

Flow Synthesis of Pharmaceutical Intermediate Catalyzed by Immobilized DERA: Comparison of Different Immobilization Techniques and Reactor Designs

 ,
, 
Abstract
1. Introduction
2. Results and Discussion
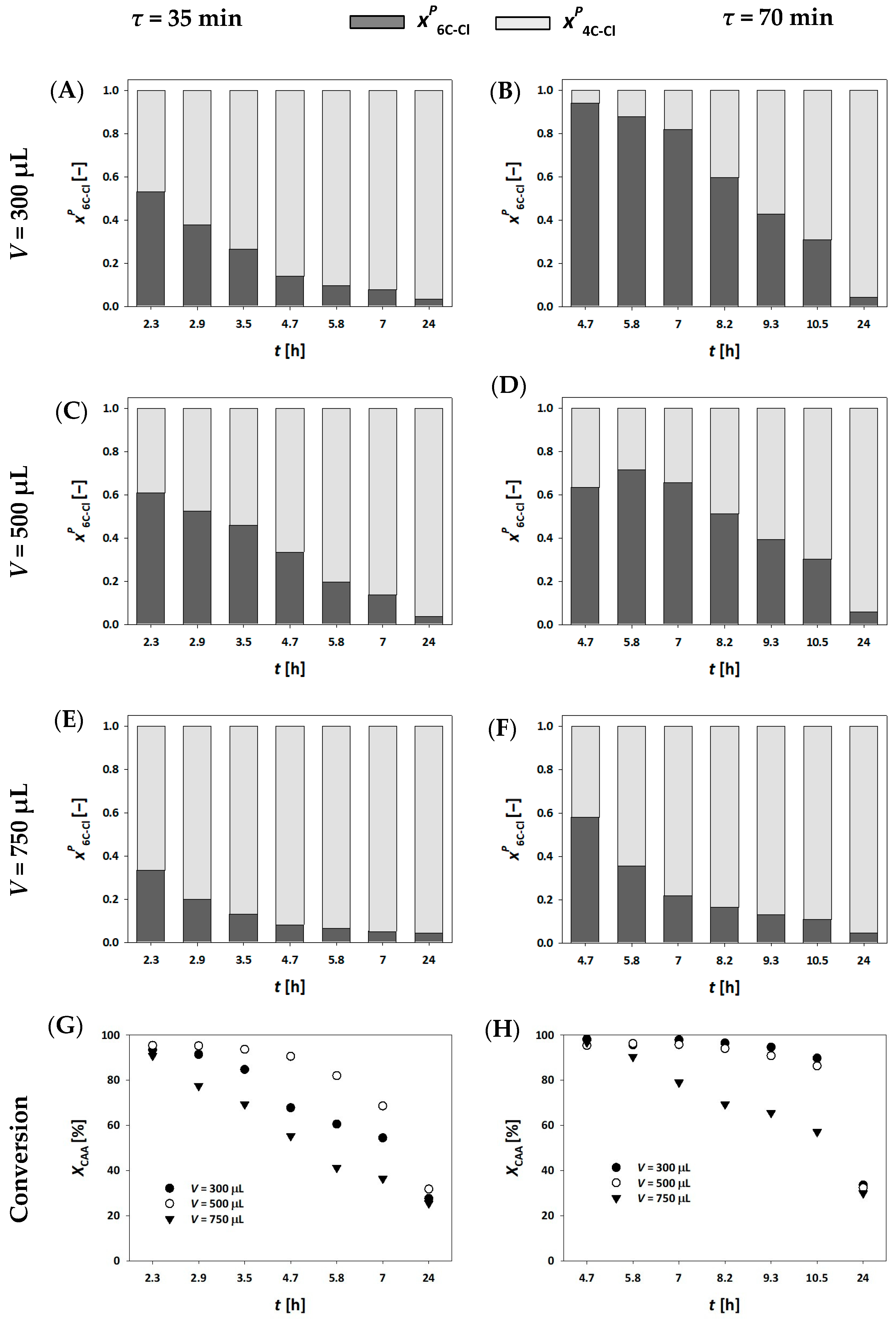
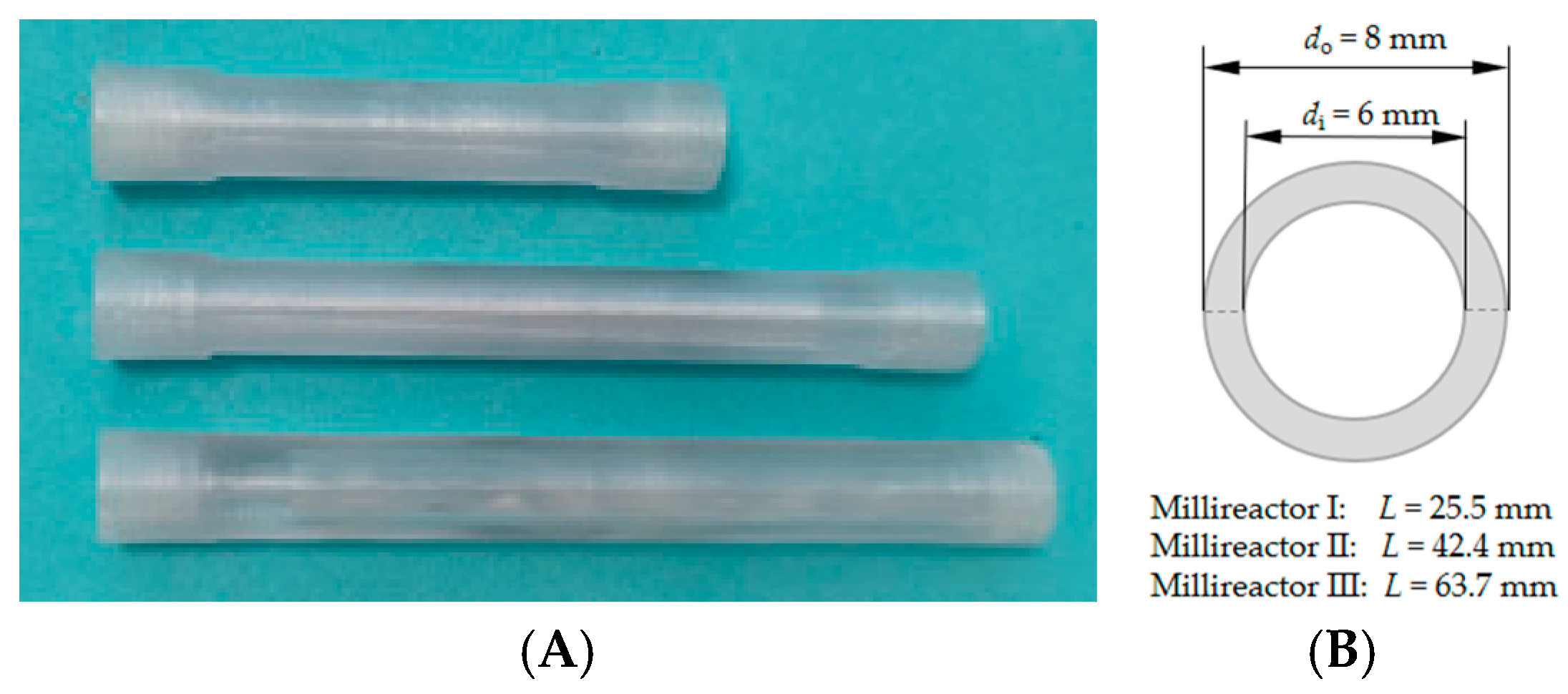
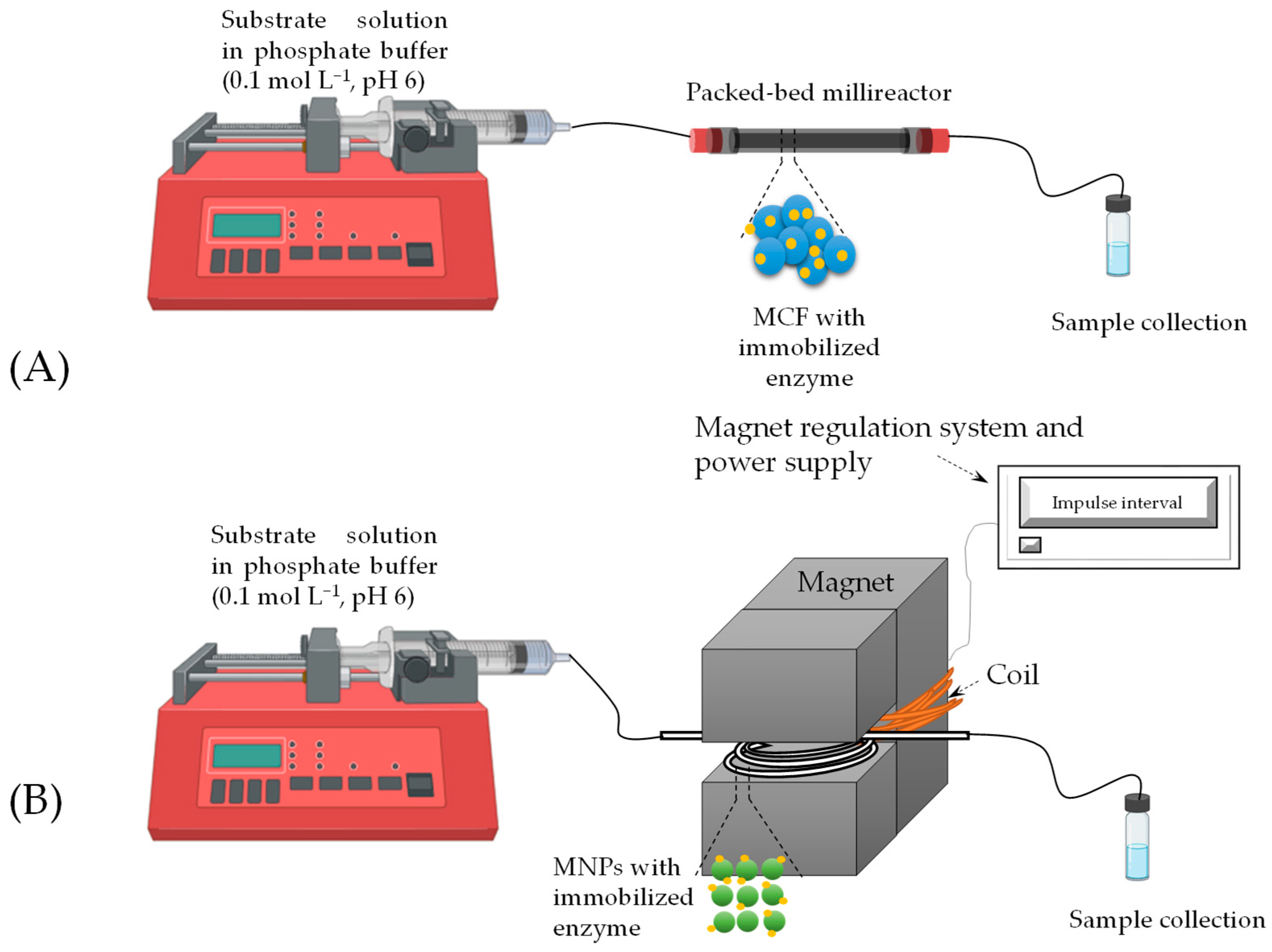
2.1. Statin Precursor Synthesis in a Fixed Bed Millireactor
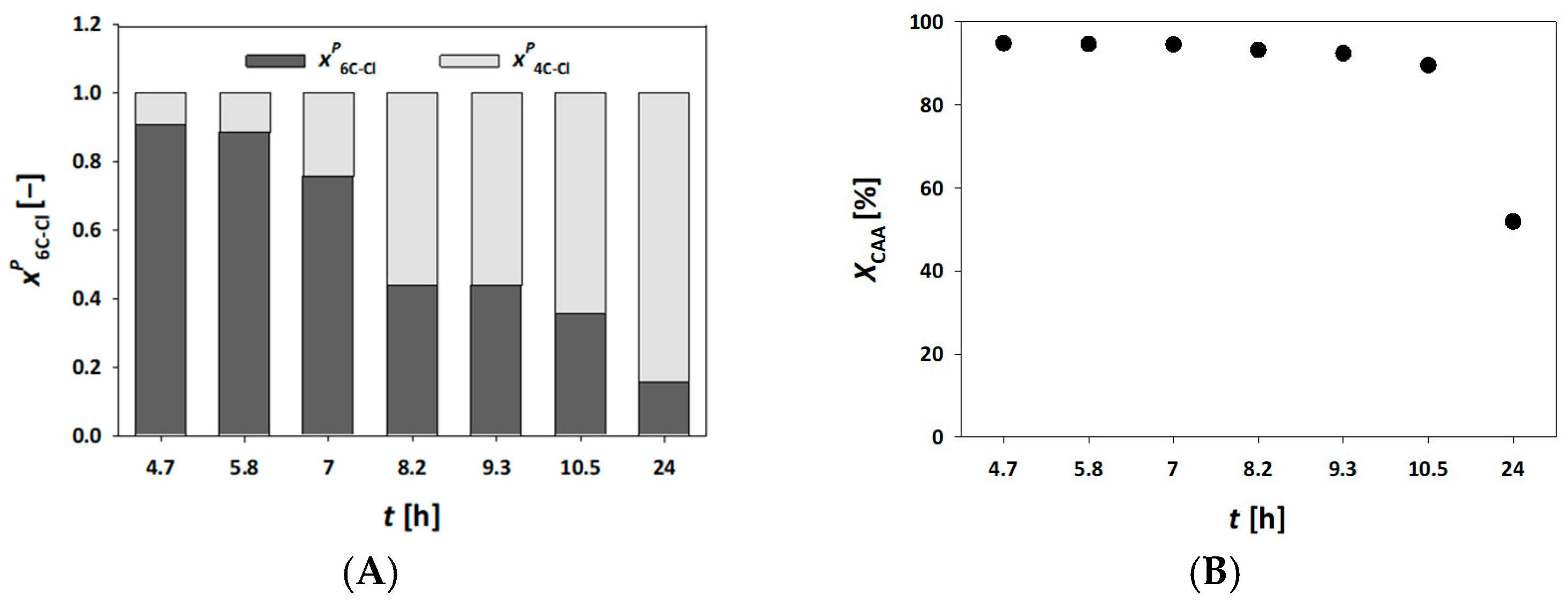
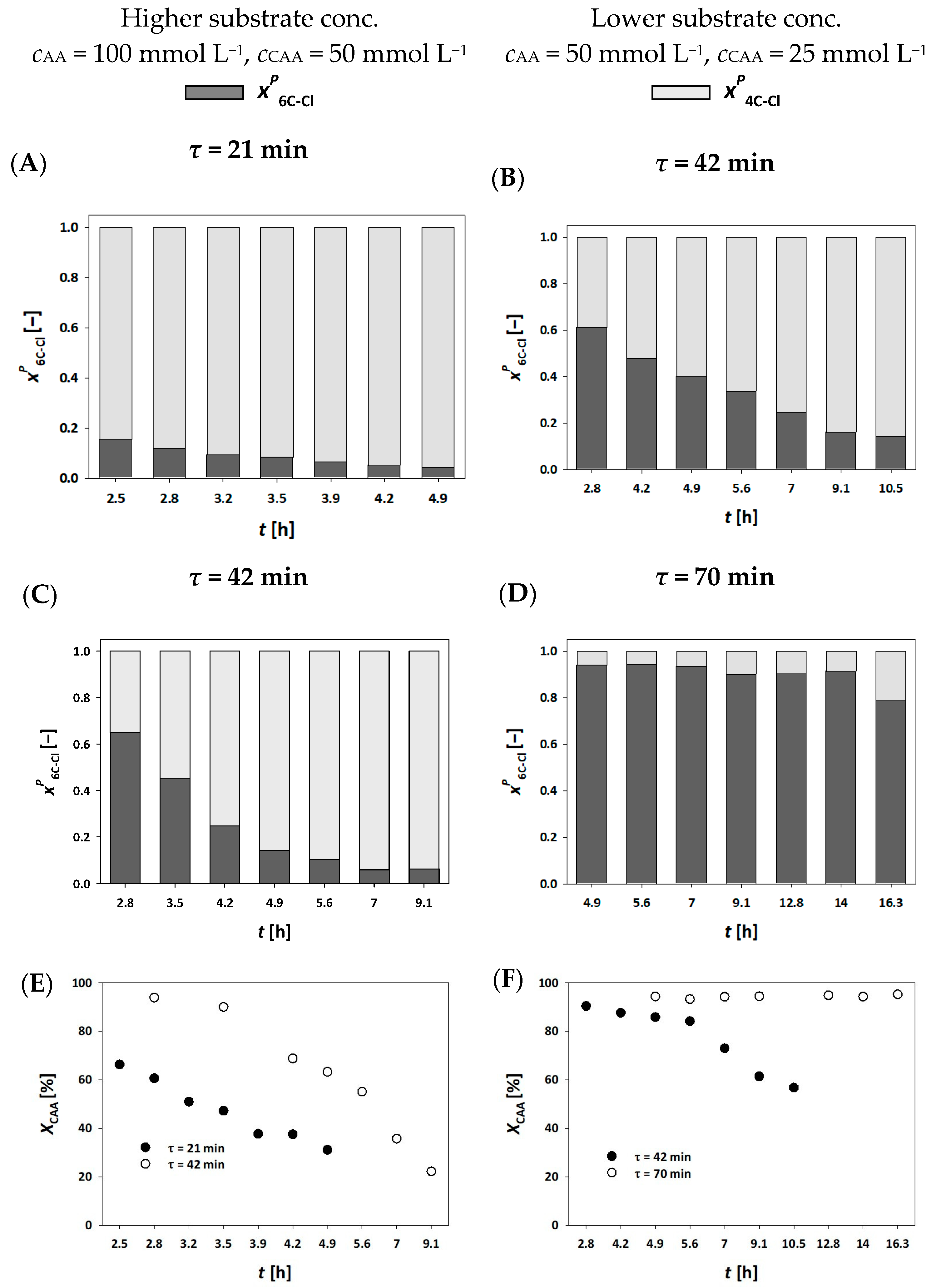
2.2. Statin Precursor Synthesis in a Fluidized Bed Millireactor
2.3. Comparison of the Results of Batch and Continuous Millireactor Types for the Production of Statin Precursors
3. Materials and Methods
3.1. Chemicals
3.2. Synthesis, Functionalization and Activation of Immobilization Carriers
3.3. Enzyme Immobilization
3.4. Statin Precursor Synthesis in Packed Bed Millireactor
3.5. Statin Precursor Synthesis in a Fluidized Bed Millireactor
3.6. Analytical Methods
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| 4C-Cl | 4-chloro-3-hydroxybutanal |
| 6C-Cl | 6-chloro-3,5-dihydroxyhexanal |
| AA | Acetaldehyde |
| APTES | 3-aminopropyltriethoxysilane |
| APTMS | (3-methylaminopropyl) trimethoxysilane |
| CAA | Chloroacetaldehyde |
| DERA | 2-deoxy-D-ribose-5-phosphate aldolase |
| HCl | Hydrochloric acid |
| MCF | Mesocellular silica foam |
| MNP | Magnetic nanoparticles |
| TEOS | Tetraethyl ortosilicate |
References
- Alcalde, M.; Ferrer, M.; Plou, F.; Ballesteros, A. Environmental biocatalysis: From remediation with enzymes to novel green processes. Trends Biotechnol. 2006, 24, 281–287. [Google Scholar] [CrossRef] [PubMed]
- Sheldon, R.A. The E Factor 25 years on: The rise of green chemistry and sustainability. Green Chem. 2017, 19, 18–43. [Google Scholar] [CrossRef]
- Endo, A. A historical perspective on the discovery of statins. Proc. Japan Acad. Ser. B 2010, 86, 484–493. [Google Scholar] [CrossRef] [PubMed]
- Reiner, Z. Primary prevention of cardiovascular disease with statins in the Elderly. Curr. Atheroscler. Rep. 2014, 86, 420. [Google Scholar] [CrossRef]
- Patel, A. Statins as potentially neuroprotective agents: A review. J. Anesth. Clin. Res. 2012, 3, 10. [Google Scholar] [CrossRef]
- Wu, Q.; Tao, J. Green Techniques for Organic Synthesis and Medicinal Chemistry; John Wiley & Sons: New Jersey, NY, USA, 2012; pp. 217–240. [Google Scholar]
- Vajdič, T.; Ošlaj, M.; Kopitar, G.; Mrak, P. Engineered, highly productive biosynthesis of artificial, lactonized statin side-chain building blocks: The hidden potential of Escherichia coli unleashed. Metab. Eng. 2014, 24, 160–172. [Google Scholar] [CrossRef]
- Ručigaj, A.; Krajnc, M. Optimization of a crude Deoxyribose-5-phosphate aldolase lyzate-catalyzed process in synthesis of statin intermediates. Org. Process Res. Dev. 2013, 17, 854–862. [Google Scholar] [CrossRef]
- Jiao, X.-C.; Pan, J.; Xu, G.-C.; Kong, X.-D.; Chen, Q.; Zhang, Z.-J.; Xu, J.-H. Efficient synthesis of a statin precursor in high space-time yield by a new aldehyde-tolerant aldolase identified from Lactobacillus brevis. Catal. Sci. Technol. 2015, 5, 4048–4054. [Google Scholar] [CrossRef]
- Ošlaj, M.; Cluzeau, J.; Orkić, D.; Kopitar, G.; Mrak, P.; Časar, Z. A highly productive, whole-cell DERA chemoenzymatic process for production of key lactonized side-chain intermediates in statin synthesis. PLoS ONE 2013, 8, 62250. [Google Scholar] [CrossRef]
- Švarc, A.; Fekete, M.; Hernandez, K.; Clapés, P.; Findrik Blažević, Z.; Szekrenyi, A.; Skendrović, D.; Vasić-Rački, Đ.; Charnock, S.J.; Presečki, A.V. An innovative route for the production of atorvastatin side-chain precursor by DERA-catalysed double aldol addition. Chem. Eng. Sci. 2021, 231, 116312. [Google Scholar] [CrossRef]
- Voutilainen, S.; Heinonen, M.; Andberg, M.; Jokinen, E.; Maaheimo, H.; Pääkkönen, J.; Hakulinen, N.; Rouvinen, J.; Lähdesmäki, H.; Kaski, S. Substrate specificity of 2-deoxy-D-ribose 5-phosphate aldolase (DERA) assessed by different protein engineering and machine learning methods. Appl. Microbiol. Biotechnol. 2020, 104, 10515–10529. [Google Scholar] [CrossRef] [PubMed]
- Rouvinen, J.; Andberg, M.; Pääkkönen, J.; Hakulinen, N.; Koivula, A. Current state of and need for enzyme engineering of 2-deoxy-D-ribose 5-phosphate aldolases and its impact. Appl. Microbiol. Biotechnol. 2021, 105, 6215–6228. [Google Scholar] [CrossRef] [PubMed]
- Jennewein, S.; Schürmann, M.; Wolberg, M.; Hilker, I.; Luiten, R.; Wubbolts, M.; Mink, D. Directed evolution of an industrial biocatalyst: 2-deoxy-D-ribose 5-phosphate aldolase. Biotechnol. J. 2006, 1, 537–548. [Google Scholar] [CrossRef] [PubMed]
- Aragon, C.C.; Palomo, J.M.; Filice, M.; Mateo, C. Immobilization of aldolase for C-C bond formation. Curr. Org. Chem. 2016, 20, 1243–1251. [Google Scholar] [CrossRef]
- Cavalcante, F.T.T.; Cavalcante, A.L.G.; de Sousa, I.G.; Neto, F.S.; dos Santos, J.C.S. Current status and future perspectives of supports and protocols for enzyme immobilization. Catalysts 2021, 11, 1222. [Google Scholar] [CrossRef]
- Federsel, H.-J.; Moody, T.S.; Taylor, S.J.C. Recent trends in enzyme immobilization—Concepts for expanding the biocatalysis Toolbox. Molecules 2021, 26, 2822. [Google Scholar] [CrossRef]
- Zucca, P.; Sanjust, E. Inorganic materials as supports for covalent enzyme immobilization: Methods and mechanisms. Molecules 2014, 19, 14139–14194. [Google Scholar] [CrossRef]
- Grabner, B.; Pokhilchuk, Y.; Gruber-Woelfler, H. DERA in flow: Synthesis of a statin side chain precursor in continuous flow employing deoxyribose-5-phosphate aldolase immobilized in alginate-luffa matrix. Catalysts 2020, 10, 137. [Google Scholar] [CrossRef]
- Wang, A.; Wang, M.; Wang, Q.; Chen, F.; Zhang, F.; Li, H.; Zeng, Z.; Xie, T. Stable and efficient immobilization technique of aldolase under consecutive microwave irradiation at low temperature. Bioresour. Technol. 2011, 102, 469–474. [Google Scholar] [CrossRef]
- Wang, A.; Gao, W.; Zhang, F.; Chen, F.; Du, F.; Yin, X. Amino acid-mediated aldolase immobilisation for enhanced catalysis and thermostability. Bioprocess Biosyst. Eng. 2012, 35, 857–863. [Google Scholar] [CrossRef]
- Schmidt-Winkel, P.; Lukens Wayne, W.; Zhao, D.; Yang, P.; Chmelka, B.F.; Stucky, G.D. Mesocellular siliceous foams with uniformly sized cells and windows. J. Am. Chem. Soc. 1999, 121, 254–255. [Google Scholar] [CrossRef]
- Chrzanowska, A.; Derylo-Marczewska, A.; Wasilewska, M. Mesocellular silica foams (MCFs) with tunable pore size as a support for lysozyme immobilization: Adsorption equilibrium and kinetics, biocomposite properties. Int. J. Mol. Sci. 2020, 21, 5479. [Google Scholar] [CrossRef] [PubMed]
- Pandya, P.H.; Jasra, R.V.; Newalkar, B.L.; Bhatt, P.N. Studies on the activity and stability of immobilized α-amylase in ordered mesoporous silicas. Microporous Mesoporous Mater. 2005, 77, 67–77. [Google Scholar] [CrossRef]
- Bayne, L.; Ulijn, R.V.; Halling, P.J. Effect of pore size on the performance of immobilised enzymes. Chem. Soc. Rev. 2013, 42, 9000–9010. [Google Scholar] [CrossRef] [PubMed]
- Xu, J.; Sun, J.; Wang, Y.; Sheng, J.; Wang, F.; Sun, M. Application of iron magnetic nanoparticles in protein immobilization. Molecules 2014, 19, 11465–11486. [Google Scholar] [CrossRef]
- Hasany, S.F.; Ahmed, I.; Jose, R.; Rehman, A. Systematic review of the preparation techniques of iron oxide magnetic nanoparticles. Nanosci. Nanotechnol. 2011, 1, 148–158. [Google Scholar] [CrossRef]
- Bilal, M.; Zhao, Y.; Rasheed, T.; Iqbal, H.M.N. Magnetic nanoparticles as versatile carriers for enzymes immobilization: A Review. Int. J. Biol. Macromol. 2018, 120, 2530–2544. [Google Scholar] [CrossRef]
- Gutmann, B.; Cantillo, D.; Kappe, C.O. Continuous-flow technology—A tool for the safe manufacturing of active pharmaceutical ingredients. Angew. Chemie Int. Ed. 2015, 54, 6688–6728. [Google Scholar] [CrossRef]
- Plutschack, M.B.; Pieber, B.; Gilmore, K.; Seeberger, P.H. The hitchhiker’s guide to flow chemistry. Chem. Rev. 2017, 117, 11796–11893. [Google Scholar] [CrossRef]
- Steinreiber, J.; Schürmann, M.; Wolberg, M.; van Assema, F.; Reisinger, C.; Fesko, K.; Mink, D.; Griengl, H. Overcoming thermodynamic and kinetic limitations of aldolase-catalyzed reactions by applying multienzymatic dynamic kinetic asymmetric transformations. Angew. Chemie Int. Ed. 2007, 46, 1624–1626. [Google Scholar] [CrossRef]
- Colella, M.; Carlucci, C.; Luisi, R. Supported catalysts for continuous flow synthesis. Top. Curr. Chem. 2018, 376, 46. [Google Scholar] [CrossRef] [PubMed]
- Hindges née Bramski, J.; Döbber, J.; Hayes, M.R.; Classen, T.; Pohl, M.; Pietruszka, J. Covalently immobilized 2-deoxyribose-5-phosphate aldolase (DERA) for biocatalysis in flow: Utilization of the 3-hydroxyaldehyde intermediate in reaction cascades. ChemCatChem 2022, 14, 202200390. [Google Scholar] [CrossRef]
- Skendrović, D.; Primožič, M.; Rezić, T.; Vrsalović Presečki, A. Mesocellular silica foam as immobilization carrier for production of statin precursors. Int. J. Mol. Sci. 2024, 25, 1971. [Google Scholar] [CrossRef] [PubMed]
- Skendrović, D.; Švarc, A.; Rezić, T.; Chernev, A.; Rađenović, A.; Vrsalović Presečki, A. Improvement of DERA activity and stability in the synthesis of statin precursors by immobilization on magnetic nanoparticles. React. Chem. Eng. 2024, 9, 82–90. [Google Scholar] [CrossRef]
- Švarc, A.; Findrik, Z.; Vasic-Racki, D.; Szekrenyi, A.; Fessner, W.; Charnock, S.; Presečki, A. 2-deoxyribose-5-phosphate aldolase from Thermotoga maritima in the synthesis of a statin side-chain precursor: Characterization, modeling and optimization. J. Chem. Technol. Biotechnol. 2019, 94, 1832–1842. [Google Scholar] [CrossRef]
- Ahn, G.-N.; Yu, T.; Lee, H.-J.; Gyak, K.-W.; Kang, J.-H.; You, D.; Kim, D.-P. A numbering-up metal microreactor for the high-throughput production of a commercial drug by copper catalysis. Lab Chip 2019, 19, 3535–3542. [Google Scholar] [CrossRef]
- Wäscher, M.; Classen, T.; Pietruszka, J. Simple enzyme immobilization for flow chemistry? An assessment of available Sstrategies for an acetaldehyde-dependent aldolase. Molecules 2022, 27, 6483. [Google Scholar] [CrossRef]
- Luo, Z.; Zhu, Y.; Xiang, H.; Wang, Z.; Jiang, Z.; Zhao, X.; Sun, X.; Guo, Z. Advancements in inactivation of soybean trypsin inhibitors. Foods 2025, 14, 975. [Google Scholar] [CrossRef]
- Dal Magro, L.; Pessoa, J.P.S.; Klein, M.P.; Fernandez-Lafuente, R.; Rodrigues, R.C. Enzymatic clarification of orange juice in continuous bed reactors: Fluidized-bed versus packed-bed Reactor. Catal. Today 2021, 362, 184–191. [Google Scholar] [CrossRef]
- Bahar, T.; Çelebi, S.S. Performance of immobilized glucoamylase in a magnetically stabilized fluidized bed reactor (MSFBR). Enzyme Microb. Technol. 2000, 26, 28–33. [Google Scholar] [CrossRef]
- Zhong, J.-J. Comprehensive Biotechnology; Pergamon: Oxford, UK, 2019; pp. 165–177. [Google Scholar]
- Zhang, L.; Yue, J. Packed bed microreactors for sustainable chemistry and process development. Chemistry 2025, 7, 29. [Google Scholar] [CrossRef]
- Zanin, G.M.; Kambara, L.M.; Calsavara, L.P.V.; De Moraes, F.F. Performance of fixed and fluidized bed reactors with immobilized enzyme. Appl. Biochem. Biotechnol. 1994, 45, 627–640. [Google Scholar] [CrossRef]
- Švarc, A.; Findrik, Z.; Vasić-Rački, Đ.; Charnock, S.J.; Presečki, A.V. A multi-enzyme strategy for the production of a highly valuable lactonized statin side-chain precursor. Chem. Eng. Res. Des. 2020, 164, 35–45. [Google Scholar] [CrossRef]
- Valinger, D.; Vrsalović Presečki, A.; Kurtanjek, Ž.; Pohl, M.; Findrik Blažević, Z.; Vasić-Rački, Đ. Continuous enzymatic carboligation of benzaldehyde and acetaldehyde in an enzyme ultrafiltration membrane reactor and laminar flow microreactors. J. Mol. Catal. B Enzym. 2014, 102, 132–137. [Google Scholar] [CrossRef]
- Vrsalović Presečki, A.; Zelić, B.; Vasić-Rački, Đ. Modelling of Continuous L-Malic Acid Production by Porcine Heart Fumarase and Fumarase in Yeast Cells. CABEQ 2009, 23, 519–525. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reactor Mode | Catalyst | t (τ) (min) | γDERA024 (mg mL−1) | S (-) | XCAA, max (%) | Pr6C-Cl, cAA (mmol L−1 min−1) | Y (%) |
|---|---|---|---|---|---|---|---|
| Batch | MCF-DERA024 | 40 | 3 | 3.6 | 92.25 | 0.87 | 76.10 |
| MNP-DERA024 | 40 | 3 | 5.5 | 98.30 | 0.88 | 90.20 | |
| Flow—fixed bed | MCF-DERA024 | 70 | 4.10 | 9.72 | 94.52 | 0.37 | 91.60 |
| Flow—fluidized bed | MNP-DERA024 | 70 | 4.52 | 16.34 | 97.78 | 0.33 | 95.85 |
| Millireactor | Total Volume, V (μL) | Working Volume, VR (μL) | Flow, Q (μL min−1) | Residence Time, τ (min) | AA Concentration, cAA (mmol L−1) | CAA Concentration, cCAA (mmol L−1) |
|---|---|---|---|---|---|---|
| R1-1 | 300 | 175 | 5 | 35 | 100 | 50 |
| R1-2 | 300 | 175 | 2.5 | 70 | 100 | 50 |
| R2-1 | 500 | 290 | 8.33 | 35 | 100 | 50 |
| R2-2 | 500 | 290 | 4.16 | 70 | 100 | 50 |
| R3-1 | 750 | 438 | 12.5 | 35 | 100 | 50 |
| R3-2 | 750 | 438 | 6.24 | 70 | 100 | 50 |
| R3-3 | 750 | 438 | 4.16 | 70 | 50 | 25 |
| Millireactor | Total Volume, V (μL) | Working Volume, VR (μL) | Flow, Q (μL min−1) | Residence Time, τ (min) | AA Concentration, cAA (mmol L−1) | CAA Concentration, cCAA (mmol L−1) |
|---|---|---|---|---|---|---|
| R1-1 | 310 | 106 | 5 | 21 | 100 | 50 |
| R1-2 | 2.5 | 42 | 100 | 50 | ||
| R2-1 | 5 | 21 | 100 | 50 | ||
| R2-2 | 2.5 | 42 | 100 | 50 | ||
| R3-1 | 2.5 | 42 | 50 | 25 | ||
| R3-2 | 1.5 | 70 | 50 | 25 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Skendrović, D.; Šalić, A.; Cingesar, I.K.; Pinčić, M.; Vrsalović Presečki, A. Flow Synthesis of Pharmaceutical Intermediate Catalyzed by Immobilized DERA: Comparison of Different Immobilization Techniques and Reactor Designs. Molecules 2025, 30, 2276. https://doi.org/10.3390/molecules30112276
Skendrović D, Šalić A, Cingesar IK, Pinčić M, Vrsalović Presečki A. Flow Synthesis of Pharmaceutical Intermediate Catalyzed by Immobilized DERA: Comparison of Different Immobilization Techniques and Reactor Designs. Molecules. 2025; 30(11):2276. https://doi.org/10.3390/molecules30112276
Chicago/Turabian StyleSkendrović, Dino, Anita Šalić, Ivan Karlo Cingesar, Marta Pinčić, and Ana Vrsalović Presečki. 2025. "Flow Synthesis of Pharmaceutical Intermediate Catalyzed by Immobilized DERA: Comparison of Different Immobilization Techniques and Reactor Designs" Molecules 30, no. 11: 2276. https://doi.org/10.3390/molecules30112276
APA StyleSkendrović, D., Šalić, A., Cingesar, I. K., Pinčić, M., & Vrsalović Presečki, A. (2025). Flow Synthesis of Pharmaceutical Intermediate Catalyzed by Immobilized DERA: Comparison of Different Immobilization Techniques and Reactor Designs. Molecules, 30(11), 2276. https://doi.org/10.3390/molecules30112276