
Recovery of Li and Co in Waste Lithium Cobalt Oxide-Based Battery Using H1.6Mn1.6O4

Abstract
:1. Introduction
2. Results and Discussion
2.1. Leaching Rules of Positive Grade Materials
2.1.1. Powder Parameters of Cathode Material
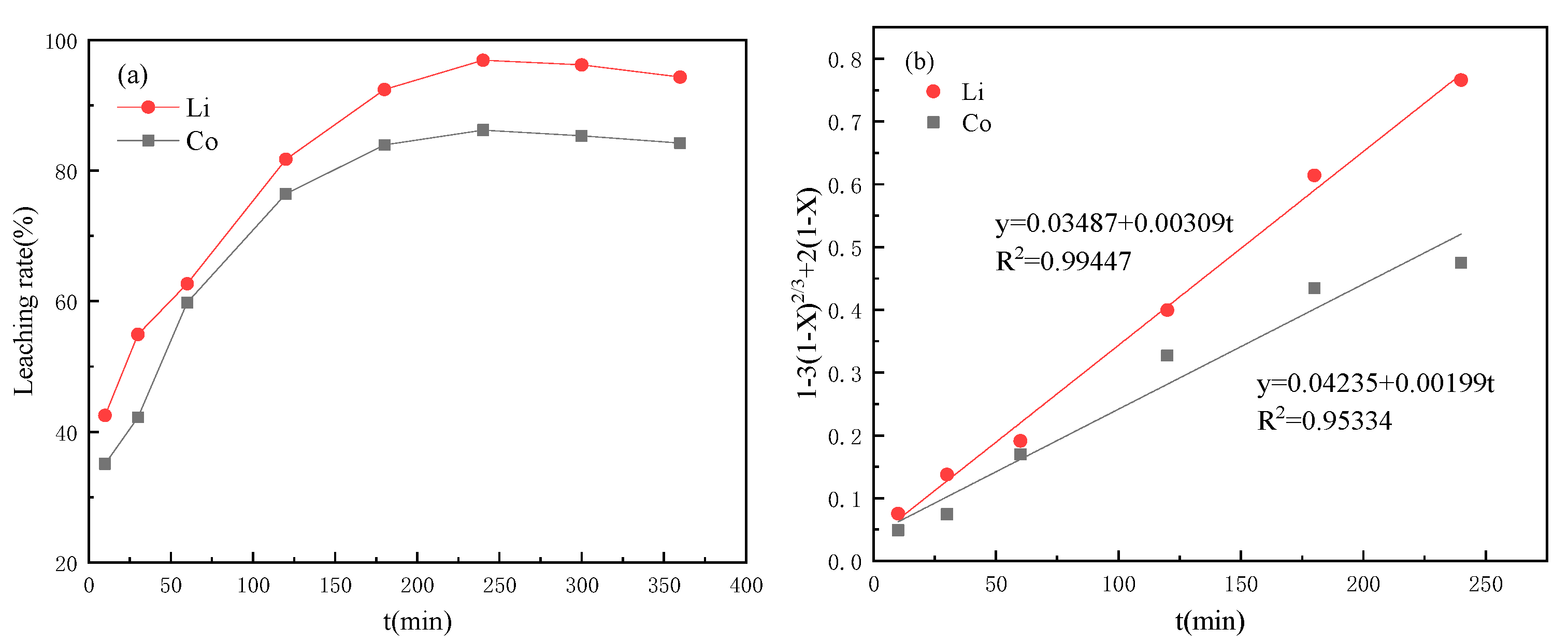
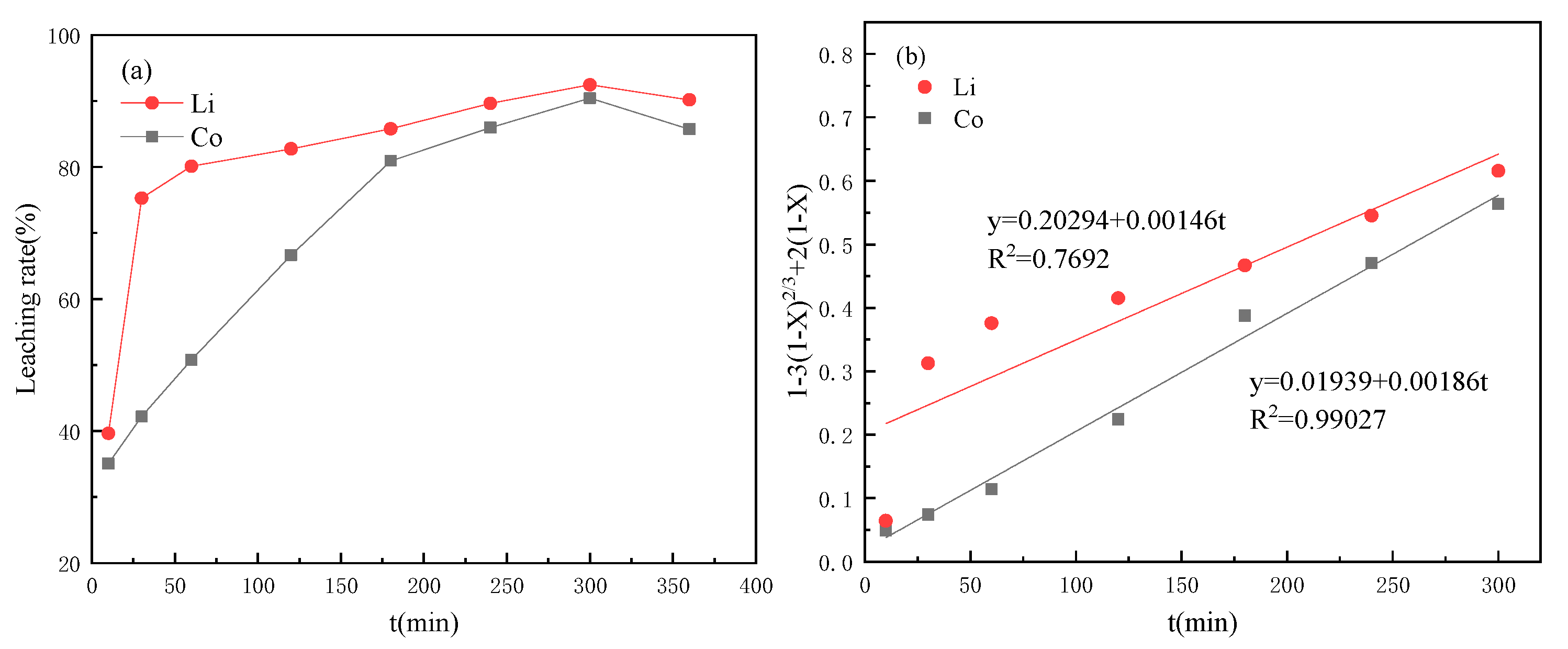
2.1.2. Leaching Kinetics
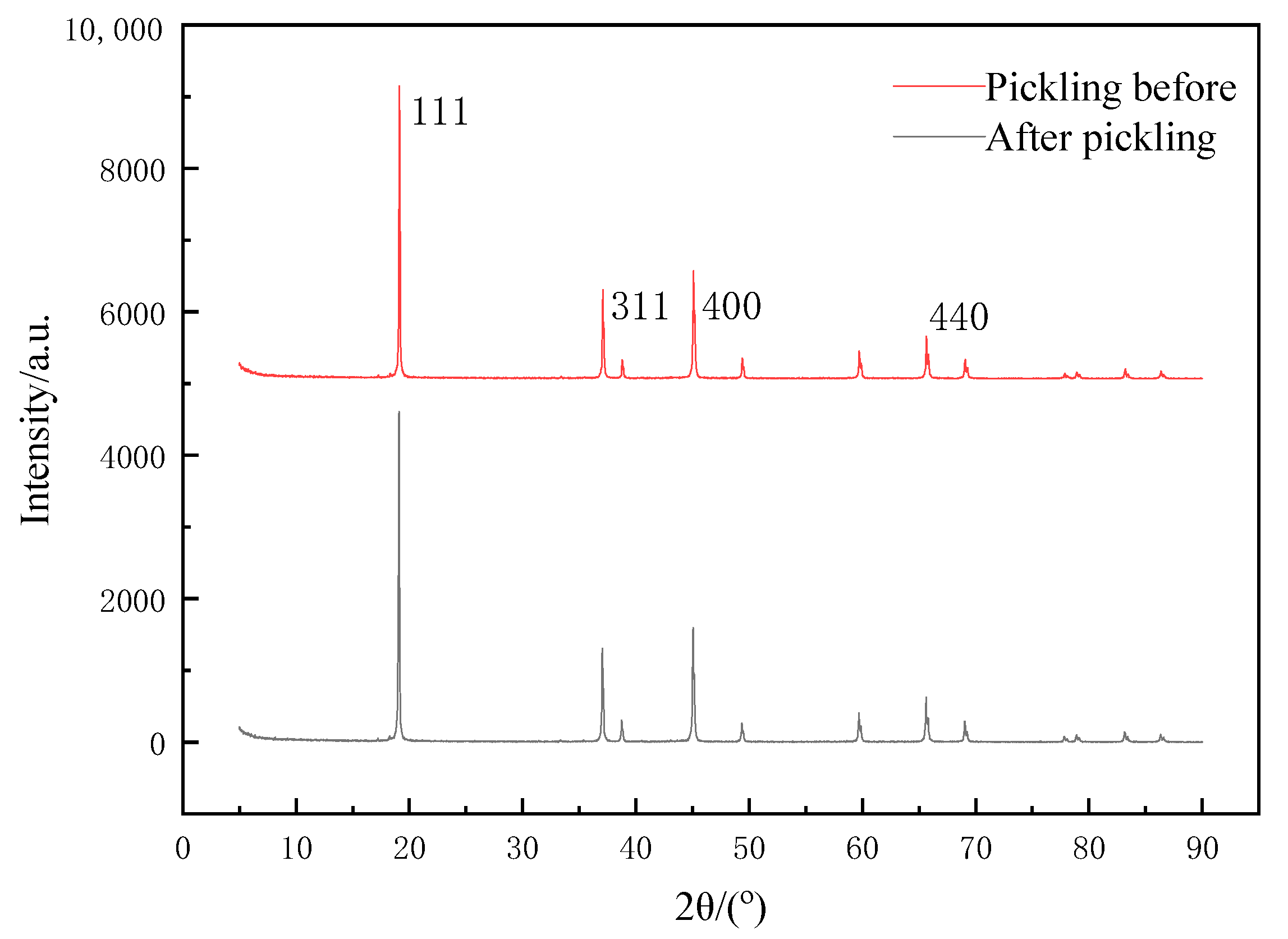
2.2. Preparation of Lithium Ion Sieve
2.3. Lithium Recovery
2.3.1. Pretreatment of Eluent and Selection of Optimum Factors
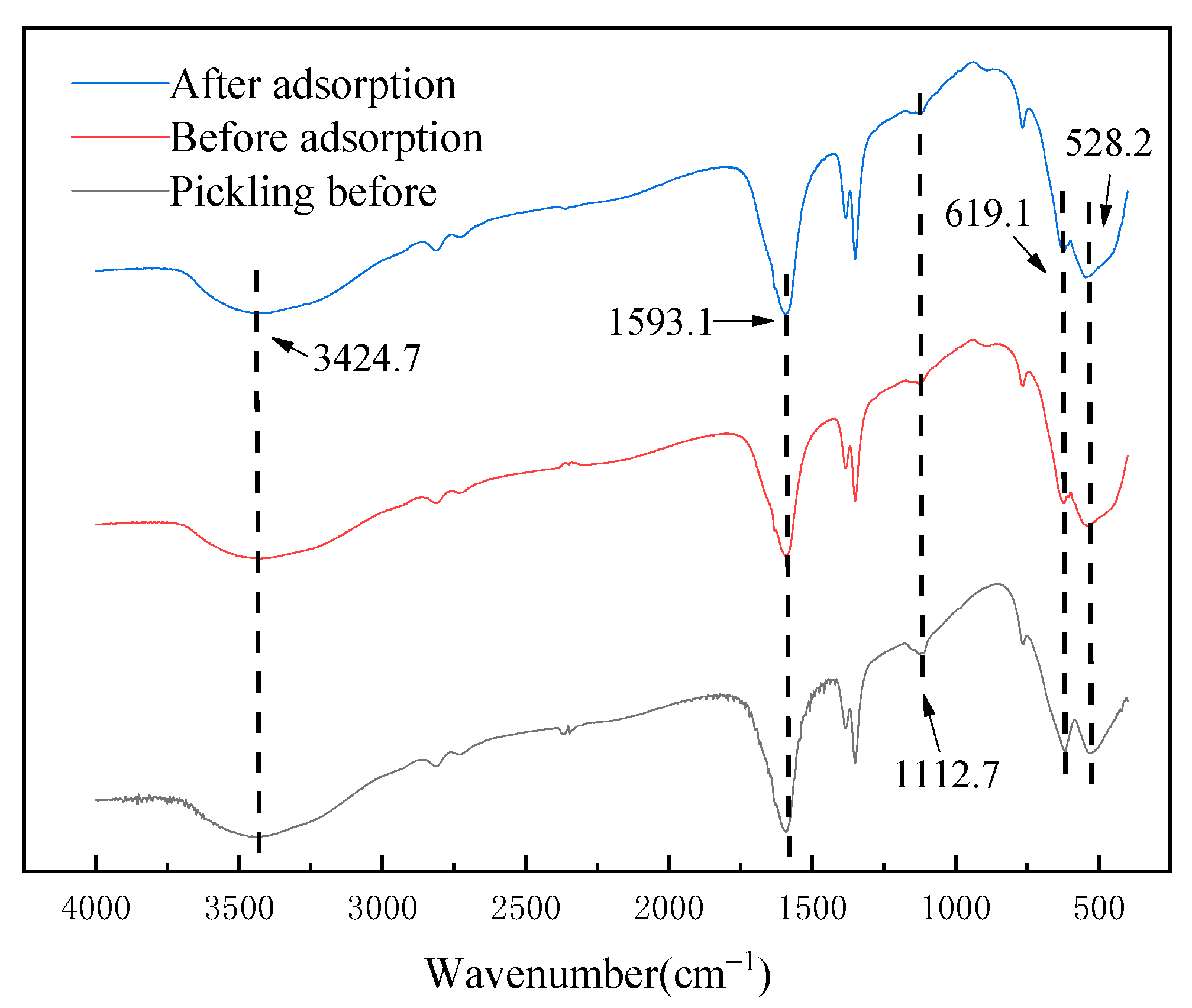
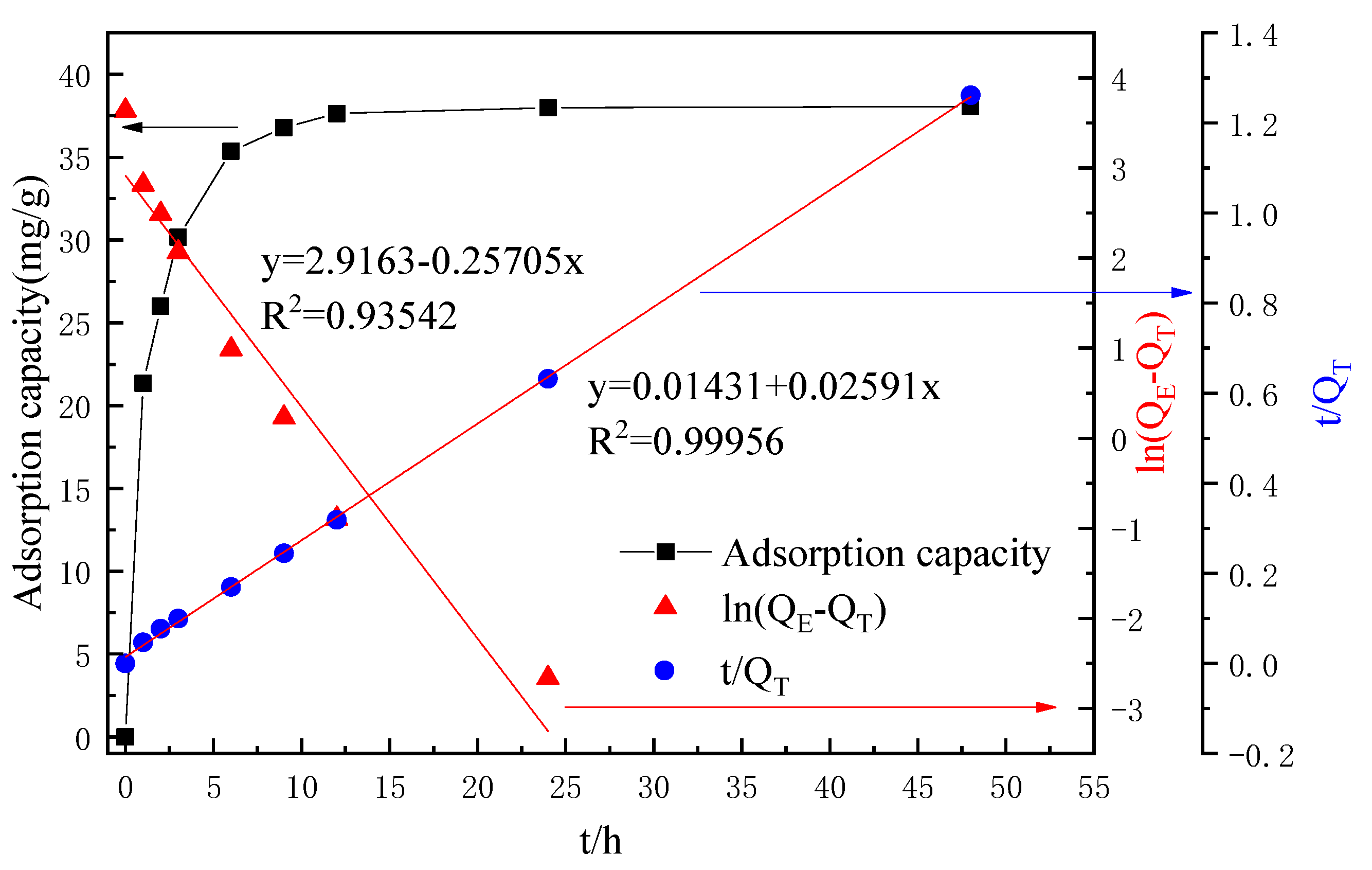
2.3.2. Lithium-Ion Sieve Adsorption
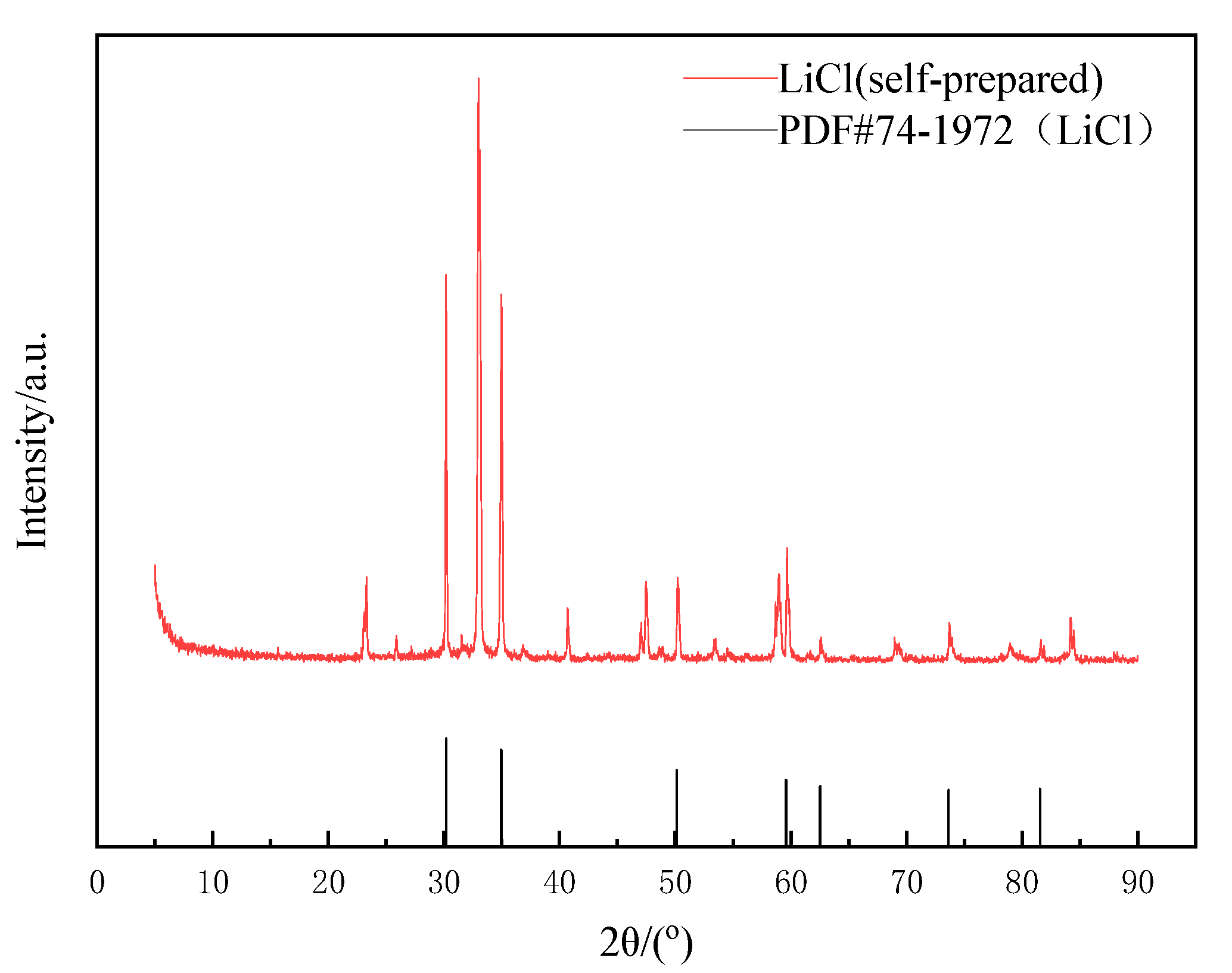
2.3.3. Synthesis of Lithium Chloride
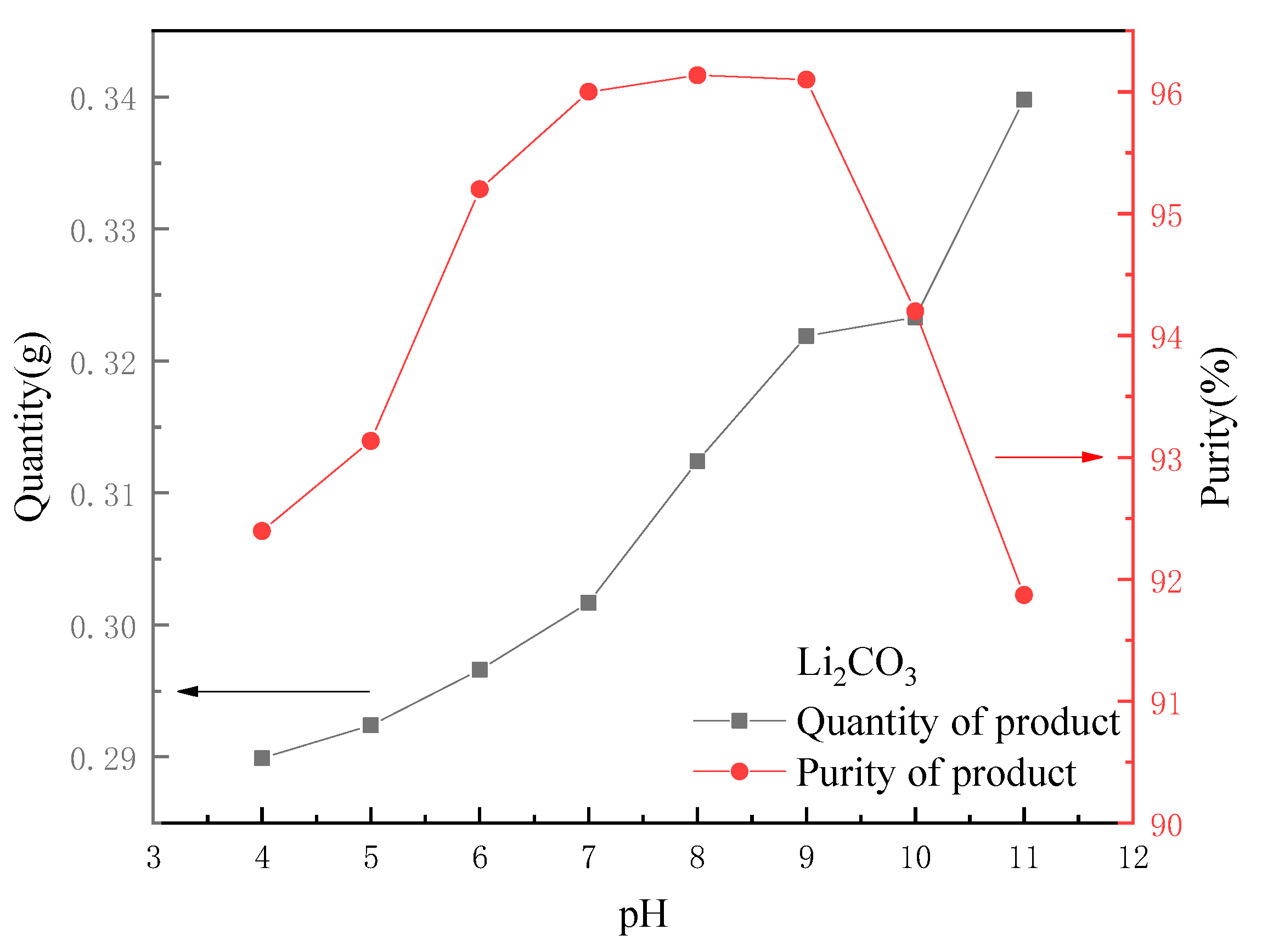
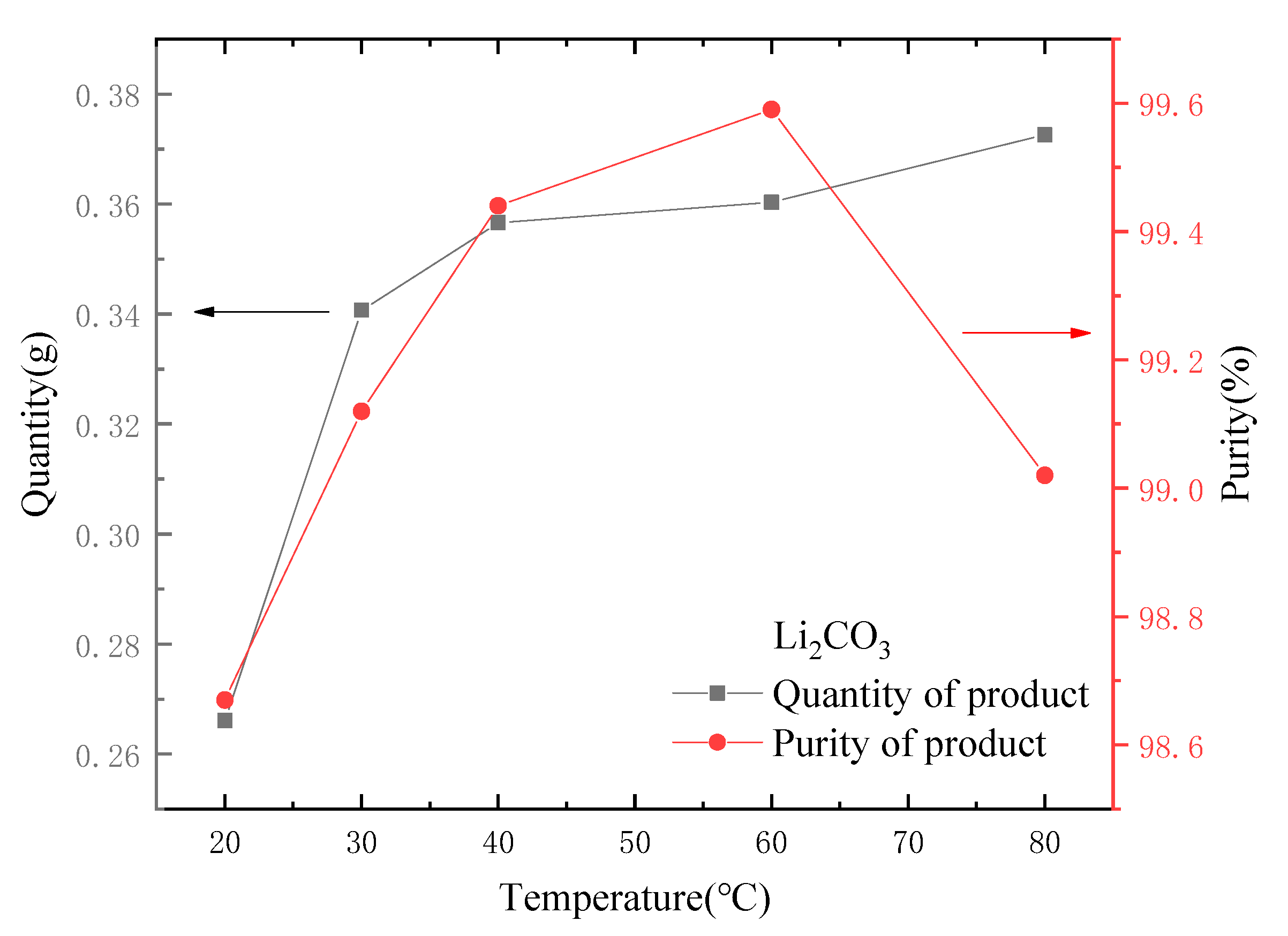
2.3.4. Synthesis of Lithium Carbonate
- The influence of the pH;
- 2.
- The influence of the dosage of Na2CO3;
- 3.
- The influence of reaction temperature.
2.4. Recovery of Cobalt
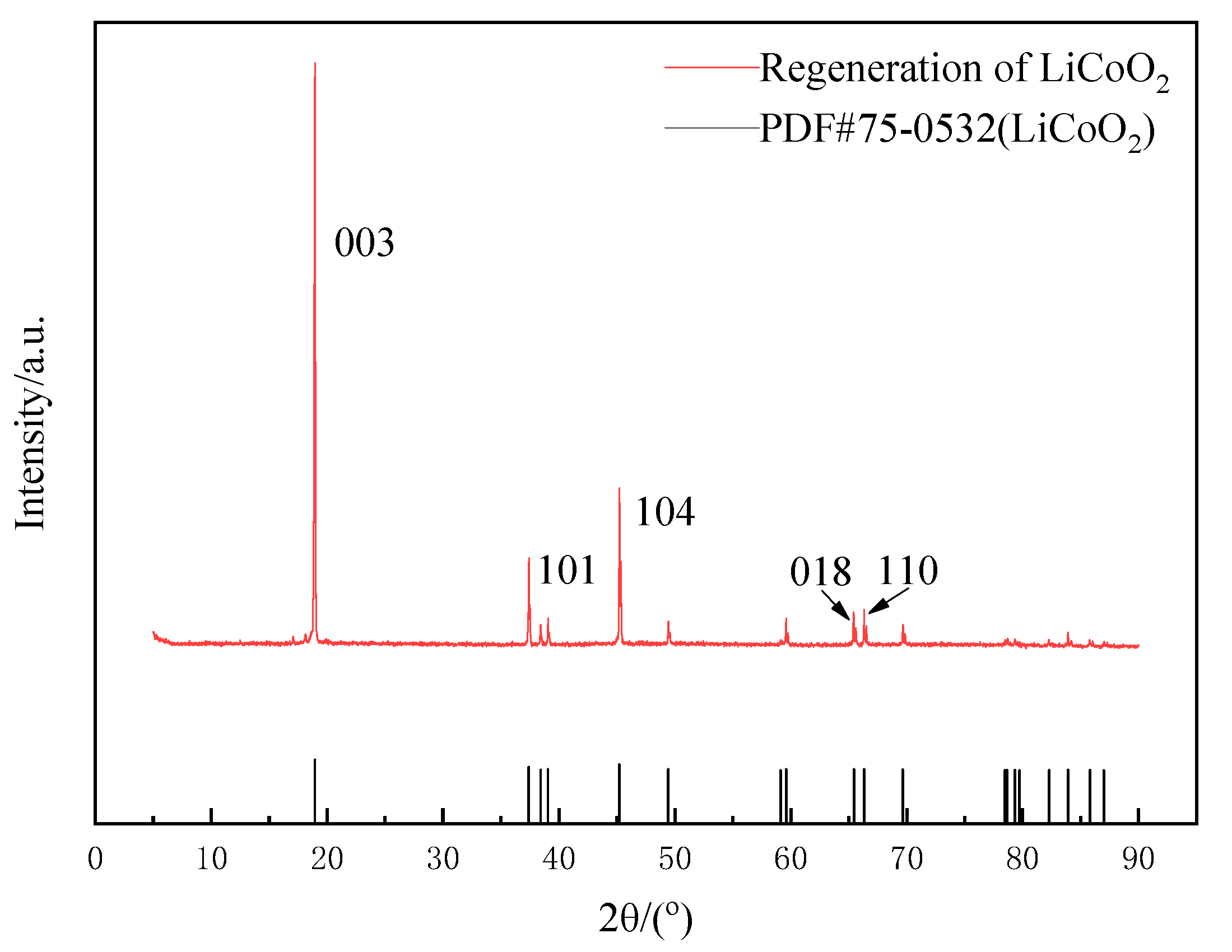
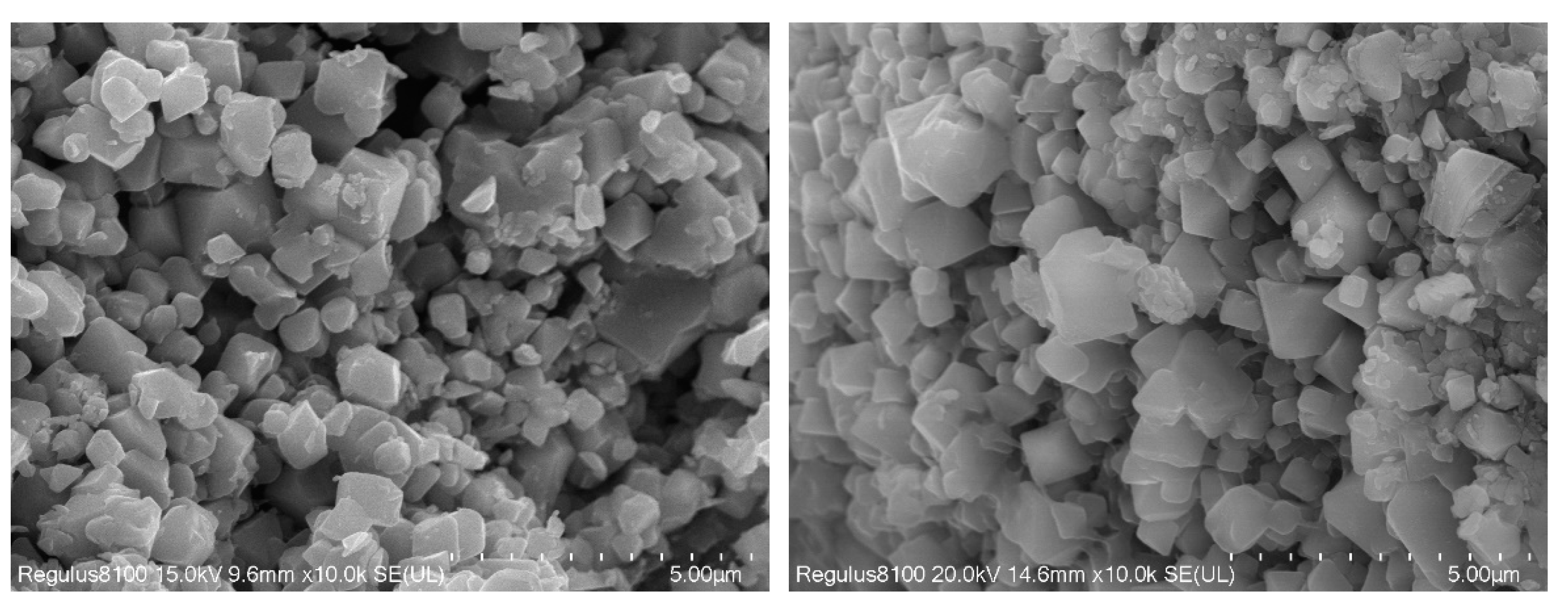
2.4.1. Regeneration of Lithium Cobalt Oxide-Based Battery by Soft Chemical Method
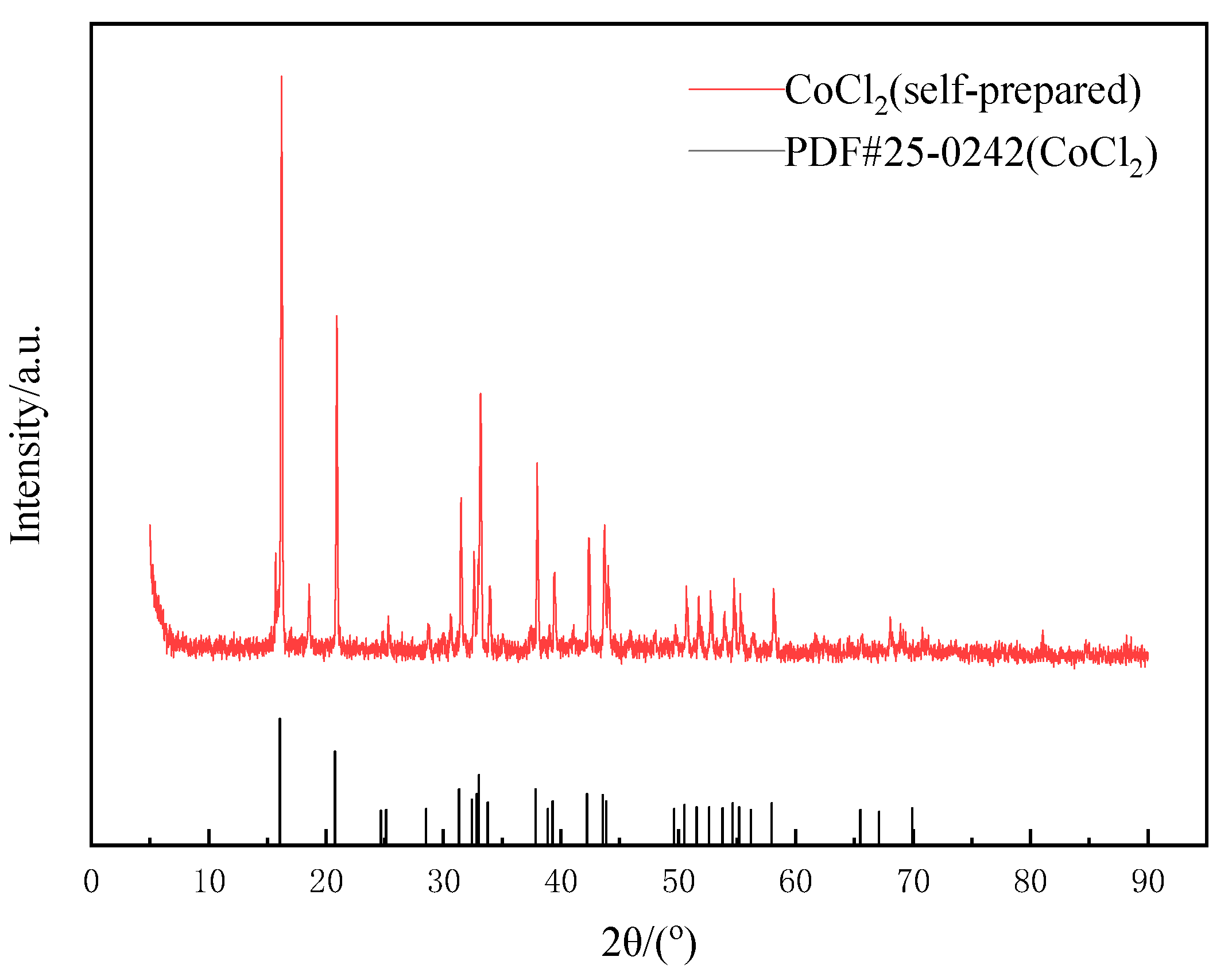
2.4.2. Synthesis of Cobalt Chloride
3. Materials and Methods
3.1. Reagents and Instruments
3.2. Experimental Process
4. Conclusions
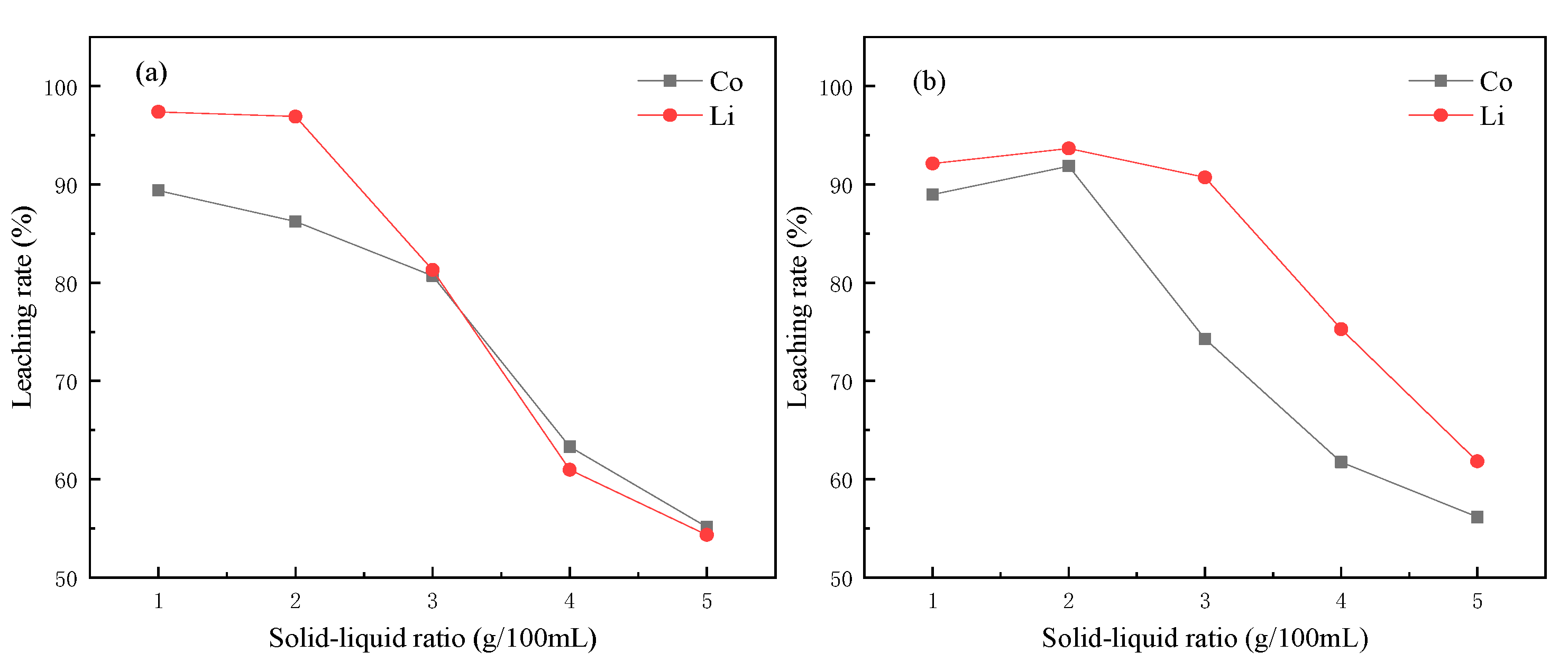
- The leaching of the cathode material of a lithium cobalt oxide-based battery with citric acid and a hydrogen peroxide system was investigated. The leaching rates of 86.21% and 96.9% for Co and Li can be achieved at a reaction temperature of 90 °C, stirring speed of 600 r·min−1 and a solid–liquid ratio of 10 g·1 L−1. The determination coefficients R2 of Co and Li fitting curves were 0.95334 and 0.99447 according to the chemical reaction control velocity equation, indicating that leaching was a chemical reaction. In the tartaric acid system, the leaching rates of Co and Li were 90.34% and 92.47%. The leaching of Li in the tartaric acid system was rapid, reaching 75.29% in the first 30 min;
- The prepared Li1.6Mn1.6O4 lithium-ion screen was used to conduct the lithium separation. The maximum adsorption capacity of the lithium screen was 38.05 mg·g−1, and the dissolution rate of lithium was about 91%. Through elution, purification and other steps, the adsorbed lithium was transformed into a lithium chloride solution. There were two methods for lithium recovery: (1) Relatively pure lithium chloride crystals can be obtained by direct concentration and crystallization, with a detected purity up to 93%. (2) Li2CO3 crystals were generated by adding Na2CO3, and the purity of Li2CO3 crystals can reach 99.59%;
- Two methods were used to conduct the tests for the recovery of cobalt: (1) CoCl2 crystals were obtained by means of reprecipitation and recrystallization, and the purity can reach 87.9%; (2) LiCoO2 was directly regenerated using the sol–gel method and lithium chloride was used as a lithium source. XRD characterization showed that LiCoO2 had good crystallinity. The two methods had different advantages and disadvantages: the former was simpler to operate, and the latter used fewer chemical reagents. The above two methods could provide ideas for recycling waste cathode materials of lithium cobalt oxide-based batteries.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Sample Availability
References
- Li, X.; Zhang, J.; Song, D.; Zhang, L. Direct regeneration of recycled cathode material mixture from scrapped LiFePO4 batteries. J. Power Sources 2017, 345, 78–84. [Google Scholar] [CrossRef]
- Lain, M. Recycling of lithium ion cells and batteries. J. Power Sources 2001, 97, 736–738. [Google Scholar] [CrossRef]
- Cyj, A.; Pcs, B.; Jz, A. A review of recycling spent lithium-ion battery cathode materials using hydrometallurgical treatments-ScienceDirect. J. Energy Storage 2021, 35, 102217. [Google Scholar] [CrossRef]
- Yang, Y.; Song, S.; Lei, S.; Sun, W.; Hou, H.; Jiang, F.; Ji, X.; Zhao, W.; Hu, Y. A process for combination of recycling lithium and regenerating graphite from spent lithium-ion battery. Waste Manag. 2019, 85, 529–537. [Google Scholar] [CrossRef]
- Li, L.; Zhang, X.; Li, M.; Chen, R.; Feng, F.; Amine, K.; Lu, J. The Recycling of Spent Lithium-Ion Batteries: A Review of Current Processes and Technologies. Electrochem. Energy Rev. 2018, 1, 461–482. [Google Scholar] [CrossRef]
- Yang, J.; Lai, Y.; Liu, F.; Jia, M.; Jiang, L. Countercurrent leaching of Ni, Co, Mn, and Li from spent lithium-ion batteries. Waste Manag. Res. 2020, 38, 1358–1366. [Google Scholar] [CrossRef]
- Wang, Y.; Diao, W.; Fan, C.; Wu, X.; Zhang, J. A Benign Recycle of Spent Batteries towards All-Solid-State Lithium Batteries. Chem. Eur. J. 2019, 25, 8975–8981. [Google Scholar] [CrossRef]
- Ferreira, D.; Prados, L.; Majuste, D.; Mansur, M. Hydrometallurgical separation of aluminium, cobalt, copper and lithium from spent Li-ion batteries. J. Power Sources 2009, 187, 238–246. [Google Scholar] [CrossRef]
- Freitas, M.; Garcia, E. Electrochemical recycling of cobalt from cathodes of spent lithium-ion batteries. J. Power Sources 2007, 171, 953–959. [Google Scholar] [CrossRef]
- Zhang, L.; Li, L.; Rui, H.; Song, X. Lithium recovery from effluent of spent lithium battery recycling process using solvent extraction. J. Hazard. Mater. 2020, 398, 122840. [Google Scholar] [CrossRef]
- Gurusamy, K.; Fermín, P.; Elizalde, M.; Shruti, V. Overview of microplastics pollution with heavy metals: Analytical methods, occurrence, transfer risks and call for standardization. J. Hazard. Mater. 2021, 415, 125755. [Google Scholar] [CrossRef]
- Dalida, M.; Mariano, A.; Futalan, C.; Kan, C.; Tsai, W.; Wan, M. Adsorptive removal of Cu(II) from aqueous solutions using non-crosslinked and crosslinked chitosan-coated bentonite beads. Desalination 2011, 275, 154–159. [Google Scholar] [CrossRef]
- Qian, F.; Guo, M.; Qia, Z.; Li, Q.; Liu, Z. Highly lithium adsorption capacities of H1.6Mn1.6O4 ion-sieve by ordered array structure. ChemistrySelect 2019, 4, 10157–10163. [Google Scholar] [CrossRef]
- Kumar, J.; Shen, X.; Li, B.; Liu, H.; Zhao, J. Selective recovery of Li and FePO4 from spent LiFePO4 cathode scraps by organic acids and the properties of the regenerated LiFePO4. Waste Manag. 2020, 113, 32–40. [Google Scholar] [CrossRef] [PubMed]
- Yang, J.; Fan, E.; Lin, J.; Arshad, F.; Zhang, X.; Wang, H.; Wu, F.; Chen, R.; Li, L. Recovery and Reuse of Anode Graphite from Spent Lithium-Ion Batteries via Citric Acid Leaching. ACS Appl. Energy Mater. 2021, 4, 6261–6268. [Google Scholar] [CrossRef]
- Li, L.; Ge, J.; Wu, F.; Chen, R.; Chen, S.; Wu, B. Recovery of cobalt and lithium from spent lithium ion batteries using organic citric acid as leaching. J. Hazard. Mater. 2010, 176, 288–293. [Google Scholar] [CrossRef]
- Chen, X.; Chen, Y.; Zhou, T.; Liu, D.; Hu, H.; Fan, S. Hydrometallurgical recovery of metal values from sulfuric acid leaching liquor of spent lithium-ion batteries. Waste Manag. 2014, 32, 1083–1093. [Google Scholar] [CrossRef]
- Zhou, Q.; Chen, W.; Wang, S.; Zheng, Y.; Liu, J. Kinetic studies of positive electrode active material from the waste lithium cobaltate batteries using the high efficiency hydrometallurgy technology. J. Hubei Univ. Nat. Sci. 2021, 43, 684–689. [Google Scholar]
- Wang, H.; Chen, G.; Mo, L.; Wu, G.; Deng, X. Preparation of H1.6Mn1.6O4/Chitosan Composite Microsphere and Its Adsorption Properties of Lithium. ChemistrySelect 2022, 46, 202202961. [Google Scholar] [CrossRef]
- Shi, X.; Zhang, Z.; Zhou, X.; Zhou, D.; Xiao, X.; Bai, Z. Synthesis of MnO2·0.5H2O by solid method and its adsorption dynamics for Li+. Chin. J. Nonferr. Met. 2012, 22, 3135–3143. [Google Scholar] [CrossRef]
- Qian, F.; Guo, M.; Qian, Z.; Zhao, B.; Liu, Z. Enabling highly structure stability and adsorption performances of H1.6Mn1.6O4 by Al-gradient surface doping. Sep. Purif. Technol. 2021, 264, 1383–5866. [Google Scholar] [CrossRef]
- Qian, F.; Zhao, B.; Guo, M.; Qian, Z.; Xu, N.; Wu, Z.; Liu, Z. Enhancing the Li+ adsorption and anti-dissolution properties of Li1.6Mn1.6O4 with Fe, Co doped. Hydrometallurgy 2020, 193, 105291. [Google Scholar] [CrossRef]
- Shen, X.; Clearfield, A. Phase transitions and ion exchange behavior of electrolytically prepared manganese dioxide. J. Solid State Chem. 1986, 64, 270–282. [Google Scholar] [CrossRef]
- Hunter, J. Preparation of a new crystal form of manganese dioxide: λ-MnO2. J. Solid State Chem. 1981, 39, 142–147. [Google Scholar] [CrossRef]
- Du, X.; Wang, Y.; Su, X.; Li, J. Influences of pH value on the microstructure and phase transformation of aluminum hydroxide. Powder Technol. 2009, 192, 40–46. [Google Scholar] [CrossRef]
- Tao, Z.; Zhang, Z.; Bi, Q.; Niu, H.; Li, X. Study on preparation of lithium carbonate via reactive crystallization from lithium chloride and sodium carbonate. Inorg. Chem. Ind. 2016, 48, 25–28. [Google Scholar]
- Li, L.; Lu, J.; Yang, R.; Xiao, X.; Ren, J.; Feng, W.; Amine, K. Ascorbic-acid-assisted recovery of cobalt and lithium from spent Li-ion batteries. J. Power Sources 2012, 218, 21–27. [Google Scholar] [CrossRef]
- Yan, S.; Yian, W.; Lu, Q. Crystal structures of LiCoO2 synthesized at different temperatures. Chin. J. Inorg. Chem. 2006, 22, 211–216. [Google Scholar]
- Fu, Q.; Jiang, X.; Chen, W. Study on the structure of LiCoO2 synthesized by sol-gel with citric acid. Spectrosc. Spectral Anal. 2008, 28, 1222–1226. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Metal | Li | Co | Fe | Al | Ni |
|---|---|---|---|---|---|
| Proportion (%) | 7.2 | 60.2 | 0.02 | 0.01 | 0.01 |
| Number of Cycles | Adsorption Capacity (mg·g−1) | The Dissolution Rate of Lithium (%) |
|---|---|---|
| 1 | 38.05 | 91.54 |
| 2 | 34.83 | 91.49 |
| 3 | 31.34 | 90.81 |
| 4 | 29.29 | 91.12 |
| 5 | 28.17 | 91.29 |
| 10 | 21.79 | 91.38 |
| 20 | 19.51 | 89.88 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Chen, G.; Mo, L.; Wu, G.; Deng, X.; Cui, R. Recovery of Li and Co in Waste Lithium Cobalt Oxide-Based Battery Using H1.6Mn1.6O4. Molecules 2023, 28, 3737. https://doi.org/10.3390/molecules28093737
Wang H, Chen G, Mo L, Wu G, Deng X, Cui R. Recovery of Li and Co in Waste Lithium Cobalt Oxide-Based Battery Using H1.6Mn1.6O4. Molecules. 2023; 28(9):3737. https://doi.org/10.3390/molecules28093737
Chicago/Turabian StyleWang, Hua, Guangzhou Chen, Lijie Mo, Guoqiang Wu, Xinyue Deng, and Rong Cui. 2023. "Recovery of Li and Co in Waste Lithium Cobalt Oxide-Based Battery Using H1.6Mn1.6O4" Molecules 28, no. 9: 3737. https://doi.org/10.3390/molecules28093737
APA StyleWang, H., Chen, G., Mo, L., Wu, G., Deng, X., & Cui, R. (2023). Recovery of Li and Co in Waste Lithium Cobalt Oxide-Based Battery Using H1.6Mn1.6O4. Molecules, 28(9), 3737. https://doi.org/10.3390/molecules28093737