

Review on 3D Printing Filaments Used in Fused Deposition Modeling Method for Dermatological Preparations

 ,
,  ,
,
Abstract
1. Background
2. Introduction
2.1. The Impact of Dermatological Diseases and Disorders
2.2. Background on Topical Drug Delivery Systems
2.3. Emergence of Three-Dimensional (3D) Printing in Pharmaceuticals
2.4. Overview of Three-Dimensional (3D) Printing Methods for Dermatological Applications
- Fused Deposition Modeling (FDM):
- ▪
- Extrusion of thermoplastic polymers through a heated nozzle to build layers.
- ▪
- Commonly used for creating drug-loaded patches and transdermal systems.
- ▪
- Advantages: Cost-effective, versatile, and suitable for heat-sensitive APIs with low processing temperatures.
- Stereolithography (SLA):
- ▪
- Utilizes UV lasers to cure photosensitive resins layer by layer.
- ▪
- Ideal for high-resolution applications like microneedle arrays.
- ▪
- Advantages: Produces intricate designs with sharp details and smooth surfaces.
- Selective Laser Sintering (SLS):
- ▪
- Fuses powdered material using a laser to form layers.
- ▪
- Useful for creating porous structures, enhancing drug loading and release.
- ▪
- Advantages: No need for support structures, good for transdermal patches and wound dressings.
- Direct Ink Writing (DIW):
- ▪
- Deposits droplets of drug solution onto a substrate to create thin films.
- ▪
- Non-thermal, suitable for heat-sensitive drugs.
- ▪
- Advantages: Precise control of drug loading and film thickness.
- Semi-Solid Extrusion (SSE):
- ▪
- Extrudes paste-like materials for soft and flexible drug delivery devices.
- ▪
- Advantages: Suitable for formulations that require room-temperature processing.
2.5. Fused Deposition Modeling (FDM)
2.6. Stereolithography (SLA)
2.7. Selective Laser Sintering (SLS)
2.8. Direct Ink Writing (DIW)
2.9. Why Fused Deposition Modeling (FDM) Stands out for Dermatological Applications
2.10. Post-Processing in Three-Dimensional (3D) Printing
2.11. Comparison of Fused Deposition Modeling (FDM) with Other Three-Dimensional (3D) Printing Technologies
3. Problem Statement
4. Polymers Used for Three-Dimensional (3D) Printing Fused Deposition Modeling (FDM)
4.1. List of Polymers
- Polyethylene Glycol (PEG)
- Kolliphor P188 (Poloxamer 188)
- Polyvinylpyrrolidone (Kollidon 12PF)
- Vinylpyrrolidone vinyl acetate copolymer (Kollidon VA64)
- Polylactic Acid (PLA)
- Polyvinyl Alcohol (PVA)
- Chitosan
- Hydroxypropyl Cellulose (HPC)
- Polycaprolactone (PCL)
- Thermoplastic Polyurethanes (TPUs)
- Eudragit (methyl prop-2-enoate;2-methylprop-2-enoic acid)
- Ethylene Vinyl Acetate (EVA)
4.2. Filaments Specific to Dermatological Preparations
4.3. Properties of Polymers
4.3.1. Polyethylene Glycol (PEG)
- General formula: HO-(CH2CH2O)n-H
- Functional Groups:
- Physical Description:
- Impact on Stratum Corneum Permeation:
- PEG increases hydration of the stratum corneum and interacts with skin lipids, facilitating the delivery of hydrophilic APIs.
Properties of Polyethylene Glycol (PEG)
Advantages and Disadvantages of Polyethylene Glycol (PEG) in Fused Deposition Modeling (FDM)
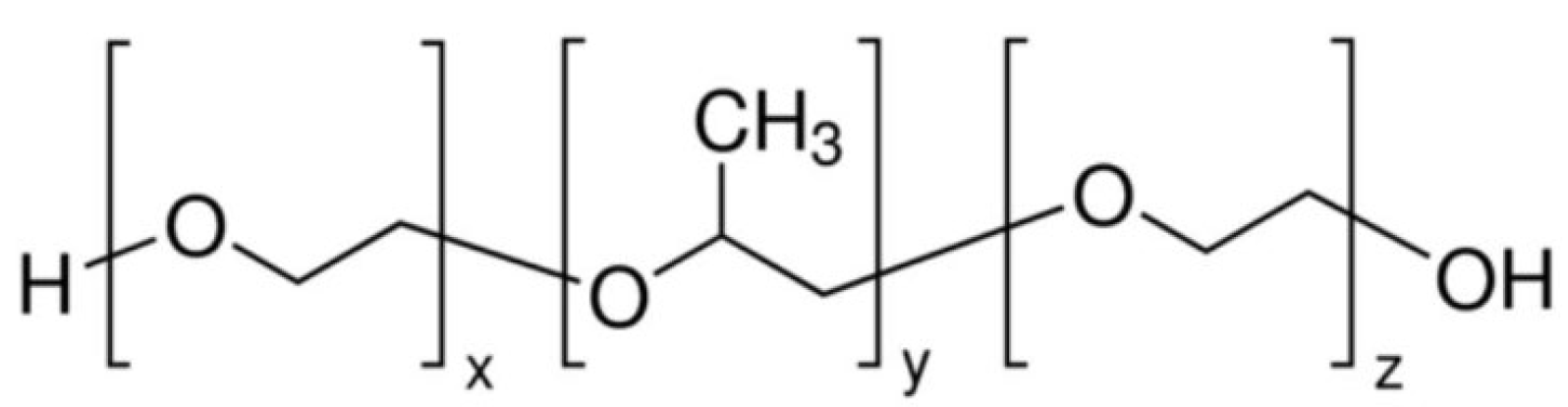
4.3.2. Kolliphor P188 (Poloxamer 188)
- General Formula: HO–(C2H4O)n–(C3H6O)m–(C2H4O)n–H
- Melting Point: Approximately 52 °C (125 °F). [56]
- Boiling Point: N/A (decomposes before boiling).
- Solubility: Freely soluble in water and ethanol; insoluble in diethyl ether, paraffin, and fatty oils. [58]
- Impact on Stratum Corneum Permeation:
- The amphiphilic nature of Kolliphor P188 allows it to interact with both hydrophilic and hydrophobic regions of the stratum corneum, enhancing the permeation of Active Pharmaceutical Ingredients (APIs) through the skin.
Properties of Kolliphor P188
Advantages and Disadvantages of Using Kolliphor P188 in Fused Deposition Modeling (FDM)
4.3.3. Polyvinylpyrrolidone (Kollidon 12PF)
- General/Molecular Formula: (C6H9NO)n
- Functional Groups:
- Lactam Group (-C=O and -NH):
- ▪
- Contributes to hydrophilicity by forming hydrogen bonds with water and APIs.
- ▪
- Aids in API solubilization and stabilization.
- Hydrocarbon Backbone:
- ▪
- Provides moderate hydrophobicity, aiding in the interaction with non-polar APIs.
- Physical Description:
- Appearance: White, spray-dried powder.
- Odor: Faint, characteristic odor.
- Boiling Point: N/A (Decomposes before boiling).
- Solubility: Highly soluble in water and a variety of organic solvents, including ethanol, glycerin, and methanol. Insoluble in non-polar solvents like cyclohexane and toluene [59].
- Impact on Stratum Corneum Permeation:
- The hydrophilic lactam groups facilitate hydration of the stratum corneum, increasing permeability.
- Enhances the compatibility and stability of APIs for topical and transdermal applications.
Properties of Kollidon 12PF
Advantages and Disadvantages of Kollidon 12PF in Fused Deposition Modeling (FDM)
4.3.4. Vinylpyrrolidone Vinyl Acetate Copolymer (Kollidon VA64)
- General Formula: (C6H9NO)n(C4H6O2)m
- Composition: Approximately 60% N-vinylpyrrolidone and 40% vinyl acetate by weight (BASF, 2022).
- Functional Groups:
- Lactam Group (-C=O and -NH):
- ▪
- Contributes to hydrophilicity and compatibility with APIs.
- ▪
- Forms hydrogen bonds, enhancing solubility and drug dispersion.
- Acetate Ester Group (-COO-):
- ▪
- Adds hydrophobicity, improving the copolymer’s ability to interact with hydrophobic APIs.
- ▪
- Enhances film-forming properties for coatings.
- Physical Description:
- Appearance: White to slightly yellowish spray-dried powder.
- Odor: Faint characteristic odor.
- Melting Point: Amorphous; no defined melting point.
- Glass Transition Temperature: 101 °C.
- Solubility: Soluble in water, alcohols (ethanol, isopropanol), and organic solvents like methylene chloride. Insoluble in non-polar solvents such as cyclohexane (BASF, 2022).
- Impact on Stratum Corneum Permeation:
- Hydrophilic and hydrophobic segments in the copolymer facilitate drug dispersion and enhance permeation through the lipid-rich stratum corneum.
- Forms stable films, improving the controlled release and skin adhesion of dermatological formulations.
Properties of Kollidon VA64
Advantages and Disadvantages of Kollidon VA64 in Fused Deposition Modeling (FDM)
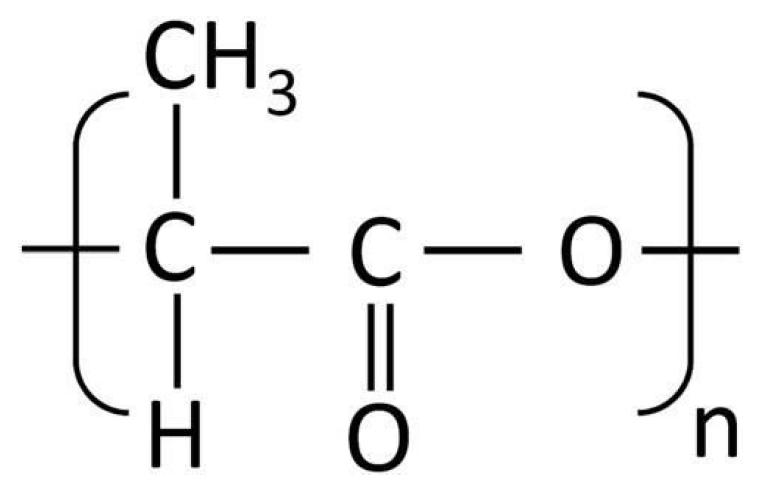
4.3.5. Polylactic Acid (PLA)
- General Formula: (C3H4O2)n
- Functional Groups:
- Ester Group (-COO-): Provides hydrophobicity, reducing water solubility and enhancing compatibility with hydrophobic APIs [61].
- Hydroxyl Group (-OH, as terminal group): Adds limited hydrophilicity, allowing for minor interaction with hydrophilic APIs.
- Physical Description:
- Impact on Stratum Corneum Permeation:
- The hydrophobic nature of PLA enables controlled release of encapsulated drugs through the lipid-rich stratum corneum.
- Provides structural integrity in formulations, making it suitable for transdermal patches and drug-loaded microneedles [61].
Properties of Polylactic Acid (PLA)
Advantages and Disadvantages of Using Polylactic Acid (PLA) in Fused Deposition Modeling (FDM)
4.3.6. Polyvinyl Alcohol (PVA)
- General Formula: (C2H4O)n
- Functional Groups:
- Hydroxyl Groups (-OH):
- ▪
- Provide strong hydrophilicity, making PVA water-soluble.
- ▪
- Facilitate interaction with APIs and enhance compatibility.
- Hydrocarbon Backbone (-CH2-):
- ▪
- Contributes to limited hydrophobicity, improving interaction with hydrophobic APIs.
- Physical Description:
- Impact on Stratum Corneum Permeation:
- The hydrophilic hydroxyl groups in PVA hydrate the stratum corneum, enhancing drug permeability.
- PVA forms a flexible matrix, making it suitable for drug-loaded films and patches in dermatological applications.
Properties of Polyvinyl Alcohol (PVA)
Advantages and Disadvantages of Using Polyvinyl Alcohol (PVA) in Fused Deposition Modeling (FDM)
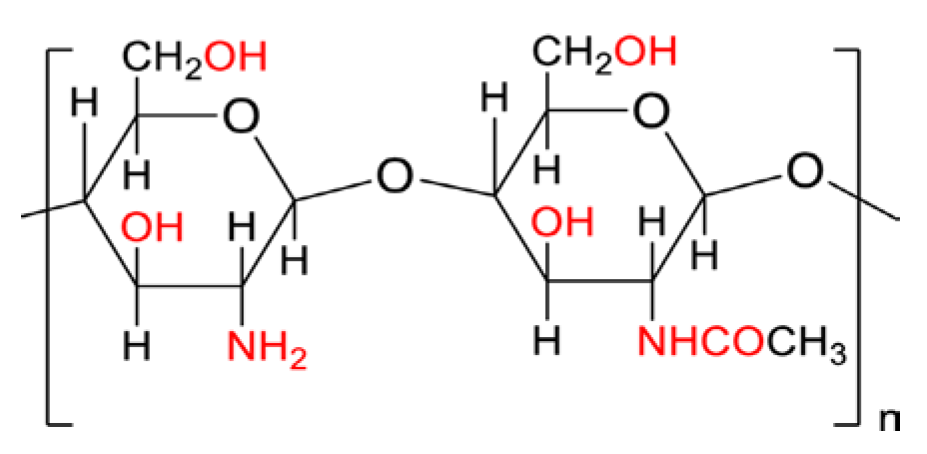
4.3.7. Chitosan
- General Formula: (C6H11NO4)n
- Functional Groups:
- Amino Groups (-NH2):
- ▪
- Provide hydrophilicity by forming hydrogen bonds with water molecules.
- ▪
- Enhance ionic interactions, improving API compatibility.
- Hydroxyl Groups (-OH):
- ▪
- Contribute to hydrophilicity and solubility in acidic environments.
- ▪
- Allow for modifications to enhance solubility and API inclusion.
- Glycosidic Linkages (-O-):
- ▪
- Provide structural stability but contribute to limited hydrophobicity.
- Physical Description:
- Impact on Stratum Corneum Permeation:
Properties of Chitosan
Advantages and Disadvantages of Using Chitosan in Fused Deposition Modeling (FDM)
4.3.8. Hydroxypropyl Cellulose (HPC)
- General Formula: (C6H7O2(OH)x(OCH3)γ)n, where x and γ vary based on hydroxypropyl substitution levels.
- Functional Groups:
- Hydroxyl Groups (-OH):
- ▪
- Provide strong hydrophilicity, enhancing water solubility and drug compatibility.
- ▪
- Facilitate hydrogen bonding with APIs and improves matrix formation.
- Ether Groups (-O-):
- ▪
- Contribute to moderate hydrophobicity, enhancing interaction with certain hydrophobic APIs.
- ▪
- Offer structural flexibility and chemical stability.
- Physical Description:
- Impact on Stratum Corneum Permeation:
- Hydrophilic hydroxyl groups hydrate the stratum corneum, enhancing drug permeation.
- Ether and hydroxyl functionalities contribute to bioadhesion and controlled release, making it suitable for dermatological films and transdermal patches.
Properties of Hydroxypropyl Cellulose (HPC)
Advantages and Disadvantages of Using Hydroxypropyl Cellulose (HPC) in Fused Deposition Modeling (FDM)
4.3.9. Polycaprolactone (PCL)
- General Formula: (C6H10O2)x
- Functional Groups:
- Ester Group (-COO-): Provides strong hydrophobicity, limiting water solubility and enhancing compatibility with hydrophobic APIs.
- Hydrocarbon Backbone (-CH2-): Contributes to flexibility and chemical stability, supporting the inclusion of various APIs.
- Physical Description:
- Impact on Stratum Corneum Permeation:
- Hydrophobic ester groups promote controlled drug release and enhance interaction with lipid-rich stratum corneum.
- Provides flexibility and structural stability, making it ideal for applications like wound dressings and transdermal patches [87].
Properties of PCL
Advantages and Disadvantages of Using Polycaprolactone (PCL) in Fused Deposition Modeling (FDM)
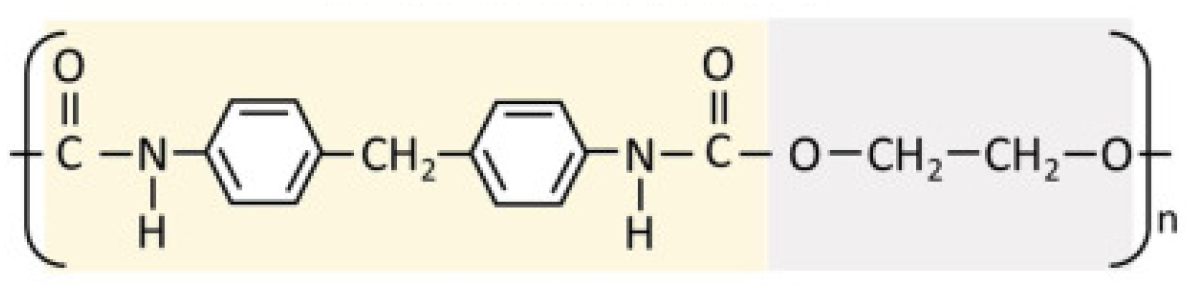
4.3.10. Thermoplastic Polyurethanes (TPUs)
- Functional Groups:
- Urethane Groups (-NHCOO-): Provide flexibility, resilience, and chemical resistance, enhancing compatibility with APIs.
- Ester/Ether Groups (in soft segments): Contribute to hydrophilicity (e.g., poly(ethylene oxide)) or hydrophobicity (e.g., poly(tetrahydrofuran)).
- Hydrocarbon Chains (from polyols and isocyanates): Enhance hydrophobicity and mechanical strength.
- Physical Description:
- Impact on Stratum Corneum Permeation:
- The combination of hydrophilic and hydrophobic segments of TPU allows for the controlled release of APIs and improved bioadhesion.
- The flexibility of TPU enhances conformability to the skin, making it ideal for transdermal drug delivery systems [93].
Properties of Thermoplastic Polyurethane (TPU)
Advantages and Disadvantages of Using Thermoplastic Polyurethane (TPU) in Fused Deposition Modeling (FDM)
4.3.11. Eudragit
- General composition:
- Functional Groups:
- Ester Groups (-COO-): Provide hydrophobicity, reducing solubility in water and enabling sustained release [98].
- Carboxylic Acid Groups (-COOH): Enhance hydrophilicity and pH-dependent solubility, facilitating targeted drug release in gastrointestinal regions [97].
- Amino Groups (-NH2 or -N(CH3)2): Contribute to cationic properties, improving drug compatibility and solubility in acidic pH [97].
- Physical Description:
- Impact on Stratum Corneum Permeation:
- Cationic properties improve adhesion to negatively charged skin surfaces, aiding in transdermal drug delivery [97].
Properties of Eudragit
- Eudragit E (EE):
- Cationic copolymer soluble at gastric pH ≤ 5.
- ▪
- Fast dissolution due to the hydration of protonated dimethylamino groups.
- ▪
- Used for solid dispersions (SDs), sublingual and topical preparations, and modified-release tablets.
- Eudragit RL (ERL):
- ▪
- Permeable, cationic polymer with 10% quaternary ammonium groups.
- ▪
- pH-independent swelling and high permeability.
- ▪
- Composed of methyl methacrylate, ethyl acrylate, and methacrylic acid ester.
- ▪
- Chemically stable, excellent extrudability, and insoluble in water.
- ▪
- Used in micro/nanoparticles, coated tablets, and sustained-release systems.
- Eudragit RS (ERS):
- ▪
- Similar to ERL but with lower permeability (5% quaternary ammonium groups).
- ▪
- Often blended with ERL to achieve specific permeability and absorption rates.
- ▪
- Used in sustained-release systems like mucoadhesive films and coated tablets.
- Eudragit S100 (ES100), L100 (EL100), and L100-55 (EL100-55):
- ▪
- Anionic polymers with varying carboxylic group contents:
- ♦
- ES100: Soluble above pH 7.0; 29.2% carboxylic groups.
- ♦
- EL100: Soluble above pH 6.0; 48.3% carboxylic groups.
- ♦
- EL100-55: Soluble above pH 5.5; copolymer of methacrylic acid/ethyl acrylate.
- ▪
- Commonly used for enteric coatings.
- Eudragit FS 30 D (EFS30D):
- ▪
- Anionic polymer composed of methyl acrylate, methyl methacrylate, and methacrylic acid.
- ▪
- Available as a 30% aqueous dispersion with low viscosity.
- ▪
- Soluble above pH 7.0; used for colonic drug delivery systems.
Advantages and Disadvantages of Using Eudragit in Fused Deposition Modeling (FDM)
4.3.12. Ethylene Vinyl Acetate (EVA)
- General Formula: (C4H6O2)
- Functional Groups:
- Ester Groups (-COO-):
- ▪
- Provide moderate hydrophilicity and compatibility with various APIs.
- ▪
- Contribute to controlled drug release by interacting with hydrophilic APIs.
- ▪
- Hydrocarbon Chains (Ethylene Units):
- ▪
- Contribute to hydrophobicity and mechanical strength.
- Physical Description:
- Impact on Stratum Corneum Permeation:
- Compatible with APIs due to ester groups, allowing for gradual and sustained drug release [102].
Properties of Ethylene Vinyl Acetate (EVA)
Advantages and Disadvantages of Using Ethylene Vinyl Acetate (EVA) in Fused Deposition Modeling (FDM)
5. Comparison of Polymers
- Compatibility with Active Pharmaceutical Ingredient (API)
- Drug-Loading Capacity and Distribution
- Thermal Stability of the Polymer
- Mechanical Properties of Filaments
- Biodegradability and Biocompatibility
- Printability and Processing Parameters
- Drug Release Profile and Target Application
- (a)
- Compatibility with Active Pharmaceutical Ingredient (API)
- (b)
- Drug-Loading Capacity and Distribution
- (c)
- Thermal Stability of the Polymer
- (d)
- Mechanical Properties of Filaments
- (e)
- Biodegradability and Biocompatibility
- (f)
- Printability and Processing Parameters
- (g)
- Drug Release Profile and Target Application
6. Applications of Three-Dimensional (3D) Printing in Dermatological Preparations
6.1. Three-Dimensional (3D)-Printed Patches and Transdermal Systems
6.2. Three-Dimensional (3D)-Printed Hydrogels for Wound Healing
6.3. Face Masks and Personalized Skincare Products
6.4. Three-Dimensional (3D)-Printed Microneedles for Transdermal Drug Delivery
6.5. Future Prospects and Innovations
7. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| 3D | Three-Dimensional |
| API | Active Pharmaceutical Ingredient |
| FDM | Fused Deposition Modeling |
| PLA | Polylactic Acid |
| PVA | Polyvinyl Alcohol |
| PCL | Polycaprolactone |
| HPC | Hydroxypropyl Cellulose |
| PEG | Polyethylene Glycol |
| TPU | Thermoplastic Polyurethane |
| EVA | Ethylene Vinyl Acetate |
| SLA | Stereolithography |
| SLS | Selective Laser Sintering |
| SSE | Semi-Solid Extrusion |
| PEGDA | Polyethylene Glycol Diacrylate |
| Tg | Glass Transition Temperature |
| FDA | Food and Drug Administration |
References
- de Oliveira, R.S.; Fantaus, S.S.; Guillot, A.J.; Melero, A.; Beck, R.C.R. 3D-Printed Products for Topical Skin Applications: From Personalized Dressings to Drug Delivery. Pharmaceutics 2021, 13, 1946. [Google Scholar] [CrossRef] [PubMed]
- Jakus, A.E. An introduction to 3D printing—Past, present, and future promise. In 3D Printing in Orthopaedic Surgery; Elsevier: Amsterdam, The Netherlands, 2019; pp. 1–15. [Google Scholar] [CrossRef]
- Flohr, C.; Hay, R. Putting the burden of skin diseases on the global map. Br. J. Dermatol. 2021, 184, 189–190. [Google Scholar] [CrossRef] [PubMed]
- Hay, R.J.; Johns, N.E.; Williams, H.C.; Bolliger, I.W.; Dellavalle, R.P.; Margolis, D.J.; Marks, R.; Naldi, L.; Weinstock, M.A.; Wulf, S.K.; et al. The global burden of skin disease in 2010: An analysis of the prevalence and impact of skin conditions. J. Investig. Dermatol. 2014, 134, 1527–1534. [Google Scholar] [CrossRef] [PubMed]
- Tan, J.K.; Bhate, K. A global perspective on the epidemiology of acne. Br. J. Dermatol. 2015, 172 (Suppl. 1), 3–12. [Google Scholar] [CrossRef]
- Nutten, S. Atopic dermatitis: Global epidemiology and risk factors. Ann. Nutr. Metab. 2015, 66, 8–16. [Google Scholar] [CrossRef]
- Parisi, R.; Symmons, D.P.; Griffiths, C.E.; Ashcroft, D.M. Global epidemiology of psoriasis: A systematic review of incidence and prevalence. J. Investig. Dermatol. 2013, 133, 377–385. [Google Scholar] [CrossRef]
- Bray, F.; Ferlay, J.; Soerjomataram, I.; Siegel, R.L.; Torre, L.A.; Jemal, A. Global cancer statistics 2018: GLOBOCAN estimates of incidence and mortality worldwide for 36 cancers in 185 countries. CA A Cancer J. Clin. 2018, 68, 394–424. [Google Scholar] [CrossRef]
- Kimball, A.B.; Jacobson, C.; Weiss, S.; Vreeland, M.G.; Wu, Y. The psychosocial burden of psoriasis. Am. J. Clin. Dermatol. 2005, 6, 383–392. [Google Scholar] [CrossRef]
- Lim, H.W.; Collins, S.A.B.; Resneck, J.S.; Bolognia, J.L.; Hodge, J.A.; Rohrer, T.A.; Van Beek, M.J.; Margolis, D.J.; Sober, A.J.; Weinstock, M.A.; et al. The burden of skin disease in the United States. J. Am. Acad. Dermatol. 2017, 76, 958–972. [Google Scholar] [CrossRef]
- Silverberg, J.I. Atopic dermatitis in adults. Med. Clin. 2020, 104, 157–176. [Google Scholar] [CrossRef]
- Urban, K.; Chu, S.; Giesey, R.L.; Mehrmal, S.; Uppal, P.; Delost, M.E.; Delost, G.R. Burden of skin disease and associated socioeconomic status in Asia: A cross-sectional analysis from the global burden of Disease Study 1990–2017. JAAD Int. 2021, 2, 40–50. [Google Scholar] [CrossRef] [PubMed]
- EKeri, J.; Principles of Topical Dermatologic Therapy-Principles of Topical Dermatologic Therapy. MSD Manual Professional Edition. 2024. Available online: https://www.msdmanuals.com/professional/dermatologic-disorders/principles-of-topical-dermatologic-therapy/principles-of-topical-dermatologic-therapy (accessed on 15 July 2024).
- Reitamo, S.; Ortonne, J.P.; Sand, C.; Cambazard, F.; Bieber, T.; Fölster-Holst, R.; Vena, G.; Bos, J.D.; Fabbri, P.; Groenhoej Larsen, C.; et al. A multicentre, randomized, double-blind, controlled study of long-term treatment with 0.1% tacrolimus ointment in adults with moderate to severe atopic dermatitis. Br. J. Dermatol. 2005, 152, 1282–1289. [Google Scholar] [CrossRef] [PubMed]
- Stevens, D.L.; Bisno, A.L.; Chambers, H.F.; Dellinger, E.P.; Goldstein, E.J.; Gorbach, S.L.; Hirschmann, J.V.; Kaplan, S.L.; Montoya, J.G.; Wade, J.C.; et al. Practice guidelines for the diagnosis and management of skin and soft tissue infections. Clin. Infect. Dis. 2014, 59, e10–e52. [Google Scholar] [CrossRef] [PubMed]
- Prausnitz, M.R.; Langer, R. Transdermal drug delivery. Nat. Biotechnol. 2008, 26, 1261–1268. [Google Scholar] [CrossRef]
- Gorzelanny, C.; Mess, C.; Schneider, S.W.; Huck, V.; Brandner, J.M. Skin Barriers in Dermal Drug Delivery: Which Barriers Have to Be Overcome and How Can We Measure Them? Pharmaceutics 2020, 12, 684. [Google Scholar] [CrossRef]
- Benson, H.A.E. Transdermal drug delivery: Penetration enhancement techniques. Curr. Drug Deliv. 2005, 2, 23–33. [Google Scholar] [CrossRef]
- Hadgraft, J. Skin deep. Eur. J. Pharm. Biopharm. 2004, 58, 291–299. [Google Scholar] [CrossRef]
- Whitaker, M. The history of 3D printing in healthcare. Bull. R. Coll. Surg. Engl. 2014, 96, 228–229. [Google Scholar] [CrossRef]
- Ventola, C.L. Medical applications for 3D printing: Current and projected uses. Pharm. Ther. 2014, 39, 704–711. [Google Scholar]
- Goyanes, A.; Wang, J.; Buanz, A.; Martínez-Pacheco, R.; Telford, R.; Gaisford, S.; Basit, A.W. 3D printing of medicines: Engineering novel oral devices with unique design and drug release characteristics. Mol. Pharm. 2015, 12, 4077–4084. [Google Scholar] [CrossRef]
- Norman, J.; Madurawe, R.D.; Moore, C.M.; Khan, M.A.; Khairuzzaman, A. A new chapter in pharmaceutical manufacturing: 3D-printed drug products. Adv. Drug Deliv. Rev. 2017, 108, 39–50. [Google Scholar] [CrossRef] [PubMed]
- Goyanes, A.; Det-Amornrat, U.; Wang, J.; Basit, A.W.; Gaisford, S. 3D scanning and 3D printing as innovative technologies for fabricating personalized topical drug delivery systems. J. Control. Release 2016, 234, 41–48. [Google Scholar] [CrossRef] [PubMed]
- Uddin, M.J.; Scoutaris, N.; Klepetsanis, P.; Chowdhry, B.; Prausnitz, M.R.; Douroumis, D. Inkjet printing of transdermal microneedles for the delivery of anticancer agents. Int. J. Pharm. 2015, 494, 593–602. [Google Scholar] [CrossRef] [PubMed]
- Khaled, S.A.; Burley, J.C.; Alexander, M.R.; Yang, J.; Roberts, C.J. 3D printing of five-in-one dose combination polypill with defined immediate and sustained release profiles. J. Control. Release 2018, 217, 308–314. [Google Scholar] [CrossRef]
- Azizoğlu, E.; Özer, Ö. Fabrication of Montelukast sodium loaded filaments and 3D printing transdermal patches onto packaging material. Int. J. Pharm. 2020, 587, 119588. [Google Scholar] [CrossRef]
- Murugan, M.; Ramasamy, S.K.; Venkatesan, G.; Lee, J.; Barathi, S.; Kandasamy, S.; Sarangi, P.K. The comprehensive review on 3D printing- Pharmaceutical Drug Delivery and Personalized Food and Nutrition. Food Chem. 2024, 459, 140348. [Google Scholar] [CrossRef]
- Jamróz, W.; Szafraniec, J.; Kurek, M.; Jachowicz, R. 3D printing in pharmaceutical and medical applications-recent achievements and challenges. Pharm. Res. 2018, 35, 176. [Google Scholar] [CrossRef]
- Windolf, H.; Chamberlain, R.; Quodbach, J. Dose-independent drug release from 3D printed oral medicines for patient-specific dosing to improve therapy safety. Int. J. Pharm. 2022, 616, 121555. [Google Scholar] [CrossRef]
- Elkasabgy, N.A.; Mahmoud, A.A.; Maged, A. 3D printing: An appealing route for customized drug delivery systems. Int. J. Pharm. 2020, 588, 119732. [Google Scholar] [CrossRef]
- Goole, J.; Amighi, K. 3D printing in Pharmaceutics: A new tool for designing customized drug delivery systems. Int. J. Pharm. 2016, 499, 376–394. [Google Scholar] [CrossRef]
- Kumari, J.; Pandey, S.; Jangde, K.K.; Kumar, P.V.; Mishra, D.K. Evolution, integration, and challenges of 3D printing in pharmaceutical applications: A comprehensive review. Bioprinting 2024, 44, e00367. [Google Scholar] [CrossRef]
- Baig, A.; Barse, R.; Paryekar, A.; Jagtap, V. Evolution of pharmaceuticals using 3D and 4D printing. Intell. Pharm. 2024, 2, 804–813. [Google Scholar] [CrossRef]
- Bandari, S.; Nyavanandi, D.; Dumpa, N.; Repka, M.A. Coupling hot melt extrusion and fused deposition modeling: Critical properties for successful performance. Adv. Drug Deliv. Rev. 2021, 172, 52–63. [Google Scholar] [CrossRef] [PubMed]
- Melocchi, A.; Parietti, F.; Loreti, G.; Maroni, A.; Gazzaniga, A.; Zema, L. 3D printing by fused deposition modeling (FDM) of a swellable/erodible capsular device for oral pulsatile release of drugs. J. Drug Deliv. Sci. Technol. 2015, 30, 360–367. [Google Scholar] [CrossRef]
- Okwuosa, T.C.; Stefaniak, D.; Arafat, B.; Isreb, A.; Wan, K.W.; Alhnan, M.A. A lower temperature FDM 3D printing for the manufacture of patient-specific immediate-release tablets. Pharm. Res. 2016, 33, 2706–2716. [Google Scholar] [CrossRef]
- Melocchi, A.; Uboldi, M.; Ortenzi, M.A.; Maroni, A.; Palugan, L.; Zema, L. 3D printing by fused deposition modeling of a single-polymer drug delivery system. Int. J. Pharm. 2021, 592, 120053. [Google Scholar]
- Muwaffak, Z.; Goyanes, A.; Clark, V.; Basit, A.W.; Gaisford, S. Patient-specific 3D scanned and 3D printed antimicrobial polycaprolactone wound dressings. Int. J. Pharm. 2017, 527, 161–170. [Google Scholar] [CrossRef]
- Goyanes, A.; Buanz, A.B.M.; Basit, A.W.; Gaisford, S. Fused-filament 3D printing (3DP) for fabrication of tablets. Int. J. Pharm. 2014, 476, 88–92. [Google Scholar] [CrossRef]
- Yang, X.; Wang, Y.; Zhou, Y.; Chen, J.; Wan, Q. The application of polycaprolactone in three-dimensional printing scaffolds for bone tissue engineering. Polymers 2021, 13, 2754. [Google Scholar] [CrossRef]
- Zhou, L.; Ramezani, H.; Sun, M.; Xie, M.; Nie, J.; Lv, S.; Cai, J.; Fu, J.; He, Y. 3D printing of high-strength chitosan hydrogel scaffolds without any organic solvents. Biomater. Sci. 2020, 8, 5020–5028. [Google Scholar] [CrossRef]
- Scoutaris, N.; Alexander, M.R.; Gellert, P.R.; Roberts, C.J. Inkjet printing as a novel medicine formulation technique. J. Control. Release 2011, 156, 179–185. [Google Scholar] [CrossRef] [PubMed]
- Zhu, Y.; Guo, S.; Ravichandran, D.; Ramanathan, A.; Sobczak, M.T.; Sacco, A.F.; Patil, D.; Thummalapalli, S.V.; Pulido, T.V.; Lancaster, J.N.; et al. 3D-Printed Polymeric Biomaterials for Health Applications. Adv. Healthc. Mater. 2025, 14, e2402571. [Google Scholar] [CrossRef] [PubMed]
- Sigma-Aldrich. (n.d.). Polyethylene Glycol Selection Guide. Available online: https://www.sigmaaldrich.com/MY/en/technical-documents/technical-article/materials-science-and-engineering/drug-delivery/polyethylene-glycol-selection-guide (accessed on 3 October 2024).
- PubChem. (n.d.). Polyethylene Glycol. Available online: https://pubchem.ncbi.nlm.nih.gov/compound/Polyethylene-Glycol#:~:text=Polyethylene%20glycol%20(PEG)%20is%20a,molecules%20per%20one%20PEG%20molecule (accessed on 13 October 2024).
- Waters Corporation. Polyethylene Oxide (PEO) Kit and Standards Safety Data Sheet; Agilent Technologies Deutschland GmbH: Waldbronn, Germany, 2012. [Google Scholar]
- Sharifi, J.; Fayazfar, H.R. Development of Sustainable Biomass Filled Polymeric Composites for Sustainable 3D Printing. In Proceedings of the 63rd Conference of Metallurgists, COM 2024, Toronto, ON, Canada, 21–24 August 2024; Metallurgy and Materials Society of CIM; Springer: Cham, Switzerland, 2024. [Google Scholar] [CrossRef]
- Yang, S.; Liu, Z.; Liu, Y.; Jiao, Y. Effect of molecular weight on conformational changes of PEO: An infrared spectroscopic analysis. J. Mater. Sci. 2014, 50, 1544–1552. [Google Scholar] [CrossRef]
- Caló, E.; Khutoryanskiy, V.V. Biomedical applications of hydrogels: A review of patents and commercial products. Eur. Polym. J. 2015, 65, 252–267. [Google Scholar] [CrossRef]
- Curro, J.; Frischknecht, A. Solution Behavior of PEO: The Ultimate Biocompatible Polymer; Sandia National Laboratories (SNL): Albuquerque, NM, USA; Livermore, CA, USA, 2004. [Google Scholar] [CrossRef]
- Patel, H.R.; Patel, R.P.; Patel, M.M. Poloxamers: A pharmaceutical excipients with therapeutic behaviors. Int. J. PharmTech Res. 2009, 1, 299–303. [Google Scholar]
- Wang, X.; Guo, J.; Li, C.; Wen, X.; Piao, M.; Zhang, A. Effects of polyethylene glycol and its block copolymer on the property and performance of the thin film composite. J. Polym. Res. 2024, 31, 3. [Google Scholar] [CrossRef]
- Zhou, F.; Zhang, C.; Zhang, J. Synthetic Polymers for HME-Based 3D Printing. In 3D Printing; Repka, M.A., Langley, N., Eds.; AAPS Advances in the Pharmaceutical Sciences Series; Springer: Cham, Switzerland, 2024; Volume 44. [Google Scholar] [CrossRef]
- Ali, S.; Kolter, K.; Karl, M. Evaluation of Different Polymers in 3D Printing Technologies. American Pharmaceutical Review. 2019. Available online: https://www.americanpharmaceuticalreview.com/Featured-Articles/518798-Evaluation-of-Different-Polymers-in-3D-Printing-Technologies/ (accessed on 15 July 2024).
- BASF Kolliphor® P 188 Bio Technical Data Sheet. 2021. Available online: https://pharma.basf.com/technicalinformation/30631540/kolliphor-p-188-bio (accessed on 19 October 2024).
- Scientific Laboratory Supplies. (n.d.). Kolliphor P 188. Available online: https://www.scientificlabs.com/en/product/bioreagents/15759-1kg#specification (accessed on 12 December 2024).
- PubChem. (n.d.). Poloxamer 188. Available online: https://pubchem.ncbi.nlm.nih.gov/compound/Poloxamer-188#:~:text=Poloxamer%20188%20(P188)%20is%20a,molecular%20weight%20is%208400%20Daltons (accessed on 28 October 2024).
- BASF Kollidon® 12 PF Safety Data Sheet. 2024. Available online: https://download.basf.com/p1/000000000030034972_SDS_GEN_AU/en/Kollidon+12+PF_000000000030034972_SDS_GEN_AU_en_2-0.pdf (accessed on 24 October 2024).
- Partheniadis, I.; Toskas, M.; Stavras, F.-M.; Menexes, G.; Nikolakakis, I. Impact of Hot-Melt-Extrusion on Solid-State Properties of Pharmaceutical Polymers and Classification Using Hierarchical Cluster Analysis. Processes 2020, 8, 1208. [Google Scholar] [CrossRef]
- Ranakoti, L.; Gangil, B.; Mishra, S.K.; Singh, T.; Sharma, S.; Ilyas, R.; El-Khatib, S. Critical Review on Polylactic Acid: Properties, Structure, Processing, Biocomposites, and Nanocomposites. Materials 2022, 15, 4312. [Google Scholar] [CrossRef]
- BCN3DTechnologies (nd) Technical Data Sheet: P.L.A. Available online: https://www.bcn3d.com/wp-content/uploads/2019/09/BCN3D_FILAMENTS_TechnicalDataSheet_PLA_EN.pdf (accessed on 5 October 2024).
- Garlotta, D. A Literature Review of Poly(Lactic Acid). J. Polym. Environ. 2002, 9, 63–84. [Google Scholar] [CrossRef]
- Seng, C.T.; A/L Eh Noum, S.Y.; A/L Sivanesan, S.K.; Yu, L.J. Reduction of hygroscopicity of PLA filament for 3D printing by introducing nano silica as filler. AIP Conf. Proc. 2020, 2233, 020024. [Google Scholar] [CrossRef]
- PubChem (nd) Polyvinyl Alcohol. Available online: https://pubchem.ncbi.nlm.nih.gov/substance/134991391#section=CAS (accessed on 13 October 2024).
- BCN3DTechnologies PVATechnical Data Sheet 2023. Available online: https://3dprint.pe/wp-content/uploads/2018/09/TDS_BCN3D_Filaments_PVA.pdf?srsltid=AfmBOorz2wGQD8-1qLllzTzO5AOIrIPxS4cEzITTRlHaoo13EjM7-obB (accessed on 5 October 2024).
- Peppas, N.A.; Merrill, E.W. Development of semicrystalline poly(vinyl alcohol) hydrogels for biomedical applications. J. Biomed. Mater. Res. 1977, 11, 423–434. [Google Scholar] [CrossRef]
- Couți, N.; Porfire, A.; Iovanov, R.; Crișan, A.G.; Iurian, S.; Casian, T.; Tomuță, I. Polyvinyl Alcohol, a Versatile Excipient for Pharmaceutical 3D Printing. Polymers 2024, 16, 517. [Google Scholar] [CrossRef] [PubMed]
- Economidou, S.N.; Lamprou, D.A.; Douroumis, D. 3D printing applications for transdermal drug delivery. Int. J. Pharm. 2018, 544, 415–424. [Google Scholar] [CrossRef] [PubMed]
- Sigma-Aldrich. Chitosan Safety Data Sheet. 2024. Available online: https://www.sigmaaldrich.com/AU/en/sds/aldrich/448869?srsltid=AfmBOoqyUESUX15RrJcHCT1Tkk_hobYfesyI0aLxk70Ec9q25olDiHoO (accessed on 17 October 2024).
- Aranaz, I.; Alcántara, A.R.; Civera, M.C.; Arias, C.; Elorza, B.; Heras Caballero, A.; Acosta, N. Chitosan: An Overview of Its Properties and Applications. Polymers 2021, 13, 3256. [Google Scholar] [CrossRef] [PubMed]
- Goy, R.C.; Britto, D.; Assis, O.B.G. A review of the antimicrobial activity of chitosan. Polímeros 2009, 19, 241–247. [Google Scholar] [CrossRef]
- Sahoo, D.; Sahoo, S.; Mohanty, P.; Sasmal, S.; Nayak, P.L. Chitosan: A new versatile bio-polymer for various applications. Des. Monomers Polym. 2009, 12, 377–404. [Google Scholar] [CrossRef]
- Hamed, I.; Özogul, F.; Regenstein, J.M. Industrial applications of crustacean by-products (chitin, chitosan, and chitooligosaccharides): A review. Trends Food Sci. Technol. 2016, 48, 40–50. [Google Scholar] [CrossRef]
- Rajabi, M.; McConnell, M.; Cabral, J.; Ali, M.A. Chitosan hydrogels in 3D printing for biomedical applications. Carbohydr. Polym. 2021, 260, 117768. [Google Scholar] [CrossRef]
- Shi, Z.; Neoh, K.G.; Kang, E.T. Antibacterial and mechanical properties of bone cement impregnated with chitosan nanoparticles. Biomaterials 2006, 27, 2440–2449. [Google Scholar] [CrossRef]
- Baldrick, P. The safety of chitosan as a pharmaceutical excipient. Regul. Toxicol. Pharmacol. 2010, 56, 290–299. [Google Scholar] [CrossRef]
- Padmanabhan, A.; Nair, L.S. Chitosan hydrogels for regenerative engineering. In Chitin and Chitosan for Regenerative Medicine; Springer: New Delhi, India, 2016; pp. 3–40. [Google Scholar]
- Zheng, L.Y.; Zhu, J.F. Study on antimicrobial activity of chitosan with different molecular weights. Carbohydr. Polym. 2003, 54, 527–530. [Google Scholar] [CrossRef]
- Hafezi, M.; Passador, F.R.; Tarpani, L.; Costa, M.M. 3D printed chitosan-based dressings crosslinked with genipin for potential healing of chronic wounds. Mater. Sci. Eng. C 2019, 104, 109824. [Google Scholar]
- Intini, C.; Elviri, L.; Cabral, J.; Rimondini, L. 3D-printed chitosan-based scaffolds: An innovative approach for tissue engineering. J. Funct. Biomater. 2018, 9, 13. [Google Scholar] [CrossRef]
- PubChem. (n.d.). Hydroxypropyl Cellulose. Available online: https://pubchem.ncbi.nlm.nih.gov/compound/Hydroxypropyl-cellulose (accessed on 28 October 2024).
- Sigma-Aldrich Hydroxypropyl Cellulose Safety Data Sheet 2023. Available online: https://www.sigmaaldrich.com/AT/de/sds/aldrich/435007?srsltid=AfmBOoqsShmF43azM09YCaiJ5qUiN7E-RpScCxOxCOshVpALzIctraqT (accessed on 17 October 2024).
- Vo, A.Q.; Zhang, J.; Nyavanandi, D.; Bandari, S.; Repka, M.A. Hot melt extrusion paired fused deposition modeling 3D printing to develop hydroxypropyl cellulose based floating tablets of cinnarizine. Carbohydr. Polym. 2020, 246, 116519. [Google Scholar] [CrossRef]
- Melocchi, A.; Parietti, F.; Maccagnan, S.; Ortenzi, M.A.; Antenucci, S.; Briatico-Vangosa, F.; Maroni, A.; Gazzaniga, A.; Zema, L. Industrial development of a 3D-printed nutraceutical delivery platform in the form of a multicompartment HPC capsule. AAPS PharmSciTech 2018, 19, 3343–3354. [Google Scholar] [CrossRef]
- PubChem. (n.d.). Polycaprolactone. Available online: https://pubchem.ncbi.nlm.nih.gov/compound/Polycaprolactone#:~:text=Polycaprolactone%20(PCL)%20is%20a%20synthetic,the%20production%20of%20speciality%20polyurethanes (accessed on 26 October 2024).
- Polyfluor Plastics, B.V. Polycaprolactone (PCL) Filament Technical Information. 2024. Available online: https://www.polyfluor.nl/assets/files/datasheet-pcl-filament-uk.pdf (accessed on 17 October 2024).
- Arif, Z.U.; Khalid, M.Y.; Noroozi, R.; Sadeghianmaryan, A.; Jalalvand, M.; Hossain, M. Recent advances in 3D-printed polylactide and polycaprolactone-based biomaterials for tissue engineering applications. Int. J. Biol. Macromol. 2022, 218, 930–968. [Google Scholar] [CrossRef]
- Soufivand, A.A.; Abolfathi, N.; Hashemi, A.; Lee, S.J. The effect of 3D printing on the morphological and mechanical properties of polycaprolactone filament and scaffold. Polym. Adv. Technol. 2020, 31, 1038–1046. [Google Scholar] [CrossRef]
- Radhakrishnan, S.; Nagarajan, S.; Belaid, H.; Farha, C.; Iatsunskyi, I.; Coy, E.; Bechelany, M. Fabrication of 3D printed antimicrobial polycaprolactone scaffolds for tissue engineering applications. Mater. Sci. Eng. C 2021, 118, 111525. [Google Scholar] [CrossRef]
- Guerra, A.J.; Ciurana, J. 3D-printed bioabsordable polycaprolactone stent: The effect of process parameters on its physical features. Mater. Des. 2018, 137, 430–437. [Google Scholar] [CrossRef]
- Aguilar-de-Leyva, Á.; Linares, V.; Domínguez-Robles, J.; Casas, M.; Caraballo, I. Extrusion-based technologies for 3D printing: A comparative study of the processability of thermoplastic polyurethane-based formulations. Pharm. Dev. Technol. 2023, 28, 939–947. [Google Scholar] [CrossRef]
- Verstraete, G.; Samaro, A.; Grymonpré, W.; Vanhoorne, V.; Van Snick, B.; Boone, M.N.; Hellemans, T.; Van Hoorebeke, L.; Remon, J.P.; Vervaet, C. 3D printing of high drug loaded dosage forms using thermoplastic polyurethanes. Int. J. Pharm. 2018, 536, 318–325. [Google Scholar] [CrossRef] [PubMed]
- Domínguez-Robles, J.; Mancinelli, C.; Mancuso, E.; García-Romero, I.; Gilmore, B.F.; Casettari, L.; Larrañeta, E.; Lamprou, D.A. 3D Printing of Drug-Loaded Thermoplastic Polyurethane Meshes: A Potential Material for Soft Tissue Reinforcement in Vaginal Surgery. Pharmaceutics 2020, 12, 63. [Google Scholar] [CrossRef] [PubMed]
- Haryńska, A.; Kucinska-Lipka, J.; Sulowska, A.; Gubanska, I.; Kostrzewa, M.; Janik, H. Medical-Grade PCL Based Polyurethane System for FDM 3D Printing—Characterization and Fabrication. Materials 2019, 12, 887. [Google Scholar] [CrossRef] [PubMed]
- IEMAI3D Thermoplastic Polyurethane (TPU) Technical Data Sheet. 2020. Available online: https://www.iemai3d.com/wp-content/uploads/2020/12/TPU_TDS.pdf (accessed on 10 October 2024).
- Patra, C.N.; Priya, R.; Swain, S.; Jena, G.K.; Panigrahi, K.C.; Ghose, D. Pharmaceutical significance of Eudragit: A review. Future J. Pharm. Sci. 2017, 3, 33–45. [Google Scholar] [CrossRef]
- Nikam, A.; Sahoo, P.R.; Musale, S.; Pagar, R.R.; Paiva-Santos, A.C.; Giram, P.S. A Systematic Overview of Eudragit® Based Copolymer for Smart Healthcare. Pharmaceutics 2023, 15, 587. [Google Scholar] [CrossRef]
- dos Santos, J.; da Silva, G.S.; Velho, M.C.; Beck, R.C.R. Eudragit®: A Versatile Family of Polymers for Hot Melt Extrusion and 3D Printing Processes in Pharmaceutics. Pharmaceutics 2021, 13, 1424. [Google Scholar] [CrossRef]
- Cardoso, P.H.N.; Oliveira, C.Y.B.; Nunes, M.; Tavares, G.F.; Faia, P.M.; Araújo, E.S. Eudragit E100/Hesperidin 3D Printing Filaments: Preparation, Characterization, and In Vitro Release Studies. Appl. Sci. 2023, 13, 11558. [Google Scholar] [CrossRef]
- Kuźmińska, M.; Pereira, B.C.; Habashy, R.; Peak, M.; Isreb, M.; Gough, T.D.; Isreb, A.; Alhnan, M.A. Solvent-free temperature-facilitated direct extrusion 3D printing for pharmaceuticals. Int. J. Pharm. 2021, 598, 120305. [Google Scholar] [CrossRef]
- de Carvalho Rodrigues, V.; Guterres, I.Z.; Savi, B.P.; Silva, I.T.; Fongaro, G.; Salmoria, G.V. 3D-Printed EVA Devices for Antiviral Delivery and Herpes Virus Control in Genital Infection. Viruses 2022, 14, 2501. [Google Scholar] [CrossRef]
- PubChem. (n.d.). Ethylene Vinyl Acetate. Available online: https://pubchem.ncbi.nlm.nih.gov/compound/Ethylene-vinyl-acetate (accessed on 13 October 2024).
- Genina, N.; Holländer, J.; Jukarainen, H.; Mäkilä, E.; Salonen, J.; Sandler, N. Ethylene vinyl acetate (EVA) as a new drug carrier for 3D printed medical drug delivery devices. Eur. J. Pharm. Sci. 2016, 90, 53–63. [Google Scholar] [CrossRef]
- Brandl, B.; Eder, S.; Hirtler, A.; Khinast, G.; Haley, J.; Schneider, C.; Theissl, S.; Bramboeck, A.; Treffer, D.; Heupl, S.; et al. An Alternative Filament Fabrication Method as the Basis for 3D-Printing Personalized Implants from Elastic Ethylene Vinyl Acetate Copolymer. Nature News. 2024. Available online: https://www.nature.com/articles/s41598-024-73424-6 (accessed on 15 October 2024).
- Maurizii, G.; Moroni, S.; Khorshid, S.; Aluigi, A.; Tiboni, M.; Casettari, L. 3D-printed EVA-based patches manufactured by direct powder extrusion for personalized transdermal therapies. Int. J. Pharm. 2023, 635, 122720. [Google Scholar] [CrossRef] [PubMed]
- Moroni, S.; Bischi, F.; Aluigi, A.; Campana, R.; Tiboni, M.; Casettari, L. 3D printing fabrication of ethylene-vinyl acetate (EVA) based intravaginal rings for antifungal therapy. J. Drug Deliv. Sci. Technol. 2023, 84, 104469. [Google Scholar] [CrossRef]
- Slonov, A.; Musov, I.; Zhansitov, A.; Khashirov, A.; Tlupov, A.; Musov, K.; Rzhevskaya, E.; Fomicheva, I.; Potapov, A.; Khashirova, S. Investigation of the Properties of Polyethylene and Ethylene-Vinyl Acetate Copolymer Blends for 3D Printing Applications. Polymers 2023, 15, 4129. [Google Scholar] [CrossRef] [PubMed]
- Samaro, A.; Shaqour, B.; Goudarzi, N.M.; Ghijs, M.; Cardon, L.; Boone, M.N.; Verleije, B.; Beyers, K.; Vanhoorne, V.; Cos, P.; et al. Can filaments, pellets and powder be used as feedstock to produce highly drug-loaded ethylene-vinyl acetate 3D printed tablets using extrusion-based additive manufacturing? Int. J. Pharm. 2021, 607, 120922. [Google Scholar] [CrossRef]
- Aho, J.; Bøtker, J.P.; Genina, N.; Edinger, M.; Arnfast, L.; Rantanen, J. Roadmap to 3D-Printed Oral Pharmaceutical Dosage Forms: Feedstock Filament Properties and Characterization for Fused Deposition Modeling. J. Pharm. Sci. 2019, 108, 26–35. [Google Scholar] [CrossRef]
- Salgado, A.J.; Coutinho, O.P.; Reis, R.L. Bone tissue engineering: State of the art and future trends. Macromol. Biosci. 2004, 4, 743–765. [Google Scholar] [CrossRef]
- Helander, I.M.; Nurmiaho-Lassila, E.L.; Ahvenainen, R.; Rhoades, J.; Roller, S. Chitosan disrupts the barrier properties of the outer membrane of Gram-negative bacteria. Int. J. Food Microbiol. 2001, 71, 235–244. [Google Scholar] [CrossRef]
- El Aita, I.; Rahman, J.; Breitkreutz, J.; Quodbach, J. 3D-Printing with precise layer-wise dose adjustments for paediatric use via pressure-assisted microsyringe printing. Eur. J. Pharm. Biopharm. 2020, 157, 59–65. [Google Scholar] [CrossRef]
- Thumsorn, S.; Prasong, W.; Kurose, T.; Ishigami, A.; Kobayashi, Y.; Ito, H. Rheological Behavior and Dynamic Mechanical Properties for Interpretation of Layer Adhesion in FDM 3D Printing. Polymers 2022, 14, 2721. [Google Scholar] [CrossRef]
- Korte, C.; Quodbach, J. 3D-printed network structures as controlled-release drug delivery systems: Dose adjustment, API release analysis and prediction. AAPS PharmSciTech 2018, 19, 3333–3342. [Google Scholar] [CrossRef]
- Wang, S.; Chen, X.; Han, X.; Hong, X.; Li, X.; Zhang, H.; Li, M.; Wang, Z.; Zheng, A. A Review of 3D Printing Technology in Pharmaceutics: Technology and Applications, Now and Future. Pharmaceutics 2023, 15, 416. [Google Scholar] [CrossRef] [PubMed]
- Moulton, S.E.; Wallace, G.G. 3-dimensional (3D) fabricated polymer based drug delivery systems. J. Control. Release Off. J. Control. Release Soc. 2014, 193, 27–34. [Google Scholar] [CrossRef] [PubMed]
- Williams, A.H.; Roh, S.; Jacob, A.R.; Stoyanov, S.D.; Hsiao, L.; Velev, O.D. Printable homocomposite hydrogels with synergistically reinforced molecular-colloidal networks. Nat. Commun. 2021, 12, 2834. [Google Scholar] [CrossRef] [PubMed]
- Listek, V. MaskiD: U.S. Beta Launch of Neutrogena’s 3D-Printed Face Mask—3dprint.com: The Voice of 3D Printing/Additive Manufacturing. 3DPrint.com|The Voice of 3D Printing/Additive Manufacturing. 3DPrint.com|The Voice of 3D Printing/Additive Manufacturing. Available online: https://3dprint.com/279681/maskid-u-s-beta-launch-of-neutrogenas-3d-printed-face-mask (accessed on 12 December 2024).
- Shaikhnag, A.; Tyrer-Jones, A.; Lara, A.T.; Rangroo, A.; Sertoglu, K.; Khan, A. Scientists Develop New High-Strength, Seaweed-Based Hydrogel for 3D Printing. 3D Printing Industry. 2021. Available online: https://3dprintingindustry.com/news/scientists-develop-new-high-strength-seaweed-based-hydrogel-for-3d-printing-190861/ (accessed on 12 December 2024).
- Zhang, L.; Liu, H.; Guo, L.; Jiang, X.; Wang, S.; Tian, R.; Huang, Y.; Jiang, X.; Gou, M. Improving the Transdermal Delivery of Vitamin C by 3D-Printed Microneedle Particles for Alleviating Skin Photodamage. Int. J. Bioprinting 2024, 10, 1285. [Google Scholar] [CrossRef]
- The Hans India. 3D Printed Micro-Needles to Make Drug Delivery Pain-Free. 2015. Available online: https://www.thehansindia.com/posts/index/Hans/2015-10-07/3D-printed-micro-needles-to-make-drug-delivery-pain-free/179551 (accessed on 12 December 2024).
- Trenfield, S.J.; Awad, A.; Madla, C.M.; Hatton, G.B.; Firth, J.; Goyanes, A.; Gaisford, S.; Basit, A.W. Shaping the future: Recent advances of 3D printing in drug delivery and healthcare. Expert Opin. Drug Deliv. 2019, 16, 1081–1094. [Google Scholar] [CrossRef]
- Chai, X.; Chai, H.; Wang, X.; Yang, J.; Li, J.; Zhao, Y.; Xiang, X. Fused deposition modeling (FDM) 3D printed tablets for intragastric floating delivery of domperidone. Sci. Rep. 2017, 7, 2829. [Google Scholar] [CrossRef]
- Choudhury, D.; Murty, U.S.; Banerjee, S. 3D printing and enteric coating of a hollow capsular device with controlled drug release characteristics prepared using extruded Eudragit® filaments. Pharm. Dev. Technol. 2021, 26, 1010–1020. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A.; Singh, R.P.; Suman, R. 3D printing applications for healthcare research and development. Glob. Health J. 2022, 6, 217–226. [Google Scholar] [CrossRef]
- Boretti, A. A perspective on 3D printing in the medical field. Ann. 3D Print. Med. 2024, 13, 100138. [Google Scholar] [CrossRef]
- Farin, M.; Maisha, J.T.; Gibson, I.; Arafat, M.T. Additive manufacturing: A bespoke solution for drug delivery. Rapid Prototyp. J. 2024, 30, 1717–1736. [Google Scholar] [CrossRef]
- Ulery, B.D.; Nair, L.S.; Laurencin, C.T. Biomedical applications of biodegradable polymers. J. Polym. Sci. Part B Polym. Phys. 2011, 49, 832–864. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Year | Milestone/Event |
|---|---|
| 1981 | First documented photopolymer rapid prototyping process by Hideo Kodama in Nagoya, Japan |
| 1984 | Unsuccessful French patent attempt on stereolithography by Alain Le Mehute, Olivier De Witte, and Jean Claude Andre |
| 1984 | Chuck Hull invents Stereolithography (SLA), pioneering commercial 3D printing |
| 1988 | Scott Crump invents Fused Deposition Modeling (FDM), enabling consumer-oriented 3D printing |
| 1991 | Commercialization of FDM technology by Stratasys |
| 1992 | Solidscape introduces the dot-on-demand printing method |
| 1993 | MIT partnership leads to significant advancements in inkjet-based 3D printing |
| 1995 | Fraunhofer Institute introduces Selective Laser Melting (SLM) for precision printing |
| 1999 | Wake Forest Institute applies 3D printing to produce scaffolds for biomedical applications |
| 1999 | First biomedical application: synthetic scaffold printed for organ support at Wake Forest |
| 2001 | Objet Geometries introduces first inkjet-based 3D printer |
| 2002 | Wake Forest researchers print first functional miniature kidney |
| 2005 | Launch of RepRap Project, making open-source FDM accessible |
| 2008 | First fully functional prosthetic leg printed via 3D printing |
| 2009 | Organovo successfully prints first functional blood vessel |
| 2011 | First 3D-printed car, Urbee, is successfully produced |
| 2012 | First 3D-printed gun sparks global security concerns |
| 2014 | China’s first fully 3D-printed house constructed, marking architectural breakthrough |
| 2014 | FDA approval of Spritam®, the first 3D-printed pharmaceutical product |
| 2015 | NASA explores 3D printing for medical applications in space |
| 2016 | Enhanced software enables mass-production and establishment of 3D printing farms |
| 2016 | Expansion of bioprinting technologies significantly improves drug delivery systems |
| 2017 | Novel approaches developed to optimize drug delivery and dosage accuracy |
| 2019 | Expansion into personalized medicine and complex pharmaceutical formulations |
| 2022 | Integration of AI and IoT for intelligent 3D-printed medical devices |
| 2023 | Advances in Direct Powder Extrusion (DPE) for improved pharmaceutical applications |
| 2024 | Further advancements in bioprinting towards printing fully functional organs and tissues |
| No. | Technology | Resolution | Material Compatibility | Complexity of Post-Processing | Speed | Suitability for Thermolabile APIs |
|---|---|---|---|---|---|---|
| 1 | FDM | Moderate | Thermoplastics | Low | Fast | Moderate |
| 2 | SLA | High | UV-curable resins | High (UV-curing) | Moderate | Low (UV exposure) |
| 3 | SLS | High | Powder-based materials | Moderate (Powder removal) | Moderate | Low (High thermal stress) |
| 4 | DIW | Moderate | Viscous/Bio-inks | Moderate | Slow | High |
| No. | Filament/Polymers | Moisture Resistance | Strength | Flexibility | Durability | Print Temperature (°C) | Bed Temperature (°C) |
|---|---|---|---|---|---|---|---|
| 1 | Polyethylene Glycol (PEG) | None | Moderate | High | Low | N/A | N/A |
| 2 | Kolliphor P188 (Poloxamer 188) | None | Moderate | High | Moderate | 40–50 | 20–40 |
| 3 | Polyvinylpyrrolidone (Kollidon 12PF) | Moderate | Moderate | Moderate | Moderate | 150–180 | 40–60 |
| 4 | Vinylpyrrolidone vinyl acetate copolymer (Kollidon VA64) | Moderate | High | Moderate | Moderate | 180–210 | 60 |
| 5 | Polylactic Acid (PLA) | Mild | High | Low | Moderate | 190–220 | 60 |
| 6 | Polyvinyl Alcohol (PVA) | None | Moderate | Moderate | Low | 180–210 | 60 |
| 7 | Chitosan | None | Moderate | Low | Low | N/A | N/A |
| 8 | Hydroxypropyl Cellulose (HPC) | Moderate | High | Moderate | Moderate | 180–220 | 60 |
| 9 | Polycaprolactone (PCL) | Strong | Moderate | High | High | 60–120 | 25–40 |
| 10 | Thermoplastic Polyurethanes (TPUs) | Moderate | High | Very high | High | 210–230 | 40–60 |
| 11 | Eudragit | Moderate to Strong | Moderate | Moderate | Moderate | 150–180 | 40–60 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chan, Y.L.; Widodo, R.T.; Ming, L.C.; Khan, A.; Abbas, S.A.; Ping, N.Y.; Sofian, Z.M.; Kanakal, M.M. Review on 3D Printing Filaments Used in Fused Deposition Modeling Method for Dermatological Preparations. Molecules 2025, 30, 2411. https://doi.org/10.3390/molecules30112411
Chan YL, Widodo RT, Ming LC, Khan A, Abbas SA, Ping NY, Sofian ZM, Kanakal MM. Review on 3D Printing Filaments Used in Fused Deposition Modeling Method for Dermatological Preparations. Molecules. 2025; 30(11):2411. https://doi.org/10.3390/molecules30112411
Chicago/Turabian StyleChan, Yong Li, Riyanto Teguh Widodo, Long Chiau Ming, Abdullah Khan, Syed Atif Abbas, Ng Yen Ping, Zarif Mohamed Sofian, and Mahibub Mahamadsa Kanakal. 2025. "Review on 3D Printing Filaments Used in Fused Deposition Modeling Method for Dermatological Preparations" Molecules 30, no. 11: 2411. https://doi.org/10.3390/molecules30112411
APA StyleChan, Y. L., Widodo, R. T., Ming, L. C., Khan, A., Abbas, S. A., Ping, N. Y., Sofian, Z. M., & Kanakal, M. M. (2025). Review on 3D Printing Filaments Used in Fused Deposition Modeling Method for Dermatological Preparations. Molecules, 30(11), 2411. https://doi.org/10.3390/molecules30112411