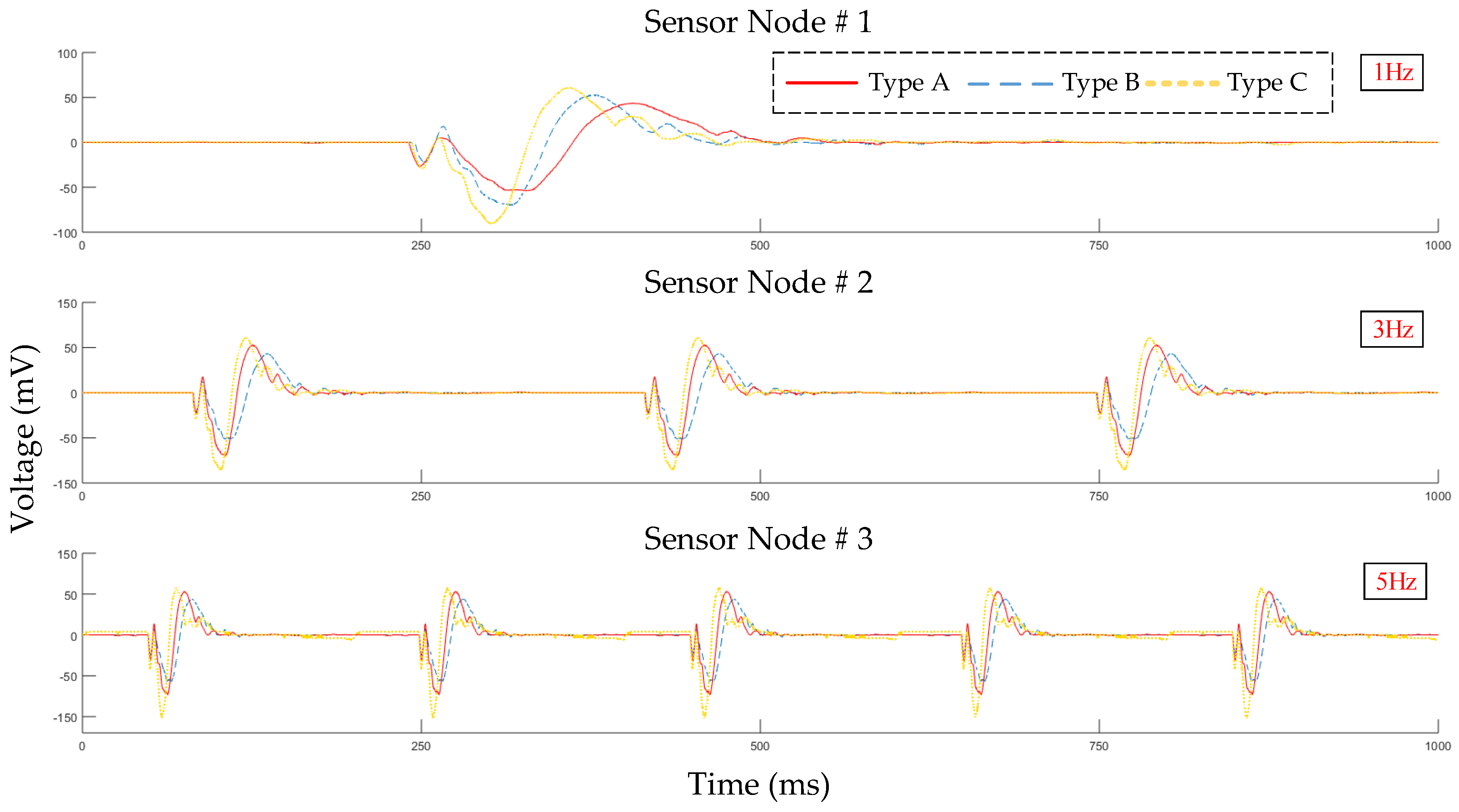
3.1. Sensor Sensitivity Test by Vibration Platform
3.2. Wireless Signal Test of WMN
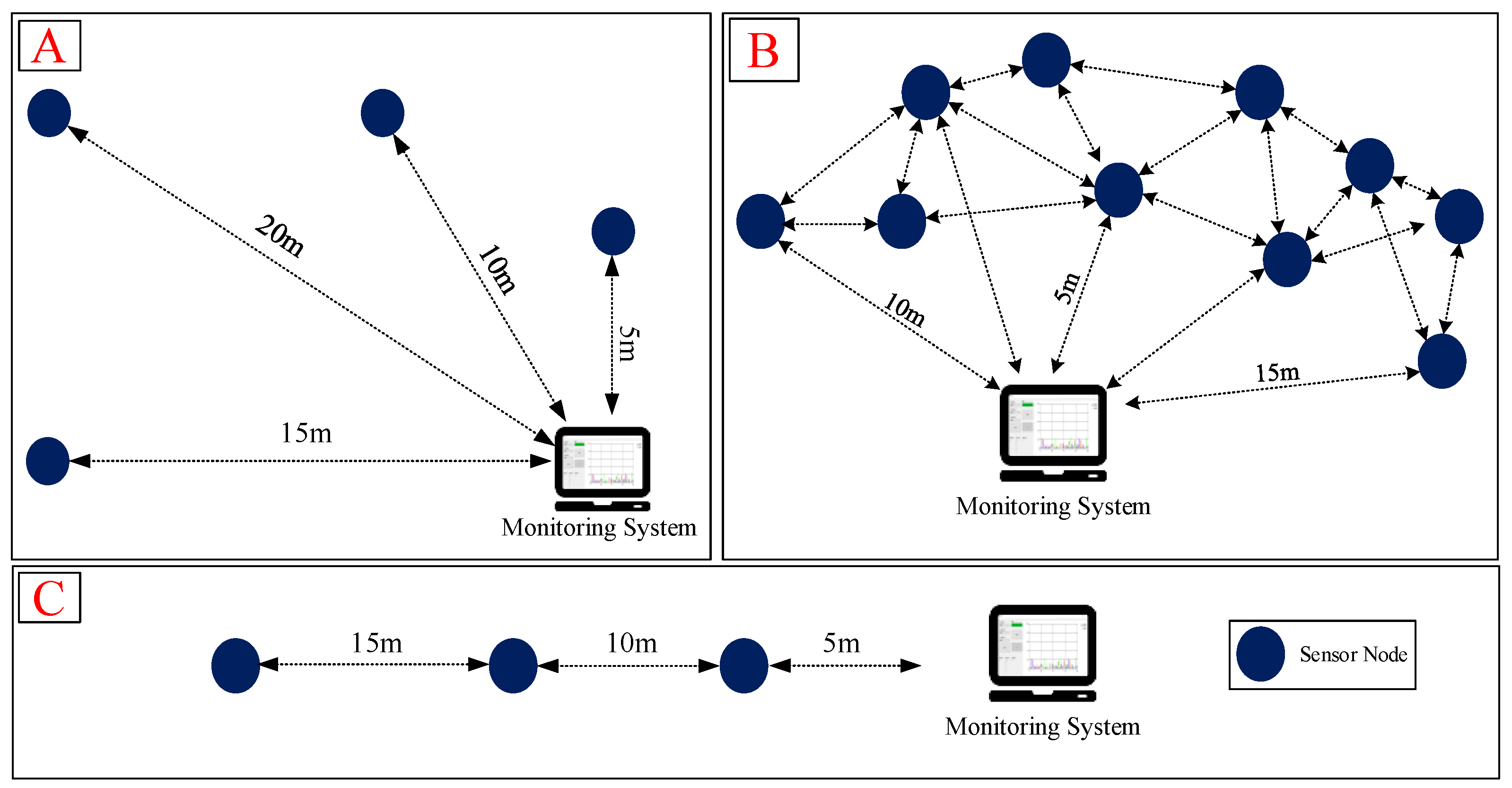
- Experiment A: This experiment mainly tests the relationship between the transmission distance of a single sensing point and the stability of data transmission. The SN transmission frequency was 80 Hz, and the distances were 5 m, 10 m, 15 m, and 20 m. The test time was 1 h and the total amount of data was 1.152 million.
- Experiment B: This experiment mainly tests the transmission distance and stability under the WMN architecture. The testing distance of each SN was no more than 15 m. The transmission rate of the entire system was 800 Hz, and each transmission frequency was 80 Hz in the ten SNs. The test time also recorded 1-h data and the total amount of data received was 2.88 million.
- Experiment C: This experiment mainly tests the relationship between the SN transmission distance and stability under the end-to-end network architecture. The SN transmission frequency was 80 Hz, and the distances in between of the SNs was 5 m, 10 m, and 15 m. The test time was 1-h and the total amount of data was 1.152 million.
3.3. Battery Life Test of SN Device
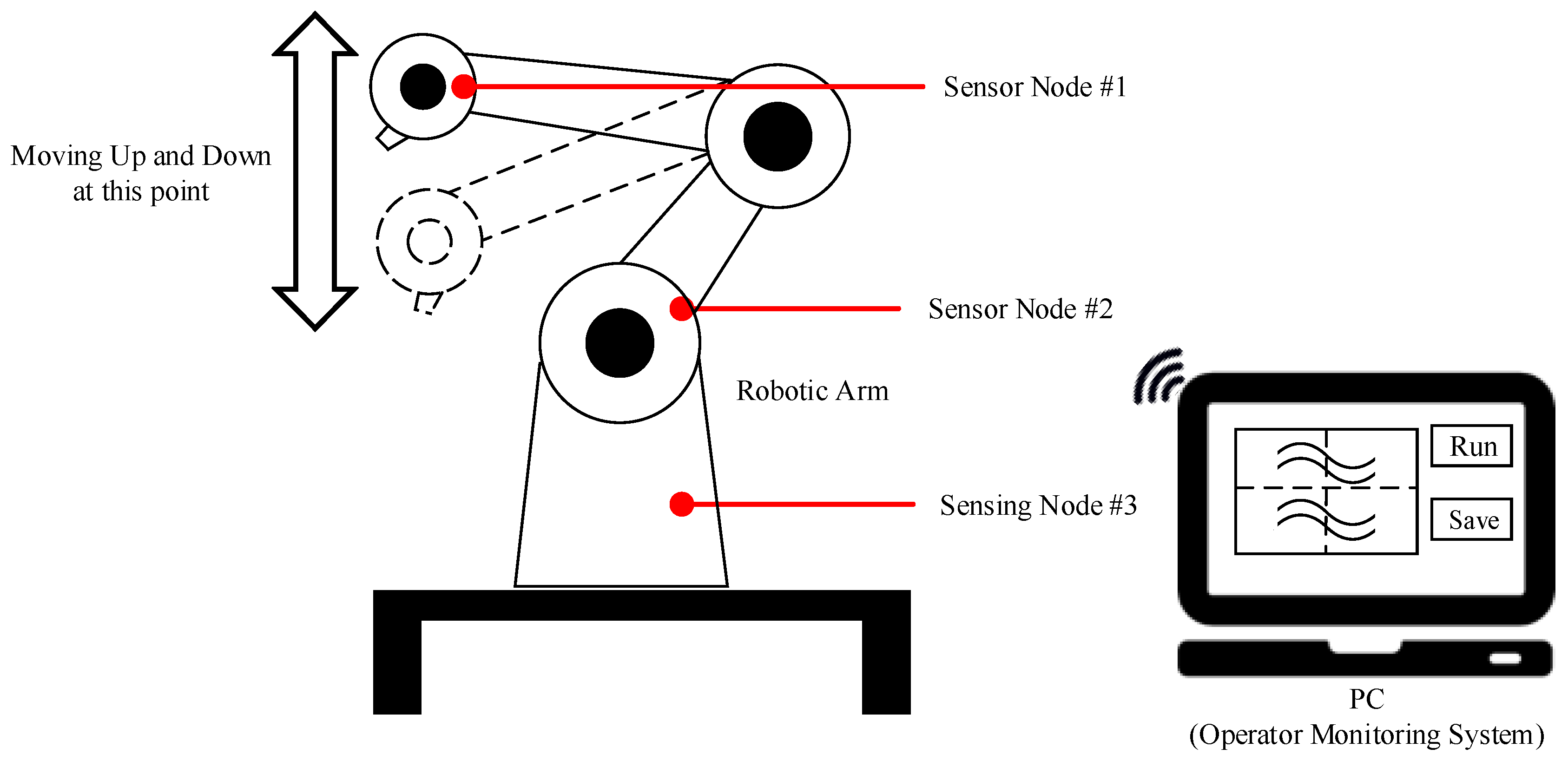
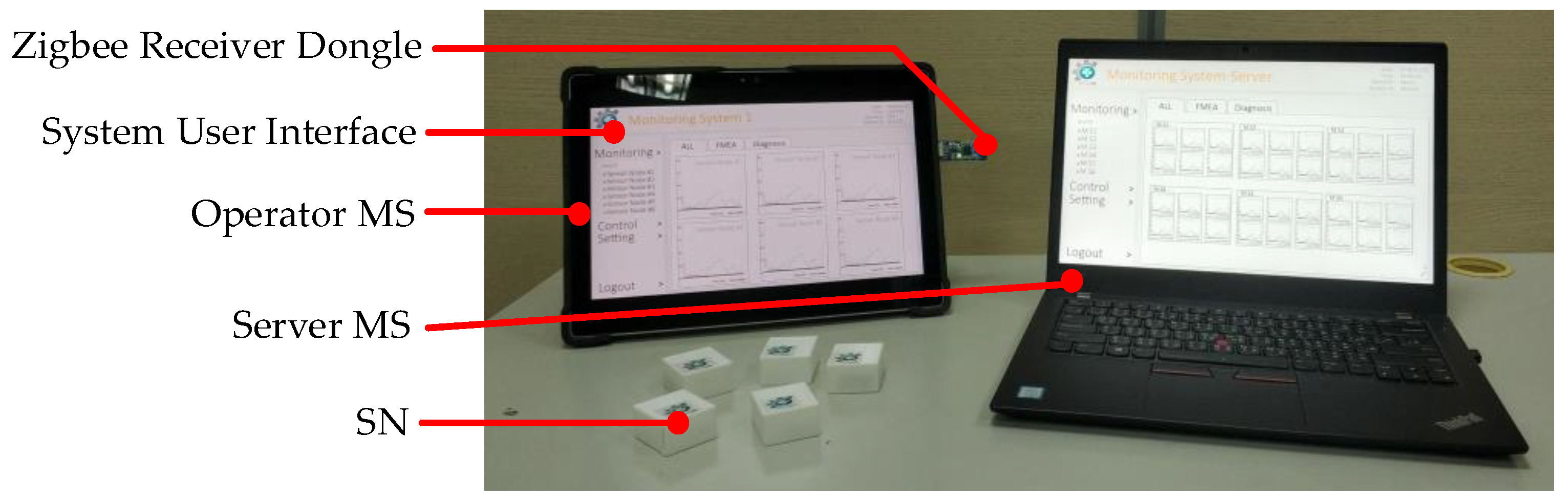
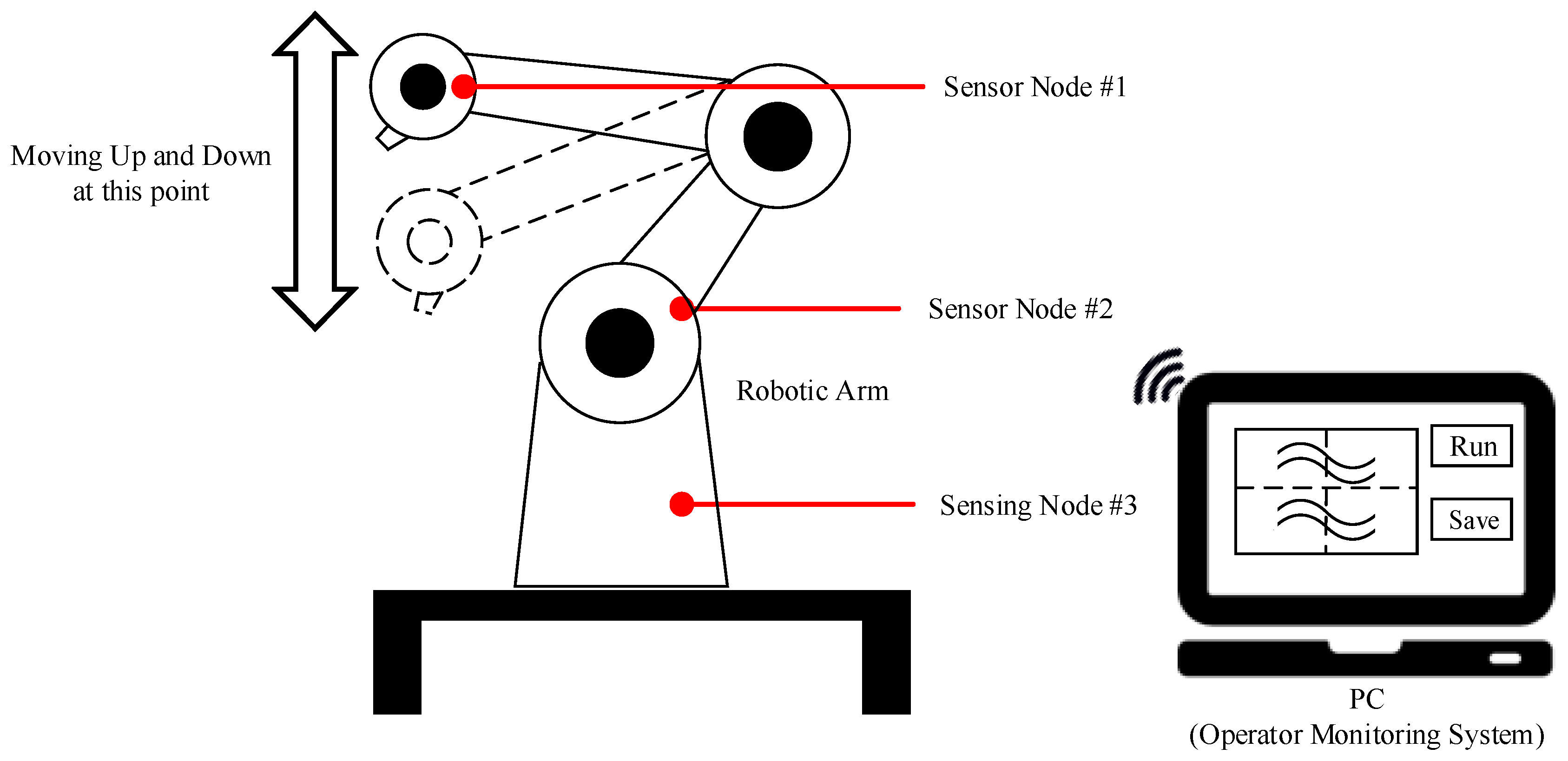
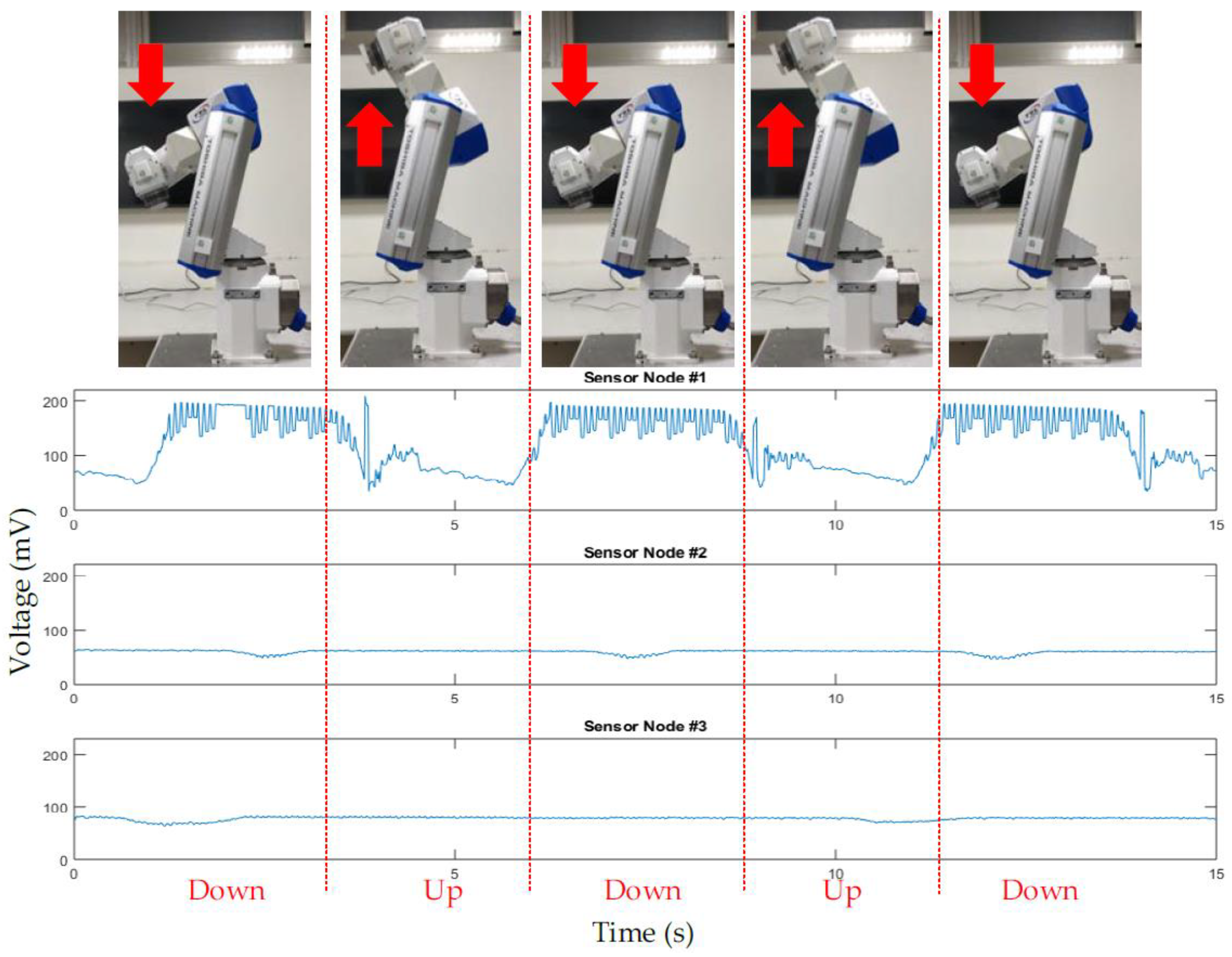
3.4. On-Site Testing
4. Results
4.1. Sensor Sensitivity Test Results
4.2. Wireless Signal Test Results
4.3. Battery Life Test Results
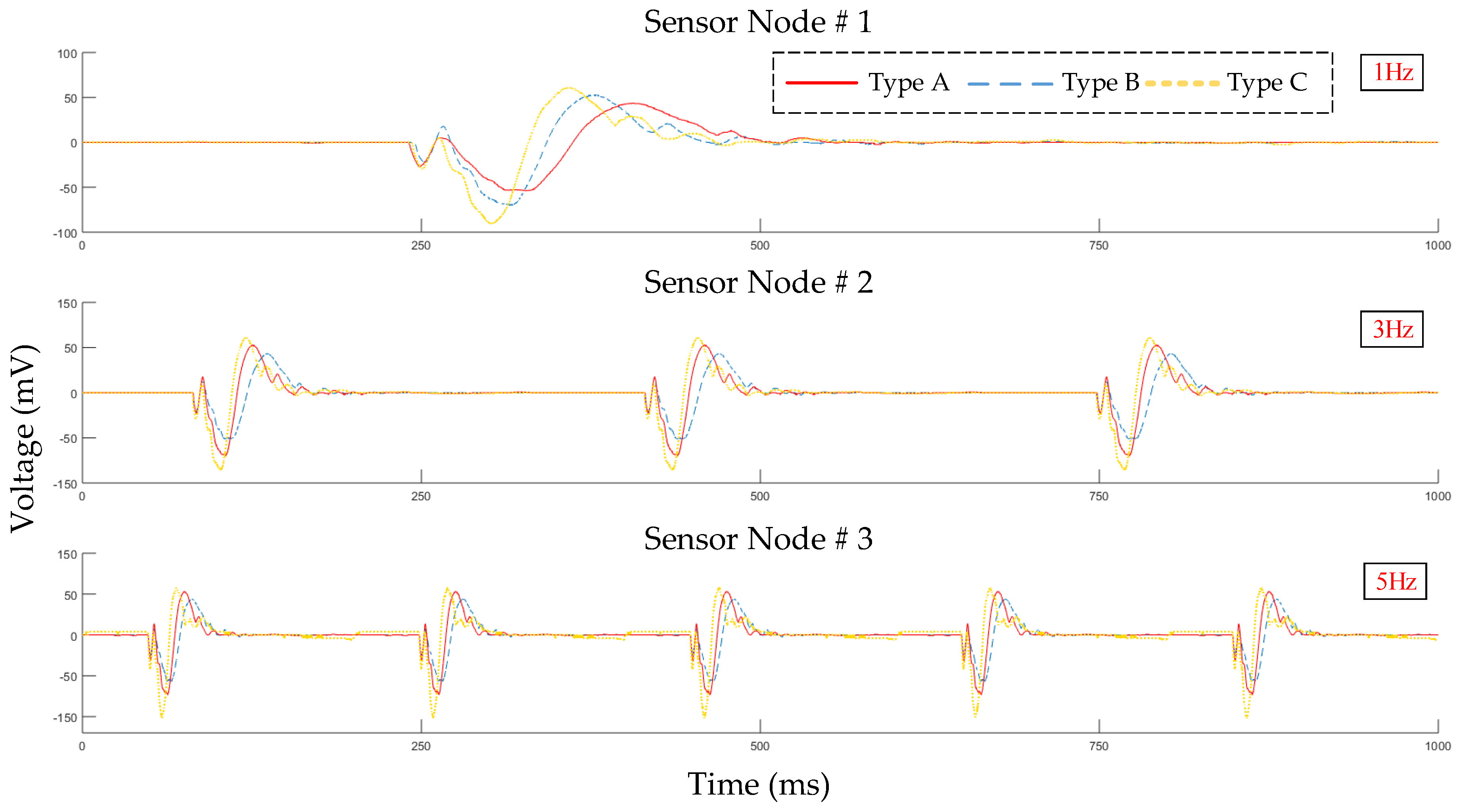
4.4. On-Site Testing Results
5. Conclusions
Author Contributions
Conflicts of Interest
References
- Wan, J.; Tang, S.; Shu, Z.; Li, D.; Wang, S.; Imran, M.; Vasilakos, A.V. Software-defined industrial internet of things in the context of industry 4.0. IEEE Sens. J. 2016, 16, 7373–7380. [Google Scholar] [CrossRef]
- Wang, S.; Wan, J.; Li, D.; Zhang, C. Implementing smart factory of industrie 4.0: An outlook. Int. J. Distrib. Sens. Netw. 2016, 12, 9805. [Google Scholar] [CrossRef]
- Rajnai, Z.; Kocsis, I. Labor market risks of industry 4.0, digitization, robots and AI. In Intelligent Systems and Informatics (SISY), Proceedings of the IEEE 15th International Symposium on Intelligent System and Informatics, Subotica, Serbia, 14–16 September 2017; IEEE: Hoboken, NJ, USA, 2017; pp. 343–346. [Google Scholar]
- Tao, F.; Zuo, Y.; Da Xu, L.; Zhang, L. IoT-based intelligent perception and access of manufacturing resource toward cloud manufacturing. IEEE Trans. Ind. Inform. 2014, 10, 1547–1557. [Google Scholar]
- Huynh, K.T.; Grall, A.; Bérenguer, C. A Parametric Predictive Maintenance Decision-Making Framework Considering Improved System Health Prognosis Precision. IEEE Trans. Reliab. 2018, 1–22. [Google Scholar] [CrossRef]
- Cazzulani, G.; Cinquemani, S.; Ronchi, M. A sliding mode observer to identify faulty FBG sensors embedded in composite structures for active vibration control. Sens. Actuators A Phys. 2018, 271, 9–17. [Google Scholar] [CrossRef]
- Rubešová, K.; Mikolášová, D.; Hlásek, T.; Jakeš, V.; Nekvindová, P.; Bouša, D.; Oswald, J. Waveguiding Er3+/Yb3+: LiNbO3 films prepared by a sol–gel method using polyvinylpyrrolidone. J. Lumin. 2016, 176, 260–265. [Google Scholar] [CrossRef]
- Weidenfelder, A.; Shi, J.; Fielitz, P.; Borchardt, G.; Becker, K.D.; Fritze, H. Electrical and electromechanical properties of stoichiometric lithium niobate at high-temperatures. Solid State Ionics 2012, 225, 26–29. [Google Scholar] [CrossRef]
- Jakeš, V.; Rubešová, K.; Erben, J.; Nekvindová, P.; Jelínek, M. Modified sol–gel preparation of LiNbO3 target for PLD. Opt. Mater. 2013, 35, 2540–2543. [Google Scholar] [CrossRef]
- Takahashi, M.; Yamauchi, K.; Yagi, T.; Nishiwaki, A.; Wakita, K.; Ohnishi, N.; Hotta, K.; Sahashi, I. Preparation and characterization of high-quality stoichiometric LiNbO3 thick films prepared by the sol–gel method. Thin Solid Films 2004, 458, 108–113. [Google Scholar] [CrossRef]
- Mitra, S.; Kulkarni, A.R.; Prakash, O. Densification behaviour and two stage master sintering curve in lithium sodium niobate ceramics. Ceram. Int. 2013, 39, S65–S68. [Google Scholar] [CrossRef]
- Bai, W.C.; Jiang, L.; Zhang, H.Z.; Ma, G.H. Influence of Mg doping on the dielectric properties of MgO-doped lithium niobate. Phys. B Condens. Matter 2011, 406, 1567–1570. [Google Scholar] [CrossRef]
- Wang, Z.; Xu, Y.; Su, F.; Wang, Y. A light lithium niobate transducer for the ultrasonic de-icing of wind turbine blades. Renew. Energy 2016, 99, 1299–1305. [Google Scholar] [CrossRef]
- Vishwakarma, D.D. IEEE 802.15. 4 and ZigBee: A. conceptual study. Int. J. Adv. Res. Comput. Commun. Eng. 2012, 1, 477–480. [Google Scholar]
- Elarabi, T.; Deep, V.; Rai, C.K. Design and simulation of state-of-art ZigBee transmitter for IoT wireless devices. In Signal, Proceedigs of the 2015 IEEE International Symposium on Signal Processing and Information Technology, Abu Dhabi, United Arab Emirates, 7–10 December 2015; IEEE: Hoboken, NJ, USA, 2015; pp. 297–300. [Google Scholar]
- Ahmad, A.; Hanzálek, Z. An energy efficient schedule for IEEE 802.15. 4/zigbee cluster tree WSN with multiple collision domains and period crossing constraint. IEEE Trans. Ind. Inform. 2018, 14, 12–23. [Google Scholar] [CrossRef]
- Sekhar, Y.; Vinothkumar, C. Development of a lab view based controller for active vibration control of panel structures using piezo-electric wafers. In Circuit, Power and Computing Technologies (ICCPCT), Proceedings of the 2016 International Conference on Circuit and Computing Tehnologies, Nagercoil, India, 18–19 March 2016; IEEE: Hoboken, NJ, USA, 2016; pp. 1–5. [Google Scholar]
- Leung, C.S.; Hao, W.D. Piezo electric sensors for monitoring airport surface movement—A sustainable airport ground traffic management system. In Integrated and Sustainable Transportation System (FISTS), Proceedings of the 2011 IEEE Forum on Itengrated and Sustainable Transportation System; IEEE: Hoboken, NJ, USA, 2011; pp. 339–343. [Google Scholar]
- Xia, J. Design and Implementation of ZigBee-Based WSN Experiment Platform. In Smart Grid and Electrical Automation (ICSGEA), Proceedings of the International Conference on Smart Grid and Electrical Automation, Zhangjiajie, China, 11–12 August 2016; IEEE: Hoboken, NJ, USA, 2016; pp. 280–283. [Google Scholar]
- Subaashini, K.; Dhivya, G.; Pitchiah, R. ZigBee RF signal strength for indoor location sensing-Experiments and results. In Proceedings of the 15th International Conference on Advanced Communications Technology (ICACT), PyeongChang, Korea, 27–30 January 2013; pp. 50–57. [Google Scholar]
- Hussein, A.; Samara, G. Mathematical modeling and analysis of zigbee node battery characteristics and operation. MAGNT Res. Rep. 2015, 3, 99–106. [Google Scholar]
- Vançin, S.; Erdem, E. Design and simulation of wireless sensor network topologies using the ZigBee standard. Int. J. Comput. Netw. Appl. (IJCNA) 2015, 2, 135–143. [Google Scholar]
- Wu, P.H.; Chen, Y.J.; Li, B.Y.; Shu, Y.C. Wideband energy harvesting based on mixed connection of piezoelectric oscillators. Smart Mater. Struct. 2017, 26, 4005. [Google Scholar] [CrossRef]
- Lumentut, M.F.; Howard, I.M. Effect of shunted piezoelectric control for tuning piezoelectric power harvesting system responses—Analytical techniques. Smart Mater. Struct. 2015, 24, 10. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | A | B | C | |
|---|---|---|---|---|
| Frequency (Hz) | ||||
| 1 | 50 | 79 | 101 | |
| 3 | 88 | 117 | 129 | |
| 5 | 102 | 124 | 134 | |
| Distance (m) | RSSI (dBm) | Data Loss (%) |
|---|---|---|
| 5 | −66 | 0% |
| 10 | −71 | 0% |
| 15 | −82 | 0% |
| 20 | −88 | 0.01% |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Du, Y.-C.; Lin, D.T.W.; Jen, C.-P.; Ng, C.W.; Chang, C.-Y.; Wen, Y.-X. Development of a Wireless Mesh Sensing System with High-Sensitivity LiNbO3 Vibration Sensors for Robotic Arm Monitoring. Sensors 2019, 19, 507. https://doi.org/10.3390/s19030507
Du Y-C, Lin DTW, Jen C-P, Ng CW, Chang C-Y, Wen Y-X. Development of a Wireless Mesh Sensing System with High-Sensitivity LiNbO3 Vibration Sensors for Robotic Arm Monitoring. Sensors. 2019; 19(3):507. https://doi.org/10.3390/s19030507
Chicago/Turabian StyleDu, Yi-Chun, David T.W. Lin, Chun-Ping Jen, Choon Wei Ng, Chi-Ying Chang, and Ya-Xuan Wen. 2019. "Development of a Wireless Mesh Sensing System with High-Sensitivity LiNbO3 Vibration Sensors for Robotic Arm Monitoring" Sensors 19, no. 3: 507. https://doi.org/10.3390/s19030507
APA StyleDu, Y.-C., Lin, D. T. W., Jen, C.-P., Ng, C. W., Chang, C.-Y., & Wen, Y.-X. (2019). Development of a Wireless Mesh Sensing System with High-Sensitivity LiNbO3 Vibration Sensors for Robotic Arm Monitoring. Sensors, 19(3), 507. https://doi.org/10.3390/s19030507