The Effect of Fiber Bleaching Treatment on the Properties of Poly(lactic acid)/Oil Palm Empty Fruit Bunch Fiber Composites

 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Results and Discussion
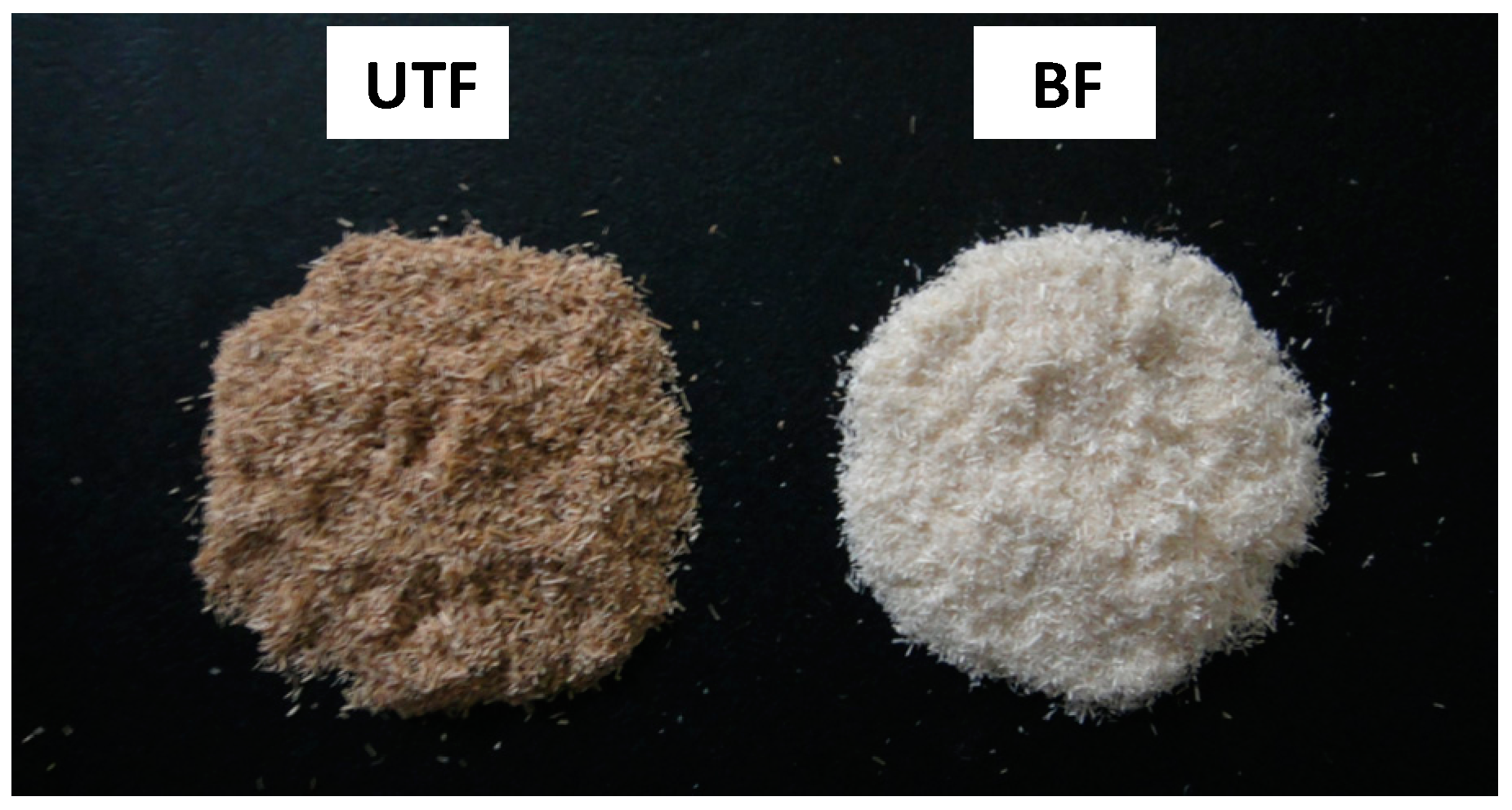
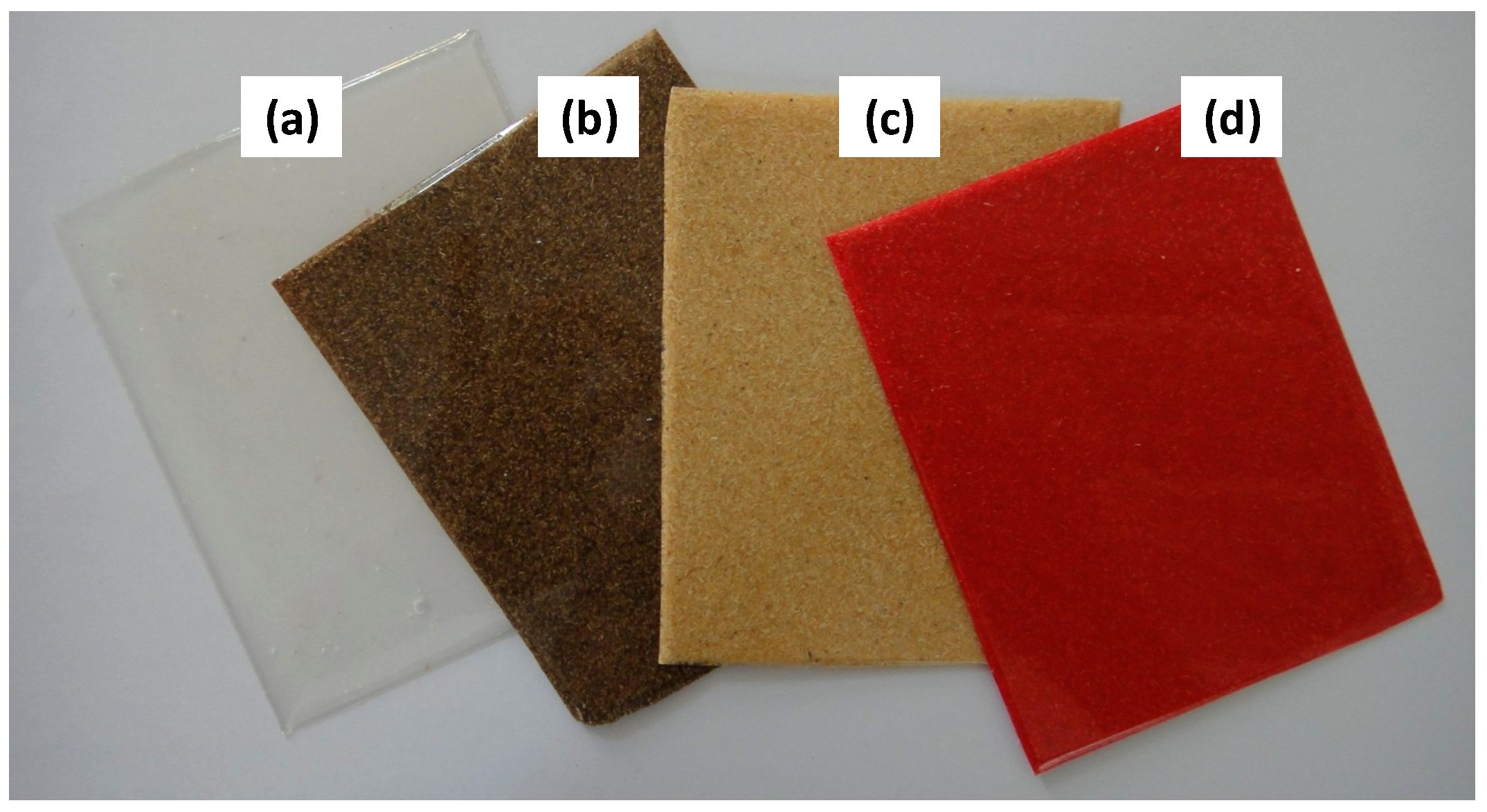
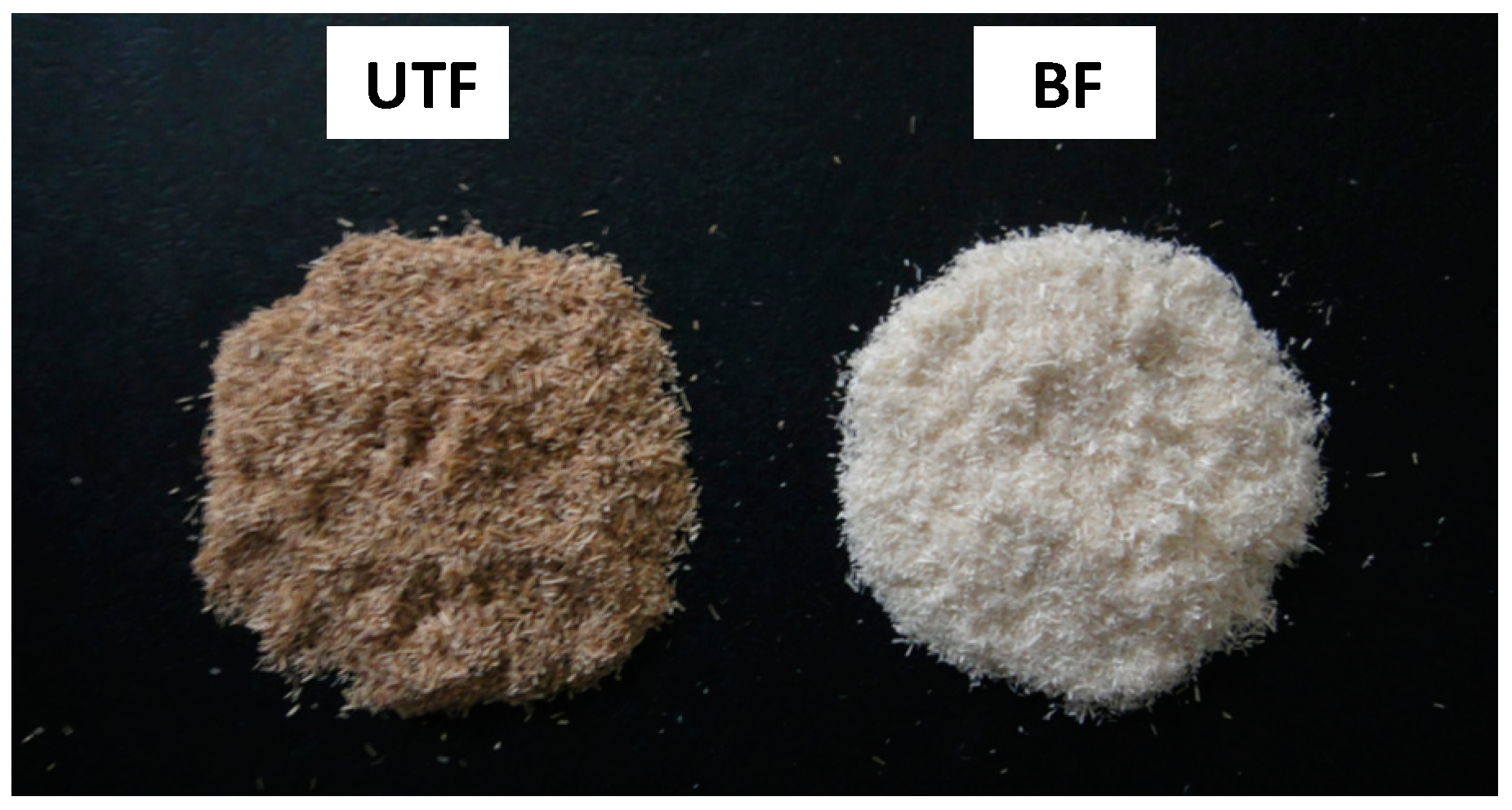
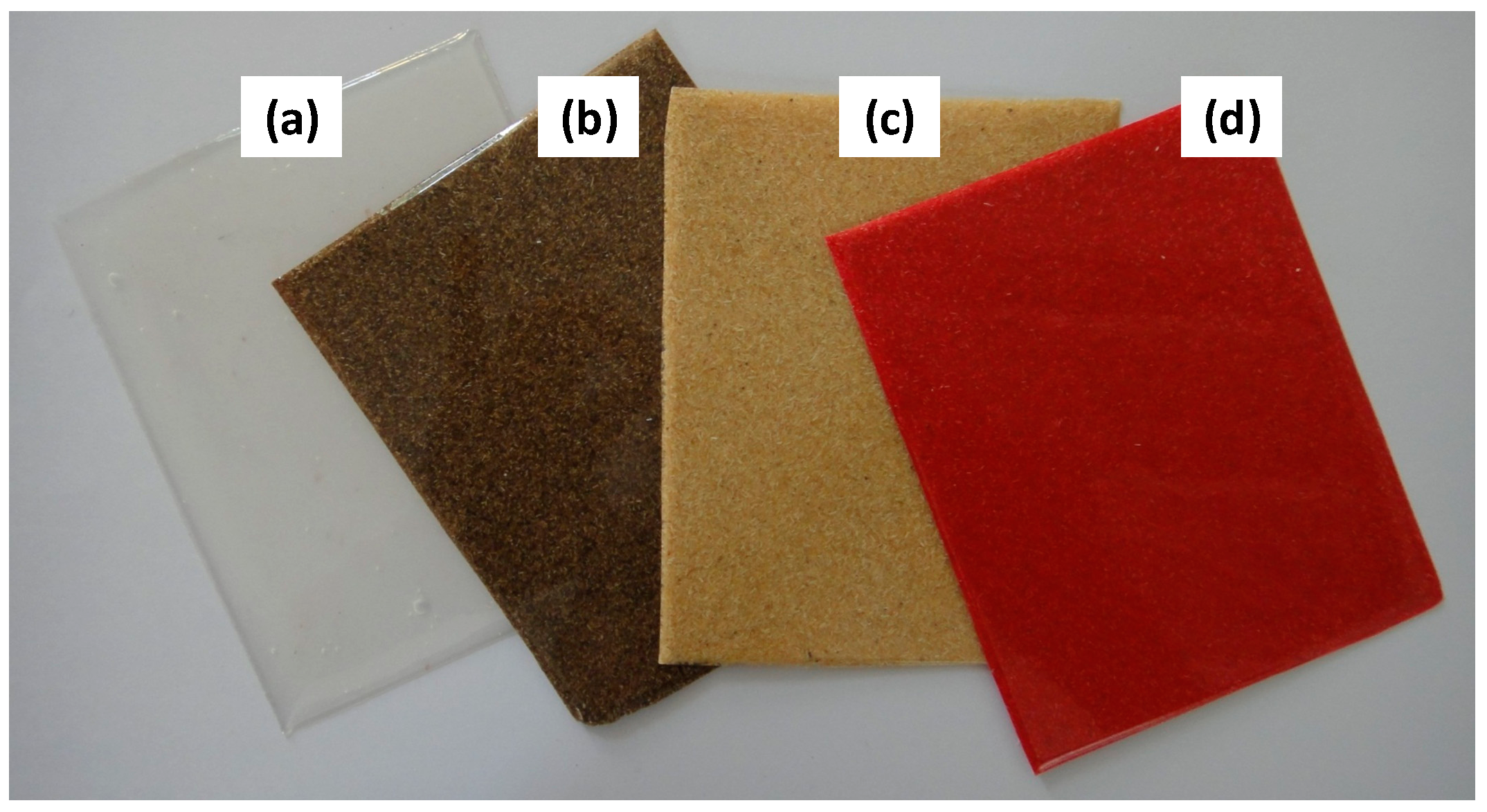
2.1. Effect of Fiber Bleaching
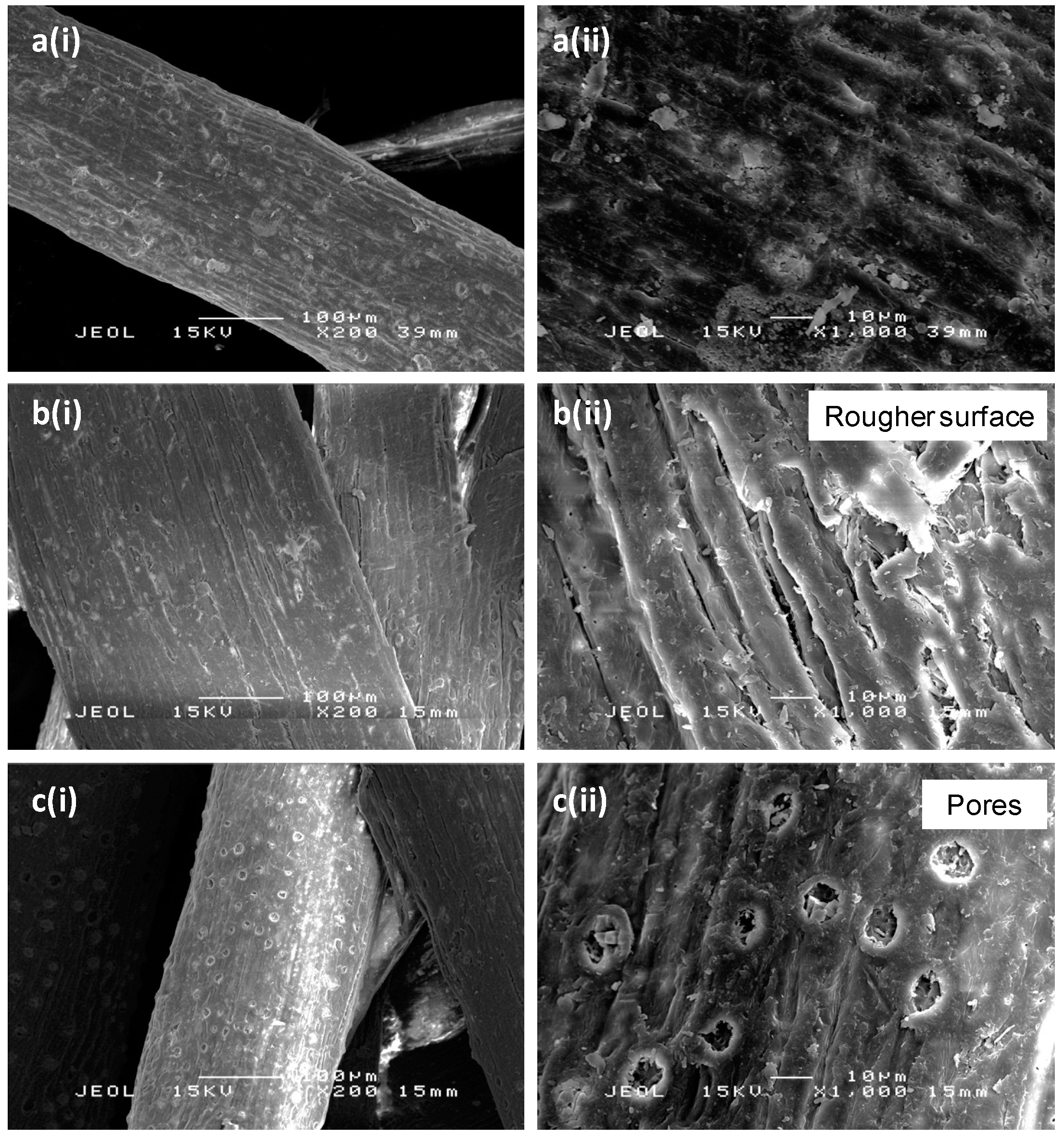
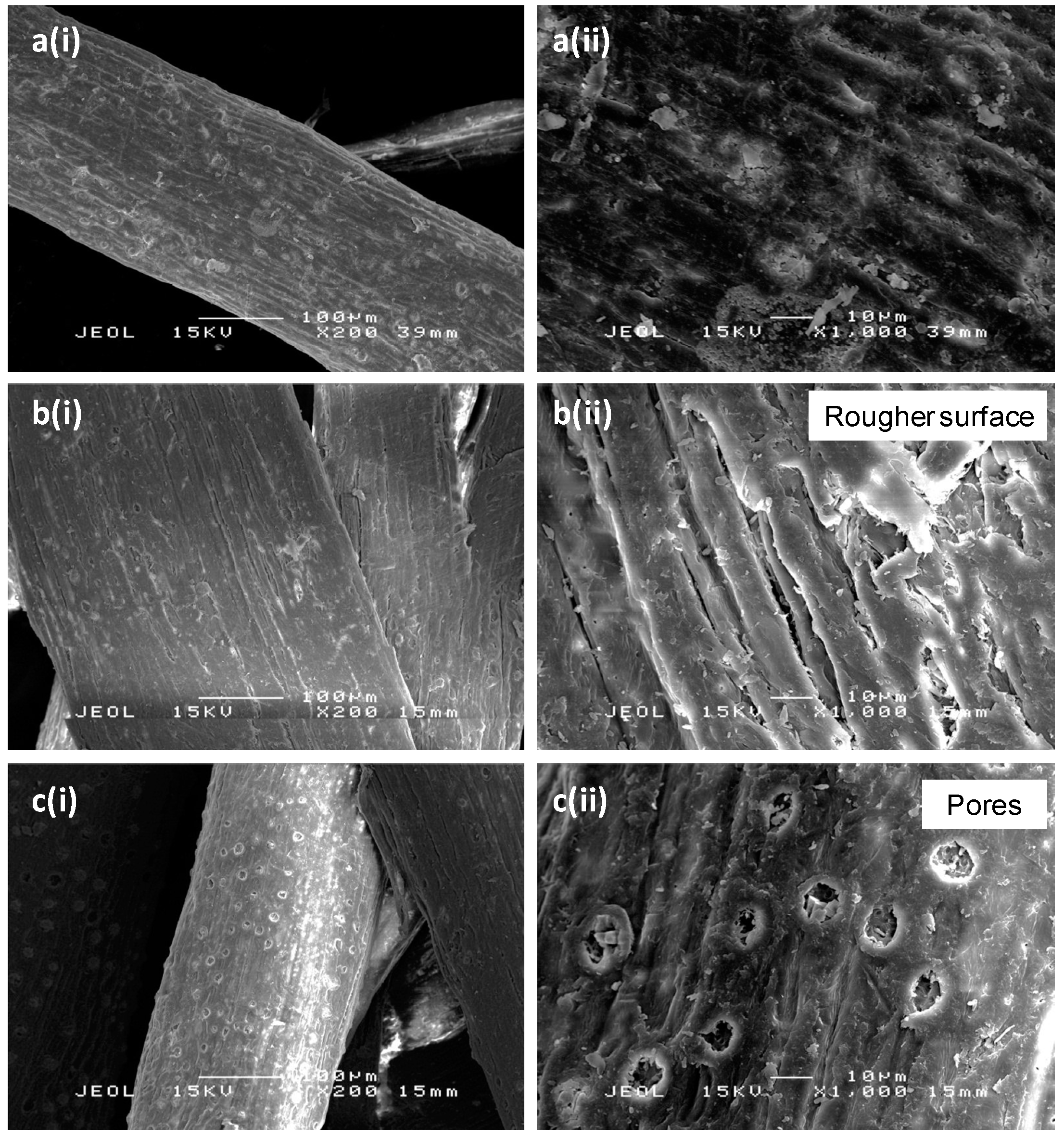
2.2. Scanning Electron Microscopy (SEM) Analysis of Oil Palm Empty Fruit Bunch (OPEFB) Fiber
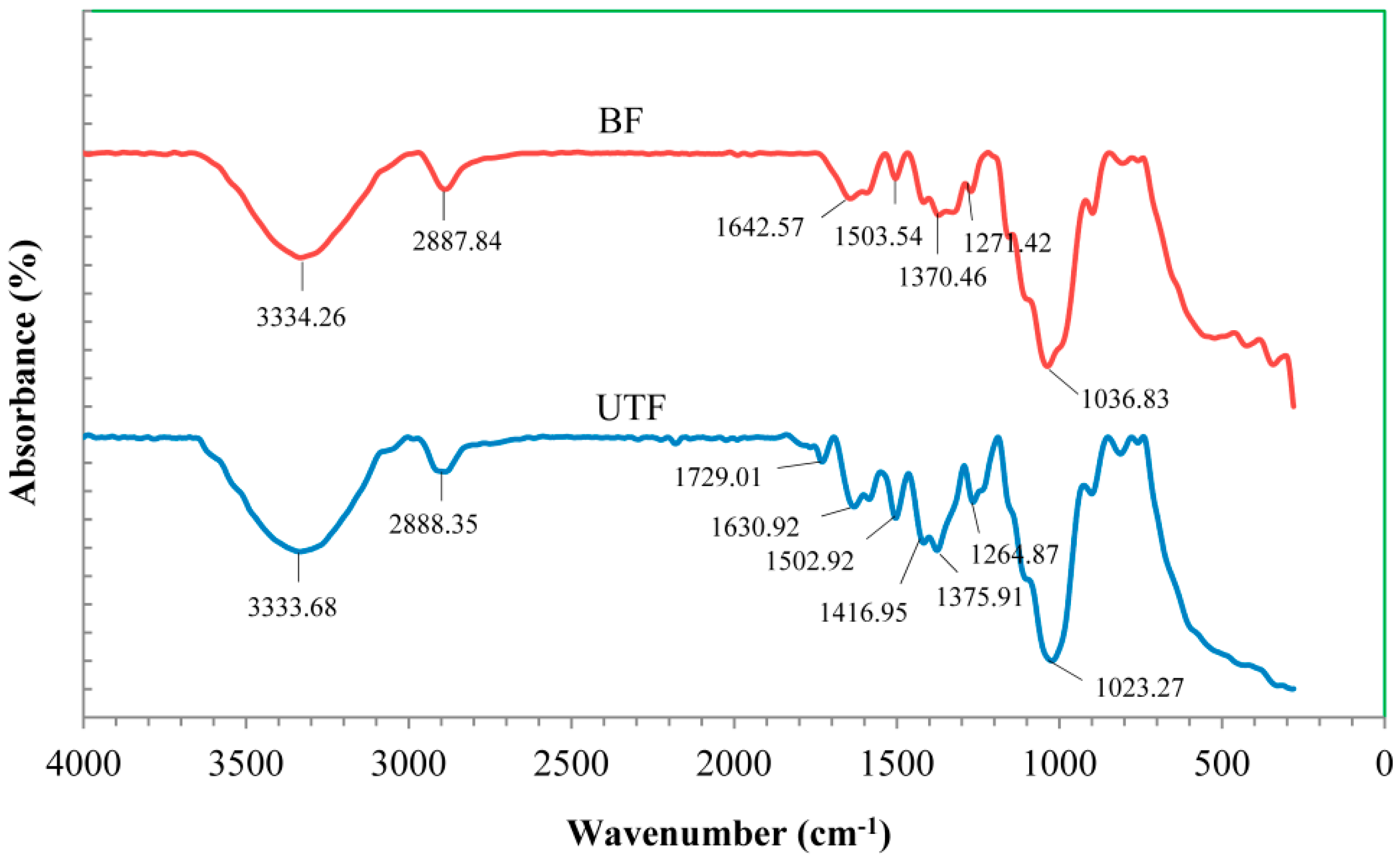
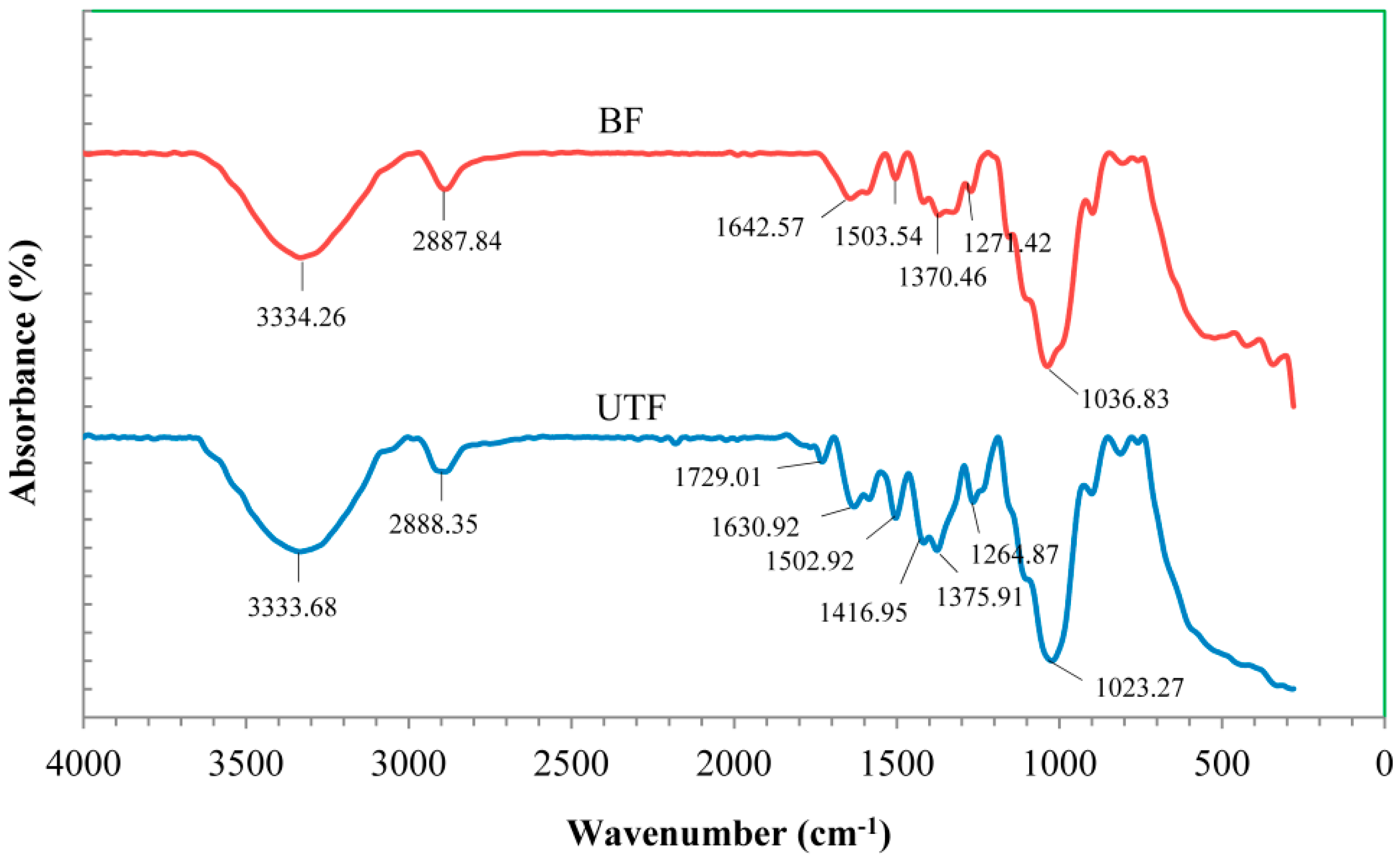
2.3. Fourier Transform Infrared (FTIR) Analysis of OPEFB Fiber
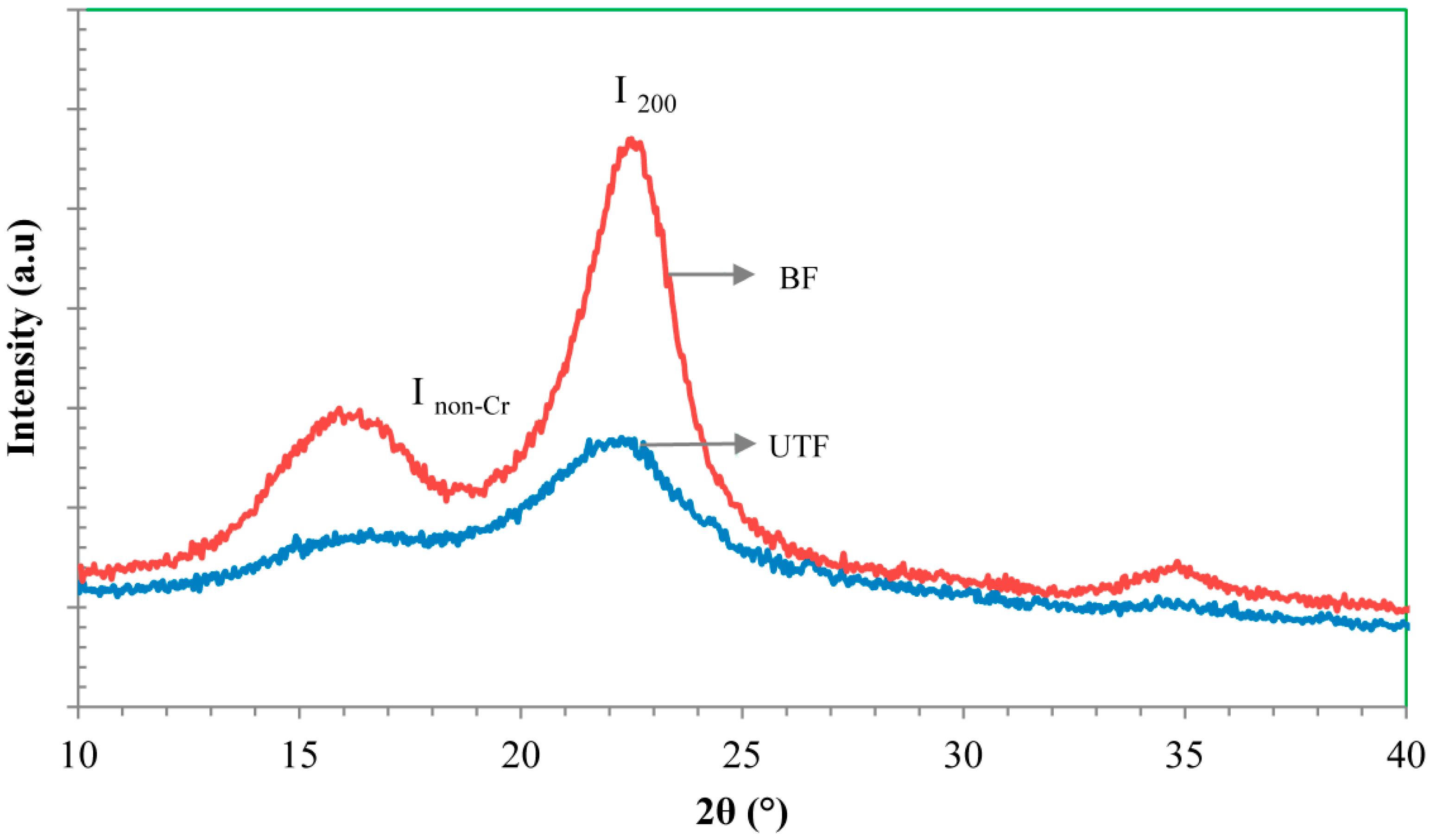
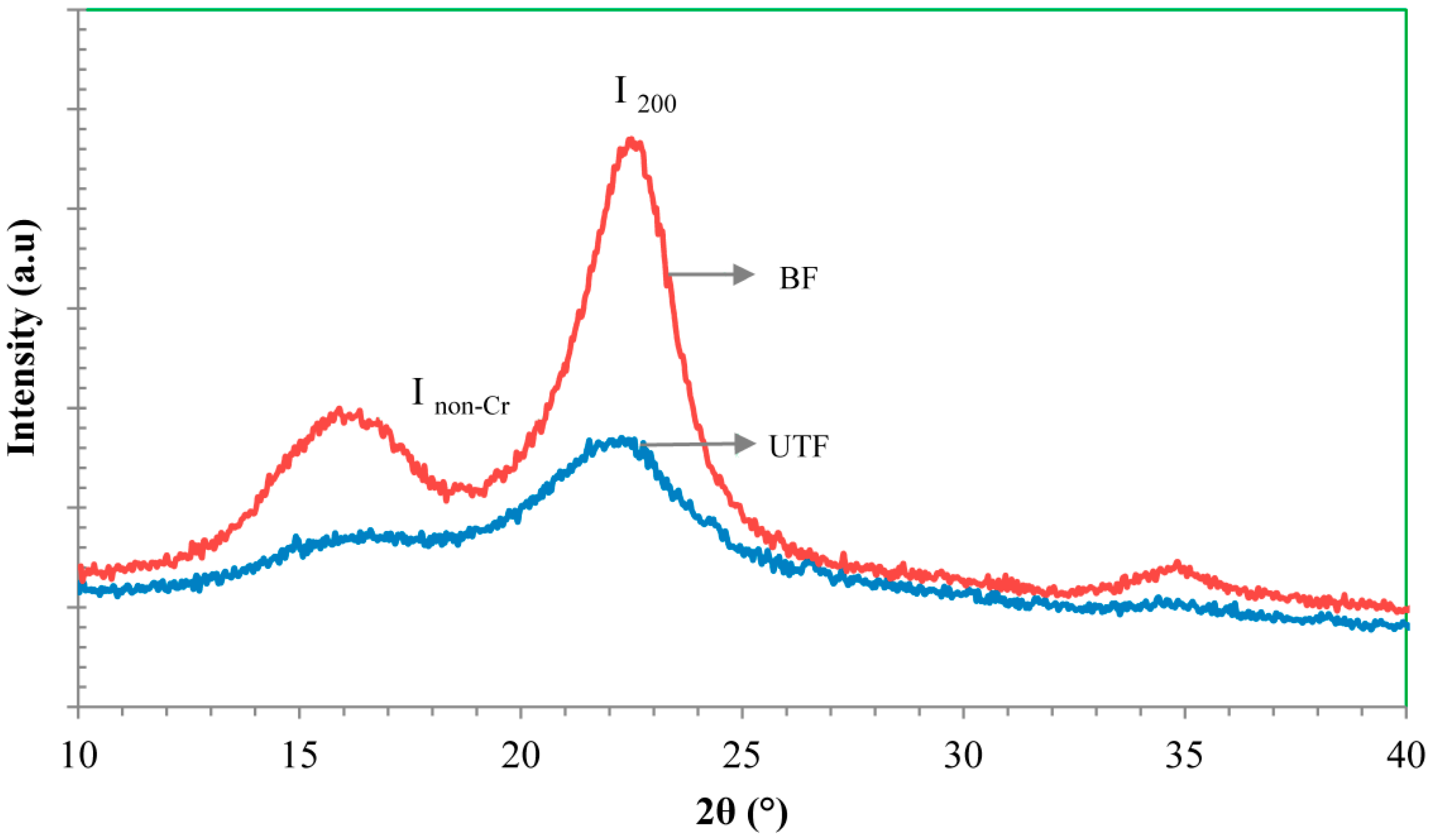
2.4. X-ray Diffraction (XRD) Analysis of OPEFB Fiber
2.5. Biocomposites Preparation
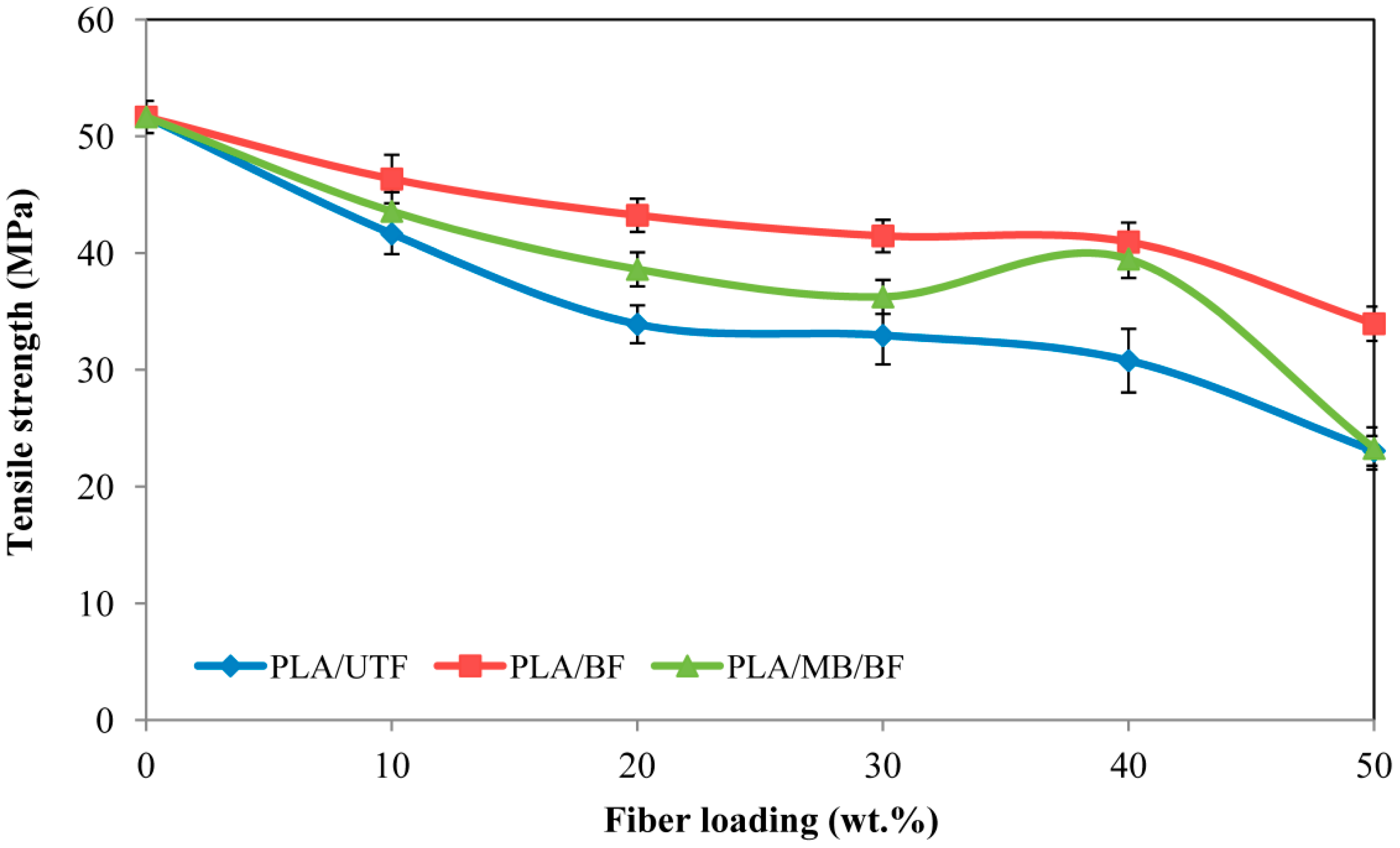
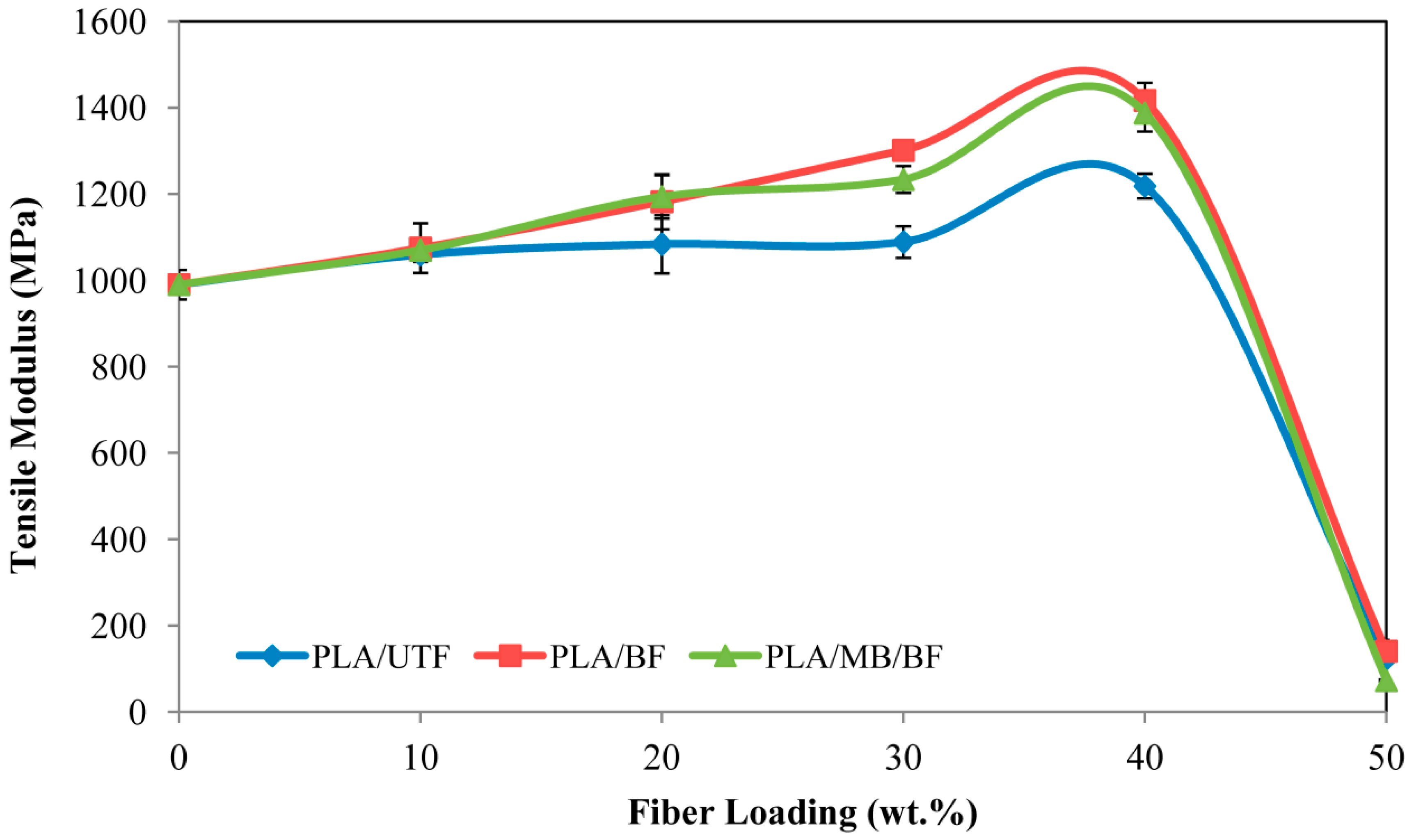
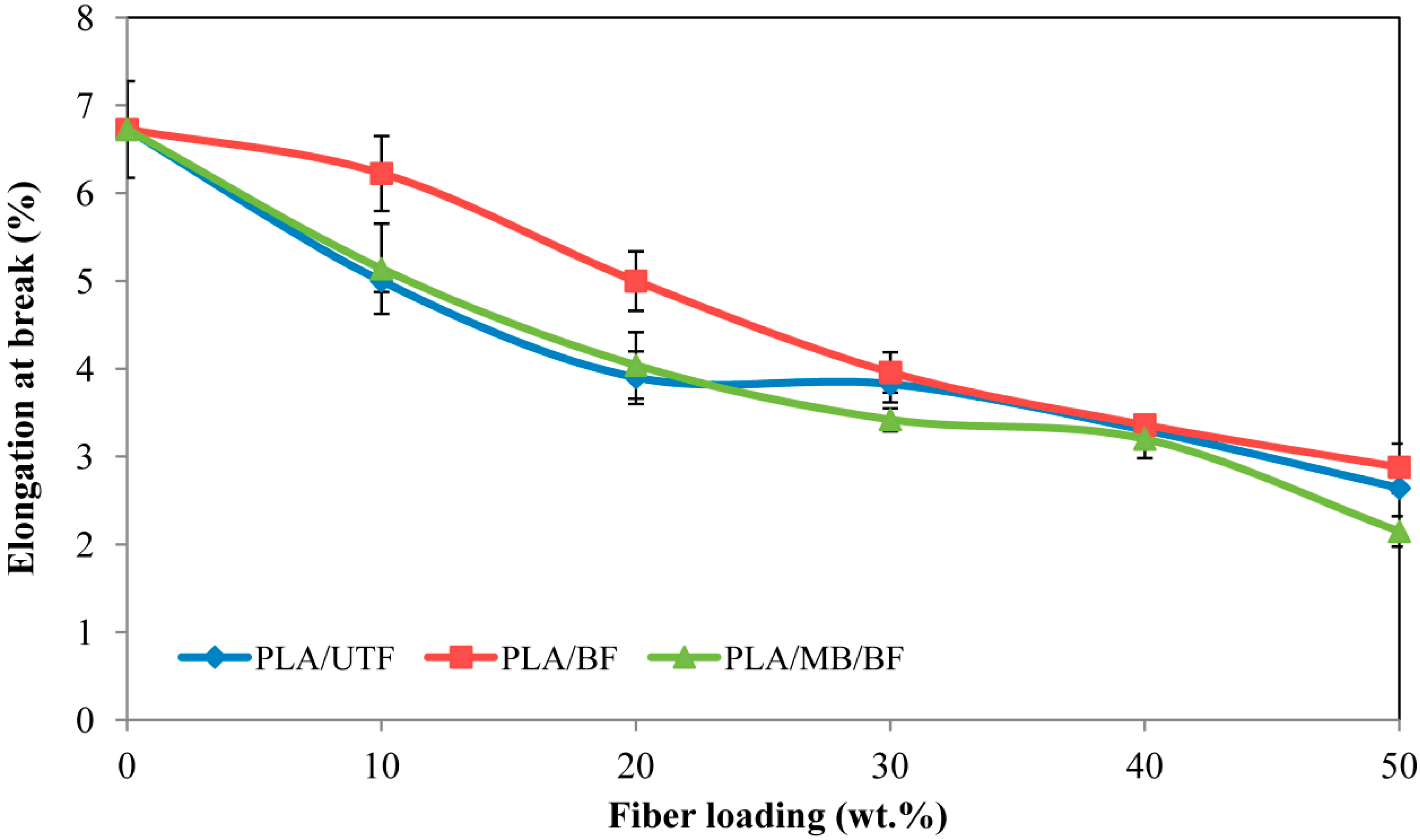
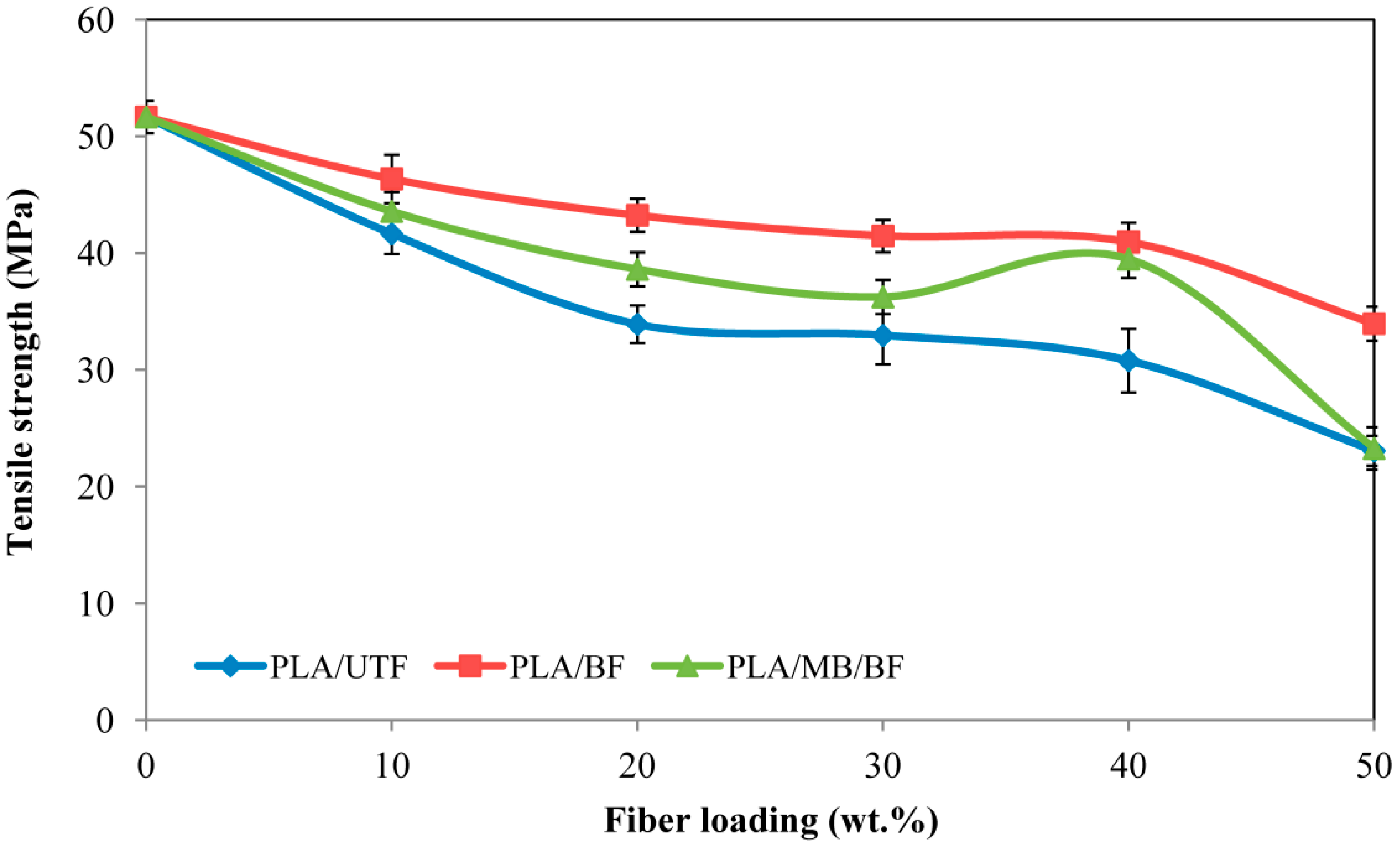
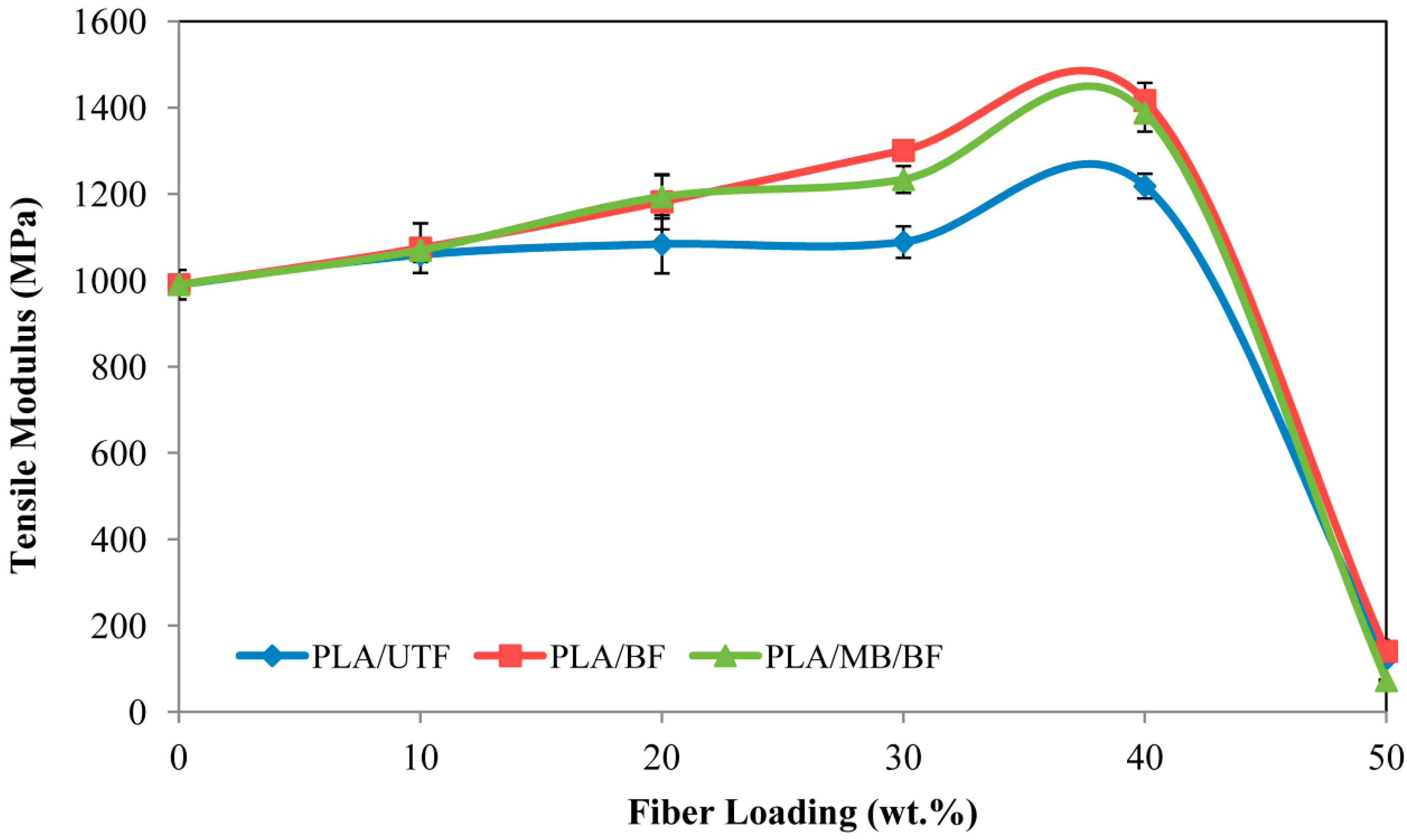
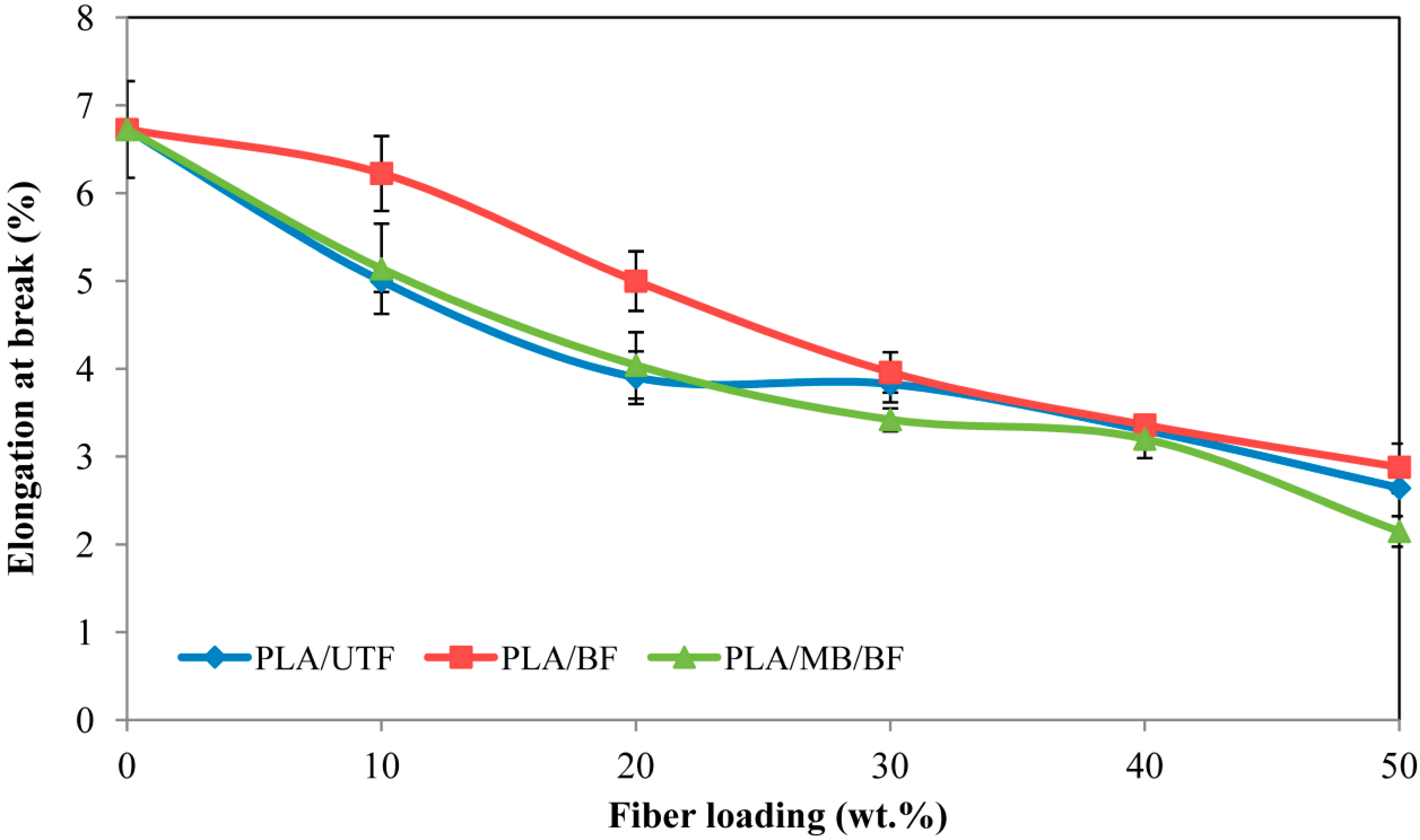
2.6. Effect of Fiber Bleaching on the Tensile Properties of Poly(lactic acid) (PLA)/OPEFB Fiber Biocomposites
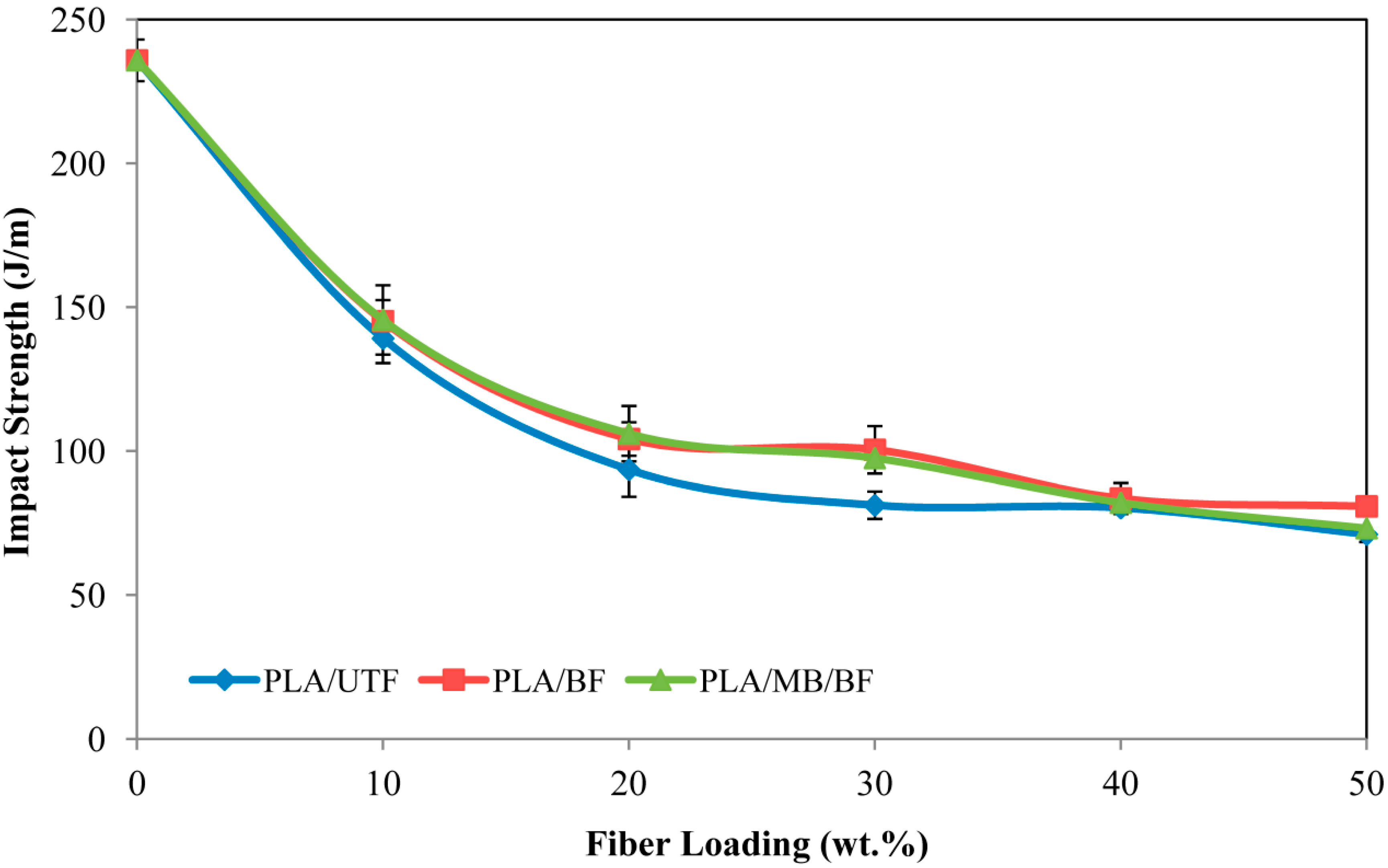
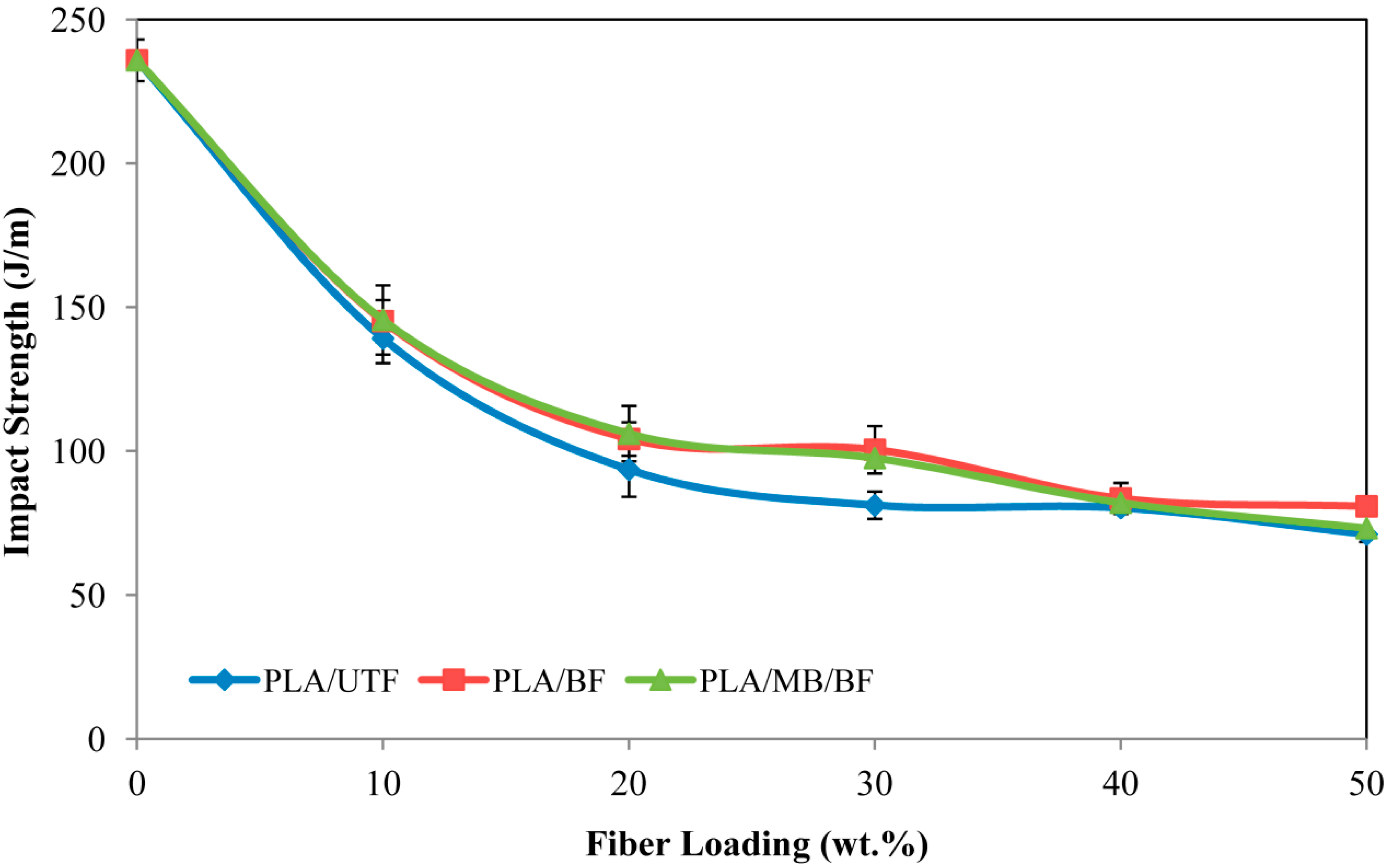
2.7. Effect of Fiber Bleaching on the Impact Properties of Biocomposites
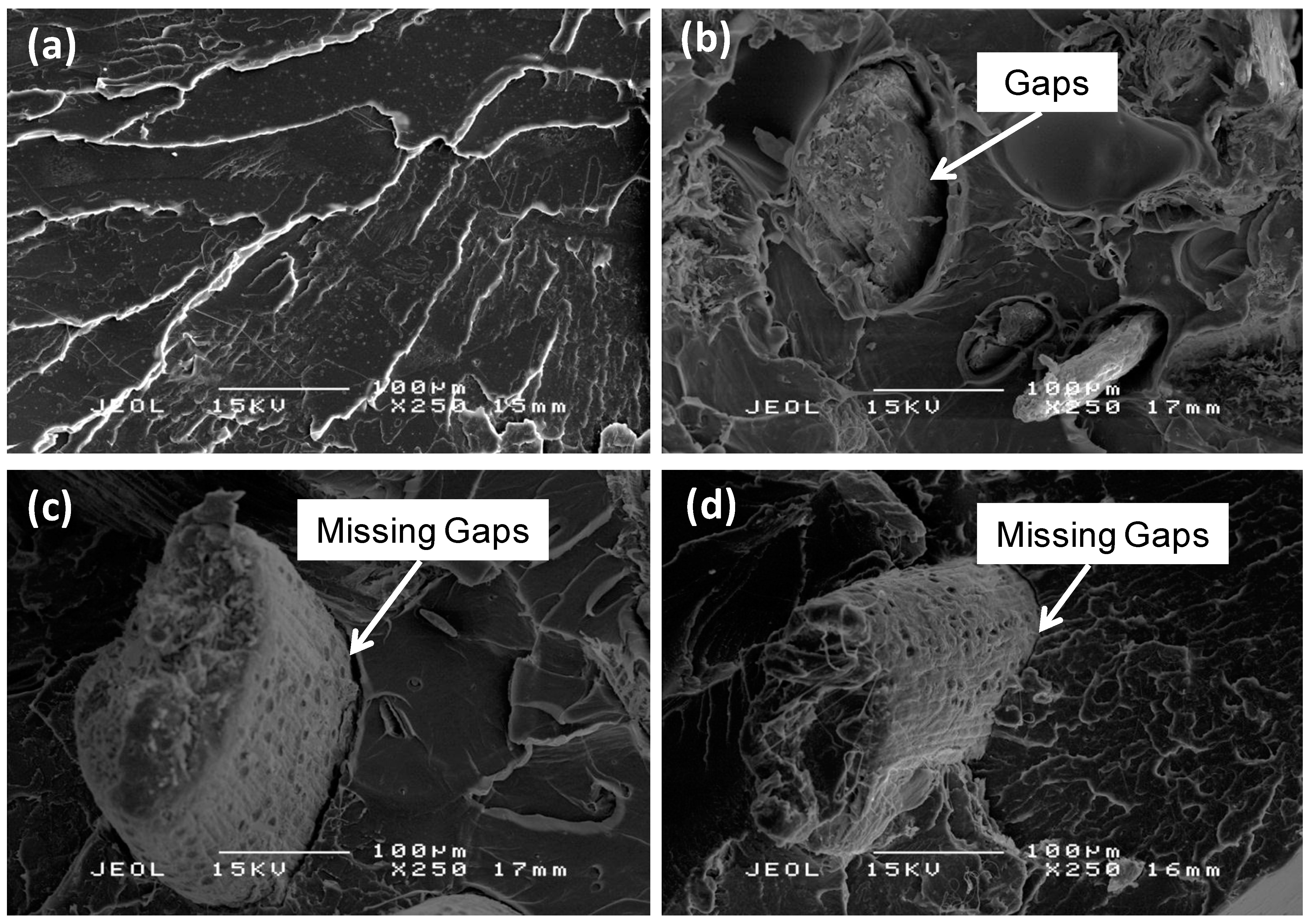
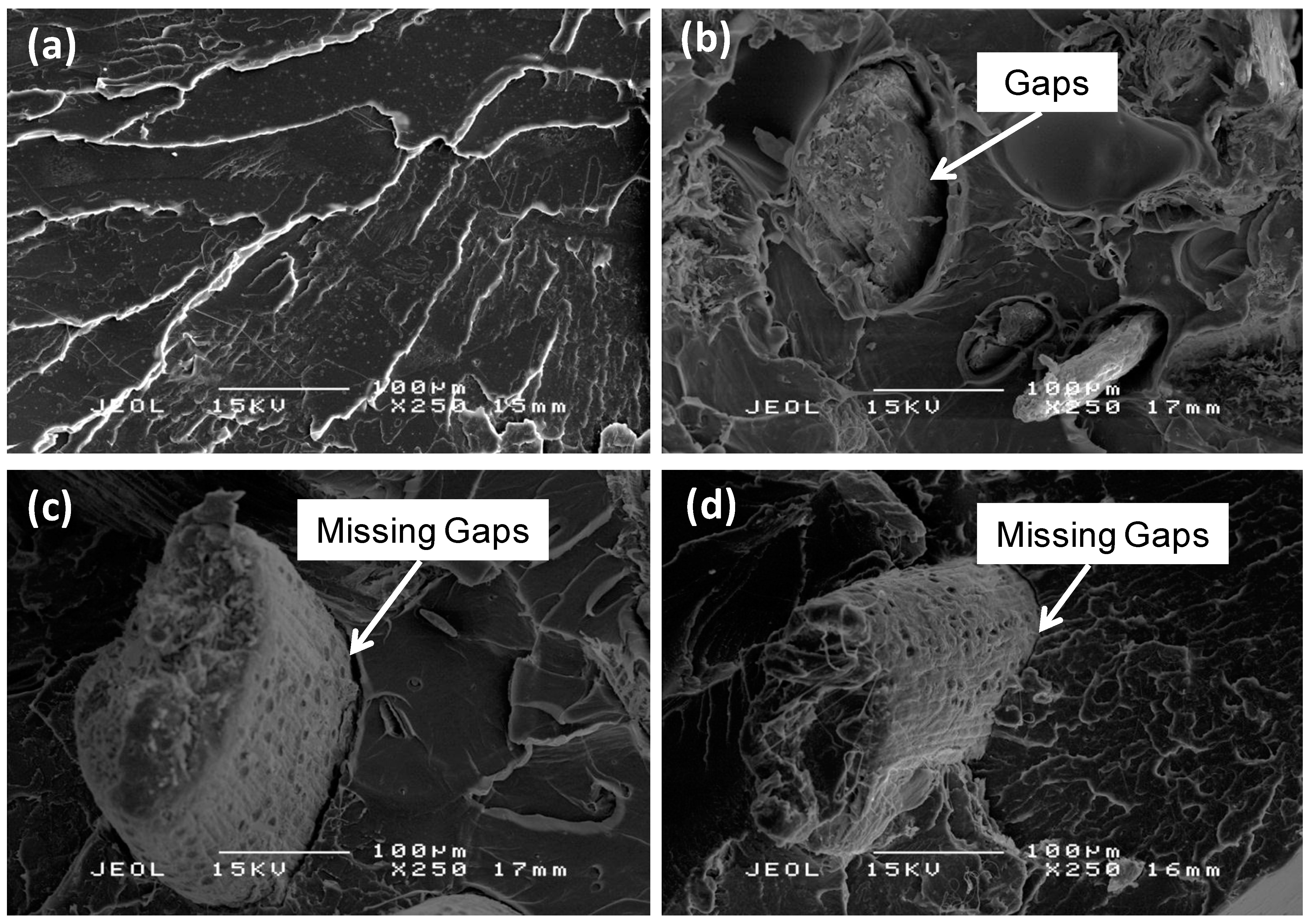
2.8. SEM Analysis of Biocomposites
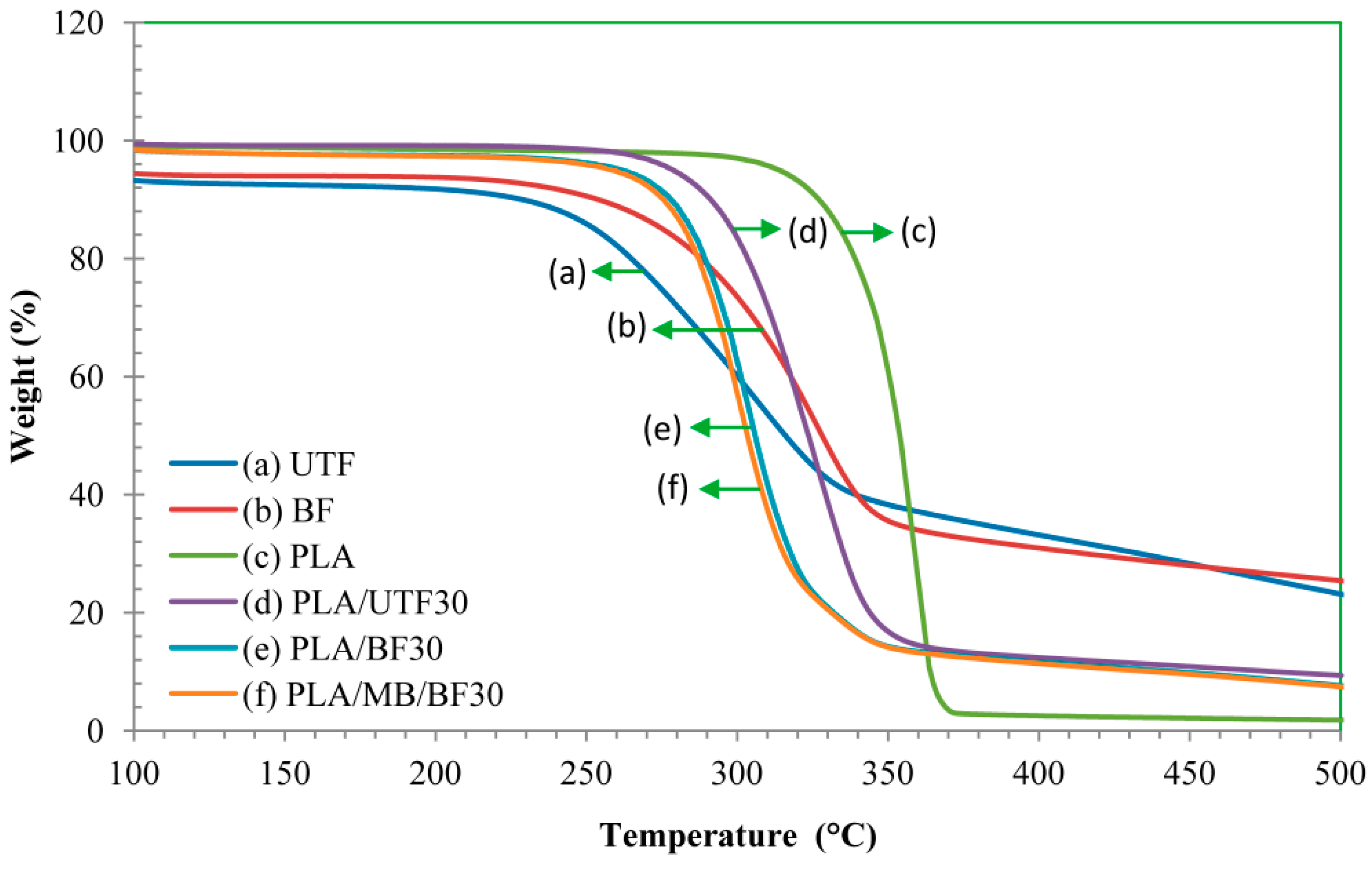
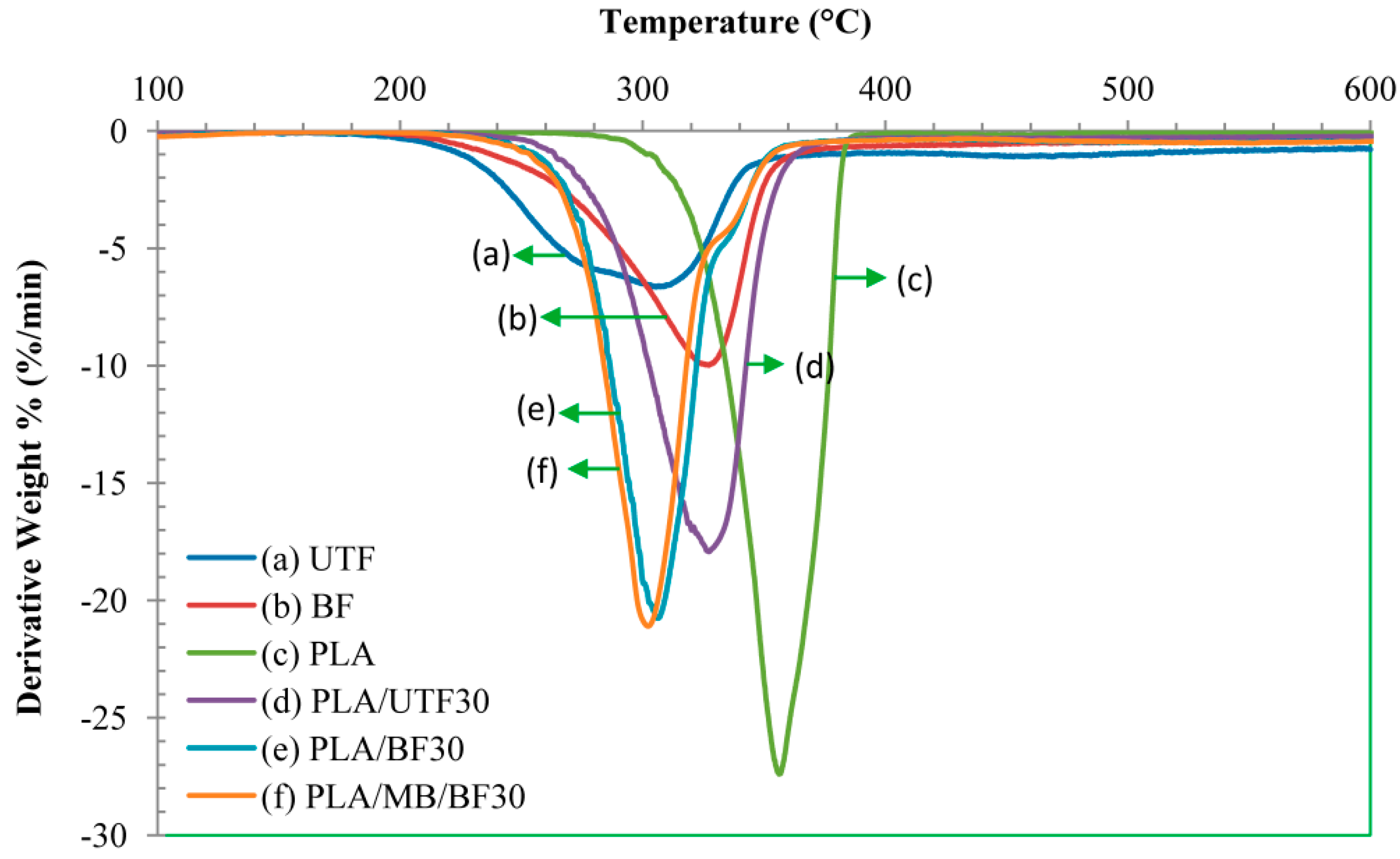
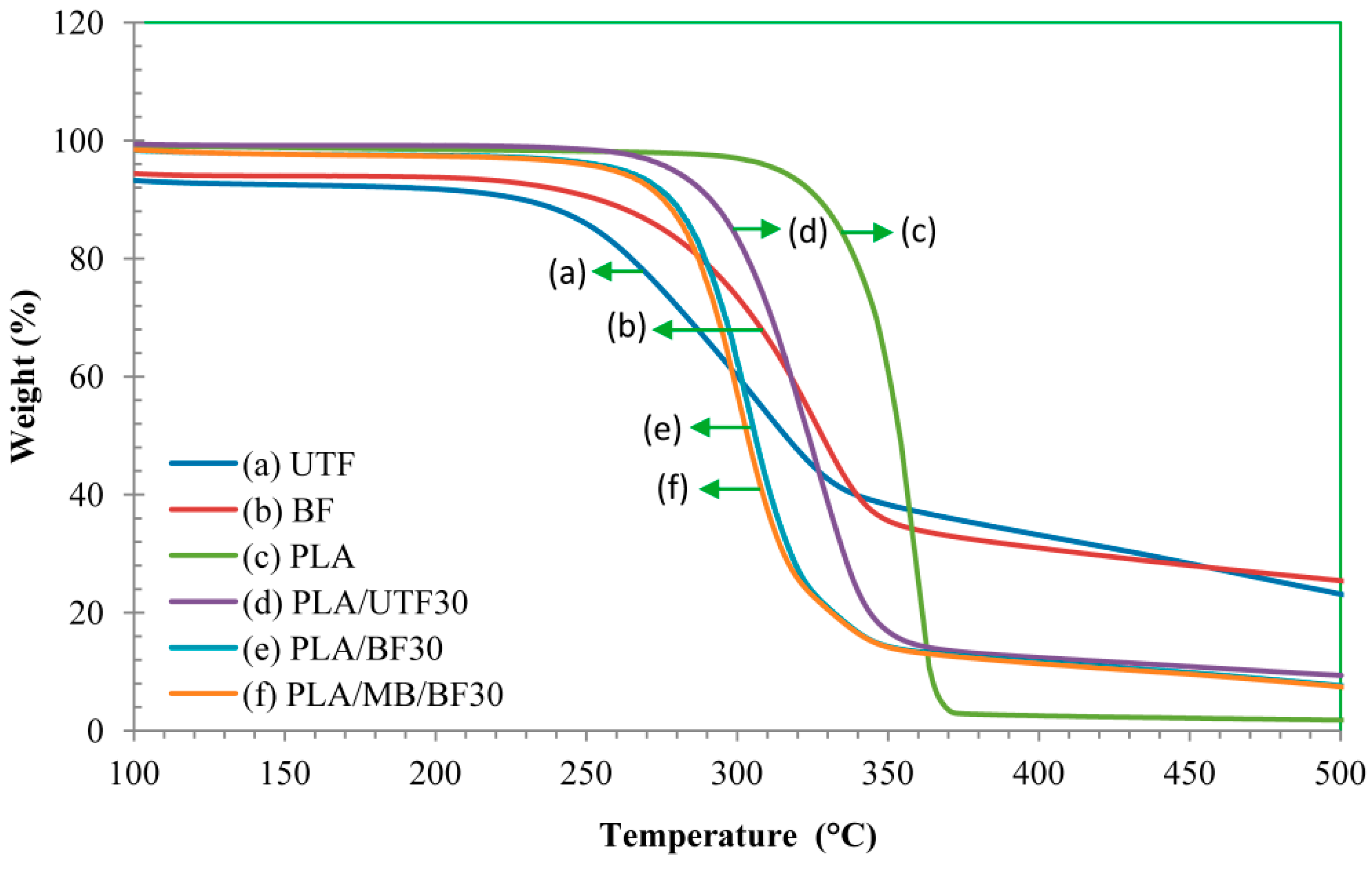
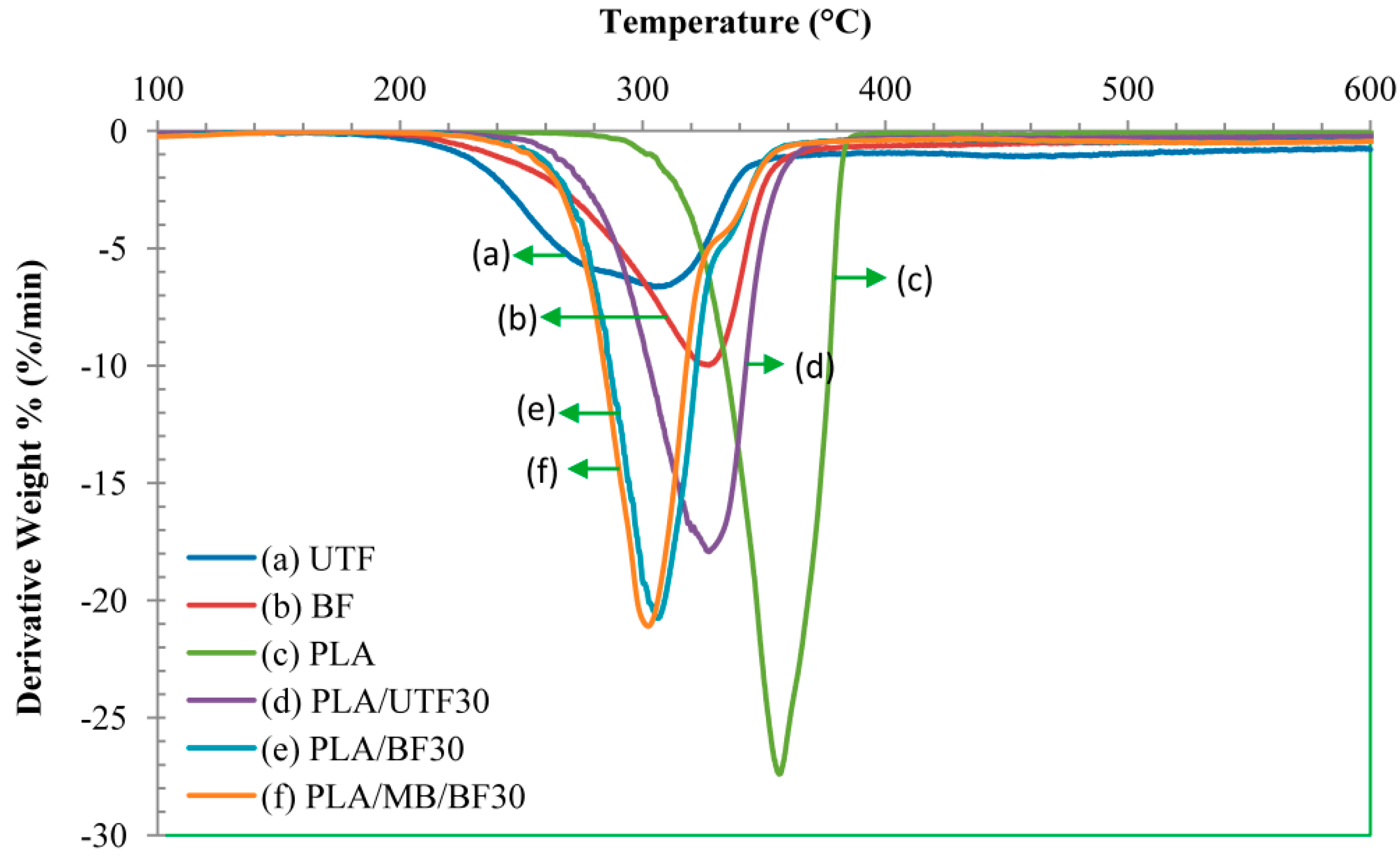
2.9. Thermogravimetric Analysis (TGA) of Biocomposites
3. Experimental Section
3.1. Materials
3.2. Fiber Bleaching
3.3. Preparation of Composites
3.4. Characterization of Fiber and Composites
3.4.1. SEM Analysis
3.4.2. FTIR Analysis
3.4.3. XRD Analysis
3.4.4. TGA
3.4.5. Tensile Test
3.4.6. Izod Impact Test
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Chiellini, E.; Chiellini, F.; Cinelli, P. Polymers from renewable resources. In Degradable Polymers Principles and Applications; Scott, G., Ed.; Kluwer Academic Publisher: Dordrecht, The Netherlands, 2007; pp. 163–233. [Google Scholar]
- Wahit, M.U.; Akos, N.I.; Laftah, W.A. Influence of natural fibers on the mechanical properties and biodegradation of poly(lactic acid) and poly(ε-caprolactone) composites: A review. Polym. Compos. 2012, 33, 1045–1053. [Google Scholar] [CrossRef]
- Yu, T.; Li, Y.; Ren, J. Preparation and properties of short natural fiber reinforced poly(lactic acid) composites. Trans. Nonferrous Met. Soc. China 2009, 19, 651–655. [Google Scholar] [CrossRef]
- Tawakkal, I.S.M.A.; Talib, R.A.; Abdan, K.; Ling, C.N. Mechanical and physical properties of kenaf-derived cellulose (KCD)-filled polylactic acid (PLA) composites. BioResources 2012, 7, 1643–1655. [Google Scholar]
- Hassan, A.; Salema, A.A.; Ani, F.N.; Abu Bakar, A. A review on oil palm empty fruit bunch fiber-reinforced polymer composite materials. Polym. Compos. 2010, 31, 2079–2101. [Google Scholar] [CrossRef]
- Abdul Khalil, H.P.S.; Azura, M.N.; Issam, A.M. Oil palm empty fruit bunches (OPEFB) reinforced in new unsaturated polyester composites. J. Reinf. Plast. Compos. 2008, 27, 1817–1826. [Google Scholar] [CrossRef]
- Ibrahim, N.A.; Ahmad, S.N.A.; Yunus, W.M.Z.W.; Dahlan, K.Z.M. Effect of electron beam radiation and poly(vinyl pyrrolidone) addition on mechanical properties of polycaprolactone with empty fruit bunch fibre (OPEFB) composite. Express Polym. Lett. 2009, 3, 226–234. [Google Scholar] [CrossRef]
- Avella, M.; Buzarovska, A.; Errico, M.E.; Gentile, G.; Grozdanov, A. Eco-challenges of bio-based polymer composites. Materials 2009, 2, 911–925. [Google Scholar] [CrossRef]
- Sundara, R. Hot peroxide bleaching. Can. Chem. News 1998, 50, 15–17. [Google Scholar]
- Maekawa, M.; Hashimato, A.; Tahara, M. Effects of pH in hydrogen peroxide bleaching on cotton fabrics pretreated with ferrous sulphate. Text. Res. J. 2007, 77, 222–226. [Google Scholar] [CrossRef]
- John, M.J.; Francis, B.; Varughese, K.T.; Thomas, S. Effect of chemical modification on properties of hybrid fiber biocomposites. Composites 2008, 39, 353–363. [Google Scholar]
- Tserki, V.; Zafeiropoulus, M.E.; Simon, F.; Panayiotou, C. A study of the effect of acetylation and propionylation surface treatments on natural fibers. Compososites 2005, 36, 1110–1118. [Google Scholar] [CrossRef]
- Joonobi, M.; Harun, J.; Shakeri, A.; Misra, M.; Osman, K. Chemical composition, crystallinity and thermal degradation of bleached and unbleached Kenaf bast (Hibicus cannabinus) pulp and nanofibers. BioResource 2009, 4, 626–639. [Google Scholar]
- Nacos, M.; Katapodis, P.; Pappas, C.; Daferera, D.; Tarantilis, P.A.; Christakopoulus, P.; Polissiou, M. Kenaf xylan—A source of biologically active oligosaccharides. Carbohydr. Polym. 2006, 66, 126–134. [Google Scholar] [CrossRef]
- Alemdar, A.; Sain, M. Isolation and characterization of nanofibers from agricultural residues—Wheat straw and soy hulls. Bioresour. Technol. 2007, 99, 1664–1671. [Google Scholar] [CrossRef]
- Ramli, R.; Yunus, R.M.; Beg, M.D.H.; Prasad, D.M.R. Oil palm fiber reinforced polypropylene composites: Effects of fiber loading and coupling agents on mechanical, thermal, and interfacial properties. J. Compos. Mater. 2011, 46, 1275–1284. [Google Scholar]
- Senawi, R.; Mohd Alauddin, S.; Mohd Saleh, R.; Shueb, M.I. Polylactic acid/empty fruit bunch fiber biocomposite: Influence of alkaline and silane treatment on the mechanical properties. Int. J. Biosci. Biochem. Bioinform. 2013, 3, 59–61. [Google Scholar]
- Byrne, F.; Ward, P.G.; Kennedy, J.; Imaz, N.; Huges, D.; Dowling, D.P. The effect of masterbatch addition on the mechanical, thermal, optical and surface properties of poly(lactic acid). J. Polym. Environ. 2009, 17, 28–33. [Google Scholar] [CrossRef]
- Bachtiar, D.; Sapuan, S.M.; Hamdan, M.M. The effect of alkaline treatment on tensile properties of sugar palm fiber reinforced epoxy composites. Mater. Des. 2008, 29, 1285–1290. [Google Scholar] [CrossRef]
- Rosa, M.F.; Chiou, B.; Medeiros, E.S.; Wood, D.F.; Williams, T.G.; Mattoso, L.H.C.; Orts, W.J.; Imam, S.H. Effect of fiber treatments on tensile and thermal properties of starch/ethylene vinyl alcohol copolymers/coir biocomposites. Bioresour. Technol. 2009, 100, 5196–5202. [Google Scholar] [CrossRef]
- Chee, P.E.; Talib, R.A.; Yusof, Y.A.; Chin, N.L.; Ratnam, C.T.; Khalid, M.; Chuah, T.G. Mechanical and physical properties of oil palm derived cellulose-LDPE biocomposites as packaging material. Int. J. Eng. Technol. 2010, 7, 26–32. [Google Scholar]
- Bengtsson, M.; Baillif, M.L.; Oskman, K. Extrusion and mechanical properties of highly filled cellulose fiber–polypropylene composites. Composites 2007, 38, 1922–1931. [Google Scholar] [CrossRef]
- Huda, M.S.; Drzal, L.T.; Mohanty, A.K.; Misra, M. Chopped glass and recycled newspaper as reinforcement fibers in injection molded poly(lactic acid) (PLA) composites: A comparative study. Compos. Sci. Technol. 2006, 66, 1813–1824. [Google Scholar] [CrossRef]
- Mathew, A.P.; Oksman, K.; Sain, M. Mechanical properties of biodegradable composites from poly lactic acid (PLA) and microcrystalline cellulose (MCC). J. Appl. Polym. Sci. 2005, 97, 2014–2025. [Google Scholar] [CrossRef]
- Bax, B.; Mussig, J. Impact and tensile properties of PLA/Cordenka and PLA/flax composites. Compos. Sci. Technol. 2008, 68, 1601–1607. [Google Scholar] [CrossRef]
- Huda, M.S.; Lawrence, T.D.; Mohanty, A.K.; Misra, M. Effect of fiber surface treatments on the properties of laminated biocomposites from poly(lactic acid) (PLA) and kenaf fibers. Compos. Sci. Technol. 2008, 68, 424–432. [Google Scholar] [CrossRef]
- Kalam, A.; Berhan, M.N.; Ismail, H. Physical and mechanical characterizations of oil palm fruit bunch fiber filled polypropylene composites. J. Reinf. Plast. Compos. 2010, 29, 3173–3184. [Google Scholar] [CrossRef]
© 2014 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Rayung, M.; Ibrahim, N.A.; Zainuddin, N.; Saad, W.Z.; Razak, N.I.A.; Chieng, B.W. The Effect of Fiber Bleaching Treatment on the Properties of Poly(lactic acid)/Oil Palm Empty Fruit Bunch Fiber Composites. Int. J. Mol. Sci. 2014, 15, 14728-14742. https://doi.org/10.3390/ijms150814728
Rayung M, Ibrahim NA, Zainuddin N, Saad WZ, Razak NIA, Chieng BW. The Effect of Fiber Bleaching Treatment on the Properties of Poly(lactic acid)/Oil Palm Empty Fruit Bunch Fiber Composites. International Journal of Molecular Sciences. 2014; 15(8):14728-14742. https://doi.org/10.3390/ijms150814728
Chicago/Turabian StyleRayung, Marwah, Nor Azowa Ibrahim, Norhazlin Zainuddin, Wan Zuhainis Saad, Nur Inani Abdul Razak, and Buong Woei Chieng. 2014. "The Effect of Fiber Bleaching Treatment on the Properties of Poly(lactic acid)/Oil Palm Empty Fruit Bunch Fiber Composites" International Journal of Molecular Sciences 15, no. 8: 14728-14742. https://doi.org/10.3390/ijms150814728
APA StyleRayung, M., Ibrahim, N. A., Zainuddin, N., Saad, W. Z., Razak, N. I. A., & Chieng, B. W. (2014). The Effect of Fiber Bleaching Treatment on the Properties of Poly(lactic acid)/Oil Palm Empty Fruit Bunch Fiber Composites. International Journal of Molecular Sciences, 15(8), 14728-14742. https://doi.org/10.3390/ijms150814728