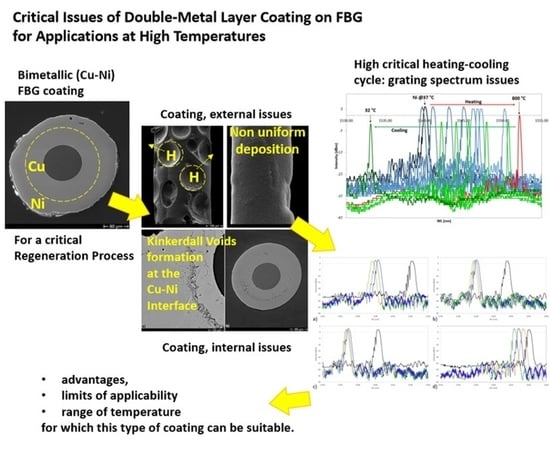
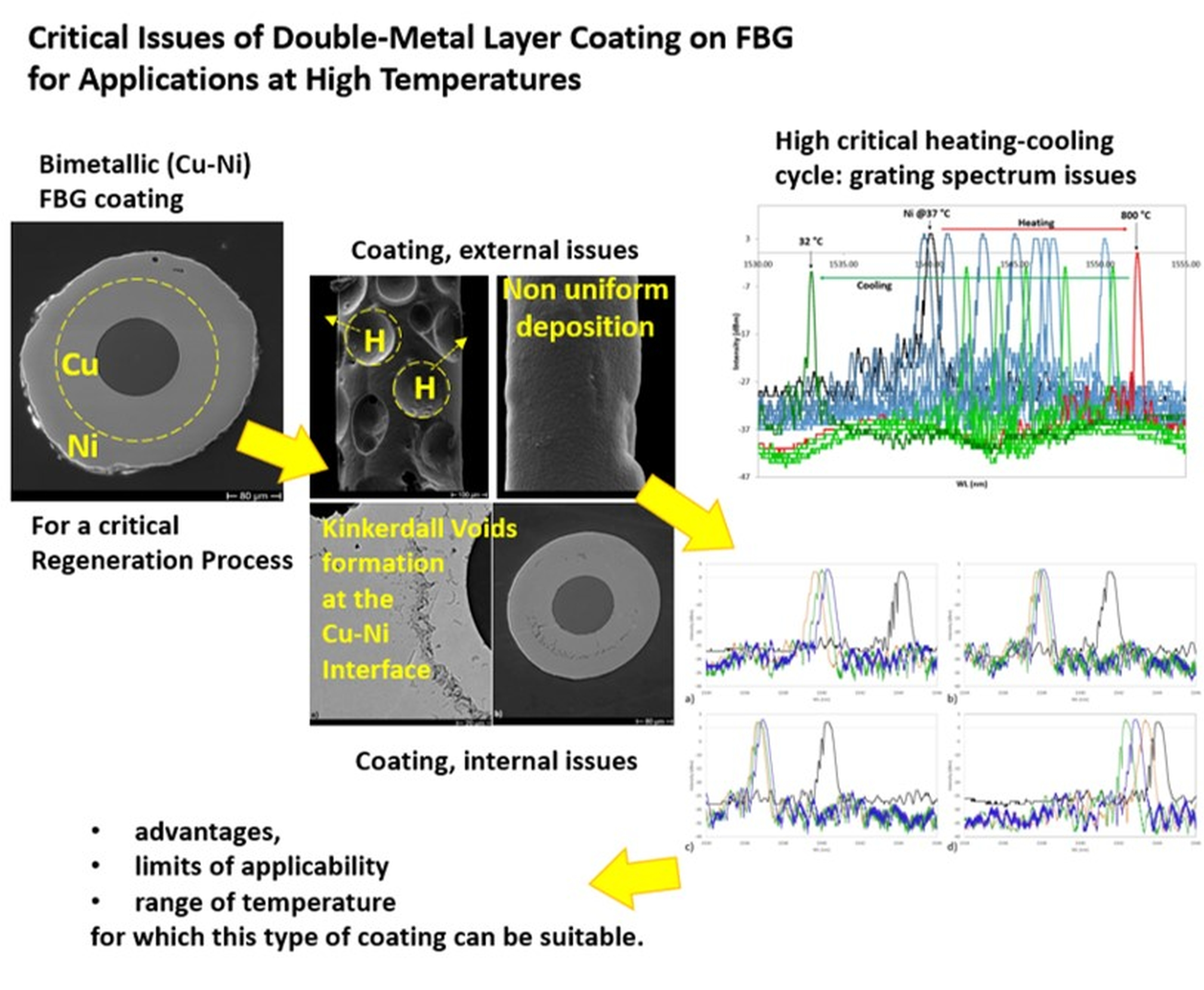
Critical Issues of Double-Metal Layer Coating on FBG for Applications at High Temperatures

 , ,
, ,  ,
,  ,
,  , and
, and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Metal Coating Process
2.2. Thermal Cycling
2.2.1. Recovery
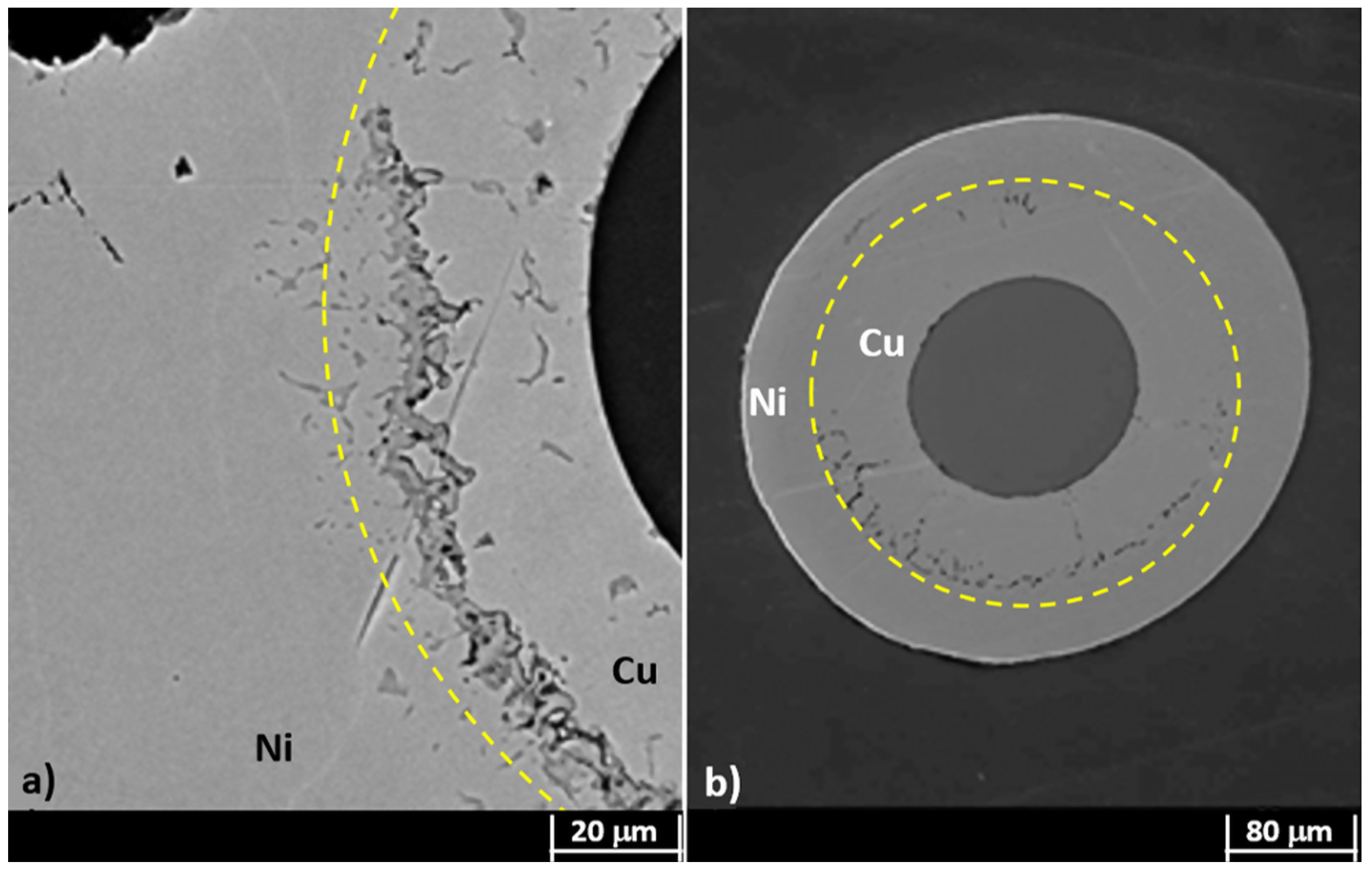
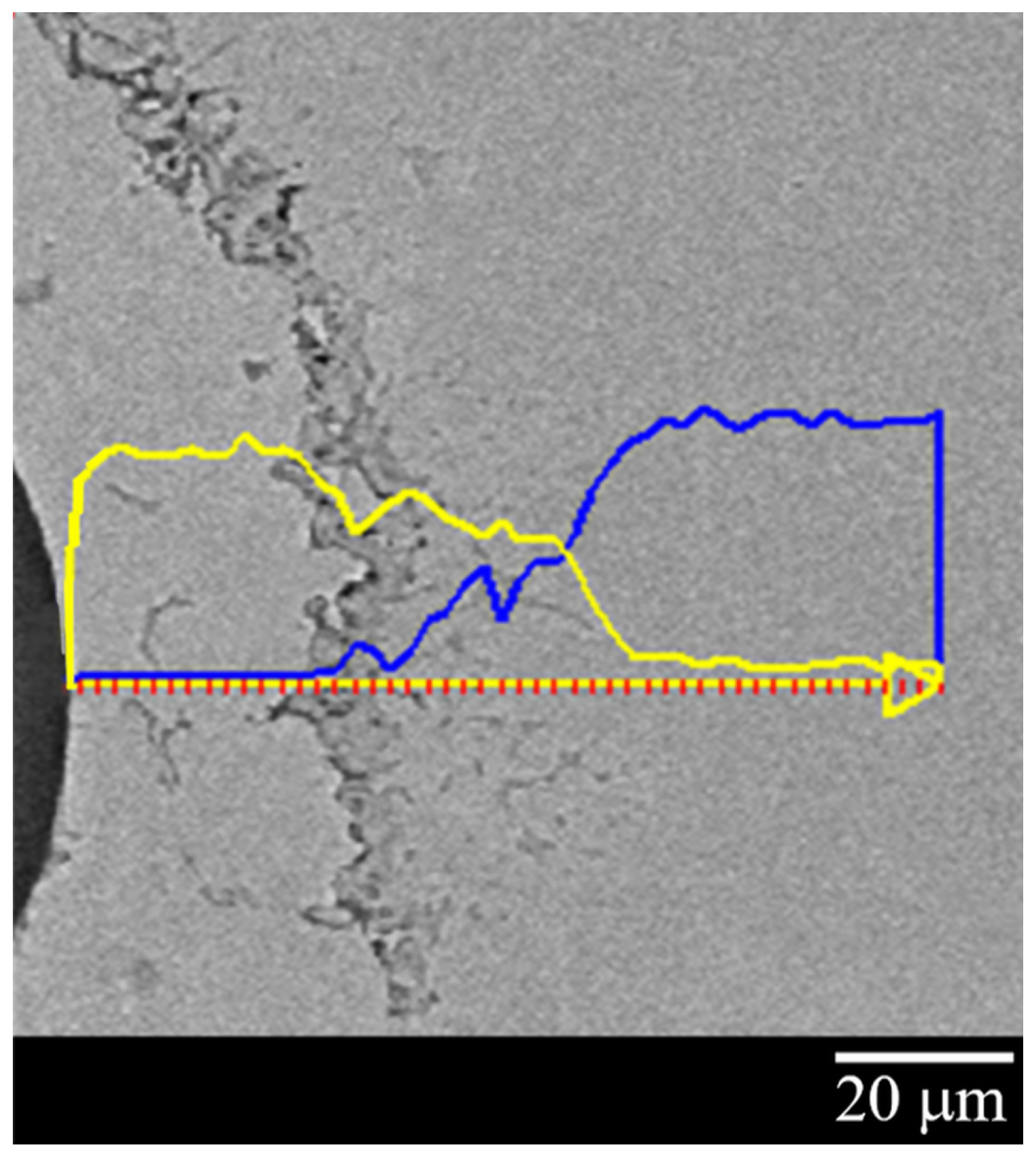
2.2.2. Kirkendall Voids
3. Results
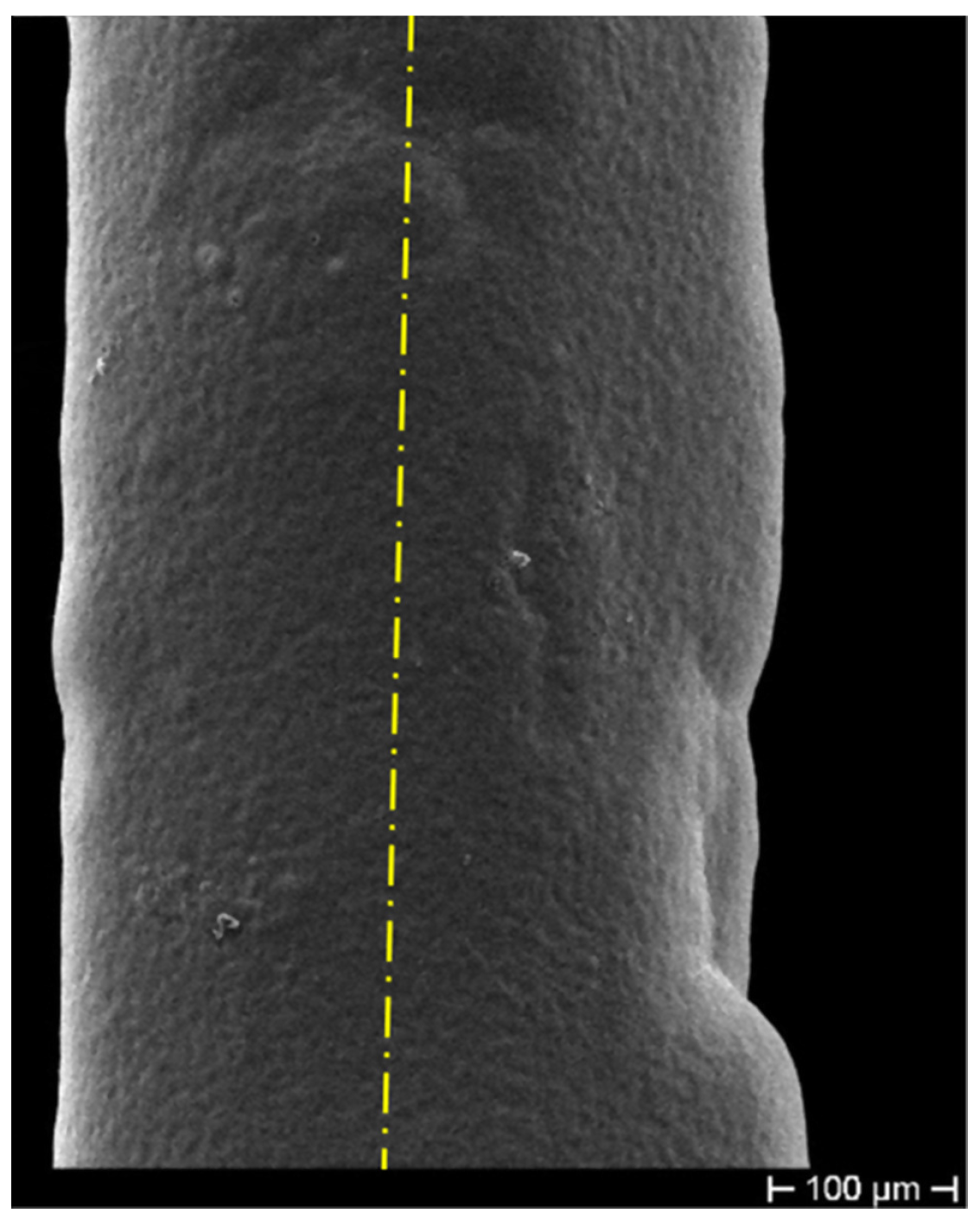
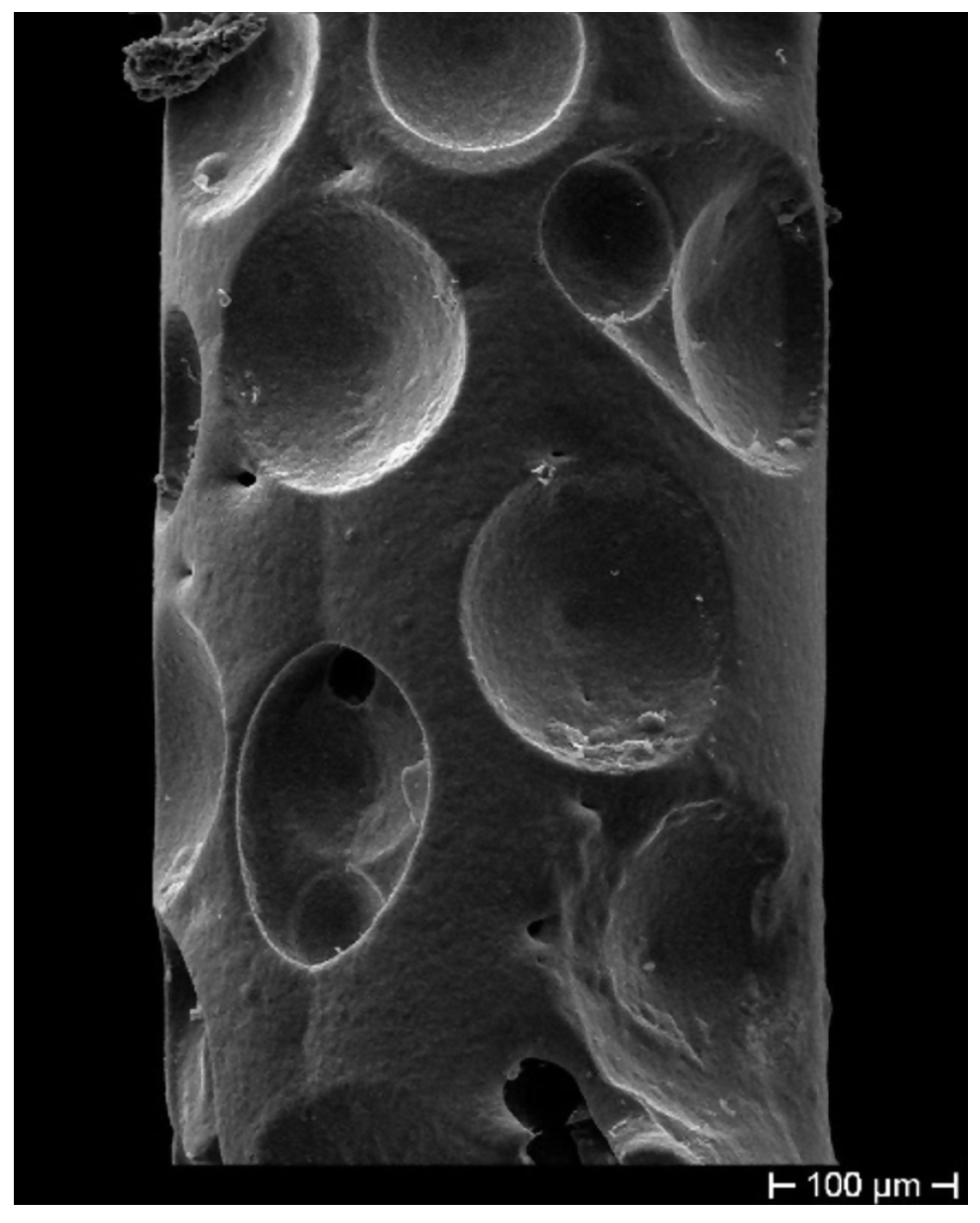
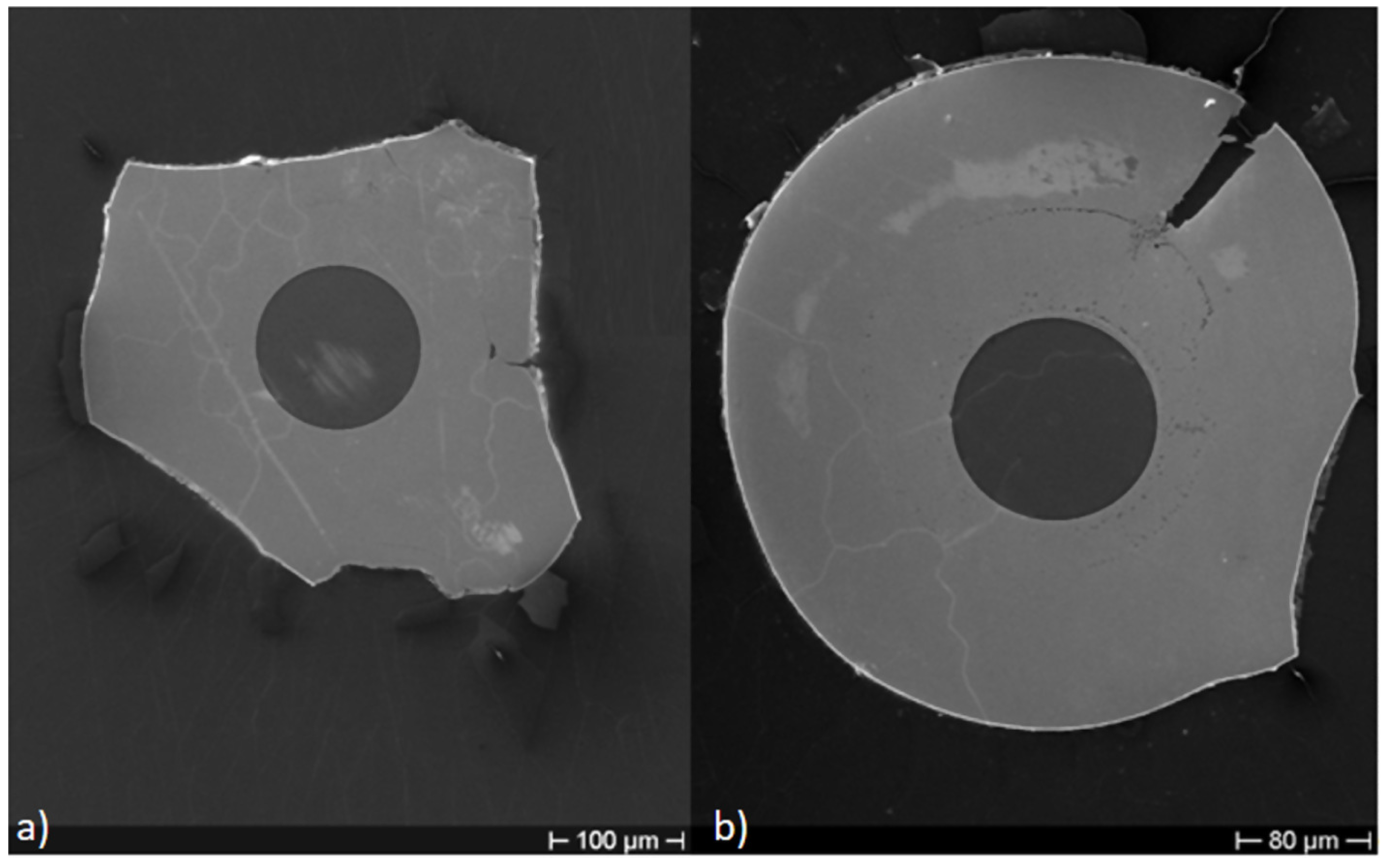
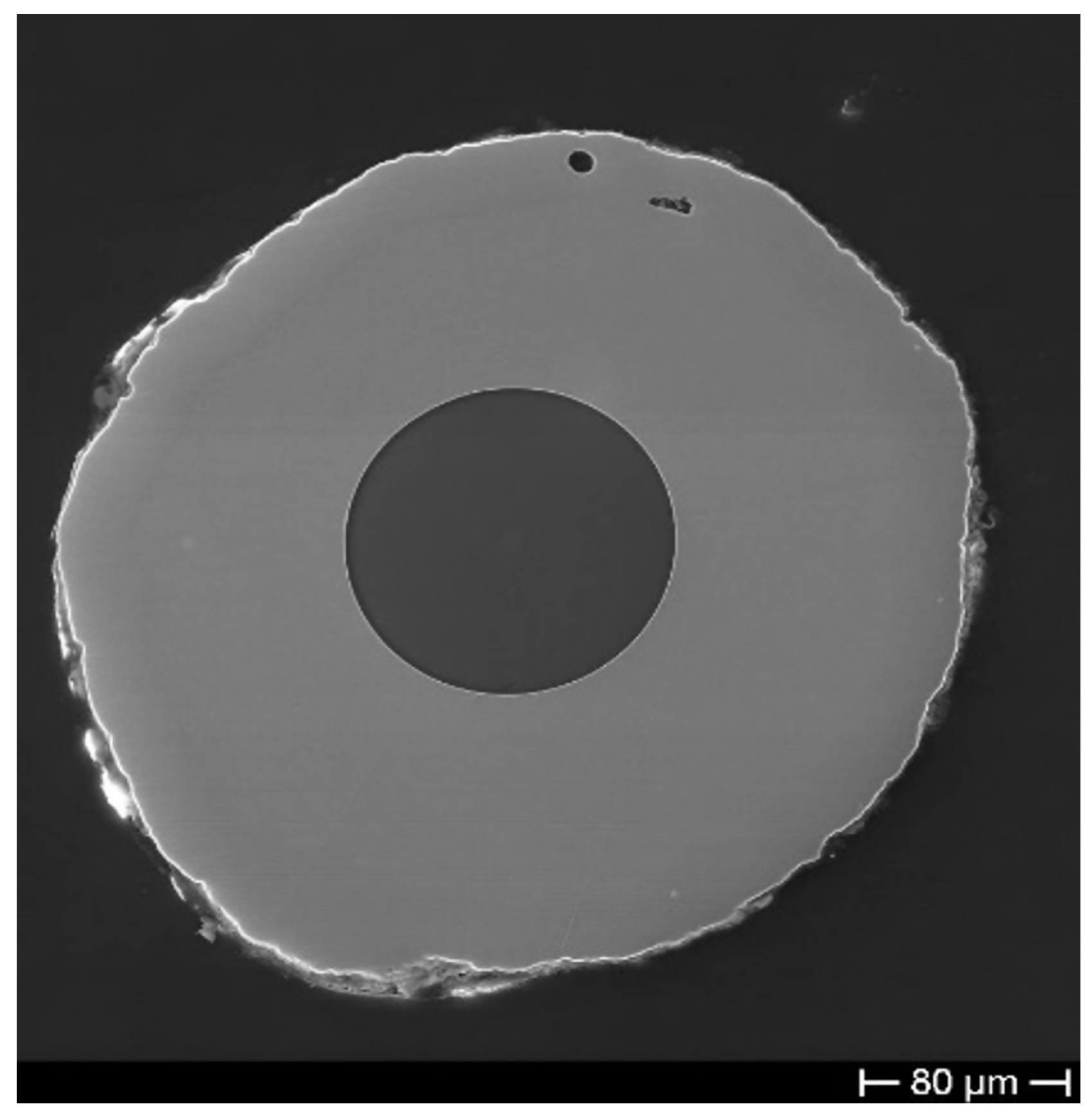
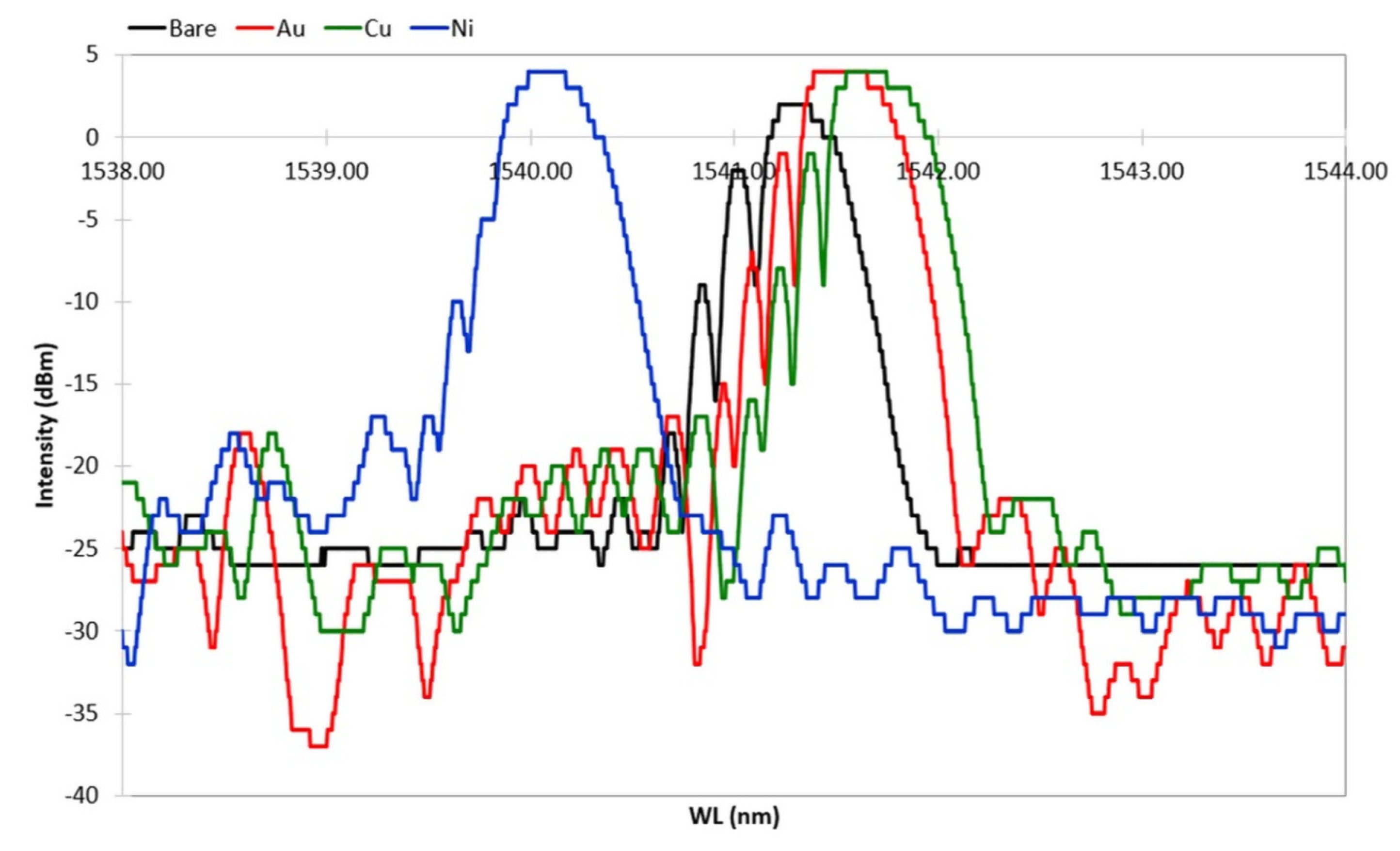
3.1. Coating Quality Observation
Bimetallic Coating, Cu–Ni
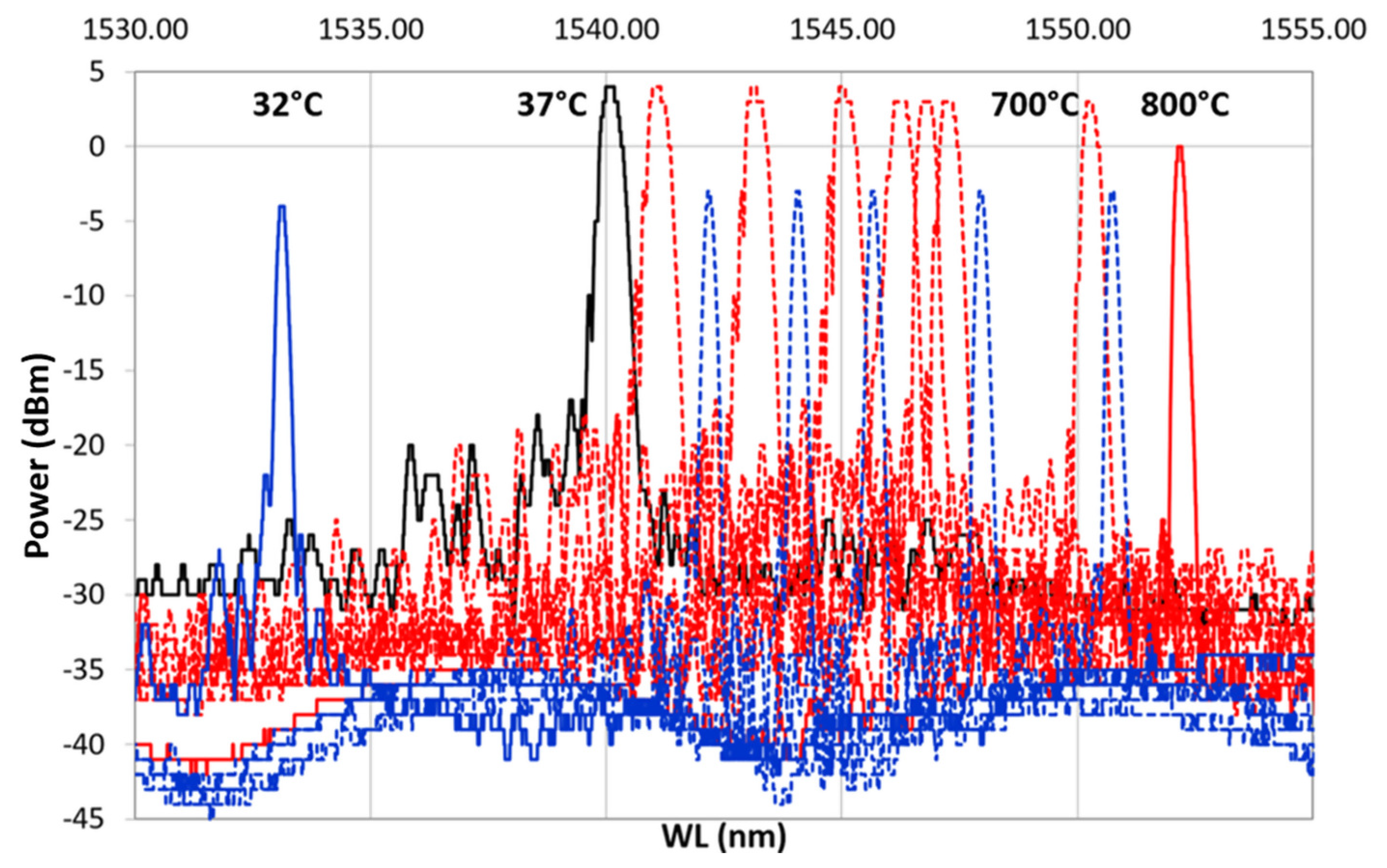
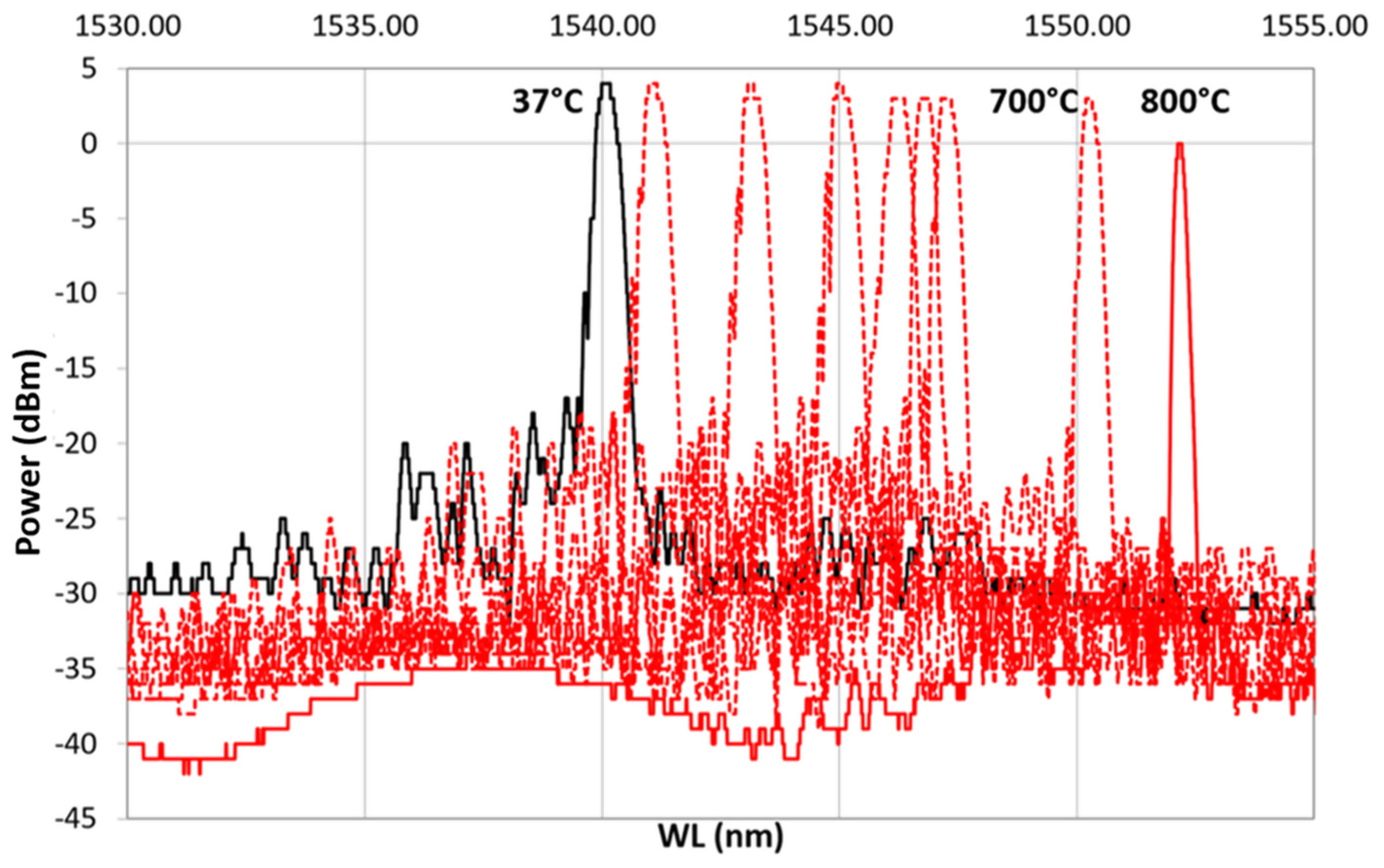
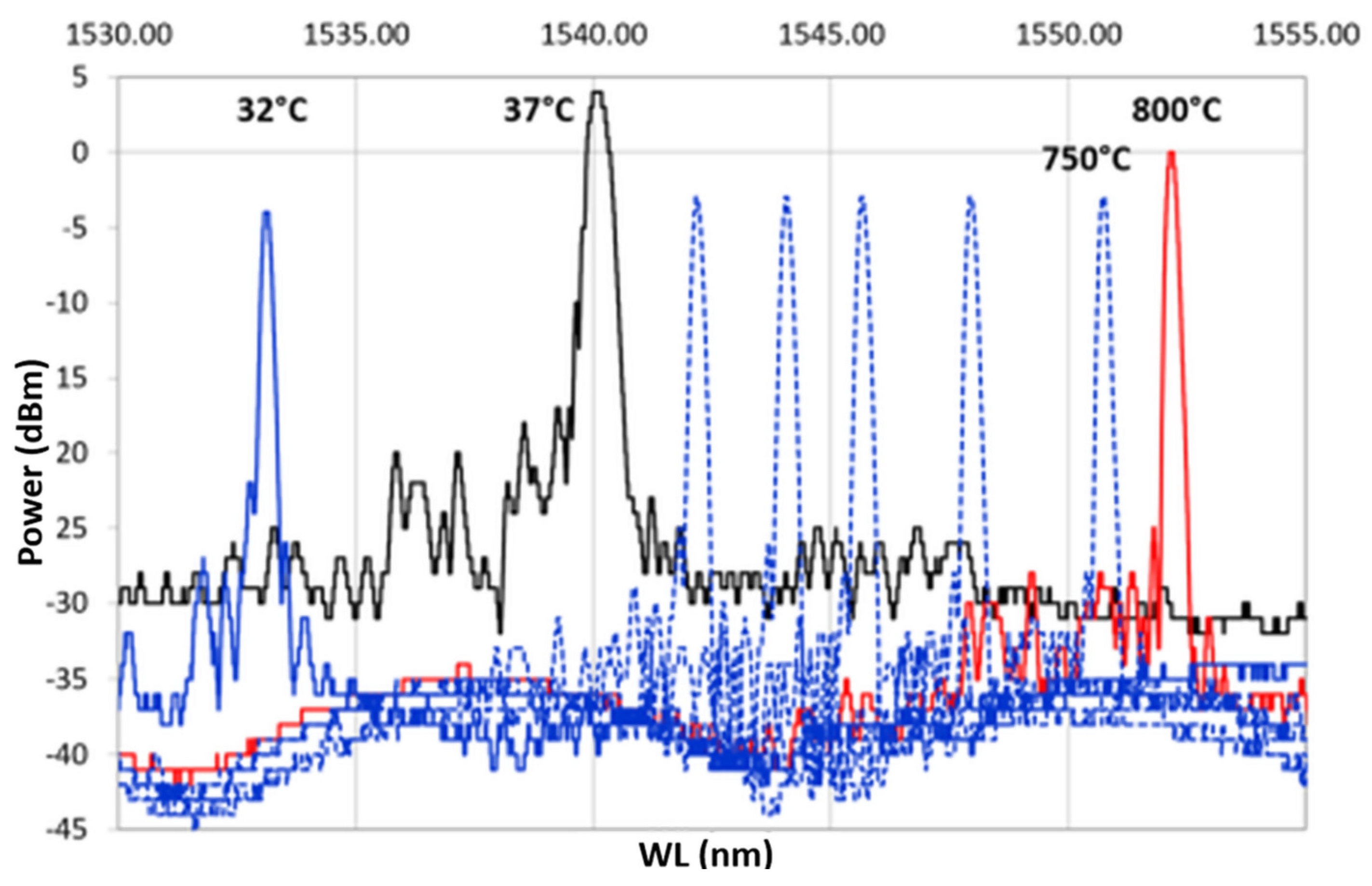
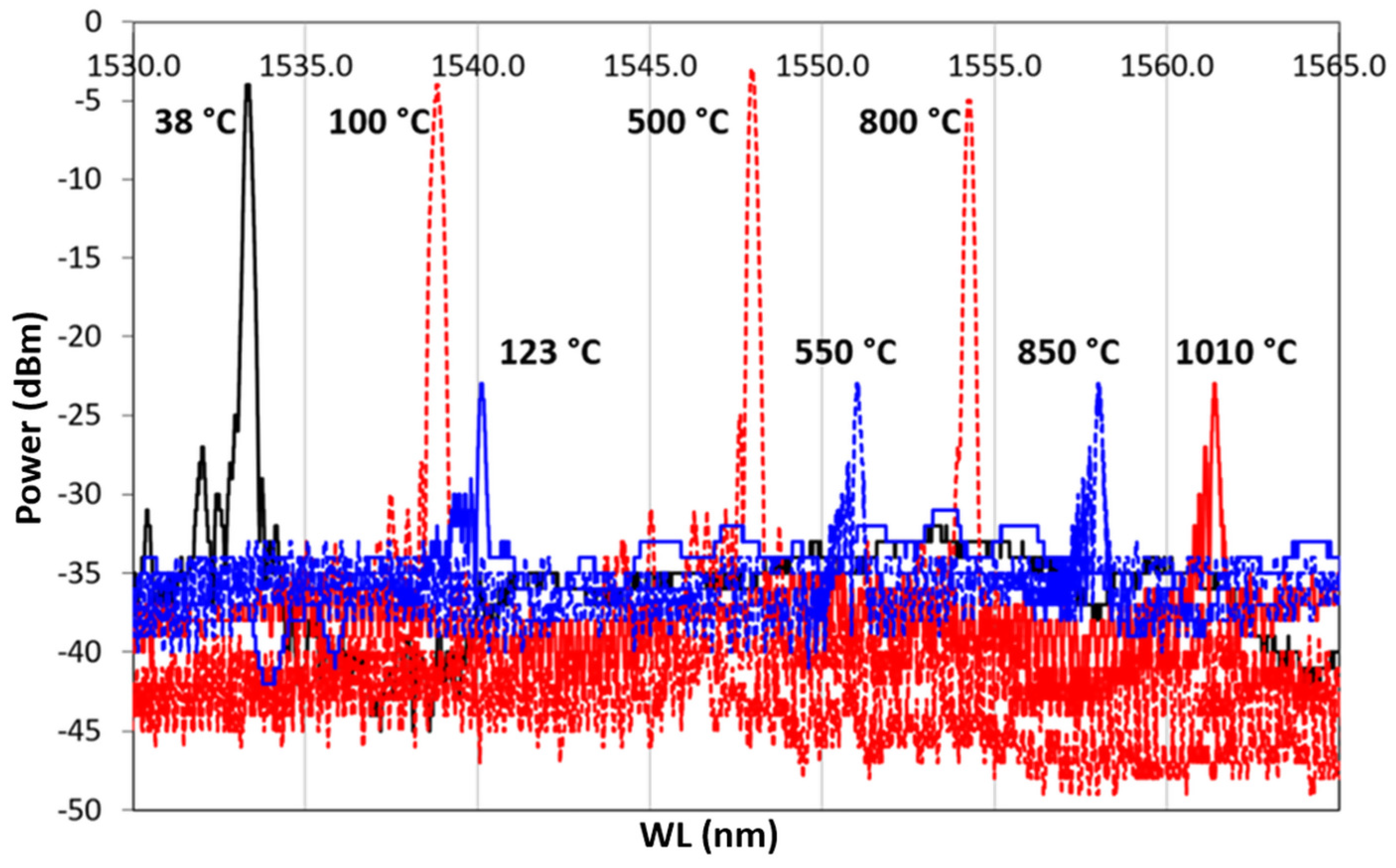
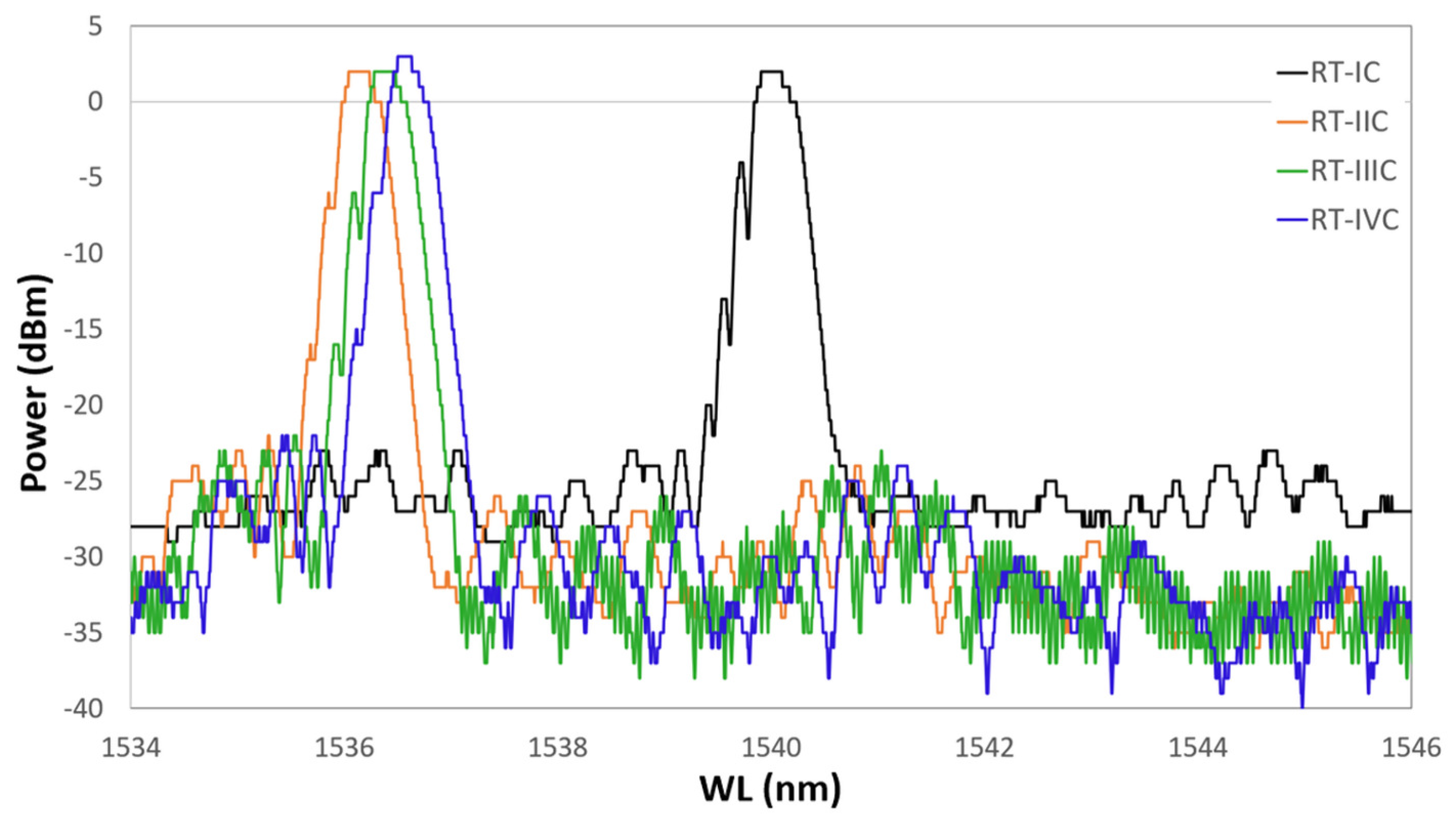
3.2. Effect of Thermal Treatment on Spectral Variation
Single Metal Coating, Cu
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| CTE | Coefficients of thermal expansion |
| CVD | Chemical vapor deposition |
| ED | Electrodeposition |
| FBG | Fiber Bragg grating |
| FWHM | Full width at half maximum |
| HT | High temperatures |
| KV | Kirkendall void |
| PVD | Physical vapor deposition |
| RP | Regeneration procedure |
| RT | Room temperature |
| SEM | Scanning electron microscope |
| SLS | Side lobe suppression |
| SNR | Signal–noise ratio |
| TC | Thermal cycle |
| UV | Ultraviolet |
References
- Kashyap, R. Fiber Bragg Gratings. In Fiber Bragg Gratings; Kashyap, R., Ed.; Academic Press: San Diego, CA, USA, 2009; p. 632. [Google Scholar]
- Gunawardena, D.S.; Lai, M.-H.; Lim, K.-S.; Ahmad, H. Thermal decay analysis of fiber Bragg gratings at different temperature annealing rates using demarcation energy approximation. Opt. Fiber Technol. 2017, 34, 16–19. [Google Scholar] [CrossRef]
- Zhang, P.; Ding, P.; Liu, L. Investigation on thermal-induced decay of fiber Bragg grating. Int. J. Thermophys. 2015, 36, 997–1003. [Google Scholar] [CrossRef]
- Baker, S.R.; Rourke, H.N.; Baker, V.; Goodchild, D. Thermal decay of fiber Bragg gratings written in boron and germanium codoped silica fiber. J. Light. Technol. 1997, 15, 1470–1477. [Google Scholar] [CrossRef]
- Coradin, F.K.; De Oliveira, V.; Muller, M.; Kalinowski, H.J.; Fabris, J.L. Long-term stability decay of standard and regenerated Bragg gratings tailored for high temperature operation. J. Microw. Optoelectron. Electromagn. Appl. 2013, 12, 719–729. [Google Scholar] [CrossRef][Green Version]
- Barrera, D.; Finazzi, V.; Coviello, G.; Bueno, A.; Sales, S.; Pruneri, V. Chemical composition gratings in Germanium doped and Boron-Germanium co-doped fibers. Proc. SPIE Int. Soc. Opt. Eng. 2010, 7726, 772607. [Google Scholar] [CrossRef]
- Wu, M.; Zhang, D.; Wen, X. Annealing treatment and wavelength shifting characteristics of regenerated fiber Bragg gratings. Optik 2018, 161, 278–283. [Google Scholar] [CrossRef]
- Lin, G.-C.; Wang, L.; Yang, C.C.; Shih, M.C.; Chuang, T.J. Thermal performance of metal-clad fiber Bragg grating sensors. IEEE Photonics Technol. Lett. 1998, 10, 406–408. [Google Scholar] [CrossRef]
- Tu, Y.; Ye, L.; Zhou, S.-P.; Tu, S.-T. An improved metal-packaged strain sensor based on a regenerated fiber Bragg grating in hydrogen-loaded boron–germanium co-doped photosensitive fiber for high-temperature applications. Sensors 2017, 17, 431. [Google Scholar] [CrossRef]
- Lupi, C.; Felli, F.; Brotzu, A.; Caponero, M.A.; Paolozzi, A. Improving FBG sensor sensitivity at cryogenic temperature by metal coating. IEEE Sens. J. 2008, 8, 1299–1304. [Google Scholar] [CrossRef]
- Chamorovskiy, Y.K.; Butov, O.V.; Kolosovskiy, A.O.; Popov, S.M.; Voloshin, V.V.; Vorob’ev, I.L.; Vyatkin, M.Y. Metal-coated Bragg grating reflecting fibre. Opt. Fiber Technol. 2017, 34, 30–35. [Google Scholar] [CrossRef]
- Lupi, C.; Felli, F.; Caponero, M.A.; Paolozzi, A. The effectiveness of metal coating on FBG sensor sensitivity at cryogenic temperature. Proc. SPIE Int. Soc. Opt. Eng. 2007, 6619, 661916. [Google Scholar] [CrossRef]
- Ciotti, M.; Nardelli, V.; Caponero, M.A.; Felli, F.; Lupi, C.; Ippoliti, L. An optical system for cryogenic temperature measurements. Smart Mater. Struct. 2007, 16, 1708–1711. [Google Scholar] [CrossRef]
- Lupi, C.; Felli, F.; Ippoliti, L.; Caponero, M.A.; Fabbri, F.; Paolozzi, A. Lead coating to improve fiber Bragg grating sensitivity at cryogenic temperatures. Proc. SPIE Int. Soc. Opt. Eng. 2005, 5855, 811–815. [Google Scholar] [CrossRef]
- Lupi, C.; Felli, F.; Ippoliti, L.; Caponero, M.A.; Ciotti, M.; Nardelli, V.; Paolozzi, A. Metal coating for enhancing the sensitivity of fibre Bragg grating sensors at cryogenic temperature. Smart Mater. Struct. 2005, 14, N71–N76. [Google Scholar] [CrossRef]
- Sandlin, S.; Hokkanen, A. Embedding optical fibers in metal alloys. IEEE Instrum. Meas. Mag. 2003, 6, 31–36. [Google Scholar] [CrossRef]
- Sandlin, S.; Kinnunen, T.; Ramo, J.; Sillanpaa, M. A simple method for metal re-coating of optical fibre Bragg gratings. Surf. Coat. Technol. 2006, 201, 3061–3065. [Google Scholar] [CrossRef]
- Li, X.C.; Tang, W.L.; Golnas, A. Embedding and characterization of fiber-optic and thin-film sensors in metallic structures. Sens. Rev. 2004, 24, 370–377. [Google Scholar] [CrossRef]
- Feng, Y.; Zhang, H.; Li, Y.L.; Rao, C.F. Temperature sensing of metal-coated fiber Bragg grating. IEEE/ASME Trans. Mechatron. 2010, 15, 511–519. [Google Scholar] [CrossRef]
- Mou, C.B.; Saffari, P.; Li, D.; Zhou, K.M.; Zhang, L.; Soar, R.; Bennion, I. Smart structure sensors based on embedded fibre Bragg grating arrays in aluminium alloy matrix by ultrasonic consolidation. Meas. Sci. Technol. 2009, 20, 034013. [Google Scholar] [CrossRef]
- Cverna, F. Chapter 2: Thermal Expansion. In Thermal Properties of Metals; Cverna, F., Ed.; ASM International: Materials Park, OH, USA, 2002; pp. 9–220. [Google Scholar]
- Esin, S.; Abhishek, M.; Sun Hong, P.; Yongho, S. Effects of Marker Size and Distribution on the Development of Kirkendall Voids, and Coefficients of Interdiffusion and Intrinsic Diffusion. J. Phase Equilib. Diffus. 2019, 40, 156–169. [Google Scholar] [CrossRef]
- Wierzba, B.; Skibinski, W. The interdiffusion in copper-nickel alloys. J. Alloys Compd. 2016, 687, 104–108. [Google Scholar] [CrossRef]
- Matano, C. Relation between diffusion coefficients and concentrations of solid metals. Jpn. J. Phys. 1933, 8, 109–113. [Google Scholar]
- Vendittozzi, C.; Felli, F.; Lupi, C. Modeling FBG sensors sensitivity from cryogenic temperatures to room temperature as a function of metal coating thickness. Opt. Fiber Technol. 2018, 42, 84–91. [Google Scholar] [CrossRef]
- Erdogan, T. Fiber grating spectra. J. Light. Technol. 1997, 15, 1277–1294. [Google Scholar] [CrossRef]
- Doosoo, K.; Jong-Hyeon, C.; Jungil, P.; James, J.P. Formation and behavior of Kirkendall voids within intermetallic layers of solder joints. J. Mater. Sci. Mater. Electron. 2011, 22, 703–716. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Thermal | Coating | T (C) | Duration | Purpose | Effect |
|---|---|---|---|---|---|
| Test | Type | on FBG | |||
| Recovery | CuNi | RT-400 | 8 h | Eliminate internal stresses. | No issues arisen |
| Samples | Hydrogen desorption | ||||
| I TC | CuNi | Evaluation of HT | Kirkendall voids. | ||
| Heating | Samples | 37–800 | 3 h | effect on coating | Spectrum power |
| Cooling | 800–32 | 12 h | decay at 800 C | ||
| II TC | CuNi | Evaluation of HT | Further spectrum | ||
| Heating | Samples | 32–1010 | 3 h | effect on coating | power decay |
| Cooling | 1010–123 | 12 h | Sample break | ||
| I to IV TCs | Cu | Comparison with | |||
| Heating | Samples | 20–700 | 3 h | CuNi samples | |
| Cooling | 700–20 | 12 h |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lupi, C.; Felli, F.; Dell’Era, A.; Ciro, E.; Caponero, M.A.; Kalinowski, H.J.; Vendittozzi, C. Critical Issues of Double-Metal Layer Coating on FBG for Applications at High Temperatures. Sensors 2019, 19, 3824. https://doi.org/10.3390/s19183824
Lupi C, Felli F, Dell’Era A, Ciro E, Caponero MA, Kalinowski HJ, Vendittozzi C. Critical Issues of Double-Metal Layer Coating on FBG for Applications at High Temperatures. Sensors. 2019; 19(18):3824. https://doi.org/10.3390/s19183824
Chicago/Turabian StyleLupi, Carla, Ferdinando Felli, Alessandro Dell’Era, Erwin Ciro, Michele Arturo Caponero, Hypolito José Kalinowski, and Cristian Vendittozzi. 2019. "Critical Issues of Double-Metal Layer Coating on FBG for Applications at High Temperatures" Sensors 19, no. 18: 3824. https://doi.org/10.3390/s19183824
APA StyleLupi, C., Felli, F., Dell’Era, A., Ciro, E., Caponero, M. A., Kalinowski, H. J., & Vendittozzi, C. (2019). Critical Issues of Double-Metal Layer Coating on FBG for Applications at High Temperatures. Sensors, 19(18), 3824. https://doi.org/10.3390/s19183824