Second Generation Small Pixel Technology Using Hybrid Bond Stacking †

Abstract
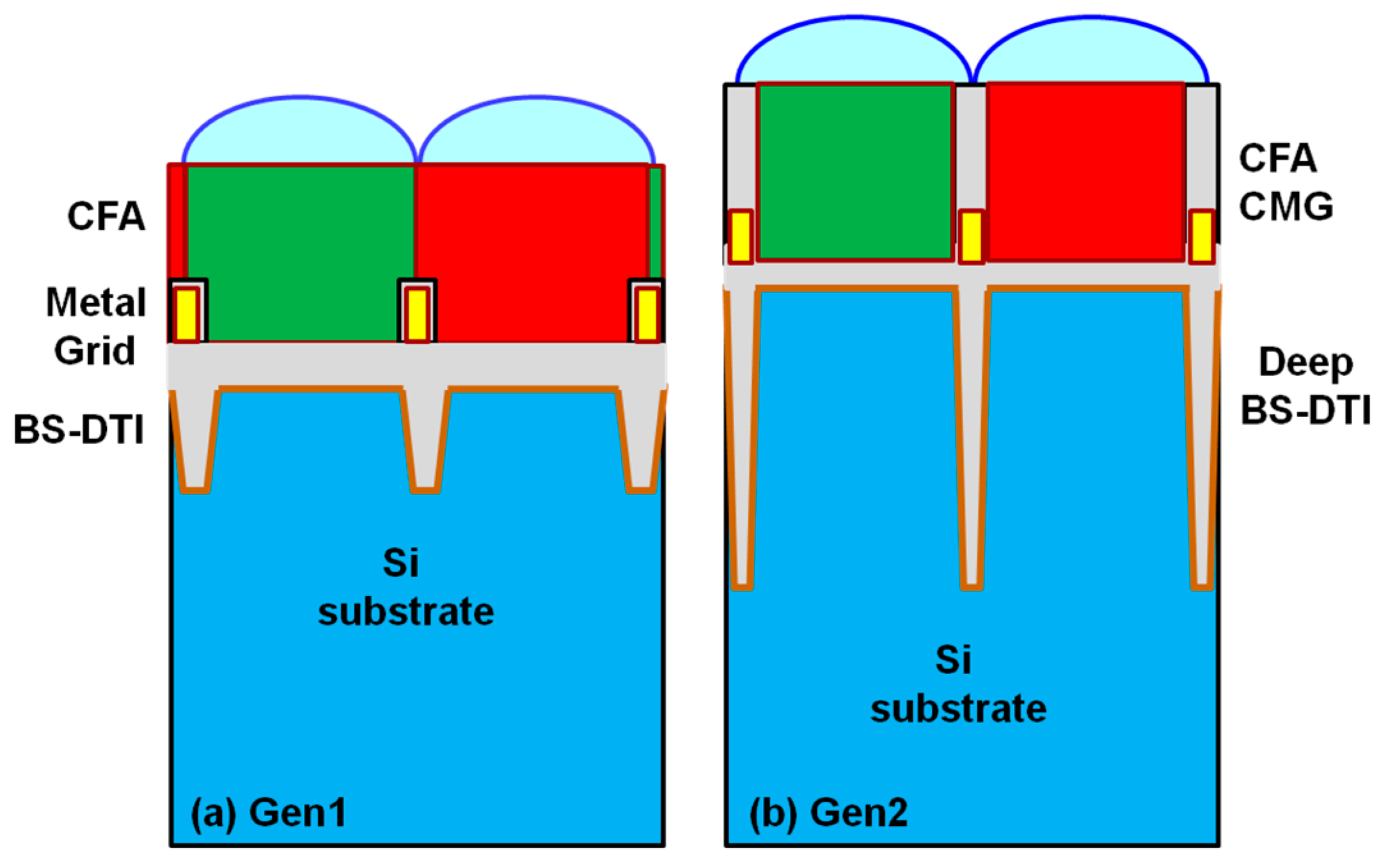
:1. Introduction
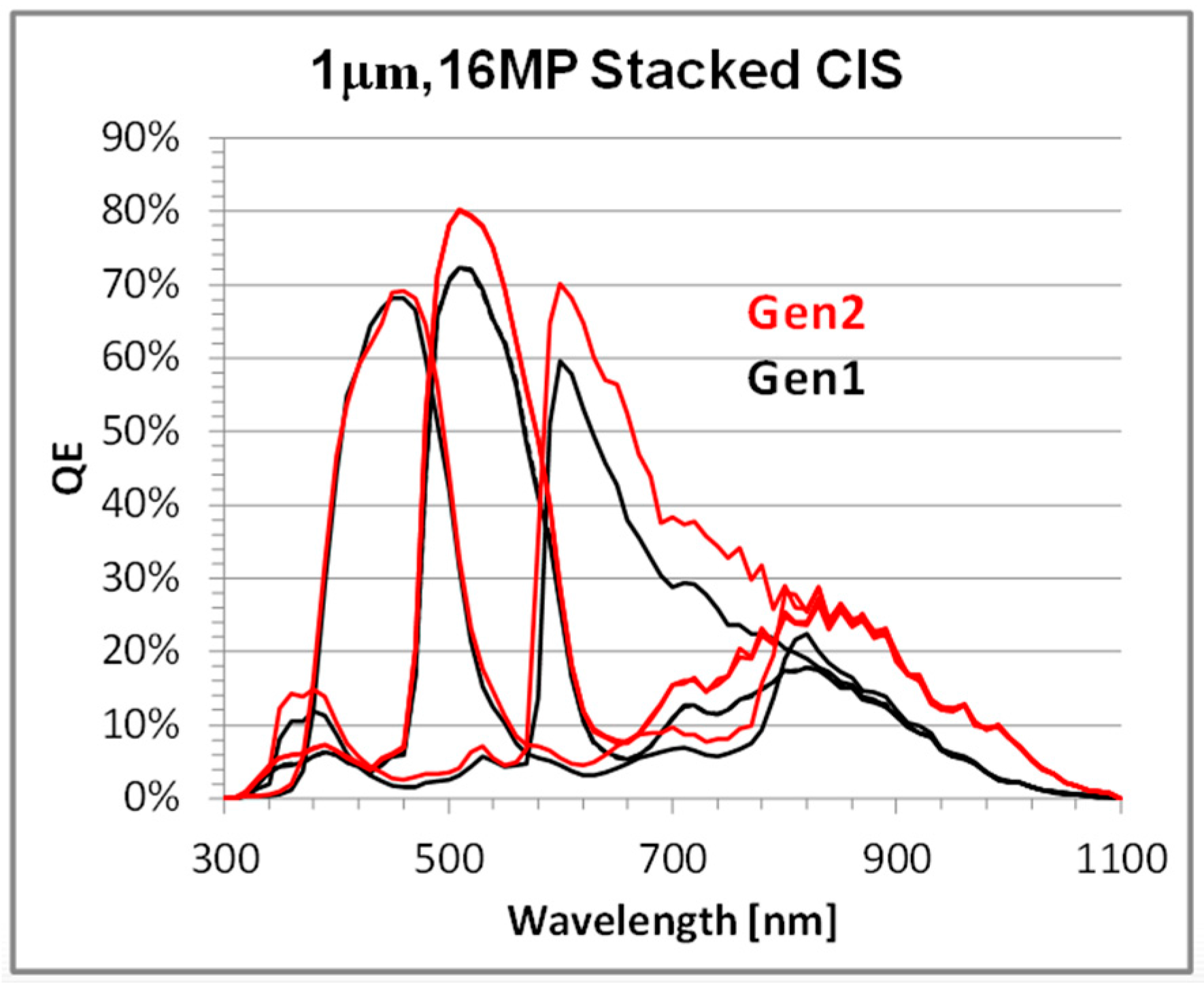
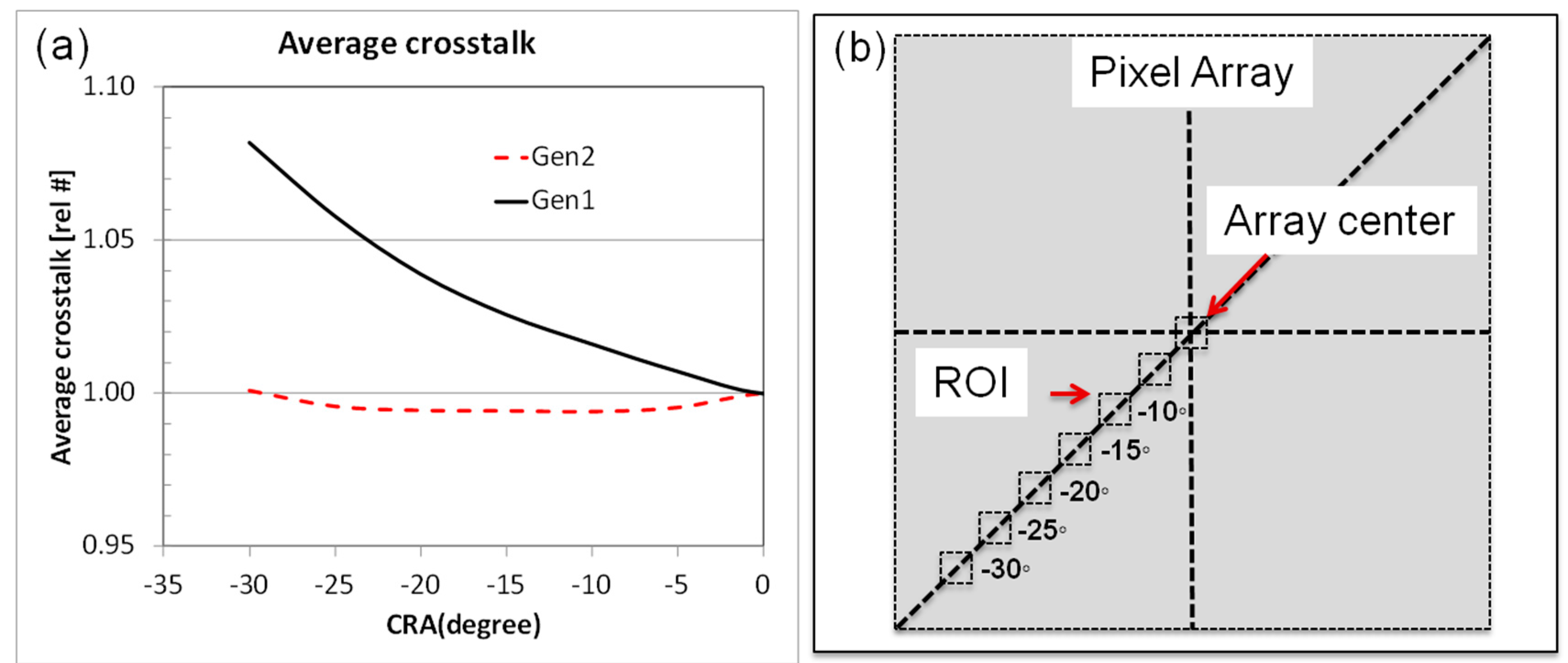
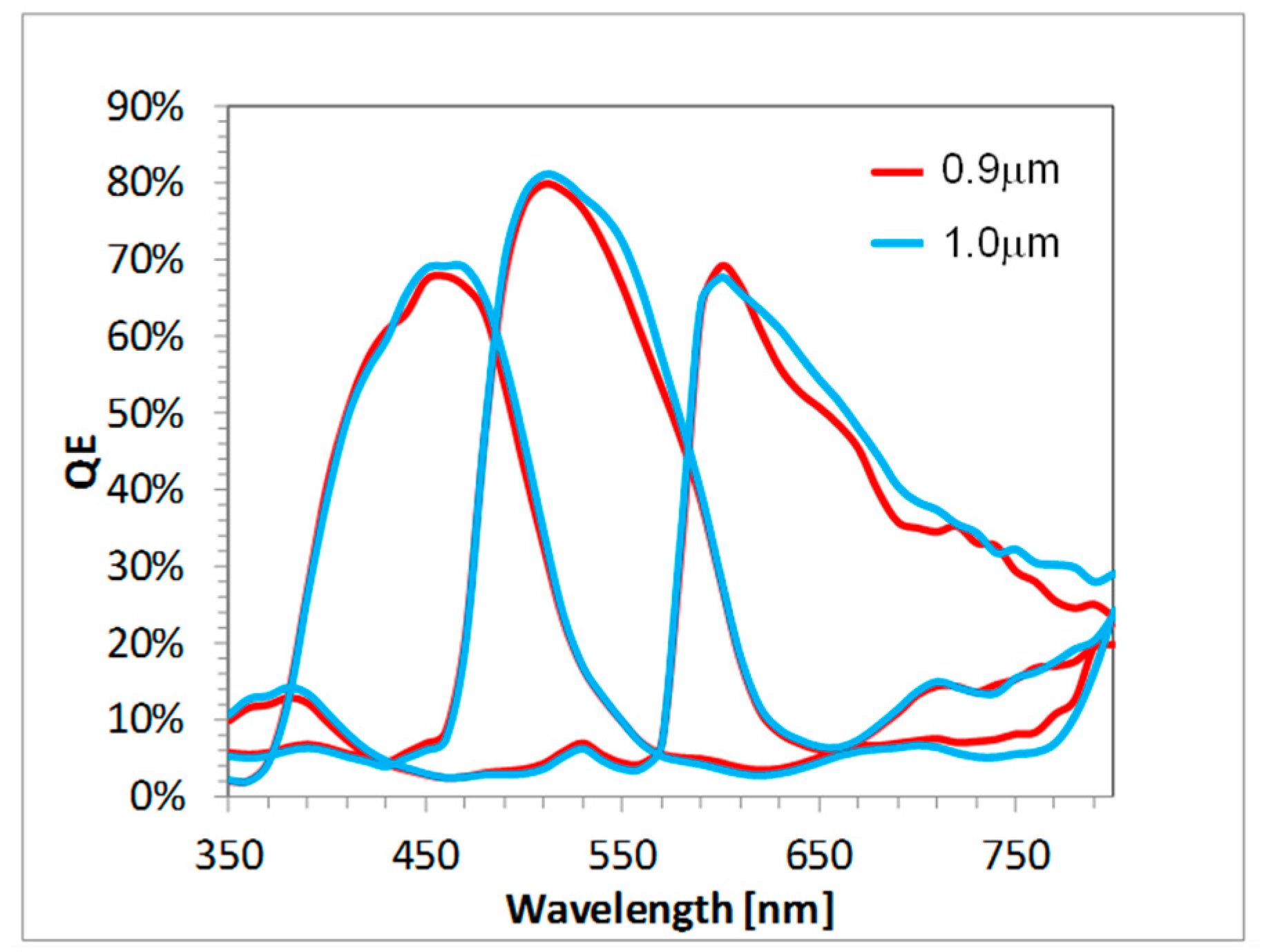
2. Results and Discussion
3. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Venezia, V.C.; Shih, C.; Yang, W.-Z.; Zhang, B.; Rhodes, H. Stacked Chip Technology: A New Direction for CMOS Imagers. In Proceedings of the International Image Sensor Workshop, Vaals, The Netherlands, 8–11 June 2015; pp. 36–39. [Google Scholar]
- Sukegawa, S.; Umebayashi, T.; Nakajima, T.; Kawanobe, H.; Koseki, K.; Hirota, I.; Haruta, T.; Kasai, M.; Fukumoto, K.; Wakano, T.; et al. A ¼ inch 8M pixel back-illuminated stacked CMOS image sensor. In Proceedings of the IEEE International Solid-State Circuits Conference Digest of Technical Papers (ISSCC), San Francisco, CA, USA, 17–21 February 2013. [Google Scholar]
- Chen, S.-H.; Thijs, S.; Linten, D.; Scholz, M.; Hellings, G.; Groeseneken, G. ESD protection devices placed inside keep-out zone (KOZ) of through Silicon via (TSV) in 3D stacked integrated circuits. In Proceedings of the Electrical Overstress/Electrostatic Discharge Symposium 2012, Tucson, AZ, USA, 9–14 September 2012. [Google Scholar]
- Venezia, V.C.; Shih, C.; Yang, W.-Z.; Zang, Y.; Lin, Z.; Grant, L.A.; Rhodes, H. 1.0 µm pixel improvements with hybrid bond stacking technology. In Proceedings of the 2017 International Image Sensor Workshop, Hiroshima, Japan, 30 May–2 June 2017; pp. 8–11. [Google Scholar]
- Abe, K.; Sugawa, S.; Kuroda, R.; Watabe, S.; Miyamoto, N.; Teramoto, A.; Ohmi, T.; Kamata, Y.; Shibusawa, K. Analysis of Source Follower Random Telegraph Signal Using nMOS and pMOS Array TEG. In Proceedings of the 2007 International Image Sensor Workshop, Ogunquit, ME, USA, 7–10 June 2007; pp. 62–65. [Google Scholar]
- Takahashi, S.; Huang, Y.-M.; Sze, J.-J.; Wu, T.-T.; Guo, F.-S.; Hsu, W.-C.; Tseng, T.-H.; Liao, K.; Kuo, C.-C.; Chen, T.-H.; et al. A 45 nm Stacked CMOS Image Sensor Process Technology for Submicron Pixel. Sensors 2017, 17, 2816. [Google Scholar] [CrossRef] [PubMed]
- Tachibana, T.; Sameshima, T.; Iwashita, Y.; Kiyota, Y.; Chikyow, T.; Yoshida, H.; Arafune, K.; Satoh, S.; Ogura, A. Material Research on High-Quality Passivation Layers with Controlled Fixed Charge for Crystalline Silicon Solar Cells. Jpn. J. Appl. Phys. 2011, 50, 04DP09. [Google Scholar] [CrossRef]
- Janesick, J.R. Chapter 3.1 QE formulas. In Scientific Charge-Coupled Devices; SPIE Press: Bellingham, WA, USA, 2001; Chatpter 3; pp. 170–178. [Google Scholar]
- NyxelTM Technology. Available online: http://www.ovt.com/purecel-pixel-tech/nyxel-technology (accessed on 23 October 2017).
- Alakarhu, J. Image sensors and Image Quality in Mobile Phones. In Proceedings of the International Image Sensor Workshop, Ogunquit, ME, USA, 7–10 June 2007; pp. 1–4. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Units | Gen1 | Gen2 |
|---|---|---|---|
| Array | 16 MP | 16 MP | |
| Pixel size | µm | 1.0 | 1.0 |
| Full Well Capacity (ADC range) | e− | 5000 | 6000 |
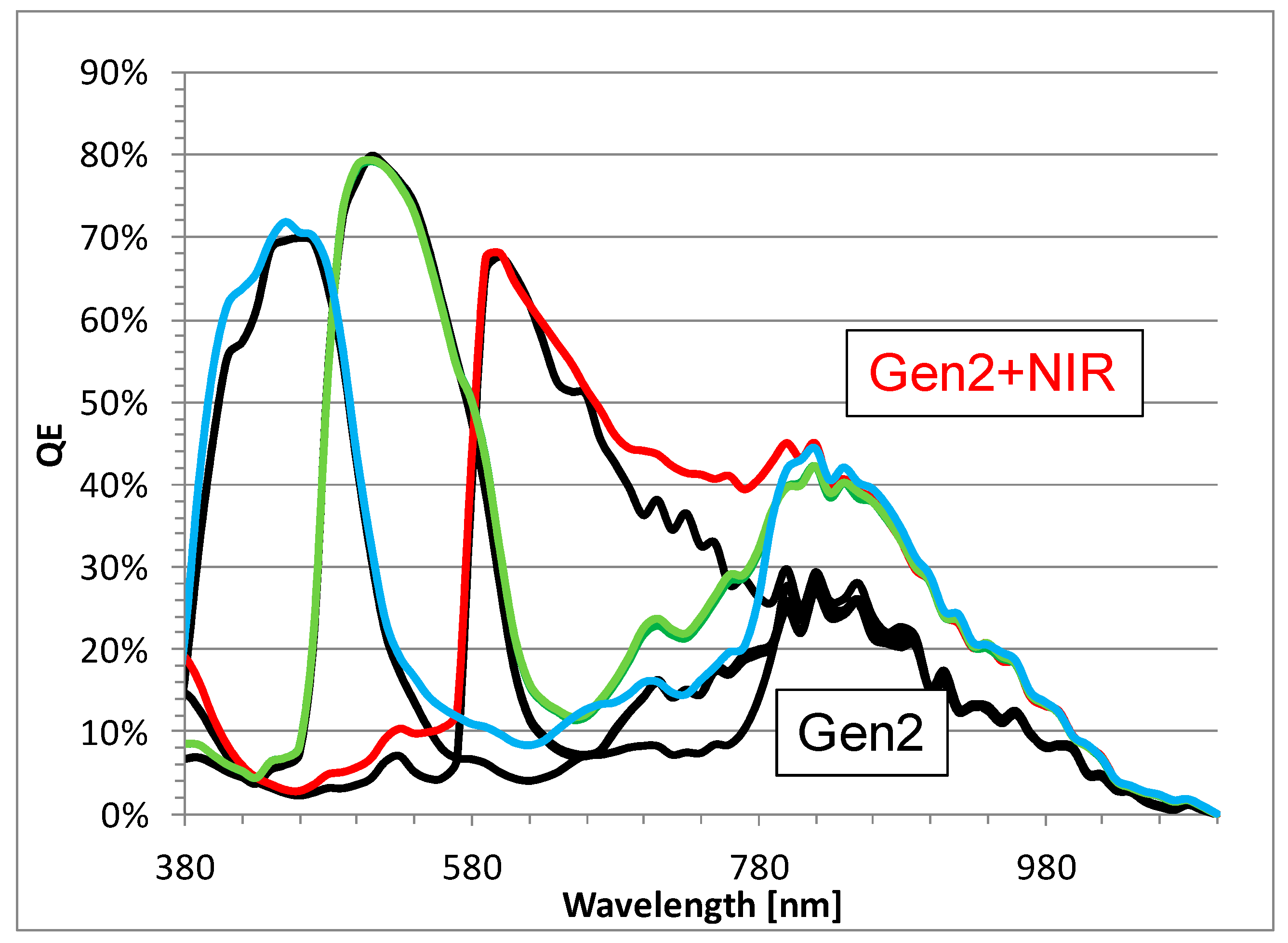
| Sens-G (530 nm) | e−/(Lux × s) | 3150 | 3600 |
| PRNU (average) | % | 0.8 | 0.8 |
| SNR10 (ΔE = 2.5) | Lux | 90 | 80 |
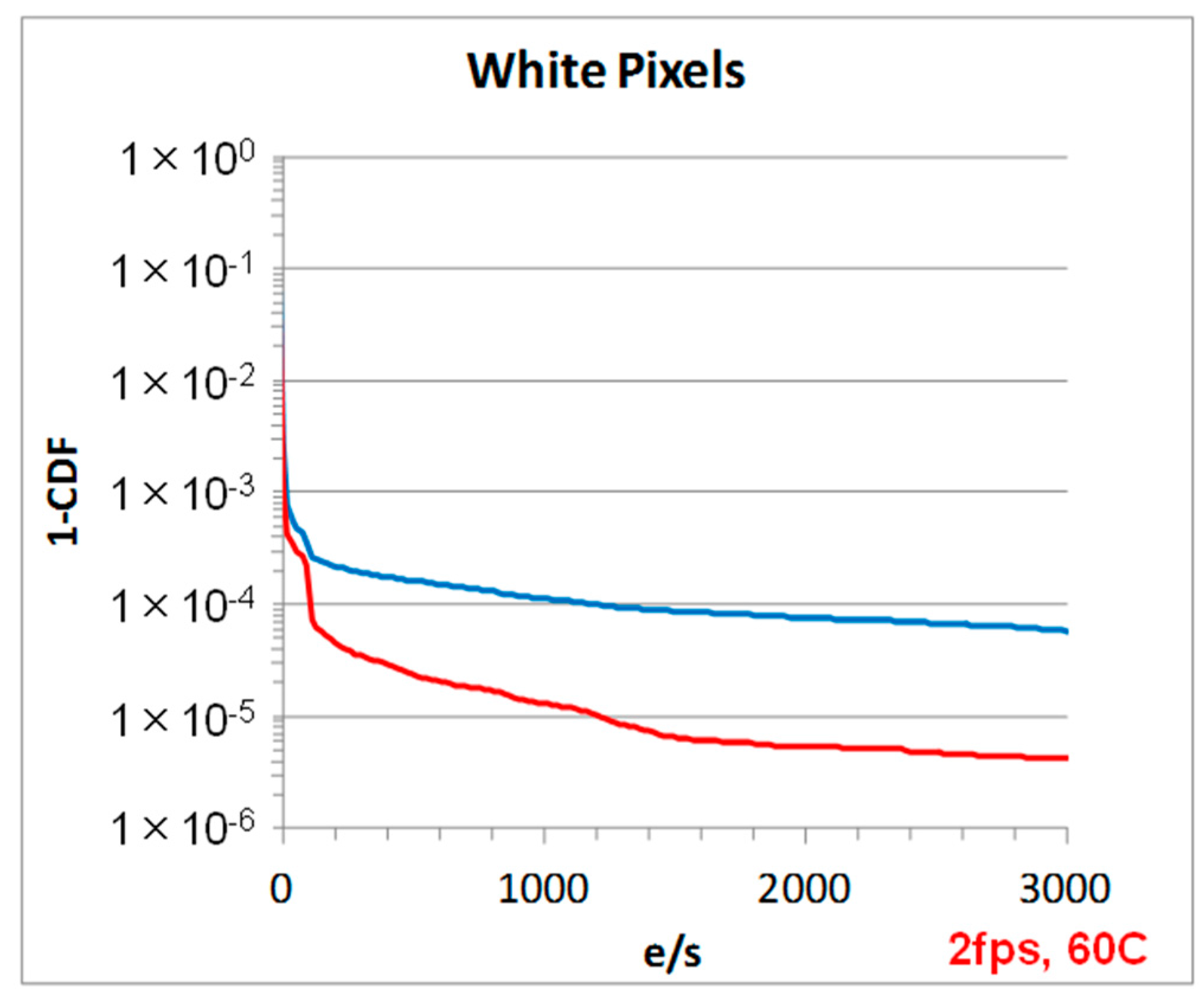
| Dark current (T = 60 C) | e−/s | 4 | 2 |
| Blooming | % | 0% | 0% |
| FPN (RT) | [e] | 0.5 | 0.2 |
| Read noise (16x gain) | [e] | 2.0 | 1.4 |
| RTS (>1 mV) | ppm | 500 | 200 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Venezia, V.C.; Hsiung, A.C.-W.; Yang, W.-Z.; Zhang, Y.; Zhao, C.; Lin, Z.; Grant, L.A. Second Generation Small Pixel Technology Using Hybrid Bond Stacking. Sensors 2018, 18, 667. https://doi.org/10.3390/s18020667
Venezia VC, Hsiung AC-W, Yang W-Z, Zhang Y, Zhao C, Lin Z, Grant LA. Second Generation Small Pixel Technology Using Hybrid Bond Stacking. Sensors. 2018; 18(2):667. https://doi.org/10.3390/s18020667
Chicago/Turabian StyleVenezia, Vincent C., Alan Chih-Wei Hsiung, Wu-Zang Yang, Yuying Zhang, Cheng Zhao, Zhiqiang Lin, and Lindsay A. Grant. 2018. "Second Generation Small Pixel Technology Using Hybrid Bond Stacking" Sensors 18, no. 2: 667. https://doi.org/10.3390/s18020667
APA StyleVenezia, V. C., Hsiung, A. C.-W., Yang, W.-Z., Zhang, Y., Zhao, C., Lin, Z., & Grant, L. A. (2018). Second Generation Small Pixel Technology Using Hybrid Bond Stacking. Sensors, 18(2), 667. https://doi.org/10.3390/s18020667