Abstract
The assessment of the extent of degradation of polymer molecules during processing via conventional (e.g., extrusion and injection molding) and emerging (e.g., additive manufacturing; AM) techniques is important for both the final polymer material performance with respect to technical specifications and the material circularity. In this contribution, the most relevant (thermal, thermo-mechanical, thermal-oxidative, hydrolysis) degradation mechanisms of polymer materials during processing are discussed, addressing conventional extrusion-based manufacturing, including mechanical recycling, and AM. An overview is given of the most important experimental characterization techniques, and it is explained how these can be connected with modeling tools. Case studies are incorporated, dealing with polyesters, styrene-based materials, and polyolefins, as well as the typical AM polymers. Guidelines are formulated in view of a better molecular scale driven degradation control.
1. Introduction
During their first life cycle, polymer goods are exposed to several physical, chemical, and/or biological factors that may cause their degradation, as shown in the top right part of Figure 1. Among these factors, heat, moisture, UV-radiation, mechanical stress, chemicals, oxygen (O2), and micro-organisms are the most common ones [1,2,3,4,5]. At the end-of-life processing of polymer goods, the generated post-consumer waste may have different destinations, including chemical or mechanical recycling, to again obtain raw materials, landfill, or energy recovery [6]. In case the materials are reprocessed in the context of a mechanical recycling process, e.g., reshaping via conversional extrusion, they are exposed to some of the same factors (smallest green arrow in Figure 1), which may induce a more severe degradation [6]. One can also apply chemical recycling, in which the strongest degradation is desired, and one aims at monomer (or oligomer) recovery (largest green arrow in Figure 1).
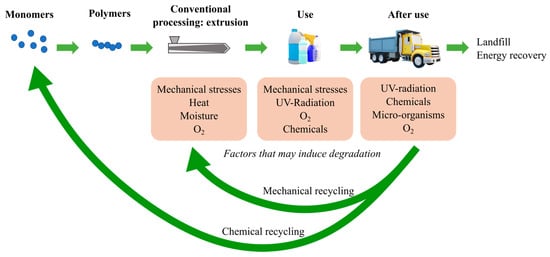
Figure 1.
Summary of the most common factors which cause degradation of polymers during the life cycle of polymer goods, also including mechanical recycling in view of circularity. Chemical recycling is added for completeness and in that case, it is a desired degradation. In any case a detailed understanding of the relevance of molecular changes, that being the focus of the current contribution, is needed.
In general, multiple-step processing techniques are more prone to induce polymer degradation, a more recent example being additive manufacturing (AM) or 3D printing via fused filament fabrication (FFF). This AM technique first requires the filament fabrication via conventional extrusion and then the actual 3D printing, leading to a higher level of polymer degradation than single-step 3D printing [7,8,9]. AM is defined by ISO/ASTM as a process of joining materials to make parts from 3D model data, usually layer by layer [10]. The main advantages of AM include the near-zero waste related to processing, the possibility to produce very complex tailored parts for specific applications, the minimum need for post-processing operations, and the possibility of creating products in low amounts in an economically viable way [11]. Note that not only polymers but also ceramics, metals, and composites are suited for AM.
Polymer degradation mechanisms are ideally classified according to the factor or combination of factors that induce it, as summarized in Table 1. Certain factors are common to processing, such as heat, mechanical stresses, oxygen, and moisture, leading to specific types of degradation mechanisms, which are part of the scope of this review. In the present work, emphasis is on thermal, thermo-mechanical and thermal-oxidative degradation, and hydrolysis. Other mechanisms commonly related to the use and disposal of polymer goods (e.g., biodegradation) are also listed in Table 1 for completeness.

Table 1.
Most important degradation mechanisms during the life cycle of polymer goods.
If a polymer undergoes degradation, usually irreversible structural changes take place at the molecular scale. Hence, a good knowledge of polymer chemistry is of added value to define degradation mechanisms. As exemplified in Figure 2, the degradation-induced changes are related to molecular variations such as chain length, dispersity (IUPAC recommended term, previously known as polydispersity index), presence of certain functional groups, degree of branching, and crosslinking. These changes happening on a microscopic level are responsible for variations of the polymeric material properties such as mechanical [12,13], thermal [13], and optical properties [13,14]. One can also aim at molecular improvement or chain repair by tailoring compounds which protect polymer chains against degradation [15]. These compounds, known as stabilizers, are usually incorporated into the material during processing as additives to reduce the degradation rate [16]. A broad range of stabilizers are available on the market and the needed stabilizer type depends on the type of environment against which the polymer must be protected, as well as the function of the final polymeric material [17]. Hence, the properties of polymer goods have been improving constantly, through the design of new additives and formulations [18,19,20,21].
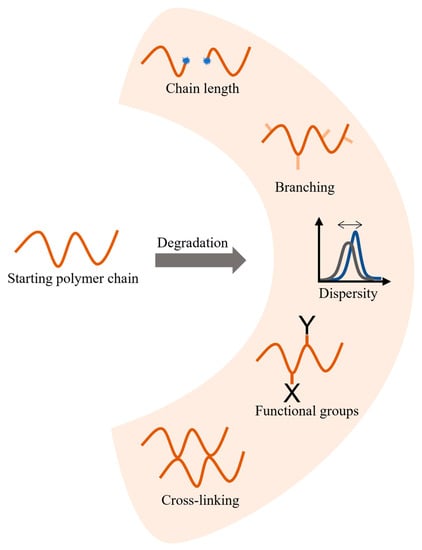
Figure 2.
Typical molecular changes due to polymer degradation. Stabilizers can be added to avoid or minimize certain reactions.
Extra research efforts are still needed, as the current challenges of our society move us towards a circular economy model (CEM). According to the CEM, solid wastes should not only be minimized but also efficiently and effectively recycled to keep their value in the economy as long as possible [22,23]. In order to do so, a deeper understanding of polymer degradation mechanisms is needed to produce materials with higher levels of stability. Specifically, for the case of mechanical recycling, understanding the degradation during processing is crucial, including both conventional processing and the newer AM techniques. One of the most interesting techniques is extrusion-based AM (EAM), in which the material is selectively dispensed through a nozzle or orifice [10]. In EAM, the material is heated up above its melt temperature (Tm) for semi-crystalline polymers or above its glass transition temperature (Tg) for amorphous polymers. The material melts or softens, and it is pushed through the nozzle onto a build platform. A sliced 3D model is used to give the commands to the printer, which will create the part in a layer-by-layer fashion [24,25,26,27]. The feedstock or bulk raw material for EAM may be filaments, pellets, or solutions depending on the nature of the AM. FFF is the most common EAM technique, followed by pellet-based additive manufacturing (PBAM) and syringe-based additive manufacturing of which the main principles are highlighted in Figure 3.
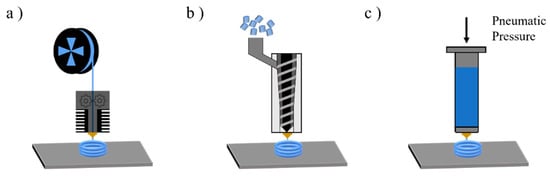
Figure 3.
Methods for extrusion-based additive manufacturing (EAM) with (a) fused filament fabrication, (b) pellet-based additive manufacturing, and (c) syringe-based additive manufacturing.
As EAM resembles conventional processing via melt extrusion, it is mostly used to process thermoplastics and composites to, for instance, produce prototypes and functional components for medical applications, or components for construction, aerospace, architecture, and automotive industries [28,29,30,31,32]. Furthermore, formulations of highly-filled polymers with metals or ceramics have been printed [33], as have polymer solutions and hydrogels using a syringe-based 3D printer [34,35].
The aim of the current review is to summarize the advances in the study of polymer degradation during conventional processing, including mechanical recycling, and EAM. We initially focus on the common degradation pathways involved in polymer processing. Further, we discuss the degradation mechanisms of selected polymers that are widely used under EAM conditions and shared with conventional processing. This first part is followed by a second part, summarizing the most employed experimental and modeling techniques to characterize polymer degradation. In the third part, case studies of degradation during processing are considered for polyester, styrene-based, and polyolefin materials, both under conventional and AM processing conditions.
2. Overview of Common Degradation Reactions
Processing techniques, such as extrusion, injection molding, and EAM, usually deal with relatively high temperatures and shear rates, with a certain (limited) amount of oxygen solubilized in the polymer [36]. Temperature, mechanical stress, and oxygen are the relevant factors inducing polymer degradation during polymer processing and mechanical recycling, promoting thermal, thermo-mechanical, and thermal-oxidative degradation, as described in Table 1. Furthermore, hydrolysis may take place, due to the combination of moisture and temperature, especially for polymers prepared via step-growth polymerization or polycondensation [37].
Thermal (radically induced) degradation occurs if the polymer bonds break due to heat, either supplied externally or generated by shearing via heat dissipation [38,39,40,41,42]. Table 2 lists representative bond dissociation energies (BDEs) between common atomic constituents of a polymer. The polymer thermal stability increases if the BDEs are higher. The BDE is not an exclusive discriminator as the reactivity of the de-propagating radicals and the availability of hydrogen atoms for chain transfer also matter [43,44,45,46].
Table 2.
Bond dissociation energy values in kJ mol−1 relevant for many polymers [43].
The major pathways for thermal degradation are chain fission (formally scission; no radicals at the reactant side, consistent with, e.g., the work of the Broadbelt group [47]), end-chain β-scission (so-called depolymerization), side-group elimination, and hydrogen abstraction or chain transfer [15,38]. Thermal chain fission is an event in which the polymer chain is randomly broken into large macroradicals (Figure 4a), leading to a fast decrease in average molar mass (also often referred to as molecular weight despite not being IUPAC recommended), with almost no monomer formed in the early stages [15,48,49,50,51]. End-chain β-scission takes place at chain ends to split off monomers sequentially (Figure 4b), leading to a very small decrease in the average molar mass in the early degradation stages [15,48,49,50,51]. The contribution of chain fission versus end-chain β-scission depends on the polymer structure and is closely related to the amount of substituents on the alpha carbon, with a more stabilized case leading to more end-chain β-scission [15,48,49,50,51]. Side-group elimination refers to elimination of side groups attached to a backbone of the polymer [50,52]. This process can result in main chain unsaturation, crosslinking, and volatile product formation [53,54]. In addition, the formation of aromatic molecules, fission into smaller fragments, or the formation of char is also possible [38].
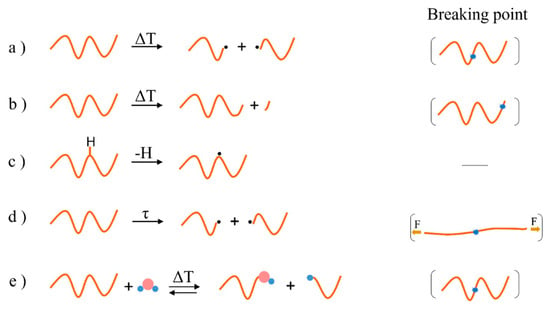
Figure 4.
Examples of major pathways in polymer degradation, according to a variation in temperature (T) and mechanical stress (τ) or due the presence of water. (a) Thermal chain fission (also denoted as scission), (b) end-chain β-scission, (c) hydrogen abstraction, (d) mechanical-stress-induced chain fission, and (e) hydrolysis.
As shown in Figure 4c, hydrogen abstraction generates a mid-chain radical (MCR), which is prone to further degradation reactions. Mechanical stresses may additionally favor degradation by breaking the chains and generating radicals via a mechanochemical mechanism [55] (Figure 4d), lowering the average molar mass. The formed radical will be available for other reactions as illustrated in the left part of Figure 5, for illustration purposes starting from an MCR. The right part of this figure also puts forward the extra reactions in case oxygen is present, defining thermal-oxidative degradation, starting from the same MCR. In general, the radicals are formed due to heat, trace impurities, catalysts, inhibitors, solvents, and other agents used for the synthesis [56]. Notably, during processing, thermal-oxidative and thermo-mechanical degradation may be stimulated by one another. For instance, radicals produced via thermo-mechanical degradation may readily react with oxygen and increase the initiation rate of the thermal oxidation pathway, as highlighted by the dashed arrows in Figure 5 [17,57].
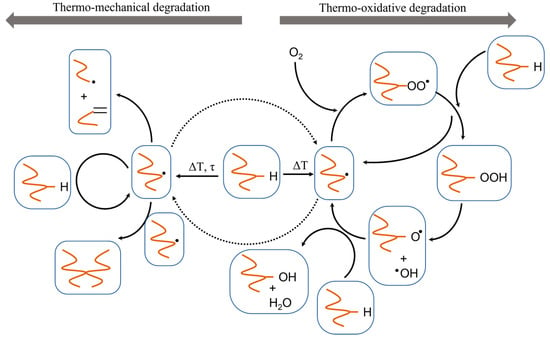
Figure 5.
General scheme of thermo-mechanical and thermal-oxidative degradation of polymers, as based on Edeleva et al. [58] starting for illustration purposes from mid-chain radical formation.
As shown in the right part of Figure 5, polymer radicals formed due to thermal degradation react with molecular oxygen, delivering oxidation products based on an autoxidation cycle [59]. The thermal oxidation mechanism proceeds autocatalytically, as shown by Bolland and Gee [60,61,62] upon studying the oxidation of rubber and lipids, thus unsaturated chains. These authors indicated that the radicals propagate with oxygen to form a peroxyl radical (ROO•), which in turn abstracts a hydrogen from another macromolecule. This transfer leads to a new chain, in which the newly formed radical center is stabilized by the conjugation with the adjacent double bonds, as shown in Figure 6 [63].
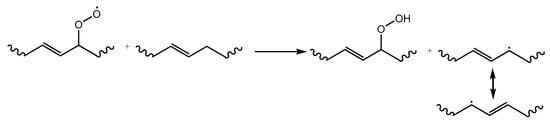
Figure 6.
Hydrogen abstraction by a peroxyl radical from an unsaturated polymer chain, forming a hydroperoxide and a stable polymeric radical, as based on [63].
In many cases, the reactions in Figure 6 have also been seen as likely for several polymers with a saturated carbon chain backbone. However, Gryn’ova et al. [63] put forward that the hydrogen abstraction by the peroxy radical should be (except for unsaturated hydrocarbons) thermodynamically disfavored, as the formed product is less stable than the peroxyl radical. They suggested that structural defects in polymers are responsible for the propagation in the autoxidative cycle, mostly starting from terminal and internal double bonds, which may be formed during the original polymerization procedure and/or the degradation process itself [63]. Hydroperoxide species are assumed as key intermediates in Figure 5 to further reactions, as they quickly decompose to form alkoxy (RO•) and hydroxy (•OH) radicals, leading to the backbone degradation followed by β-scission, as shown in Figure 7 (complementary to reactions of Figure 5) [64].

Figure 7.
Example of β-scission reaction, starting by the presence of hydroperoxide molecules as formed in the presence of oxygen, as based on [64].
The termination step for Figure 5 depends on the type of atmosphere in which the degradation is occurring. If oxygen is sufficiently available, recombination of peroxy radicals has been put forward as the most probable termination mechanism [59]. During processing, due to the deficient oxygen atmosphere, the concentration of alkyl radicals is higher than the peroxy radicals, and the possibilities for termination are likely conventional termination by recombination and disproportionation of C-centered radicals, as shown in Figure 8.
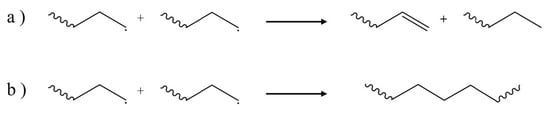
Figure 8.
Example of most important termination pathways with less oxygen present: (a) disproportionation and (b) combination.
As a result of thermal-oxidative degradation during polymer processing, new oxygenated functional groups are formed, including peroxides, alcohols, ketones, aldehydes, acids, and esters [59]. Ketones and aldehydes formed by β-scission may react further with hydroperoxides to form other oxidation products. For instance, the formation of peracids proceeds via a multi-step oxidation of aldehydes [65]. Oxygenated functional groups can be formed even in carbon main chain polymers, such as polyolefins [66,67] or styrene-based materials [68].
Finally, Figure 4e highlights the mechanism of hydrolysis, which can occur if moisture is present in a high temperature environment. Certain polymers, especially those containing heteroatoms in the backbone are prone to this degradation mechanism and must be properly dried before processing [37]. Polyesters, polyamides, and polycarbonates are among the important commercial polymers that could be degraded by hydrolysis [15]. This degradation pathway leads to the cleavage of chemical bonds by reaction with water, reducing the average molar mass of the polymer [69].
3. Dominant Degradation Reactions Illustrated for Extrusion-Based Additive Manufacturing
The most used polymeric materials for EAM are acrylonitrile butadiene styrene polymer (ABS) [70,71] and poly(lactic acid) (PLA) [70,72,73]. Other polymeric materials which have been employed for EAM applications are polyethylene terephthalate glycol (PETG) [70,72,74,75], polyether ether ketone (PEEK) [70,76,77,78,79,80,81], high density polyethylene (HDPE) [82], polypropylene [83,84,85], polyamide (PA) [86,87], and high impact polystyrene (HIPS). The main chemical structure of these polymeric materials and their most relevant degradation routes during EAM, starting from the discussion in Section 2, are summarized in Table 3.
Table 3.
Main degradation types of common polymers used for extrusion-based additive manufacturing (EAM); chain length must be read as average chain length.
ABS (entry 1 in Table 3) polymer consists of a matrix based on styrene-acrylonitrile (SAN) copolymer with polybutadiene (PB) rubber dispersed in it, supported by SAN-grafted-polybutadiene (PB-g-SAN) connections. The ABS degradation mechanism is closely related to the degradation paths of its individual components [100]. However, the rubber phase is more susceptible to degradation because of its lower glass transition temperature Tg and higher oxygen permeability [101,102,103].
During (additive) manufacturing, the most common degradation route for ABS is proposed to be thermal oxidation [104,105,106]. An interesting off-line study has been performed by Shimada and Kabuki [107], mentioning the three stages of initiation, propagation, and termination, as included in the auto-oxidative cycle in Figure 5. The first stage involves the production of free radicals which react with oxygen (Figure 9a) and form hydroperoxides via hydrogen abstraction (Figure 9b). Because of the presence of ethylene functionalities in the PB phase of ABS, the C-H bond in the α-carbon position can be easily oxidized [107]. The hydroperoxides decompose and in following reactions various oxygenated products and groups, particularly hydroxyl and carbonyl, are produced (Figure 9c). In the third stage, termination reactions occur, in which more stable crosslinked structures may be formed, with one example shown in (Figure 9d) [108]. The butadiene grafting sites containing tertiary carbons can be oxidized during a more severe degradation, leading to extensive damage in the polymeric chains by β-scission, as well as breaking of butadiene/SAN grafts [109,110].
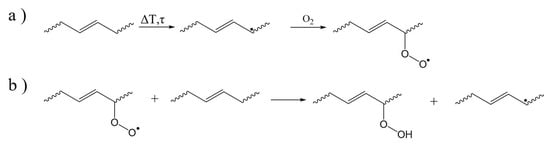
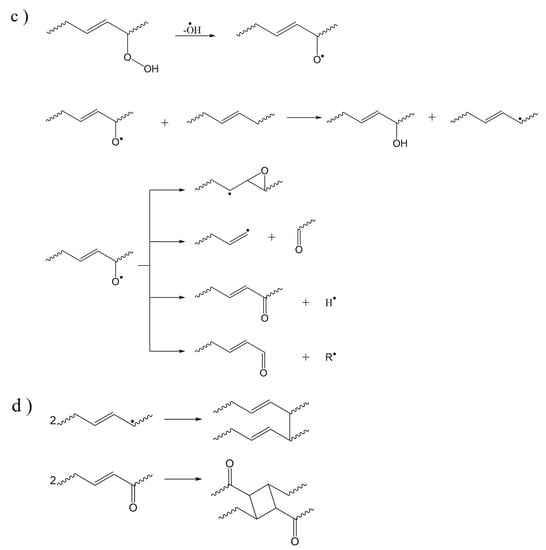
Figure 9.
Key steps in thermal-oxidative degradation mechanism of ABS: (a) degradation initiation, (b) hydrogen abstraction leading to the formation of hydroperoxides, (c) possible products following the hydroperoxide decomposition, and (d) termination considering the formation of crosslinked structures.
PLA (entry 2 in Table 3) is a linear, aliphatic thermoplastic polyester with high rigidity and transparency. PLA is also a biodegradable polymer but with low thermal stability. Due to its hygroscopic nature, hydrolysis is one of the main degradation mechanisms for this polymer (see Figure 10a) [111]. Therefore, the material must be properly dried prior to processing [112], which is a common procedure in many EAM studies [113,114,115]. In addition, McNeill and Leiper [116] discussed that radical reactions for PLA undergoing thermal degradation only occur above 270 °C. They proposed that non-radical degradation mechanisms occur up to 230 °C, as shown in Figure 10b,c. These reactions and hydrolysis end up reducing the average molar mass of the PLA material. Nevertheless, radical reactions could occur, even below this threshold temperature of 270 °C, due to the combination of shear and oxygen [117,118]. Figure 10d, for instance, shows the reaction mechanism for the development of hydroperoxides during the thermal-oxidative degradation of PLA.
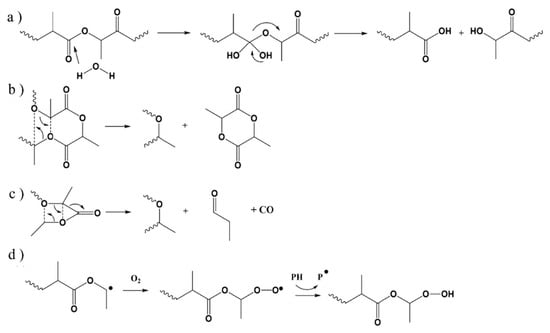
Figure 10.
(a) Hydrolysis of PLA [111]. (b,c) Nonradical reactions of PLA degradation [116]. (d) Hydroperoxide formation and decomposition during the thermal oxidation of PLA [118].
Additional interesting polymer materials to discuss are polyolefins (entry 3 in Table 3), comprising materials such as polypropylene (PP), high-density polyethylene (HDPE), and low-density polyethylene (LDPE). These materials are composed of carbon and hydrogen atoms and during degradation chain fission, chain branching (e.g., via macropropagation), and crosslinking are possible. It has been claimed that more branched structures such as LDPE are more susceptible to crosslinking or chain branching reactions during extrusion compared to more linear polymers [95,119].
The degradation mechanisms of PE, in the presence of a low amount of oxygen has been studied by Holmström and Sörvik [120,121,122], and typical reactions are summarized in Figure 11. Initiation degradation reactions are shown in Figure 11a. The quick formation of peroxide radicals is followed by hydrogen abstraction with hydroperoxide formation (Figure 11b). Subsequent reactions (Figure 11c) result in the formation of aldehydes, ketones, or hydroxyl compounds and other alkyl radicals. The reaction of a polymer chain with formed radicals leads to an auto-oxidation (Figure 11d), for which R• may be an alkyl radical, RO•, ROO•, or HO•. Important termination reactions involving alkoxy radicals are shown in Figure 11e. Other termination pathways leading to an increase of the average molar mass, including chain branching, are reported in Figure 11f.
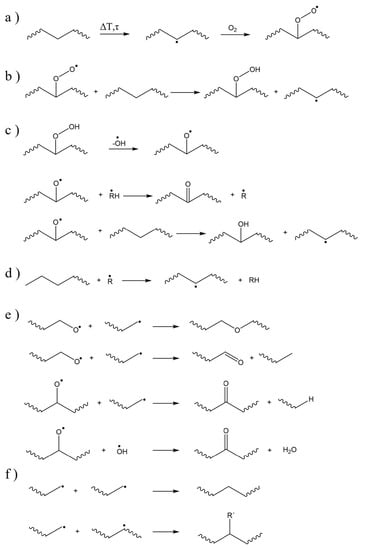
Figure 11.
Examples of thermal-oxidative degradation reactions for polyethylene including (a) degradation initiation via a general chain transfer, (b) hydrogen abstraction leading to the formation of hydroperoxides, (c) possible products following the hydroperoxide decomposition, (d) auto-oxidation of PE, (e) possible termination with alkoxy radicals, and (f) termination of alkyl radicals [122]. R• being an alkyl radical, RO•, ROO•, or HO•.
Due to the presence of tertiary carbons in the backbone of PP (see Table 3), in contrast with PE, its degradation mechanism is chain fission driven [123,124], decreasing the average molar mass. Figure 12 gives an overview of typical reactions for PP degradation, again in the presence of oxygen. Figure 12a displays a degradation initiation with the radical formed reacting with oxygen in Figure 12b. Hydroperoxide is formed by abstracting a hydrogen from a tertiary carbon, which has a lower activation energy than an abstraction reaction on a secondary carbon [65]. This preferred abstraction can be intermolecular (Figure 12c) or intramolecular (Figure 12d). Furthermore, the radicals may decompose via β-scission, yielding, for instance, ketones, aldehydes, and other alkyl radicals (Figure 12e), with termination reactions for low-oxygen-containing atmospheres shown in Figure 12f.
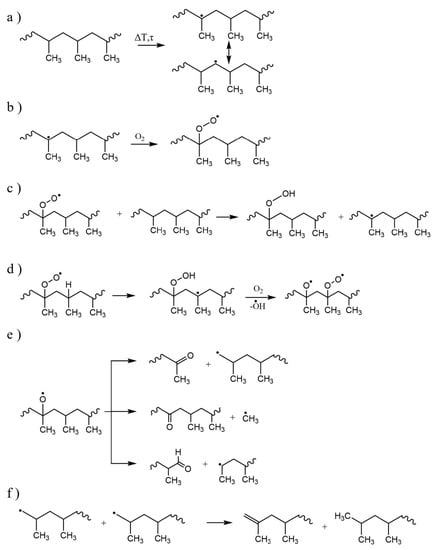
Figure 12.
Examples of thermal-oxidative degradation reactions for polypropylene. (a) Degradation initiation, (b) reaction of radical with oxygen, (c) intermolecular and (d) intramolecular hydroperoxide formation, (e) formation of oxygenated functional groups, and (f) termination.
4. Experimental and Modeling Techniques to Assess and Quantify Polymer Degradation
Irreversible structural changes of polymers are typically investigated by a set of experimental characterization techniques which provide information on the type of degradation mechanism by tracking the molecular properties (e.g., chemical composition, average chain length, chain length distribution, and branching and crosslinking level), the material properties (e.g., thermal, tensile, and flexural) and the morphology variations (e.g., single vs. multiphase). These experimental characterization techniques include chromatography, rheometry, viscometry, spectroscopy, thermal analysis, microscopy, and mechanical testing, with a summary provided in Figure 13a.
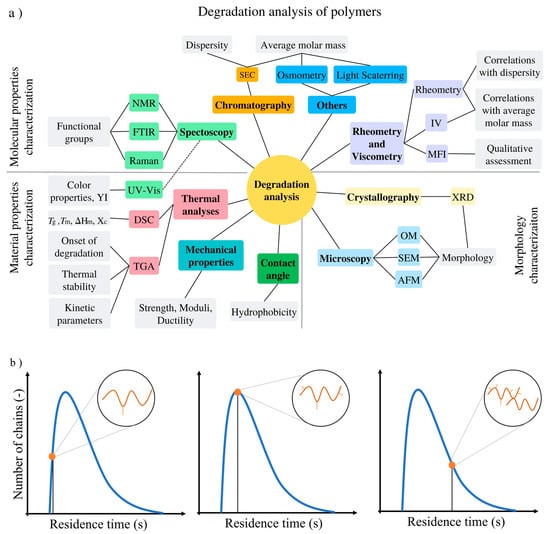
Figure 13.
(a) Experimental characterization techniques to assess polymer degradation during processing, either on the molecular, morphological, or material level; SEC: size exclusion chromatography; NMR: nuclear magnetic resonance; FTIR: Fourier-transform infrared; IV: intrinsic viscosity; MFI: melt flow index; UV-Vis: ultraviolet-visible spectrophotometry; DSC: differential scanning calorimetry; TGA: thermogravimetric analysis; YI: Yellowness index; Tg: glass transition temperature; Tm: melt temperature; Tc: crystallization temperature; ΔHm: enthalpy of fusion; Xc: degree of crystallinity; XRD: X-ray diffraction; OM: optical microscopy; SEM: scanning electron microscopy; and AFM: atomic force microscopy. (b) Complementary strength of modeling tools focusing on coupled matrix-based Monte Carlo simulations [125,126,138], delivering the molecular structure of individual molecules (here only one shown) according to their residence time during extrusion-based mechanical recycling.
Complementary (kinetic) modeling can be applied in which typically average properties are compared to experimental data [125,126,127,128,129,130,131,132,133,134,135,136,137] and subsequently the model is employed to provide additional information that is hard to access experimentally. A differentiation can be made between deterministic and stochastic modeling tools. With increasing computer capacity, specifically in the recent decades, Monte Carlo methods have become specifically interesting. For example, as shown in Figure 13b, coupled matrix-based Monte Carlo simulations [125,126] allow one to track the functional groups, branches, and monomer sequences of individual chains as they come out of a processing unit, allowing a more detailed understanding of the specific molecules that are being degraded, e.g., one can determine if the attack is happening in the lower or higher chain length region and if the mixing pattern in the processing equipment is altering this division. Moreover, a broad range of processing conditions can be scanned a priori to assess the degradation potential of a given polymeric material either under conventional or AM processing conditions, including also conditions leaning toward full degradation, and thus, chemical recycling.
In what follows, a concise description is given of the three experimental characterization groups in Figure 13a, making a link to available theoretical tools.
4.1. Molecular Properties Characterization
Chromatography, rheometry, and viscometry are the most important characterization techniques employed in the assessment of degradation during processing, as they are very sensitive to (average) molar mass variations [139]. Size exclusion chromatography (SEC) provides the dispersity (Đ), the average molar masses of the polymer such as the number average molar mass (Mn), the mass average molar mass (Mm), and the z-average molar mass (Mz), as well as the molar mass distribution. Nevertheless, static light scattering and osmometry may also be used to determine Mm and Mn, respectively [140]. These techniques are especially useful in case the polymer has an insoluble fraction in its structure, caused by crosslinking or branching reactions during degradation, leading to the formation of a microgel.
Furthermore, linear viscoelastic measurements in a parallel plate rheometer or capillary rheometer allow to obtain flow curves, which via extrapolation allow the determination of the zero-shear melt viscosity (η0). This viscosity parameter may be correlated with Mm, for linear polymers often expressed by an empirical power law (; K: proportionality factor; a = 3.5 ± 0.2) [141]. A similar expression named the Mark–Houwink(–Sakurada) (MH(S)) equation is used to estimate the average molar mass from intrinsic viscosity measurements in solution ( [141]. In general, more complex relations can be obtained via rheokinetic analysis, which associates the reaction kinetics (e.g., degradation) with rheological constitutive models [142,143,144].
Another parameter of importance for degradation analysis obtained via rheometry is the relaxation time (λ), which is related to the molecular structure of the material [145]. The dispersity of polymers may also be assessed via rheological analysis either via the storage modulus (G’) or via correlations with viscosity [141]. This may be especially useful to estimate the dispersity of polymers which are difficult to analyze via SEC [146,147]. Another technique commonly applied to give a qualitative insight on the degradation of the materials is the melt flow index (MFI). The MFI value indicates the easiness that the material flows. If there is a decrease in the average molar mass of the material, the tendency is that it will flow easily, increasing the MFI.
Spectroscopic techniques measure the behavior of a material in response to electromagnetic irradiation. The most common tool is Fourier-transform infrared (FTIR) spectroscopy, which is a vibrational spectroscopic technique. The different types of interatomic bond vibrations existing in organic molecules, polymers, and composites have been investigated [148] so that it is possible to identify and track changes regarding functional groups present in the polymer, e.g., because of degradation. Specifically, carbonyl (>C=O) and hydroxyl (-O-H) vibrational regions are of interest upon analyzing the FTIR spectra of polymers which underwent degradation, located around 1600–1800 cm−1 and 3200–3600 cm−1, respectively [65]. For instance, the rate of carbonyl formation can be used to follow oxidative degradation in some polymers [15,149]. In any case, a dedicated computational analysis of spectra is needed [150].
Similar to FTIR, Raman spectroscopy is classified as a vibrational spectroscopic technique, which may be used to monitor chemical species. In this case, the inelastic scattering of light is used to analyze vibrational and rotational modes of molecules [148]. Raman spectroscopy has also been employed to in-line monitor the degradation of PP during processing [151]. In-line characterization methods allow one to determine degradation quickly without destroying the material. Another interesting spectroscopic technique is nuclear magnetic resonance (NMR), which is one of the most important tools for the analysis of substances, specifically in the polymer synthesis field. NMR may resolve the structure of the polymer, and has therefore been used to probe the chemical variations during their degradation. For instance, the crosslinking degree in polymers undergoing degradation has been assessed [88,152,153]. Likewise, the detection of new functional groups formed due to degradation can be evaluated [154,155]. NMR can provide exact oxidation levels in a material but is more limited in the cases where solid samples (or very high molar mass samples) need to be analyzed, or the oxidation levels are low [156]. In addition, dynamic NMR may be used to probe specimens which undergo physical or chemical changes with time [38]. More information on NMR techniques can be found elsewhere [157,158].
It is important to point out that some (spectroscopic) techniques do not necessarily identify changes in the molecular structure of degraded samples in the early stages of degradation. For instance, FTIR and NMR are popular methods for degradation characterization; however, they can be ineffective at defining small structural changes [139]. Furthermore, sometimes the oxygen content inside the extruder is low enough to avoid the formation of measurable carbonyl quantities by the FTIR technique [159]. Therefore, upon studying low extents of degradation as in the context of mechanical recycling, rheometry and chromatography may be the most sensitive tools in identifying the molecular changes. In any case, the complementary information obtained by modeling tools is highly relevant.
4.2. Morphology Characterization
Variations on the morphology of polymers because of degradation can be detected with microscopic techniques such as optical microscopy (OM), scanning electron microscopy (SEM), and atomic force microscopy (AFM) [13,160]. Furthermore, X-ray diffraction techniques may be used to resolve morphological features such as size, distribution, and orientation of crystallites and lamellae of polymers, contributing to the study of their degradation [161]. The modeling field is less developed here compared to the molecular/micro-scale, which is understandable as in general our knowledge regarding chemical/material processes is still more basic on the so-called meso-scale. Interesting modeling approaches have although been developed; for instance, the work of Vonka and Kosek [162] puts forward that the morphology evolution of hetero-phase polymers that undergo phase separation and inversion during their formation can be captured. These authors studied the phase separation occurring in high impact polystyrene (HIPS) during mixing, indicating phase inversion settling as a function of the frequency of mixing.
4.3. Material Properties Characterization
Thermal analysis is broadly applied for the study of polymer degradation. For instance, thermogravimetric analysis (TGA) allows tracking variations on the thermal stability of polymers and the onset of degradation either in the absence or in the presence of oxygen [15,163,164]. It is also possible to study the degradation kinetics of polymers subjected to different heating programs with this technique [165].
Furthermore, differential scanning calorimetry (DSC) is commonly used to monitor variations of Tg, Tm, and crystallization temperature (Tc). In addition, for semi-crystalline polymers, the enthalpy of fusion (ΔHm) is used to calculate their degree of crystallinity (χc). However, the same lack of sensitivity reported for NMR and FTIR to track early stages of degradation may be evident for thermal analysis techniques such as DSC and TGA [139].
Additionally, ultraviolet-visible (UV-Vis) spectrophotometry is a technique commonly employed to measure color variations of polymers which underwent degradation. For instance, so-called yellowing is an usual degradation outcome for manufactured polymer parts [166] and the color properties obtained via UV-Vis may be translated into a Yellowness Index (YI), which supports the assessment of degradation of the material. For instance, this technique has also been used in-line to track color changes of poly(L-lactic acid) (PLLA) undergoing extrusion [167].
Degradation has a strong influence on the mechanical properties of polymers as well. For example, predominance of crosslinking over chain fission increases the tensile strength while decreasing the elongation at break [65]. The reverse effects are observed for dominant chain fission. The influence of degradation on the mechanical properties is usually assessed via impact and tensile tests, tracking the impact resistance, tensile strength, tensile modulus, and elongation at break of the polymer [168,169,170].
In addition, water contact angle measurement is a valuable tool to assess polymer degradation, by providing an indication on the hydrophobicity/hydrophilicity of the polymer (surface). Higher contact angles indicate that the material has a higher hydrophobic character. Oxygenated functional groups formed due to degradation may alter this character and the material becomes more hydrophilic, exhibiting smaller contact angles [171]. Furthermore, changes in the surface morphology of the material due to degradation may also change its hydrophobic character [172].
5. Manufacturing Case Studies to Assess Degradability
The influence of single extrusion, multiple extrusion, AM, and injection molding on polymeric degradation has been broadly studied in the past decades. For instance, degradation has been assessed for PLA and PLLA [167,173,174,175,176], poly(ethylene terephthalate) (PET) [177,178], PS [42,179,180,181], ABS [182,183,184], HIPS [185,186,187], PP [93,151,159,188,189,190,191], HDPE [139,188,192], LDPE [140], and poly(methyl methacrylate) (PMMA) [42]. To highlight the advances made, an overview of the most important findings is given in this section. In case study format, polyesters, styrene-based materials, and polyolefins are considered. A special subsection is also devoted to additive manufacturing.
5.1. Manufacturing of Polyesters
Taubner et al. [173] investigated the influence of moisture, processing temperature, and screw speed on the degradation of PLLA during melt extrusion. The authors identified a higher level of degradation in cases when elevated temperatures and low screw speeds were employed. This was attributed to the increased residence time of the material in the extruder and the activated nature of degradation reactions. Wang et al. [167] also showed that by increasing the residence time of PLLA in the extruder, the degradation becomes more pronounced. Furthermore, they highlighted that the decrease of the average molar mass of the material could be mainly attributed to thermal degradation for a dried material. In cases when the material is not dried, hydrolysis also plays a role for the degradation, further decreasing its average molar mass.
Mysiukiewicz et al. [174] investigated the effects of extrusion temperature and screw speed of a co-rotating twin-screw extruder on the properties of different grades of PLA. The materials underwent thermo-mechanical and thermal-oxidative degradation under high processing temperatures and low screw speeds, again due to the increased residence time condition. Structural changes were monitored via rheological measurements, perceived by the significant decrease in the zero-shear viscosity under these conditions. Aldhafeeri et al. [175] discussed that the processing parameters which increase the residence time, i.e., lower screw rate, lower feed rates, a quad screw extruder, and kneading blocks, result in a more pronounced degradation of PLA, confirmed by the reduction in the zero-shear viscosity. Additionally, the PLA grades with a low starting viscosity were less susceptible to degradation than the ones with a high starting viscosity at higher screw speeds [174]. In addition, Oliveira et al. [176] studied the effect of temperature, shear, and oxygen on the degradation of PLA. The authors found out that thermo-mechanical degradation induced a higher degree of irreversible structural changes for the material than thermal-oxidative degradation.
Alongside PLA, emphasis has also been on the processing of PET. For example, Spinacé and de Paoli [177] studied the effects of multiple extrusion cycles on PET properties. They observed a dramatic change of the mechanical properties after few extrusion cycles. The MFI, carboxylic end group content, and color properties changed right after the first processing cycle, while no changes in thermal properties could be recorded. Al-AbdulRazzak and Jabarin [178] in turn assessed the effects of moisture, temperature, and type of resin on the degradation of PET processed via injection molding. The authors concluded that the contribution of the distinct types of degradation to the overall (average) molar mass decrease depends on the processing conditions. For a high moisture content, the most important degradation mechanism is hydrolysis. In contrast, for low moisture contents, thermal and thermal-oxidative degradation become the most important degradation mechanisms. Additionally, material grades with a higher initial carboxyl content led to higher levels of carboxyl end-group generation because of hydrolysis. In turn, the rate of hydrolysis increased due to an autocatalytic mechanism promoted by these newly formed groups.
5.2. Manufacturing of Styrene-Based Materials
Whitlock and Porter [179] studied the source of degradation of PS during its extrusion in a capillary rheometer. The role of the temperature, initial average molar mass, and type of atmosphere were evaluated. At higher processing temperatures, the decrease in the average molar mass is more pronounced, indicating a more severe degradation. The measurement of the average molar mass at different concentric sections of extrudates indicated the existence of an (average) molar mass gradient throughout the specimen, with a reduced molar mass close to barrel, in comparison to the middle of the extrudate, which exemplifies the effect of shear on the degradation process. The authors also put forward that differences between the initial molar mass affect the rate of degradation, as the highest molar mass species were most subjected to shear-induced degradation. In addition, processing the materials in air led to a higher level of degradation, compared to processing under nitrogen, highlighting that air present in any conventional processing scheme may play a prominent role in the degradation of PS.
La Mantia et al. [180] processed PS at different screw speeds, temperatures, and processing times, evidencing that by increasing the shear rate, the degradation of the material was also increased. They also corroborate the work of Whitlock and Porter [179], stating that processing in air caused a more severe degradation, due to a combined action of oxygen, temperature, and mechanical stresses.
Capone et al. [42] explored the degradation of PS (and PMMA) during processing at different temperatures and using different screw speeds. They also evaluated the thermal stability of the polymer in the capillary rheometer, showing that in the absence of mechanical stresses and limited contact to oxygen, thermal-oxidative degradation is insignificant at temperatures below 210–230 °C. The authors pointed out that a low screw speed may induce the degradation of PS partially due to longer residence times. Finite element method (FEM) simulations suggested that at the highest rates, wall slippage phenomena may occur, which reduce the actual mechanical stress in the extruded polymers and may be a reason why the degradation level is smaller at high shear rates than first expected. In addition, the increase in temperature led to a reduction in the viscosity of the materials, confirming that combined effects of temperature and mechanical stresses can accelerate degradation in a synergistic mode. Furthermore, an estimation of the temperature along the barrel and in the channel sections via simulation showed a continuous temperature increase up to the extruder head, corresponding to output temperatures 20 to 60 °C higher than the set temperature.
Upon assessing ultrahigh speed extrusion of PS, Farahanchi et al. [181] also measured an overshoot in the processing temperature. In their case, it was as high as 33 °C at the highest rotation speed employed (4000 rpm). Because of the high screw speeds used in their study, the mechanical stresses were the key factor causing a decrease in the viscosity and average molar mass of PS.
Other styrenic polymers that have been investigated in terms of degradation during processing are ABS and HIPS, which are rubber-modified polymers, as described before. For instance, Karahaliou and Tarantili [182] investigated the effect of multiple extrusion cycles on ABS degradation. Even though the material exhibited yellowing and variations in FTIR spectra due to oxidation, no strong variations for its mechanical properties and MFI were witnessed. Similarly, Boldizar and Möller [183] reported minor degradation for ABS after multiple extrusion cycles, with only an increase for the elongation at break of the material. On the contrary, Salari and Ranjbar [184] reported degradation of the polybutadiene (PB-g-SAN) phase of ABS as the most important aspect to influence the properties of the material after multiple processing cycles, leading to yellowing, reduced elongation at break, lower impact strength, and an increased MFI. In addition, Kalfoglou and Chaffey [185] investigated the relevance of the processing temperature and the use of successive processing on the degradation of HIPS. During regular processing, the properties of HIPS changed only to a small extent. A decrease in elongation at break and impact resistance for HIPS after several processing cycles, or at high processing temperatures, was reported and attributed to the variations of the morphology of the material. A decrease at the interface quality between both PB and SAN phases was highlighted because of shearing, leading to agglomeration of particles, directly influencing the properties. Furthermore, the PS matrix also underwent degradation, presenting a reduced average molar mass.
Vilaplana et al. [186] also assessed the influence of multiple extrusion cycles on the degradation of HIPS. They reported that (multiple) processing does not strongly affect the material properties, suggesting a low degree of degradation. Nevertheless, a slight increase in the MFI, with a reduction for the elongation at break and an increase in tensile strength were reported after few extrusion cycles. Furthermore, it was discussed how changes in the chemical structure of HIPS were induced because of processing, with the formation of oxidative moieties and the consumption of part of the unsaturations. Parres and Crespo [187] also indicated that the extrusion process of HIPS slightly affects its mechanical and thermal properties. The authors highlighted the design of new materials less prone to degradation, with the addition of styrene–butadiene rubber (SBR) and styrene–ethylene–butylene–styrene (SEBS).
5.3. Manufacturing of Polyolefins
Hinsken et al. [188] studied the thermal-oxidative and thermo-mechanical degradation of PP and HDPE during multiple extrusions. For PP, it was found that the average molar mass decreases after every extrusion pass via chain fission, resulting from the β-scission of alkoxy radicals, the breakdown of peroxy radicals, and shear. The first extrusion pass promoted the most significant decrease in the average molar mass, and this may be influenced by the increased shear (due to the high molar mass), as previously discussed for PS.
A similar study was conducted by Da Costa et al. [189], although with a deeper focus on the rheological property changes of PP undergoing multiple extrusion cycles. The rheological properties of PP change after multiple cycles of extrusion, not only by a viscosity decrease but also by the reduction of the elasticity of the polymer melt. The authors pointed out that the factors which are important in determining the rate of degradation are the average residence time and residence time distribution. The effect of the screw element types on the degradation of PP was also assessed. Moreover, Canevarolo and Babetto [190] reported that use of kneading blocks at 90° caused a higher degree of degradation to the material compared to left-handed conveying elements. This was attributed to a lower oxidation level, because of the lower amount of oxygen available inside the barrel.
More recently, the degradation of PP has been monitored in-line via Raman Spectroscopy [151]. The results showed a good relationship with SEC measurements, MFI, and tensile properties, indicating that free radicals were terminated with oxygen-containing functional groups instead of methyl groups, and that long chains were more easily damaged in the extrusion.
Gonzáles-Gonzáles et al. [93] assessed the effects of extrusion temperature and extrusion cycles on the degradation of PP as well. While not evidencing oxidation during extrusion of PP, as seen via FTIR, the authors observed a big drop of the average molar masses and a lowering of the dispersity after each extrusion cycle. This effect was more pronounced at higher temperatures. da Costa et al. [191] carried out a similar study and they reported that degradation is more pronounced at high shear levels than at high temperatures, with a strong influence on the thermal properties and break properties due to the degradation of the material via chain fission.
Upon studying HDPE, Hinsken et al. [188] showed that chain branching and crosslinking reactions resulted in an increase of the average molar mass of the polymer. These reactions were favored compared to chain fission, which was happening simultaneously, in contrast with what was observed for PP. Moss and Zweifel [192] also studied the effects of multiple extrusion in HDPE and discussed that depending on the type of HDPE used, the degradation could be either via chain fission or crosslinking, resulting in a decreased or increased average molar mass, respectively. Their study reveals that vinyl group reactions are primarily responsible for the average molar mass increase, as the increase correlates with a higher content of vinyl groups originally present.
The increase in viscosity of HDPE due to processing has also been reported in injection molding by Rex et al. [139] and was also attributed to degradation via crosslinking, branching, or chain extension. The authors put forward several important factors for the occurrence of fission, namely a low terminal vinyl group content, the presence of oxygen in the environment, and a high average chain length. Consistently, they highlighted that branching and crosslinking are favored over fission due to the oxygen deficient conditions of the injection molding process, limiting the transformation of alkyl radicals into peroxy radicals, as well as due to the relatively short average polymer chain lengths used.
The degradation of LDPE has also been subject of research. For example, Zatloukal et al. [140] observed that the average molar mass of LDPE gradually increased after different processing cycles. The authors discussed that chain fission (scission), branching, crosslinking, and gel formation occur simultaneously, with chain fission prevailing in processing for one or two cycles and microgel formation occurring after this. The authors indicated that the prevailing degradation mechanism of LDPE is the formation of more supramolecular structures via crosslinking, which ultimately form microgel particles.
Hence, depending on the type of polymer being manufactured, the material and processing parameters may promote chain fission, branching, or crosslinking during processing. Overall, it can be stated that processing parameters which increase the residence time of the material will lead to degradation (cf. Figure 14), that processing temperatures must be carefully chosen, and that the materials must be properly dried to reduce degradation. In addition, the combination of these parameters may act synergistically, leading to a more severe degradation.
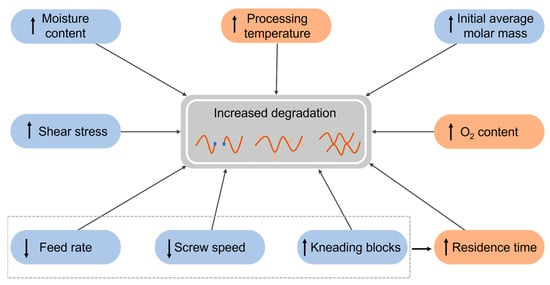
Figure 14.
Summary of the influence of processing parameters on the degradation of polymers, with the most important parameters highlighted in orange.
5.4. Additive Manufacturing
Jagenteufel et al. [193] studied the degradation of ABS and PP during FFF and they concluded that the printing process resulted in negligible degradation in both materials, because of the short exposure time to high temperatures. Nevertheless, Wojtyła et al. [194] put forward that materials commonly used for 3D printing may emit both volatile organic compounds (VOCs) and ultrafine particles during processing. The authors state that ABS can be a source of potentially harmful VOCs in the temperature range of the FFF process.
Fernandez et al. [195] assessed the influence of the filament production, the printing temperature, and the printing velocity on the degradation of copolyesters. It was observed that printing at lower velocities and at higher temperatures led to an increased degradation of one of the material grades assessed. The temperature was the most important factor in the degradation, as seen by the dramatic decrease in complex viscosity and relaxation time for this material, implying a decrease in its average molar mass. Nevertheless, the mechanical properties of the printed parts were not reduced as an effect of degradation as the coalescence between deposited layers was slightly improved at higher temperatures. However, the printing temperature parameter can only be tuned to a certain extent, as a further increase in printing temperature may result in polymer degradation, when the onset temperature for degradation is reached [26,113,196,197].
Other materials used in EAM often exhibit low thermal stability and are prone to degradation, limiting their processing parameters and recyclability. Spoerk et al. [198], for example, assessed the thermal stability of commercial filaments for FFF by means of rheological time sweep tests. They showed that PETG, thermoplastic copolyester elastomer (TPC), and PLA exhibit a decrease in viscosity after few seconds of testing, indicating a low thermal stability, whereas ABS exhibited an increase in the viscosity with time, probably due to the degradation of polybutadiene phase via crosslinking. Furthermore, Ahlinder et al. [199] evaluated the process induced degradation for aliphatic polyesters, PLLA, poly(ε-caprolactone) (PCL), and copolymers for tissue engineering applications, i.e., poly (ε-caprolactone-co-L-lactide) (PCLA) and poly(L-lactide-co-trimethylene carbonate) (PLATMC), that commonly undergo degradation during processing. Due to the low shear rate in the extruder (2 s−1), their process was mostly controlled by temperature. The degradation was monitored via SEC, evaluating the Mn variation of the materials before and after each processing step. PLLA showed a reduction in Mn of approximately 12 and 17% from pellet to filament and from pellet to 3D printed scaffold, respectively. The changes in Mn from pellets to 3D printed scaffold utilizing PCL, PCLA, and PLATMC were 3, 6, and 4%, respectively, indicating low levels of degradation for these materials. The authors concluded that by tailoring the extrusion and FFF processing parameters, it is possible to use FFF for scaffold fabrication of the materials investigated.
Gradwohl et al. [200] evaluated the type of EAM process on the degradation of poly(L-lactide-co-glycolide) (PLGA) copolymer. In the first process, the polymer was extruded into a filament which was further used to manufacture 3D printed parts in a commercial printer via FFF. In the second process, the pellets were directly fed into a pellet-based 3D printer (PBAM) to obtain 3D printed parts. These authors observed a decrease in Mn and Mm on the specimens fabricated via both processes. The Mn of the pellets was reduced by 19 and 26% for FFF and PBAM, respectively. The more pronounced degradation via PBAM was attributed to the longer residence time of the material in the micro-extruder, related to the lower printing speed employed. Furthermore, successive prints exhibited even more lowered Mn and Mm values for the PBAM process, indicating that the PBAM settings should be further optimized. This was also observed for syringe-based 3D printing of PLGA based scaffolds, which induced more severe degradation than scaffolds produced via FFF in cases of printing with too-long melting times [201].
La Gala et al. [202] recently compared the properties of ABS and PLA produced via FFF and PBAM. Via FTIR, a higher degree of degradation of ABS manufactured via FFF compared to PBAM has been reported. No significant differences regarding degradation were found for PLA processed via both techniques. In a follow-up study, the effects of printing parameters and technique on the degradation and macroscopic properties have been studied for PS and ABS [7]. The FFF process generated for ABS more fission (scission), as the mechanical loading in the filament production step is high, whereas in the PBAM process more crosslinking was evident, thus a higher thermal loading took place. With PS, fission always occurred with FFF more because it uses two processing steps instead of one, specifically for higher printing temperatures.
6. Conclusions
We have reviewed the most important degradation pathways for polymers during processing, including the virgin production, the mechanical recycling, and the additive manufacturing, mainly differentiating between thermal, thermo-mechanical, thermal-oxidative degradation, and hydrolysis. Even though several reaction pathways are already established, the understanding of specific degradation mechanisms for a given polymer system are still lacking. In this context, it is relevant to further combine experimental techniques commonly used to characterize polymer degradation as well as to further combine these techniques with modeling. Special attention should be paid to chromatography and rheometry, as they can be seen as sensitive techniques to capture molecular changes, even at initial stages of degradation.
Case studies on the degradation of polyesters, styrene-based polymers, and polyolefins using conventional processing have been addressed. They aimed at assessing the effects of processing parameters on the degradation during processing. Among these parameters, the most important are the processing temperature, processing speed, feed rate, screw type, and screw elements. Molecular properties have been also explored, especially the initial average molar mass of the polymer, and in some situations, the grade of material. Other important insights have been provided by recyclability studies that assess the effects of multiple extrusion on the properties of the polymer materials. Overall, it can be stated that parameters which increase the residence time will induce a higher degree of degradation of the material. Furthermore, the processing temperature must be carefully chosen, as at too elevated temperatures the polymer materials are becoming too prone to degradation.
The volume of literature concerning polymer degradation during extrusion-based additive manufacturing (EAM) is remarkably smaller than during conventional processing, which can be partially understood by their more recent development. However, research covering degradation during conventional processing in the past decades may also be incorporated, at least to certain extent, for these newer manufacturing techniques. It is of note that FFF includes two processing steps, which may further contribute to the degradation of the printed polymeric materials, as they are subjected to factors which induce degradation twice prior to their use.
Author Contributions
Conceptualization, D.V.A.C., M.E., L.C. and D.R.D.; methodology, D.V.A.C. and M.E.; formal analysis, D.V.A.C.; investigation, D.V.A.C., M.E., L.C. and D.R.D.; resources, L.C.; writing—original draft preparation, D.V.A.C. and M.E.; writing—review and editing, D.V.A.C., M.E., L.C. and D.R.D.; supervision, L.C. and D.R.D.; All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Special Research Fund (Bijzonder Onderoeksfonds-BOF) of Ghent University, under a Concerted Research Actions Project (Geconcerteerde onderzoeksacties—GOA) under the number BOF.GOA.2018.0002.03.
Data Availability Statement
Data are available upon reasonable request to the corresponding author.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Jones, R.G.; Wilks, E.S.; Metanomski, W.V.; Kahovec, J.; Hess, M.; Stepto, R.; Kitayama, T. (Eds.) Compendium of Polymer Terminology and Nomenclature; Royal Society of Chemistry: Cambridge, UK, 2009; ISBN 978-0-85404-491-7. [Google Scholar]
- Moens, E.; De Smit, K.; Marien, Y.; Trigilio, A.; Van Steenberge, P.; Van Geem, K.; Dubois, J.-L.; D’hooge, D. Progress in Reaction Mechanisms and Reactor Technologies for Thermochemical Recycling of Poly(methyl methacrylate). Polymers 2020, 12, 1667. [Google Scholar] [CrossRef]
- De Smit, K.; Wieme, T.; Marien, Y.W.; Van Steenberge, P.H.M.; D’hooge, D.R.; Edeleva, M. Multi-scale reactive extrusion modelling approaches to design polymer synthesis, modification and mechanical recycling. React. Chem. Eng. 2022, 7, 245–263. [Google Scholar] [CrossRef]
- Scaffaro, R.; Maio, A.; Sutera, F.; Gulino, E.; Morreale, M. Degradation and Recycling of Films Based on Biodegradable Polymers: A Short Review. Polymers 2019, 11, 651. [Google Scholar] [CrossRef] [PubMed]
- Ito, M.; Nagai, K. Degradation issues of polymer materials used in railway field. Polym. Degrad. Stab. 2008, 93, 1723–1735. [Google Scholar] [CrossRef]
- Ragaert, K.; Delva, L.; Van Geem, K. Mechanical and chemical recycling of solid plastic waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef] [PubMed]
- Ceretti, D.V.A.; Marien, Y.W.; Edeleva, M.; La Gala, A.; Cardon, L.; D’hooge, D.R. Thermal and Thermal-Oxidative Molecular Degradation of Polystyrene and Acrylonitrile Butadiene Styrene during 3D Printing Starting from Filaments and Pellets. Sustainability 2022, 14, 15488. [Google Scholar] [CrossRef]
- Vilaplana, F.; Karlsson, S.; Ribes-Greus, A. Changes in the microstructure and morphology of high-impact polystyrene subjected to multiple processing and thermo-oxidative degradation. Eur. Polym. J. 2007, 43, 4371–4381. [Google Scholar] [CrossRef]
- de Andrade, M.F.C.; Fonseca, G.; Morales, A.R.; Mei, L.H.I. Mechanical recycling simulation of polylactide using a chain extender. Adv. Polym. Technol. 2018, 37, 2053–2060. [Google Scholar] [CrossRef]
- ISO/ASTM52900-15; Standard Terminology for Additive Manufacturing—General Principles—Terminology (ASTM52900). International Organization for Standardization: Geneva, Switzerland, 2015.
- Bikas, H.; Stavropoulos, P.; Chryssolouris, G. Additive manufacturing methods and modeling approaches: A critical review. Int. J. Adv. Manuf. Technol. 2016, 83, 389–405. [Google Scholar] [CrossRef]
- Tiganis, B.E.; Burn, L.S.; Davis, P.; Hill, A.J. Thermal degradation of acrylonitrile-butadiene-styrene (ABS) blends. Polym. Degrad. Stab. 2002, 76, 425–434. [Google Scholar] [CrossRef]
- Konarzewski, M.; Durejko, T.; Łazińska, M.; Czerwińska, M.; Prasuła, P.; Panowicz, R. Thermo-oxidative aging of the polyoxymethylene (POM), acrylonitrile–butadiene–styrene (ABS) and polycarbonate (PC) polymers—A comparative study. J. Polym. Res. 2022, 29, 236. [Google Scholar] [CrossRef]
- Scott, G. Mechano-chemical degradation and stabilization of polymers. Polym. Eng. Sci. 1984, 24, 1007–1020. [Google Scholar] [CrossRef]
- Hawkins, W.L. Polymer Degradation and Stabilization; Polymers Properties and Applications; Springer: Berlin/Heidelberg, Germany, 1984; ISBN 978-3-642-69378-6. [Google Scholar]
- Gensler, R.; Plummer, C.J.G.; Kausch, H.H.; Kramer, E.; Pauquet, J.R.; Zweifel, H. Thermo-oxidative degradation of isotactic polypropylene at high temperatures: Phenolic antioxidants versus HAS. Polym. Degrad. Stab. 2000, 67, 195–208. [Google Scholar] [CrossRef]
- Gijsman, P. Polymer Stabilization. In Applied Plastics Engineering Handbook; Elsevier: Oxford, UK, 2017; pp. 395–421. ISBN 9780323390408. [Google Scholar]
- Kumar, A.P.; Depan, D.; Tomer, N.S.; Singh, R.P. Nanoscale particles for polymer degradation and stabilization—Trends and future perspectives. Prog. Polym. Sci. 2009, 34, 479–515. [Google Scholar] [CrossRef]
- Chen, J.; Xia, L.; Kong, M.; He, Y.; Lv, Y.; Huang, Y.; Li, G. Optimized design of environmentally-friendly polydopamine nanoparticles for the stabilization of both thermo- and photo-oxidation of polypropylene: Size effects. Polym. Test. 2022, 116, 107795. [Google Scholar] [CrossRef]
- Takacs, K.; Tatraaljai, D.; Pregi, E.; Huszthy, P.; Pukanszky, B. Synthesis and evaluation of a novel natural-based phosphine antioxidant for the thermal stabilization of polyethylene. J. Therm. Anal. Calorim. 2022, 147, 12513–12522. [Google Scholar] [CrossRef]
- Dintcheva, N.T.; Al-Malaika, S.; Arrigo, R.; Morici, E. Novel strategic approach for the thermo- and photo- oxidative stabilization of polyolefin/clay nanocomposites. Polym. Degrad. Stab. 2017, 145, 41–51. [Google Scholar] [CrossRef]
- Shamsuyeva, M.; Endres, H.J. Plastics in the context of the circular economy and sustainable plastics recycling: Comprehensive review on research development, standardization and market. Compos. Part C Open Access 2021, 6, 100168. [Google Scholar] [CrossRef]
- Ghosh, S.K. Circular Economy: Global Perspective; Ghosh, S.K., Ed.; Springer: Singapore, 2020; ISBN 978-981-15-1051-9. [Google Scholar]
- Van Waeleghem, T.; Marchesini, F.H.; Cardon, L.; D’hooge, D.R. Melt exit flow modelling and experimental validation for fused filament fabrication: From Newtonian to non-Newtonian effects. J. Manuf. Process. 2022, 77, 138–150. [Google Scholar] [CrossRef]
- Penumakala, P.K.; Santo, J.; Thomas, A. A critical review on the fused deposition modeling of thermoplastic polymer composites. Compos. Part B Eng. 2020, 201, 108336. [Google Scholar] [CrossRef]
- Turner, B.N.; Strong, R.; Gold, S.A. A review of melt extrusion additive manufacturing processes: I. Process design and modeling. Rapid Prototyp. J. 2014, 20, 192–204. [Google Scholar] [CrossRef]
- Vyavahare, S.; Teraiya, S.; Panghal, D.; Kumar, S. Fused deposition modelling: A review. Rapid Prototyp. J. 2020, 26, 176–201. [Google Scholar] [CrossRef]
- Dezaki, M.L.; Ariffin, M.K.A.M.; Hatami, S. An overview of fused deposition modelling (FDM): Research, development and process optimisation. Rapid Prototyp. J. 2021, 27, 562–582. [Google Scholar] [CrossRef]
- Salifu, S.; Desai, D.; Ogunbiyi, O.; Mwale, K. Recent development in the additive manufacturing of polymer-based composites for automotive structures—A review. Int. J. Adv. Manuf. Technol. 2022, 119, 6877–6891. [Google Scholar] [CrossRef]
- Najmon, J.C.; Raeisi, S.; Tovar, A. Review of additive manufacturing technologies and applications in the aerospace industry. In Additive Manufacturing for the Aerospace Industry; Elsevier: Amsterdam, The Netherlands, 2019; pp. 7–31. ISBN 9780128140635. [Google Scholar]
- Salmi, M. Additive manufacturing processes in medical applications. Materials 2021, 14, 191. [Google Scholar] [CrossRef] [PubMed]
- Paolini, A.; Kollmannsberger, S.; Rank, E. Additive manufacturing in construction: A review on processes, applications, and digital planning methods. Addit. Manuf. 2019, 30, 100894. [Google Scholar] [CrossRef]
- Gonzalez-Gutierrez, J.; Cano, S.; Schuschnigg, S.; Kukla, C.; Sapkota, J.; Holzer, C. Additive manufacturing of metallic and ceramic components by the material extrusion of highly-filled polymers: A review and future perspectives. Materials 2018, 11, 840. [Google Scholar] [CrossRef]
- Song, D.; Xu, Y.; Liu, S.; Wen, L.; Wang, X. Progress of 3D Bioprinting in Organ Manufacturing. Polymers 2021, 13, 3178. [Google Scholar] [CrossRef]
- Janarthanan, G.; Thavasyappan, T.; Hong, S.; Noh, I. Chapter 2. Introduction to Hydrogel Synthesis and Crosslinking Methods for Developing Bioinks for 3D Bioprinting. In Injectable Hydrogels for 3D Bioprinting; Royal Society of Chemistry: Cambridge, UK, 2021; pp. 21–47. [Google Scholar]
- Gijsman, P. Review on the thermo-oxidative degradation of polymers during processing and in service. E-Polymers 2008, 8, 727–760. [Google Scholar] [CrossRef]
- Pickett, J.E.; Coyle, D.J. Hydrolysis kinetics of condensation polymers under humidity aging conditions. Polym. Degrad. Stab. 2013, 98, 1311–1320. [Google Scholar] [CrossRef]
- Kholodovych, V.; Welsh, W.J. Thermal-Oxidative Stability and Degradation of Polymers. In Physical Properties of Polymers Handbook; Mark, J.E., Ed.; Springer: New York, NY, USA, 2007; pp. 927–938. ISBN 978-0-387-31235-4. [Google Scholar]
- Pielichowski, K.; Njuguna, J. Thermal Degradation of Polymeric Materials; Smithers Rapra: Shawbury, UK, 2005; ISBN 9781859574980. [Google Scholar]
- De Smit, K.; Marien, Y.W.; Van Geem, K.M.; Van Steenberge, P.H.M.; D’hooge, D.R. Connecting polymer synthesis and chemical recycling on a chain-by-chain basis: A unified matrix-based kinetic Monte Carlo strategy. React. Chem. Eng. 2020, 5, 1909–1928. [Google Scholar] [CrossRef]
- Gaitanelis, D.; Worrall, C.; Kazilas, M. Detecting, characterising and assessing PEEK’s and CF-PEEK’s thermal degradation in rapid high-temperature processing. Polym. Degrad. Stab. 2022, 204, 110096. [Google Scholar] [CrossRef]
- Carrasco, F.; Santana, O.; Cailloux, J.; Maspoch, M.L. Kinetics of the thermal degradation of poly(lactic acid) obtained by reactive extrusion: Influence of the addition of montmorillonite nanoparticles. Polym. Test. 2015, 48, 69–81. [Google Scholar] [CrossRef]
- Capone, C.; Di Landro, L.; Inzoli, F.; Penco, M.; Sartore, L. Thermal and mechanical degradation during polymer extrusion processing. Polym. Eng. Sci. 2007, 47, 1813–1819. [Google Scholar] [CrossRef]
- Van Steenberge, P.H.M.; Vandenbergh, J.; Reyniers, M.-F.; Junkers, T.; D’hooge, D.R.; Marin, G.B. Kinetic Monte Carlo Generation of Complete Electron Spray Ionization Mass Spectra for Acrylate Macromonomer Synthesis. Macromolecules 2017, 50, 2625–2636. [Google Scholar] [CrossRef]
- Huang, J.B.; Zeng, G.S.; Li, X.S.; Cheng, X.C.; Tong, H. Theoretical studies on bond dissociation enthalpies for model compounds of typical plastic polymers. IOP Conf. Ser. Earth Environ. Sci. 2018, 167, 012029. [Google Scholar] [CrossRef]
- Grunenberg, J. Ill-defined chemical concepts: The problem of quantification. Int. J. Quantum Chem. 2017, 117, e25359. [Google Scholar] [CrossRef]
- Kruse, T.M.; Wong, H.-W.; Broadbelt, L.J. Modeling the Evolution of the Full Polystyrene Molecular Weight Distribution during Polystyrene Pyrolysis. Ind. Eng. Chem. Res. 2003, 42, 2722–2735. [Google Scholar] [CrossRef]
- Sivalingam, G.; Madras, G. Thermal degradation of poly (ε-caprolactone). Polym. Degrad. Stab. 2003, 80, 11–16. [Google Scholar] [CrossRef]
- Ueno, T.; Nakashima, E.; Takeda, K. Quantitative analysis of random scission and chain-end scission in the thermal degradation of polyethylene. Polym. Degrad. Stab. 2010, 95, 1862–1869. [Google Scholar] [CrossRef]
- McNeill, I.C. Thermal degradation mechanisms of some addition polymers and copolymers. J. Anal. Appl. Pyrolysis 1997, 40–41, 21–41. [Google Scholar] [CrossRef]
- Aoyagi, Y.; Yamashita, K.; Doi, Y. Thermal degradation of poly[(R)-3-hydroxybutyrate], poly[ε-caprolactone], and poly[(S)-lactide]. Polym. Degrad. Stab. 2002, 76, 53–59. [Google Scholar] [CrossRef]
- Manring, L.E. Thermal degradation of poly(methyl methacrylate). 4. Random side-group scission. Macromolecules 1991, 24, 3304–3309. [Google Scholar] [CrossRef]
- Ray, S.; Cooney, R.P. Thermal Degradation of Polymer and Polymer Composites. In Handbook of Environmental Degradation of Materials; Elsevier: Oxford, UK, 2018; pp. 185–206. ISBN 9780323524735. [Google Scholar]
- David, C. Thermal Degradation of Polymers. In Comprehensive Chemical Kinetics; Elsevier: Amsterdam, The Netherlands, 1975; pp. 1–173. [Google Scholar]
- Sohma, J. Mechano-radical formation in polypropylene by an extruder action and its after-effects. Colloid Polym. Sci. 1992, 270, 1060–1065. [Google Scholar] [CrossRef]
- Bamford, C.H.; Tipper, C.F.H. (Eds.) Chemical Kinetics: Polymer Degradation; Elsevier: Amsterdam, The Netherlands, 1975; Volume 14, ISBN 3904144987. [Google Scholar]
- Gol’dberg, V.M.; Zaikov, G.E. Kinetics of mechanical degradation in melts under model conditions and during processing of polymers-A review. Polym. Degrad. Stab. 1987, 19, 221–250. [Google Scholar] [CrossRef]
- Edeleva, M.; Zafeiris, K.; Fiorio, R.; D’hooge, D.R.; Chariditis, C.A.; Cardon, L. Increasing sustainability of additive manufacturing techniques: Minimization of degradation and optimization of the printing parameters, Accepted. In Handbook of Circular Plastics Economy; Springer: Berlin/Heidelberg, Germany, 2023; in press. [Google Scholar]
- Zweifel, H. Stabilization of Polymeric Materials; Springer: Berlin/Heidelberg, Germany, 1998; Volume 33, ISBN 978-3-642-80307-9. [Google Scholar]
- Bolland, J.L. Kinetic studies in the chemistry of rubber and related materials. I. The thermal oxidation of ethyl linoleate. Proc. R. Soc. London. Ser. A. Math. Phys. Sci. 1946, 186, 218–236. [Google Scholar] [CrossRef]
- Bolland, J.L.; Gee, G. Kinetic studies in the chemistry of rubber and related materials. III. Thermochemistry and mechanisms of olefin oxidation. Trans. Faraday Soc. 1946, 42, 244. [Google Scholar] [CrossRef]
- Bolland, J.L. Kinetic studies in the chemistry of rubber and related materials. VI. The benzoyl peroxide-catalysed oxidation of ethyl linoleate. Trans. Faraday Soc. 1948, 44, 669–677. [Google Scholar] [CrossRef]
- Gryn’ova, G.; Hodgson, J.L.; Coote, M.L. Revising the mechanism of polymer autooxidation. Org. Biomol. Chem. 2011, 9, 480–490. [Google Scholar] [CrossRef]
- Singh, B.; Sharma, N. Mechanistic implications of plastic degradation. Polym. Degrad. Stab. 2008, 93, 561–584. [Google Scholar] [CrossRef]
- Nguyen, T.Q. Polymer Degradation and Stabilization. In Handbook of Polymer Reaction Engineering; Wiley-VCH Verlag GmbH: Weinheim, Germany, 2008; pp. 757–831. ISBN 9783527310142. [Google Scholar]
- Bracco, P.; Costa, L.; Luda, M.P.; Billingham, N. A review of experimental studies of the role of free-radicals in polyethylene oxidation. Polym. Degrad. Stab. 2018, 155, 67–83. [Google Scholar] [CrossRef]
- Homstrom, A.; Sorvik, E.M. Thermooxidative Degradation of Polyethylene—1 and 2. Structural Changes Occurring in Low-Density Polyethylene, High-Density Polyethylene, and Tetratetracontane Heated in Air. J. Polym. Sci. Polym. Chem. Ed. 1978, 16, 2555–2586. [Google Scholar] [CrossRef]
- Adeniyi, J.B.; Kolawole, E.G. Thermal and photo-degradation of unstabilized ABS. Eur. Polym. J. 1984, 20, 43–47. [Google Scholar] [CrossRef]
- Vert, M.; Li, S.; Garreau, H.; Mauduit, J.; Boustta, M.; Schwach, G.; Engel, R.; Coudane, J. Complexity of the hydrolytic degradation of aliphatic polyesters. Angew. Makromol. Chem. 1997, 247, 239–253. [Google Scholar] [CrossRef]
- Algarni, M.; Ghazali, S. Comparative Study of the Sensitivity of PLA, ABS, PEEK, and PETG’s Mechanical Properties to FDM Printing Process Parameters. Crystals 2021, 11, 995. [Google Scholar] [CrossRef]
- Peterson, A.M. Review of acrylonitrile butadiene styrene in fused filament fabrication: A plastics engineering-focused perspective. Addit. Manuf. 2019, 27, 363–371. [Google Scholar] [CrossRef]
- Hsueh, M.-H.; Lai, C.-J.; Wang, S.-H.; Zeng, Y.-S.; Hsieh, C.-H.; Pan, C.-Y.; Huang, W.-C. Effect of Printing Parameters on the Thermal and Mechanical Properties of 3D-Printed PLA and PETG, Using Fused Deposition Modeling. Polymers 2021, 13, 1758. [Google Scholar] [CrossRef]
- Cojocaru, V.; Frunzaverde, D.; Miclosina, C.O.; Marginean, G. The Influence of the Process Parameters on the Mechanical Properties of PLA Specimens Produced by Fused Filament Fabrication—A Review. Polymers 2022, 14, 886. [Google Scholar] [CrossRef]
- Guessasma, S.; Belhabib, S.; Nouri, H. Printability and tensile performance of 3D printed polyethylene terephthalate glycol using fused deposition modelling. Polymers 2019, 11, 1220. [Google Scholar] [CrossRef]
- Özen, A.; Auhl, D.; Völlmecke, C.; Kiendl, J.; Abali, B.E. Optimization of Manufacturing Parameters and Tensile Specimen Geometry for Fused Deposition Modeling (FDM) 3D-Printed PETG. Materials 2021, 14, 2556. [Google Scholar] [CrossRef]
- Zanjanijam, A.R.; Major, I.; Lyons, J.G.; Lafont, U.; Devine, D.M. Fused Filament Fabrication of PEEK: A Review of Process-Structure-Property Relationships. Polymers 2020, 12, 1665. [Google Scholar] [CrossRef] [PubMed]
- Rinaldi, M.; Ghidini, T.; Cecchini, F.; Brandao, A.; Nanni, F. Additive layer manufacturing of poly (ether ether ketone) via FDM. Compos. Part B 2018, 145, 162–172. [Google Scholar] [CrossRef]
- Yang, C.; Tian, X.; Li, D.; Cao, Y.; Zhao, F.; Shi, C. Influence of thermal processing conditions in 3D printing on the crystallinity and mechanical properties of PEEK material. J. Mater. Process. Technol. 2017, 248, 1–7. [Google Scholar] [CrossRef]
- Arif, M.F.; Kumar, S.; Varadarajan, K.M.; Cantwell, W.J. Performance of biocompatible PEEK processed by fused deposition additive manufacturing. Mater. Des. 2018, 146, 249–259. [Google Scholar] [CrossRef]
- Deng, X.; Zeng, Z.; Peng, B.; Yan, S.; Ke, W. Mechanical properties optimization of poly-ether-ether-ketone via fused deposition modeling. Materials 2018, 11, 216. [Google Scholar] [CrossRef]
- Geng, P.; Zhao, J.; Wu, W.; Ye, W.; Wang, Y.; Wang, S.; Zhang, S. Effects of extrusion speed and printing speed on the 3D printing stability of extruded PEEK filament. J. Manuf. Process. 2019, 37, 266–273. [Google Scholar] [CrossRef]
- Schirmeister, C.G.; Hees, T.; Licht, E.H.; Mülhaupt, R. 3D printing of high density polyethylene by fused filament fabrication. Addit. Manuf. 2019, 28, 152–159. [Google Scholar] [CrossRef]
- Carneiro, O.S.; Silva, A.F.; Gomes, R. Fused deposition modeling with polypropylene. Mater. Des. 2015, 83, 768–776. [Google Scholar] [CrossRef]
- Charlon, S.; Le Boterff, J.; Soulestin, J. Fused filament fabrication of polypropylene: Influence of the bead temperature on adhesion and porosity. Addit. Manuf. 2021, 38, 4–11. [Google Scholar] [CrossRef]
- Spoerk, M.; Gonzalez-Gutierrez, J.; Lichal, C.; Cajner, H.; Berger, G.R.; Schuschnigg, S.; Cardon, L.; Holzer, C. Optimisation of the adhesion of polypropylene-based materials during extrusion-based additive manufacturing. Polymers 2018, 10, 490. [Google Scholar] [CrossRef]
- Liao, G.; Li, Z.; Luan, C.; Wang, Z.; Yao, X.; Fu, J. Additive Manufacturing of Polyamide 66: Effect of Process Parameters on Crystallinity and Mechanical Properties. J. Mater. Eng. Perform. 2022, 31, 191–200. [Google Scholar] [CrossRef]
- Qi, S.; Gao, X.; Su, Y.; Dong, X.; Cavallo, D.; Wang, D. Correlation between welding behavior and mechanical anisotropy of long chain polyamide 12 manufactured with fused filament fabrication. Polymer 2021, 213, 123318. [Google Scholar] [CrossRef]
- Vilaplana, F.; Karlsson, S.; Ribes-Greus, A.; Schade, C.; Nestle, N. NMR relaxation reveals modifications in rubber phase dynamics during long-term degradation of high-impact polystyrene (HIPS). Polymer 2011, 52, 1410–1416. [Google Scholar] [CrossRef]
- Bai, X.; Liang, P.; Zhang, M.; Gong, S.; Zhao, L. Effects of Reprocessing on Acrylonitrile–Butadiene–Styrene and Additives. J. Polym. Environ. 2022, 30, 1803–1819. [Google Scholar] [CrossRef]
- Gonçalves, L.M.G.; Rigolin, T.R.; Frenhe, B.M.; Bettini, S.H.P. On the recycling of a biodegradable polymer: Multiple extrusion of poly (Lactic acid). Mater. Res. 2020, 23, 1–7. [Google Scholar] [CrossRef]
- Hosseini, S.S.; Taheri, S.; Zadhoush, A.; Mehrabani-Zeinabad, A. Hydrolytic degradation of poly(ethylene terephthalate). J. Appl. Polym. Sci. 2007, 103, 2304–2309. [Google Scholar] [CrossRef]
- Saikrishnan, S.; Jubinville, D.; Tzoganakis, C.; Mekonnen, T.H. Thermo-mechanical degradation of polypropylene (PP) and low-density polyethylene (LDPE) blends exposed to simulated recycling. Polym. Degrad. Stab. 2020, 182, 109390. [Google Scholar] [CrossRef]
- González-González, V.A.; Neira-Velázquez, G.; Angulo-Sánchez, J.L. Polypropylene chain scissions and molecular weight changes in multiple extrusion. Polym. Degrad. Stab. 1998, 60, 33–42. [Google Scholar] [CrossRef]
- Andersson, T.; Stålbom, B.; Wesslén, B. Degradation of polyethylene during extrusion. II. Degradation of low-density polyethylene, linear low-density polyethylene, and high-density polyethylene in film extrusion. J. Appl. Polym. Sci. 2004, 91, 1525–1537. [Google Scholar] [CrossRef]
- Jin, H.; Gonzalez-Gutierrez, J.; Oblak, P.; Zupančič, B.; Emri, I. The effect of extensive mechanical recycling on the properties of low density polyethylene. Polym. Degrad. Stab. 2012, 97, 2262–2272. [Google Scholar] [CrossRef]
- Phillips, R.; Glauser, T.; Månson, J.A.E. Thermal stability of PEEK/carbon fiber in air and its influence on consolidation. Polym. Compos. 1997, 18, 500–508. [Google Scholar] [CrossRef]
- Pascual, A.; Toma, M.; Tsotra, P.; Grob, M.C. On the stability of PEEK for short processing cycles at high temperatures and oxygen-containing atmosphere. Polym. Degrad. Stab. 2019, 165, 161–169. [Google Scholar] [CrossRef]
- Su, K.H.; Lin, J.H.; Lin, C.C. Influence of reprocessing on the mechanical properties and structure of polyamide 6. J. Mater. Process. Technol. 2007, 192–193, 532–538. [Google Scholar] [CrossRef]
- Filippone, G.; Carroccio, S.C.; Mendichi, R.; Gioiella, L.; Dintcheva, N.T.; Gambarotti, C. Time-resolved rheology as a tool to monitor the progress of polymer degradation in the melt state—Part I: Thermal and thermo-oxidative degradation of polyamide 11. Polymer 2015, 72, 134–141. [Google Scholar] [CrossRef]
- Suzuki, M.; Wilkie, C.A. The thermal degradation of acrylonitrile-butadiene-styrene terpolymei as studied by TGA/FTIR. Polym. Degrad. Stab. 1995, 47, 217–221. [Google Scholar] [CrossRef]
- Allen, N.S.; Edge, M.; Wilkinson, A.; Liauw, C.M.; Mourelatou, D.; Barrio, J.; Martínez-Zaporta, M.A. Degradation and stabilization of styrene-ethylene-butadiene-styrene (SEBS) block copolymer. Polym. Degrad. Stab. 2000, 71, 113–122. [Google Scholar] [CrossRef]
- Boyle, D.J.; Gesner, B.D. Aging of polyblends. J. Appl. Polym. Sci. 1968, 12, 1193–1197. [Google Scholar] [CrossRef]
- Fiorio, R.; D’hooge, D.R.; Ragaert, K.; Cardon, L. A statistical analysis on the effect of antioxidants on the thermal-oxidative stability of commercial massand emulsion-polymerized ABS. Polymers 2018, 11, 25. [Google Scholar] [CrossRef]
- Casale, A.; Salvatore, O.; Pizzigoni, G. Measurement of aging effects of ABS polymers. Polym. Eng. Sci. 1975, 15, 286–293. [Google Scholar] [CrossRef]
- Vadori, R.; Misra, M.; Mohanty, A.K. Studies on the reaction of acrylonitrile butadiene styrene to melt processing conditions. Macromol. Mater. Eng. 2015, 300, 750–757. [Google Scholar] [CrossRef]
- Blom, H.; Yeh, R.; Wojnarowski, R.; Ling, M. Detection of degradation of ABS materials via DSC. Thermochim. Acta 2006, 442, 64–66. [Google Scholar] [CrossRef]
- Shimada, J.; Kabuki, K. The mechanism of oxidative degradation of ABS resin. Part I. The mechanism of thermooxidative degradation. J. Appl. Polym. Sci. 1968, 12, 655–669. [Google Scholar] [CrossRef]
- Adeniyi, J.B. Clarification and discussion of chemical transformations involved in thermal and photo-oxidative degradation of ABS. Eur. Polym. J. 1984, 20, 291–299. [Google Scholar] [CrossRef]
- Scaffaro, R.; Botta, L.; Di Benedetto, G. Physical properties of virgin-recycled ABS blends: Effect of post-consumer content and of reprocessing cycles. Eur. Polym. J. 2012, 48, 637–648. [Google Scholar] [CrossRef]
- Charles, A.; Bassan, P.M.; Mueller, T.; Elkaseer, A.; Scholz, S.G. On the Assessment of Thermo-mechanical Degradability of Multi-recycled ABS Polymer for 3D Printing Applications. In Smart Innovation, Systems and Technologies; Springer: Singapore, 2019; Volume 155, pp. 363–373. ISBN 9789811392702. [Google Scholar]
- Al-Itry, R.; Lamnawar, K.; Maazouz, A. Improvement of thermal stability, rheological and mechanical properties of PLA, PBAT and their blends by reactive extrusion with functionalized epoxy. Polym. Degrad. Stab. 2012, 97, 1898–1914. [Google Scholar] [CrossRef]
- Speranza, V.; De Meo, A.; Pantani, R. Thermal and hydrolytic degradation kinetics of PLA in the molten state. Polym. Degrad. Stab. 2014, 100, 37–41. [Google Scholar] [CrossRef]
- Balani, S.B.; Chabert, F.; Nassiet, V.; Cantarel, A. Influence of printing parameters on the stability of deposited beads in fused filament fabrication of poly(lactic) acid. Addit. Manuf. 2019, 25, 112–121. [Google Scholar] [CrossRef]
- Wang, S.; Daelemans, L.; D’hooge, D.R.; Couck, L.; Van Den Broeck, W.; Cornillie, P.; Gou, M.; De Clerck, K.; Cardon, L. Lifting the quality of fused filament fabrication of polylactic acid based composites. Compos. Part B Eng. 2021, 210, 108613. [Google Scholar] [CrossRef]
- Zhao, P.; Rao, C.; Gu, F.; Sharmin, N.; Fu, J. Close-looped recycling of polylactic acid used in 3D printing: An experimental investigation and life cycle assessment. J. Clean. Prod. 2018, 197, 1046–1055. [Google Scholar] [CrossRef]
- McNeill, I.C.; Leiper, H.A. Degradation studies of some polyesters and polycarbonates-2. Polylactide: Degradation under isothermal conditions, thermal degradation mechanism and photolysis of the polymer. Polym. Degrad. Stab. 1985, 11, 309–326. [Google Scholar] [CrossRef]
- Kopinke, F.D.; Remmler, M.; Mackenzie, K.; Möder, M.; Wachsen, O. Thermal decomposition of biodegradable polyesters—II. Poly(lactic acid). Polym. Degrad. Stab. 1996, 53, 329–342. [Google Scholar] [CrossRef]
- Amorin, N.S.Q.S.; Rosa, G.; Alves, J.F.; Gonçalves, S.P.C.; Franchetti, S.M.M.; Fechine, G.J.M. Study of thermodegradation and thermostabilization of poly(lactide acid) using subsequent extrusion cycles. J. Appl. Polym. Sci. 2014, 131, 1–8. [Google Scholar] [CrossRef]
- Schyns, Z.O.G.; Shaver, M.P. Mechanical Recycling of Packaging Plastics: A Review. Macromol. Rapid Commun. 2021, 42, e2000415. [Google Scholar] [CrossRef] [PubMed]
- Holmström, A.; Sörvik, E. Thermal degradation of polyethylene in a nitrogen atmosphere of low oxygen content. I. Changes in molecular weight distribution. J. Chromatogr. A 1970, 53, 95–108. [Google Scholar] [CrossRef]
- Holmström, A.; Sörvik, E.M. Thermal degradation of polyethylene in a nitrogen atmosphere of low oxygen content. II. Structural changes occuring in low-density polyethylene at an oxygen content less than 0.0005%. J. Appl. Polym. Sci. 1974, 18, 761–778. [Google Scholar] [CrossRef]
- Holmström, A.; Sörvik, E.M. Thermal degradation of polyethylene in a nitrogen atmosphere of low oxygen content. III. Structural changes occuring in low-density polyethylene at oxygen contents below 1.2%. J. Appl. Polym. Sci. 1974, 18, 779–804. [Google Scholar] [CrossRef]
- Adams, J.H. Analysis of the nonvolatile oxidation products of polypropylene I. Thermal oxidation. J. Polym. Sci. Part A-1 Polym. Chem. 1970, 8, 1077–1090. [Google Scholar] [CrossRef]
- Adams, J.H.; Goodrich, J.E. Analysis of nonvolatile oxidation products of polypropylene. II. Process degradation. J. Polym. Sci. Part A-1 Polym. Chem. 1970, 8, 1269–1277. [Google Scholar] [CrossRef]
- De Keer, L.; Kilic, K.I.; Van Steenberge, P.H.M.; Daelemans, L.; Kodura, D.; Frisch, H.; De Clerck, K.; Reyniers, M.-F.; Barner-Kowollik, C.; Dauskardt, R.H.; et al. Computational prediction of the molecular configuration of three-dimensional network polymers. Nat. Mater. 2021, 20, 1422–1430. [Google Scholar] [CrossRef]
- Figueira, F.L.; Wu, Y.-Y.; Zhou, Y.-N.; Luo, Z.-H.; Van Steenberge, P.H.M.; D’hooge, D.R. Coupled matrix kinetic Monte Carlo simulations applied for advanced understanding of polymer grafting kinetics. React. Chem. Eng. 2021, 6, 640–661. [Google Scholar] [CrossRef]
- Wang, L.; Broadbelt, L.J. Kinetics of segment formation in nitroxide-mediated controlled radical polymerization: Comparison with classic theory. Macromolecules 2010, 43, 2228–2235. [Google Scholar] [CrossRef]
- Ali Parsa, M.; Kozhan, I.; Wulkow, M.; Hutchinson, R.A. Modeling of functional group distribution in copolymerization: A comparison of deterministic and stochastic approaches. Macromol. Theory Simul. 2014, 23, 207–217. [Google Scholar] [CrossRef]
- Zhou, Y.N.; Luo, Z.H. State-of-the-Art and Progress in Method of Moments for the Model-Based Reversible-Deactivation Radical Polymerization. Macromol. React. Eng. 2016, 10, 516–534. [Google Scholar] [CrossRef]
- Mastan, E.; Li, X.; Zhu, S. Modeling and theoretical development in controlled radical polymerization. Prog. Polym. Sci. 2015, 45, 71–101. [Google Scholar] [CrossRef]
- Van Steenberge, P.H.M.; Sedlacek, O.; Hernández-Ortiz, J.C.; Verbraeken, B.; Reyniers, M.F.; Hoogenboom, R.; D’hooge, D.R. Visualization and design of the functional group distribution during statistical copolymerization. Nat. Commun. 2019, 10, 3641. [Google Scholar] [CrossRef]
- Al-Harthi, M.A.; Masihullah, J.K.; Abbasi, S.H.; Soares, J.B.P. Dynamic Monte Carlo simulation of ATRP in a batch reactor. Macromol. Theory Simul. 2009, 18, 307–316. [Google Scholar] [CrossRef]
- Ballard, N.; Hamzehlou, S.; Ruipérez, F.; Asua, J.M. On the Termination Mechanism in the Radical Polymerization of Acrylates. Macromol. Rapid Commun. 2016, 37, 1364–1368. [Google Scholar] [CrossRef]
- Van Steenberge, P.H.M.; Hutchinson, R.A. Design of 2-hydroxyethyl methacrylate-functional macromonomer dispersants by semi-batch cobalt chain transfer polymerization. AIChE J. 2019, 65, e16723. [Google Scholar] [CrossRef]
- D’hooge, D.R. In Silico Tracking of Individual Species Accelerating Progress in Macromolecular Engineering and Design. Macromol. Rapid Commun. 2018, 39, e1800057. [Google Scholar] [CrossRef]
- Pladis, P.; Baltsas, A.; Kiparissides, C. A Comprehensive Model for the Simulation of Ethylene Decomposition in High-Pressure LDPE Autoclaves. In Computer Aided Chemical Engineering; Elsevier: Amsterdam, The Netherlands, 2017; Volume 40, pp. 337–342. ISBN 9780444639653. [Google Scholar]
- Edeleva, M.; Van Steenberge, P.H.M.; Sabbe, M.K.; D’hooge, D.R. Connecting gas-phase computational chemistry to condensed phase kinetic modeling: The state-of-the-art. Polymers 2021, 13, 3027. [Google Scholar] [CrossRef]
- De Smit, K.; Edeleva, M.; Trigilio, A.D.; Marien, Y.W.; Van Steenberge, P.H.M.; D’hooge, D.R. Kinetic Monte Carlo residence time distributions and kinetics in view of extrusion-based polymer modification and recycling. React. Chem. Eng. 2023, 8, 563–576. [Google Scholar] [CrossRef]
- Rex, I.; Graham, B.A.; Thompson, M.R. Studying single-pass degradation of a high-density polyethylene in an injection molding process. Polym. Degrad. Stab. 2005, 90, 136–146. [Google Scholar] [CrossRef]
- Zatloukal, M.; Muras, J.; Šimek, L. Influence of the repeated extrusion on the degradation of polyethylene. Structural changes in low density polyethylene. Eur. Polym. J. 2008, 44, 2652–2658. [Google Scholar] [CrossRef]
- Dealy, J.M.; Larson, R.G. Structure and Rheology of Molten Polymers; Carl Hanser Verlag GmbH & Co. KG: München, Germany, 2006; ISBN 978-3-446-21771-3. [Google Scholar]
- Malkin, A.Y.; Kulichikhin, S.G. Rheokinetics of free-radical polymerization. Polymer 1984, 25, 778–784. [Google Scholar] [CrossRef]
- Malkin, A.Y. Rheology in polymerization processes. Polym. Eng. Sci. 1980, 20, 1035–1044. [Google Scholar] [CrossRef]
- Aulagner, P.; Ainser, A.; Carrot, C.; Guillet, J. Free radical degradation of polypropylene in the bulk: Coupling of kinetic and rheological models. J. Polym. Eng. 2000, 20, 381–401. [Google Scholar] [CrossRef]
- Berzin, F.; Vergnes, B.; Delamare, L. Rheological behavior of controlled-rheology polypropylenes obtained by peroxide-promoted degradation during extrusion: Comparison between homopolymer and copolymer. J. Appl. Polym. Sci. 2001, 80, 1243–1252. [Google Scholar] [CrossRef]
- Tuminello, W.H.; Treat, T.A.; English, A.D. Poly(tetrafluoroethylene): Molecular Weight Distributions and Chain Stiffness. Macromolecules 1988, 21, 2606–2610. [Google Scholar] [CrossRef]
- Tuminello, W.H. Molecular weight distributions of tetrafluoroethylene-hexafluoropropylene copolymers. Polym. Eng. Sci. 1989, 29, 645–653. [Google Scholar] [CrossRef]
- Ponnamma, D.; Rouxel, D.; Thomas, S. Spectroscopy—Introducing the advantages and application areas in polymer nanocomposites. In Spectroscopy of Polymer Nanocomposites; Elsevier: Oxford, UK, 2016; pp. 1–14. ISBN 9780323401838. [Google Scholar]
- Mylläri, V.; Ruoko, T.P.; Syrjälä, S. A comparison of rheology and FTIR in the study of polypropylene and polystyrene photodegradation. J. Appl. Polym. Sci. 2015, 132, 1–6. [Google Scholar] [CrossRef]
- Scheirs, J. Compositional and Failure Analysis of Polymers: A Practical Approach; John Wiley & Sons: Chichester, UK, 2000. [Google Scholar]
- Guo, X.; Lin, Z.; Wang, Y.; He, Z.; Wang, M.; Jin, G. In-line monitoring the degradation of polypropylene under multiple extrusions based on Raman spectroscopy. Polymers 2019, 11, 1698. [Google Scholar] [CrossRef] [PubMed]
- Zhao, J.; Yang, R.; Iervolino, R.; Barbera, S. Changes of chemical structure and mechanical property levels during thermo-oxidative aging of NBR. Rubber Chem. Technol. 2013, 86, 591–603. [Google Scholar] [CrossRef]
- Harris, D.J.; Assink, R.A.; Gillen, K.T. 1H T2-NMR monitoring of crosslinked polyolefin aging. J. Appl. Polym. Sci. 2003, 90, 2578–2582. [Google Scholar] [CrossRef]
- Hoshino, A.; Tsuji, M.; Fukuda, K.; Nonagase, M.; Sawada, H.; Kimura, M. Changes in molecular structure of biodegradable plastics during degradation in soils estimated by FT-IR and NMR. Soil Sci. Plant Nutr. 2002, 48, 469–473. [Google Scholar] [CrossRef]
- Vaillant, D.; Lacoste, J.; Dauphin, G. The oxidation mechanism of polypropylene: Contribution of 13C-NMR spectroscopy. Polym. Degrad. Stab. 1994, 45, 355–360. [Google Scholar] [CrossRef]
- Celina, M.C.; Linde, E.; Martinez, E. Carbonyl Identification and Quantification Uncertainties for Oxidative Polymer Degradation. Polym. Degrad. Stab. 2021, 188, 109550. [Google Scholar] [CrossRef]
- Cheng, H.N.; English, A.D. Advances in the NMR Spectroscopy of Polymers: An Overview. In NMR Spectroscopy of Polymers in Solution and in the Solid State; ACS Symposium Series; American Chemical Society: Washington, DC, USA, 2002; Volume 834, pp. 3–20. [Google Scholar]
- Miyoshi, T. Characterization of polymers by NMR. In Molecular Characterization of Polymers; Elsevier: Amsterdam, The Netherlands, 2021; pp. 409–440. ISBN 9780128197684. [Google Scholar]
- Cáceres, C.A.; Zborowski, L.; Canevarolo, S.V. Thermo-mechanical degradation and VOC emission of unstabilized and stabilized polypropylene copolymer during multiple extrusions. Mater. Res. 2011, 14, 569–575. [Google Scholar] [CrossRef]
- Bai, X.; Isaac, D.H.; Smith, K. Reprocessing acrylonitrile–butadiene–styrene plastics: Structure–property relationships. Polym. Eng. Sci. 2007, 47, 120–130. [Google Scholar] [CrossRef]
- Chatterjee, N.; Basu, S.; Palit, S.K.; Maiti, M.M. An XRD characterization of the thermal degradation of polyacrylonitrile. J. Polym. Sci. Part B Polym. Phys. 1995, 33, 1705–1712. [Google Scholar] [CrossRef]
- Vonka, M.; Kosek, J. Modelling the morphology evolution of polymer materials undergoing phase separation. Chem. Eng. J. 2012, 207–208, 895–905. [Google Scholar] [CrossRef]
- Rimez, B.; Rahier, H.; Van Assche, G.; Artoos, T.; Biesemans, M.; Van Mele, B. The thermal degradation of poly (vinyl acetate) and poly (ethylene- co -vinyl acetate), Part I: Experimental study of the degradation mechanism. Polym. Degrad. Stab. 2008, 93, 800–810. [Google Scholar] [CrossRef]
- Thébault, M.; Pizzi, A.; Essawy, H.A.; Barhoum, A.; Van Assche, G. Isocyanate free condensed tannin-based polyurethanes. Eur. Polym. J. 2015, 67, 513–526. [Google Scholar] [CrossRef]
- Howell, B.A.; Cui, Y.; Priddy, D.B. Assessment of the thermal degradation characteristics of isomeric poly(styrene)s using TG, TG/MS and TG/GC/MS. Thermochim. Acta 2003, 396, 167–177. [Google Scholar] [CrossRef]
- Jouan, X.; Gardette, J.L. Photo-oxidation of ABS: Part 2-Origin of the photodiscoloration on irradiation at long wavelengths. Polym. Degrad. Stab. 1992, 36, 91–96. [Google Scholar] [CrossRef]
- Wang, Y.; Steinhoff, B.; Brinkmann, C.; Alig, I. In-line monitoring of the thermal degradation of poly(l-lactic acid) during melt extrusion by UV-vis spectroscopy. Polymer 2008, 49, 1257–1265. [Google Scholar] [CrossRef]
- Fiorio, R.; Díez, S.V.; Sánchez, A.; D’hooge, D.R.; Cardon, L. Influence of different stabilization systems and multiple ultraviolet a (UVA) aging/recycling steps on physicochemical, mechanical, colorimetric, and thermal-oxidative properties of ABS. Materials 2020, 13, 212. [Google Scholar] [CrossRef]
- Diaz, C.M.; Gao, X.; Robisson, A.; Amarante, M.; Zhu, S.S. Effect of hydrolytic degradation on the mechanical property of a thermoplastic polyether ester elastomer. Polym. Degrad. Stab. 2018, 155, 35–42. [Google Scholar] [CrossRef]
- Maïza, S.; Lefebvre, X.; Brusselle-Dupend, N.; Klopffer, M.H.; Cangémi, L.; Castagnet, S.; Grandidier, J.C. Physicochemical and mechanical degradation of polyamide 11 induced by hydrolysis and thermal aging. J. Appl. Polym. Sci. 2019, 136, 47628. [Google Scholar] [CrossRef]
- Hurley, C.R.; Leggett, G.J. Quantitative investigation of the photodegradation of polyethylene terephthalate film by friction force microscopy, contact-angle goniometry, and X-ray photoelectron spectroscopy. ACS Appl. Mater. Interfaces 2009, 1, 1688–1697. [Google Scholar] [CrossRef]
- Hernández-Fernández, J.; Rayón, E.; López, J.; Arrieta, M.P. Enhancing the Thermal Stability of Polypropylene by Blending with Low Amounts of Natural Antioxidants. Macromol. Mater. Eng. 2019, 304, 1900379. [Google Scholar] [CrossRef]
- Taubner, V.; Shishoo, R. Influence of processing parameters on the degradation of poly(L-lactide) during extrusion. J. Appl. Polym. Sci. 2001, 79, 2128–2135. [Google Scholar] [CrossRef]
- Mysiukiewicz, O.; Barczewski, M.; Skórczewska, K.; Matykiewicz, D. Correlation between processing parameters and degradation of different polylactide grades during twin-screw extrusion. Polymers 2020, 12, 1333. [Google Scholar] [CrossRef]
- Aldhafeeri, T.; Alotaibi, M.; Barry, C.F. Impact of Melt Processing Conditions on the Degradation of Polylactic Acid. Polymers 2022, 14, 2790. [Google Scholar] [CrossRef] [PubMed]
- Oliveira, M.; Santos, E.; Araújo, A.; Fechine, G.J.M.; Machado, A.V.; Botelho, G. The role of shear and stabilizer on PLA degradation. Polym. Test. 2016, 51, 109–116. [Google Scholar] [CrossRef]
- Spinacé, M.A.S.; De Paoli, M.A. Characterization of poly(ethylene terephthalate) after multiple processing cycles. J. Appl. Polym. Sci. 2001, 80, 20–25. [Google Scholar] [CrossRef]
- Al-AbdulRazzak, S.; Jabarin, S.A. Processing characteristics of poly(ethylene terephthalate): Hydrolytic and thermal degradation. Polym. Int. 2002, 51, 164–173. [Google Scholar] [CrossRef]
- Whitlock, L.R.; Porter, R.S. The source of degradation during extrusion of polystyrene. J. Appl. Polym. Sci. 1973, 17, 2761–2770. [Google Scholar] [CrossRef]
- La Mantia, F.P.; Valenza, A. Long-term thermomechanical degradation of molten polystyrene. Polym. Degrad. Stab. 1985, 13, 105–111. [Google Scholar] [CrossRef]
- Farahanchi, A.; Malloy, R.; Sobkowicz, M.J. Effects of ultrahigh speed twin screw extrusion on the thermal and mechanical degradation of polystyrene. Polym. Eng. Sci. 2016, 56, 743–751. [Google Scholar] [CrossRef]
- Karahaliou, E.-K.; Tarantili, P.A. Stability of ABS compounds subjected to repeated cycles of extrusion processing. Polym. Eng. Sci. 2009, 49, 2269–2275. [Google Scholar] [CrossRef]
- Boldizar, A.; Möller, K. Degradation of ABS during repeated processing and accelerated ageing. Polym. Degrad. Stab. 2003, 81, 359–366. [Google Scholar] [CrossRef]
- Salari, D.; Ranjbar, H. Study on the Recycling of ABS Resins: Simulation of Reprocessing and Thermo-oxidation. Iran. Polym. J. 2008, 17, 599–610. [Google Scholar]
- Kalfoglou, N.K.; Chaffey, C.E. Effects of extrusion on the structure and properties of high-impact polystyrene. Polym. Eng. Sci. 1979, 19, 552–557. [Google Scholar] [CrossRef]
- Vilaplana, F.; Ribes-Greus, A.; Karlsson, S. Degradation of recycled high-impact polystyrene. Simulation by reprocessing and thermo-oxidation. Polym. Degrad. Stab. 2006, 91, 2163–2170. [Google Scholar] [CrossRef]
- Parres, F.; Crespo, J.E. Degradation of high-impact polystyrene with processing and its recovery via the addition of styrene-butadiene rubber and styrene-ethylene-butylene-styrene block copolymer. J. Appl. Polym. Sci. 2011, 121, 574–581. [Google Scholar] [CrossRef]
- Hinsken, H.; Moss, S.; Pauquet, J.; Zweifela, H. Degradation of Polyolefins during Melt Processing. Polym. Degrad. Stab. 1991, 34, 279–293. [Google Scholar] [CrossRef]
- Da Costa, H.M.; Ramos, V.D.; Rocha, M.C.G. Rheological properties of polypropylene during multiple extrusion. Polym. Test. 2005, 24, 86–93. [Google Scholar] [CrossRef]
- Canevarolo, S.V.; Babetto, A.C. Effect of screw element type in degradation of polypropylene upon multiple extrusions. Adv. Polym. Technol. 2002, 21, 243–249. [Google Scholar] [CrossRef]
- da Costa, H.M.; Ramos, V.D.; de Oliveira, M.G. Degradation of polypropylene (PP) during multiple extrusions: Thermal analysis, mechanical properties and analysis of variance. Polym. Test. 2007, 26, 676–684. [Google Scholar] [CrossRef]
- Moss, S.; Zweifel, H. Degradation and stabilization of high density polyethylene during multiple extrusions. Polym. Degrad. Stab. 1989, 25, 217–245. [Google Scholar] [CrossRef]
- Jagenteufel, R.; Hofstaetter, T.; Kamleitner, F.; Pedersen, D.B.; Tosello, G.; Hansen, H.N. Rheology of high melt strength polypropylene for additive manufacturing. Adv. Mater. Lett. 2017, 8, 712–716. [Google Scholar] [CrossRef]
- Wojtyła, S.; Klama, P.; Baran, T. Is 3D printing safe? Analysis of the thermal treatment of thermoplastics: ABS, PLA, PET, and nylon. J. Occup. Environ. Hyg. 2017, 14, D80–D85. [Google Scholar] [CrossRef]
- Fernandez, E.; Ceretti, D.A.; Wang, S.; Jiang, Y.; Zhang, J.; D’hooge, D.R.; Cardon, L. Fused filament fabrication of copolyesters by understanding the balance of inter- and intra-layer welding. Plast. Rubber Compos. 2020, 51, 126–132. [Google Scholar] [CrossRef]
- Gao, X.; Qi, S.; Kuang, X.; Su, Y.; Li, J.; Wang, D. Fused filament fabrication of polymer materials: A review of interlayer bond. Addit. Manuf. 2021, 37, 101658. [Google Scholar] [CrossRef]
- Costa, A.E.; da Silva, A.F.; Carneiro, O.S. A study on extruded filament bonding in fused filament fabrication. Rapid Prototyp. J. 2019, 25, 555–565. [Google Scholar] [CrossRef]
- Spoerk, M.; Arbeiter, F.; Raguž, I.; Holzer, C.; Gonzalez-Gutierrez, J. Mechanical recyclability of polypropylene composites produced by material extrusion-based additive manufacturing. Polymers 2019, 11, 1318. [Google Scholar] [CrossRef]
- Ahlinder, A.; Fuoco, T.; Morales-López, Á.; Yassin, M.A.; Mustafa, K.; Finne-Wistrand, A. Nondegradative additive manufacturing of medical grade copolyesters of high molecular weight and with varied elastic response. J. Appl. Polym. Sci. 2020, 137, 18–20. [Google Scholar] [CrossRef]
- Gradwohl, M.; Chai, F.; Payen, J.; Guerreschi, P.; Marchetti, P.; Blanchemain, N. Effects of two melt extrusion based additive manufacturing technologies and common sterilization methods on the properties of a medical grade PLGA copolymer. Polymers 2021, 13, 572. [Google Scholar] [CrossRef]
- Lee, H.; Yoo, J.J.; Kang, H.W.; Cho, D.W. Investigation of thermal degradation with extrusion-based dispensing modules for 3D bioprinting technology. Biofabrication 2016, 8, 015011. [Google Scholar] [CrossRef]
- La Gala, A.; Ceretti, D.V.A.; Fiorio, R.; Cardon, L.; D’hooge, D.R. Comparing pellet- and filament-based additive manufacturing with conventional processing for ABS and PLA parts. J. Appl. Polym. Sci. 2022, 139, e53089. [Google Scholar] [CrossRef]


























Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).