Detection of Micro-Defects on Metal Screw Surfaces Based on Deep Convolutional Neural Networks


Abstract
1. Introduction
2. Method
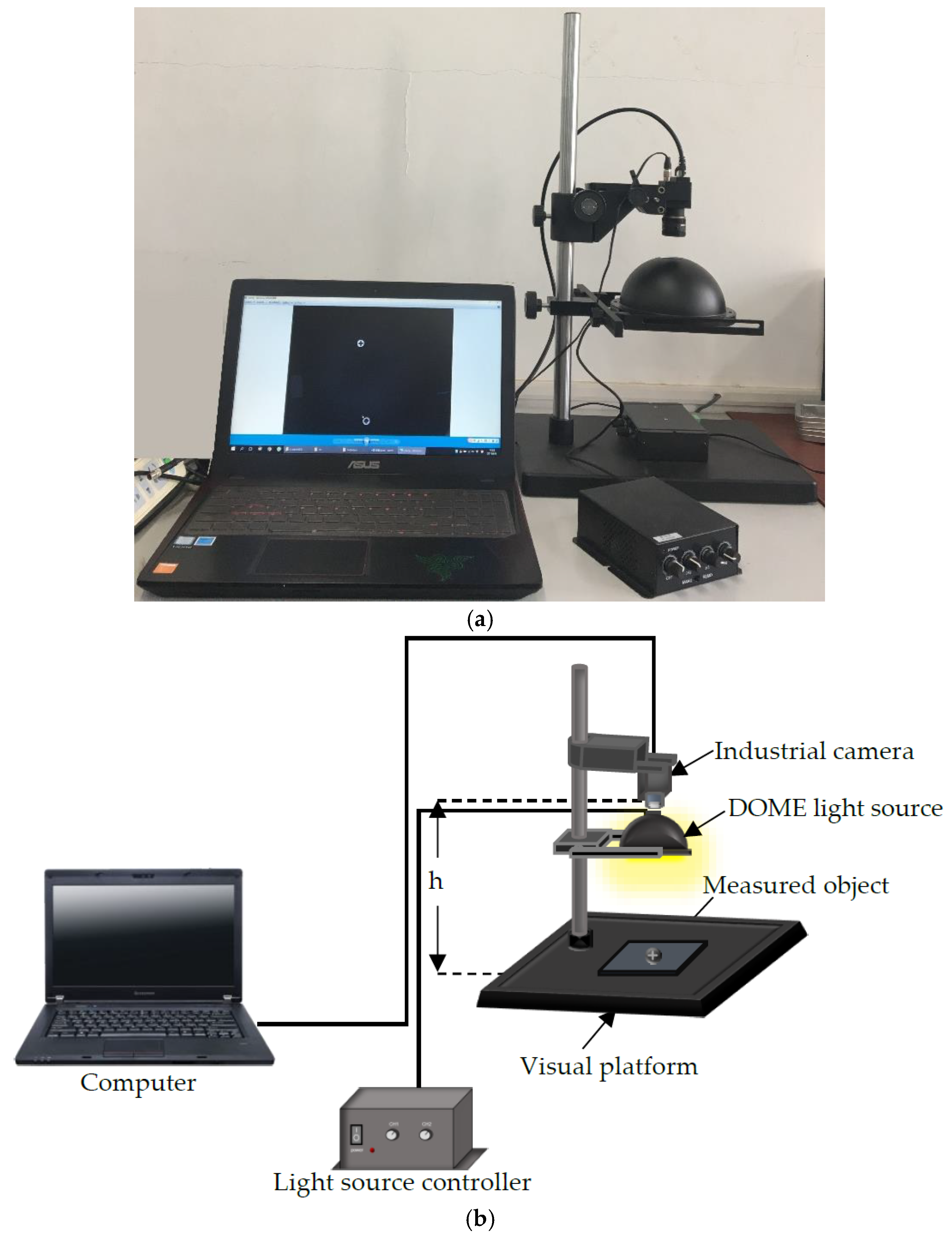
2.1. System Description
2.2. Data Preparation
2.3. Neural Network Structure
2.4. Detection Method
- Use the optical platform to collect the object image, which may contain multiple screw surfaces, as shown in Figure 9.
- Carry out gray-scale processing, which turns the three-channel color images into single-channel gray-level image;
- The gray image of screw is binarized, i.e., 0–255 gray image is converted into 0 (black) or 255 (white) image, as shown in Figure 10;
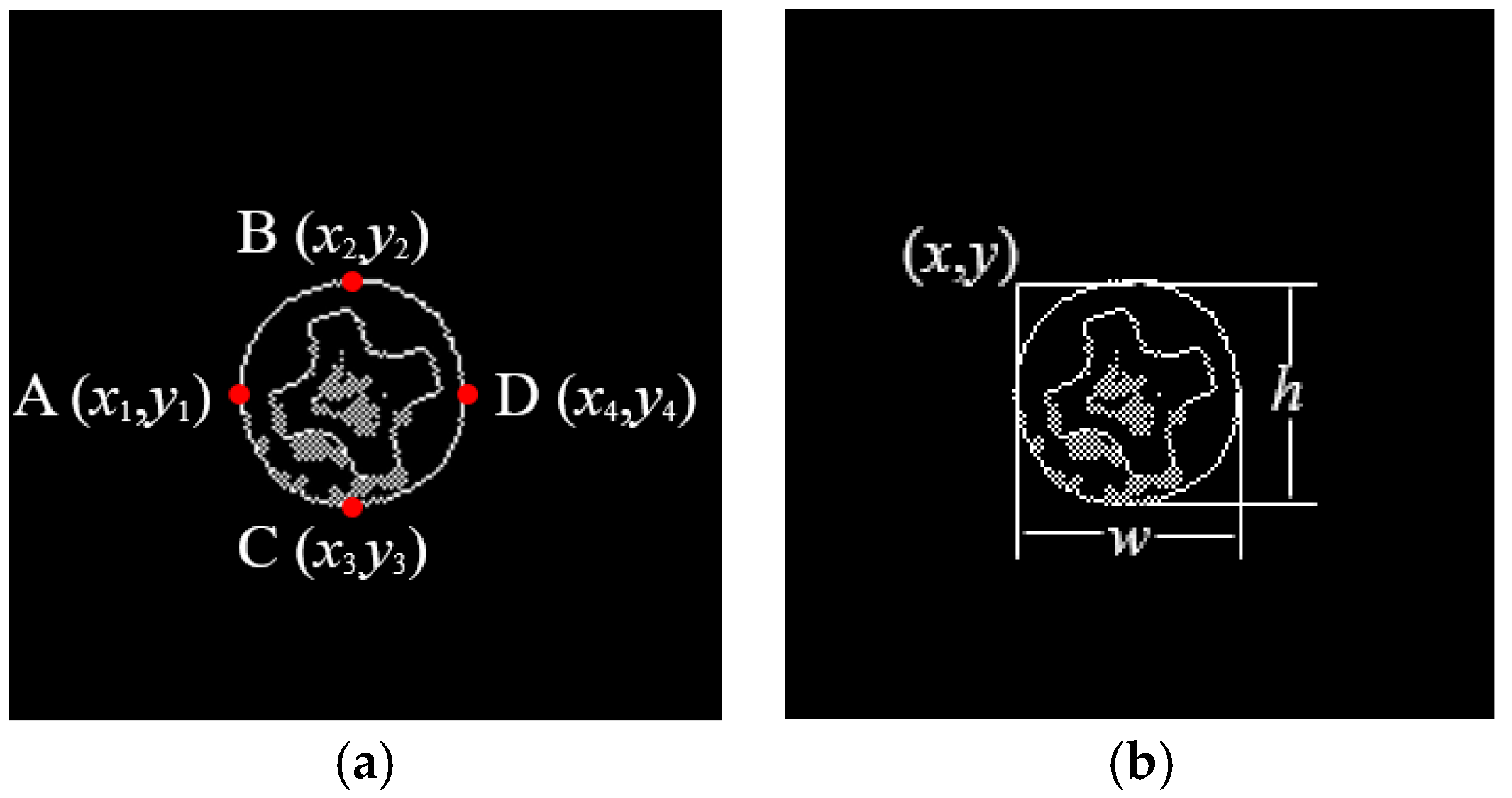
- Obtain the positions, heights and widths of the screw surfaces in the image based on their contours. Take the screw in Figure 12 as an example. In Figure 12a, points A, B, C, and D are the leftmost, uppermost, lowermost, and rightmost points of the screw respectively. Then, the position (x, y), the height h, and the width w of the screw are obtained, i.e., x = , y = , h = | − |, w = | − | as shown in Figure 12b;
- Based on the position, height, and width of each screw surface, extract the color images of the screw surface from the original image captured in Step 1. The size of the image is adjusted to 32 × 32, and the image is then input to the trained CNN for defect detection;
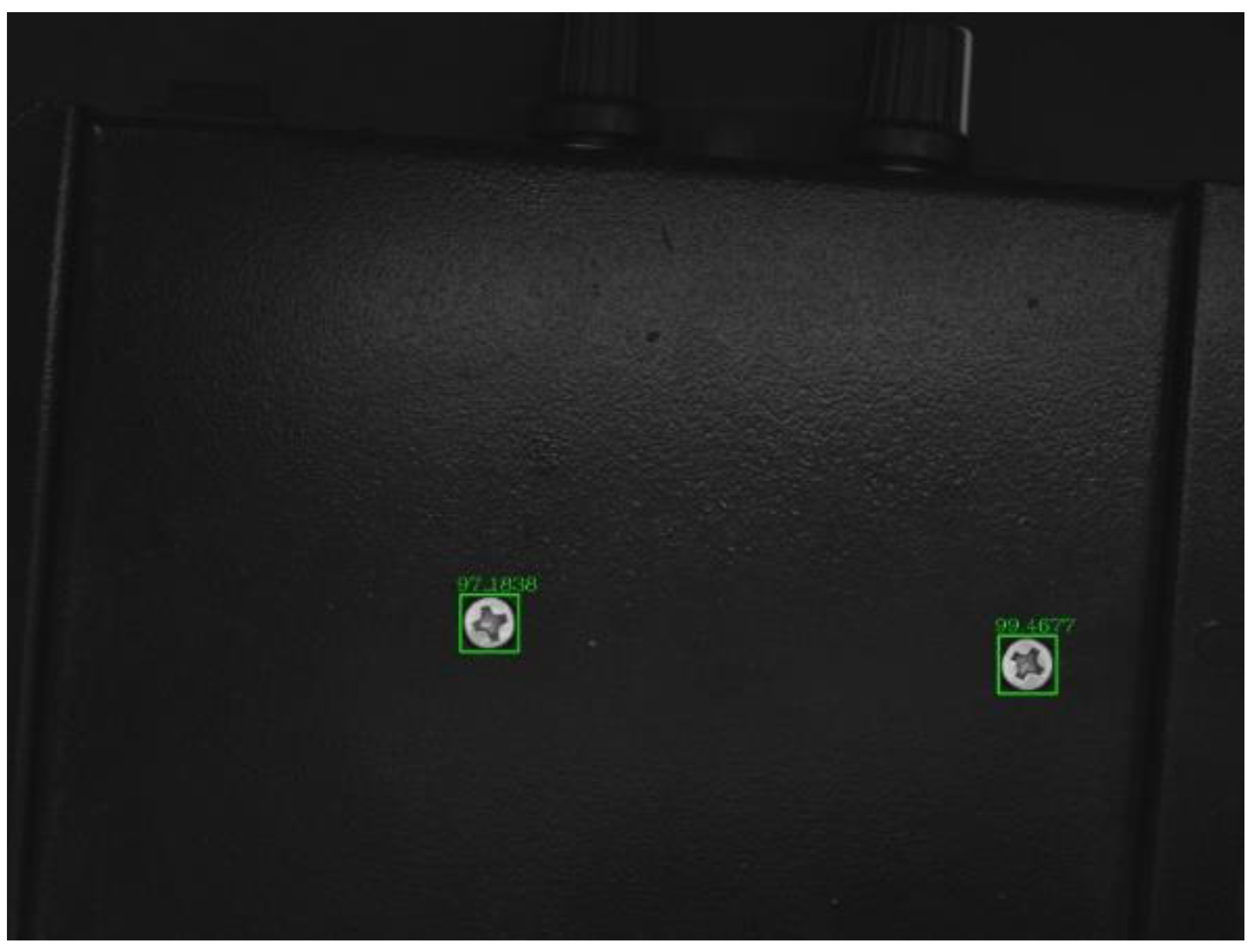
- The screw positions obtained in Step 5 are marked on the original image, and the defect types are also indicated with different color borders. Figure 13 shows an example.
3. Experiments
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Alaluf, A.; Birnbaum, D. Inspection of PCBs by laser-induced fluorescence. Circuit World 2013, 28, 21–28. [Google Scholar] [CrossRef]
- Mar, N.S.S.; Yarlagadda, P.K.D.V.; Fookes, C. Design and development of automatic visual inspection system for PCB manufacturing. Robot. Comput. Integr. Manuf. 2011, 27, 949–962. [Google Scholar] [CrossRef]
- Yang, S.W.; Lin, C.S.; Lin, S.K.; Chiang, H.T. Automatic defect recognition of TFT array process using gray level cooccurrence matri. Opt.-Int. J. Light Electron Opt. 2014, 125, 2671–2676. [Google Scholar] [CrossRef]
- Neogi, N.; Mohanta, D.K.; Dutta, P.K. Review of vision-based steel surface inspection systems. EURASIP J. Image Video Process. 2014, 50, 1–19. [Google Scholar] [CrossRef]
- Min, Y.; Xiao, B.; Dang, J.; Yue, B.; Cheng, T. Real time detection system for rail surface defects based on machine vision. EURASIP J. Image Video Process. 2018, 3, 1–11. [Google Scholar] [CrossRef]
- Zhang, J.M.; Zhang, Y.W. Design of Product Defects Detect System Based on Machine Vision. Ind. Control Comput. 2014, 27, 58–59. [Google Scholar] [CrossRef]
- Chen, Y.Q.; Zhu, X.J.; Wang, Y.H.; Guo, J.L.; Chen, L.Q. Research on Image Recognition of Internal Thread. Tool Eng. 2014, 12, 77–79. [Google Scholar] [CrossRef]
- Yan, R.; Chen, X.; Wang, J.; Wang, X. Thread Inspection Based CCD Digital Image Correction Technology. Gas Heat 2013, 9, 69–77. [Google Scholar] [CrossRef]
- Li, Q.; Ren, S. A real-time visual detection system for discrete surface defects of rail heads. IEEE Trans. Instrum. Meas. 2012, 61, 2189–2199. [Google Scholar] [CrossRef]
- Feng, H.; Jiang, Z.; Xie, F.; Yang, P.; Shi, J.; Chen, L. Automatic fastener classification and defect detection in vision-based railway detection systems. IEEE Trans. Instrum. Meas. 2014, 63, 877–888. [Google Scholar] [CrossRef]
- Marino, F.; Distante, A.; Mazzeo, P.L.; Stella, E. A real-time visual detection system for railway maintenance: Automatic hexagonal headed bolts detection. IEEE Trans. Syst. Man Cybern. Part C Appl. Rev. 2007, 37, 418–428. [Google Scholar] [CrossRef]
- Aytekin, Ç.; Rezaeitabar, Y.; Dogru, S.; Ulusoy, I. Railway fastener inspection by real-time machine vision. IEEE Trans. Syst. Man Cybern. Syst. 2015, 45, 1101–1107. [Google Scholar] [CrossRef]
- Prasanna, P.; Dana, K.; Gucunski, N.; Basily, B. Computer-vision based crack detection and analysis. Proc. SPIE 2012, 8345. [Google Scholar] [CrossRef]
- Prasanna, P.; Dana, K.; Gucunski, N.; Basily, B.; La, H.; Lim, R.; Parvardeh, H. Automated crack detection on concrete bridges. IEEE Trans. Autom. Sci. Eng. 2016, 13, 591–599. [Google Scholar] [CrossRef]
- Zhao, T.; Guan, S.; Wang, P. A steel defect image segmentation method based on target′s area characteristic analysis. J. Xi’an Polytech. Univ. 2015, 29, 477–481. [Google Scholar] [CrossRef]
- Leo, M.; del Coco, M.; Carcagnì, P.; Spagnolo, P.; Mazzeo, P.L.; Distante, C.; Zecca, R. Automatic visual monitoring of welding procedure in stainless steel kegs. Opt. Lasers Eng. 2018, 104, 220–231. [Google Scholar] [CrossRef]
- Lecun, Y.; Bottou, L.; Bengio, Y.; Haffner, P. Gradient-Based Learning Applied to Document Recognition. Proc. IEEE 1998, 86. [Google Scholar] [CrossRef]
- Suzuki, S.; Be, K. Topological structural analysis of digitized binary images by border following. Comput. Vis. Graph. Image Process. 1985, 30, 32–46. [Google Scholar] [CrossRef]
- Bengio, Y.; Goodfellow, I.J.; Courville, A. Deep Learning, An MIT Press Book. Available online: http://www.deeplearningbook.org (accessed on 11 November 2016).
- Aoki, T.; Nagatomo, K.; Suzuki, T. Development of a square groove seam tracking method using image processing with normalized correlation pattern matching for one-side submerged arc welding. Jpn. Weld. Soc. 1996, 58, 84–85. [Google Scholar]
- Deng, H.H.; Yang, L.; Huang, S.T. The Successive Elimination Algorithm in the Image Matching Based on Normalized Cross-correlation Coefficient. Microelectron. Comput. 2006, 23, 227–230. [Google Scholar]
- Liu, Z.; Lin, Z. A fast and robust image matching method for the correlation coefficient. In Proceedings of the International Conference on Remote Sensing, Nanjing, China, 24–26 June 2011; pp. 4712–4716. [Google Scholar] [CrossRef]
- Hisham, M.B.; Yaakob, S.N.; Raof, R.A.A.; Nazren, A.B.A.; Embedded, N.M.W. Template Matching using Sum of Squared Difference and Normalized Cross Correlation. Res. Dev. 2016, 100–104. [Google Scholar] [CrossRef]
- Kusuma, B.A.; Nugroho, H.A.; Wibirama, S. Spinal curvature determination from scoliosis X-ray image using sum of squared difference template matching. In Proceedings of the International Conference on Science & Technology, Yogyakarta, Indonesia, 27–28 October 2016; pp. 29–34. [Google Scholar] [CrossRef]
- Liu, J.; Li, Y. Fast Algorithm for Image Correlation Matching. Geomat. Inf. Sci. Wuhan Univ. 2007, 32, 684–687. [Google Scholar]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CPU Model | Intel Core i7 7700HQ |
|---|---|
| Core/thread number | Four core/eight threads |
| Memory capacity | 16 GB |
| Hard drive capacity | 1 TB |
| Graphics chip | NVIDIA GeForce GTX 1080 Max-Q |
| Video memory | 8 GB |
| Total Number of Images | Correct Detection | Error Detection | Accuracy | |
|---|---|---|---|---|
| LeNet-5 | 1000 | 958 | 42 | 95.8% |
| The proposed DCNN | 1000 | 984 | 16 | 98.4% |
| Time | Accuracy | |
|---|---|---|
| YOLO | Faster | Low |
| R-CNN | Low | Low |
| Faster-RCNN | Fast | High |
| SSD | Low | Higher |
| The proposed DCNN | Faster | Higher |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, L.; Li, X.; Yang, Y.; Zhu, X.; Guo, Q.; Yang, H. Detection of Micro-Defects on Metal Screw Surfaces Based on Deep Convolutional Neural Networks. Sensors 2018, 18, 3709. https://doi.org/10.3390/s18113709
Song L, Li X, Yang Y, Zhu X, Guo Q, Yang H. Detection of Micro-Defects on Metal Screw Surfaces Based on Deep Convolutional Neural Networks. Sensors. 2018; 18(11):3709. https://doi.org/10.3390/s18113709
Chicago/Turabian StyleSong, Limei, Xinyao Li, Yangang Yang, Xinjun Zhu, Qinghua Guo, and Huaidong Yang. 2018. "Detection of Micro-Defects on Metal Screw Surfaces Based on Deep Convolutional Neural Networks" Sensors 18, no. 11: 3709. https://doi.org/10.3390/s18113709
APA StyleSong, L., Li, X., Yang, Y., Zhu, X., Guo, Q., & Yang, H. (2018). Detection of Micro-Defects on Metal Screw Surfaces Based on Deep Convolutional Neural Networks. Sensors, 18(11), 3709. https://doi.org/10.3390/s18113709