Comparison of Laser Pulse Duration for the Spatially Resolved Measurement of Coating Thickness with Laser-Induced Breakdown Spectroscopy

Abstract
:1. Introduction
2. Materials and Methods
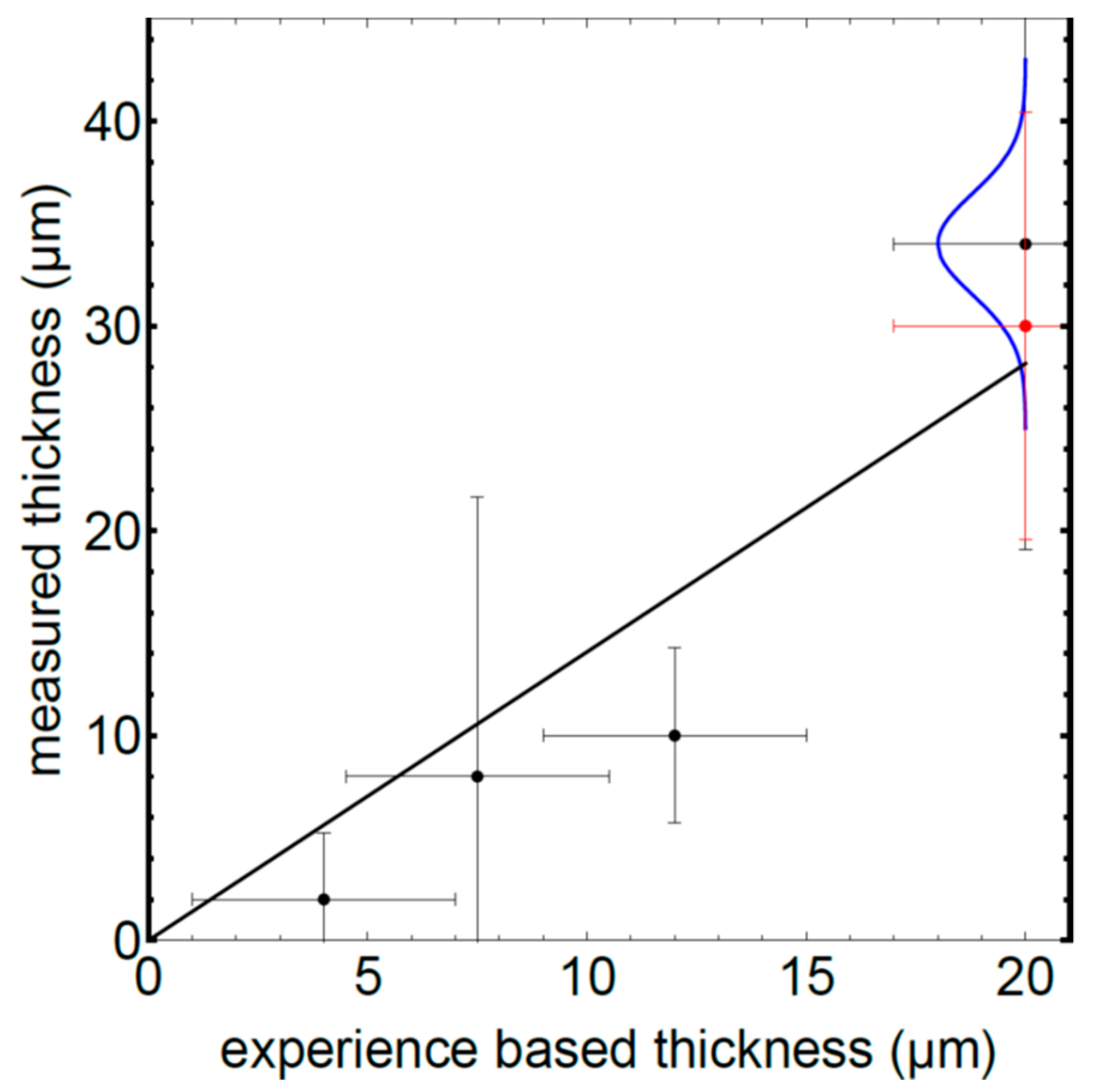
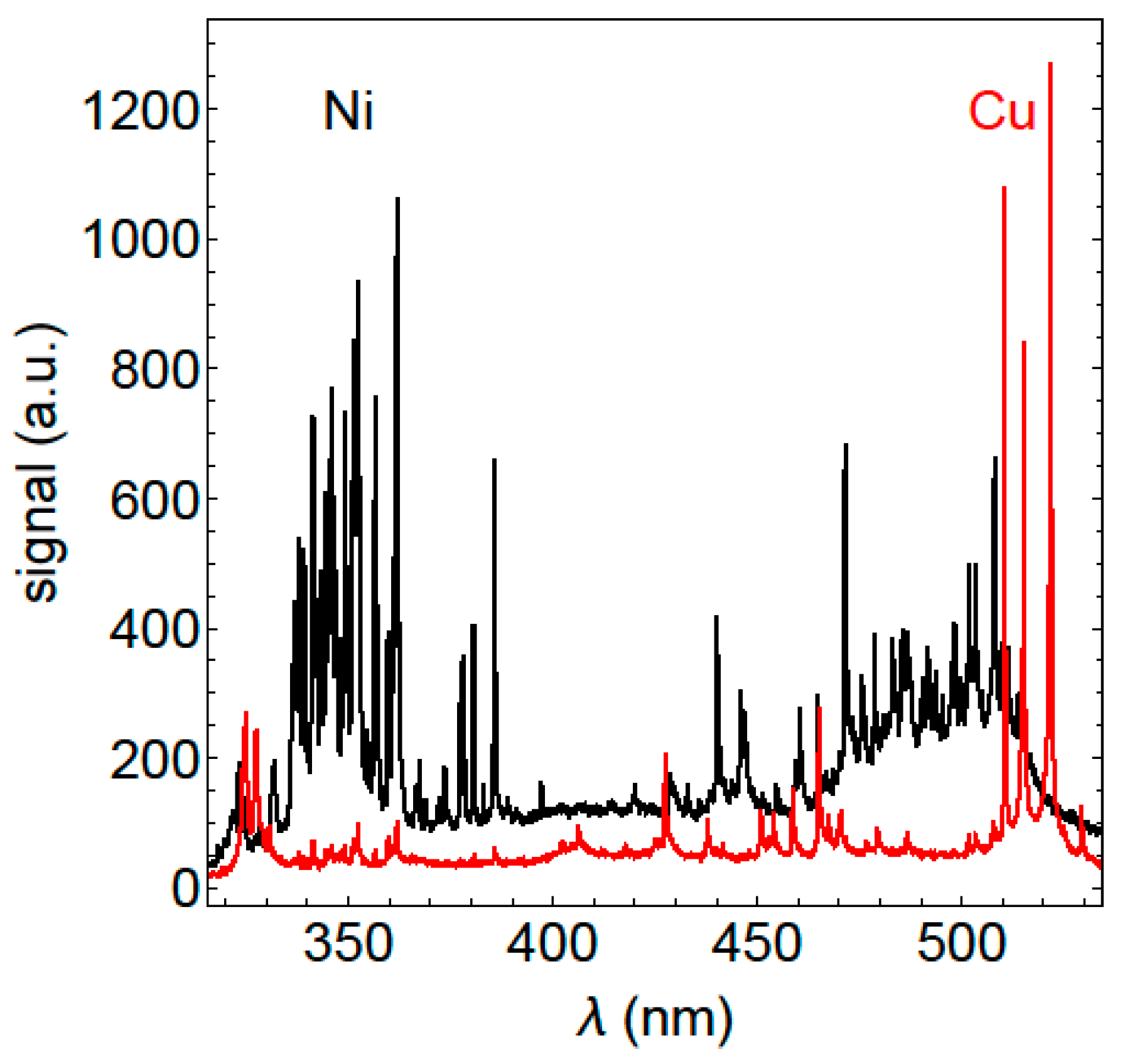
3. Results
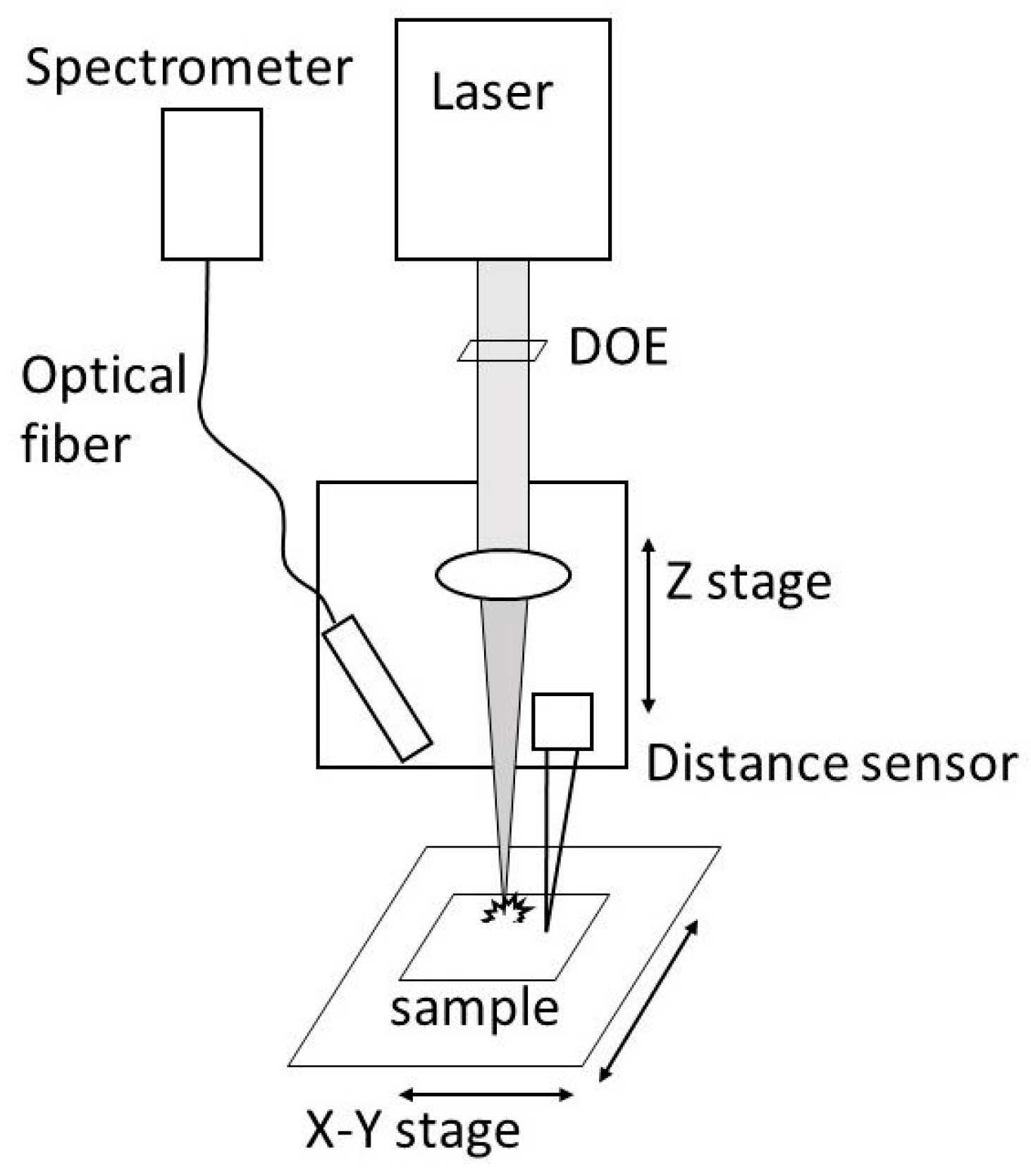
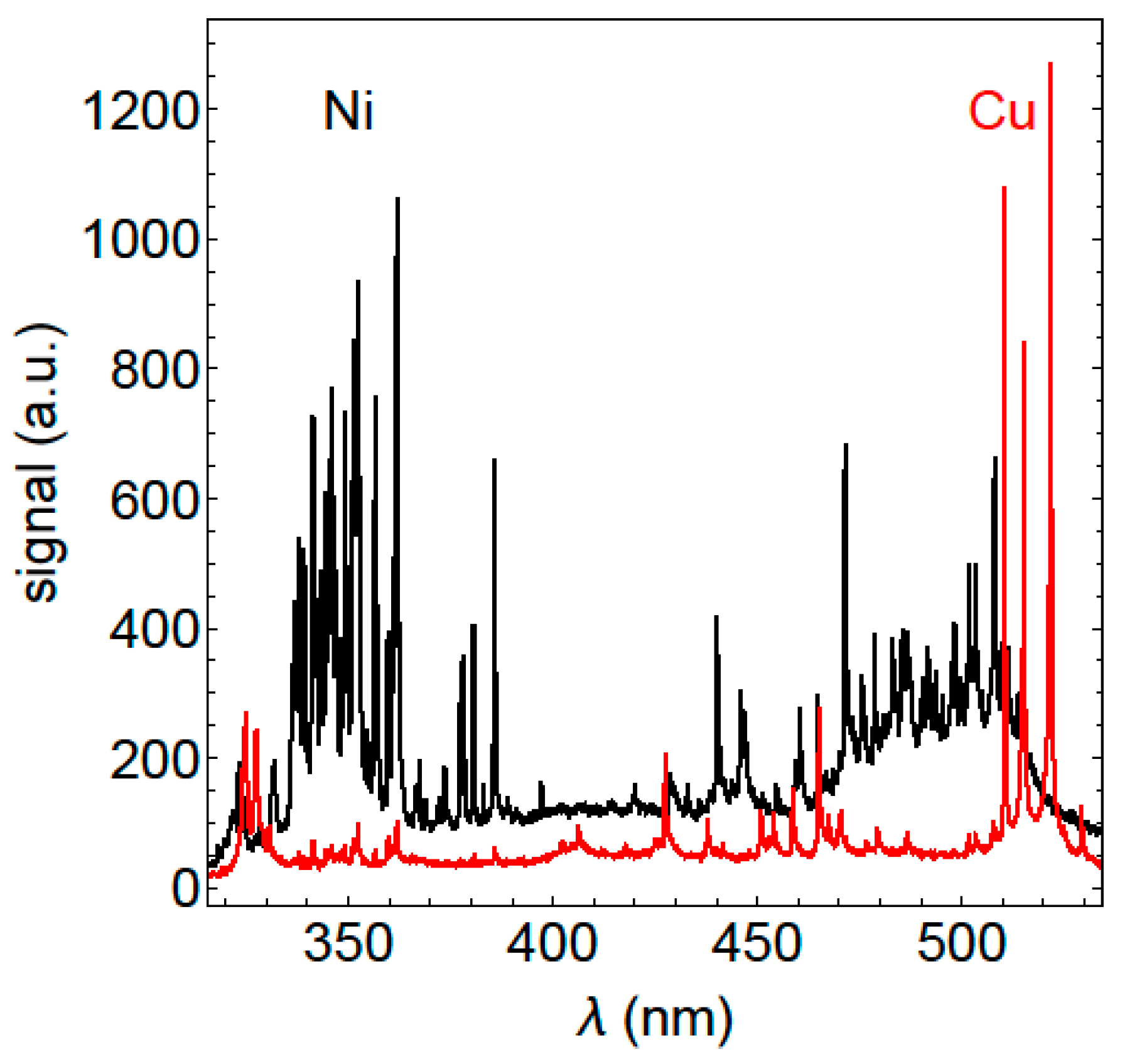
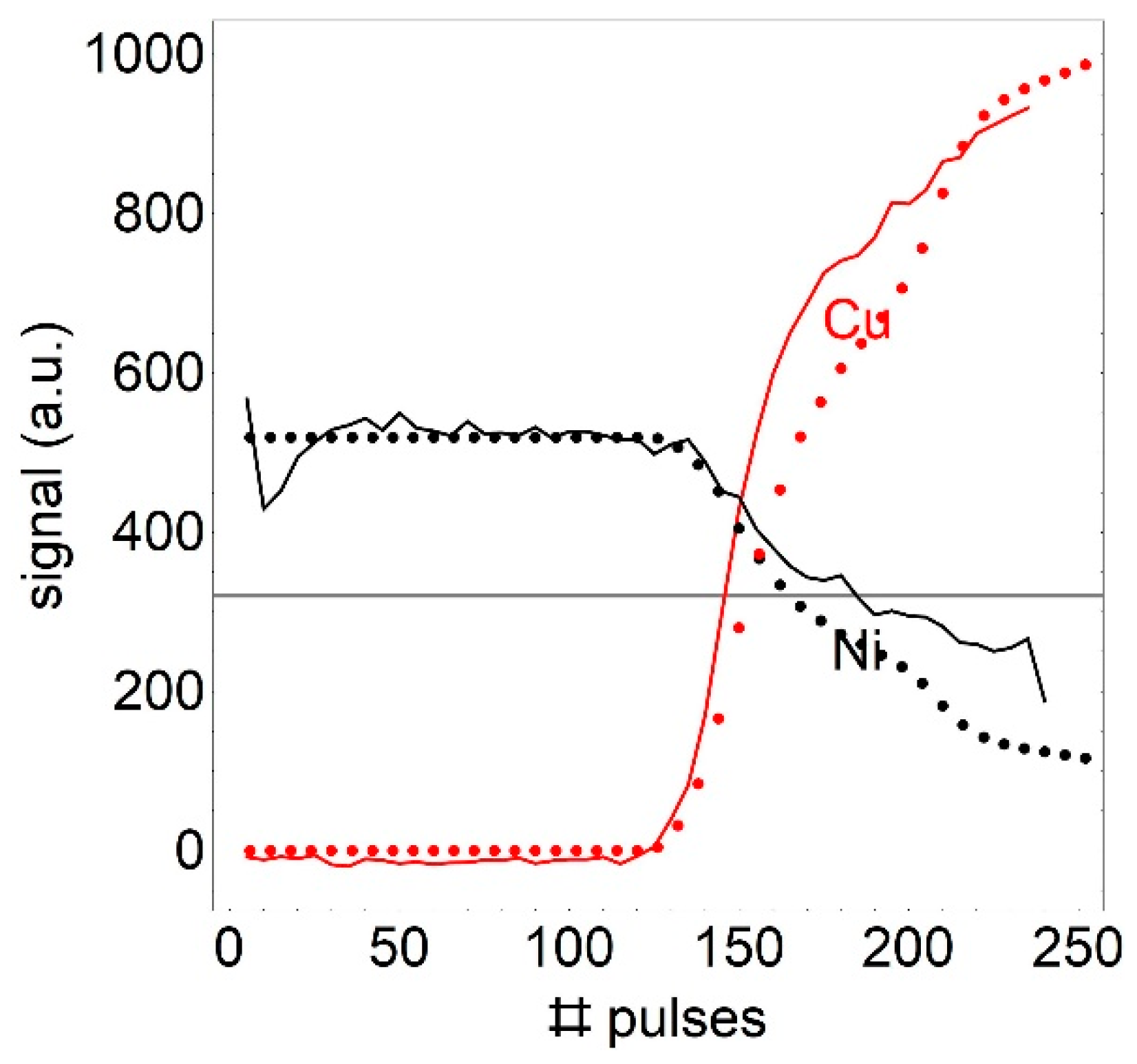
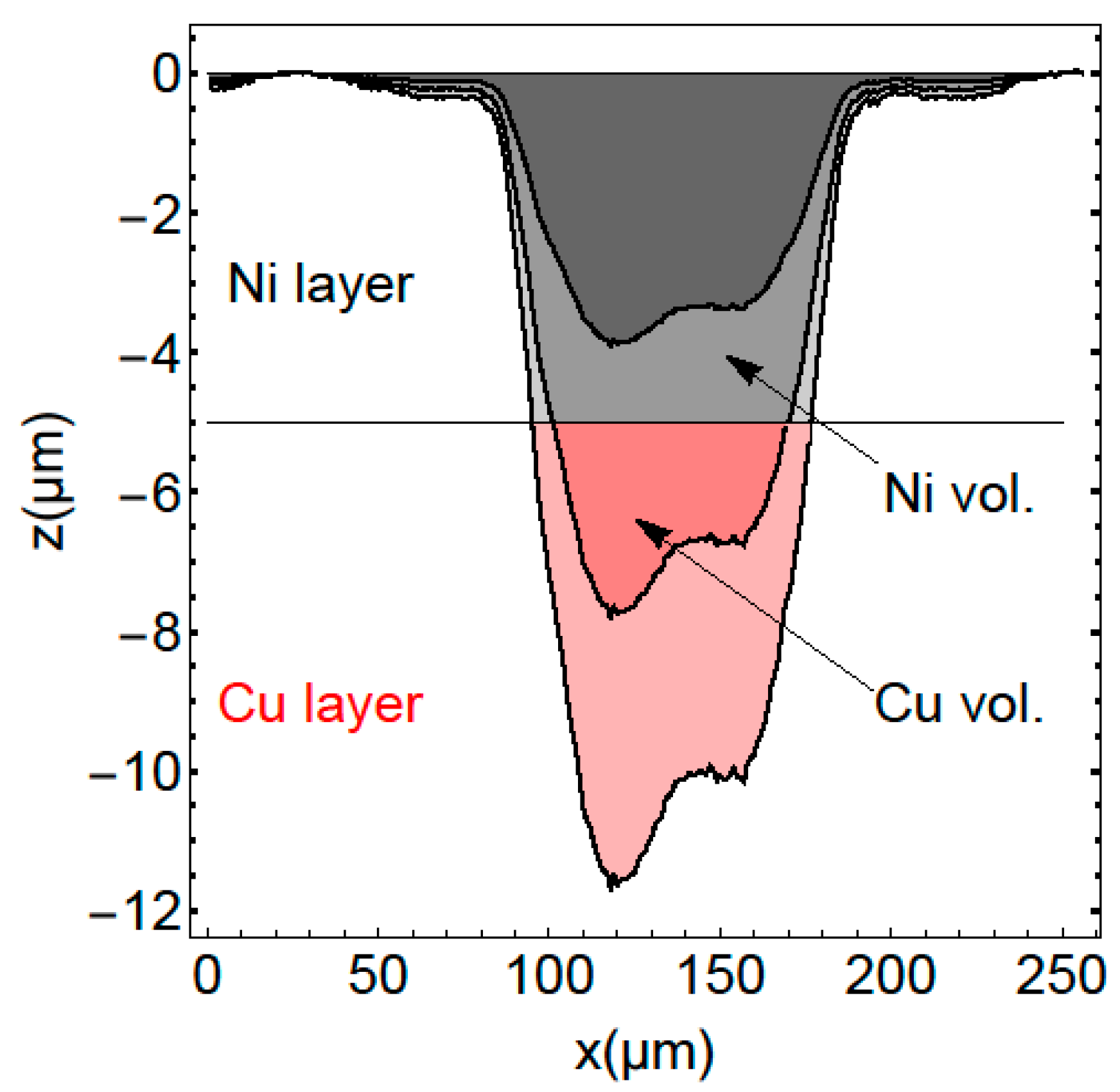
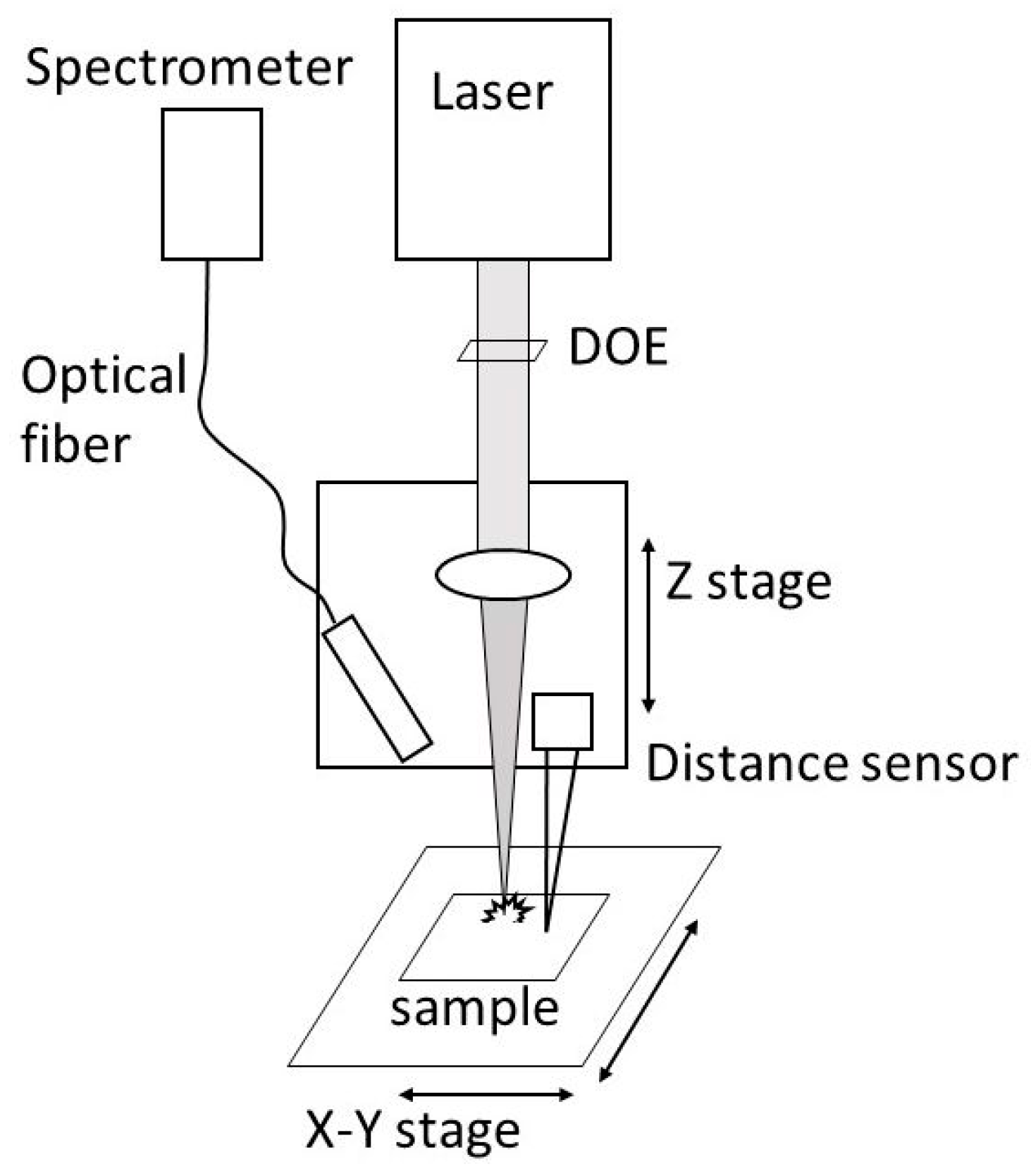
3.1. Laboratory Implementation
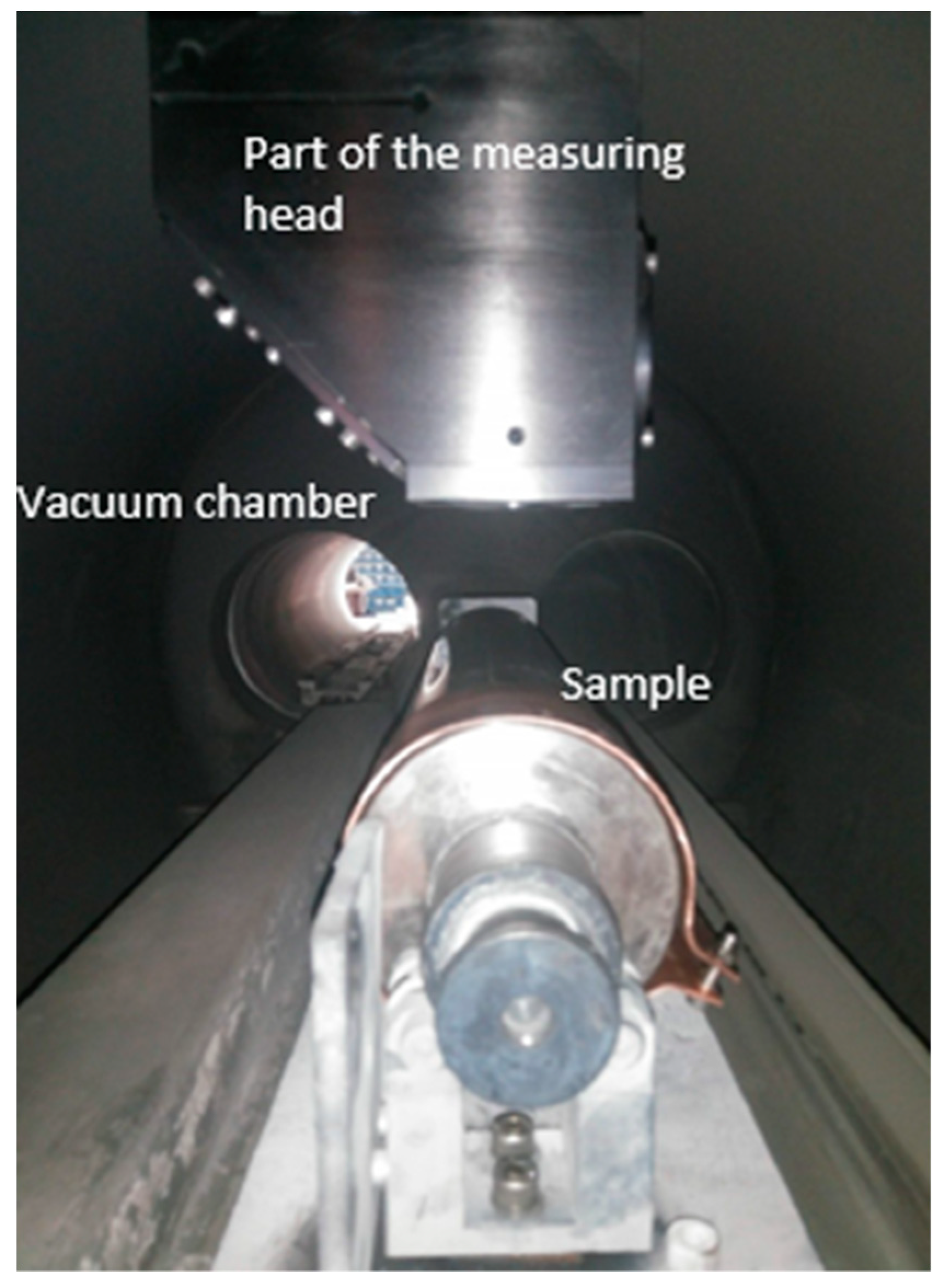
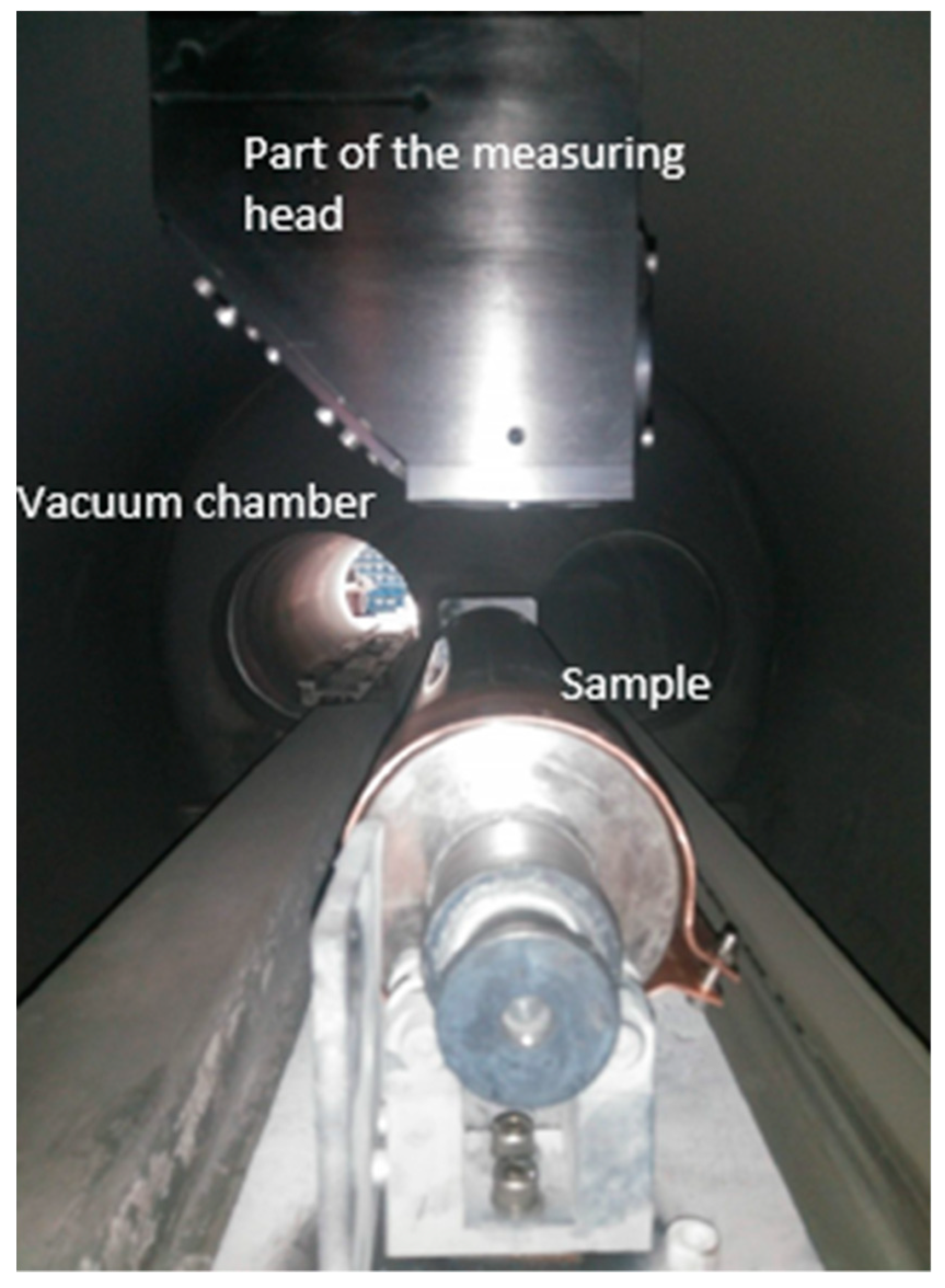
3.2. Industrial Implementation
4. Discussion and Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Jurado-López, A.; Luque de Castro, M.D. Laser-induced breakdown spectrometry in the jewellery industry. Part I. Determination of the layer thickness and composition of gold-plated pieces. J. Anal. At. Spectrom. 2002, 17, 544–547. [Google Scholar] [CrossRef]
- Margetic, V.; Bolshov, M.; Stockhaus, A.; Niemax, K.; Hergenröder, R. Depth profiling of multi-layer samples using femtosecond laser ablation. J. Anal. At. Spectrom. 2001, 16, 616–621. [Google Scholar] [CrossRef]
- Zhang, J.; Hu, X.; Xi, J.; Kong, Z.; Ji, Z. Depth profiling of Al diffusion in silicon wafers by laser-induced breakdown spectroscopy. J. Anal. At. Spectrom. 2013, 28, 1430–1435. [Google Scholar] [CrossRef]
- Mateo, M.P.; Cabalín, L.M.; Laserna, J. Line-focused laser ablation for depth-profiling analysis of coated and layered materials. Appl. Opt. 2003, 42, 6057–6062. [Google Scholar] [CrossRef] [PubMed]
- Mateo, M.P.; Nicolas, G.; Pinon, V.; Yanez, A. Improvements in depth-profiling of thick samples by laser-induced breakdown spectroscopy using linear correlation. Surf. Interface Anal. 2006, 38, 941–948. [Google Scholar] [CrossRef]
- Noll, R. Laser-Induced Breakdown Spectroscopy; Springer: Heidelberg, Germany, 2012. [Google Scholar]
- Vadillo, J.M.; Laserna, J.J. Depth-resolved Analysis of Multi layered Samples by Laser-induced Breakdown Spectrometry. J. Anal. At. Spectrom. 1997, 12, 859–862. [Google Scholar] [CrossRef]
- Vadillo, J.M.; Garcia, C.C.; Palanco, S.; Laserna, J.J. Nanometric range depth-resolved analysis of coated-steels using laser-induced breakdown spectrometry with a 308 nm collimated beam. J. Anal. At. Spectrom. 1998, 13, 793–797. [Google Scholar] [CrossRef]
- Mateo, M.P.; Vadillo, J.M.; Laserna, J.J. Irradiance-dependent depth profiling of layered materials using laser-induced plasma spectrometry. J. Anal. At. Spectrom. 2001, 16, 1317–1321. [Google Scholar] [CrossRef]
- Ardakani, H.A.; Tavassoli, S.H. Depth profile analysis of nanometric layers by laser-induced breakdown spectroscopy. J. Appl. Spectrosc. 2013, 80, 157–160. [Google Scholar] [CrossRef]
- Cabalin, L.M.; Gonzalez, A.; Lazic, V.; Laserna, J. Deep Ablation and Depth Profiling by Laser-Induced Breakdown Spectroscopy (LIBS) Employing Multi-Pulse Laser Excitation: Application to Galvanized Steel. Appl. Spectrosc. 2011, 65, 797–805. [Google Scholar] [CrossRef]
- Banerjee, S.P.; Fedosejevs, R. Single shot depth sensitivity using femtosecond Laser Induced Breakdown Spectroscopy. Spectrochim. Acta Part B 2014, 92, 34–41. [Google Scholar] [CrossRef]
- Labutin, T.A.; Lednev, V.N.; Ilyincd, A.A.; Popova, A.M. Femtosecond laser-induced breakdown spectroscopy. J. Anal. At. Spectrom. 2016, 31, 90–118. [Google Scholar] [CrossRef]
- Beckhoff, B.; Kanngießer, B.; Langhoff, N.; Wedell, R.; Wolff, H. Handbook of Practical X-ray Fluorescence Analysis; Springer: Heidelberg, Germany, 2006. [Google Scholar]
- Legall, H.; Schwanke, C.; Pentzien, S.; Dittmar, G.; Bonse, J.; Krüger, J. X-ray emission as a potential hazard during ultrashort pulse laser material processing. Appl. Phys. A 2018, 124, 40. [Google Scholar] [CrossRef]
- Kramida, A.; Olsen, K.; Ralchenko, Y. NIST LIBS Database. Available online: https://physics.nist.gov/hysRefData/ASD/LIBS/libs-form.html (accessed on 15 July 2019).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
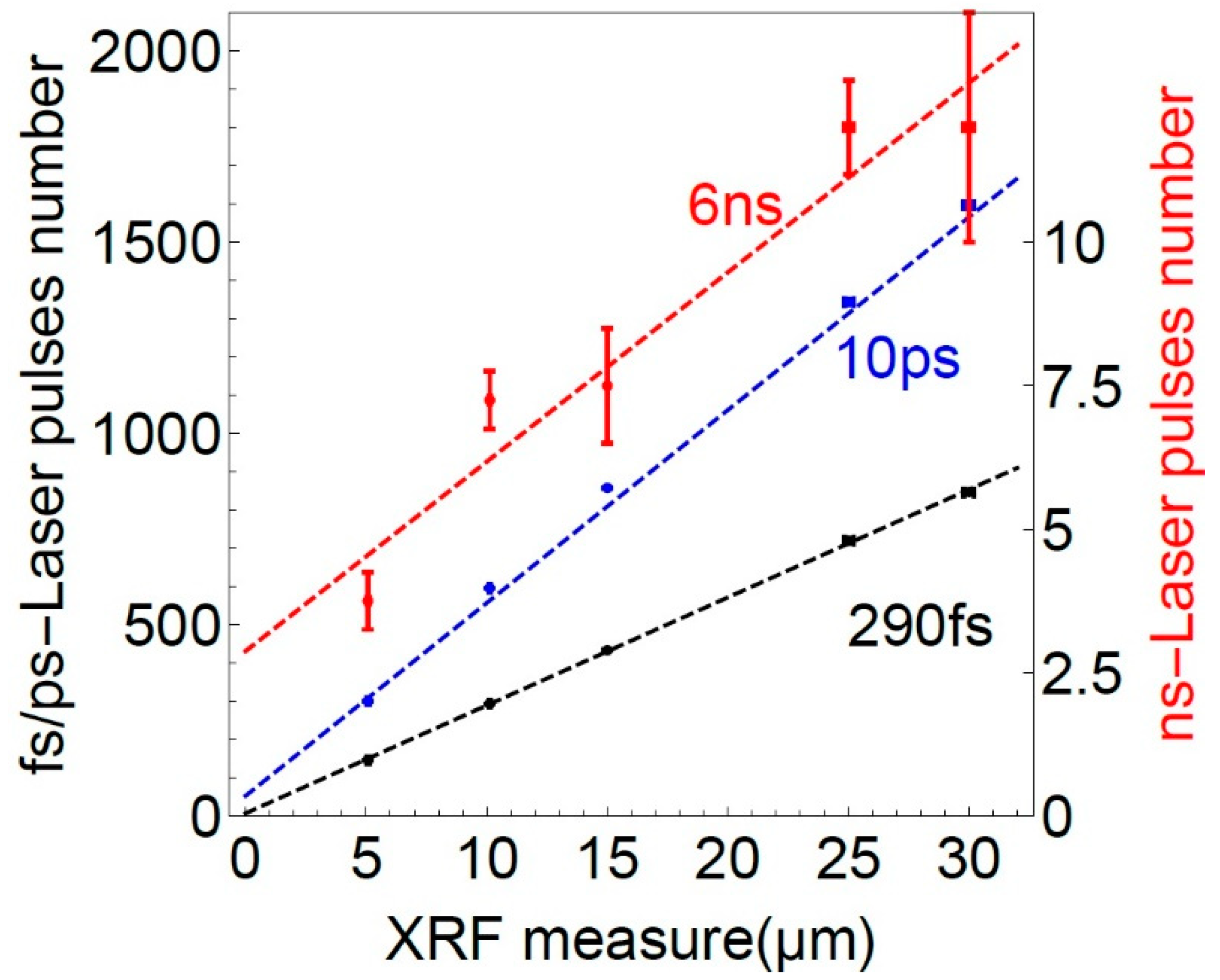
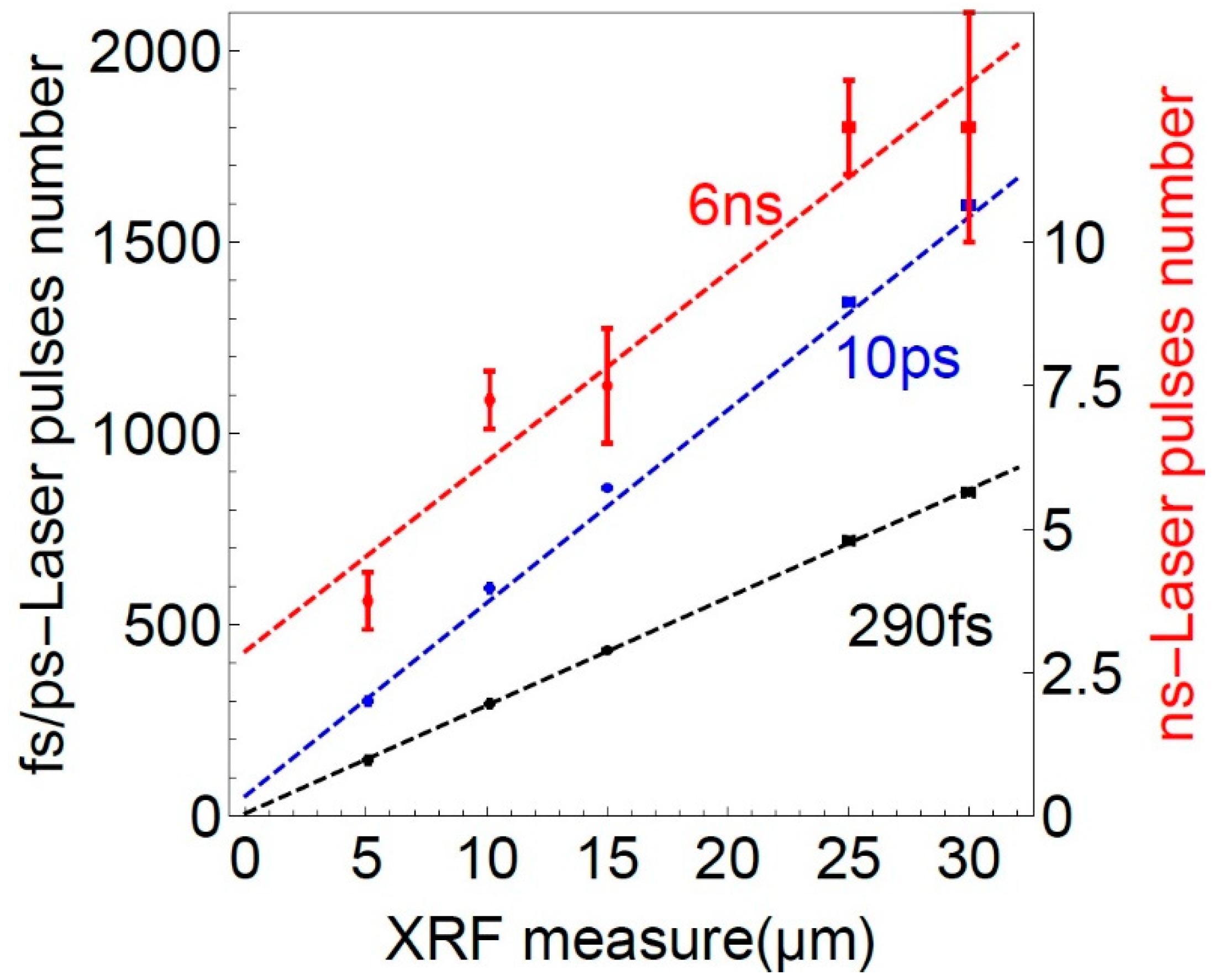
| Pulse Duration | a (Pulse num./µm) | b (Bulse num.) | R2 |
|---|---|---|---|
| 290 fs | 28.2 (±0.3) | 7.8 (±5.5) | 0.96 |
| 10 ps | 50.4 (±3.6) | 53.6 (±70.8) | 0.95 |
| 6 ns | 0.33 (±0.05) | 2.88 (±0.96) | 0.86 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Basler, C.; Brandenburg, A.; Michalik, K.; Mory, D. Comparison of Laser Pulse Duration for the Spatially Resolved Measurement of Coating Thickness with Laser-Induced Breakdown Spectroscopy. Sensors 2019, 19, 4133. https://doi.org/10.3390/s19194133
Basler C, Brandenburg A, Michalik K, Mory D. Comparison of Laser Pulse Duration for the Spatially Resolved Measurement of Coating Thickness with Laser-Induced Breakdown Spectroscopy. Sensors. 2019; 19(19):4133. https://doi.org/10.3390/s19194133
Chicago/Turabian StyleBasler, Carl, Albrecht Brandenburg, Katarzyna Michalik, and David Mory. 2019. "Comparison of Laser Pulse Duration for the Spatially Resolved Measurement of Coating Thickness with Laser-Induced Breakdown Spectroscopy" Sensors 19, no. 19: 4133. https://doi.org/10.3390/s19194133
APA StyleBasler, C., Brandenburg, A., Michalik, K., & Mory, D. (2019). Comparison of Laser Pulse Duration for the Spatially Resolved Measurement of Coating Thickness with Laser-Induced Breakdown Spectroscopy. Sensors, 19(19), 4133. https://doi.org/10.3390/s19194133