GelSight: High-Resolution Robot Tactile Sensors for Estimating Geometry and Force

Abstract
:1. Introduction
2. Related Work
- Measurement of shear force. Only some of the tactile sensors are able to measure shear force as well as normal force, while the shear force is very important in multiple robotic tasks, such as estimating object states in grasping, estimating surface friction of the objects through touch.
- Detecting contact area. Most of the sensors focus on the situation of point contact, which means they are designed to measure the location and magnitude of the contact force. However, in many tactile tasks, the contact is an area, or multiple areas, instead of a single point. Sensors that can detect more tactile information based on the contact area are desired.
- Hardware optimization. If the sensors can be used on the robots, they must be small in size, easy on wiring, and offer real-time feedback. Some sensors have delicate structures and good signals, but the design is either too bulky or too complicated to be mounted on robot hands.
- Fabrication challenge. A major work in the research of the tactile sensing is to develop a method to fabricate the sensors, which is usually nontrivial. Unfortunately, most of the fabrication methods are not well shared—it is hard for another lab to duplicate the complicated fabrication procedures. TacTip offers a good example where the 3D printing methods are open sourced. In other cases, devices have been commercialized and are therefore available via purchase. Two good examples are the Optoforce sensor (OptoForce Kft., Budapest, Hungary) [13] and the BioTac sensor (SynTouch Inc., Montrose, CA, USA) [24]: the researchers founded startups to improve the product design and produce the sensor commercially, so that other robotic labs have direct access to the sensors.
3. Principle of GelSight
3.1. Overview
3.2. Material
3.3. Algorithm for Measuring Shape
3.4. Algorithm for Measuring Marker Motion
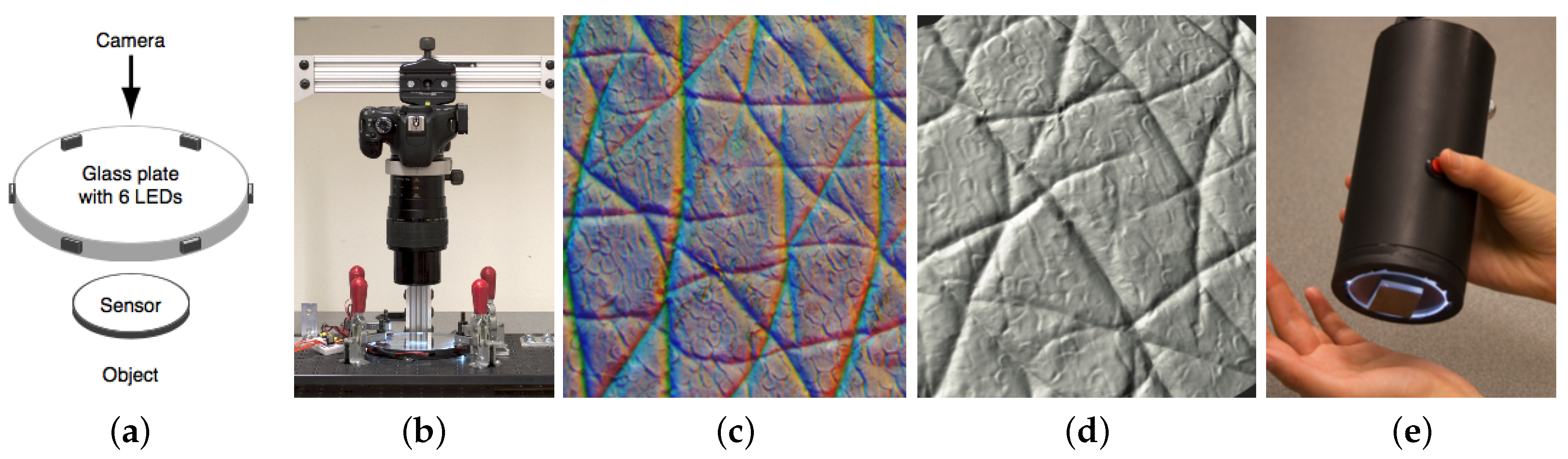
3.5. Calibration for Shape Measurement
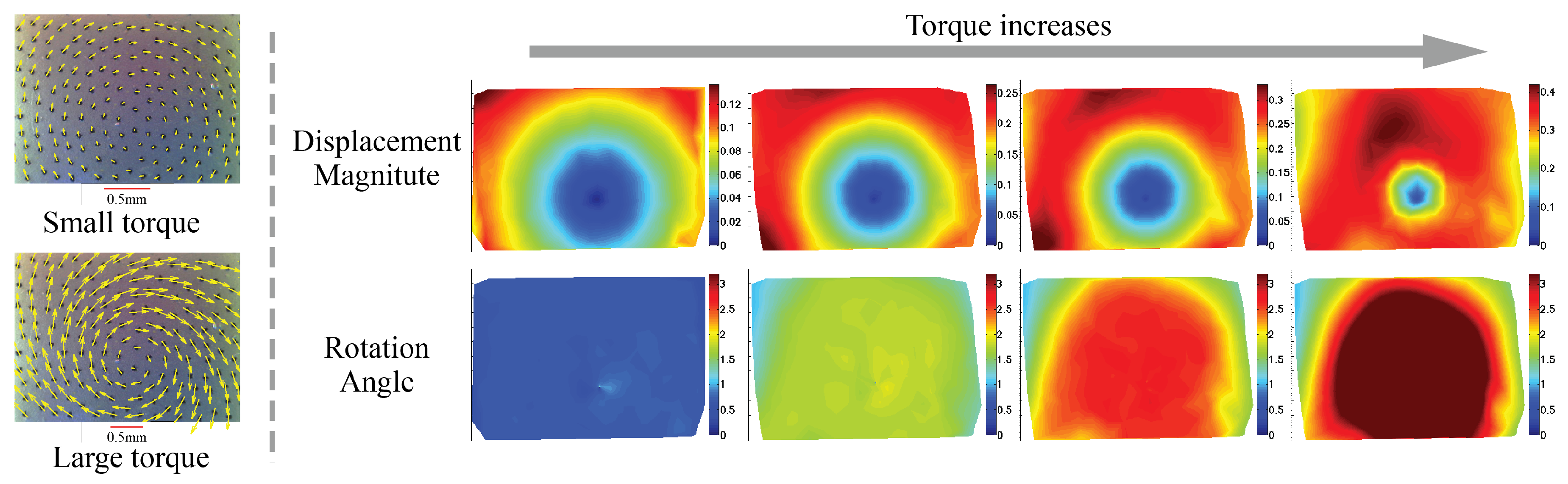
3.6. Marker Motion for Force Measurement
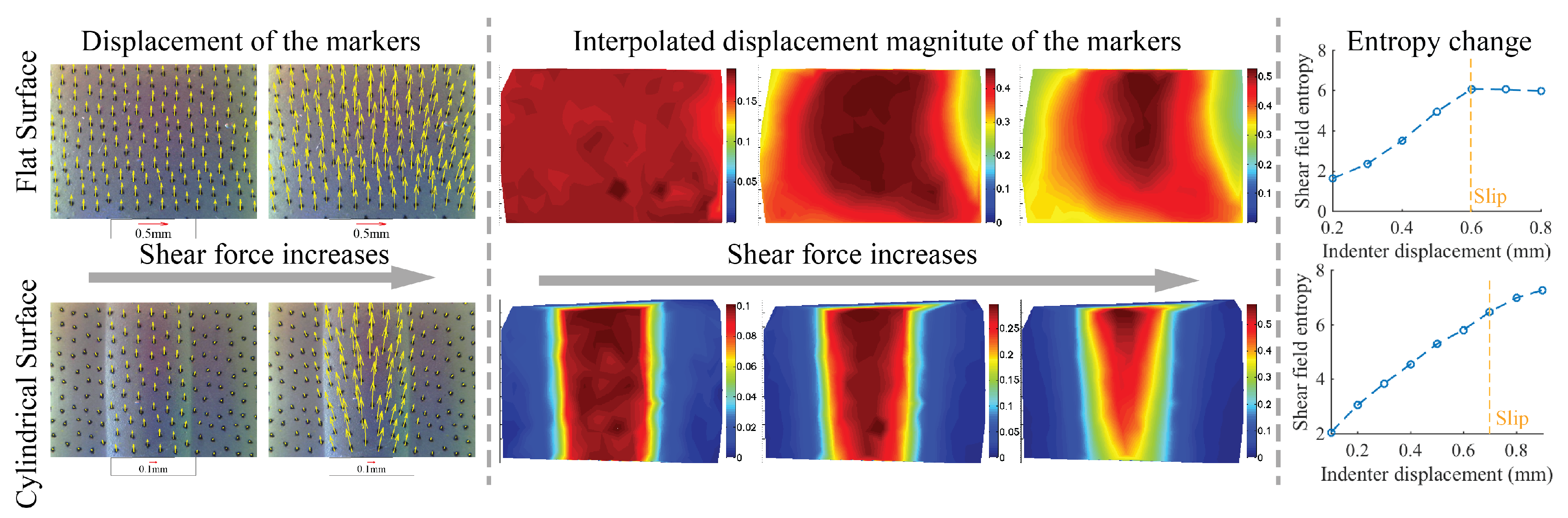
3.7. Marker Motion for Slip Detection
4. Design and Fabrication of GelSight
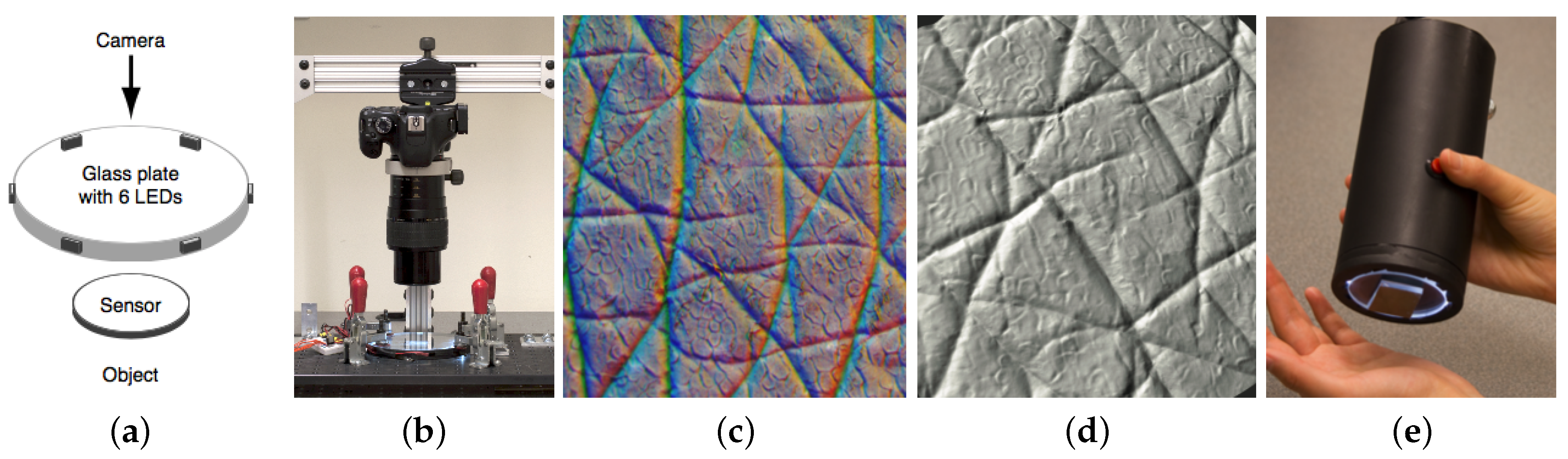
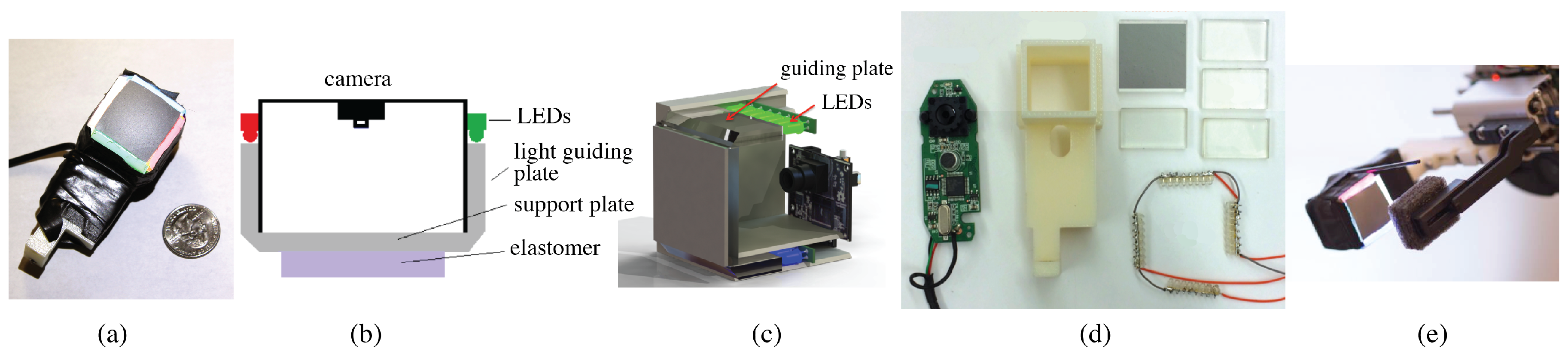
4.1. The Desktop GelSight Sensor
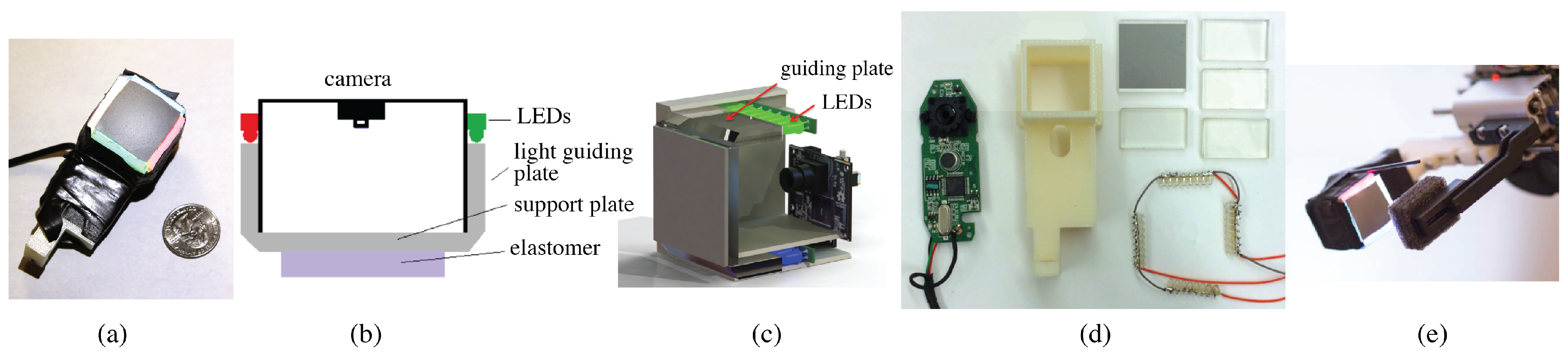
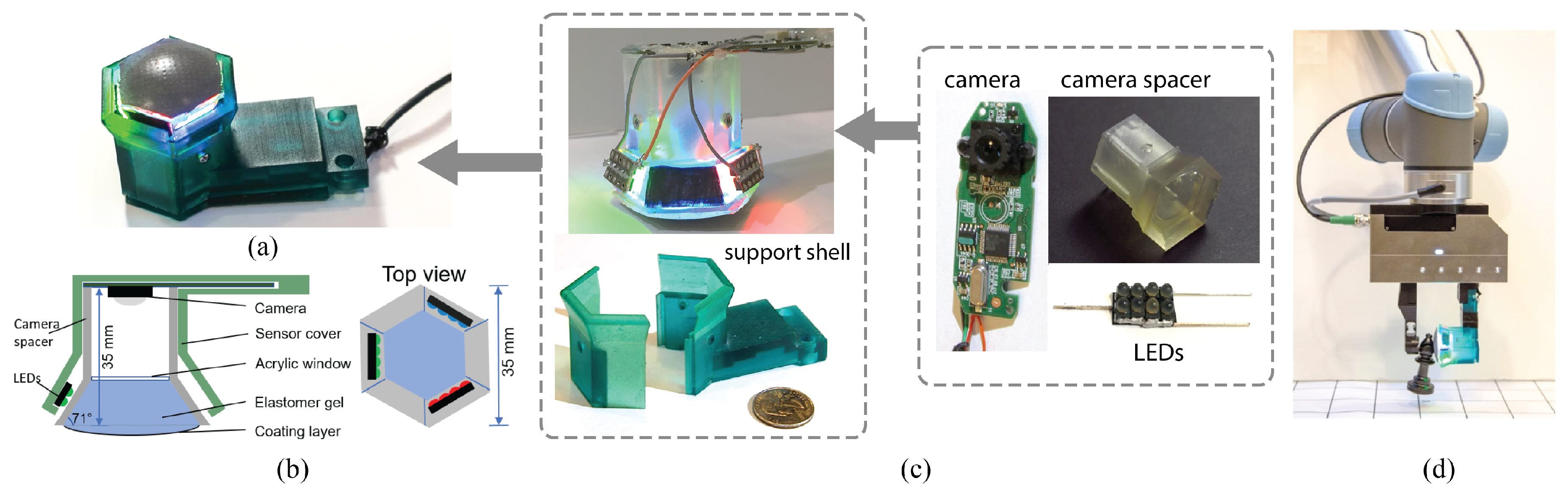
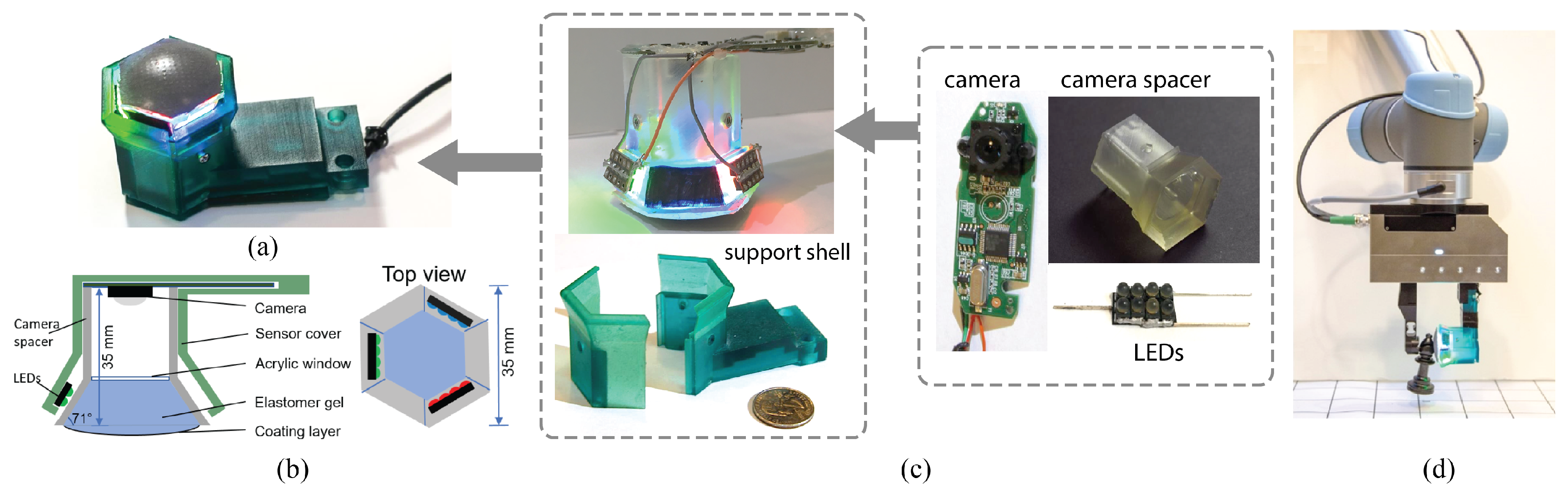
4.2. Fingertip GelSight Sensors
4.3. Fabrication of the Sensor Elastomer
5. Evaluation
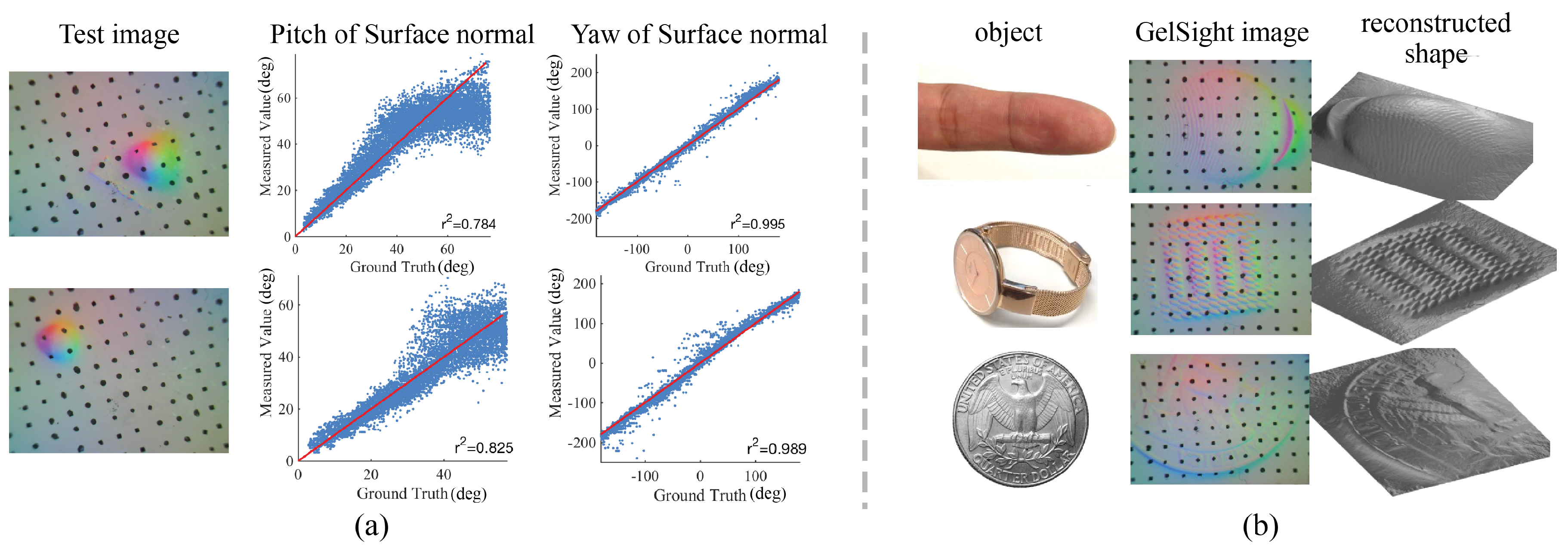
5.1. Evaluation of Shape Measurement
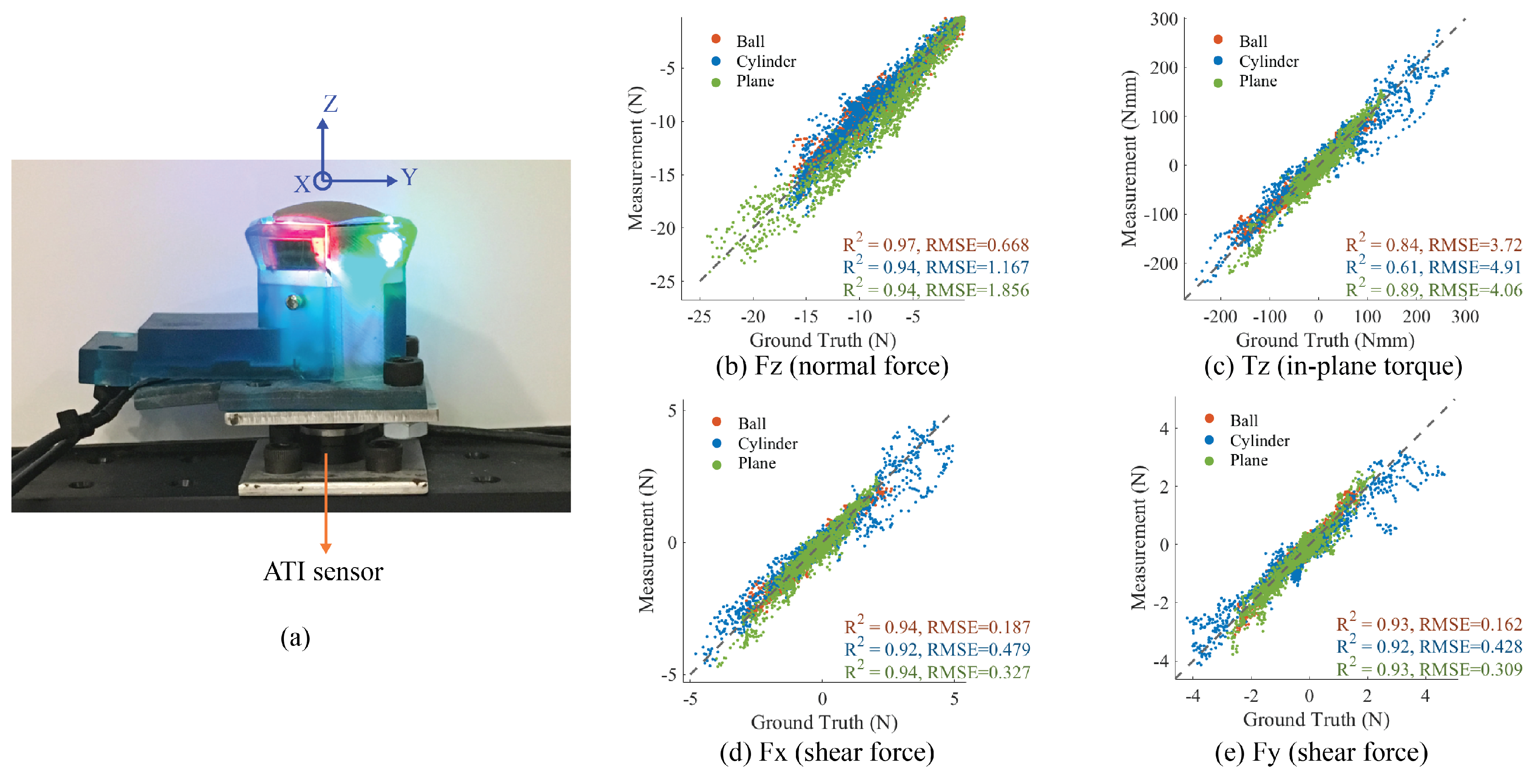
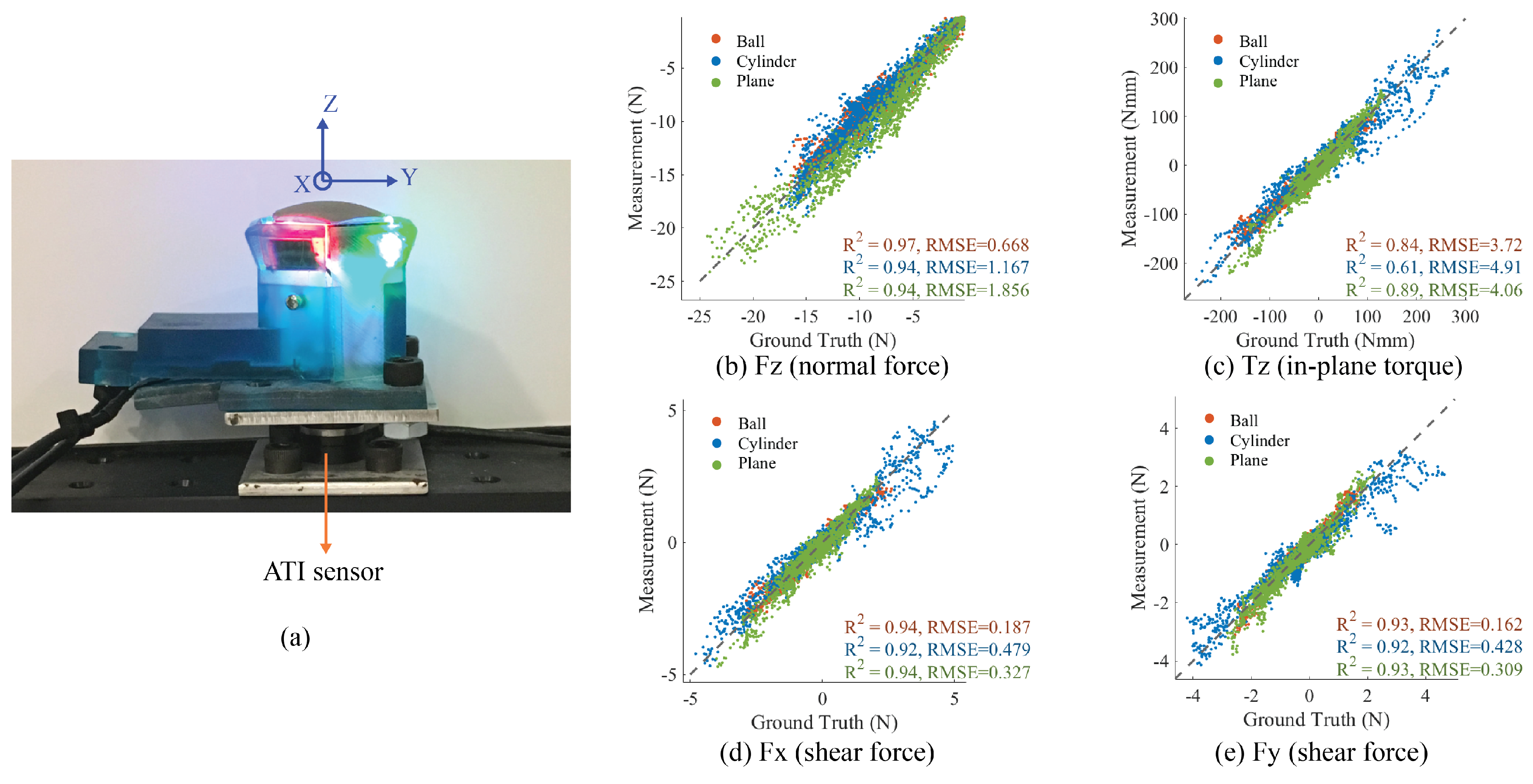
5.2. Evaluation of Force Measurement
6. Application
7. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Dahiya, R.S.; Metta, G.; Valle, M.; Sandini, G. Tactile sensing—From humans to humanoids. IEEE Trans. Robot. 2010, 26, 1–20. [Google Scholar]
- Yousef, H.; Boukallel, M.; Althoefer, K. Tactile sensing for dexterous in-hand manipulation in robotics—A review. Sens. Actuators A Phys. 2011, 167, 171–187. [Google Scholar] [CrossRef]
- Cutkosky, M.R.; Provancher, W. Force and tactile sensing. In Springer Handbook of Robotics; Springer: Berlin, Germany, 2016; pp. 717–736. [Google Scholar]
- Kappassov, Z.; Corrales, J.A.; Perdereau, V. Tactile sensing in dexterous robot hands. Robot. Auton. Syst. 2015, 74, 195–220. [Google Scholar] [CrossRef]
- Lederman, S.J.; Klatzky, R.L. Extracting object properties through haptic exploration. Acta Psychol. 1993, 84, 29–40. [Google Scholar] [CrossRef]
- Tiest, W.M.B. Tactual perception of material properties. Vis. Res. 2010, 50, 2775–2782. [Google Scholar] [CrossRef] [PubMed]
- Johnson, M.K.; Adelson, E. Retrographic sensing for the measurement of surface texture and shape. In Proceedings of the 2009 IEEE Conference on Computer Vision and Pattern Recognition (CVPR), Miami, FL, USA, 20–25 June 2009; pp. 1070–1077. [Google Scholar]
- Johnson, M.K.; Cole, F.; Raj, A.; Adelson, E.H. Microgeometry capture using an elastomeric sensor. ACM Trans. Graph. 2011, 30. [Google Scholar] [CrossRef]
- Jamali, N.; Maggiali, M.; Giovannini, F.; Metta, G.; Natale, L. A new design of a fingertip for the iCub hand. In Proceedings of the 2015 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS), Hamburg, Germany, 28 September–2 October 2015; pp. 2705–2710. [Google Scholar]
- Mittendorfer, P.; Yoshida, E.; Cheng, G. Realizing whole-body tactile interactions with a self-organizing, multi-modal artificial skin on a humanoid robot. Adv. Robot. 2015, 29, 51–67. [Google Scholar] [CrossRef]
- Schneiter, J.L.; Sheridan, T.B. An optical tactile sensor for manipulators. Robot. Comput.-Integr. Manuf. 1984, 1, 65–71. [Google Scholar] [CrossRef]
- Begej, S. Planar and finger-shaped optical tactile sensors for robotic applications. IEEE J. Robot. Autom. 1988, 4, 472–484. [Google Scholar] [CrossRef]
- Tar, A.; Cserey, G. Development of a low cost 3d optical compliant tactile force sensor. In Proceedings of the 2011 IEEE/ASME International Conference on Advanced Intelligent Mechatronics (AIM), Budapest, Hungary, 3–7 July 2011; pp. 236–240. [Google Scholar]
- Ferrier, N.J.; Brockett, R.W. Reconstructing the shape of a deformable membrane from image data. Int. J. Robot. Res. 2000, 19, 795–816. [Google Scholar] [CrossRef]
- Kamiyama, K.; Vlack, K.; Mizota, T.; Kajimoto, H.; Kawakami, K.; Tachi, S. Vision-based sensor for real-time measuring of surface traction fields. IEEE Comput. Graph. Appl. 2005, 25, 68–75. [Google Scholar] [CrossRef] [PubMed]
- Chorley, C.; Melhuish, C.; Pipe, T.; Rossiter, J. Development of a tactile sensor based on biologically inspired edge encoding. In Proceedings of the International Conference on Advanced Robotics (ICAR 2009), Munich, Germany, 22–26 June 2009; pp. 1–6. [Google Scholar]
- Ito, Y.; Kim, Y.; Nagai, C.; Obinata, G. Vision-based tactile sensing and shape estimation using a fluid-type touchpad. IEEE Trans. Autom. Sci. Eng. 2012, 9, 734–744. [Google Scholar] [CrossRef]
- Sato, K.; Kamiyama, K.; Kawakami, N.; Tachi, S. Finger-shaped gelforce: Sensor for measuring surface traction fields for robotic hand. IEEE Trans. Haptics 2010, 3, 37–47. [Google Scholar] [CrossRef] [PubMed]
- Cramphorn, L.; Ward-Cherrier, B.; Lepora, N.F. Addition of a biomimetic fingerprint on an artificial fingertip enhances tactile spatial acuity. IEEE Robot. Autom. Lett. 2017, 2, 1336–1343. [Google Scholar] [CrossRef]
- Ward-Cherrier, B.; Cramphorn, L.; Lepora, N.F. Tactile manipulation with a TacThumb integrated on the open-hand M2 gripper. IEEE Robot. Autom. Lett. 2016, 1, 169–175. [Google Scholar] [CrossRef]
- Lepora, N.F.; Aquilina, K.; Cramphorn, L. Exploratory tactile servoing with active touch. IEEE Robot. Autom. Lett. 2017, 2, 1156–1163. [Google Scholar] [CrossRef]
- Ito, Y.; Kim, Y.; Obinata, G. Robust slippage degree estimation based on reference update of vision-based tactile sensor. IEEE Sens. J. 2011, 11, 2037–2047. [Google Scholar] [CrossRef]
- Maheshwari, V.; Saraf, R.F. High-resolution thin-film device to sense texture by touch. Science 2006, 312, 1501–1504. [Google Scholar] [CrossRef] [PubMed]
- Wettels, N.; Santos, V.J.; Johansson, R.S.; Loeb, G.E. Biomimetic tactile sensor array. Adv. Robot. 2008, 22, 829–849. [Google Scholar] [CrossRef]
- Woodham, R.J. Photometric method for determining surface orientation. Opt. Eng. 1980, 1, 139–144. [Google Scholar]
- Yuan, W. Tactile Measurement with a GelSight Sensor. Master’s Thesis, Massachusetts Institute of Technology, Cambridge, MA, USA, 2014. [Google Scholar]
- Yuan, W.; Li, R.; Srinivasan, M.A.; Adelson, E.H. Measurement of shear and slip with a GelSight tactile sensor. In Proceedings of the 2015 IEEE International Conference on Robotics and Automation (ICRA), Seattle, WA, USA, 26–30 May 2015; pp. 304–311. [Google Scholar]
- Li, R. Touching Is Believing: Sensing and Analyzing Touch Information with GelSight. Ph.D. Thesis, Massachusetts Institute of Technology, Cambridge, MA, USA, 2015. [Google Scholar]
- Dong, S.; Yuan, W.; Adelson, E. Improved GelSight Tactile Sensor for Measuring Geometry and Slip. arXiv, 2017; arXiv:1708.00922. [Google Scholar]
- Li, R.; Platt, R.; Yuan, W.; ten Pas, A.; Roscup, N.; Srinivasan, M.A.; Adelson, E. Localization and manipulation of small parts using GelSight tactile sensing. In Proceedings of the 2014 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS 2014), Chicago, IL, USA, 14–18 September 2014; pp. 3988–3993. [Google Scholar]
- Daubechies, I.; DeVore, R.; Fornasier, M.; Güntürk, C.S. Iteratively reweighted least squares minimization for sparse recovery. Commun. Pure Appl. Math. 2010, 63, 1–38. [Google Scholar] [CrossRef]
- Raskar, R. Matlab Code for Poisson Image Reconstruction from Image Gradients. Available online: http://web.media.mit.edu/~raskar/photo/code.pdf (accessed on 1 November 2017).
- GelSight. Available online: http://people.csail.mit.edu/yuan_wz/GelSightData/GelSight_part_172.zip (accessed on 1 November 2017).
- Simonyan, K.; Zisserman, A. Very deep convolutional networks for large-scale image recognition. arXiv, 2014; arXiv:1409.1556. [Google Scholar]
- Deng, J.; Dong, W.; Socher, R.; Li, L.J.; Li, K.; Fei-Fei, L. ImageNet: A Large-Scale Hierarchical Image Database. In Proceedings of the 2009 IEEE Conference on Computer Vision and Pattern Recognition (CVPR09), Miami, FL, USA, 20–25 June 2009. [Google Scholar]
- Yuan, W.; Wang, S.; Dong, S.; Adelson, E. Connecting Look and Feel: Associating the Visual and Tactile Properties of Physical Materials. In Proceedings of the 2017 IEEE Conference on Computer Vision and Pattern Recognition (CVPR17), Honolulu, HI, USA, 21–26 July 2017. [Google Scholar]
- Yuan, W.; Zhu, C.; Owens, A.; Srinivasan, M.A.; Adelson, E.H. Shape-independent hardness estimation using deep learning and a GelSight tactile sensor. In Proceedings of the 2017 IEEE International Conference on Robotics and Automation (ICRA), Singapore, 29 May–3 June 2017; pp. 951–958. [Google Scholar]
- Li, R.; Adelson, E. Sensing and recognizing surface textures using a GelSight sensor. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition, Portland, OR, USA, 23–28 June 2013; pp. 1241–1247. [Google Scholar]
- Yuan, W.; Srinivasan, M.A.; Adelson, E.H. Estimating object hardness with a GelSight touch sensor. In Proceedings of the 2016 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS), Daejeon, Korea, 9–14 October 2016; pp. 208–215. [Google Scholar]
- Izatt, G.; Mirano, G.; Adelson, E.; Tedrake, R. Tracking objects with point clouds from vision and touch. In Proceedings of the 2017 IEEE International Conference on Robotics and Automation (ICRA), Singapore, 29 May–3 June 2017; pp. 4000–4007. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Contact Surface Type | Rigid | Soft (Shore 00-10) | ||
|---|---|---|---|---|
| Contact area | 30 mm | Flat (>2 cm) | 30 mm | Flat (>2 cm) |
| Using shape measurement | <0.05 N | <0.05 N | <0.05 N | 0.08 N |
| Using marker measurement | <0.05 N | <0.05 N | <0.05 N | <0.05 N |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yuan, W.; Dong, S.; Adelson, E.H. GelSight: High-Resolution Robot Tactile Sensors for Estimating Geometry and Force. Sensors 2017, 17, 2762. https://doi.org/10.3390/s17122762
Yuan W, Dong S, Adelson EH. GelSight: High-Resolution Robot Tactile Sensors for Estimating Geometry and Force. Sensors. 2017; 17(12):2762. https://doi.org/10.3390/s17122762
Chicago/Turabian StyleYuan, Wenzhen, Siyuan Dong, and Edward H. Adelson. 2017. "GelSight: High-Resolution Robot Tactile Sensors for Estimating Geometry and Force" Sensors 17, no. 12: 2762. https://doi.org/10.3390/s17122762
APA StyleYuan, W., Dong, S., & Adelson, E. H. (2017). GelSight: High-Resolution Robot Tactile Sensors for Estimating Geometry and Force. Sensors, 17(12), 2762. https://doi.org/10.3390/s17122762