1. Introduction
Pipelines are the common agents used for the transportation of fluids, such as oil and gas, from one place (source) to another (customer). The pipeline is one of the most energy-efficient, reliable and economical ways to transport fluids over long distances in the order of thousands of kilometers. The transportation of oil and gas through pipelines has been rapidly increasing in recent years; only in India, for example, more than 13,000 km of oil and gas pipelines have been installed [
1]. It has been reported that, considering the current trend, by the end of 2020, India will install approximately 16,000 km of oil and gas pipelines, additionally [
2].
However, the safe operation of pipelines can be easily threatened by different factors such as time-dependent degradations (corrosion, oxidation, creep, etc.), construction defects, or static or dynamic loads originating from outside and inside of the pipelines and related to environmental issues (severe temperature conditions) [
3,
4,
5,
6]. More significantly, during the transportation of oil and gas, impurities such as carbon dioxide or water can cause corrosion on the inner wall of the pipelines. Corrosion can lead to a decrease in the effective wall thickness, which may ultimately result in rupture or leakage [
7,
8,
9,
10,
11,
12]. Corrosion defects are the most predominant cause of such pipeline failures, which may exist in various forms such as deposit corrosion, cavitation corrosion, uniform corrosion, pitting corrosion, etc. Corrosion accounts for about one quarter to two thirds of the total downtime in industries related to pipelines [
9]. The failure of such pipelines under working conditions can result in human casualties, environmental damage and production losses. The failure of such factors in oil and gas pipelines have been reported in India [
13,
14] and other parts of the world [
15,
16,
17]. However, the preventive maintenance and inspection of the hazardous oil and gas pipelines are quite challenging since most of these pipelines are buried underground. Also, external real-time inspection of long pipelines (e.g., 13,000 km) is nearly infeasible. Therefore, inspection robot-based internal health is necessary to guarantee the safe operation of pipelines.
In the last few decades, pipeline inspection gauges (PIGs) have become more prevalent for in-line inspection (ILI) and non-destructive evaluation of the pipelines [
10,
18,
19]. The advanced versions of these autonomous systems, also called “smart PIGs”, can move inside pipelines and measure irregularities that may represent corrosion, cracks, joints, deformation (e.g., dents, pipe ovality), laminations or other defects (e.g., weld defects) in the pipeline. The most common ILI methods that have been installed on smart PIGs and confirmed to be successful for pipeline inspection are magnetic flux leakages (MFL) [
20], ultrasonic transducers (UT) [
21], electromagnetic acoustic transducers (EMAT) [
22] and eddy currents (EC) [
23]. However, certain constraints seriously limit the practicality of the aforementioned methods. In the MFL method for instance, it is very difficult to effectively saturate the entire cross-section of the pipeline with magnetic flux, and also the servicing process involves frequent calibration and complete analysis. Moreover, the method is not suitable to inspect non-ferrous pipelines [
24,
25,
26]. The UT method works well in liquid pipelines; however, the application in gas pipelines is not common since it requires liquid coupling between the transducer and the surface of the pipeline [
27]. UT is more suitable for thick-wall pipelines rather than thin-wall pipelines (less than 7 mm) [
28]. Echo loss is another major challenge reported in the literature [
29]. The EMAT method cannot be used in non-conductive materials such as plastics or ceramics, and it is not suitable for long pipeline inspection, which requires high power and complex signal processing in real-time [
30]. This method faces challenges for high-speed scanning in pipelines, and it can be applicable up to 2.5 m/s [
31]. The EC method requires deep magnetic penetration in ferrous pipelines, and the major drawback is the spacing problem, which occurs while mounting the sensor array on the circumference of the smart pig [
32,
33]. In addition, recently, a few ILI methods have also been developed for the inspection of pipelines such as closed-circuit television (CCTV) [
34] and mechanical contact probe (MCP) [
35]. In the case of the CCTV method, the high power supply and lack of visibility inside the long pipelines are the drawbacks [
36]. The MCP method can inspect only convex defects such as deposit corrosion. It is not suitable for cavity corrosion or metal loss corrosion, and the friction involved in the inspection process is a major risk [
35].
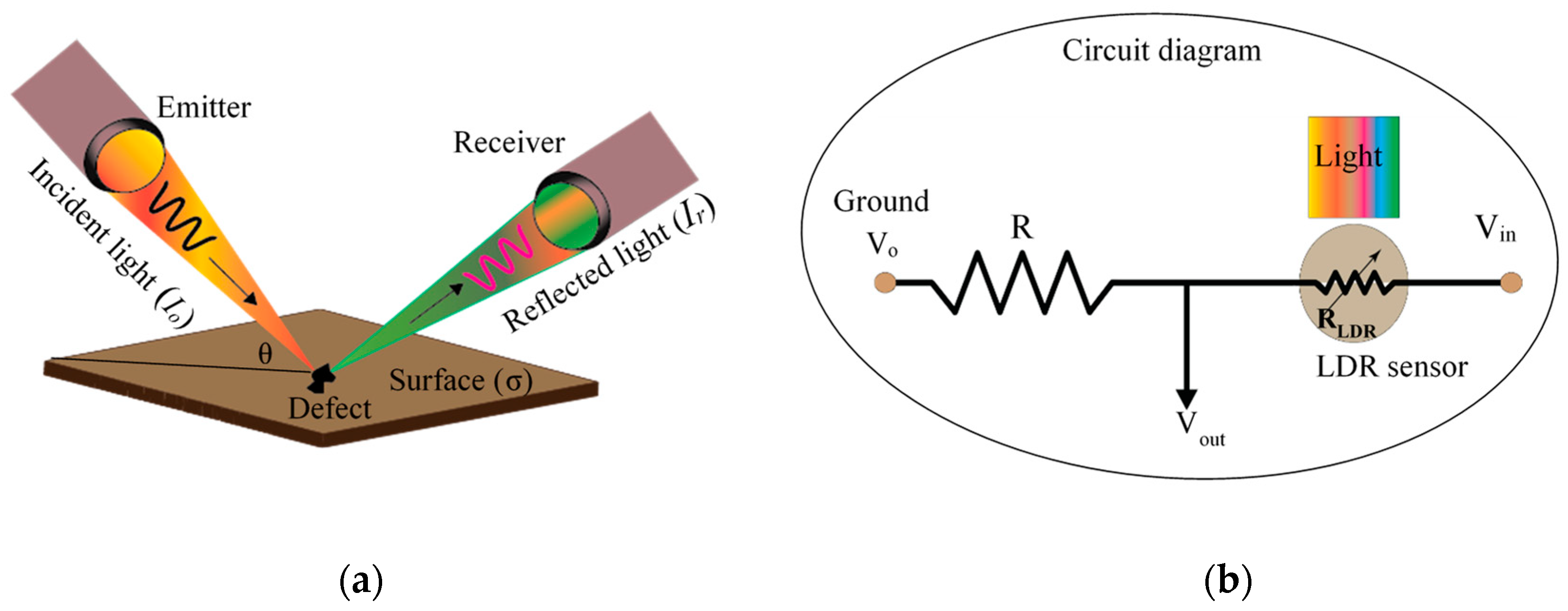
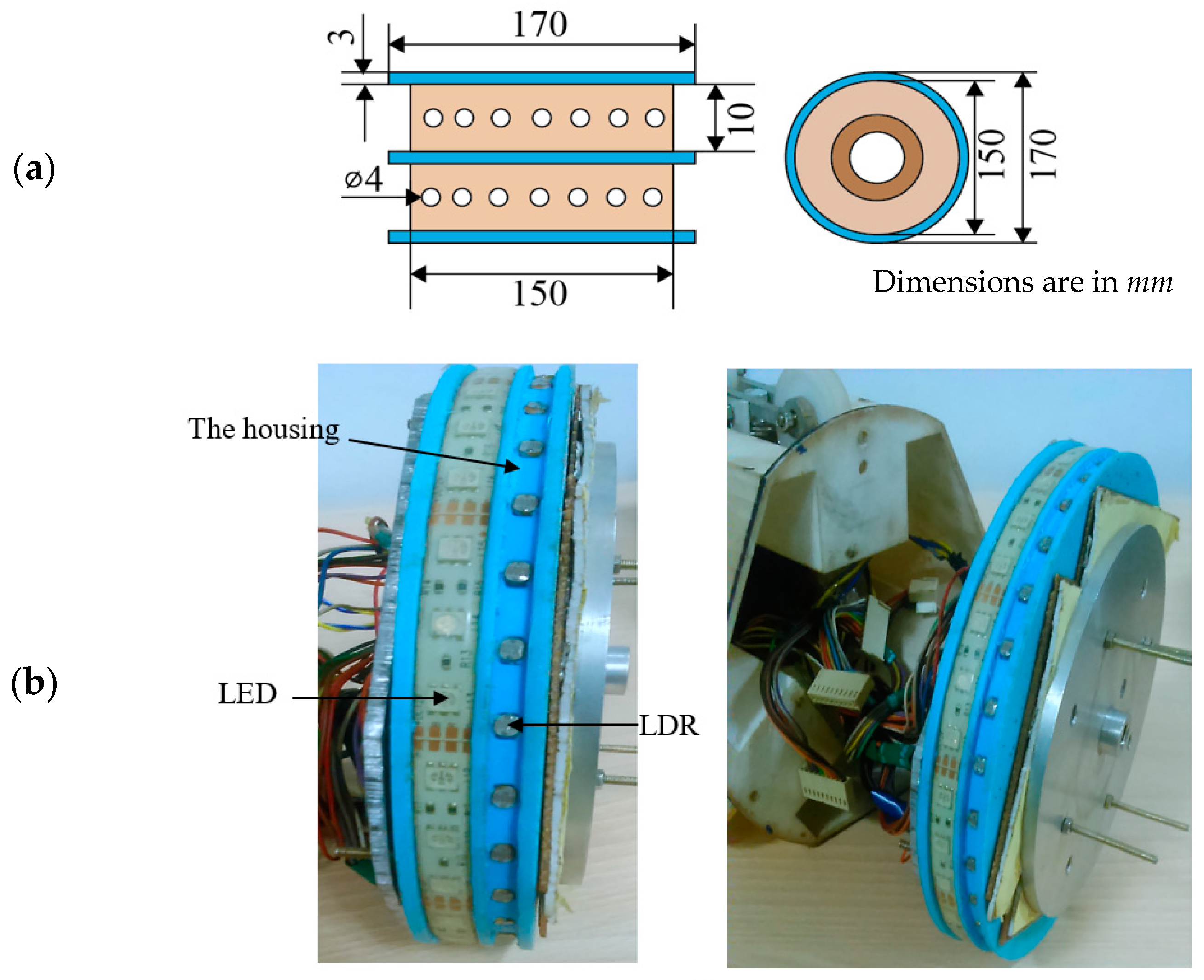
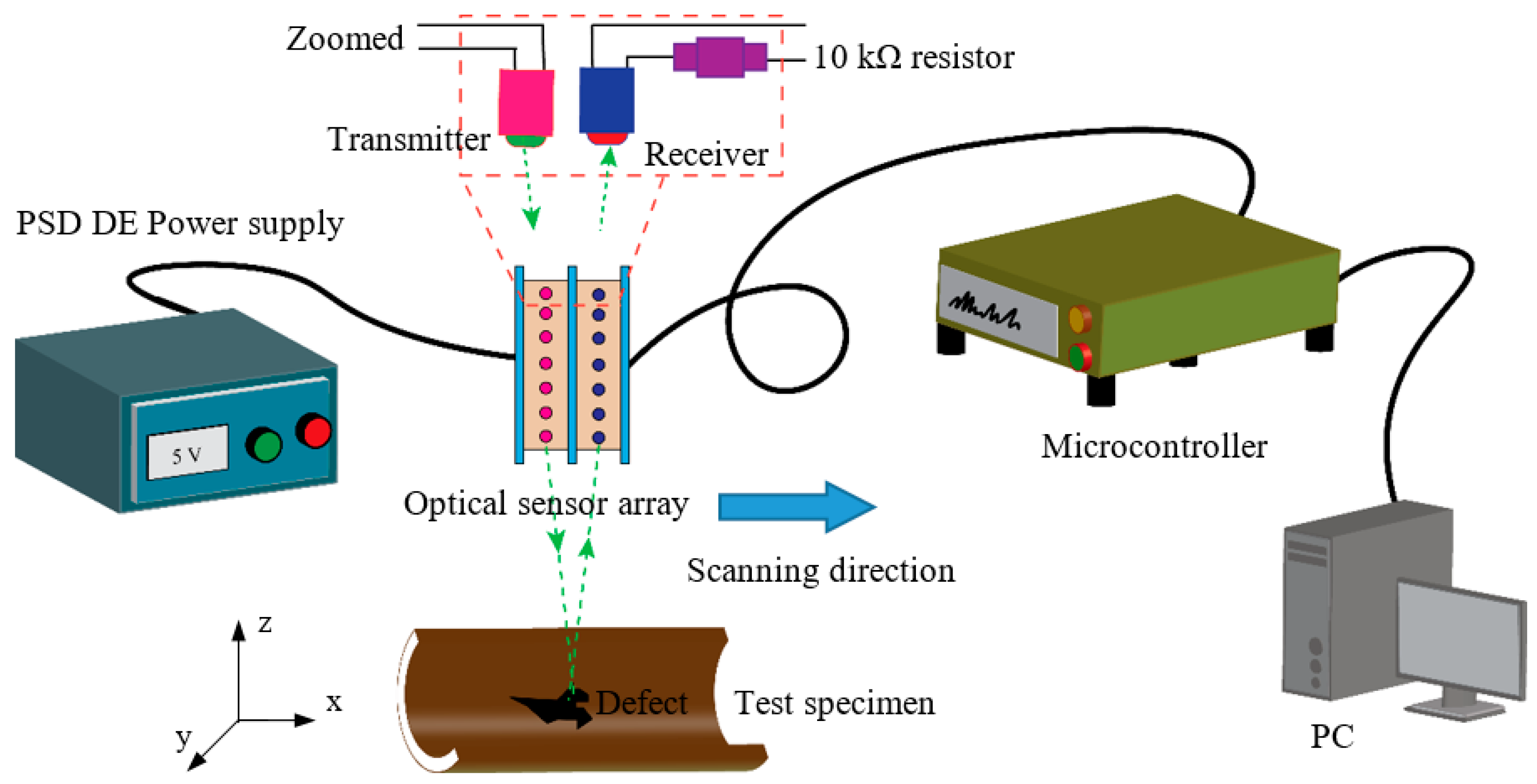
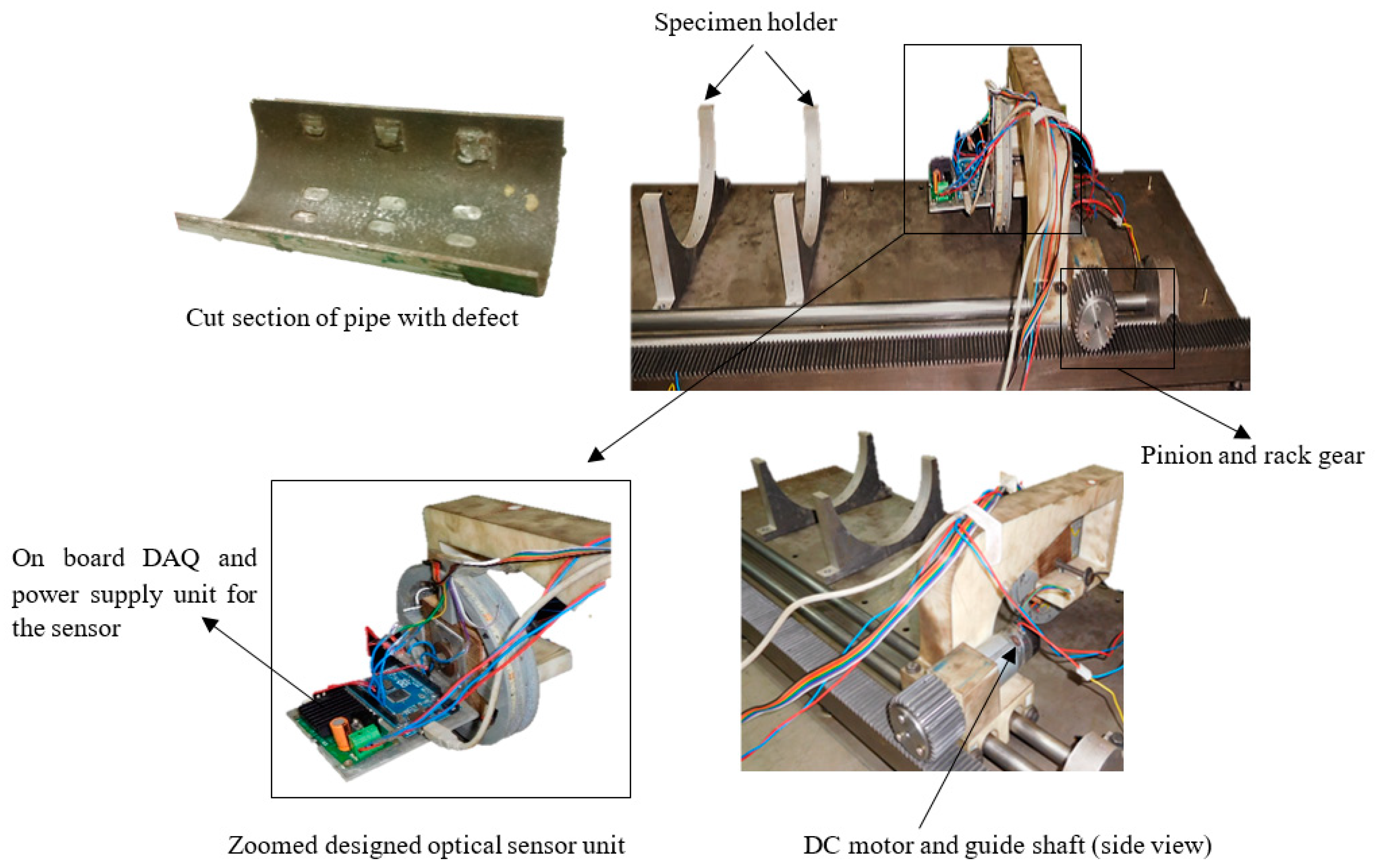
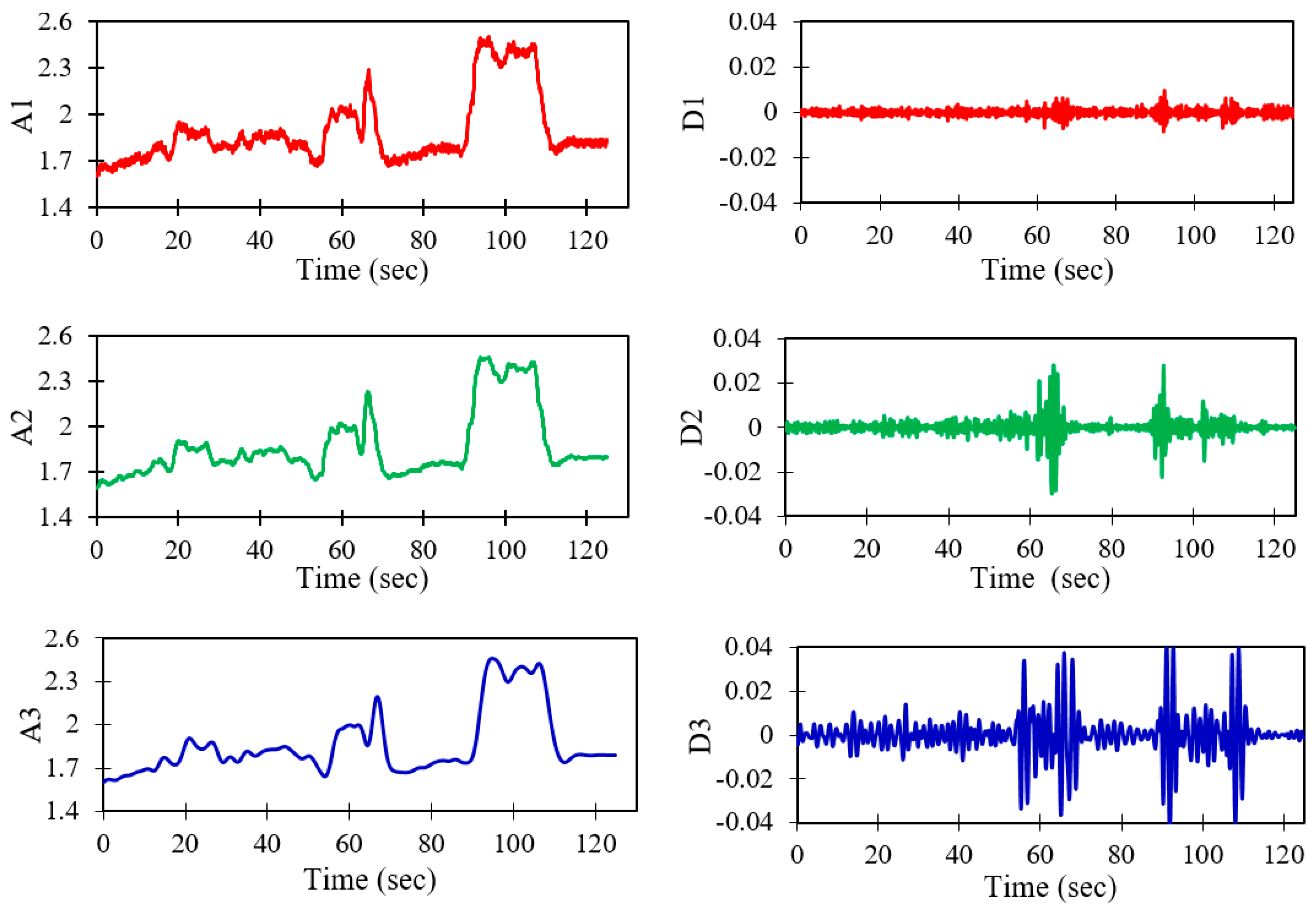
This paper presents a new, real-time, non-contact method for the inspection of internal corrosion defects in gas pipelines using an optical sensor array. The method utilizes an optical sensor array consisting of emitter elements, light emitting diodes (LEDs), and receiver elements, light dependent resistors (LDRs). The output signal is further processed with a discrete wavelet transform (DWT) for noise cancelation and feature extractions. The estimated lengths and heights of defects for different physical parameters are investigated. The parameters include inspection speed and lift-off (referred to as the distance between the pipeline surface and the sensor surface). The preliminary experiments are conducted successfully based on the installation of the proposed method on an in-house developed smart pig. The proposed method has significant capabilities and the potential to overcome the aforementioned limitations of the conventional and current ILI methods. The significance of the developed system lies in being a non-contact, real-time, potential method for ILI application.
The paper is organized as follows.
Section 2 introduces the proposed method and provides a theoretical background. Experimental studies, including the designed experimental setup, the specimens as well as the signal processing for noise cancelation, are described in
Section 3.
Section 4 presents the performance of the proposed system regarding the detection of corrosion-type defects as well as the preliminary test outcome for ILI application. The conclusions and summary of outcomes of the current research along with the future directions are presented in
Section 5.
5. Conclusions
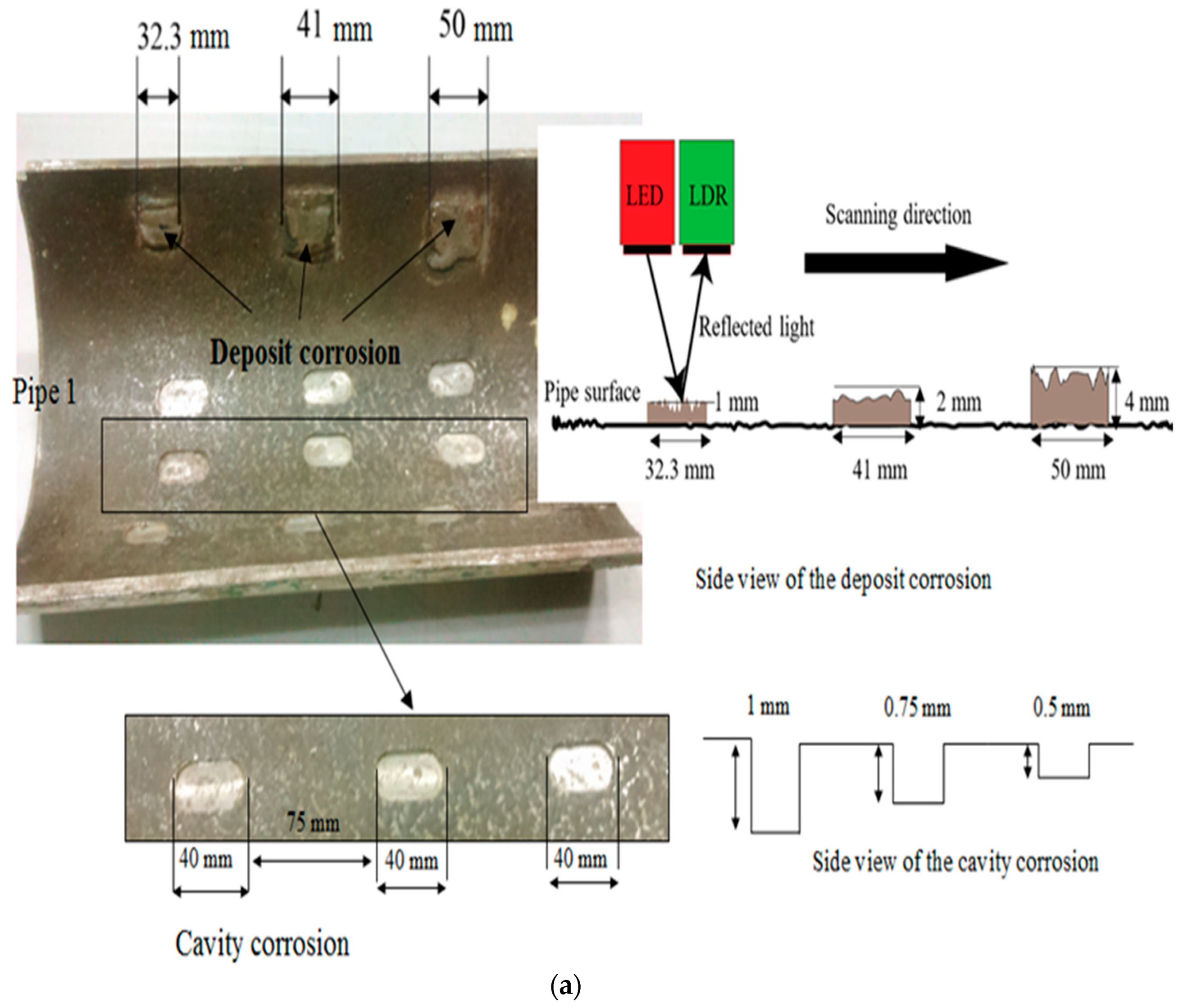
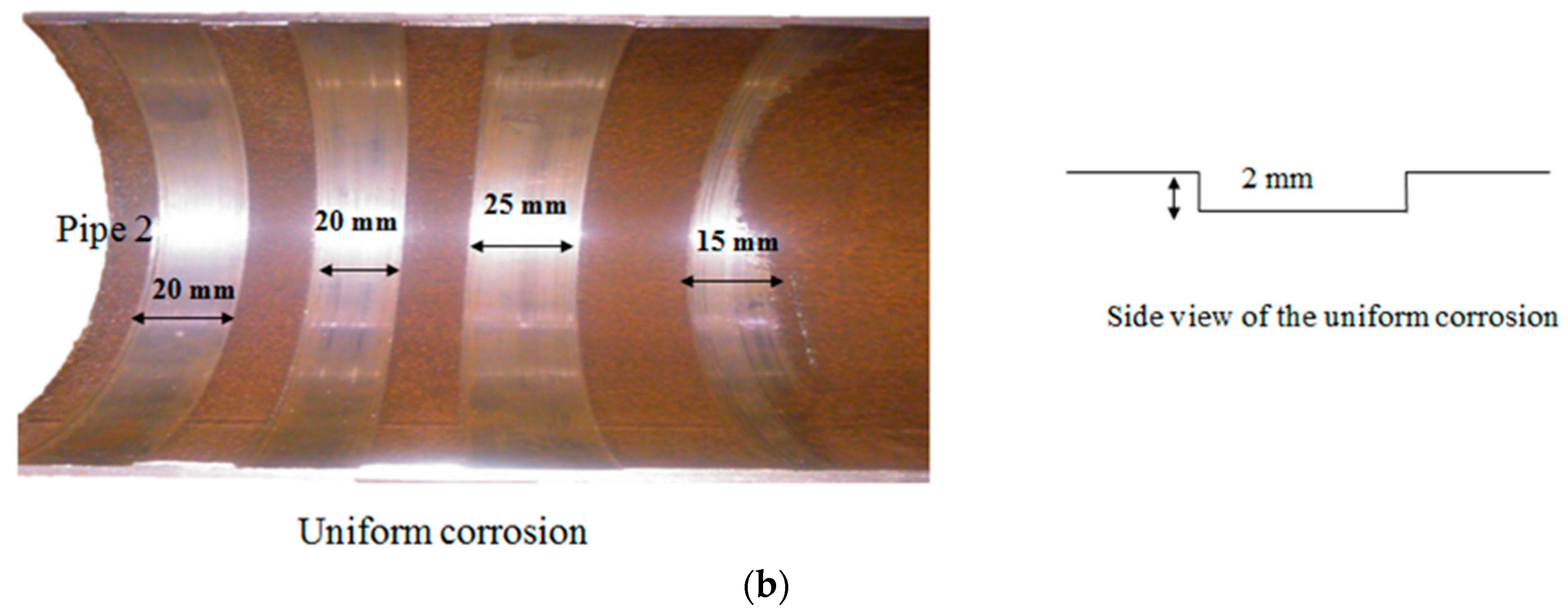
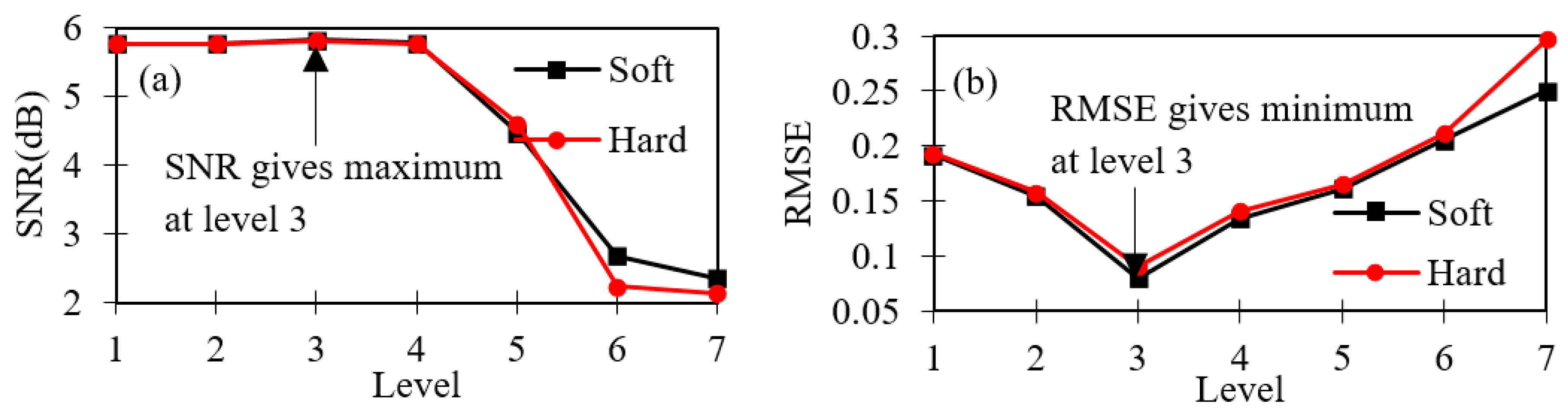
A new, non-contact optical sensor array method for real-time inspection of pipelines is presented. Experimental studies are conducted considering corrosion defects with different features (three types; deposit, cavity and uniform) and dimensions to confirm the effectiveness and accuracy of the proposed method. The optimum parameters are experimentally and analytically selected to achieve maximum SNR and minimum RMSE. From the experimental results, the sizes, as well as the locations of the corrosion defects, were detected with less than 10% error. The proposed method showed effectiveness and sensitivity to the presence of defects and variations in dimensions. The method is cost-effective, non-contact and allows versatile inspection, and it can be integrated and installed on an ILI PIG. The proposed method has potential capabilities and flexibility for real-world application and in-line inspection purposes, regardless of the pipe material, dimensions or service. The current research is partially motivated by the growing expectations from pipeline industries and presented a candidate method for the in-line and real-time inspection of pipelines. For the next step, the performance of the method needs to be observed for several situations such as a pipeline network with multiple confirmed corrosion defects during service, significant temperature variations (outside the range of the sensor operation) and considering oil instead of gas (the effect of viscosity). Also, further studies are warranted for real-time, in-line inspection applications in terms of the data acquisition rate, storage and advanced efficient wireless data transfer without time delay. The PIG is capable of being equipped with a wireless robot tracking system such as X-bee (pro-S1 PCB antenna model), by which the position of the robot and locations of the probable defects can be obtained in real-time. Two X-bee modules are used to communicate with each other, where one is for the transmission and the other functions as the receiver. The transmitter X-bee is mounted on the microcontroller board, and the data are received by the receiver X-bee via RF (radio frequency) waves using the ZigBee protocol. The receiver X-bee is connected with another microcontroller and the data are sent to a PC using the LabVIEW interface.






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}