
Characterization of Fine Metal Particles Derived from Shredded WEEE Using a Hyperspectral Image System: Preliminary Results

 , ,
, ,  and
and
Abstract
1. Introduction
- Section 2: (i) gives an overview of the whole system, describing the pilot plant for de- and re-manufacturing developed at the Italian National Research Council (CNR) and the vision system setup and integration into the pilot plant; (ii) introduces the dataset used in this study; and (iii) describes the processing steps followed for the characterization of mixtures;
- Section 3 makes apparent the results achieved in this study, discussing the performance of the HSI system and the implemented procedure, highlighting advantages and disadvantages;
- Section 4 resumes the results, draws the conclusions and introduces possible future works.
2. Materials and Methods
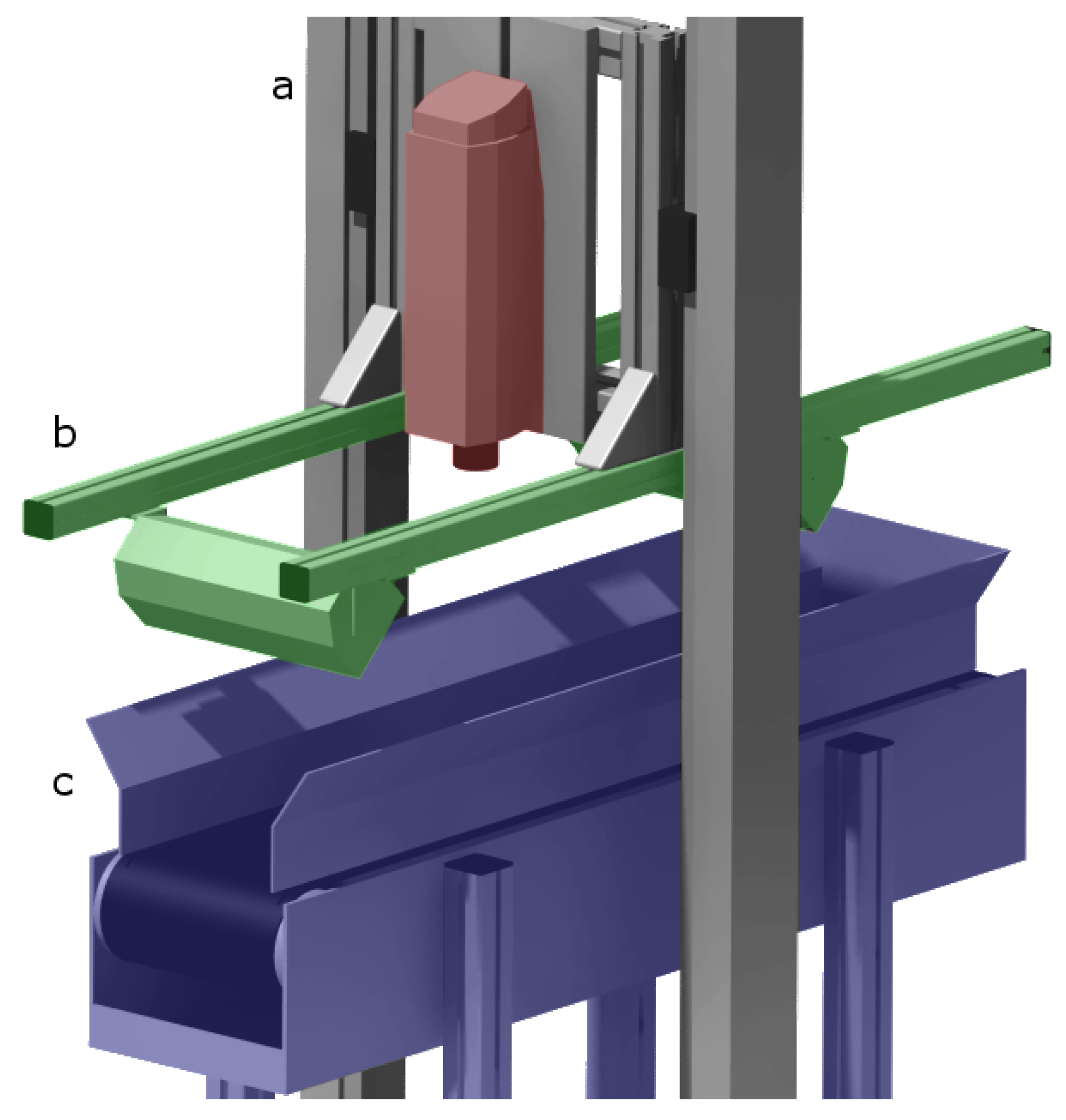
2.1. System Overview
2.2. Vision System Features and Setup
2.3. Experimental Data
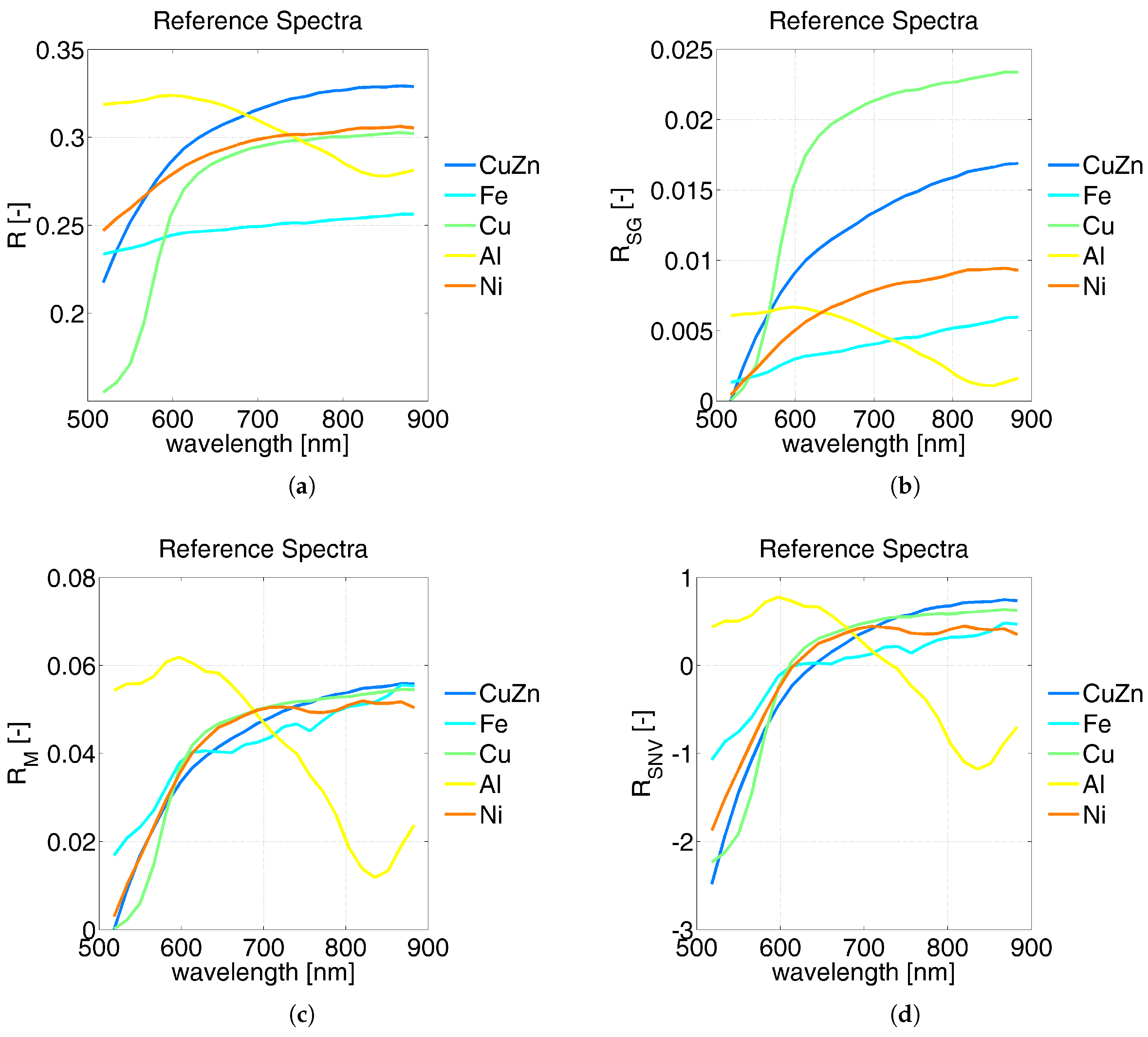
2.4. Data Processing
- image calibration;
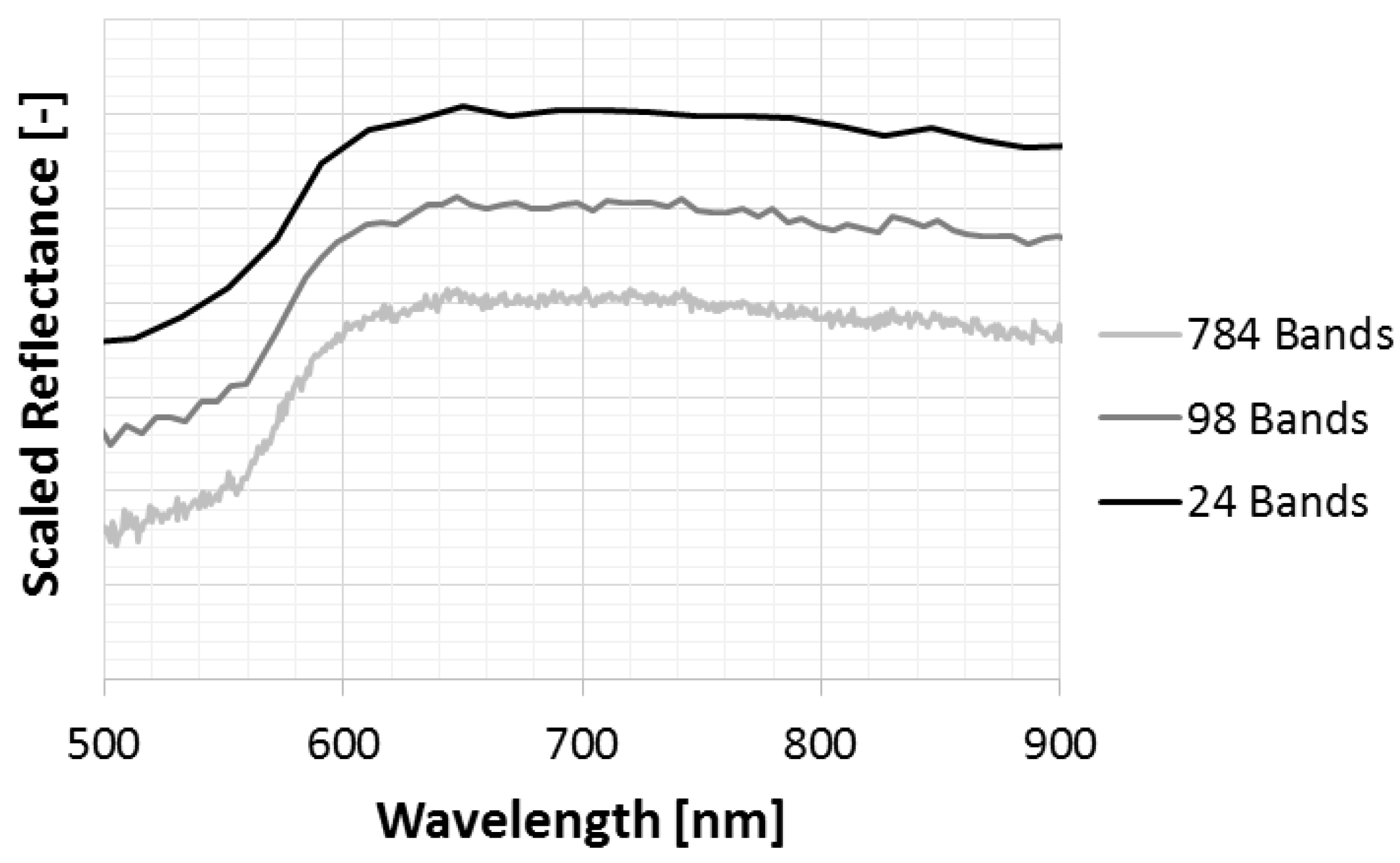
- data compression;
- illumination compensation;
- training and test samples selection;
- pixel-wise classification;
- particle-wise classification;
- accuracy assessment.
3. Results and Discussion
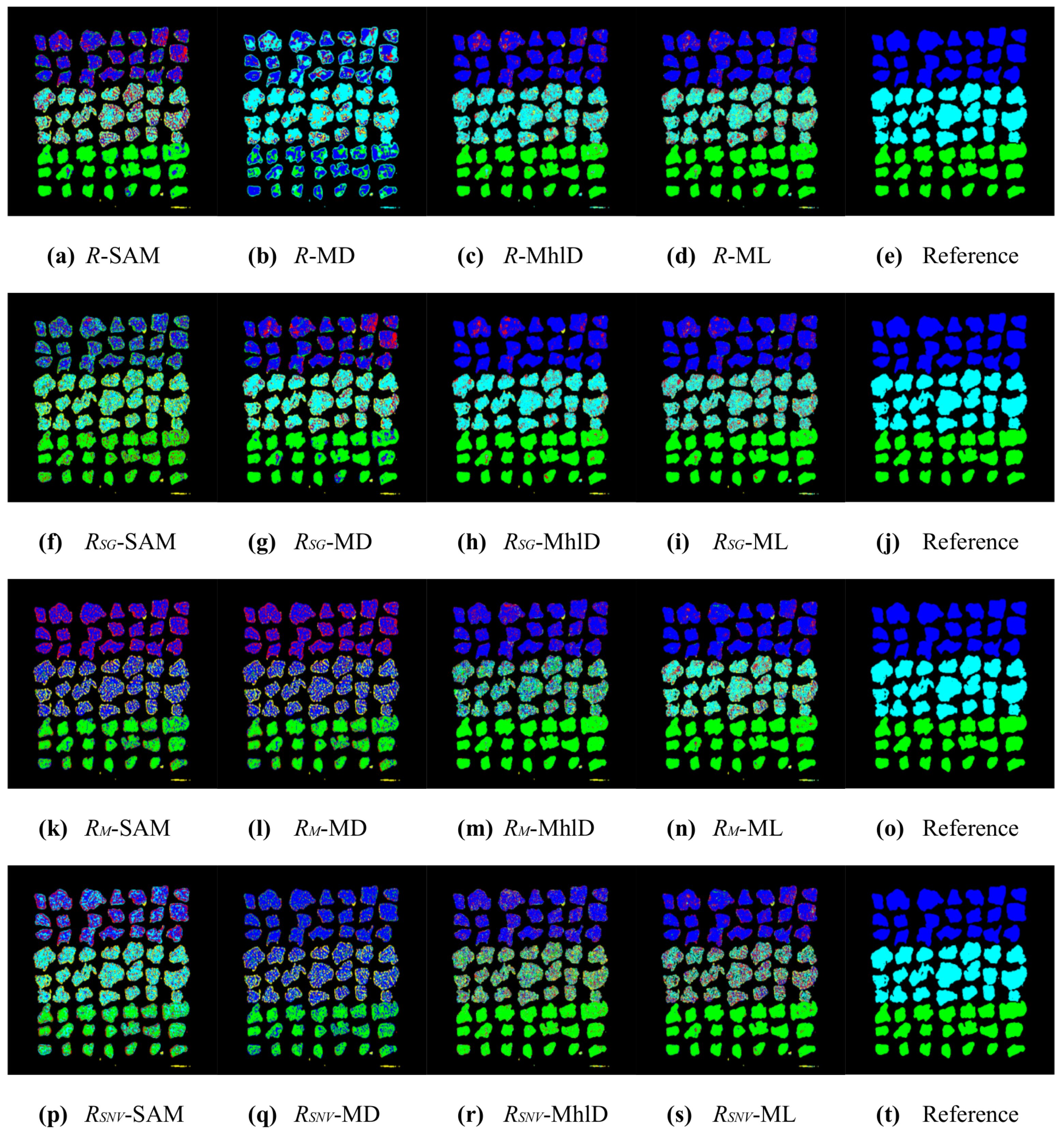
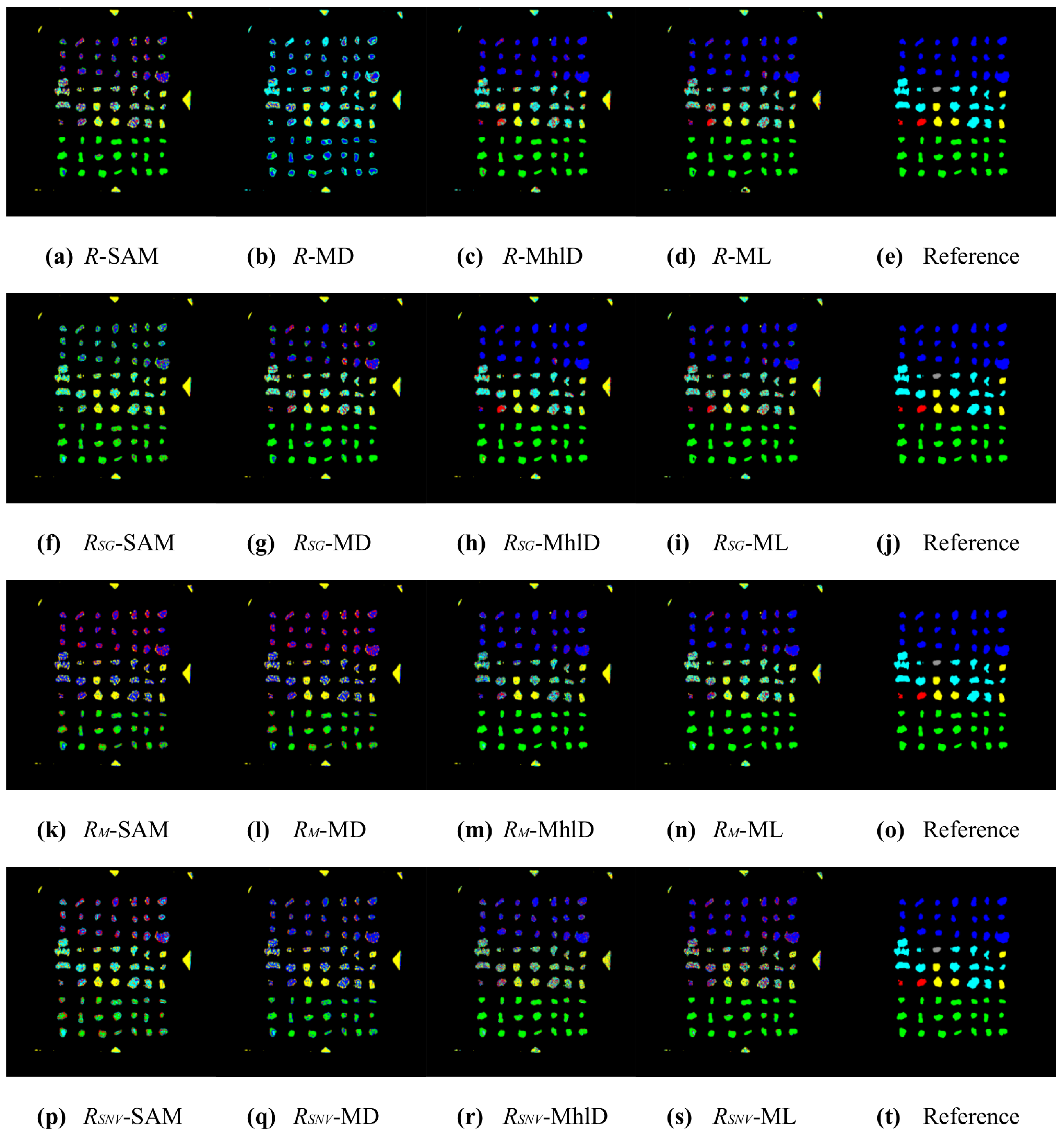
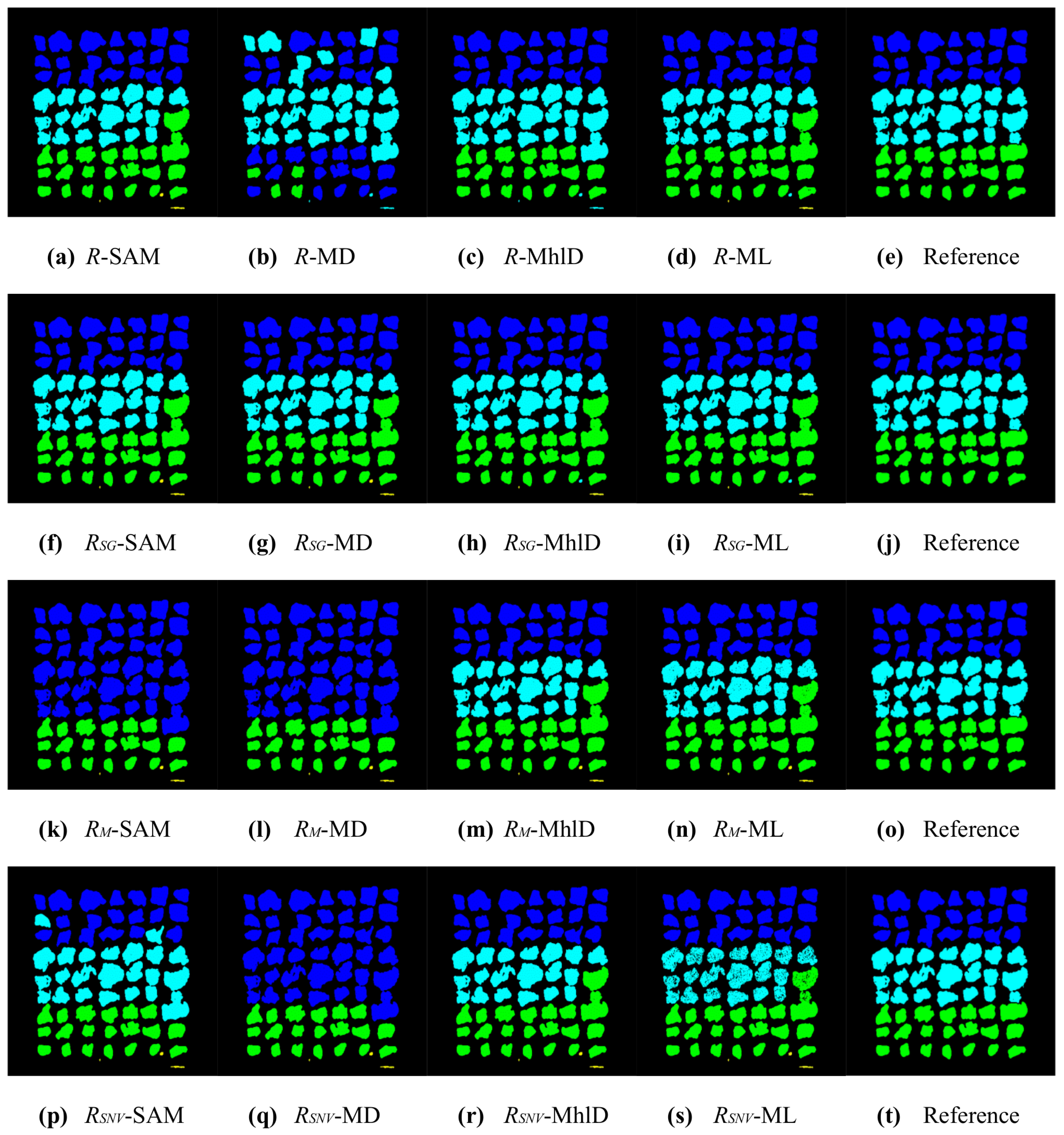
3.1. Mixture Characterization Results
3.2. Fuzzy Sets Analysis
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- European Commission—Waste Electrical and Electronic Equipment (WEEE). Available online: http://ec.europa.eu/eurostat/web/waste/key-waste-streams/weee (accessed on 23 January 2015).
- Environmental Data Centre on Waste—Waste Electrical and Electronic Equipment (WEEE). Available online: http://ec.europa.eu/eurostat/web/waste/key-waste-streams/weee (accessed on 23 January 2015).
- Directive 2002/96/EC of the European Parliament and of the Council of 27 January 2003 on waste electrical and electronic equipment (WEEE)—Joint declaration of the European Parliament, the Council and the Commission relating to Article 9. Off. J. Eur. Union. 2002. Available online: http://eur-lex.europa.eu/eli/dir/2002/96/oj (accessed on 23 January 2015).
- Directive 2012/19/EU of the European Parliament and of the Council of 4 July 2012 on waste electrical and electronic equipment (WEEE) Text with EEA relevance. Off. J. Eur. Union. 2012. Available online: http://eur-lex.europa.eu/eli/dir/2012/19/oj (accessed on 23 January 2015).
- SORMEN—Innovative Separation Method for Non-Ferrous Metal Waste from Electric and Electronic Equipment (WEEE) Based on Multi- and Hyper-Spectral Identification. Cooperative Reseach Project COOP-CT-2006-032493. European Union: Brussels, Belgium, 2009. Available online: http://cordis.europa.eu/project/rcn/81634_en.html (accessed on 23 January 2015).
- Picón, A.; Ghita, O.; Whelan, P.F.; Iriondo, P.M. Fuzzy spectral and spatial feature integration for classification of nonferrous materials in hyperspectral data. IEEE Trans. Ind. Inform. 2009, 5, 483–494. [Google Scholar] [CrossRef]
- Picón, A.; Ghita, O.; Iriondo, P.M.; Bereciartua, A.; Whelan, P.F. Automation of waste recycling using hyperspectral image analysis. In Proceedings of the 2010 IEEE Conference on Emerging Technologies and Factory Automation (ETFA), Bilbao, Spain, 13–16 September 2010; pp. 1–4. [Google Scholar]
- Picón, A.; Ghita, O.; Rodriguez-Vaamonde, S.; Iriondo, P.M.; Whelan, P.F. Biologically-inspired data decorrelation for hyper-spectral imaging. EURASIP J. Adv. Signal Process. 2011, 2011, 1–10. [Google Scholar] [CrossRef]
- Picón, A.; Ghita, O.; Bereciartua, A.; Echazarra, J.; Whelan, P.F.; Iriondo, P.M. Real-time hyperspectral processing for automatic nonferrous material sorting. J. Electron. Imaging 2012, 21, 1–10. [Google Scholar] [CrossRef]
- Kutila, M.; Viitanen, J.; Vattulainen, A. Scrap metal sorting with colour vision and inductive sensor array. In Proceedings of the International Conference on Computational Intelligence for Modelling, Control and Automation 2005 and International Conference on Intelligent Agents, Web Technologies and Internet Commerce, Vienna, Austria, 28–30 November 2005; Volume 2, pp. 725–729. [Google Scholar]
- Picone, N.; Candiani, G.; Colledani, M.; Pepe, M. Hyperspectral imaging for the on-line characterization of fine mixtures in WEEE mechanical recycling systems. In Proceedings of the 10th Going Green—CARE INNOVATION 2014, Vienna, Austria, 17–20 November 2014. [Google Scholar]
- Barnabé, P.; Dislaire, G.; Leroy, S.; Pirard, E. Design and calibration of a two-camera (VNIR and SWIR) hyperspectral acquisition system for the characterization of metallic alloys from the recycling industry. J. Electron. Imaging 2015, 24, 061115-1–061115-11. [Google Scholar] [CrossRef]
- Candiani, G.; Picone, N.; Pompilio, L.; Pepe, M.; Colledani, M. Characterization of fine metal particles using hyperspectral imaging in automatic recycling systems. In Proceedings of the IEEE Workshop on Hyperspectral Image and Signal Processing: Evolution in Remote Sensing (WHISPERS’15), Tokyo, Japan, 2–5 June 2015. [Google Scholar]
- Spectral Imaging Ltd. User Manual for Specim DAQ Solution Software; Spectral Imaging Ltd.: Oulu, Finland, 2011. [Google Scholar]
- Martin, D. Practical Guide to Machine Vision Lighting. 2012. Available online: http://www.rauscher.de/downloads/public/datenblaetter/Machine-Vision-Lighting_Practical-Guide_2012.pdf (accessed on 23 January 2015).
- Feather, B.K.; Fulkerson, S.A.; Jones, J.H.; Reed, R.A.; Simmons, M.A.; Swann, D.G.; Taylor, W.E.; Bernstein, L.S. Compression technique for plume hyperspectral images. In Proceedings of the Algorithms and Technologies for Multispectral, Hyperspectral, and Ultraspectral Imagery XI, Orlando, FL, USA, 28 March–1 April 2005; Volume 5806, pp. 66–77. [Google Scholar]
- Martínez, A.M.; Kak, A.C. PCA versus LDA. IEEE Trans. Pattern Anal. Mach. Intell. 2001, 232, 228–233. [Google Scholar] [CrossRef]
- Kempeneers, P.; De Backer, S.; Debruyn, W.; Coppin, P.; Scheunders, P. Generic wavelet-based hyperspectral classification applied to vegetation stress detection. IEEE Trans. Geosci. Remote Sens. 2005, 43, 610–614. [Google Scholar] [CrossRef]
- Keshava, N. Distance metrics and band selection in hyperspectral processing with applications to material identification and spectral libraries. IEEE Trans. Geosci. Remote Sens. 2004, 42, 1552–1565. [Google Scholar] [CrossRef]
- Stokman, H.M.; Gevers, T. Detection and Classification of Hyper-Spectral Edges. In Proceedings of the Tenth British Machine Vision Conference (BMVC), Nottingham, UK, 13–16 September 1999; pp. 1–9. [Google Scholar]
- Montoliu, R.; Pla, F.; Klaren, A.C. Illumination intensity, object geometry and highlights invariance in multispectral imaging. In Pattern Recognition and Image Analysis; Springer: Berlin, Germany, 2005; pp. 36–43. [Google Scholar]
- Kruse, F.; Lefkoff, A.; Boardman, J.; Heidebrecht, K.; Shapiro, A.; Barloon, P.; Goetz, A. The spectral image processing system (SIPS)—Interactive visualization and analysis of imaging spectrometer data. Remote Sens. Environ. 1993, 44, 145–163. [Google Scholar] [CrossRef]
- Richards, J.A. Remote Sensing Digital Image Analysis; Springer: Berlin, Germany, 1999; Volume 3. [Google Scholar]
- The MathWorks, Inc. Image Processing Toolbox™ User’s Guide, 2012, v8.0; The MathWorks, Inc.: Natick, MA, USA, 2012. [Google Scholar]
- Cohen, J. A coefficient of agreement for nominal scales. Educ. Psychol. Meas. 1960, 20, 37–46. [Google Scholar] [CrossRef]
- Elvidge, C.D.; Keith, D.M.; Tuttle, B.T.; Baugh, K.E. Spectral Identification of Lighting Type and Character. Sensors 2010, 10, 3961–3988. [Google Scholar] [CrossRef] [PubMed]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Elements | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Mg | Al | Si | Fe | Ni | Cu | Zn | Ag | Sn | ||
| Particles | Al | |||||||||
| () | () | () | () | () | () | () | () | () | ||
| Cu | ||||||||||
| () | () | () | () | () | () | () | () | () | ||
| CuZn | ||||||||||
| () | () | () | () | () | () | () | () | () | ||
| Fe | ||||||||||
| () | () | () | () | () | () | () | () | () | ||
| Ni | ||||||||||
| () | () | () | () | () | () | () | () | () | ||
| Sn | ||||||||||
| (–) | (–) | (–) | (–) | (–) | (–) | (–) | (–) | (–) | ||
| OA | Pixel-Wise Classification | Particle-Wise Classification | ||||||
|---|---|---|---|---|---|---|---|---|
| SAM | MD | MhlD | ML | SAM | MD | MhlD | ML | |
| R | ||||||||
| KC | Pixel-Wise Classification | Particle-Wise Classification | ||||||
|---|---|---|---|---|---|---|---|---|
| SAM | MD | MhlD | ML | SAM | MD | MhlD | ML | |
| R | ||||||||
| Reference | ||||||
|---|---|---|---|---|---|---|
| CuZn | Fe | Cu | Al | Ni | ||
| Classification | CuZn | |||||
| Fe | ||||||
| Cu | ||||||
| Al | ||||||
| Ni | ||||||
| Reference | ||||||
|---|---|---|---|---|---|---|
| CuZn | Fe | Cu | Al | Ni | ||
| Classification | CuZn | |||||
| Fe | ||||||
| Cu | ||||||
| Al | ||||||
| Ni | ||||||
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Candiani, G.; Picone, N.; Pompilio, L.; Pepe, M.; Colledani, M. Characterization of Fine Metal Particles Derived from Shredded WEEE Using a Hyperspectral Image System: Preliminary Results. Sensors 2017, 17, 1117. https://doi.org/10.3390/s17051117
Candiani G, Picone N, Pompilio L, Pepe M, Colledani M. Characterization of Fine Metal Particles Derived from Shredded WEEE Using a Hyperspectral Image System: Preliminary Results. Sensors. 2017; 17(5):1117. https://doi.org/10.3390/s17051117
Chicago/Turabian StyleCandiani, Gabriele, Nicoletta Picone, Loredana Pompilio, Monica Pepe, and Marcello Colledani. 2017. "Characterization of Fine Metal Particles Derived from Shredded WEEE Using a Hyperspectral Image System: Preliminary Results" Sensors 17, no. 5: 1117. https://doi.org/10.3390/s17051117
APA StyleCandiani, G., Picone, N., Pompilio, L., Pepe, M., & Colledani, M. (2017). Characterization of Fine Metal Particles Derived from Shredded WEEE Using a Hyperspectral Image System: Preliminary Results. Sensors, 17(5), 1117. https://doi.org/10.3390/s17051117