
Monolithic Cylindrical Fused Silica Resonators with High Q Factors

 ,
,
Abstract
:1. Introduction
2. Methods
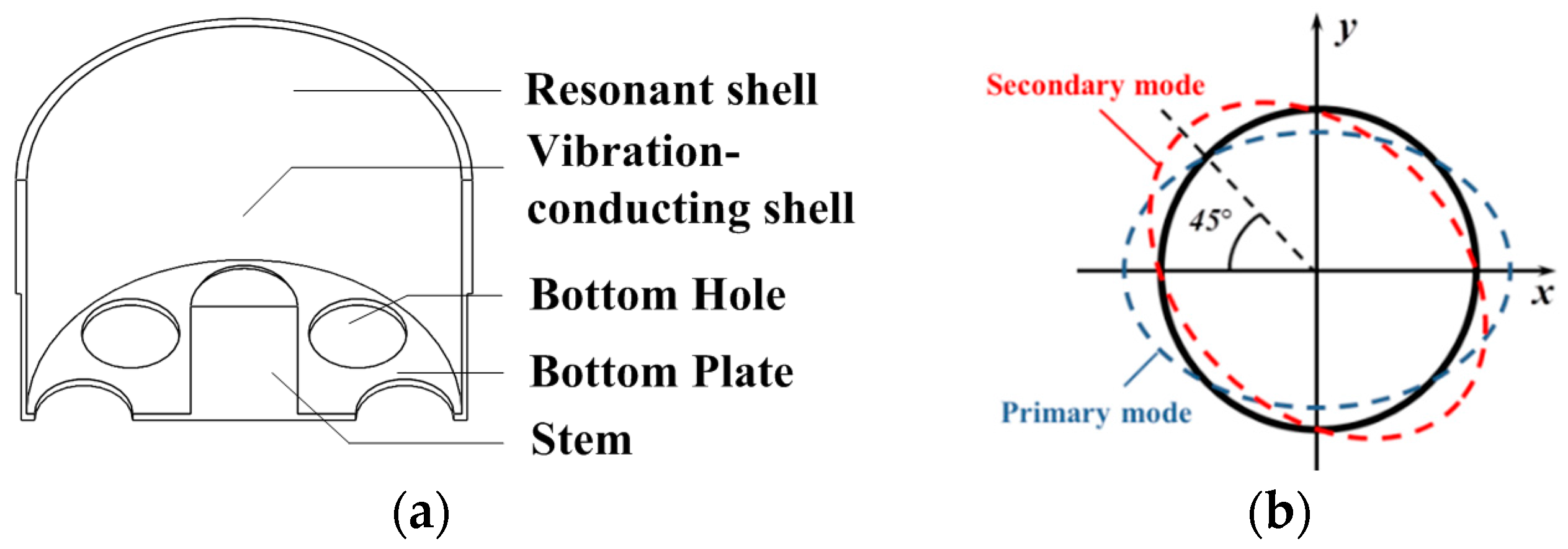
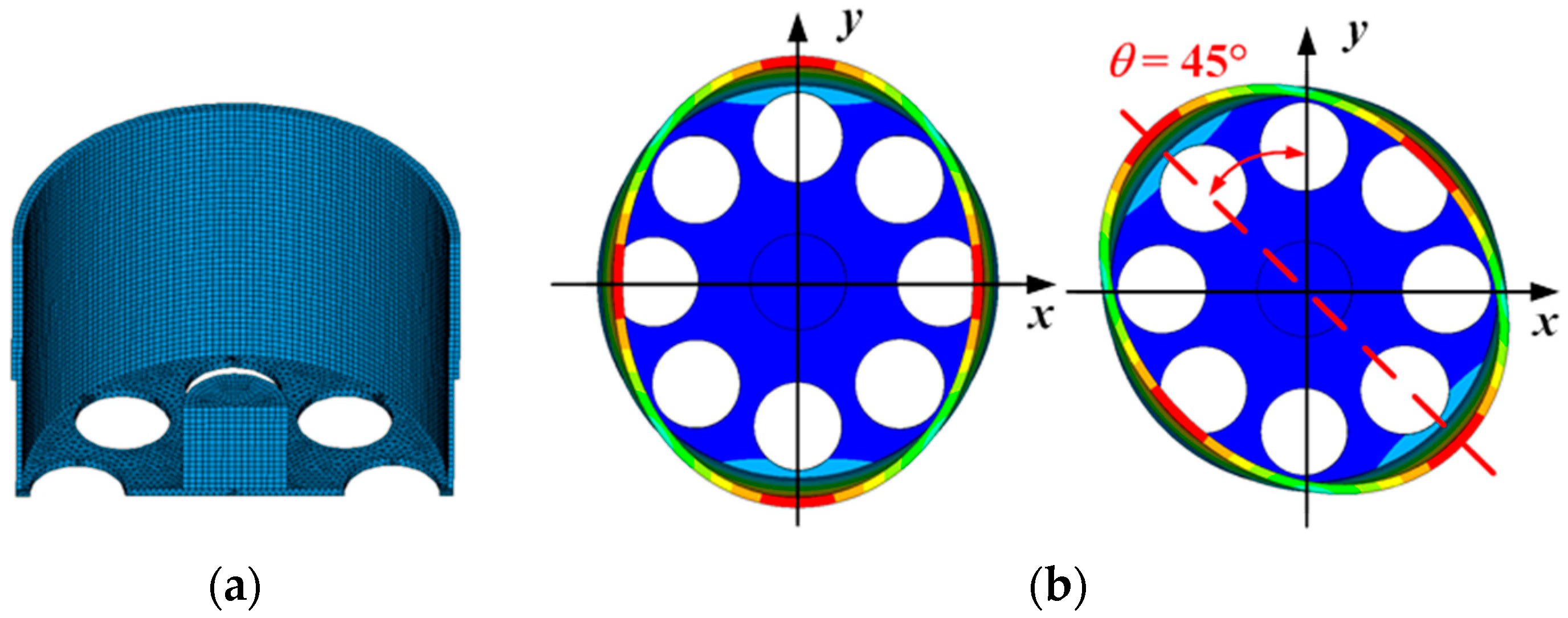
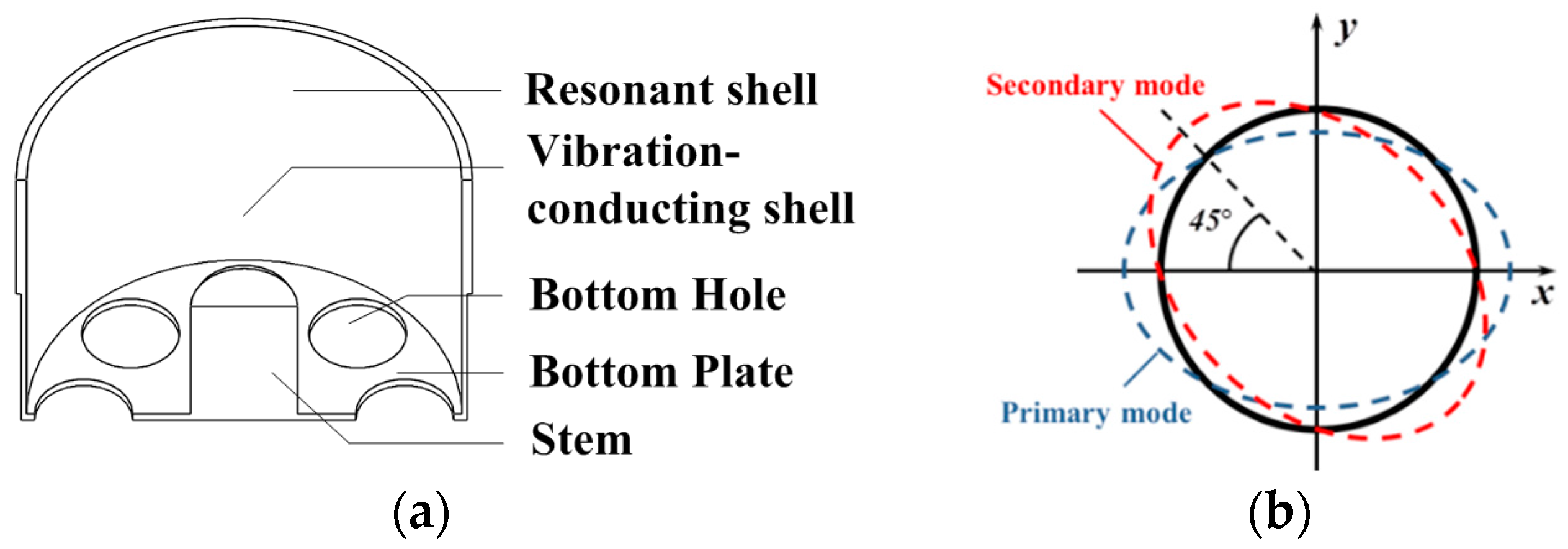
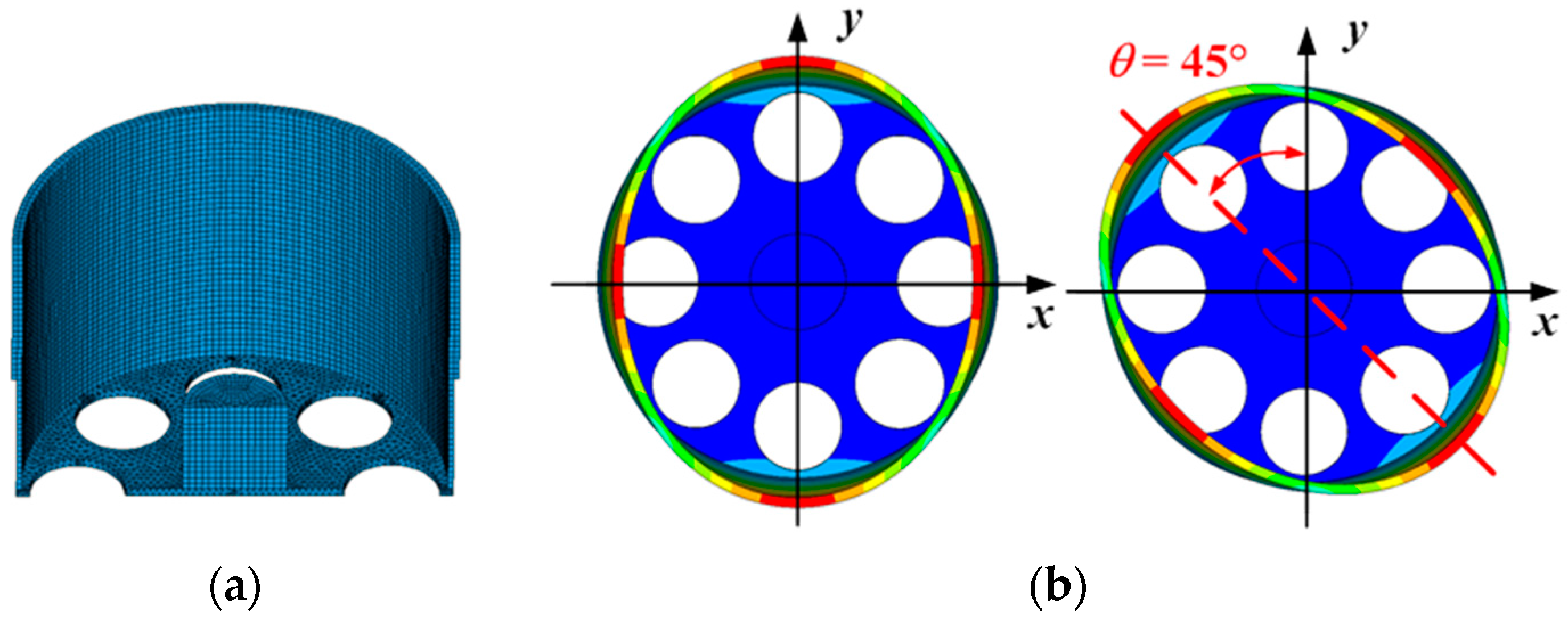
2.1. Resonator Structure
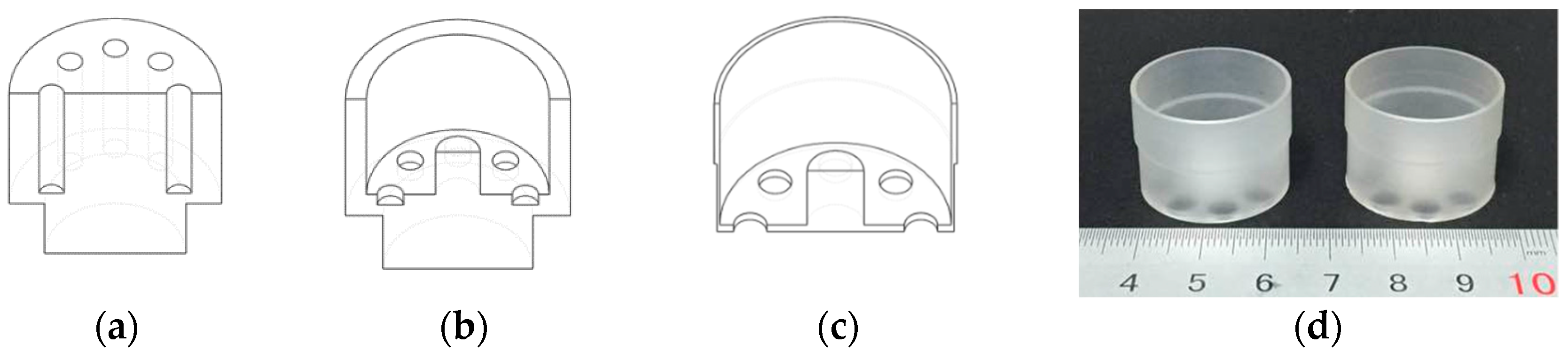
2.2. Manufacturing Process
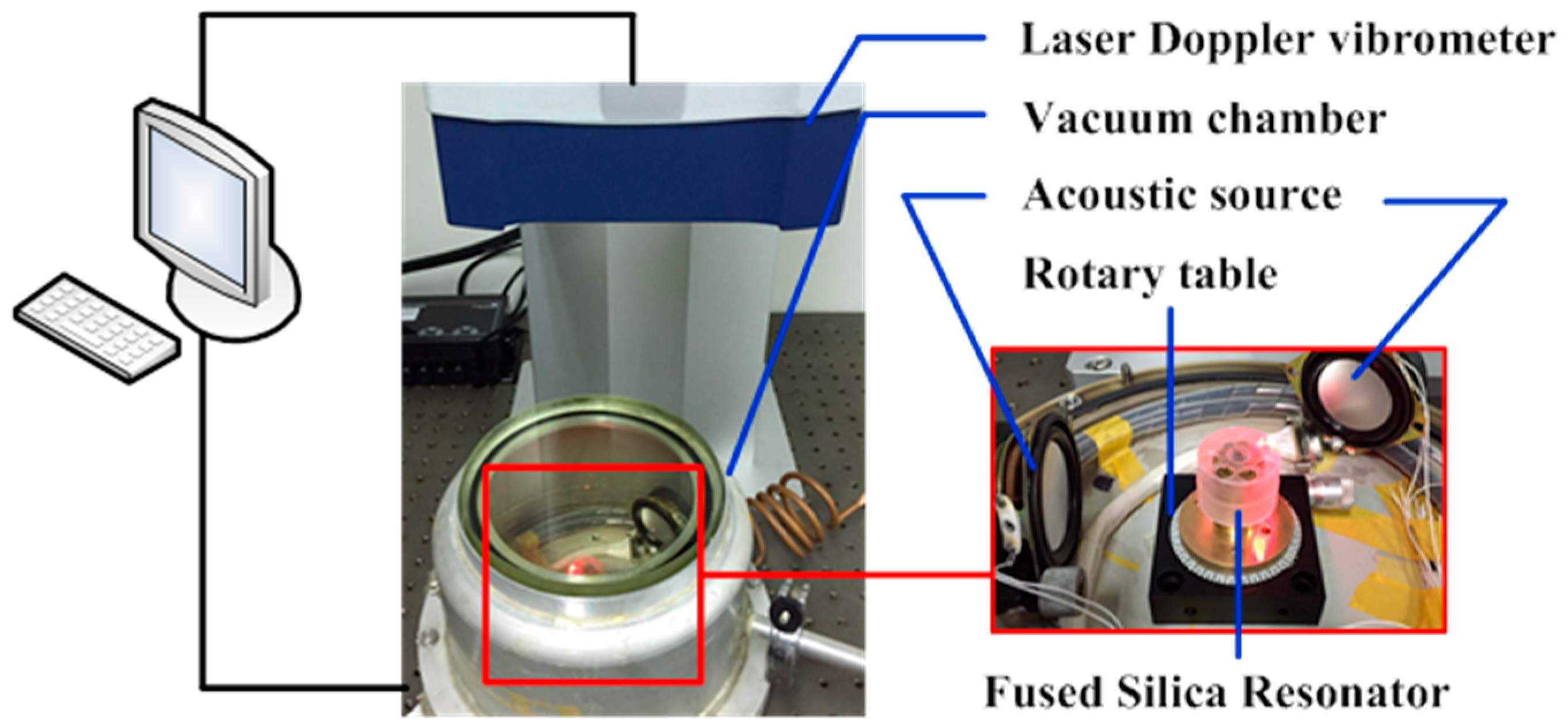
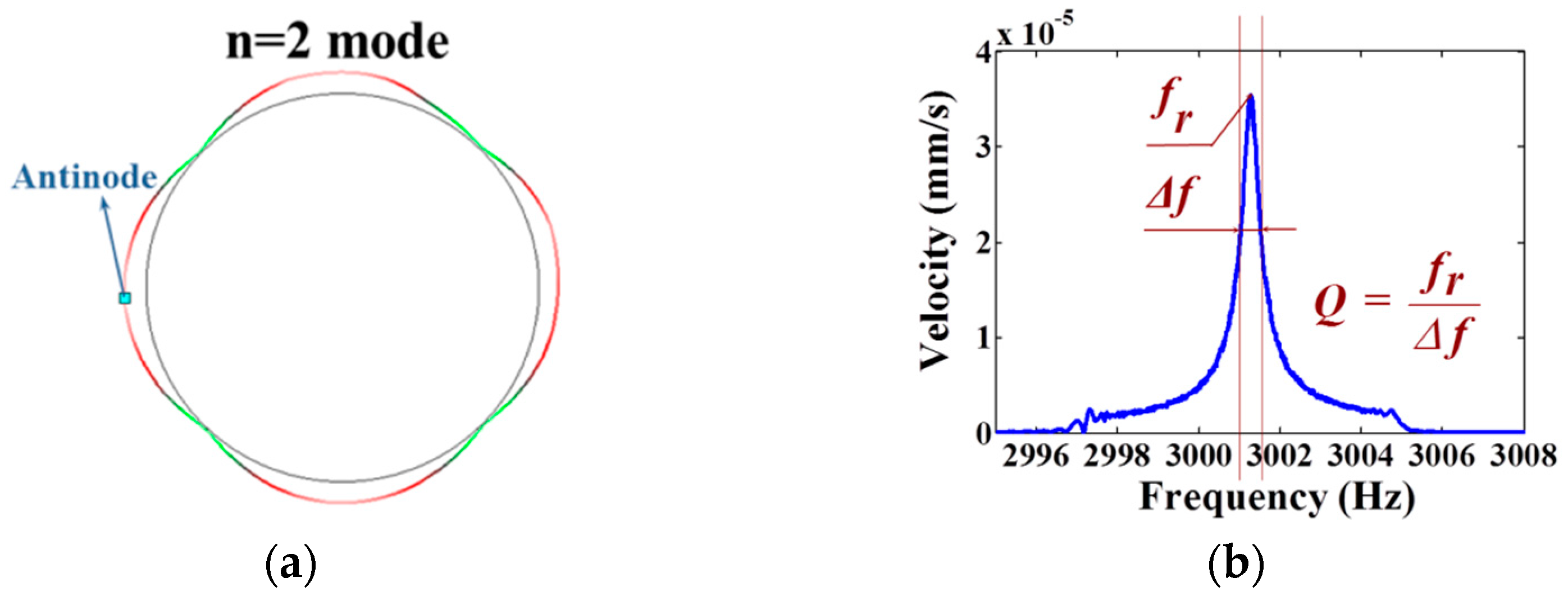
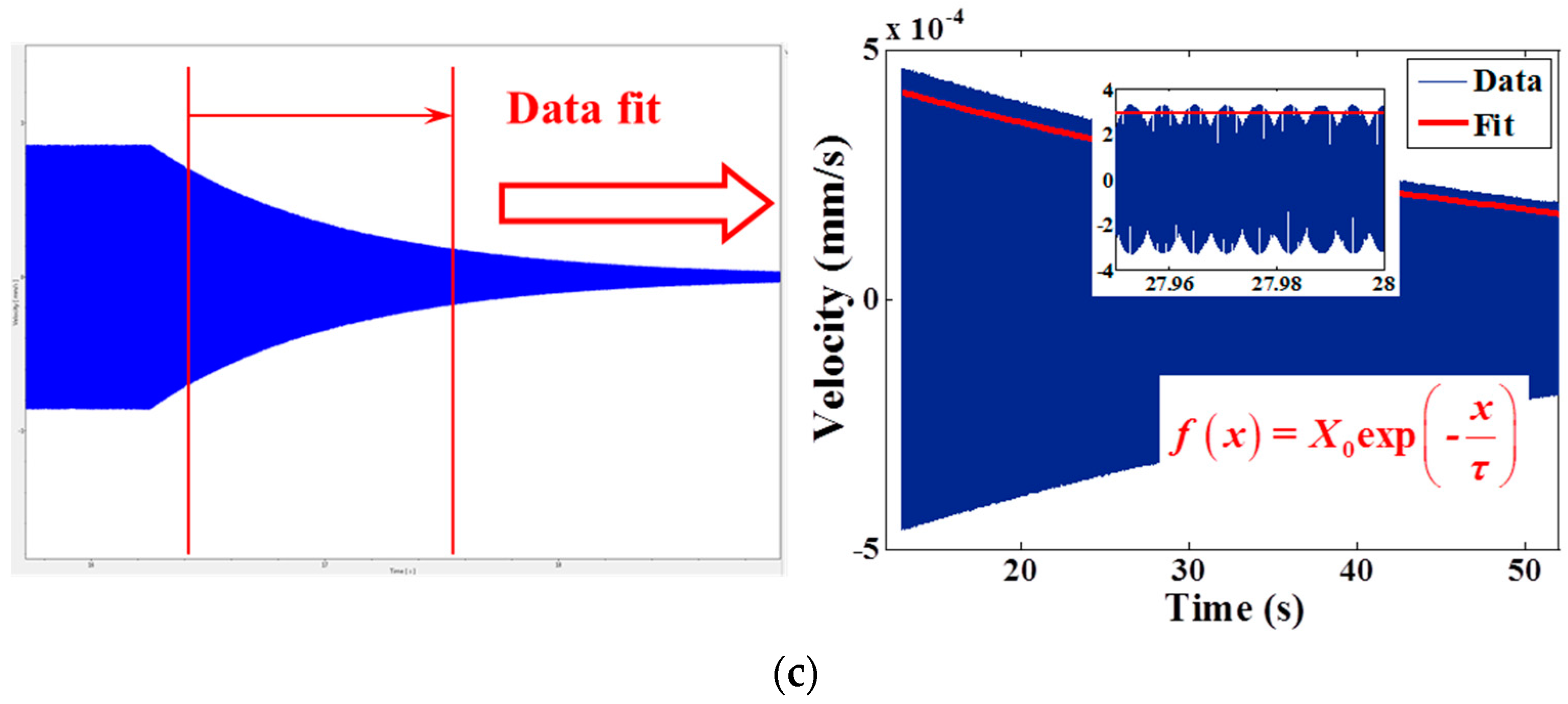
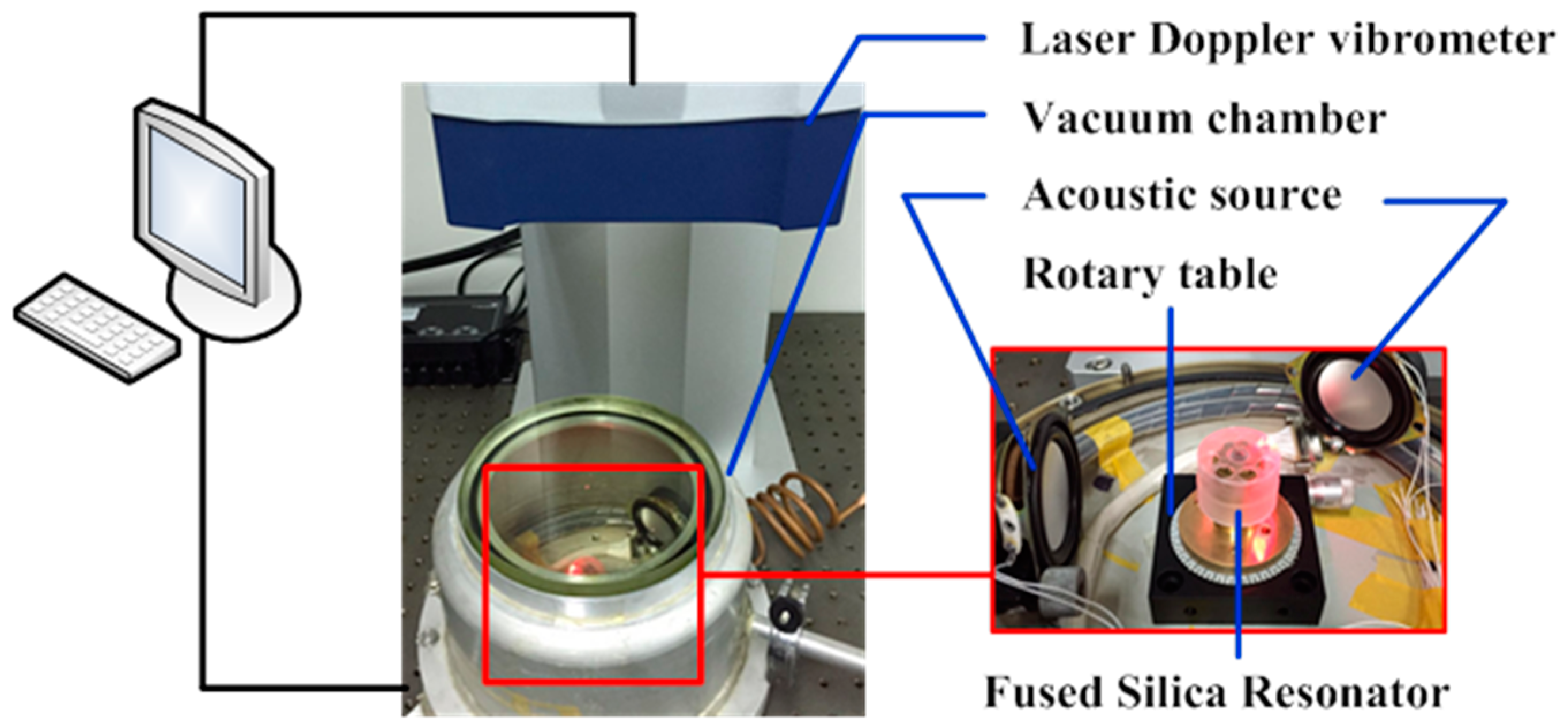
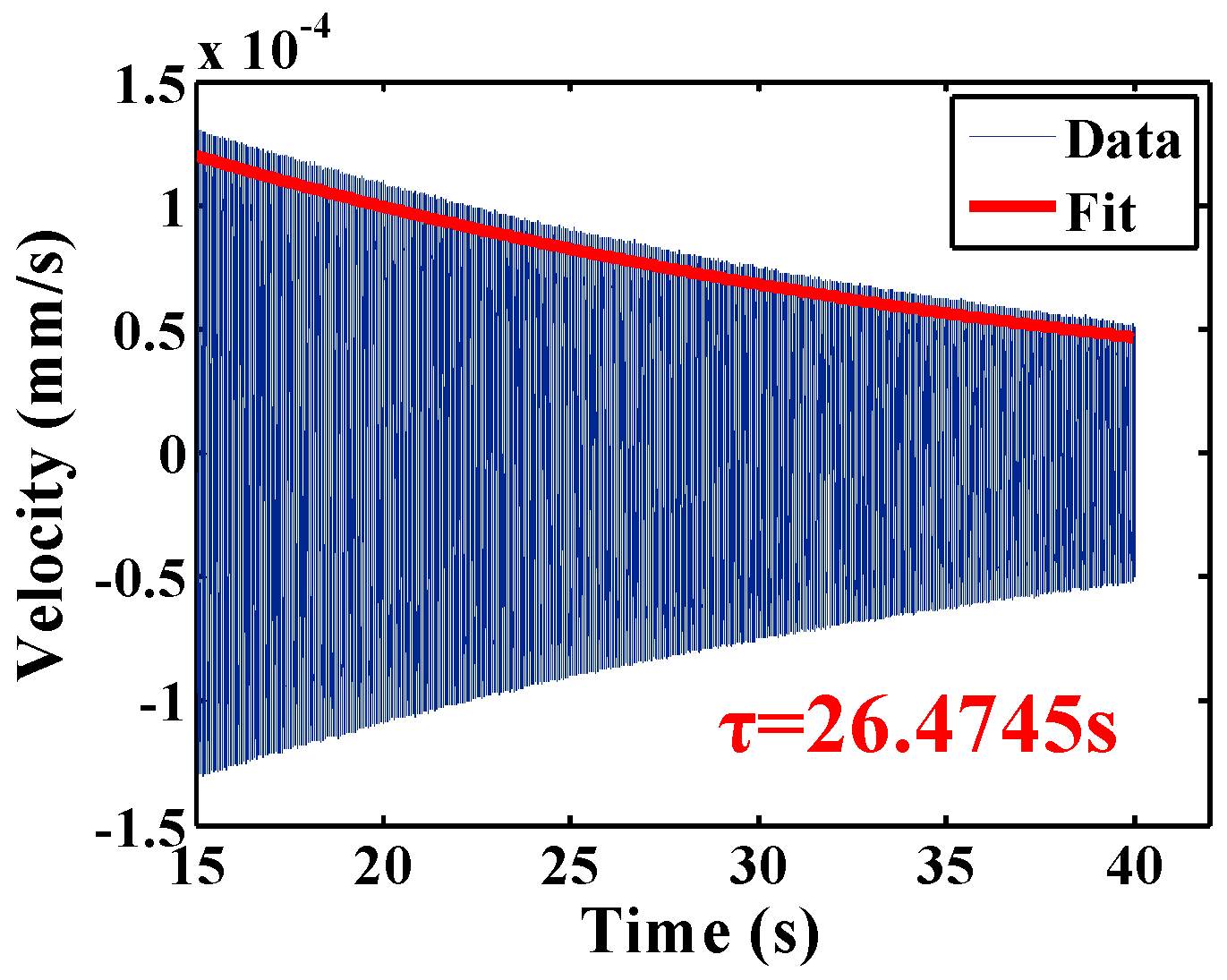
2.3. Testing Apparatus
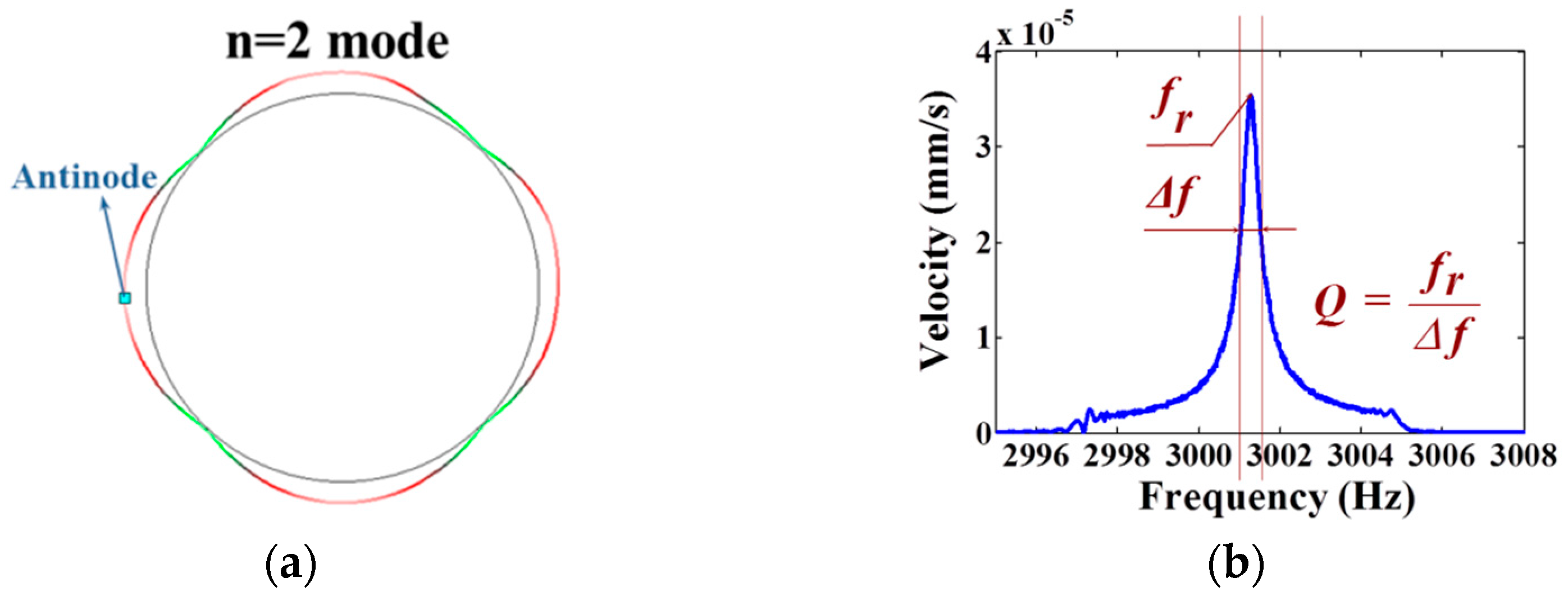
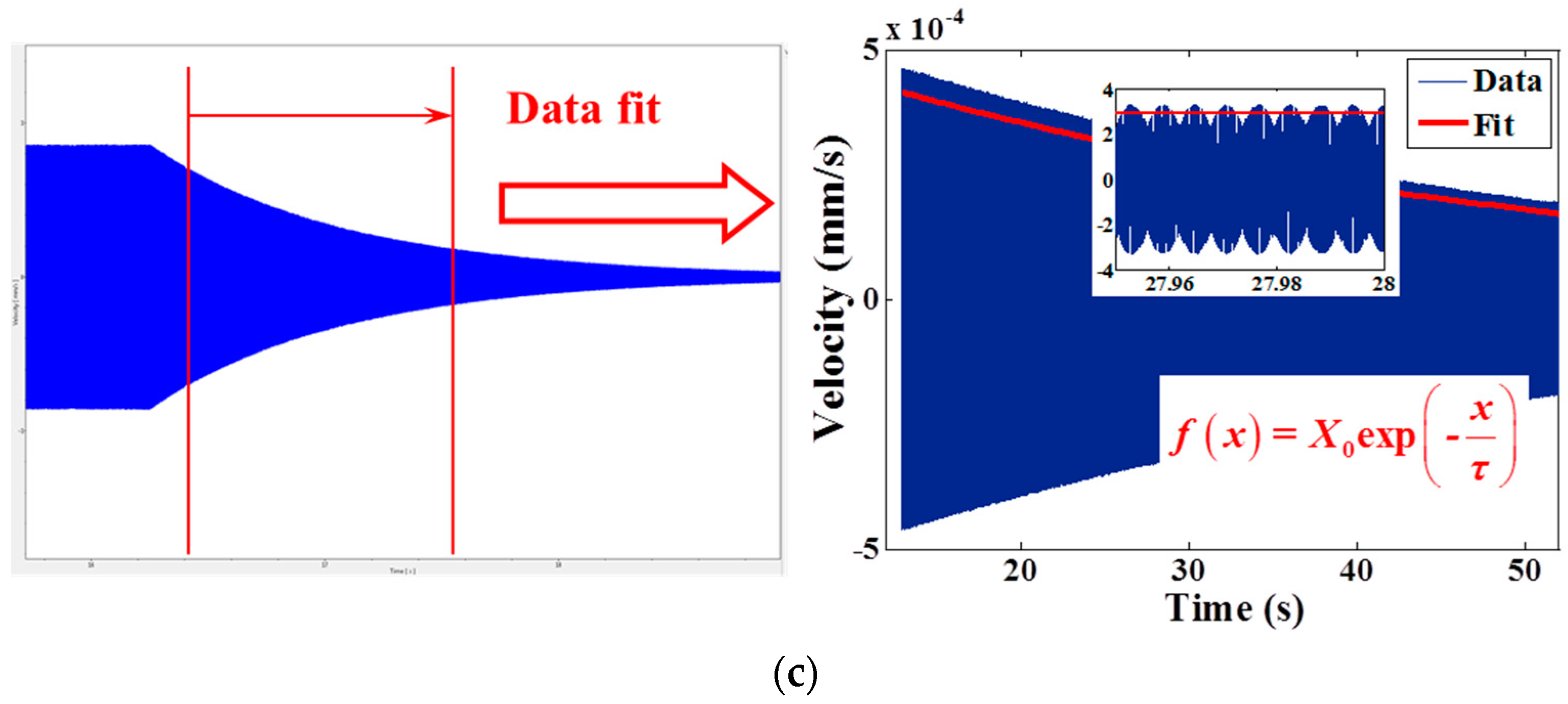
2.4. Q Factor Improvement
3. Results
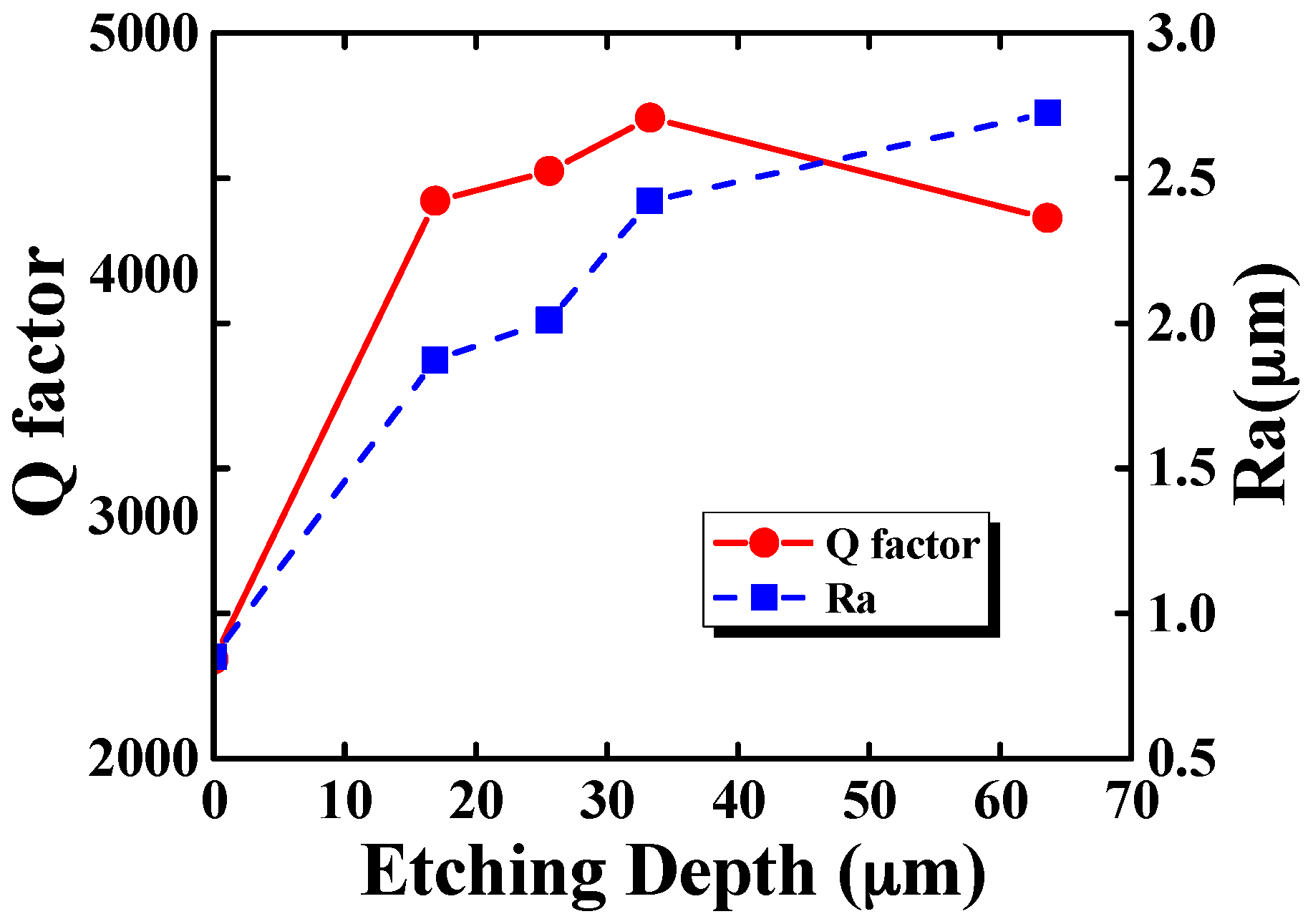
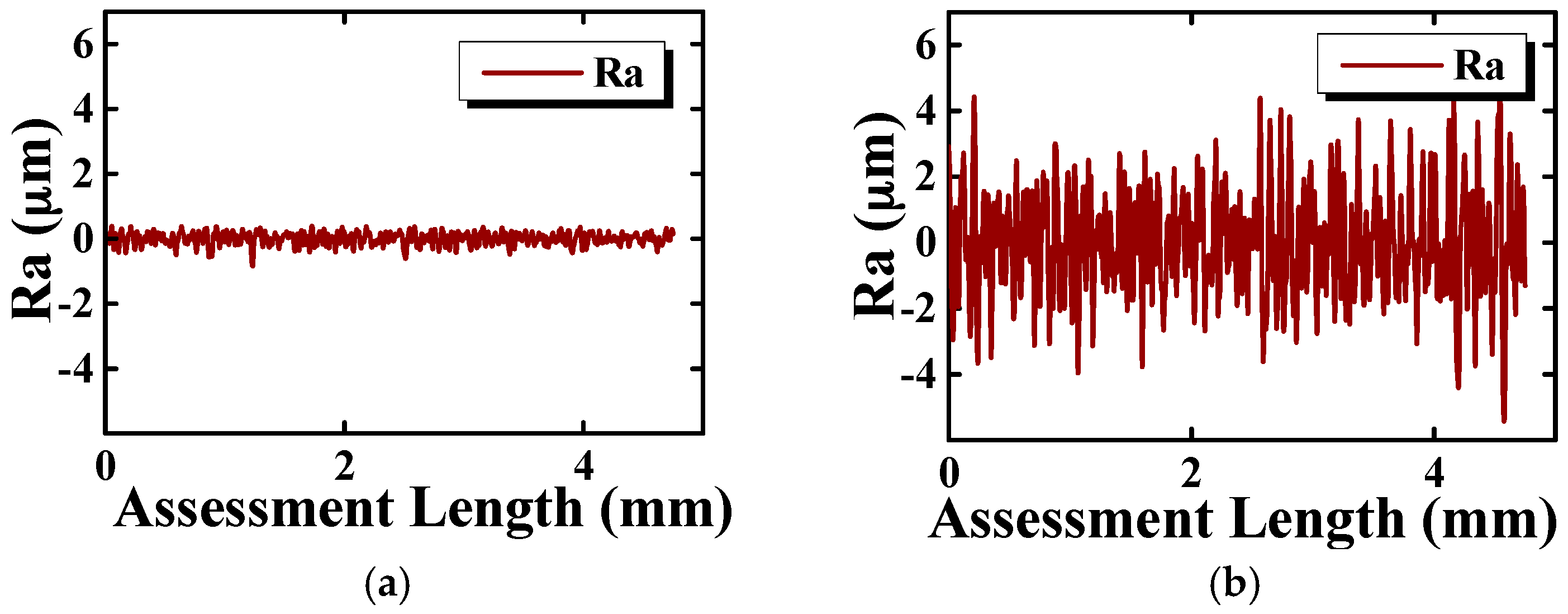
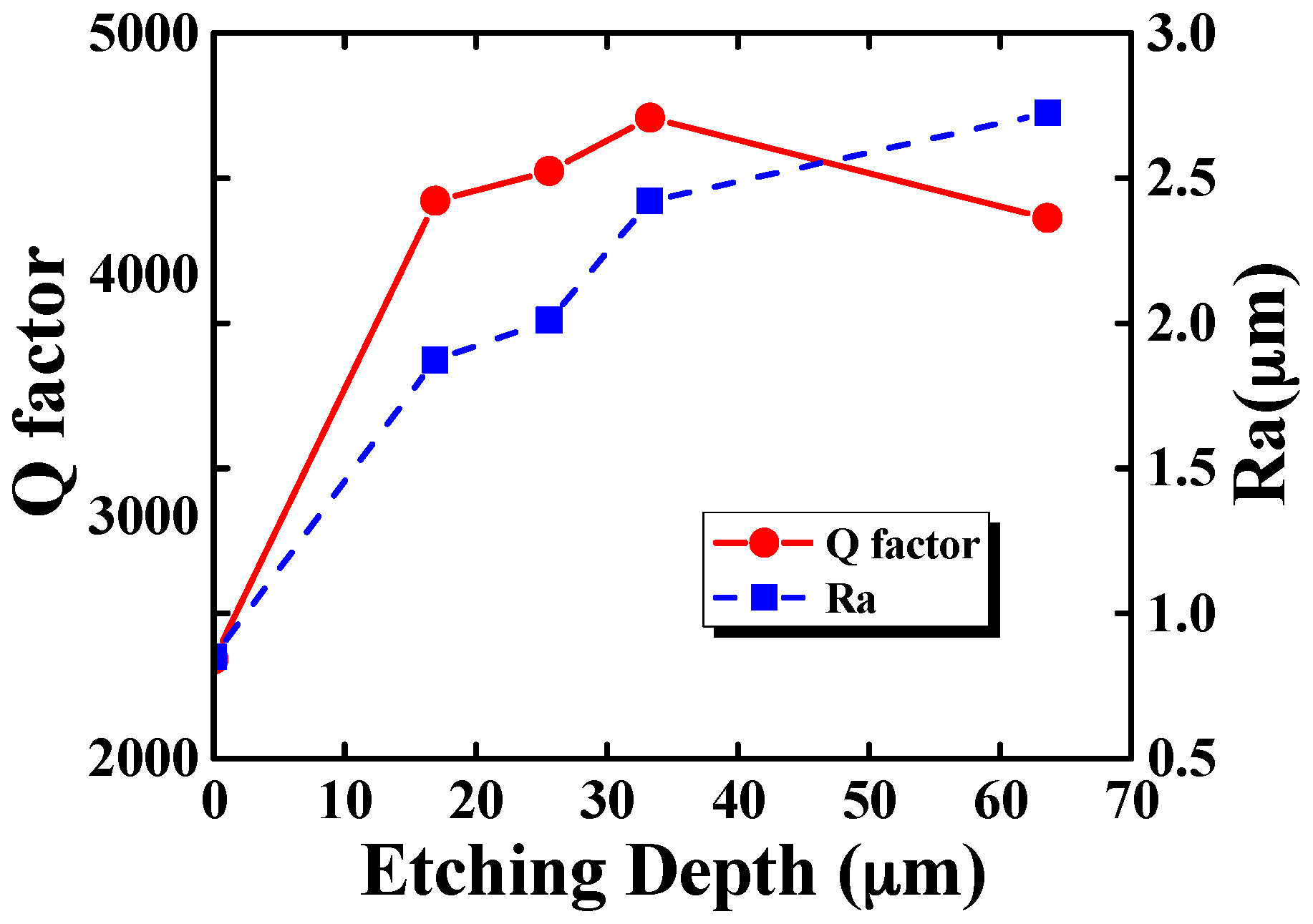
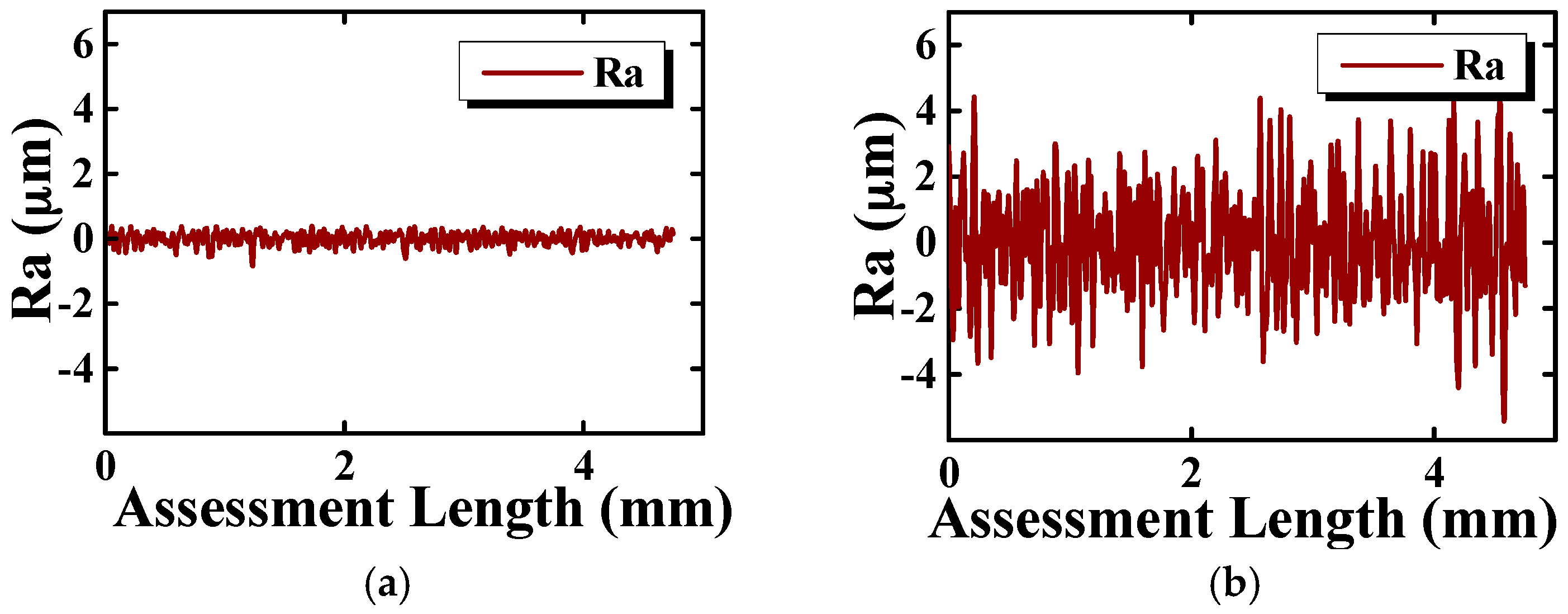
3.1. Chemical Etching
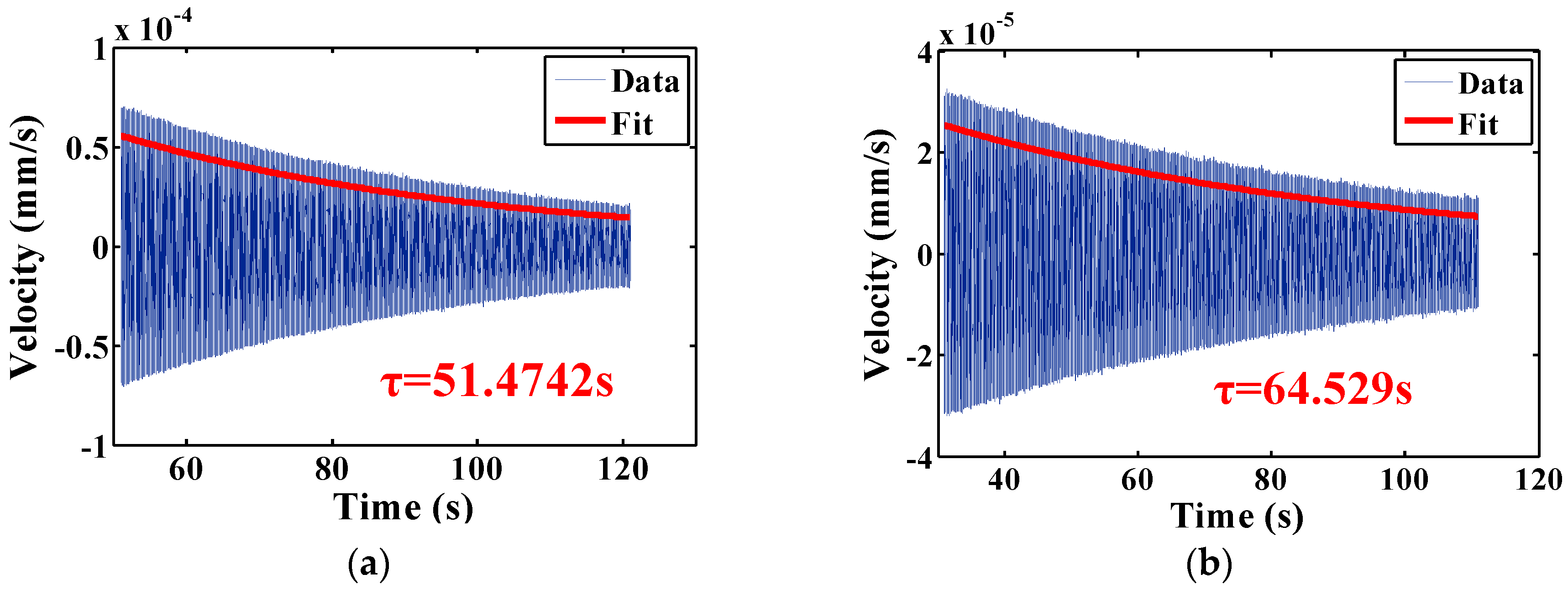
3.2. Annealing
4. Discussion
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Northrop Grumman Corporation. Available online: http://www.globenewswire.com/newsarchive/noc/press/pages/news_releases.html?d=10120447 (accessed on 29 January 2016).
- Anders, J.T. START vibrating gyroscope. In Proceedings of the IEE Colloquium on Measurement Using Resonant Sensing, London, UK, 2 December 1993.
- Burdess, J.S. The dynamics of a thin piezoelectric cylinder gyroscope. Proc. Inst. Mech. Eng. 1986, 200, 271–280. [Google Scholar] [CrossRef]
- Loveday, P.W. A coupled electromechanical model of an imperfect piezoelectric vibrating cylinder gyroscope. J. Intell. Mater. Syst. Struct. 1996, 7, 44–53. [Google Scholar] [CrossRef]
- Watson, W.S. Vibratory gyro skewed pick-off and driver geometry. In Proceedings of the Position Location and Navigation Symposium (PLANS), Indian Wells, CA, USA, 4–6 May 2010; pp. 171–179.
- Chikovani, V.V.; Okon, I.M.; Barabashov, A.S.; Tewksbury, P. A set of high accuracy low cost metallic resonator CVG. In Proceedings of the 2008 IEEE/ION Position, Location and Navigation Symposium, Monterey, CA, USA, 5–8 May 2008; pp. 238–243.
- Chikovani, V.V.; Yatsenko, Y.A.; Barabashov, A.S.; Marusyk, P.I.; Umakhanov, E.O.; Taturin, V.N. Improved accuracy metallic resonator CVG. IEEE Aerosp. Electron. Syst. Mag. 2009, 24, 40–43. [Google Scholar] [CrossRef]
- Sarapuloff, S.A. Development and Cost Reduction of High-Q Dielectric Resonators of Solid-State Gyroscopes. In Proceedings of the VIII-th International Conference on Integrated Navigation Systems, St. Petersburg, Russia, 28–30 May 2001; pp. 124–126.
- Sarapuloff, S.A. Dynamics of Precise Solid-State Gyroscopes of HRG and CRG Types. In Proceedings of the V-th Brazilian Symposium on Inertial Engineering (V SBEIN), Rio de Janeiro, Brazil, 27–29 November 2007.
- Waston Industries. Available online: http://watson-gyro.com/product/rate-gyros/pro-gyro-rate-gyro (accessed on 5 March 2016).
- Innalabs. Available online: http://www.innalabs.com/en/products/gyroscopes/ (accessed on 5 March 2016).
- Watson, W.S.; Henke, T.J. Coriolis gyro configuration effects on noise and drift performance. Available online: http://www.watson-gyro.com/files/gyro-bias-drift.pdf (accessed on 27 January 2016).
- Xi, X.; Wu, X.; Zhang, Y.; Zhou, X.; Wu, X.; Wu, Y. A study on Q factor of the trimmed resonator for vibratory cupped gyroscopes. Sens. Actuators A Phys. 2014, 218, 23–32. [Google Scholar] [CrossRef]
- Xi, X.; Wu, Y.; Wu, X.; Luan, Q.; Wu, X. A novel combined fused silica cylinder shell vibrating gyroscope. Sens. Mater. 2013, 25, 323–339. [Google Scholar]
- High-Q Sapphire Resonator of Solid-State Gyroscope for Satellites and Inclinometry in Oil & Gas Industry. Available online: http://www.stcu.int/documents/reports/distribution/tpf/MATERIALS/Sapphire_Gyro_Sarapuloff_ATSU.pdf (accessed on 5 October 2015).
- Saito, D.; Yang, C.; Heidari, A.; Najar, H.; Lin, L.; Horsley, D.A. Microcrystalline diamond cylindrical resonators with quality-factor up to 0.5 million. Appl. Phys. Lett. 2016, 108, 051904. [Google Scholar] [CrossRef]
- Senkal, D.; Ahamed, M.J.; Ardakani, M.A.; Askari, S.; Shkel, A.M. Demonstration of 1 Million-Factor on Microglassblown Wineglass Resonators with Out-of-Plane Electrostatic Transduction. J. Microelectromech. Syst. 2015, 24, 29–37. [Google Scholar] [CrossRef]
- Linotype, P.; Cho, J.; Nagourney, T.; Darvishian, A.; Shiari, B.; Woo, J.; Najafi, K. Fused silica micro birdbath shell resonators with 1.2 million Q and 43 second decay time constant. Available online: https://www.researchgate.net/profile/Ali_Darvishian2/publication/271018170_Fused_Silica_Micro_Birdbath_Shell_Resonators_With_1.2_Million_Q_and_43_Second_Decay_Time_Constant/links/54bc2a180cf29e0cb04be673.pdf (accessed on 27 January 2016).
- Chikovani, V.V.; Yatzenko, Y.A.; Kovalenko, V.A. Coriolis force Gyroscope with High Sensitivity. U.S. Patent 7513156, 7 April 2009. [Google Scholar]
- Guo, X.; Yi, Y.B.; Pourkamali, S. A finite element analysis of thermoelastic damping in vented MEMS beam resonators. Int. J. Mech. Sci. 2013, 74, 73–82. [Google Scholar] [CrossRef]
- Xiang, X.; Wu, Y.L.; Wu, X.M.; Yi, T.; Wu, X.Z. Modeling and analysis of the stress effects for trimmed cupped resonator under varying temperature. Sens. Actuators A Phys. 2013, 189, 429–440. [Google Scholar]
- Jeanroy, A.; Bouvet, A.; Remillieux, G. HRG and marine applications. Gyroscopy. Navig. 2014, 5, 67–74. [Google Scholar] [CrossRef]
- Linotype, P.; Blom, F.R.; Bouwstra, S.; Elwenspoek, M.; Fluitman, J.J. Dependence of the quality factor of micromachined silicon beam resonators on pressure and geometry. J. Vac. Sci. Technol. B 1992, 10, 19–26. [Google Scholar]
- Matveev, V.A.; Lunin, B.S.; Basarb, M.A. Solid-State Gyroscope Navigation System, 1st ed.; Harbin Institute of Technology Press: Harbin, China, 2013; pp. 89–96. [Google Scholar]
- Miller, P.E.; Suratwala, T.I.; Wong, L.L.; Feit, M.D.; Menapace, J.A.; Davis, P.J.; Steele, R.A. The distribution of subsurface damage in fused silica. Proc. SPIE 2006, 5991, 599101. [Google Scholar]
- Wong, L.; Suratwala, T.; Feit, M.D.; Miller, P.E.; Steele, R. The effect of HF/NH4F etching on the morphology of surface fractures on fused silica. J. Non-Cryst. Solids. 2009, 355, 797–810. [Google Scholar] [CrossRef]
- Lunin, B.S.; Torbin, S.N.; Danachevskaya, M.N.; Batov, I.V. On the mechanism of acoustic losses in the hydroxylated surface layer of silica glass. Moscow Univ. Chem. Bull. 2001, 56, 19–22. [Google Scholar]
- Startin, W.J.; Beilby, M.A.; Saulson, P.R. Mechanical quality factors of fused silica resonators. Rev. Sci. Instrum. 1998, 69, 3681–3689. [Google Scholar] [CrossRef]
- Izmailov, E.A.; Kolesnik, M.M.; Osipov, A.M.; Akimov, A.V. Hemispherical resonator gyro technology. Problems and possible ways of their solutions. In Proceedings of the 6th Saint Petersburg International Conference on Integrated Navigation Systems, St. Petersburg, Russia, 24–26 May 1999; p. 6.
- Ageev, A.; Palmer, B.C.; Felice, A.D.; Steven, D.P.; Saulson, P.R. Very high quality factor measured in annealed fused silica. Class. Quantum Grav. 2004, 21, 3887. [Google Scholar] [CrossRef]
- Linotype, P.; Wang, K.; Wong, A.; Hsu, W.; Nguyen, C.T. Frequency trimming and Q-factor enhancement of micromechanical resonators via localized filament annealing. In Proceedings of the 1997 International Conference on Solid State Sensors and Actuators (TRANSDUCERS’97), Chicago, IL, USA, 16–19 June 1997; pp. 109–112.
- Aubin, K.L.; Zalalutdinov, M.; Reichenbach, R.B.; Houston, B.H.; Zehnder, A.T.; Parpia, J.M.; Craighead, H.G. Laser annealing for high-Q MEMS resonators. Proc. SPIE 2003, 5116. [Google Scholar] [CrossRef]
- Ahamed, M.J.; Senkal, D.; Shkel, A.M. Effect of annealing on mechanical quality factor of fused quartz hemispherical resonator. In Proceedings of the 2014 International Symposium on Inertial Sensors and Systems (ISISS), Laguna Beach, CA, USA, 25–26 February 2014; pp. 1–4.
- Nagourney, T.; Cho, J.Y.; Darvishian, A.; Shiari, B.; Najafi, K. Effect of metal annealing on the Q-factor of metal-coated fused silica micro shell resonators. In Proceedings of the 2015 IEEE International Symposium on Inertial Sensors and Systems (ISISS), Hapuna Beach, HI, USA, 23–26 March 2015; pp. 1–5.
- Lunin, B.S.; Torbin, S.N.; Danchevskaya, M.N.; Batov, I.V. Influence of the Damaged Surface Layer on the Q of Fused Silica Resonators. Moscow Univ. Chem. Bull. 1994, 35, 24–28. [Google Scholar]
- Numata, K.; Otsuka, S.; Ando, M.; Tsubono, K. Intrinsic losses in various kinds of fused silica. Class. Quantum Grav. 2002, 19. [Google Scholar] [CrossRef]
- Wang, Y.; Shkel, A.M. Study on surface roughness improvement of Fused Quartz after thermal and chemical post-processing. In Proceedings of the 2016 IEEE International Symposium on Inertial Sensors and Systems, Laguna Beach, CA, USA, 22–25 February 2016; pp. 101–104.
- Tzyy-jiann, W.; Jheng-yu, H.; Lee, C.A.; Niu, H. High-quality LiNbO3 microdisk resonators by undercut etching and surface tension reshaping. Opt. Express 2012, 20, 28119–28124. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Devices | H | L | h | l | hb | d |
|---|---|---|---|---|---|---|
| CR01 | 1.1730 | 9.8364 | 0.2643 | 8.1657 | 0.495 | 3.45 |
| CR02 | 1.1730 | 9.8073 | 0.2762 | 8.2266 | 0.559 | 5.43 |
| CR03 | 0.6620 | 9.8067 | 0.3405 | 8.0389 | 0.950 | 5.52 |
| CR04 | 0.7924 | 9.9008 | 0.3025 | 8.0124 | 1.105 | 5.51 |
| CR05 | 0.8970 | 10.2848 | 0.3035 | 8.0401 | 1.100 | 5.53 |
| CR06 | 0.9965 | 10.0610 | 0.2995 | 8.6200 | 0.625 | 5.53 |
| Average | STD | Variation | Angle (°) | Q Factor |
|---|---|---|---|---|
| 9965.71 | 46.89 | 0.47% | 0 | 9896 |
| 1 | 9951 | |||
| 2 | 9921 | |||
| 3 | 10,024 | |||
| 4 | 10,001 | |||
| 5 | 10,004 | |||
| 6 | 9963 | |||
| 9728.33 | 174.77 | 1.8% | 0 | 9896 |
| 5 | 9951 | |||
| 10 | 9921 | |||
| 15 | 10,024 | |||
| 20 | 10,001 | |||
| 25 | 10,004 |
| Time (hour) | Depth (μm) | Ra (μm) | fr (Hz) | Q factor |
|---|---|---|---|---|
| 0 | 0 | 0.850 | 5556.1 | 2410 |
| 2 | 16.9 | 1.874 | 5423.0 | 4306 |
| 3 | 25.6 | 2.010 | 5401.5 | 4430 |
| 4 | 33.3 | 2.422 | 5378.3 | 4650 |
| 5 | 63.6 | 2.724 | 5353.3 | 4234 |
| Device | Before Annealing | After Annealing | Variation | |||
|---|---|---|---|---|---|---|
| fr (Hz) | Q factor | fr (Hz) | Q factor | fr (Hz) | Q factor | |
| CR02 | 5556.4 | 1896 | 5565.2 | 3567 | 0.16% | 88.1% |
| CR03 | 3456.4 | 4339 | 3466.2 | 6562 | 0.28% | 51.2% |
| CR04 | 4013.9 | 4784 | 4021.3 | 7725 | 0.18% | 61.4% |
| Device | Before Etching | Depth (μm) | After Etching | ||||||
|---|---|---|---|---|---|---|---|---|---|
| fr (Hz) | Q | fr’ (Hz) | Q’ | fr (Hz) | Q | fr’ (Hz) | Q’ | ||
| CR05 | 4814.7 | 3960 | 4821.2 | 18,147 | 91 | 4442.2 | 7647 | 4453.5 | 703,318 |
| CR06 | 4459.7 | 4577 | 4471.3 | 16,320 | 106 | 3964.1 | 9115 | 3974.5 | 794,148 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pan, Y.; Wang, D.; Wang, Y.; Liu, J.; Wu, S.; Qu, T.; Yang, K.; Luo, H. Monolithic Cylindrical Fused Silica Resonators with High Q Factors. Sensors 2016, 16, 1185. https://doi.org/10.3390/s16081185
Pan Y, Wang D, Wang Y, Liu J, Wu S, Qu T, Yang K, Luo H. Monolithic Cylindrical Fused Silica Resonators with High Q Factors. Sensors. 2016; 16(8):1185. https://doi.org/10.3390/s16081185
Chicago/Turabian StylePan, Yao, Dongya Wang, Yanyan Wang, Jianping Liu, Suyong Wu, Tianliang Qu, Kaiyong Yang, and Hui Luo. 2016. "Monolithic Cylindrical Fused Silica Resonators with High Q Factors" Sensors 16, no. 8: 1185. https://doi.org/10.3390/s16081185
APA StylePan, Y., Wang, D., Wang, Y., Liu, J., Wu, S., Qu, T., Yang, K., & Luo, H. (2016). Monolithic Cylindrical Fused Silica Resonators with High Q Factors. Sensors, 16(8), 1185. https://doi.org/10.3390/s16081185