
Effect of Sterilization Methods on Chemical and Physical-Mechanical Properties of Cotton Compresses


Abstract
1. Introduction
2. Materials and Methods
2.1. Preparation of Compresses
2.2. Methods of Sterilizing
2.3. Test Method for pH of the Water Extract from Wet-Treated Textiles
2.4. Determination of the Degree of Polymerization
2.5. Determination of Maximum Force and Elongation
2.6. Determination of the Morphology of the Materials
2.7. Methods of Testing Damage to Cotton Materials
2.7.1. Reaction to the Paper Indicator
2.7.2. Test Yellowing
2.7.3. Fehling Reaction
2.7.4. Turnbull Blue Staining Reaction
2.7.5. Microscopic Staining with Methylene Blue
2.7.6. Swelling Reaction with Zincate
- Fibers that are slightly chemically damaged swell during washing and then return to their original size;
- Chemically damaged fibers swell up considerably; it can be seen how the dissolved cellulose escapes and settles in the form of grains. Fibers damaged by acids show cuts that turn into transverse cracks;
- Normal or mechanically damaged fibers change little when washed, except that irregular tears can be observed in fibers damaged by friction [26].
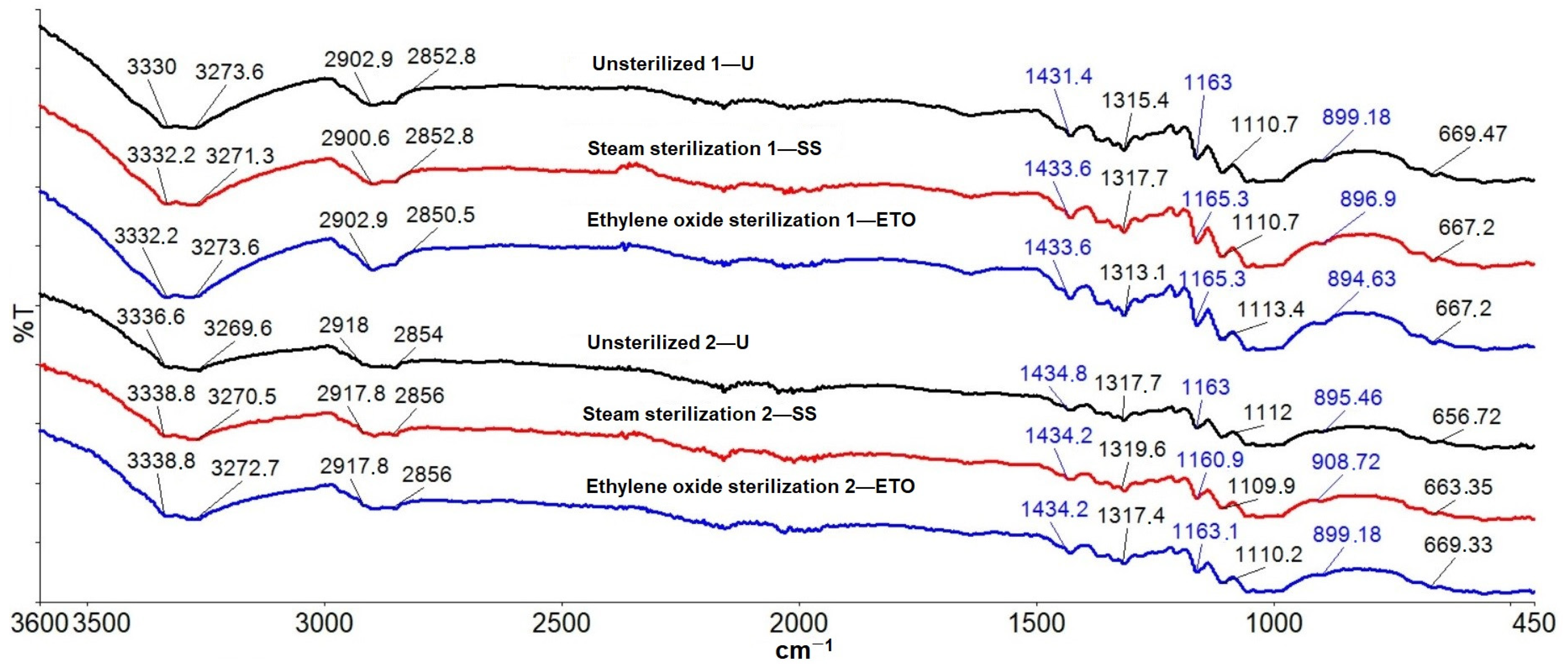
2.8. FTIR Spectroscopic Characterization
2.9. Determination of Swelling Capacity Degree
3. Results and Discussion
3.1. Results of Activity of Hydrogen Ions
3.2. Determination of the Degree of Polymerization
3.3. Determination of Maximum Force and Elongation
3.4. Determination of the Morphology of the Materials
3.5. Methods of Testing Damage to Cotton Materials
3.5.1. Reaction to the Paper Indicator
3.5.2. Test Yellowing
3.5.3. Fehling Reaction
3.5.4. Turnbull Blue Staining Reaction
3.5.5. Microscopic Staining with Methylene Blue and Swelling Reaction with Na-Zincate
3.6. Results of the FTIR Spectroscopic Characterization
3.7. Results for the Swelling Capacity Degree
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Edwards, J.V.; Graves, E.; Prevost, N.; Condon, B.; Yager, D.; Dacorta, J.; Bopp, A. Development of a Nonwoven Hemostatic Dressing Based on Unbleached Cotton: A De Novo Design Approach. Pharmaceutics 2020, 12, 609. [Google Scholar] [CrossRef] [PubMed]
- He, H.; Zhou, W.; Gao, J.; Wang, F.; Wang, S.; Fang, Y.; Gao, Y.; Chen, W.; Zhang, W.; Weng, Y.; et al. Efficient, biosafe and tissue adhesive hemostatic cotton gauze with controlled balance of hydrophilicity and hydrophobicity. Nat. Commun. 2022, 13, 552. [Google Scholar] [CrossRef] [PubMed]
- Jones, V.J. The use of gauze: Will it ever change? Int. Wound J. 2006, 3, 79–86. [Google Scholar] [CrossRef] [PubMed]
- EN 14079:2003; Non-Active Medical Devices—Performance Requirements and Test Methods for Absorbent Cotton Gauze and Absorbent Cotton and Viscose Gauze. European Standard: Brussels, Belgium, 2003.
- Council of Europe. Européen Pharmacopée; Council of Europe: Strasbourg, France, 2012. [Google Scholar]
- Fleischmajer, R. Disposable Wet Compresses. Available online: https://patentimages.storage.googleapis.com/c3/a8/92/8e3aedf538d8a0/US3674027.pdf (accessed on 5 July 2020).
- REGULATION (EU) 2017/745 OF THE EUROPEAN PARLIAMENT AND OF THE COUNCIL, of 5 April 2017, on Medical Devices, Amending Directive 2001/83/EC, Regulation (EC) No 178/2002 and Regulation (EC) No 1223/2009 and Repealing Council Directives 90/385/EEC and 93/42/EEC. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:32017R0745 (accessed on 12 July 2024).
- Josephs-Spaulding, J.; Singh, O.V. Medical Device Sterilization and Reprocessing in the Era of Multidrug-Resistant (MDR) Bacteria: Issues and Regulatory Concepts. Front. Med. Technol. 2021, 2, 587352. [Google Scholar] [CrossRef] [PubMed]
- ISO 11737–2:2019; Sterilization of Health Care Products, Microbiological Methods, Part 2: Tests of Sterility Performed in the Definition, Validation and Maintenance of a Sterilization Process. International Organization for Standardization: Geneva, Switzerland, 2019.
- ISO 11135:2014; Sterilization of Health-Care Products, Ethylene Oxide, Requirements for the Development, Validation and Routine Control of a Sterilization Process for Medical Devices. International Organization for Standardization: Geneva, Switzerland, 2014.
- Juran, J.; Somogyi Škoc, M.; Macan, J.; Rezić, I. Determination of the influence of sterilization on the properties of compresses. In Proceedings of the 14th Scientific-Professional Symposium Textile Science and Economy—Book of Abstracts, Zagreb, Croatia, 26 January 2022. [Google Scholar]
- Fallon, R.J. Factors Concerned in the Efficient Steam Sterilization of Surgical Dressings. J. Clin. Path. 1961, 14, 505. Available online: https://www.ncbi.nlm.nih.gov/pmc/articles/PMC480272/pdf/jclinpath00064-0051.pdf (accessed on 12 July 2024). [CrossRef]
- Fallon, R.J. Monitoring Sterilization of Dressings in High-Vacuum Pressure-Steam Sterilizers. J. Clin. Path. 1961, 14, 666. Available online: https://www.ncbi.nlm.nih.gov/pmc/articles/PMC480312/pdf/jclinpath00065-0102.pdf (accessed on 12 July 2024). [CrossRef] [PubMed]
- Reagan, B.M.; Rolow, A.M.; Urban, J.E. Microwave Sanitization of Polyester and Cotton. Text. Res. J. 1982, 52, 186–192. [Google Scholar] [CrossRef]
- Rodrigues, E.; Levin, A.S.; Sinto, S.I.; Mendes, C.F.; Barbosa, B. Evaluation of the use and re-use of cotton fabrics as medical and hospital wraps. Braz. J. Microbiol. 2006, 37, 113–166. [Google Scholar] [CrossRef]
- Alexandru, M.; Mihaela Ene, M. Sterilization validation for medical compresses at IRASM multipurpose irradiation facility. Radiat. Phys. Chem. 2007, 76, 1547–1550. [Google Scholar] [CrossRef]
- ISO 11137-1:2006; Sterilization of Health Care Products—Radiation, Part 1: Requirements for Development, Validation and Routine Control of a Sterilization Process for Medical Devices. International Organization for Standardization: Geneva, Switzerland, 2006.
- Shahidi, S.; Ghoranneviss, M. Sterilization of Cotton Fabrics Using Plasma Treatment. Plasma Sci. Technol. 2013, 15, 1031. [Google Scholar] [CrossRef]
- Rogina-Car, B.; Kovačević, S.; Đorđević, S.; Đorđević, D. Influence of Washing and Sterilization on Properties of Polyurethane Coated Fabrics Used in Surgery and for Wrapping Sterile Items. Polymers 2020, 12, 642. [Google Scholar] [CrossRef]
- Shin, Y.; Park, J.; Park, W. Sterilization efficiency of pathogen-contaminated cottons in a laundry machine. J. Microbiol. 2020, 58, 30–38. [Google Scholar] [CrossRef] [PubMed]
- Silva, D.; Rocha, R.; Silva, C.J.; Barroso, H.; Botelho, J.; Machado, V.; Mendes, J.J.; Oliveira, J.; Loureiro, M.V.; Marques, A.C.; et al. Gamma radiation for sterilization of textile based materials for personal protective equipment. Polym. Degrad. Stab. 2021, 194, 109750. [Google Scholar] [CrossRef]
- Wen, W.; Zhang, Z.; Jing, L.; Zhang, T. Highly Antibacterial Efficacy of a Cotton Fabric Treated with Piperazinyl Schiff Base. Fibers Polym. 2021, 22, 3298–3308. [Google Scholar] [CrossRef]
- Śmigiel-Kamińska, D.; Wąs-Gubała, J.; Kumirska, J. Comparative Studies of Changes in Cotton Fabrics and Fibers under the Influence of Disinfection, Sterilization, and DNA Degradation Agents. Fibers 2023, 11, 100. [Google Scholar] [CrossRef]
- Mazzon, G.; Contardi, M.; Quilez-Molina, A.; Zahid, M.; Zendri, E.; Athanassiou, A.; Bayer, I.S. Antioxidant and hydrophobic Cotton fabric resisting accelerated ageing. Colloids Surf. A Physicochem. Eng. Asp. 2021, 613, 126061. [Google Scholar] [CrossRef]
- Čunko, R.; Andrassy, M. Vlakna, 1st ed.; Zrinski d.d.: Zagreb, Croatia, 2005; pp. 83–90. [Google Scholar]
- Pezelj, E. Internal Teaching Materials for Laboratory Exercises of the Course Chemical Fiber Production Processes; University of Zagreb Faculty of Textile Technology: Zagreb, Croatia, 1999. [Google Scholar]
- ISO 5084:1996; Textiles—Determination of Thickness of Textiles and Textile Products. International Organization for Standardization: Geneva, Switzerland, 1996.
- Zins, H.M. Reusable medical textiles. In Handbook of Medical Textiles; reprinted 2012; Bartels, V.T., Ed.; Woodhead Publishing Limited in Association with The Textile Institute: Cambridge, UK, 2011; p. 96. [Google Scholar]
- Miorini, T. Sterilization of Medical Devices. Sterile Supply Specialist Training Course Level II. Adapted and Approved by the Wfhss Education Group. 2013. Available online: https://wfhss.com/downloads/Level2/wfhss-training-2-04_en.pdf (accessed on 1 February 2024).
- AATCC Technical Manual. AATCC Technical Manual 2010, Test Method 81-2006, pH of the Water-Extract from Wet Processed Textiles; Chehna, A.B., Laidlaw, A., Ricard, B.L., Varley, A.R., Eds.; American Association of Textile Chemists and Colorists: Research Triangle Park, NC, USA, 2010. [Google Scholar]
- DIN 55350-18:1987-07; Concepts in Quality and Statistics; Concepts Relating to Certificates on Results of Quality Inspections; Quality Inspection Certificates. Deutsches Institut für Normung e. V.: Berlin, Germany, 1987.
- DIN 54270-2:1977-08; Testing of Textiles; Determination of the Limit Viscosity of Celluloses, Cuen Procedure. Deutsches Institut für Normung e. V.: Berlin, Germany, 1977.
- CHEM355, Experiment 6, Viscosity of High Polymer Solutions. Available online: https://users.metu.edu.tr/chem355/assets/6-355%20Viscosity.pdf (accessed on 1 February 2024).
- ISO 13934-1:2013; Textiles—Tensile Properties of Fabrics, Part 1: Determination of Maximum Force and Elongation at Maximum Force Using the Strip Method. International Organization for Standardization: Geneva, Switzerland, 1996.
- Čunko, R. Ispitivanje Tekstila, 2nd ed.; University of Zagreb Faculty of Textile Technology: Zagreb, Croatia, 1995; p. 160. [Google Scholar]
- ISO 139:2005; Textiles—Standard Atmospheres for Conditioning and Testing. International Organization for Standardization: Geneva, Switzerland, 2005.
- Grey Scale. Available online: https://www.caimi.net/wp-content/uploads/2014/10/GREY-SCALE-2.pdf (accessed on 12 July 2024).
- ISO 105-A02:1993; Textiles—Tests for Colour Fastness Part A02: Grey Scale for Assessing Change in Colour. International Organization for Standardization: Geneva, Switzerland, 1993.
- Wang, Y.; Wang, Q.; Zhu, Y.; Shen, Y.; Cheng, S.; Zheng, H.; Xu, Y. Structure and properties of oxycellulose fabric crosslinked with soy protein. Carbohydr. Polym. 2021, 257, 117548. [Google Scholar] [CrossRef] [PubMed]
- British Pharmacopoeia Omitted Monograph, Methods of Test for Surgical Dressings, Appendix XX L, A219. Available online: https://www.google.hr/url?sa=t&rct=j&q=&esrc=s&source=web&cd=&ved=2ahUKEwiF8eTR9cWHAxWoIRAIHZliOykQFnoECBYQAQ&url=https%3A%2F%2Fwww.pharmacopoeia.com%2Fcontent%2Fmonographs%2Fomittedtexts%2FAppendix_XX_Methods_of_test_for_surgical_dressings_BP1993.pdf&usg=AOvVaw1wFn_yhawGYYx7DoezE57V&opi=89978449 (accessed on 11 July 2024).
- Cotton Morphology and Chemistry. Available online: https://www.cottoninc.com/quality-products/nonwovens/cotton-fiber-tech-guide/cotton-morphology-and-chemistry/ (accessed on 1 February 2024).
- Wohlert, M.; Benselfelt, T.; Wågberg, L.; Furo, I.; Berglund, L.A.; Wohlert, J. Cellulose and the role of hydrogen bonds: Not in charge of everything. Cellulose 2022, 29, 1–23. [Google Scholar] [CrossRef]
- Hubbe, M.A.; Chandra, R.P.; Dogu, D.; van Velzen, S.T.J. Analytical staining of cellulosic materials: A Review. BioResources 2019, 14, 7387–7464. Available online: https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/05/BioRes_14_3_7387_Hubbe_CDV_Review_Analytical_Staining_Cellulosic_Materials_15592.pdf (accessed on 12 July 2024). [CrossRef]
- Vert, M.; Doi, Y.; Hellwich, K.H.; Hess, M.; Hodge, P.; Kubisa, P.; Rinaudo, M.; Schué, F. Terminology for biorelated polymers and applications (IUPAC Recommendations 2012). Pure Appl. Chem. 2012, 84, 377–410. [Google Scholar] [CrossRef]
- Bu, D.; Hu, X.; Yang, Z.; Yang, X.; Wei, W.; Jiang, M.; Zhou, Z.; Zaman, A. Elucidation of the Relationship between Intrinsic Viscosity and Molecular Weight of Cellulose Dissolved in Tetra-N-Butyl Ammonium Hydroxide/Dimethyl Sulfoxi-de. Polymers 2019, 11, 1605. [Google Scholar] [CrossRef]
- Lucas, A.D.; Merritt, K.; Hitchins, V.M.; Woods, T.O.; McNamee, S.G.; Lyle, D.B.; Brown, S.A. Residual ethylene oxide in medical devices and device material. J. Biomed. Mater. Res. B Appl. Biomater. 2003, 66, 548–552. [Google Scholar] [CrossRef] [PubMed]
- Hoxey, E. Medical Device White Paper Series: Sterilization—Regulatory Requirements and Supporting Standards. Available online: https://www.medical-device-regulation.eu/wp-content/uploads/2020/09/Sterilization_Revised.pdf (accessed on 6 April 2024).
- Fan, M.; Dai, D.; Huang, B. Fourier Transform Infrared Spectroscopy for Natural Fibres. In Fourier Transform—Materials Analysis; Editor Salih, S., Ed.; IntechOpen Limited: London, UK, 2012; pp. 45–68. ISBN 978-953-51-0594-7. [Google Scholar]
- Vahur, S.; Teearu, A.; Peets, P.; Joosu, L.; Leito, I. ATR-FT-IR spectral collection of conservation materials in the extended region of 4000-80 cm−1. Anal. Bioanal. Chem. 2016, 408, 3373–3379. [Google Scholar] [CrossRef] [PubMed]
- Uğur, Ş.S.; Karaboyacı, M.; Boguniewicz-Zablocka, J. Influence of Cotton Bleaching Methods on the Parameters of Generated Textile Industrial Wastewater. Sustainability 2023, 15, 15592. [Google Scholar] [CrossRef]
- Md Salim, R.; Asik, J.; Sarjadi, M.S. Chemical functional groups of extractives, cellulose and lignin extracted from native Leucaena leucocephala bark. Wood Sci. Technol. 2021, 55, 295–313. [Google Scholar] [CrossRef]
- Li, R.; Fei, J.; Cai, Y.; Li, Y.; Feng, J.; Yao, J. Cellulose whiskers extracted from mulberry: A novel biomass production. Carbohyd. Polym. 2009, 76, 94–99. [Google Scholar] [CrossRef]
- Khan, M.A.; Masudul Hassan, M.; Drzal, L.T. Effect of 2-hydroxyethyl methacrylate (HEMA) on the mechanical and thermal properties of jute-polycarbonate composite. Compos. A Appl. Sci. Manuf. 2005, 36, 71–81. [Google Scholar] [CrossRef]
- Portellaa, E.H.; Romanzinib, D.; Angrizanib, C.C.; Amicob, S.C.; Zatteraa, A.J. Influence of Stacking Sequence on the Mechanical and Dynamic Mechanical Properties of Cotton/Glass Fiber Reinforced Polyester Composites. Mater. Res. 2016, 19, 542–547. [Google Scholar] [CrossRef]
- Geminiani, L.; Campione, F.P.; Corti, C.; Luraschi, M.; Motella, S.; Recchia, S.; Rampazzi, L. Differentiating between Natural and Modified Cellulosic Fibres Using ATR-FTIR Spectroscopy. Heritage 2022, 5, 4114–4139. [Google Scholar] [CrossRef]
- Lutseke, N.S. An Investigation into the Properties of Cotton Fibres as Used in Nonwoven Fabrics. Master’s Thesis, Rhodes University, Makhanda, South Africa, 1989. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Solution I | Solution II |
|---|---|
| 69.28 g/L CuSO4 crystalline | 346 g/L K—Na tartrate |
| 100 g/L NaOH |
| Compress Batch Number | 1 | 2 | ||||
|---|---|---|---|---|---|---|
| Sample Code | 1—U | 1—SS | 1—ETO | 2—U | 2—SS | 2—ETO |
| Treatment | unsterilized | steam sterilization | ethylene oxide sterilization | unsterilized | steam sterilization | ethylene oxide sterilization |
| Sample Code | Cuen | 1—U | 1—SS | 1—ETO | 2—U | 2—SS | 2—ETO |
|---|---|---|---|---|---|---|---|
| The flow time [s] | 128 | 183 | 194 | 196 | 195 | 195 | 197 |
| ηsp | / | 0.44 | 0.53 | 0.54 | 0.53 | 0.53 | 0.55 |
| η | / | 975.52 | 1148.48 | 1167.21 | 1148.48 | 1148.48 | 1185.86 |
| DP | / | 2131 | 2519 | 2561 | 2519 | 2519 | 2603 |
| Mn [g mol−1] | / | 352,416.33 | 414,899.89 | 421,666.28 | 414,899.82 | 414,899.82 | 428,403.78 |
| Sample | 1 | 2 | |||||
|---|---|---|---|---|---|---|---|
| Sample Code | 1—U | 1—SS | 1—ETO | 2—U | 2—SS | 2—ETO | |
| warp | n | F [N] | F [N] | F [N] | F [N] | F [N] | F [N] |
| 1 | 93.4 | 65.9 | 72.4 | 94.4 | 82.2 | 86.6 | |
| 2 | 87.1 | 74.4 | 88.7 | 94.5 | 61.4 | 94.6 | |
| 3 | 84.0 | 87.4 | 83.8 | 94.4 | 87.8 | 94.6 | |
| 4 | 77.9 | 79.4 | 76.1 | 94.4 | 86.5 | 94.5 | |
| 5 | 88.9 | 70.3 | 74.4 | 94.4 | 94.6 | 87.1 | |
| X | 86.3 | 75.5 | 79.08 | 94.42 | 82.50 | 91.46 | |
| σ | 5.8 | 8.33 | 6.90 | 0.05 | 12.62 | 4.21 | |
| V [%] | 6.66 | 11.04 | 8.72 | 0.05 | 15.30 | 4.61 | |
| t-test | t-stat | / | 1.83 | 1.61 | / | 2.11 | 1.56 |
| t-crit | / | 2.78 | 2.78 | / | 2.78 | 2.77 | |
| df | / | 4 | 4 | / | 4 | 4 | |
| p | / | 0.14 | 0.18 | / | 0.10 | 0.19 | |
| Decision | / | + | + | / | + | + | |
| weft | 1 | 46.2 | 49.2 | 38.5 | 52.7 | 48.2 | 41.7 |
| 2 | 53.5 | 46.6 | 41.3 | 46.5 | 45.6 | 45.0 | |
| 3 | 50.2 | 39.3 | 43.3 | 48.97 | 43.8 | 53.6 | |
| 4 | 49.8 | 55.7 | 41.1 | 46.2 | 48.3 | 50.95 | |
| 5 | 61.5 | 46.5 | 40.7 | 51.6 | 40.8 | 44.6 | |
| X | 52.5 | 47.4 | 40.97 | 49.2 | 45.4 | 47.2 | |
| σ | 5.76 | 5.90 | 1.70 | 2.94 | 48.22 | 41.76 | |
| V [%] | 11.04 | 12.44 | 4.16 | 5.97 | 45.64 | 45.03 | |
| t-test | t-stat | / | 1.19 | 4.41 | / | 1.77 | 0.65 |
| t-crit | / | 2.78 | 2.13 | / | 2.78 | 2.78 | |
| df | / | 4 | 4 | / | 4 | 4 | |
| p | / | 0.30 | 0.01 | / | 0.15 | 0.65 | |
| Decision | / | + | - | / | + | + | |
| Sample | 1 | 2 | |||||
|---|---|---|---|---|---|---|---|
| Sample Code | 1—U | 1—SS | 1—ETO | 2—U | 2—SS | 2—ETO | |
| warp | n | F [N] | F [N] | F [N] | F [N] | F [N] | F [N] |
| 1 | 58.6 | 64.9 | 58.3 | 80.2 | 84.3 | 99.1 | |
| 2 | 70.1 | 70.3 | 68.5 | 78.2 | 90.5 | 78.0 | |
| 3 | 67.0 | 68.8 | 59.4 | 92.4 | 81.4 | 68.5 | |
| 4 | 63.6 | 71.1 | 65.3 | 93.4 | 90.7 | 78.6 | |
| 5 | 69.3 | 68.1 | 66.1 | 80.3 | 74.2 | 68.0 | |
| X | 65.7 | 68.6 | 63.5 | 84.9 | 84.2 | 78.4 | |
| σ | 4.7 | 2.4 | 4.4 | 7.3 | 6.9 | 12.6 | |
| V [%] | 7.15 | 3.50 | 6.98 | 8.65 | 8.17 | 16.11 | |
| t-test | t-stat | / | −1.71 | 1.40 | / | 0.17 | 0.88 |
| t-crit | / | 2.78 | 2.78 | / | 2.78 | 2.75 | |
| df | / | 4 | 4 | / | 4 | 4 | |
| p | / | 0.16 | 0.23 | / | 0.86 | 0.43 | |
| Decision | / | + | + | / | + | + | |
| weft | 1 | 31.5 | 53.7 | 38.0 | 34.9 | 43.1 | 35.7 |
| 2 | 42.6 | 45.7 | 32.5 | 36.2 | 43.2 | 44.4 | |
| 3 | 43.4 | 41.6 | 31.5 | 37.8 | 41.5 | 36.5 | |
| 4 | 30.4 | 50.1 | 29.7 | 47.2 | 42.6 | 50.3 | |
| 5 | 33.4 | 47.1 | 46.0 | 42.2 | 42.5 | 46.1 | |
| X | 36.3 | 47.6 | 35.5 | 39.6 | 42.6 | 42.6 | |
| σ | 6.3 | 4.6 | 6.6 | 5.0 | 0.7 | 6.3 | |
| V [%] | 17.25 | 9.63 | 18.62 | 12.67 | 1.66 | 14.85 | |
| t-test | t-stat | / | −1.71 | 0.15 | / | −1.25 | −1.84 |
| t-crit | / | 2.78 | 2.78 | / | 2.78 | 2.78 | |
| df | / | 4 | 4 | / | 4 | 4 | |
| p | / | 0.07 | 0.89 | / | 0.28 | 0.14 | |
| Decision | / | + | + | / | + | + | |
| Sample Code/ Magnification | Morphology of the Materials | |
|---|---|---|
| 2500× | 10,000× | |
| 1—U |  |  |
| 1—SS |  |  |
| 1—ETO |  |  |
| 2—U |  |  |
| 2—SS |  |  |
| 2—ETO |  |  |
| Sample Code | 1—U | 1—SS | 1—ETO | 2—U | 2—SS | 2—ETO | ||
|---|---|---|---|---|---|---|---|---|
| n | 1 | Wdry [g] | 0.9918 | 0.9933 | 1.0009 | 0.9983 | 1.0002 | 1.0067 |
| Wwet [g] | 8.7762 | 8.2827 | 8.8496 | 8.6432 | 7.5265 | 8.9627 | ||
| S [%] | 784.9 | 733.9 | 784.2 | 765.8 | 652.5 | 790.3 | ||
| 2 | Wdry [g] | 0.9719 | 0.9920 | 0.9931 | 0.9817 | 1.0024 | 0.9960 | |
| Wwet [g] | 8.6512 | 7.9312 | 8.0609 | 8.6479 | 8.3025 | 7.9065 | ||
| S [%] | 790.1 | 699.5 | 711.7 | 780.9 | 728.3 | 693.8 | ||
| 3 | Wdry [g] | 0.9777 | 1.0046 | 0.9810 | 0.9801 | 0.9874 | 0.9516 | |
| Wwet [g] | 7.7373 | 8.0743 | 8.0054 | 7.7746 | 7.3004 | 8.0401 | ||
| S [%] | 691.4 | 703.7 | 716.0 | 693.2 | 639.4 | 744.9 | ||
| X | 755.47 | 712.37 | 737.30 | 746.64 | 673.4 | 743.0 | ||
| σ | 45.352 | 15.323 | 33.210 | 38.283 | 39.187 | 39.419 | ||
| V [%] | 6.00 | 2.15 | 4.50 | 5.13 | 5.82 | 5.31 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Somogyi Škoc, M.; Juran, J.; Rezić, I. Effect of Sterilization Methods on Chemical and Physical-Mechanical Properties of Cotton Compresses. Molecules 2024, 29, 3541. https://doi.org/10.3390/molecules29153541
Somogyi Škoc M, Juran J, Rezić I. Effect of Sterilization Methods on Chemical and Physical-Mechanical Properties of Cotton Compresses. Molecules. 2024; 29(15):3541. https://doi.org/10.3390/molecules29153541
Chicago/Turabian StyleSomogyi Škoc, Maja, Jana Juran, and Iva Rezić. 2024. "Effect of Sterilization Methods on Chemical and Physical-Mechanical Properties of Cotton Compresses" Molecules 29, no. 15: 3541. https://doi.org/10.3390/molecules29153541
APA StyleSomogyi Škoc, M., Juran, J., & Rezić, I. (2024). Effect of Sterilization Methods on Chemical and Physical-Mechanical Properties of Cotton Compresses. Molecules, 29(15), 3541. https://doi.org/10.3390/molecules29153541