
From Waste to Value: Recent Insights into Producing Vanillin from Lignin




Abstract

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
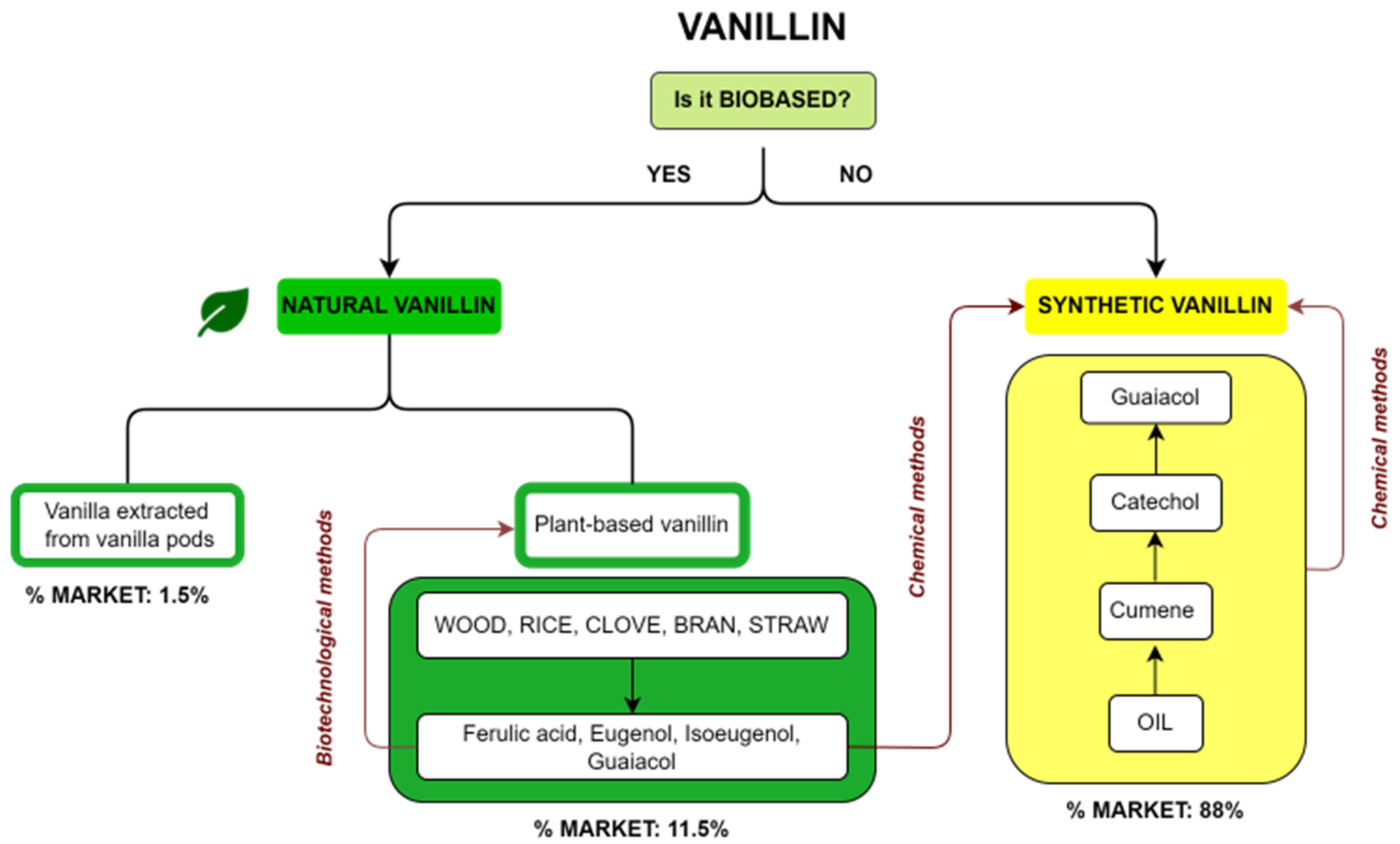
2. Types of Vanillin
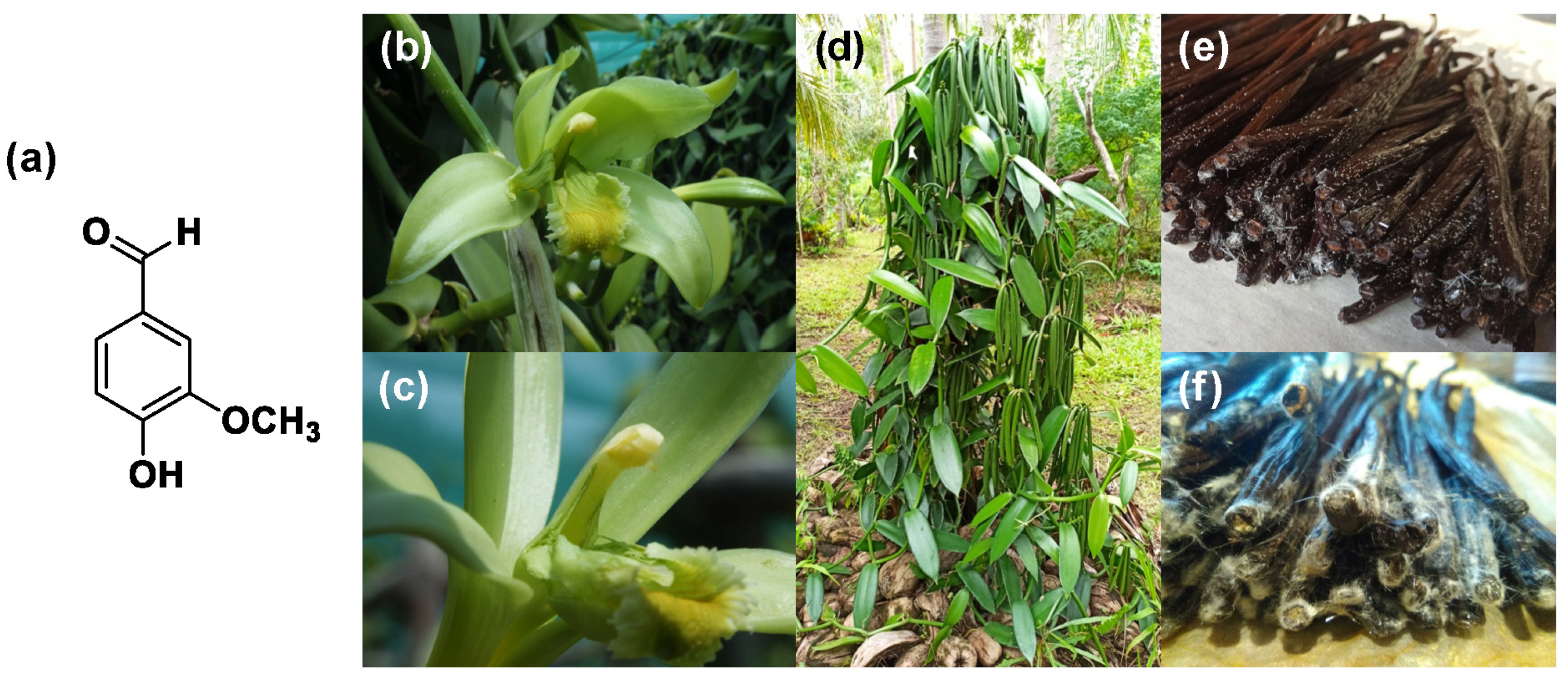
2.1. Natural Vanillin
2.1.1. Extraction from Vanilla Pods
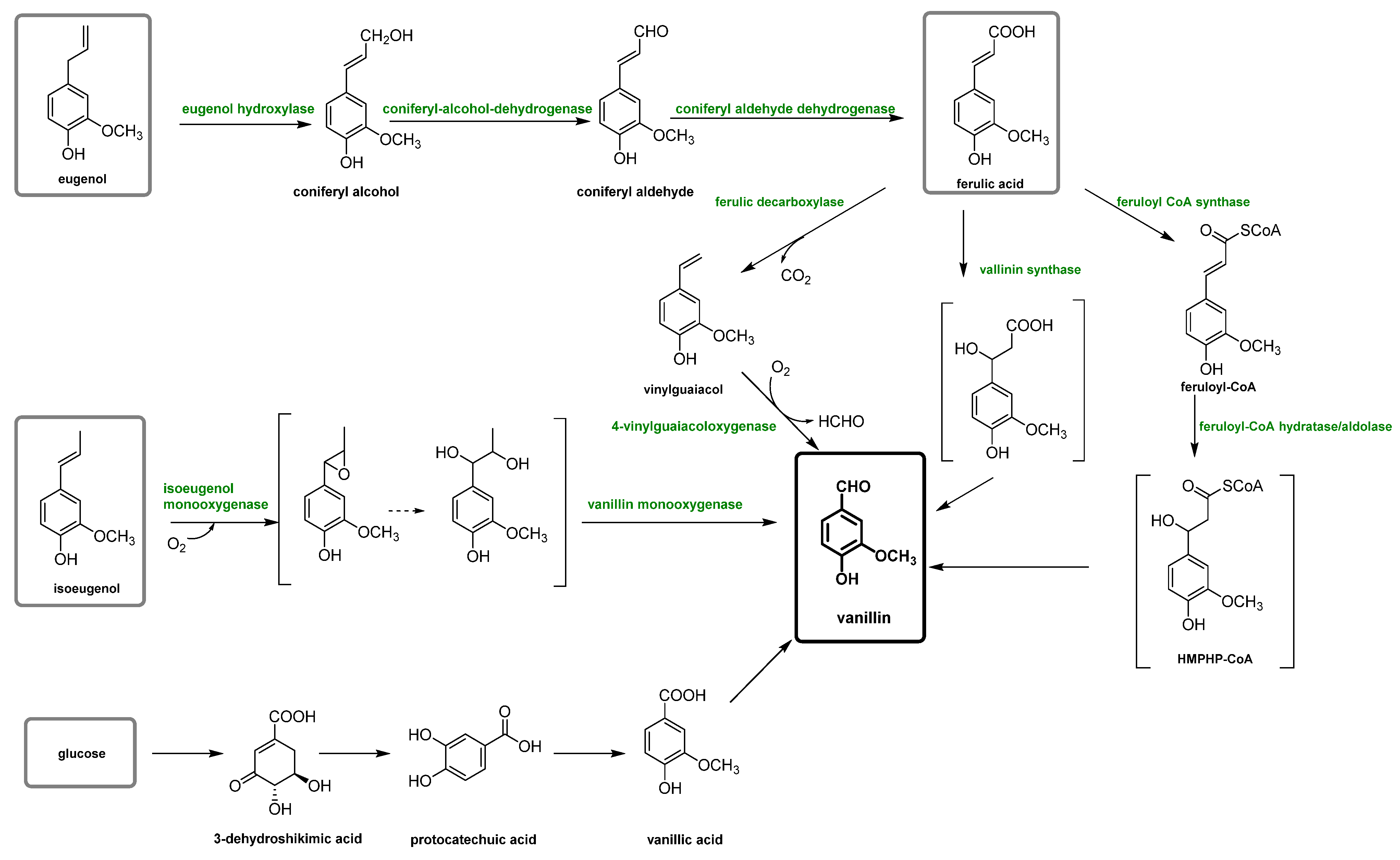
2.1.2. Plant-Based Vanillin
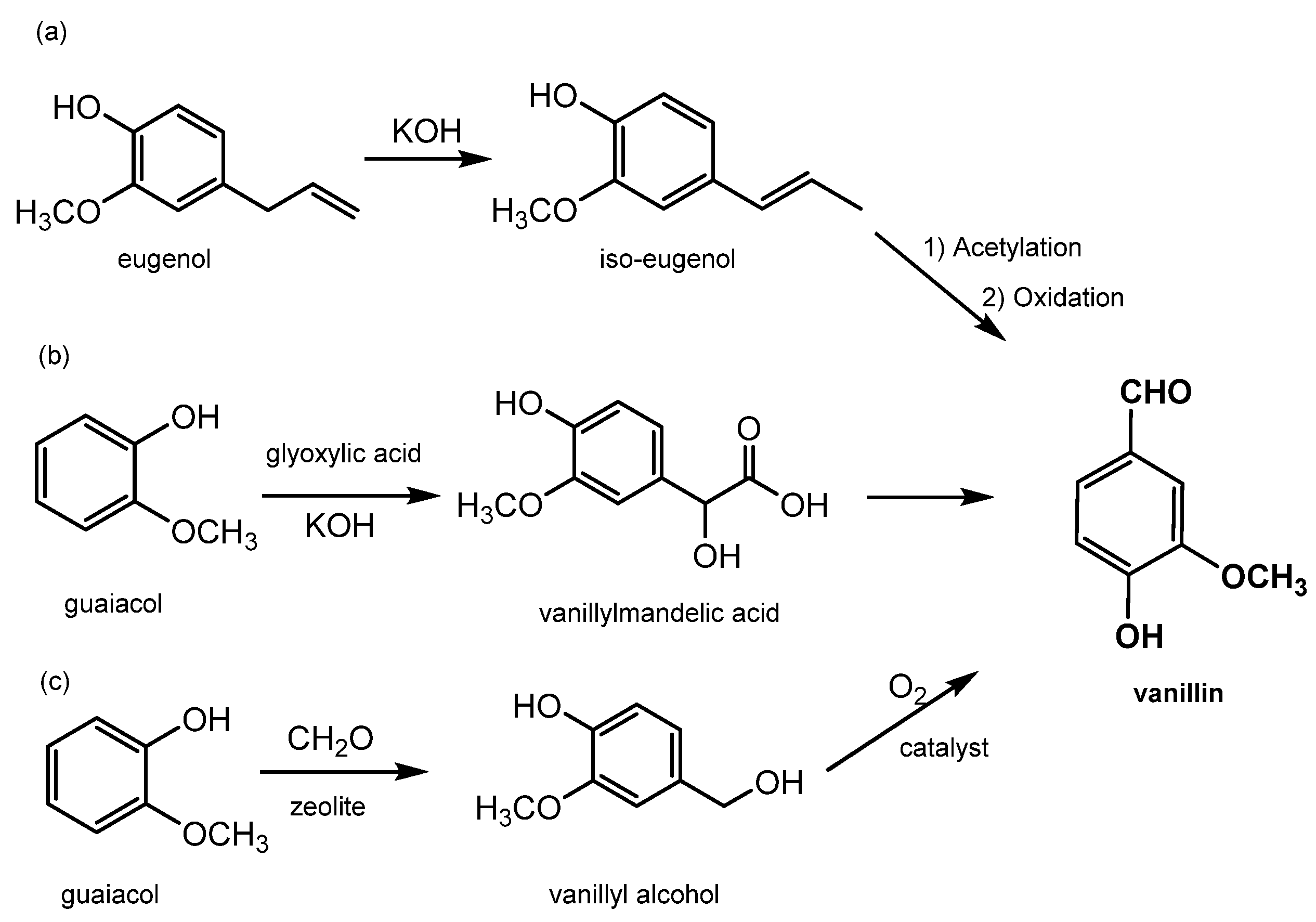
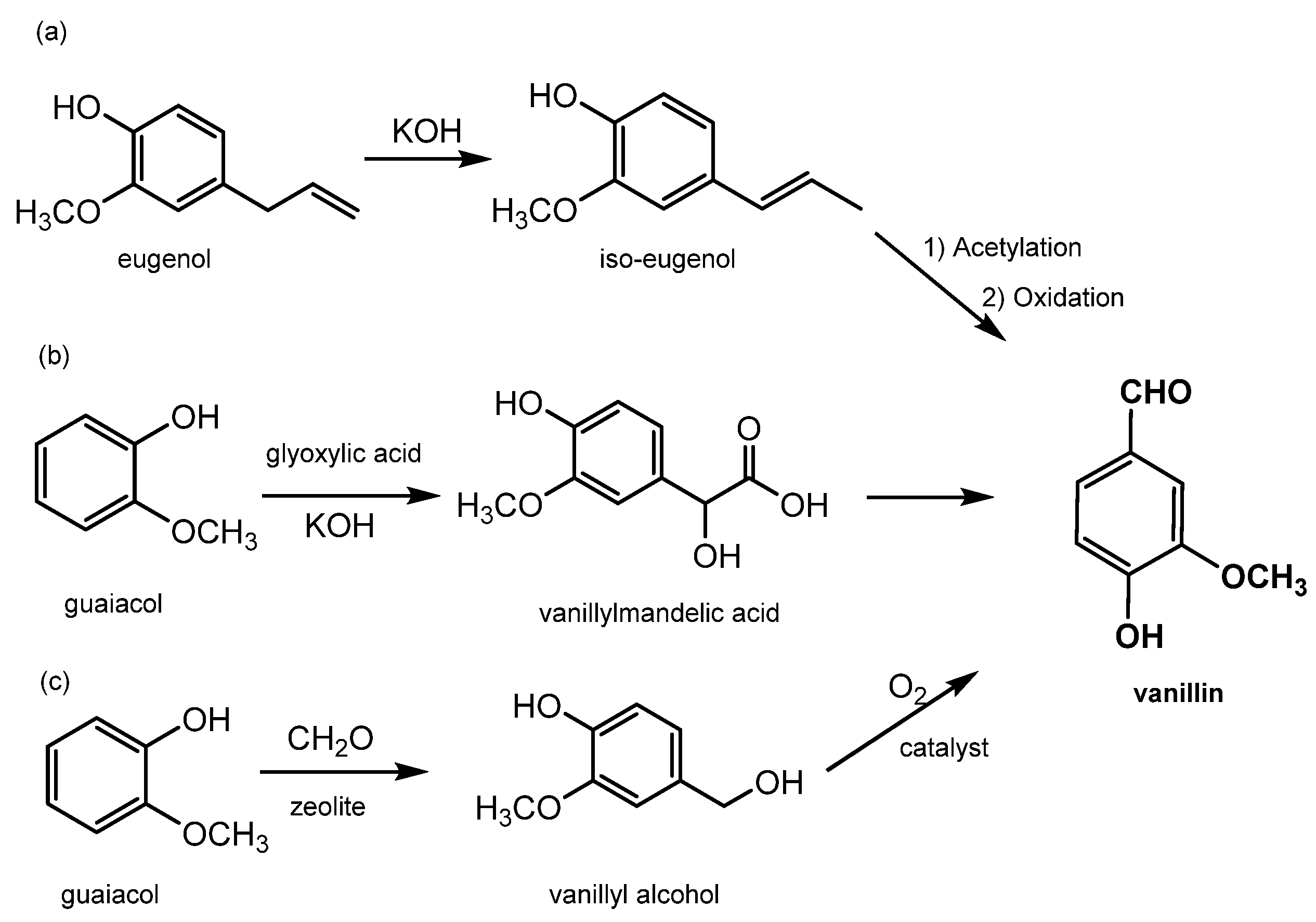
2.2. Synthetic Vanillin
2.3. Vanillin Authentication
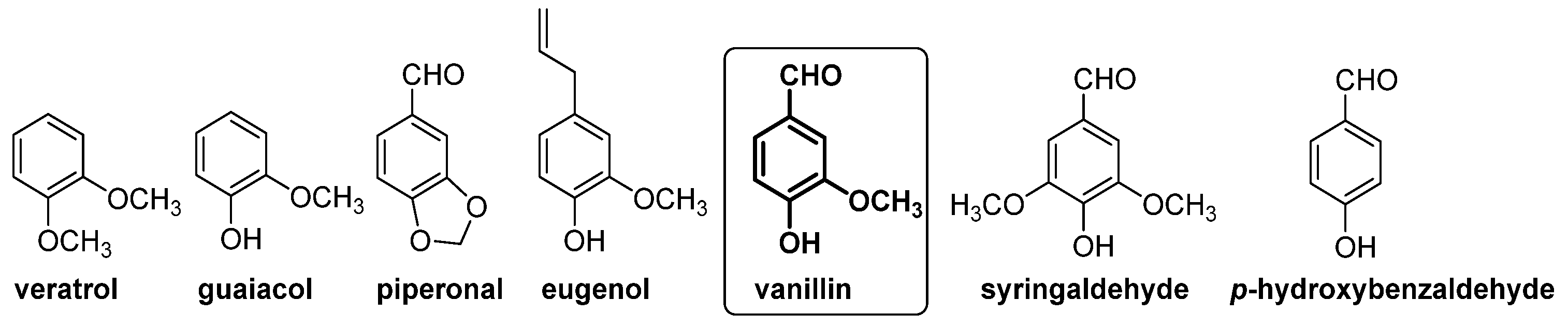
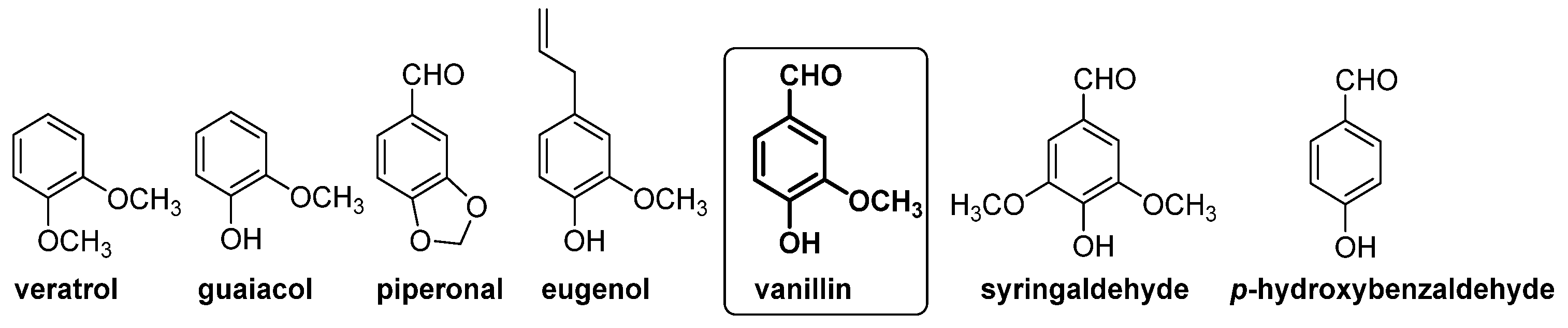
2.3.1. Chemical Fingerprint
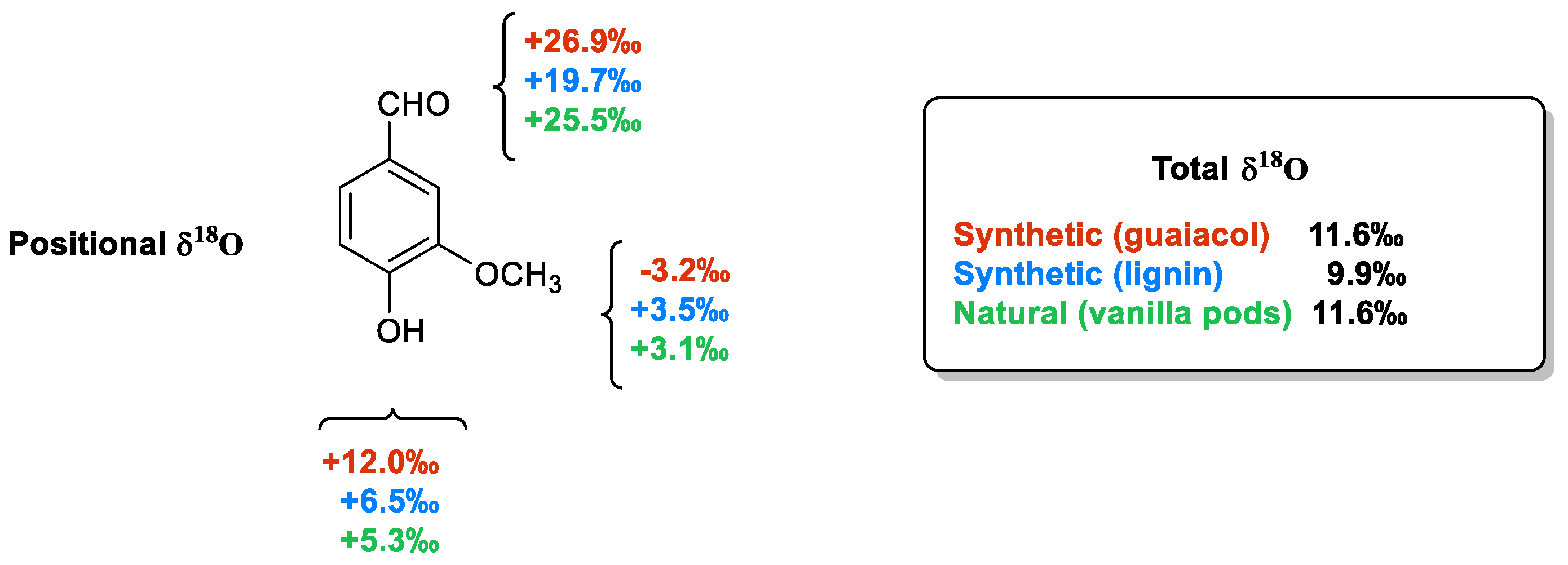
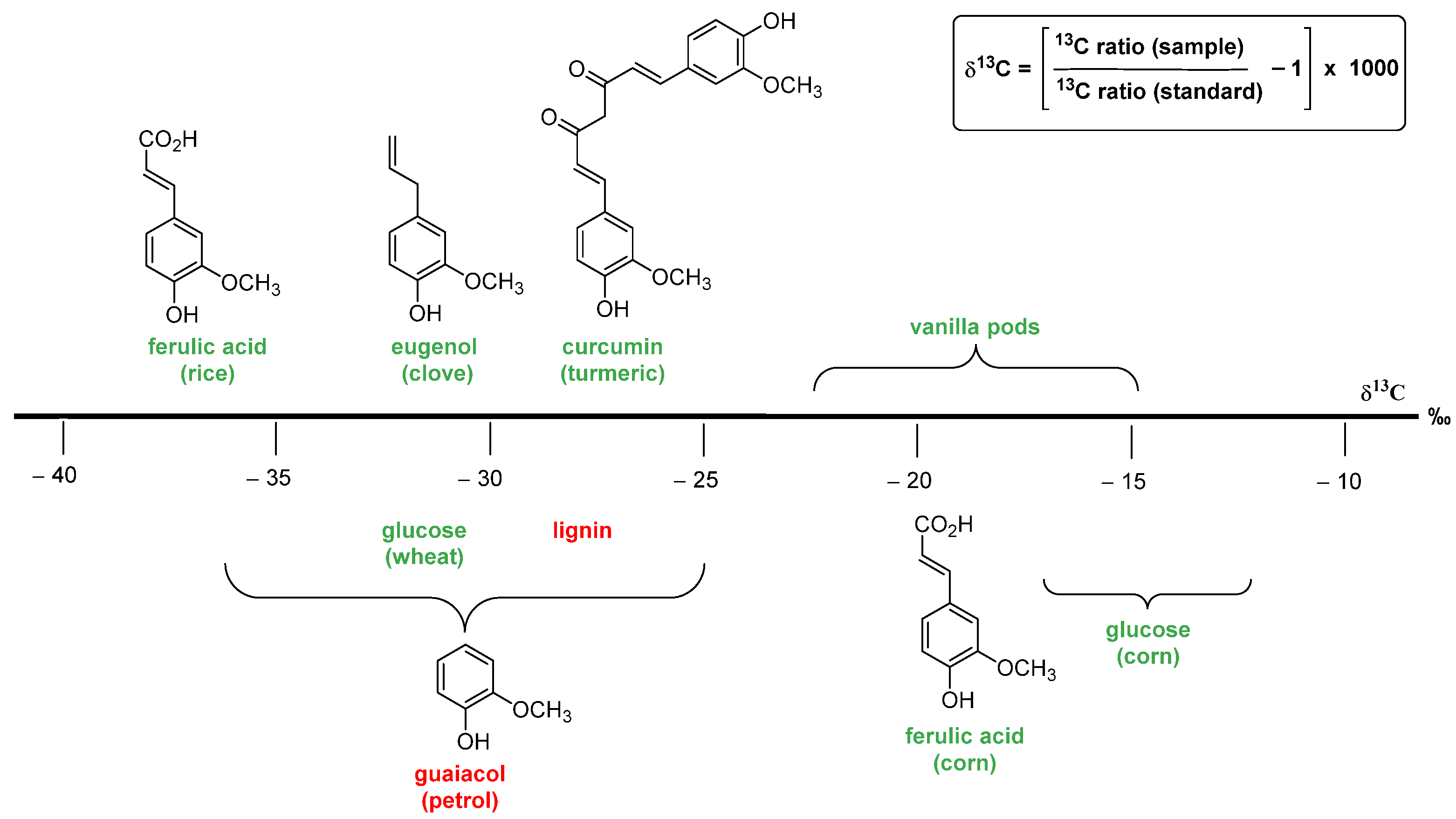
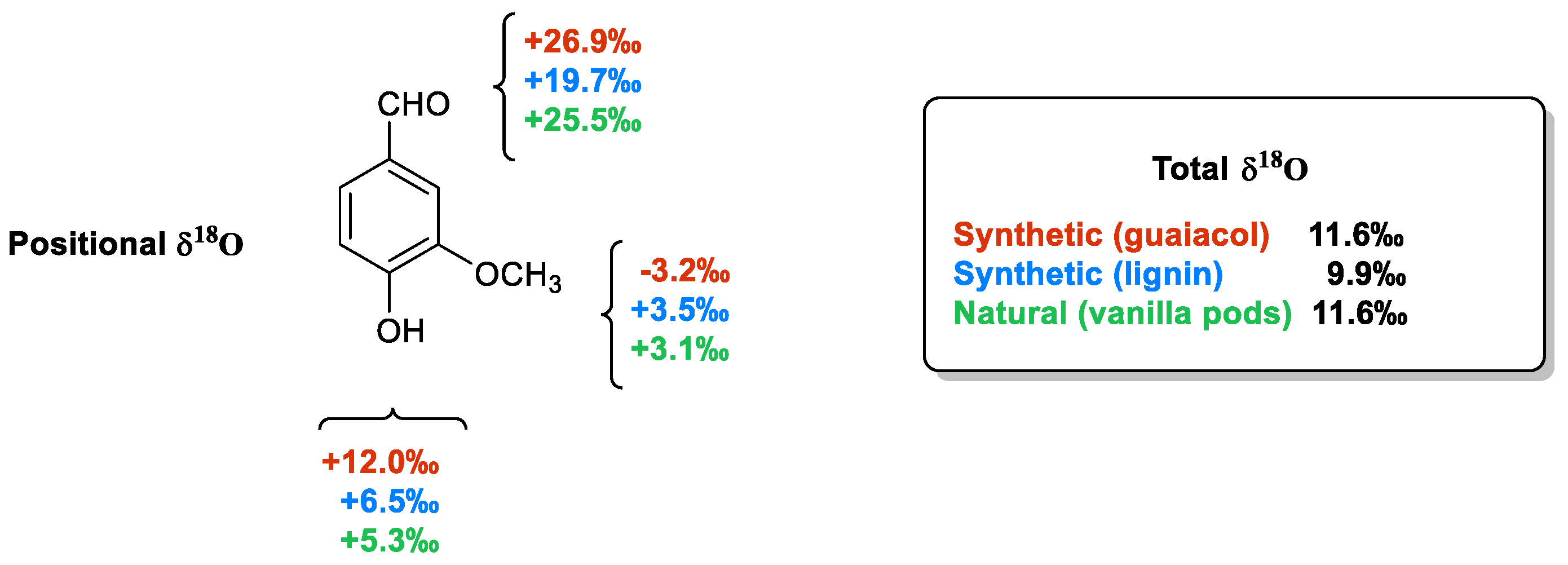
2.3.2. Isotopic Fingerprint
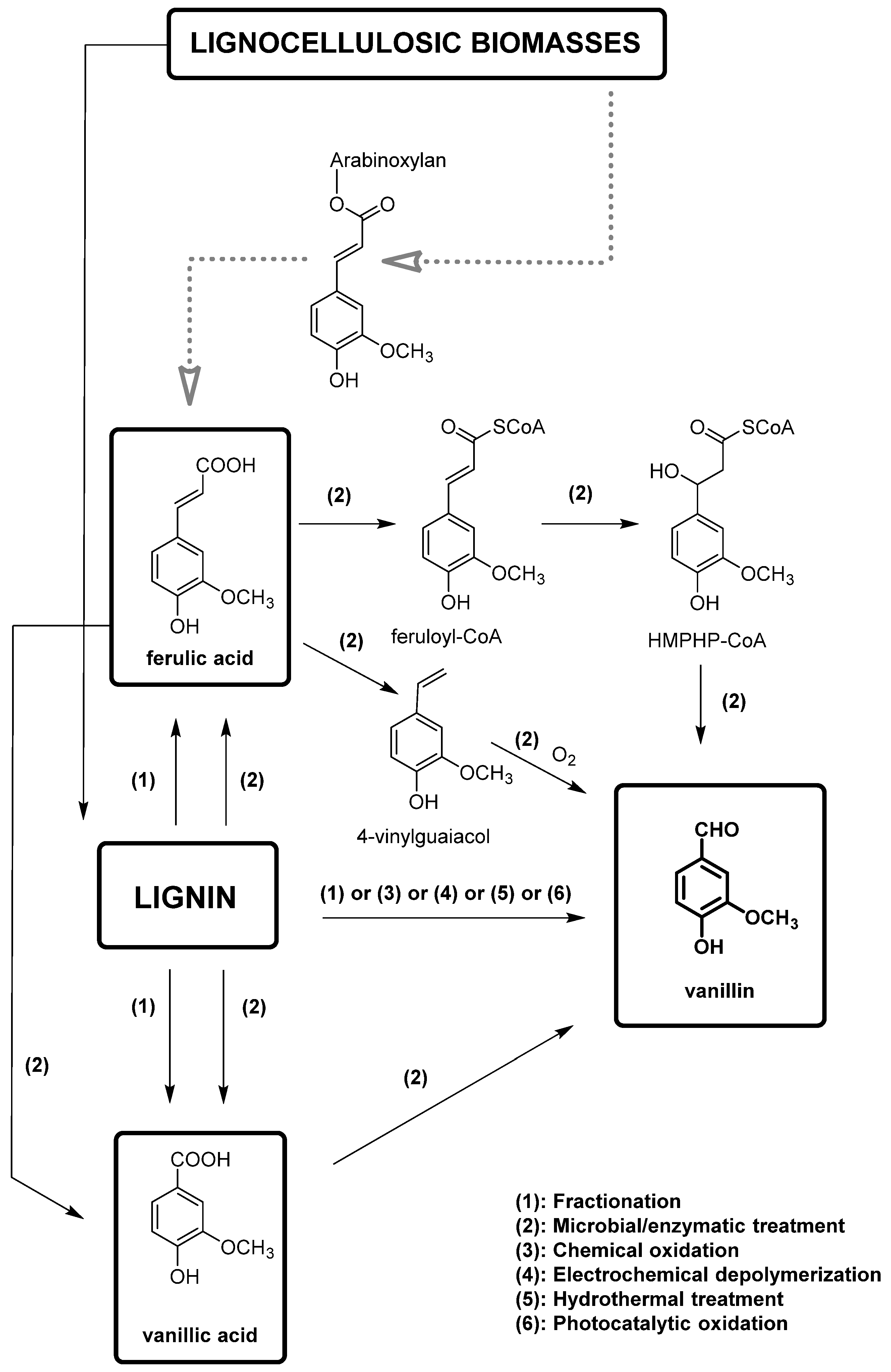
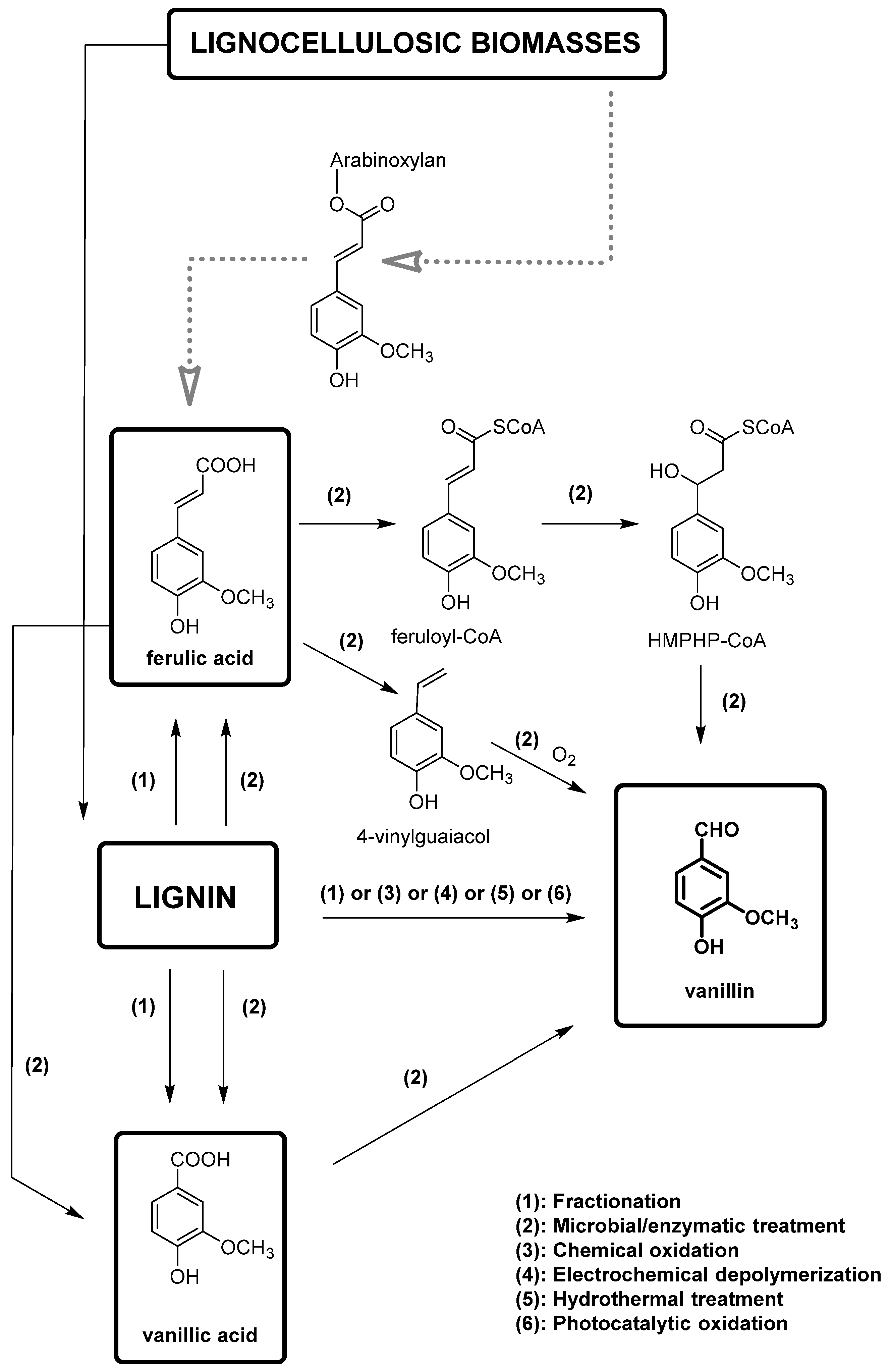
3. Vanillin Production from Lignin
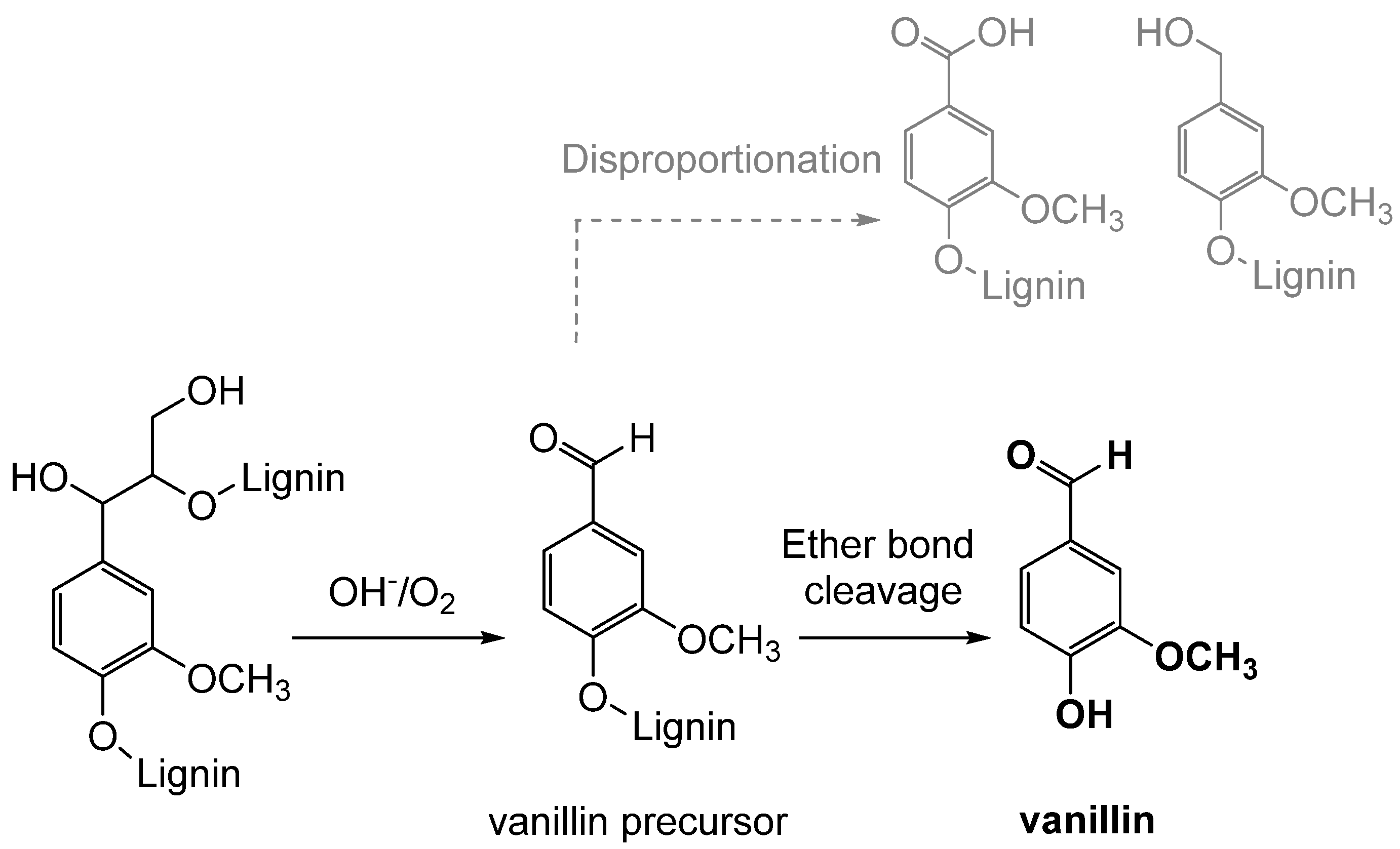
3.1. Lignin Oxidation
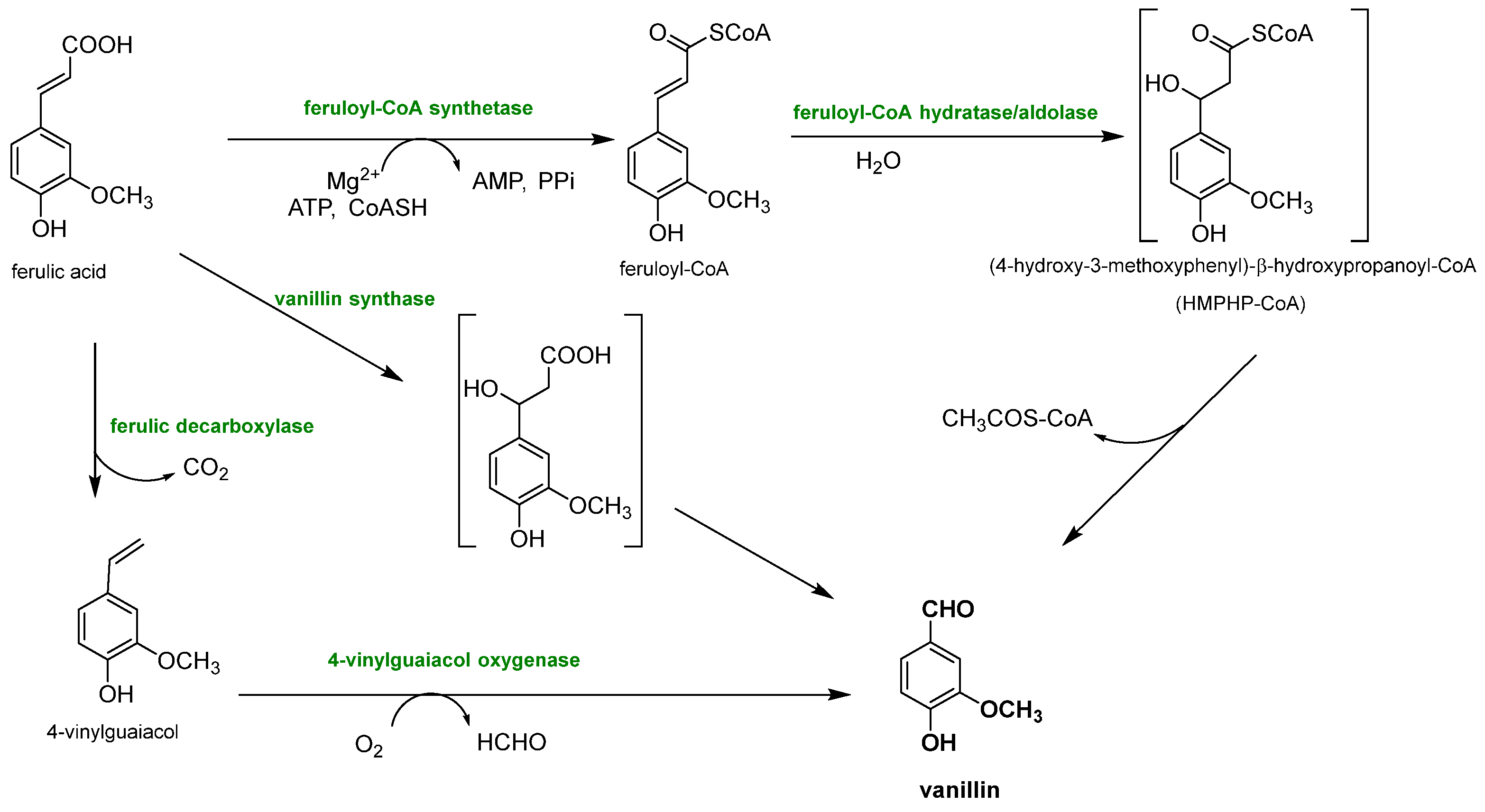
3.2. Biotechnological Lignin Transformations
3.3. Lignin Hydrothermal Liquefaction
3.4. Lignin Electrochemical Depolymerization
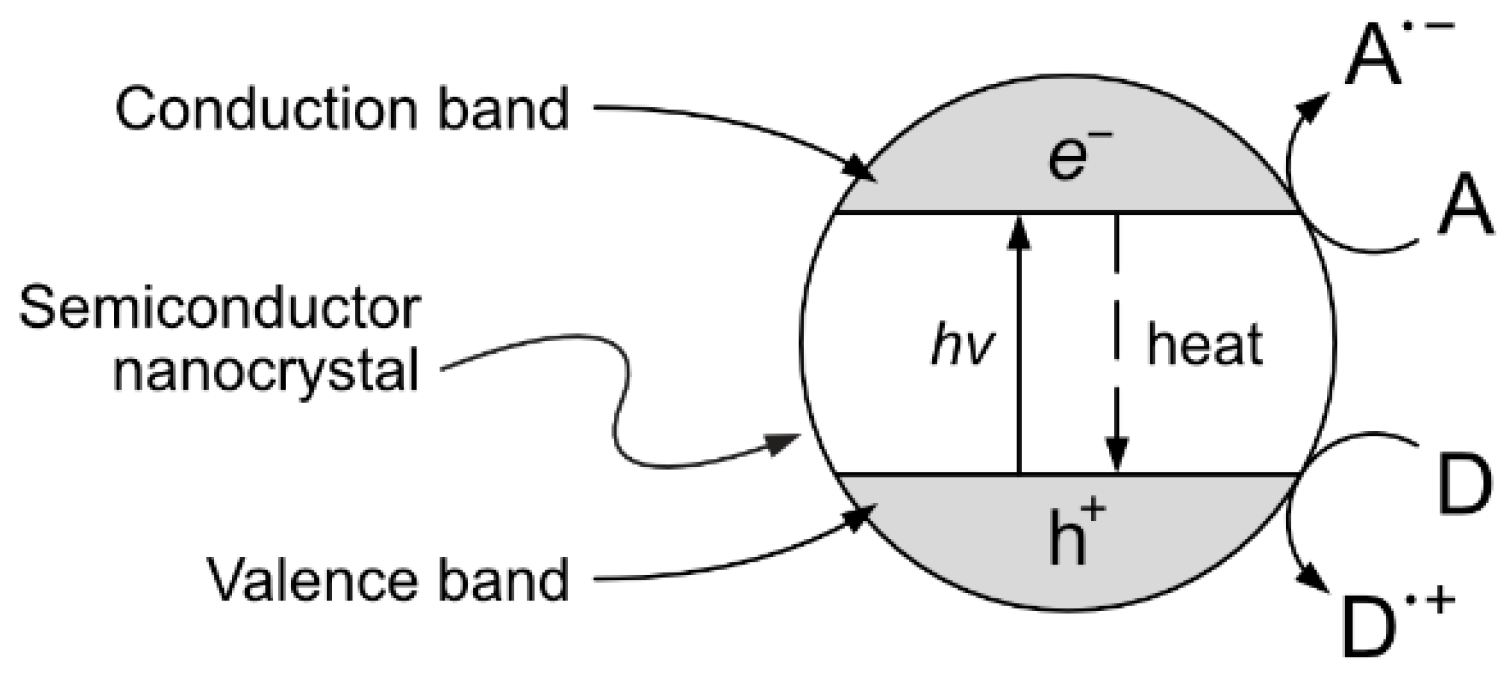
3.5. Lignin Photocatalytic Depolymerization
3.5.1. Photocatalysis of Pulping Black Liquor
3.5.2. Photocatalysis of Separated Lignins
3.5.3. Photocatalysis with Combined Processes
3.5.4. Perspectives for Vanillin Production by Controlled Photocatalytic Lignin Degradation
4. Conclusions and Challenges
- The development of tailored lignin extraction methods to obtain lignin fractions optimized for vanillin production;
- The study of combined strategies (such as enzymatic/microbial, photocatalytic/electrochemical and photocatalytic/enzymatic processes) in order to exploit the advantages of different approaches and enhance yields and efficiency;
- The development of efficient separation techniques for vanillin extraction and purification, either as a downstream separate step or as a simultaneous process (e.g., vanillin adsorption by resins during biocatalytic or electrochemical batch conversion);
- The investigation of novel catalysts and enzymes that exhibit high selectivity and activity toward vanillin production;
- The exploitation of advanced metabolic engineering and synthetic biology with the help of computational modelling approaches to build microbial strains with optimized vanillin biosynthesis pathways;
- The development of life cycle assessment models for lignin valorization from an economic, technological and environmental perspective.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ranadive, A.S. Vanillin and related flavor compounds in vanilla extracts made from beans of various global origins. J. Agric. Food Chem. 1992, 40, 1922–1924. [Google Scholar] [CrossRef]
- Ramachandra Rao, S.; Ravishankar, G.A. Vanilla flavour: Production by conventional and biotechnological routes. J. Sci. Food Agric. 2000, 80, 289–304. [Google Scholar] [CrossRef]
- Sinha, A.K.; Sharma, U.K.; Sharma, N. A comprehensive review on vanilla flavor: Extraction, isolation and quantification of vanillin and others constituents. Int. J. Food Sci. Nutr. 2008, 59, 299–326. [Google Scholar] [CrossRef] [PubMed]
- Olatunde, A.; Mohammed, A.; Ibrahim, M.A.; Tajuddeen, N.; Shuaibu, M.N. Vanillin: A food additive with multiple biological activities. Eur. J. Med. Chem. Rep. 2022, 5, 100055. [Google Scholar] [CrossRef]
- Ciciliato, M.P.; de Souza, M.C.; Tarran, C.M.; de Castilho, A.L.T.; Vieira, A.J.; Rozza, A.L. Anti-Inflammatory Effect of Vanillin Protects the Stomach against Ulcer Formation. Pharmaceutics 2022, 14, 755. [Google Scholar] [CrossRef] [PubMed]
- Ma, J.; Li, G.; Hua, X.; Liu, N.; Liu, Z.; Zhang, F.; Yu, L.; Chen, X.; Shang, L.; Ao, Y. Biodegradable epoxy resin from vanillin with excellent flame-retardant and outstanding mechanical properties. Polym. Degrad. Stab. 2022, 201, 109989. [Google Scholar] [CrossRef]
- Fache, M.; Boutevin, B.; Caillol, S. Vanillin, a key-intermediate of biobased polymers. Eur. Polym. J. 2015, 68, 488–502. [Google Scholar] [CrossRef]
- Hayes, G.; Laurel, M.; MacKinnon, D.; Zhao, T.; Houck, H.A.; Becer, C.R. Polymers without petrochemicals: Sustainable routes to conventional monomers. Chem. Rev. 2022, 123, 2609–2734. [Google Scholar] [CrossRef]
- Rashid, M.A.; Hasan, M.N.; Dayan, M.A.R.; Ibna Jamal, M.S.; Patoary, M.K. A Critical Review of Sustainable Vanillin-modified Vitrimers: Synthesis, Challenge and Prospects. Reactions 2023, 4, 66–91. [Google Scholar] [CrossRef]
- De Haro, J.C.; Allegretti, C.; Smit, A.T.; Turri, S.; D’Arrigo, P.; Griffini, G. Biobased Polyurethane Coatings with High Biomass Content: Tailored Properties by Lignin Selection. ACS Sustain. Chem. Eng. 2019, 7, 11700–11711. [Google Scholar] [CrossRef]
- Barghini, P.; Di Gioia, D.; Fava, F.; Ruzzi, M. Vanillin production using metabolically engineered Escherichia coli under non-growing conditions. Microb. Cell Factories 2007, 6, 13. [Google Scholar] [CrossRef]
- Fache, M.; Boutevin, B.; Caillol, S. Vanillin production from lignin and its use as a renewable chemical. ACS Sustain. Chem. Eng. 2016, 4, 35–46. [Google Scholar] [CrossRef]
- Xu, X.; Li, P.; Zhong, Y.; Yu, J.; Miao, C.; Tong, G. Review on the oxidative catalysis methods of converting lignin into vanillin. Int. J. Biol. Macromol. 2023, 243, 125203. [Google Scholar] [CrossRef] [PubMed]
- Peng, W.; Bao, H.; Wang, Y.; Cote, E.; Sagues, W.J.; Hagelin-Weaver, H.; Gao, J.; Xiao, D.; Tong, Z. Selective Depolymerization of Lignin towards Isolated Phenolic Acids under Mild Conditions. ChemSusChem 2023, 16, e202300750. [Google Scholar] [CrossRef]
- Zhou, N.; Thilakarathna, W.P.D.W.; He, Q.S.; Rupasinghe, H.P.V. A Review: Depolymerization of Lignin to Generate High-Value Bio-Products: Opportunities, Challenges, and Prospects. Front. Energy Res. 2022, 9, 758744. [Google Scholar] [CrossRef]
- Sun, Z.; Fridrich, B.; de Santi, A.; Elangovan, S.; Barta, K. Bright Side of Lignin Depolymerization: Toward New Platform Chemicals. Chem. Rev. 2018, 118, 614–678. [Google Scholar] [CrossRef]
- Roy, R.; Rahman, M.S.; Amit, T.A.; Jadhav, B. Recent Advances in Lignin Depolymerization Techniques: A Comparative Overview of Traditional and Greener Approaches. Biomass 2022, 2, 130–154. [Google Scholar] [CrossRef]
- Anand, A.; Khurana, R.; Wahal, N.; Mahajan, S.; Mehta, M.; Satija, S.; Sharma, N.; Vyas, M.; Khurana, N. Vanillin: A comprehensive review of pharmacological activities. Plant Arch 2019, 19, 1000–1004. [Google Scholar]
- Arya, S.S.; Rookes, J.E.; Cahill, D.M.; Lenka, S.K. Vanillin: A review on the therapeutic prospects of a popular flavouring molecule. Adv. Tradit. Med. 2021, 21, 1–17. [Google Scholar] [CrossRef]
- Iannuzzi, C.; Liccardo, M.; Sirangelo, I. Overview of the Role of Vanillin in Neurodegenerative Diseases and Neuropathophysiological Conditions. Int. J. Mol. Sci. 2023, 24, 1817. [Google Scholar] [CrossRef]
- Banerjee, G.; Chattopadhyay, P. Vanillin biotechnology: The perspectives and future. J. Sci. Food Agric. 2019, 99, 499–506. [Google Scholar] [CrossRef]
- Martău, G.A.; Călinoiu, L.-F.; Vodnar, D.C. Bio-vanillin: Towards a sustainable industrial production. Trends Food Sci. Technol. 2021, 109, 579–592. [Google Scholar] [CrossRef]
- Jiang, W.; Chen, X.; Feng, Y.; Sun, J.; Jiang, Y.; Zhang, W.; Xin, F.; Jiang, M. Current Status, Challenges, and Prospects for the Biological Production of Vanillin. Fermentation 2023, 9, 389. [Google Scholar] [CrossRef]
- Priefert, H.; Rabenhorst, J.; Steinbüchel, A. Biotechnological production of vanillin. Appl. Microbiol. Biotechnol. 2001, 56, 296–314. [Google Scholar] [CrossRef]
- Anton, I.A.; Coggins, J.R. Sequencing and overexpression of the Escherichia coli aroE gene encoding shikimate dehydrogenase. Biochem. J. 1988, 249, 319–326. [Google Scholar] [CrossRef] [PubMed]
- Mostafa, H.S.; Hashem, M.M. Lactic acid bacteria as a tool for biovanillin production: A review. Biotechnol. Bioeng. 2023, 120, 903–916. [Google Scholar] [CrossRef] [PubMed]
- Gou, J.; Guo, Y.; Liu, H.; Zhao, Y.; Zhu, R.; Dang, Y.; Liu, N.; Chen, M.; Chen, X. Process optimization of vanillin production by conversion of ferulic acid by Bacillus megaterium. J. Sci. Food Agric. 2022, 102, 6047–6061. [Google Scholar] [CrossRef]
- Qiu, D.; Wang, M.; Zhou, C.; Zhao, J.; Zhang, G. De novo biosynthesis of vanillin in engineered Saccharomyces cerevisiae. Chem. Eng. Sci. 2022, 263, 118049. [Google Scholar] [CrossRef]
- Ciriminna, R.; Fidalgo, A.; Meneguzzo, F.; Parrino, F.; Ilharco, L.M.; Pagliaro, M. Vanillin: The case for greener production driven by sustainability megatrend. ChemistryOpen 2019, 8, 660–667. [Google Scholar] [CrossRef]
- Bomgardner, M.M. The problem with vanilla. Chem. Eng. News 2016, 94, 38–42. [Google Scholar]
- Zhang, S.; Mueller, C. Comparative analysis of volatiles in traditionally cured Bourbon and Ugandan vanilla bean (Vanilla planifolia) extracts. J. Agric. Food Chem. 2012, 60, 10433–10444. [Google Scholar] [CrossRef]
- Santos, I.C.; Smuts, J.; Schug, K.A. Rapid profiling and authentication of vanilla extracts using gas chromatography-vacuum ultraviolet spectroscopy. Food Anal. Methods 2017, 10, 4068–4078. [Google Scholar] [CrossRef]
- Lahouidak, S.; Salghi, R.; Zougagh, M.; Ríos, A. Capillary electrophoresis method for the discrimination between natural and artificial vanilla flavor for controlling food frauds. Electrophoresis 2018, 39, 1628–1633. [Google Scholar] [CrossRef] [PubMed]
- Baldwin, S.; Black, R.A.; Andreasen, A.A.; Adams, S.L. Aromatic congener formation in maturation of alcoholic distillates. J. Agric. Food Chem. 1967, 15, 381–385. [Google Scholar] [CrossRef]
- Spillman, P.J.; Pollnitz, A.P.; Liacopoulos, D.; Skouroumounis, G.K.; Sefton, M.A. Accumulation of vanillin during barrel-aging of white, red, and model wines. J. Agric. Food Chem. 1997, 45, 2584–2589. [Google Scholar] [CrossRef]
- Cernîşev, S. Analysis of lignin-derived phenolic compounds and their transformations in aged wine distillates. Food Control 2017, 73, 281–290. [Google Scholar] [CrossRef]
- O’Leary, M.H. Carbon isotopes in photosynthesis. Bioscience 1988, 38, 328–336. [Google Scholar] [CrossRef]
- Gassenmeier, K.; Binggeli, E.; Kirsch, T.; Otiv, S. Modulation of the 13C/12C ratio of vanillin from vanilla beans during curing. Flavour Fragr. J. 2013, 28, 25–29. [Google Scholar] [CrossRef]
- Greule, M.; Tumino, L.D.; Kronewald, T.; Hener, U.; Schleucher, J.; Mosandl, A.; Keppler, F. Improved rapid authentication of vanillin using δ13C and δ2H values. Eur. Food Res. Technol. 2010, 231, 933–941. [Google Scholar] [CrossRef]
- Wilde, A.S.; Frandsen, H.L.; Fromberg, A.; Smedsgaard, J.; Greule, M. Isotopic characterization of vanillin ex glucose by GC-IRMS-New challenge for natural vanilla flavour authentication? Food Control 2019, 106, 106735. [Google Scholar] [CrossRef]
- Wilde, A.S.; Hansen, A.M.S.; Fromberg, A.; Lauritz Frandsen, H.; Smedsgaard, J. Determination of δ13C of vanillin in complex food matrices by HS-SPME-GC-C-IRMS. Flavour Fragr. J. 2020, 35, 387–393. [Google Scholar] [CrossRef]
- Paul, E.; Melillo, J.; Coleman, D.C.; Fry, B. Carbon Isotope Techniques; Elsevier: Amsterdam, The Netherlands, 1991. [Google Scholar]
- Schipilliti, L.; Bonaccorsi, I.L.; Mondello, L. Characterization of natural vanilla flavour in foodstuff by HS-SPME and GC-C-IRMS. Flavour Fragr. J. 2017, 32, 85–91. [Google Scholar] [CrossRef]
- Van Leeuwen, K.A.; Prenzler, P.D.; Ryan, D.; Paolini, M.; Camin, F. Differentiation of wood-derived vanillin from synthetic vanillin in distillates using gas chromatography/combustion/isotope ratio mass spectrometry for δ13C analysis. Rapid Commun. Mass Spectrom. 2018, 32, 311–318. [Google Scholar] [CrossRef]
- Hansen, A.-M.S.; Fromberg, A.; Frandsen, H.L. Authenticity and traceability of vanilla flavors by analysis of stable isotopes of carbon and hydrogen. J. Agric. Food Chem. 2014, 62, 10326–10331. [Google Scholar] [CrossRef] [PubMed]
- Perini, M.; Pianezze, S.; Strojnik, L.; Camin, F. C and H stable isotope ratio analysis using solid-phase microextraction and gas chromatography-isotope ratio mass spectrometry for vanillin authentication. J. Chromatogr. A 2019, 1595, 168–173. [Google Scholar] [CrossRef]
- Fronza, G.; Fuganti, C.; Serra, S.; Burke, A.; Guillou, C.; Reniero, F. The positional δ(18O) values of extracted and synthetic vanillin. Helv. Chim. Acta 2001, 84, 351–359. [Google Scholar] [CrossRef]
- Bensaid, F.F.; Wietzerbin, K.; Martin, G.J. Authentication of natural vanilla flavorings: Isotopic characterization using degradation of vanillin into guaiacol. J. Agric. Food Chem. 2002, 50, 6271–6275. [Google Scholar] [CrossRef]
- Hener, U.; Brand, W.; Hilkert, A.; Juchelka, D.; Mosandl, A.; Podebrad, F. Simultaneous on-line analysis of 18O/16O and 13C/12C ratios of organic compounds using GC-pyrolysis-IRMS. Z. Für Leb. Und-Forsch. A 1998, 206, 230–232. [Google Scholar] [CrossRef]
- Remaud, G.S.; Akoka, S. A review of flavors authentication by position-specific isotope analysis by nuclear magnetic resonance spectrometry: The example of vanillin. Flavour Fragr. J. 2017, 32, 77–84. [Google Scholar] [CrossRef]
- Toulemonde, B.; Horman, I.; Egli, H.; Derbesy, M. Food-Related Applications of High-Resolution NMR. PART II. Differentiation between natural and synthetic vanillin samples using 2H-NMR. Helv. Chim. Acta 1983, 66, 2342–2345. [Google Scholar] [CrossRef]
- Remaud, G.S.; Martin, Y.-L.; Martin, G.G.; Martin, G.J. Detection of sophisticated adulterations of natural vanilla flavors and extracts: Application of the SNIF-NMR method to vanillin and p-hydroxybenzaldehyde. J. Agric. Food Chem. 1997, 45, 859–866. [Google Scholar] [CrossRef]
- Guyader, S.; Thomas, F.; Jamin, E.; Grand, M.; Akoka, S.; Silvestre, V.; Remaud, G.S. Combination of 13C and 2H SNIF-NMR isotopic fingerprints of vanillin to control its precursors. Flavour Fragr. J. 2019, 34, 133–144. [Google Scholar] [CrossRef]
- Le, P.M.; Martineau, E.; Akoka, S.; Remaud, G.; Chartrand, M.M.; Meija, J.; Mester, Z. Site-specific carbon isotope measurements of vanillin reference materials by nuclear magnetic resonance spectrometry. Anal. Bioanal. Chem. 2022, 414, 7153–7165. [Google Scholar] [CrossRef] [PubMed]
- Pironti, C.; Ricciardi, M.; Motta, O.; Camin, F.; Bontempo, L.; Proto, A. Application of 13C quantitative NMR spectroscopy to isotopic analyses for vanillin authentication source. Foods 2021, 10, 2635. [Google Scholar] [CrossRef] [PubMed]
- Tenailleau, E.J.; Lancelin, P.; Robins, R.J.; Akoka, S. Authentication of the origin of vanillin using quantitative natural abundance 13C NMR. J. Agric. Food Chem. 2004, 52, 7782–7787. [Google Scholar] [CrossRef] [PubMed]
- Chaintreau, A.; Fieber, W.; Sommer, H.; Gilbert, A.; Yamada, K.; Yoshida, N.; Pagelot, A.; Moskau, D.; Moreno, A.; Schleucher, J. Site-specific 13C content by quantitative isotopic 13C nuclear magnetic resonance spectrometry: A pilot inter-laboratory study. Anal. Chim. Acta 2013, 788, 108–113. [Google Scholar] [CrossRef] [PubMed]
- Schmidt, H.-L.; Werner, R.A.; Roßmann, A. 18O pattern and biosynthesis of natural plant products. Phytochemistry 2001, 58, 9–32. [Google Scholar] [CrossRef]
- Allegretti, C.; Bellinetto, E.; D’Arrigo, P.; Griffini, G.; Marzorati, S.; Rossato, L.A.M.; Ruffini, E.; Schiavi, L.; Serra, S.; Strini, A.; et al. Towards a Complete Exploitation of Brewers’ Spent Grain from a Circular Economy Perspective. Fermentation 2022, 8, 151. [Google Scholar] [CrossRef]
- Allegretti, C.; Bellinetto, E.; D’Arrigo, P.; Ferro, M.; Griffini, G.; Rossato, L.A.M.; Ruffini, E.; Schiavi, L.; Serra, S.; Strini, A.; et al. Fractionation of Raw and Parboiled Rice Husks with Deep Eutectic Solvents and Characterization of the Extracted Lignins towards a Circular Economy Perspective. Molecules 2022, 27, 8879. [Google Scholar] [CrossRef]
- Allegretti, C.; Fontanay, S.; Rischka, K.; Strini, A.; Troquet, J.; Turri, S.; Griffini, G.; D’Arrigo, P. Two-step fractionation of a model technical lignin by combined organic solvent extraction and membrane ultrafiltration. ACS Omega 2019, 4, 4615–4626. [Google Scholar] [CrossRef]
- Wang, Y.; Sun, S.; Li, F.; Cao, X.; Sun, R. Production of vanillin from lignin: The relationship between β-O-4 linkages and vanillin yield. Ind. Crops Prod. 2018, 116, 116–121. [Google Scholar] [CrossRef]
- Upton, B.M.; Kasko, A.M. Strategies for the conversion of lignin to high-value polymeric materials: Review and perspective. Chem. Rev. 2016, 116, 2275–2306. [Google Scholar] [CrossRef] [PubMed]
- Pacek, A.W.; Ding, P.; Garrett, M.; Sheldrake, G.; Nienow, A.W. Catalytic conversion of sodium lignosulfonate to vanillin: Engineering aspects. Part 1. Effects of processing conditions on vanillin yield and selectivity. Ind. Eng. Chem. Res. 2013, 52, 8361–8372. [Google Scholar] [CrossRef]
- Schutyser, W.; Kruger, J.S.; Robinson, A.M.; Katahira, R.; Brandner, D.G.; Cleveland, N.S.; Mittal, A.; Peterson, D.J.; Meilan, R.; Román-Leshkov, Y. Revisiting alkaline aerobic lignin oxidation. Green Chem. 2018, 20, 3828–3844. [Google Scholar] [CrossRef]
- Liu, C.; Wu, S.; Zhang, H.; Xiao, R. Catalytic oxidation of lignin to valuable biomass-based platform chemicals: A review. Fuel Process. Technol. 2019, 191, 181–201. [Google Scholar] [CrossRef]
- Costa, C.A.E.; Vega-Aguilar, C.A.; Rodrigues, A.E. Added-value chemicals from lignin oxidation. Molecules 2021, 26, 4602. [Google Scholar] [CrossRef] [PubMed]
- Gomes, E.; Rodrigues, A. Recovery of vanillin from kraft lignin depolymerization with water as desorption eluent. Sep. Purif. Technol. 2020, 239, 116551. [Google Scholar] [CrossRef]
- Khwanjaisakun, N.; Amornraksa, S.; Simasatitkul, L.; Charoensuppanimit, P.; Assabumrungrat, S. Techno-economic analysis of vanillin production from Kraft lignin: Feasibility study of lignin valorization. Bioresour. Technol. 2020, 299, 122559. [Google Scholar] [CrossRef]
- Maeda, M.; Hosoya, T.; Yoshioka, K.; Miyafuji, H.; Ohno, H.; Yamada, T. Vanillin production from native softwood lignin in the presence of tetrabutylammonium ion. J. Wood Sci. 2018, 64, 810–815. [Google Scholar] [CrossRef]
- Jeon, W.; Choi, I.-H.; Park, J.-Y.; Lee, J.-S.; Hwang, K.-R. Alkaline wet oxidation of lignin over Cu-Mn mixed oxide catalysts for production of vanillin. Catal. Today 2020, 352, 95–103. [Google Scholar] [CrossRef]
- Zirbes, M.; Graßl, T.; Neuber, R.; Waldvogel, S.R. Peroxodicarbonate as a Green Oxidizer for the Selective Degradation of Kraft Lignin into Vanillin. Angew. Chem. Int. Ed. 2023, 62, e202219217. [Google Scholar] [CrossRef]
- Peng, M.; Shen, M.; Muraishi, T.; Wei, X.; Fan, L.; Tsunakawa, T.; Kamiya, K.; Qian, E.W. Insights into co-solvent roles in oxidative depolymerization of lignin to vanillin and lactic acid. Fuel 2023, 354, 129369. [Google Scholar] [CrossRef]
- Allegretti, C.; Boumezgane, O.; Rossato, L.; Strini, A.; Troquet, J.; Turri, S.; Griffini, G.; D’Arrigo, P. Tuning lignin characteristics by fractionation: A versatile approach based on solvent extraction and membrane-assisted ultrafiltration. Molecules 2020, 25, 2893. [Google Scholar] [CrossRef]
- Zhang, R.; Maltari, R.; Guo, M.; Kontro, J.; Eronen, A.; Repo, T. Facile synthesis of vanillin from fractionated Kraft lignin. Ind. Crops Prod. 2020, 145, 112095. [Google Scholar] [CrossRef]
- Mathew, S.; Abraham, T.E. Ferulic acid: An antioxidant found naturally in plant cell walls and feruloyl esterases involved in its release and their applications. Crit. Rev. Biotechnol. 2004, 24, 59–83. [Google Scholar] [CrossRef]
- Donaghy, J.; Kelly, P.; McKay, A. Detection of ferulic acid esterase production by Bacillus spp. and lactobacilli. Appl. Microbiol. Biotechnol. 1998, 50, 257–260. [Google Scholar] [CrossRef] [PubMed]
- Di Gioia, D.; Luziatelli, F.; Negroni, A.; Ficca, A.G.; Fava, F.; Ruzzi, M. Metabolic engineering of Pseudomonas fluorescens for the production of vanillin from ferulic acid. J. Biotechnol. 2011, 156, 309–316. [Google Scholar] [CrossRef] [PubMed]
- Chattopadhyay, P.; Banerjee, G.; Sen, S.K. Cleaner production of vanillin through biotransformation of ferulic acid esters from agroresidue by Streptomyces sannanensis. J. Clean. Prod. 2018, 182, 272–279. [Google Scholar] [CrossRef]
- Chen, Z.; Wan, C. Biological valorization strategies for converting lignin into fuels and chemicals. Renew. Sustain. Energy Rev. 2017, 73, 610–621. [Google Scholar] [CrossRef]
- Xu, Z.; Lei, P.; Zhai, R.; Wen, Z.; Jin, M. Recent advances in lignin valorization with bacterial cultures: Microorganisms, metabolic pathways, and bio-products. Biotechnol. Biofuels 2019, 12, 1–19. [Google Scholar] [CrossRef]
- Baghel, S.; Anandkumar, J. Biodepolymerization of Kraft lignin for production and optimization of vanillin using mixed bacterial culture. Bioresour. Technol. Rep. 2019, 8, 100335. [Google Scholar] [CrossRef]
- Harshvardhan, K.; Suri, M.; Goswami, A.; Goswami, T. Biological approach for the production of vanillin from lignocellulosic biomass (Bambusa tulda). J. Clean. Prod. 2017, 149, 485–490. [Google Scholar] [CrossRef]
- Kaur, H.; Pavithra, P.; Das, S.; Kavitha, M. Bio-conversion of lignin extracted from sugarcane bagasse and coconut husk to vanillin by Bacillus sp. Int. J. Curr. Res. Rev. 2021, 13, 118. [Google Scholar] [CrossRef]
- Basar, I.A.; Liu, H.; Carrere, H.; Trably, E.; Eskicioglu, C. A review on key design and operational parameters to optimize and develop hydrothermal liquefaction of biomass for biorefinery applications. Green Chem. 2021, 23, 1404–1446. [Google Scholar] [CrossRef]
- Kang, S.; Li, X.; Fan, J.; Chang, J. Hydrothermal conversion of lignin: A review. Renew. Sustain. Energy Rev. 2013, 27, 546–558. [Google Scholar] [CrossRef]
- Barbier, J.; Charon, N.; Dupassieux, N.; Loppinet-Serani, A.; Mahé, L.; Ponthus, J.; Courtiade, M.; Ducrozet, A.; Quoineaud, A.-A.; Cansell, F. Hydrothermal conversion of lignin compounds. A detailed study of fragmentation and condensation reaction pathways. Biomass Bioenergy 2012, 46, 479–491. [Google Scholar] [CrossRef]
- El Bast, M.; Allam, N.; Abou Msallem, Y.; Awad, S.; Loubar, K. A review on continuous biomass hydrothermal liquefaction systems: Process design and operating parameters effects on biocrude. J. Energy Inst. 2023, 108, 101260. [Google Scholar] [CrossRef]
- Beims, R.F.; Hu, Y.; Shui, H.; Xu, C.C. Hydrothermal liquefaction of biomass to fuels and value-added chemicals: Products applications and challenges to develop large-scale operations. Biomass Bioenergy 2020, 135, 105510. [Google Scholar] [CrossRef]
- Belkheiri, T.; Andersson, S.-I.; Mattsson, C.; Olausson, L.; Theliander, H.; Vamling, L. Hydrothermal liquefaction of Kraft lignin in subcritical water: Influence of phenol as capping agent. Energy Fuels 2018, 32, 5923–5932. [Google Scholar] [CrossRef]
- Jensen, M.M.; Djajadi, D.T.; Torri, C.; Rasmussen, H.B.; Madsen, R.B.; Venturini, E.; Vassura, I.; Becker, J.; Iversen, B.B.; Meyer, A.S. Hydrothermal liquefaction of enzymatic hydrolysis lignin: Biomass pretreatment severity affects lignin valorization. ACS Sustain. Chem. Eng. 2018, 6, 5940–5949. [Google Scholar] [CrossRef]
- Sebhat, W.; El Roz, A.; Fongarland, P.; Vilcocq, L.; Djakovitch, L. Catalytic liquefaction of Kraft lignin with solvothermal approach. Catalysts 2021, 11, 875. [Google Scholar] [CrossRef]
- Jia, P.; Wang, J.; Zhang, W. Catalytic hydrothermal liquefaction of lignin over carbon nanotube supported metal catalysts for production of monomeric phenols. J. Energy Inst. 2021, 94, 1–10. [Google Scholar] [CrossRef]
- Cui, P.; Gao, C.; Ma, L.; Gu, L. Hydrothermal liquefaction of pinecone kraft lignin into selective phenolic: Optimization of Ni and Mo impregnation on ceria. J. Energy Inst. 2023, 111, 101427. [Google Scholar] [CrossRef]
- Numan-Al-Mobin, A.M.; Kolla, P.; Dixon, D.; Smirnova, A. Effect of water–carbon dioxide ratio on the selectivity of phenolic compounds produced from alkali lignin in sub-and supercritical fluid mixtures. Fuel 2016, 185, 26–33. [Google Scholar] [CrossRef]
- Rajappagowda, R.; Numan-Al-Mobin, A.M.; Yao, B.; Cook, R.D.; Smirnova, A. Toward Selective Lignin Liquefaction: Synergistic Effect of Heteroand Homogeneous Catalysis in Sub- and Supercritical Fluids. Energy Fuels 2017, 31, 578–586. [Google Scholar] [CrossRef]
- Isola, C.; Sieverding, H.L.; Numan-Al-Mobin, A.M.; Rajappagowda, R.; Boakye, E.A.; Raynie, D.E.; Smirnova, A.L.; Stone, J.J. Vanillin derived from lignin liquefaction: A sustainability evaluation. Int. J. Life Cycle Assess. 2018, 23, 1761–1772. [Google Scholar] [CrossRef]
- Stiefel, S.; Schmitz, A.; Peters, J.; Di Marino, D.; Wessling, M. An integrated electrochemical process to convert lignin to value-added products under mild conditions. Green Chem. 2016, 18, 4999–5007. [Google Scholar] [CrossRef]
- Zirbes, M.; Quadri, L.L.; Breiner, M.; Stenglein, A.; Bomm, A.; Schade, W.; Waldvogel, S.R. High-temperature electrolysis of kraft lignin for selective vanillin formation. ACS Sustain. Chem. Eng. 2020, 8, 7300–7307. [Google Scholar] [CrossRef]
- Wang, Z.; Gnanasekar, P.; Sudhakaran Nair, S.; Farnood, R.; Yi, S.; Yan, N. Biobased epoxy synthesized from a vanillin derivative and its reinforcement using lignin-containing cellulose nanofibrils. ACS Sustain. Chem. Eng. 2020, 8, 11215–11223. [Google Scholar] [CrossRef]
- Di Fidio, N.; Timmermans, J.W.; Antonetti, C.; Galletti, A.M.R.; Gosselink, R.J.; Bisselink, R.J.; Slaghek, T.M. Electro-oxidative depolymerisation of technical lignin in water using platinum, nickel oxide hydroxide and graphite electrodes. New J. Chem. 2021, 45, 9647–9657. [Google Scholar] [CrossRef]
- Ghahremani, R.; Farales, F.; Bateni, F.; Staser, J.A. Simultaneous hydrogen evolution and lignin depolymerization using NiSn electrocatalysts in a biomass-depolarized electrolyzer. J. Electrochem. Soc. 2020, 167, 043502. [Google Scholar] [CrossRef]
- Yanagi, R.; Zhao, T.; Solanki, D.; Pan, Z.; Hu, S. Charge separation in photocatalysts: Mechanisms, physical parameters, and design principles. ACS Energy Lett. 2021, 7, 432–452. [Google Scholar] [CrossRef]
- Machado, A.E.; Furuyama, A.M.; Falone, S.Z.; Ruggiero, R.; da Silva Perez, D.; Castellan, A. Photocatalytic degradation of lignin and lignin models, using titanium dioxide: The role of the hydroxyl radical. Chemosphere 2000, 40, 115–124. [Google Scholar] [CrossRef] [PubMed]
- Šuligoj, A.; Cerc Korošec, R.; Žerjav, G.; Novak Tušar, N.; Lavrenčič Štangar, U. Solar-Driven Photocatalytic Films: Synthesis Approaches, Factors Affecting Environmental Activity, and Characterization Features. Top. Curr. Chem. 2022, 380, 51. [Google Scholar] [CrossRef] [PubMed]
- Wang, Z.; Li, C.; Domen, K. Recent developments in heterogeneous photocatalysts for solar-driven overall water splitting. Chem. Soc. Rev. 2019, 48, 2109–2125. [Google Scholar] [CrossRef] [PubMed]
- Wang, H.-N.; Zou, Y.-H.; Sun, H.-X.; Chen, Y.; Li, S.-L.; Lan, Y.-Q. Recent progress and perspectives in heterogeneous photocatalytic CO2 reduction through a solid–gas mode. Coord. Chem. Rev. 2021, 438, 213906. [Google Scholar] [CrossRef]
- Tsang, C.H.A.; Li, K.; Zeng, Y.; Zhao, W.; Zhang, T.; Zhan, Y.; Xie, R.; Leung, D.Y.; Huang, H. Titanium oxide based photocatalytic materials development and their role of in the air pollutants degradation: Overview and forecast. Environ. Int. 2019, 125, 200–228. [Google Scholar] [CrossRef] [PubMed]
- Ahmed, S.N.; Haider, W. Heterogeneous photocatalysis and its potential applications in water and wastewater treatment: A review. Nanotechnology 2018, 29, 342001. [Google Scholar] [CrossRef]
- Kou, J.; Lu, C.; Wang, J.; Chen, Y.; Xu, Z.; Varma, R.S. Selectivity enhancement in heterogeneous photocatalytic transformations. Chem. Rev. 2017, 117, 1445–1514. [Google Scholar] [CrossRef]
- Kohtani, S.; Kawashima, A.; Miyabe, H. Stereoselective organic reactions in heterogeneous semiconductor photocatalysis. Front. Chem. 2019, 7, 630. [Google Scholar] [CrossRef]
- Kobayakawa, K.; Sato, Y.; Nakamura, S.; Fujishima, A. Photodecomposition of kraft lignin catalyzed by titanium dioxide. Bull. Chem. Soc. Jpn. 1989, 62, 3433–3436. [Google Scholar] [CrossRef]
- Mansilla, H.D.; Villaseñor, J.; Maturana, G.; Baeza, J.; Freer, J.; Durán, N. ZnO-catalysed photodegradation of kraft black liquor. J. Photochem. Photobiol. A Chem. 1994, 78, 267–273. [Google Scholar] [CrossRef]
- Awungacha Lekelefac, C.; Busse, N.; Herrenbauer, M.; Czermak, P. Photocatalytic based degradation processes of lignin derivatives. Int. J. Photoenergy 2015, 2015, 137634. [Google Scholar] [CrossRef]
- Li, S.-H.; Liu, S.; Colmenares, J.C.; Xu, Y.-J. A sustainable approach for lignin valorization by heterogeneous photocatalysis. Green Chem. 2016, 18, 594–607. [Google Scholar] [CrossRef]
- Kamwilaisak, K.; Wright, P.C. Investigating laccase and titanium dioxide for lignin degradation. Energy Fuels 2012, 26, 2400–2406. [Google Scholar] [CrossRef]
- Augugliaro, V.; Camera-Roda, G.; Loddo, V.; Palmisano, G.; Palmisano, L.; Parrino, F.; Puma, M.A. Synthesis of vanillin in water by TiO2 photocatalysis. Appl. Catal. B Environ. 2012, 111, 555–561. [Google Scholar] [CrossRef]
- Voitl, T.; Rudolf von Rohr, P. Oxidation of lignin using aqueous polyoxometalates in the presence of alcohols. ChemSusChem Chem. Sustain. Energy Mater. 2008, 1, 763–769. [Google Scholar] [CrossRef] [PubMed]
- Zhu, Y.; Liu, J.; Liao, Y.; Lv, W.; Ma, L.; Wang, C. Degradation of vanillin during lignin valorization under alkaline oxidation. In Lignin Chemistry; Springer: Cham, Switzerland, 2020; pp. 33–51. [Google Scholar] [CrossRef]
- Prado, R.; Erdocia, X.; Labidi, J. Effect of the photocatalytic activity of TiO2 on lignin depolymerization. Chemosphere 2013, 91, 1355–1361. [Google Scholar] [CrossRef]
- Qiu, J.; Dai, D.; Zhang, L.; Li, M.; Xu, J.; Yao, J. Photocatalytic conversion of sodium lignosulfonate into vanillin using mesoporous TiO2 derived from MIL-125. Microporous Mesoporous Mater. 2021, 319, 111043. [Google Scholar] [CrossRef]
- Ahmad, K.; Roy Ghatak, H.; Ahuja, S. Kinetics of producing vanillin and 4-hydroxy benzaldehyde from the hydrolysis residue of rice straw by photocatalysis. React. Kinet. Mech. Catal. 2020, 131, 383–395. [Google Scholar] [CrossRef]
- Tonucci, L.; Coccia, F.; Bressan, M.; d’Alessandro, N. Mild photocatalysed and catalysed green oxidation of lignin: A useful pathway to low-molecular-weight derivatives. Waste Biomass Valorization 2012, 3, 165–174. [Google Scholar] [CrossRef]
- Ma, Y.-S.; Chang, C.-N.; Chiang, Y.-P.; Sung, H.-F.; Chao, A.C. Photocatalytic degradation of lignin using Pt/TiO2 as the catalyst. Chemosphere 2008, 71, 998–1004. [Google Scholar] [CrossRef]
- Gong, J.; Imbault, A.; Farnood, R. The promoting role of bismuth for the enhanced photocatalytic oxidation of lignin on Pt-TiO2 under solar light illumination. Appl. Catal. B Environ. 2017, 204, 296–303. [Google Scholar] [CrossRef]
- Du, Z.; Li, W.; Xu, Z.; Wu, H.; Jameel, H.; Chang, H.-M.; Ma, L.-L. Characterization of C60/Bi2TiO4F2 as a potential visible spectrum photocatalyst for the depolymerization of lignin. J. Wood Chem. Technol. 2016, 36, 365–376. [Google Scholar] [CrossRef]
- Pan, Y.; Liu, X.; Zhang, W.; Liu, Z.; Zeng, G.; Shao, B.; Liang, Q.; He, Q.; Yuan, X.; Huang, D. Advances in photocatalysis based on fullerene C60 and its derivatives: Properties, mechanism, synthesis, and applications. Appl. Catal. B Environ. 2020, 265, 118579. [Google Scholar] [CrossRef]
- Tian, M.; Wen, J.; MacDonald, D.; Asmussen, R.M.; Chen, A. A novel approach for lignin modification and degradation. Electrochem. Commun. 2010, 12, 527–530. [Google Scholar] [CrossRef]
- Miyata, Y.; Miyazaki, K.; Miura, M.; Shimotori, Y.; Aoyama, M.; Nakatani, H. Solventless delignification of wood flour with TiO2/poly(ethylene oxide) photocatalyst system. J. Polym. Environ. 2013, 21, 115–121. [Google Scholar] [CrossRef]
- Colmenares, J.C.; Varma, R.S.; Nair, V. Selective photocatalysis of lignin-inspired chemicals by integrating hybrid nanocatalysis in microfluidic reactors. Chem. Soc. Rev. 2017, 46, 6675–6686. [Google Scholar] [CrossRef]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
D’Arrigo, P.; Rossato, L.A.M.; Strini, A.; Serra, S. From Waste to Value: Recent Insights into Producing Vanillin from Lignin. Molecules 2024, 29, 442. https://doi.org/10.3390/molecules29020442
D’Arrigo P, Rossato LAM, Strini A, Serra S. From Waste to Value: Recent Insights into Producing Vanillin from Lignin. Molecules. 2024; 29(2):442. https://doi.org/10.3390/molecules29020442
Chicago/Turabian StyleD’Arrigo, Paola, Letizia A. M. Rossato, Alberto Strini, and Stefano Serra. 2024. "From Waste to Value: Recent Insights into Producing Vanillin from Lignin" Molecules 29, no. 2: 442. https://doi.org/10.3390/molecules29020442
APA StyleD’Arrigo, P., Rossato, L. A. M., Strini, A., & Serra, S. (2024). From Waste to Value: Recent Insights into Producing Vanillin from Lignin. Molecules, 29(2), 442. https://doi.org/10.3390/molecules29020442