
Fabrication of Novel Crosslinking Carboxylic Styrene-Acrylate Latices as Binders for Exterior Flexible Facing Tiles

Abstract
:1. Introduction
2. Results and Discussion
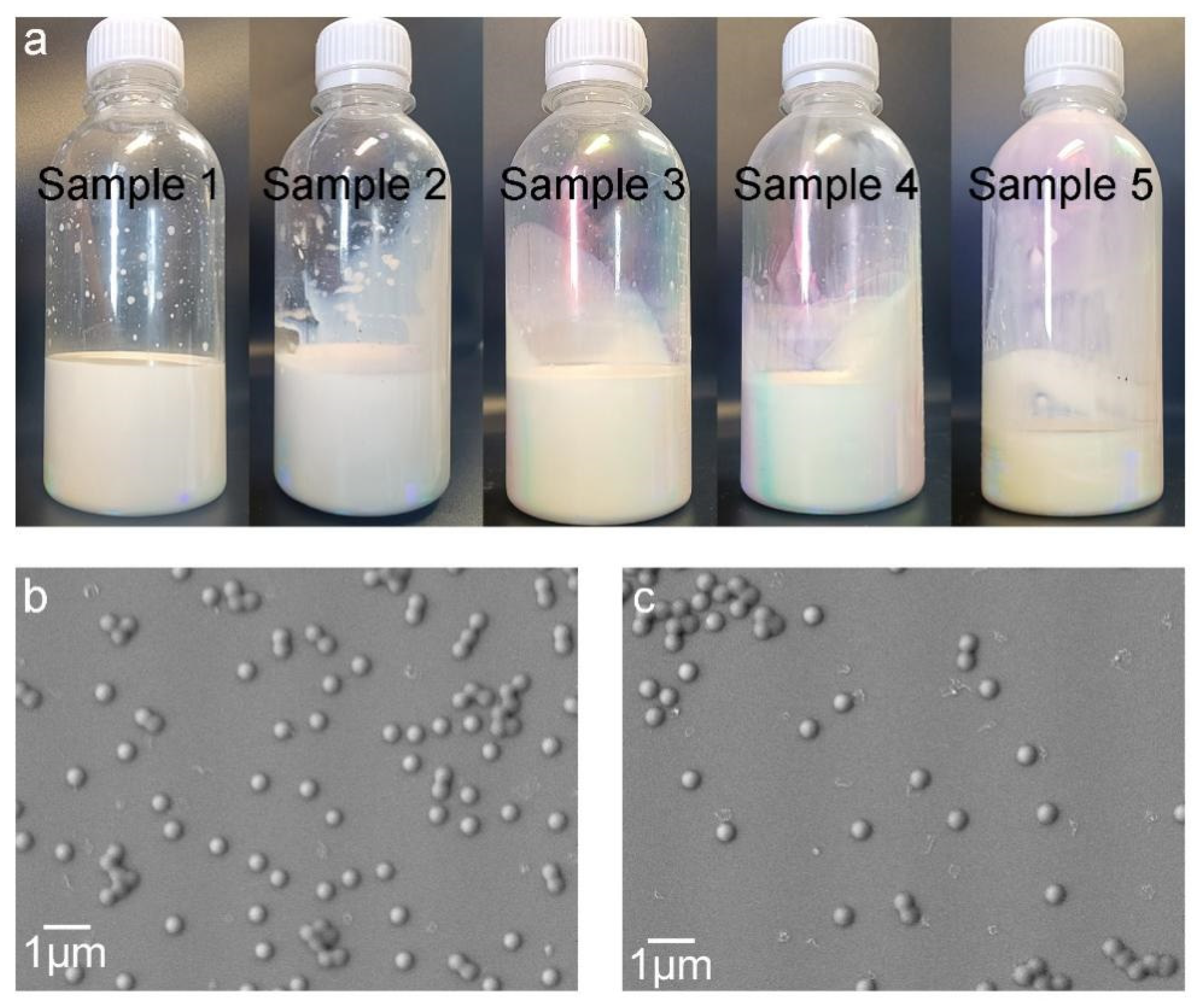
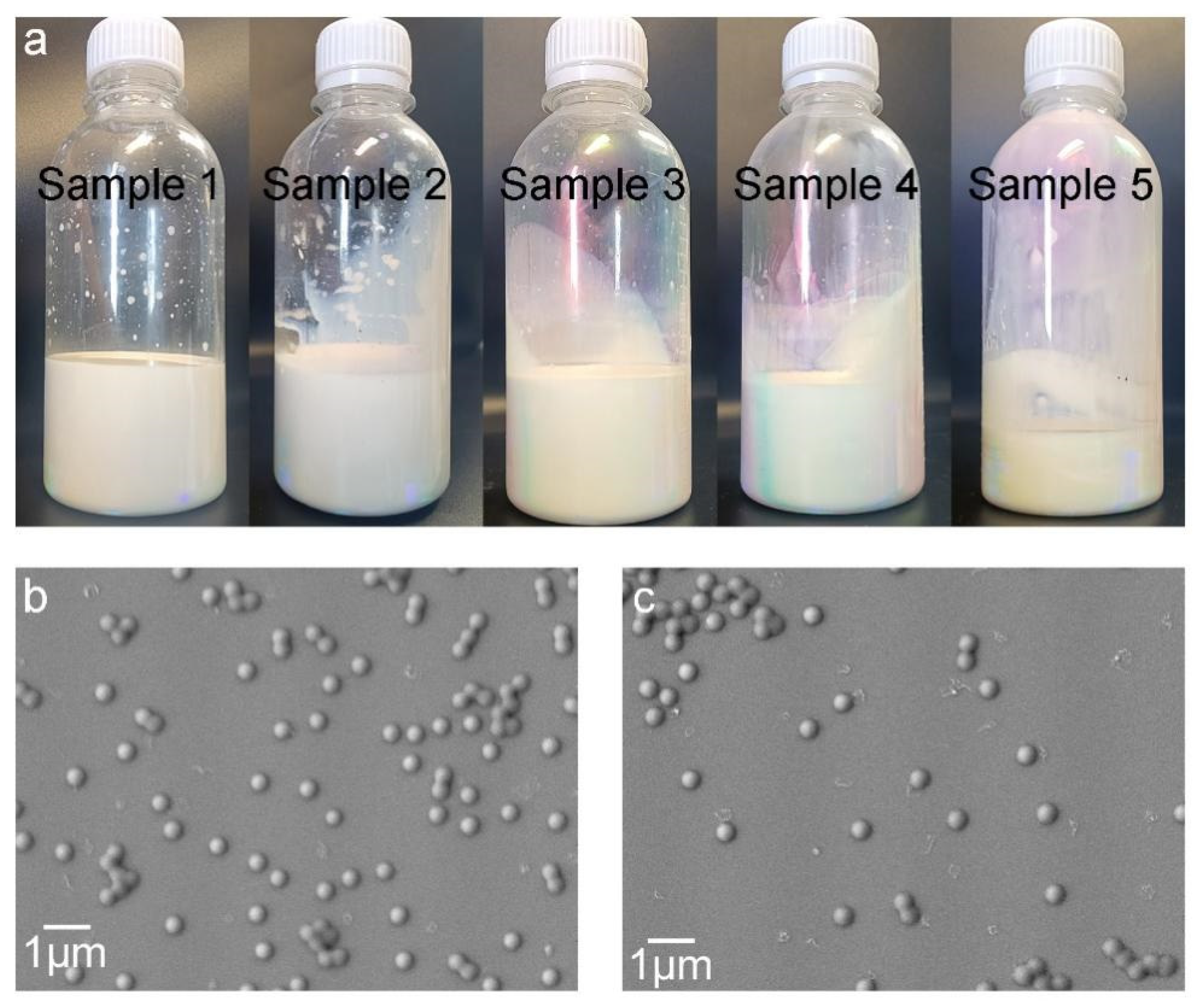
2.1. Preparation and Characterization
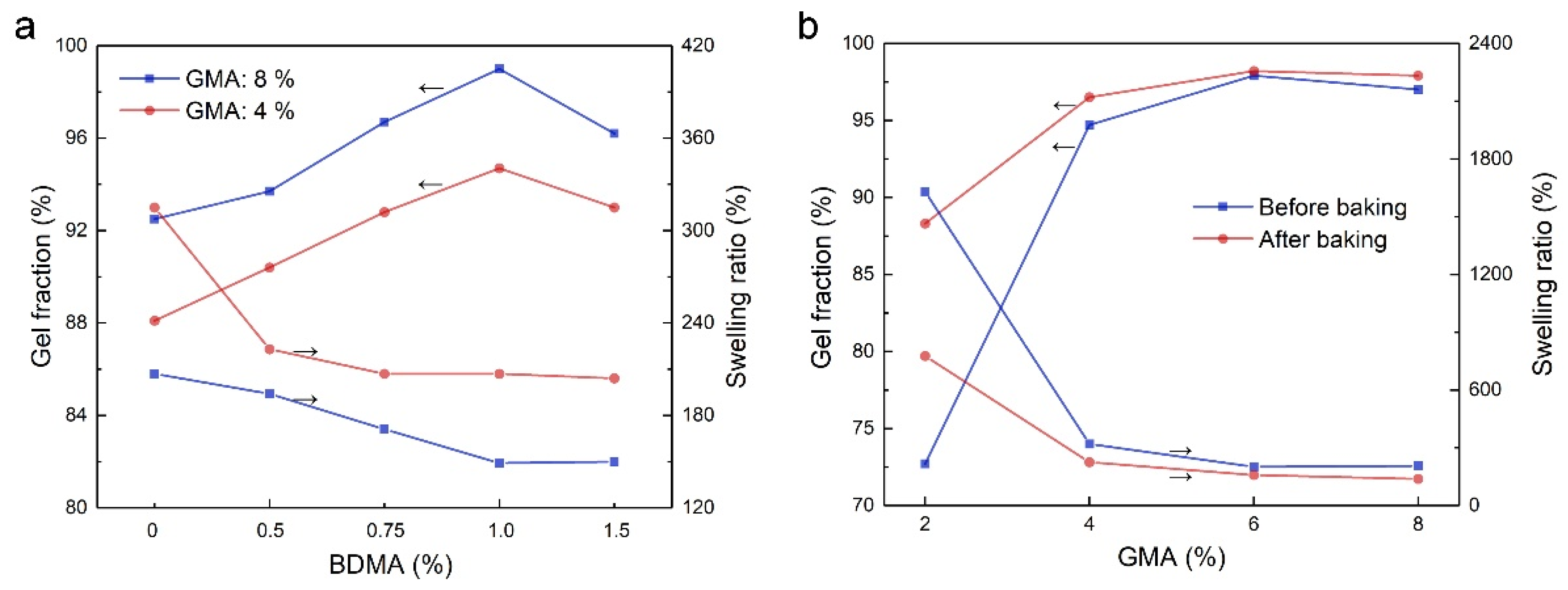
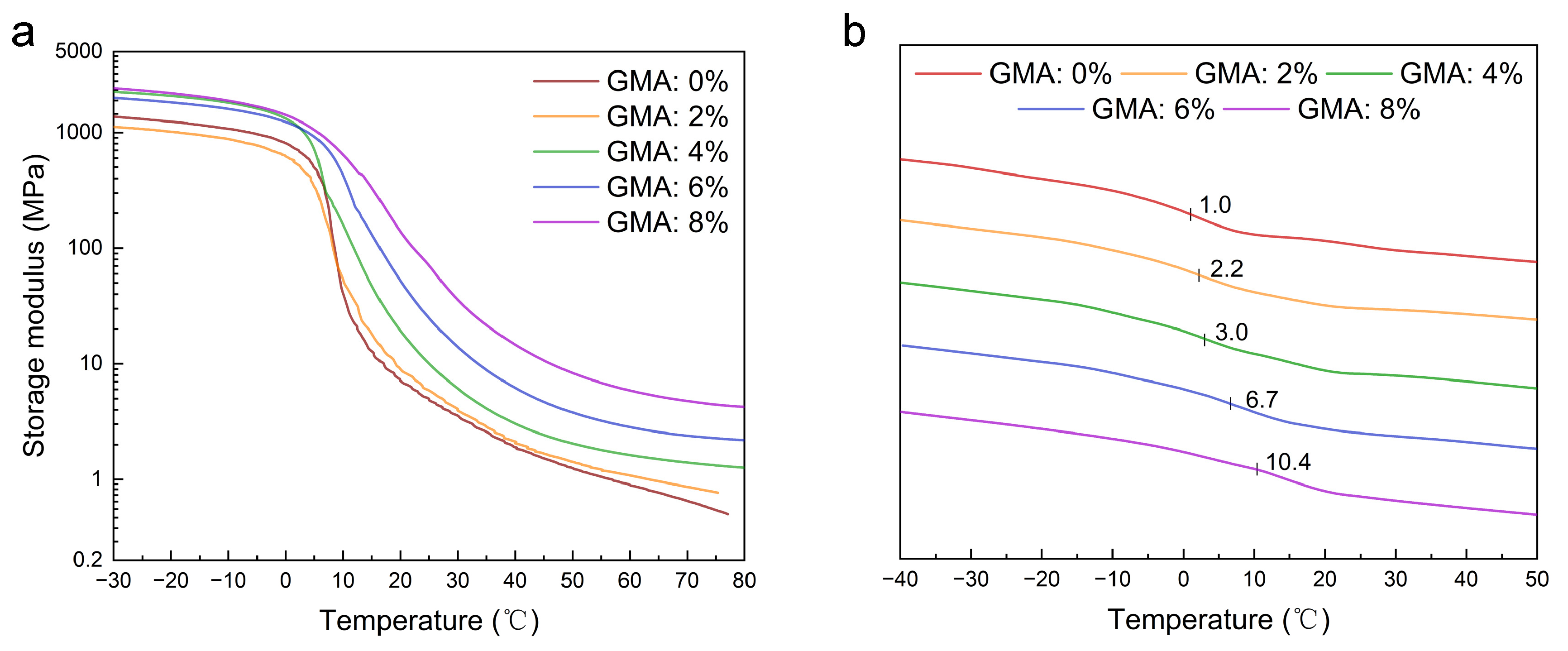
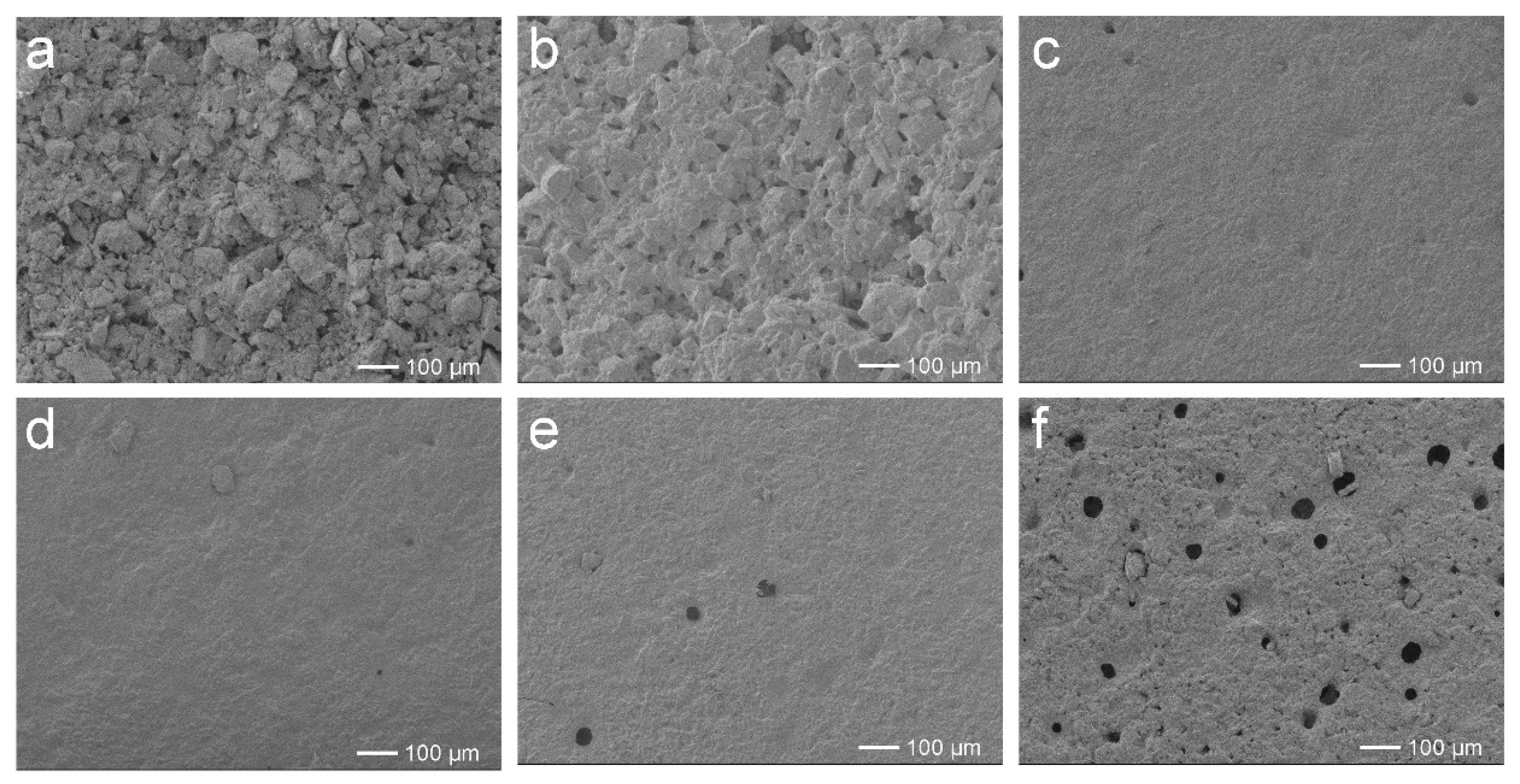
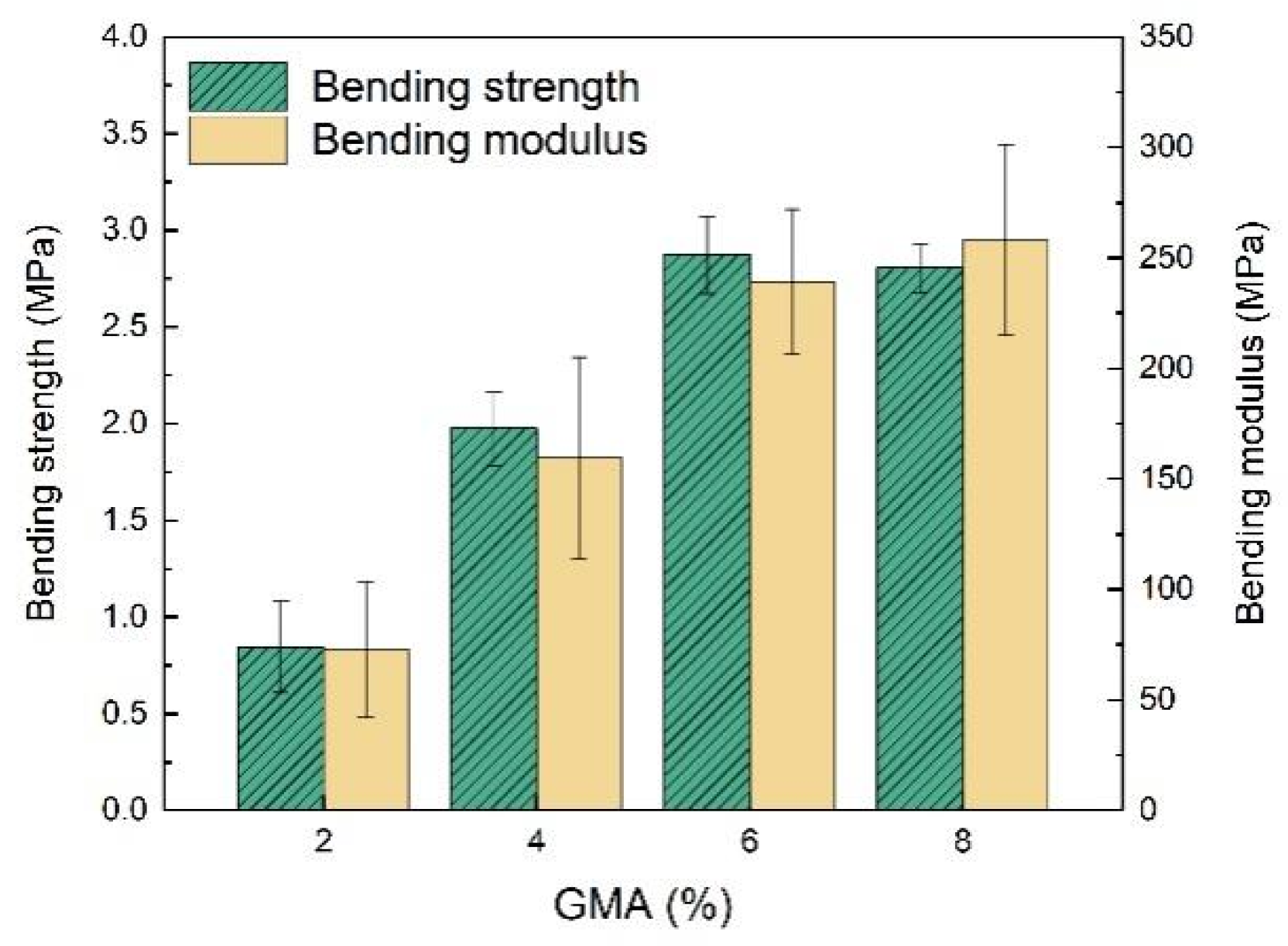
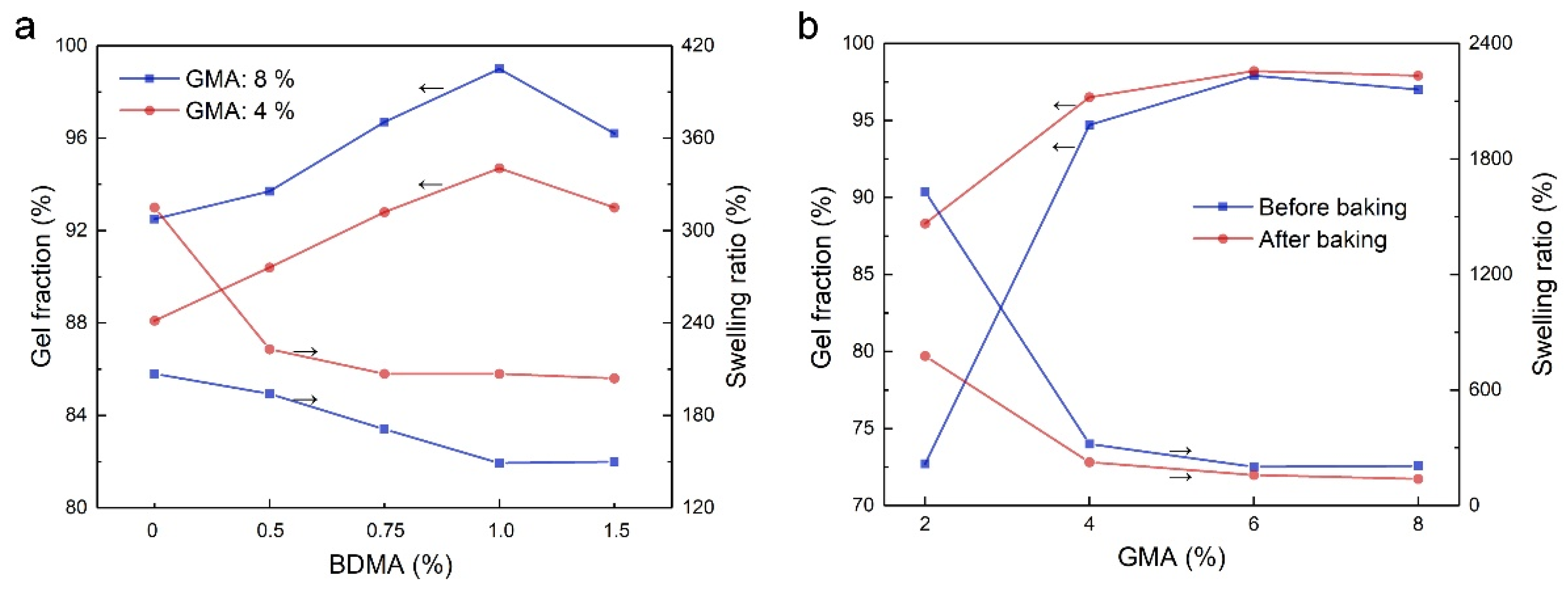
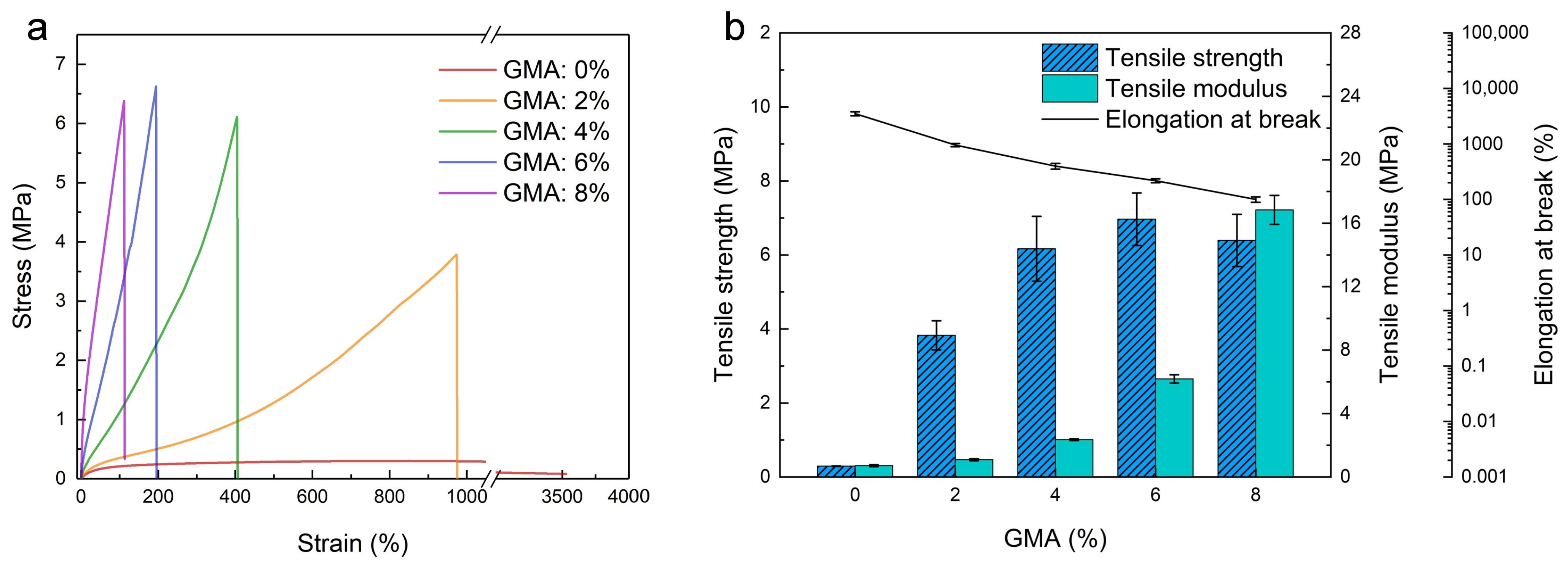
2.2. Effect of GMA
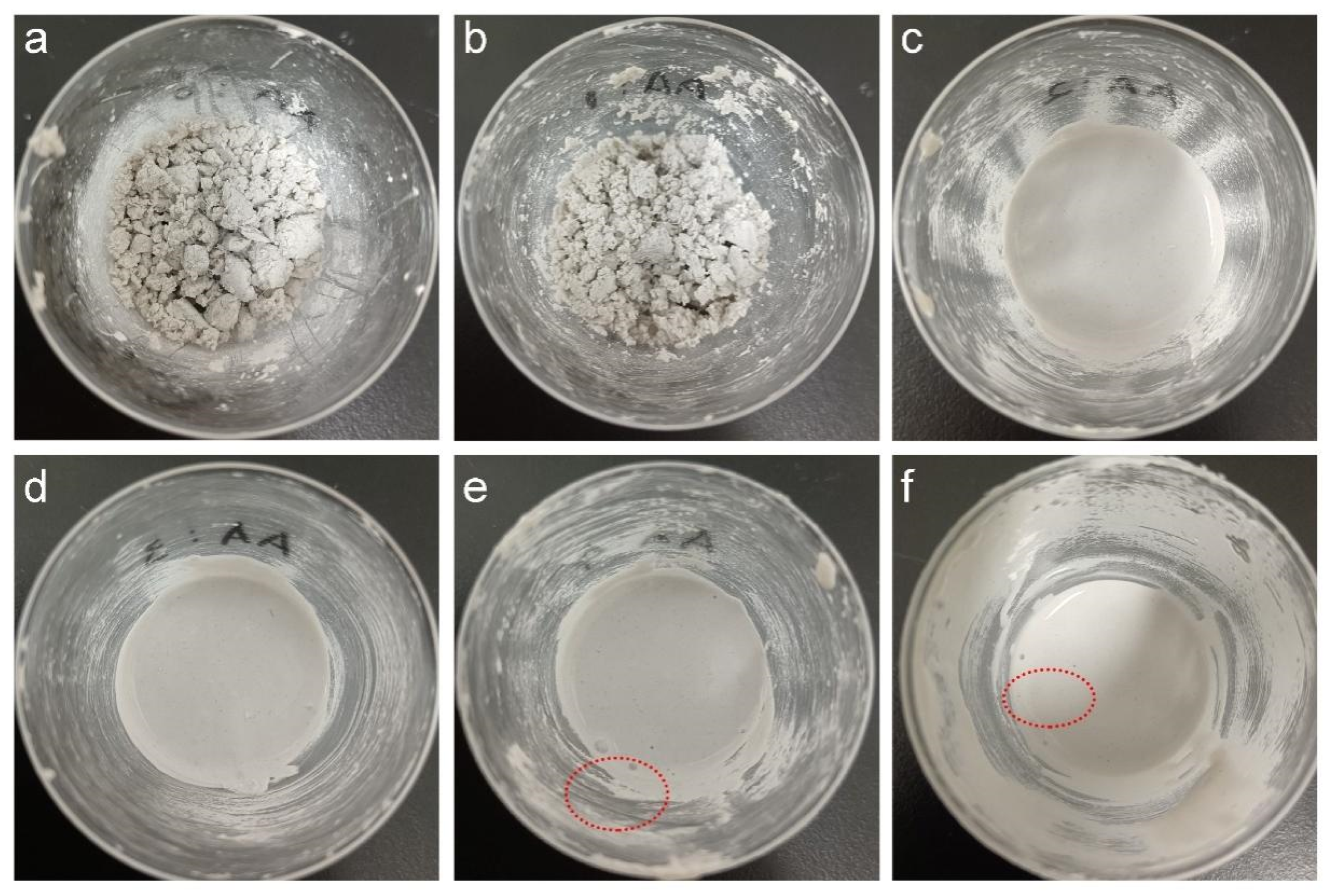
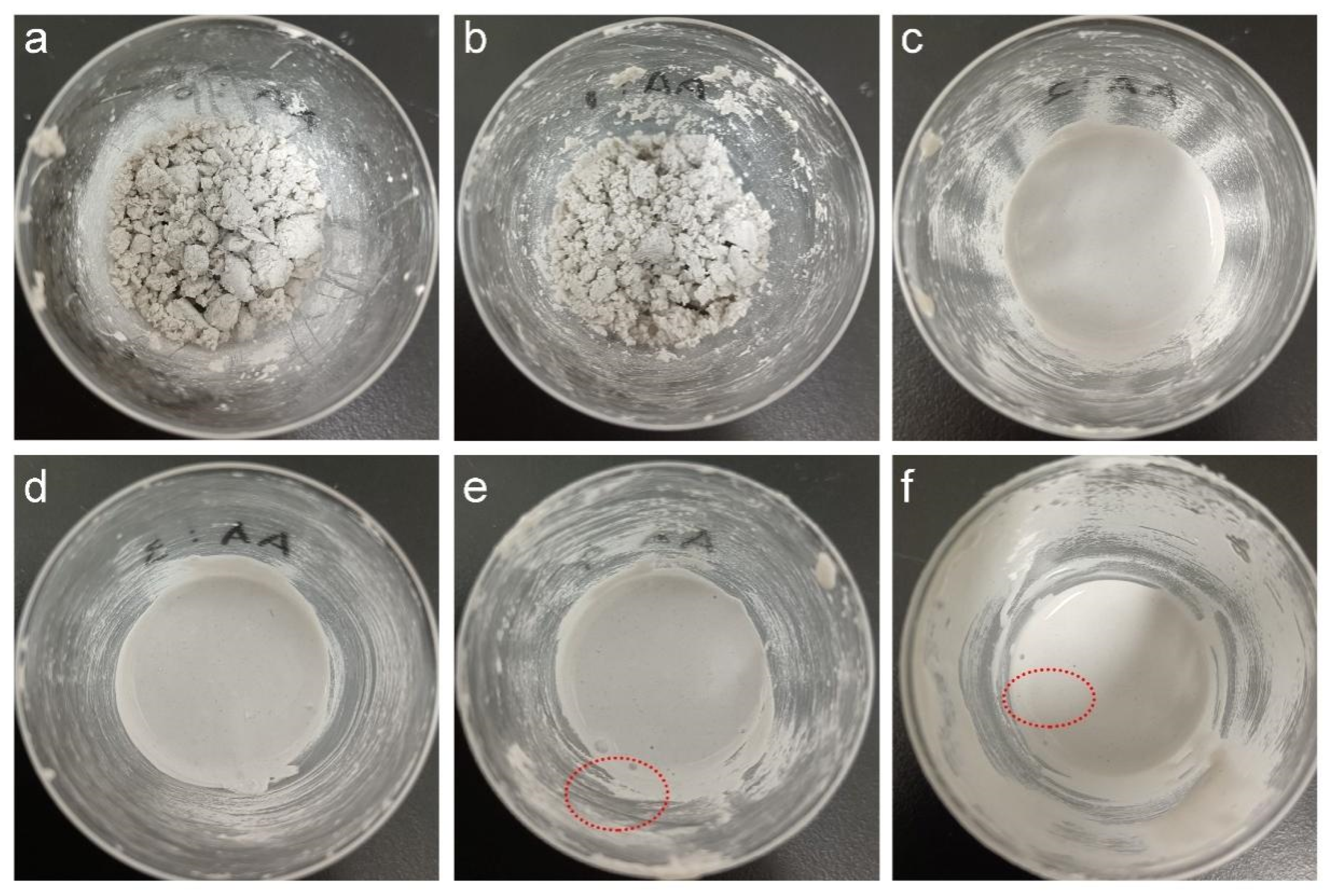
2.3. Effect of AA
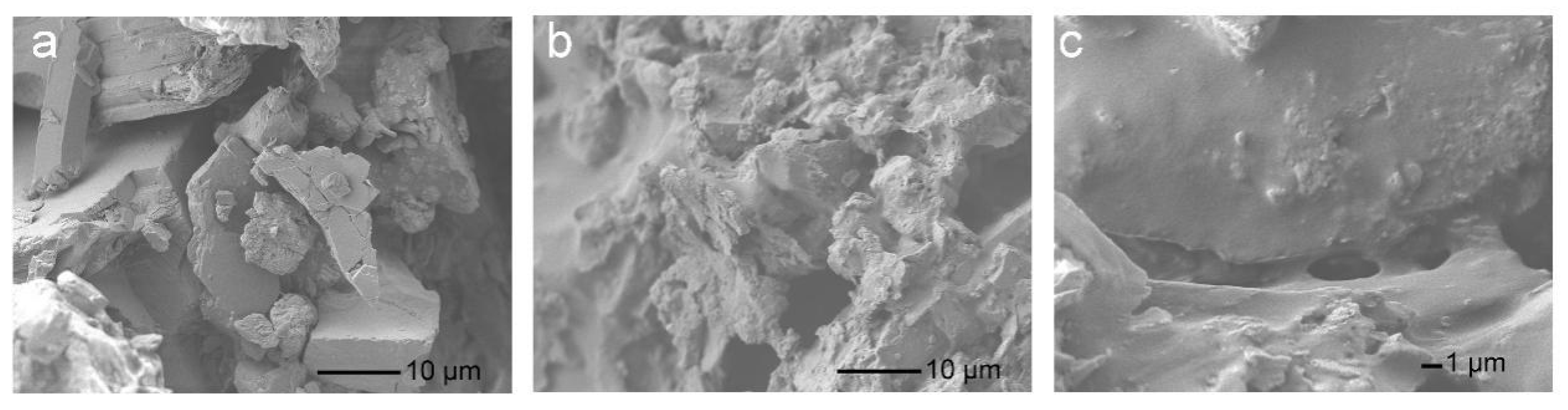
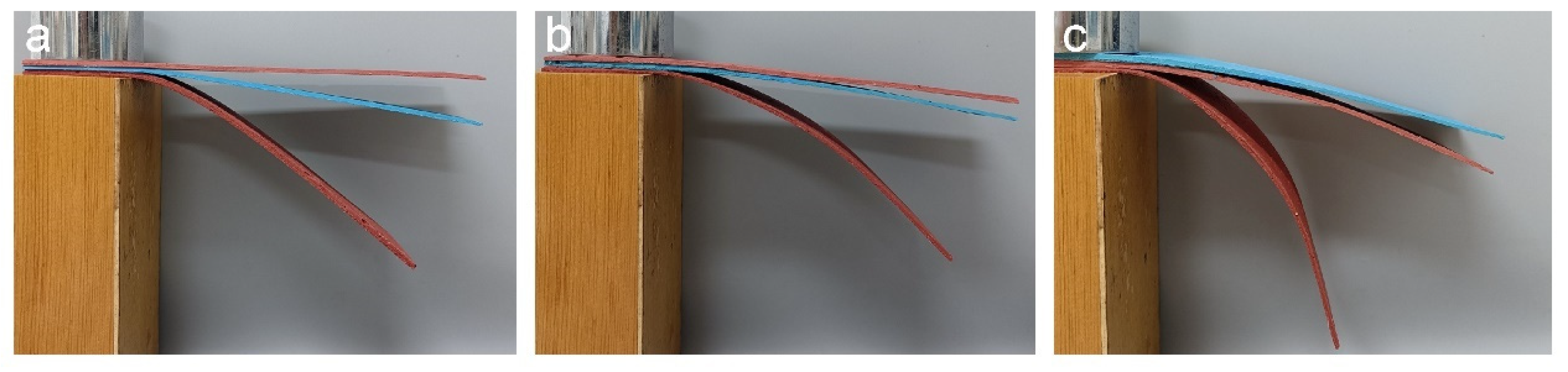
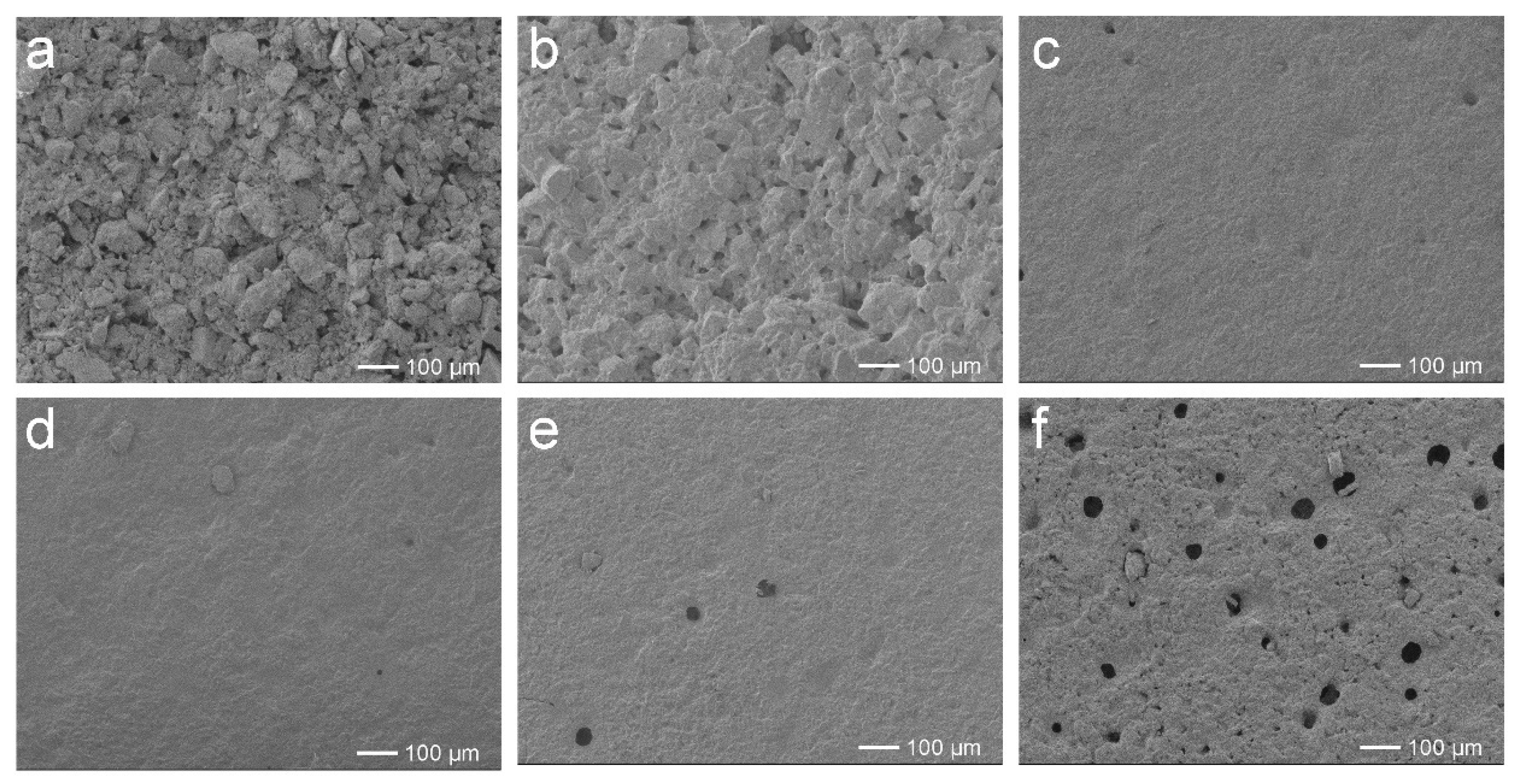
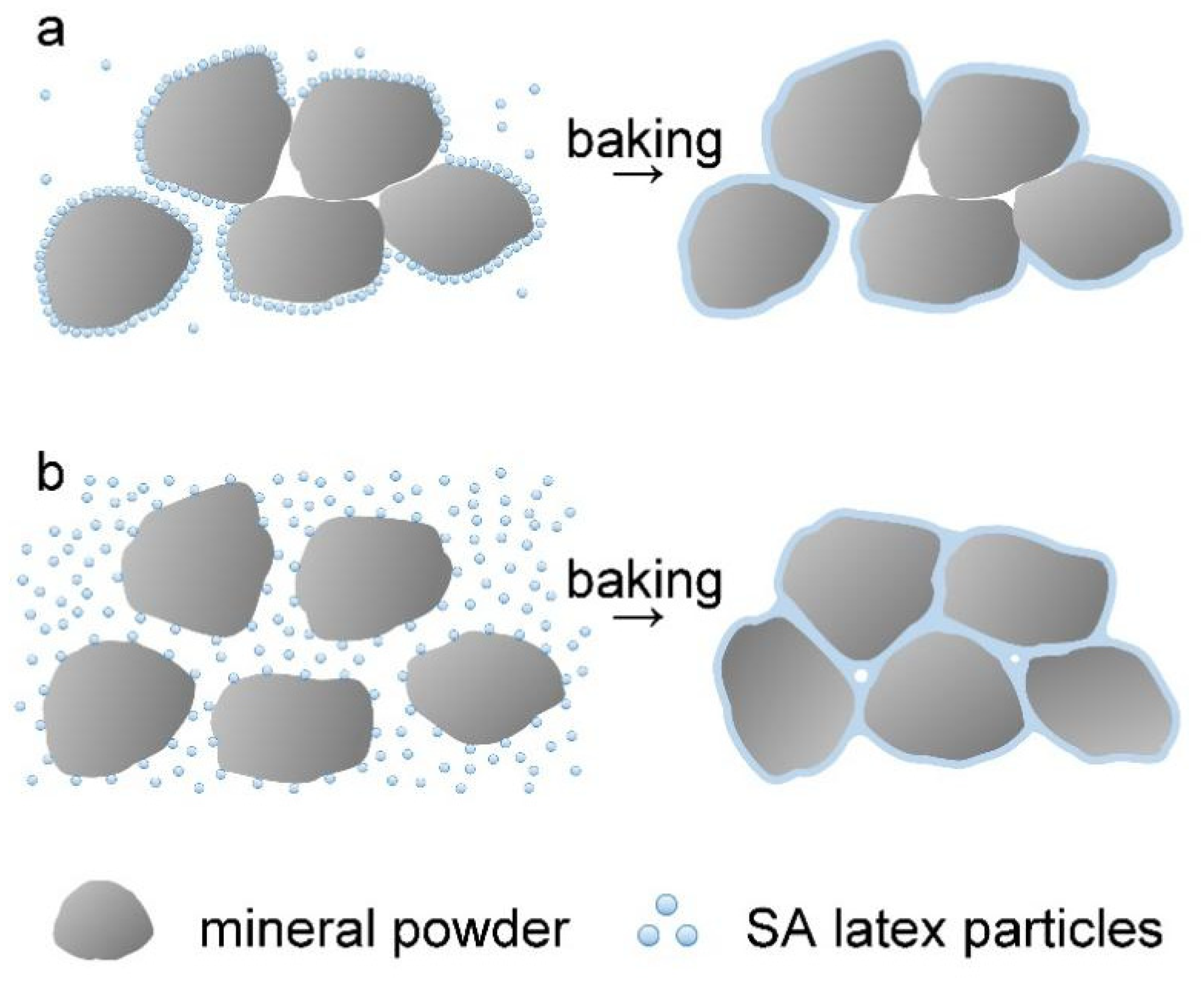
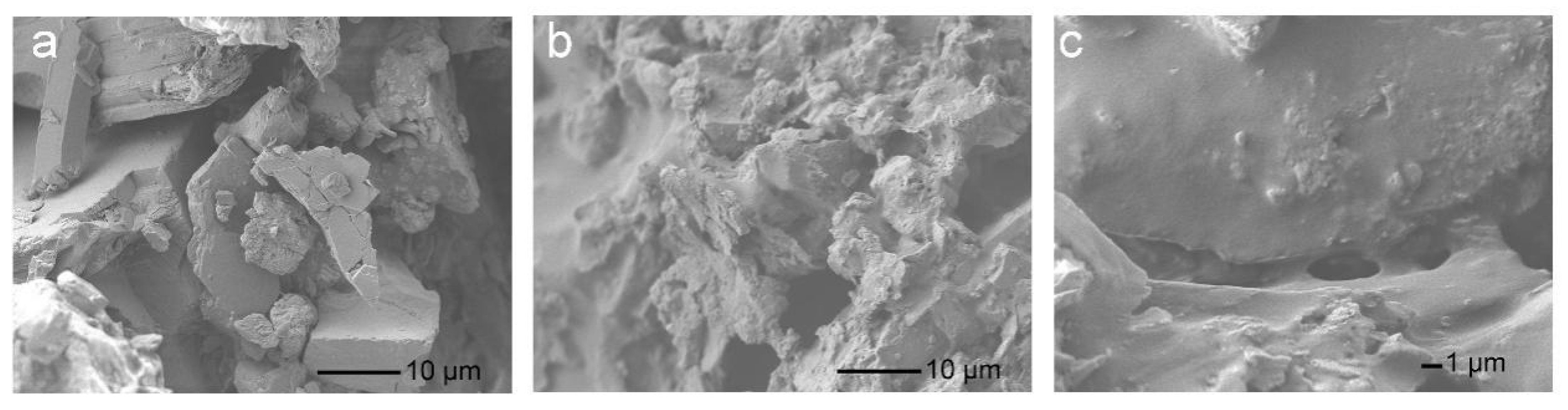
2.4. Performances of EFFTs
3. Materials and Methods
3.1. Materials
3.2. Preparation of SA Latex
3.3. Preparation of EFFTs
3.4. Measurement of the Coagulation Fraction
3.5. Characterization of the SA Latex
3.6. Measurement of the Water Absorption, Swelling Ratio, and Gel Fraction
3.7. Characterization of the SA Latex Film
3.8. Adsorption Characterization of Polymer on the Mineral Powder
3.9. Characterization of EFFTs
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Sample Availability
References
- Meng, Y.Z.; Ling, T.C.; Mo, K.H. Recycling of wastes for value-added applications in concrete blocks: An overview. Resour. Conserv. Recycl. 2018, 138, 298–312. [Google Scholar] [CrossRef]
- Wattanasiriwech, D.; Saiton, A.; Wattanasiriwech, S. Paving blocks from ceramic tile production waste. J. Clean. Prod. 2009, 17, 1663–1668. [Google Scholar] [CrossRef]
- Medina, C.; Sánchez de Rojas, M.I.; Frías, M. Reuse of sanitary ceramic wastes as coarse aggregate in eco-efficient concretes. Cem. Concr. Compos. 2012, 34, 48–54. [Google Scholar] [CrossRef]
- Zhou, D.Y.; Pan, X.Y.; Gu, G.L.; Yu, J.; Tang, Y.J. Application of modified inorganic powder composite building finish sheet in exterior faced reconstruction. Constr. Technol. 2021, 50, 8–10. (In Chinese) [Google Scholar]
- Bishop, J.P. Flexible Cladding Wrap, System and Methods. U.S. Patent 20180051469-A1, 22 February 2018. [Google Scholar]
- Wu, Y.M.; Wang, Y.P.; Wang, X.X.; Gao, C.H.; Liu, Y.T. Chitosan strengthened and multiple hydrogen bonds crosslinked styrene-acrylate coatings as conductive substrate with excellent mechanical performance. Prog. Org. Coat. 2022, 164, 106705. [Google Scholar] [CrossRef]
- Akbulut, G.; Sonmez, H.B. Synthesis of styrene and n-butyl acrylate latex polymers modified by functional monomers and their waterborne paint applications. J. Coat. Technol. Res. 2022, 19, 1421–1435. [Google Scholar] [CrossRef]
- Bai, L.; Huan, S.Q.; Zhang, X.; Gu, J.Y.; Li, Z.G. Fabrication and evaluation of one-component core/shell structured latex adhesives containing poly(styrene) cores and poly(acrylate) shells. Int. J. Adhes. Adhes. 2016, 70, 152–159. [Google Scholar] [CrossRef]
- Tian, L.; Yang, T.; Yao, X.; Zhang, Z.H.; Wu, Q.S.; Zhu, H.J.; Gao, M.; Guan, R.F. Effect of polymer latex powder on shrinkage behaviors and microstructure of alkali-activated slag binder. Mater. Struct. 2023, 56, 47. [Google Scholar] [CrossRef]
- Kiil, S. Drying of latex films and coatings: Reconsidering the fundamental mechanisms. Prog. Org. Coat. 2006, 57, 236–250. [Google Scholar] [CrossRef]
- Xu, G.L.; Deng, C.Y.; Xing, L.; Hu, J. Preparation and properties of siloxane-modified styrene-acrylate latex particles with core-shell structure. Int. J. Polym. Mater. 2013, 62, 488–492. [Google Scholar] [CrossRef]
- Yang, Y.K.; Gao, Y.N.; Wang, X.; An, H.R.; Liang, S.; Wang, R.L.; Li, N.; Sun, Z.Y.; Xiao, J.J.; Zhao, X.Y. Preparation and properties of a self-crosslinking styrene acrylic emulsion using amino-functional graphene oxide as a crosslinking agent and anti-corrosion filler. J. Mater. Res. Technol. 2022, 16, 1814–1823. [Google Scholar] [CrossRef]
- Lu, Z.Y.; Guan, W.X.; Tang, L.M. High performances polyurethane-urea polyacrylate hybrid emulsion coatings with multiple crosslinking structures. Prog. Org. Coat. 2019, 132, 328–335. [Google Scholar] [CrossRef]
- Cheng, Y.X.; Tang, L.M.; Fu, X.H. Investigation on self-healing, anti-fogging and anti-frosting performances of silica sol modified waterborne polyurethane coatings. Prog. Org. Coat. 2022, 172, 107118. [Google Scholar] [CrossRef]
- Guo, T.Y.; Xi, C.; Hao, G.J.; Song, M.D.; Zhang, B.H. Preparation and properties of room temperature self-crosslinking poly(MMA-co-BA-co-St-co-VTES) latex film. Adv. Polym. Technol. 2005, 24, 288–295. [Google Scholar] [CrossRef]
- Han, C.Y.; Bian, J.J.; Liu, H.; Han, L.J.; Wang, S.S.; Dong, L.S.; Chen, S. An investigation of the effect of silane water-crosslinking on the properties of poly(L-lactide). Polym. Int. 2010, 59, 695–703. [Google Scholar] [CrossRef]
- Qin, G.F.; Ma, G.Z.; Hou, C.Y.; Wu, J.B.; Yi, T.F.; Zhang, R.F.; Zhang, H.; Hao, X.G. Effects of glycidyl methacrylate content and addition sequence on the acrylic latexes with carboxyl groups. J. Coat. Technol. Res. 2016, 13, 973–980. [Google Scholar] [CrossRef]
- Bakhshi, H.; Zohuriaan-Mehr, M.J.; Bouhendi, H.; Kabiri, K. Effect of functional monomer GMA on the physical–mechanical properties of coatings from poly (BA–MMA) latexes. J. Mater. Sci. 2011, 46, 2771–2777. [Google Scholar] [CrossRef]
- Chen, L.J.; Wu, F.Q. Preparation and characterization of novel self cross-linking fluorinated acrylic latex. J. Appl. Polym. Sci. 2012, 123, 1997–2002. [Google Scholar] [CrossRef]
- Volfova, P.; Chrastova, V.; Cernakova, L.; Mrenica, J.; Kozankova, J. Properties of polystyrene/poly(butyl acrylate) core/shell polymers modified with N-methylol acrylamide. Macromol. Symp. 2001, 170, 283–290. [Google Scholar] [CrossRef]
- Khatib, Z.K.; Bayomy, F.M. Rubberized portland cement concrete. J. Mater. Civ. Eng. 1999, 11, 206–213. [Google Scholar] [CrossRef]
- Turatsinze, A.; Bonnet, S.; Granju, J.L. Mechanical characterisation of cement-based mortar incorporating rubber aggregates from recycled worn tyres. Build. Environ. 2005, 40, 221–226. [Google Scholar] [CrossRef]
- Segre, N.; Joekes, I. Use of tire rubber particles as addition to cement paste. Cem. Concr. Res. 2000, 30, 1421–1425. [Google Scholar] [CrossRef]
- Pacheco-Torgal, F.; Ding, Y.N.; Jalali, S. Properties and durability of concrete containing polymeric wastes (tyre rubber and polyethylene terephthalate bottles): An overview. Constr. Build. Mater. 2012, 30, 714–724. [Google Scholar] [CrossRef]
- Dong, Q.; Huang, B.S.; Shu, X. Rubber modified concrete improved by chemically active coating and silane coupling agent. Constr. Build. Mater. 2013, 48, 116–123. [Google Scholar] [CrossRef]
- Huang, B.S.; Shu, X.; Cao, J.Y. A two-staged surface treatment to improve properties of rubber modified cement composites. Constr. Build. Mater. 2013, 40, 270–274. [Google Scholar] [CrossRef]
- Li, G.Y.; Wang, Z.K.; Leung, C.K.Y.; Tang, S.W.; Pan, J.; Huang, W.S.; Chen, E. Properties of rubberized concrete modified by using silane coupling agent and carboxylated SBR. J. Clean. Prod. 2016, 112, 797–807. [Google Scholar] [CrossRef]
- Pham, N.P.; Toumi, A.; Turatsinze, A. Rubber aggregate-cement matrix bond enhancement: Microstructural analysis, effect on transfer properties and on mechanical behaviours of the composite. Cem. Concr. Compos. 2018, 94, 1–12. [Google Scholar] [CrossRef]
- Han, Q.H.; Yang, Y.Z.; Zhang, J.R.; Yu, J.; Hou, D.S.; Dong, B.Q.; Ma, H.Y. Insights into the interfacial strengthening mechanism of waste rubber/cement paste using polyvinyl alcohol: Experimental and molecular dynamics study. Cem. Concr. Compos. 2020, 114, 103791. [Google Scholar] [CrossRef]
- Kujawa, W.; Tarach, I.; Olewnik-Kruszkowska, E.; Rudawska, A. Effect of polymer additives on the microstructure and mechanical properties of self-leveling rubberised concrete. Materials 2022, 15, 249. [Google Scholar] [CrossRef]
- Zhang, C.Y.; Kong, X.M.; Lu, Z.C.; Jansen, D.; Pakusch, J.; Wang, S.X. Pore structure of hardened cement paste containing colloidal polymers with varied glass transition temperature and surface charges. Cem. Concr. Compos. 2019, 95, 154–168. [Google Scholar] [CrossRef]
- Zhang, W.; Bai, J.C.; Zhou, C.L.; Yu, H.; Wang, L. Preparation and properties of water-based acrylic emulsion-assisted flexible building tiles. RSC Adv. 2022, 12, 5340–5348. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Y.J.; Xie, Z.Y.; Gu, H.C.; Zhu, C.; Gu, Z.Z. Bio-inspired variable structural color materials. Chem. Soc. Rev. 2012, 41, 3297–3317. [Google Scholar] [CrossRef] [PubMed]
- Wu, Y.; Liu, G.J.; Li, H.; Han, P.S.; Cheng, J.Y.; Zhou, L. Preparation and application of photonic crystal paints with tunable structural color. Phys. Status Solidi A 2020, 217, 1900539. [Google Scholar] [CrossRef]
- Tillet, G.; Boutevin, B.; Ameduri, B. Chemical reactions of polymer crosslinking and post-crosslinking at room and medium temperature. Prog. Polym. Sci. 2011, 36, 191–217. [Google Scholar] [CrossRef]
- Bakhshi, H.; Bouhendi, H.; Zohuriaan-Mehr, M.J.; Kabiri, K. Semibatch emulsion copolymerization of butyl acrylate and glycidyl methacrylate: Effect of operating variables. J. Appl. Polym. Sci. 2010, 117, 2771–2780. [Google Scholar] [CrossRef]
- Poutrel, Q.A.; Blaker, J.J.; Soutis, C.; Tournilhac, F.; Gresil, M. Dicarboxylic acid-epoxy vitrimers: Influence of the off-stoichiometric acid content on cure reactions and thermo-mechanical properties. Polym. Chem. 2020, 11, 5327–5338. [Google Scholar] [CrossRef]
- Routh, A.F.; Russel, W.B. Deformation mechanisms during latex film formation: Experimental evidence. Ind. Eng. Chem. Res. 2001, 40, 4302–4308. [Google Scholar] [CrossRef]
- Ma, Y.H.; Shi, C.J.; Lei, L.; Sha, S.N.; Zhou, B.B.; Liu, Y.; Xiao, Y.C. Research progress on polycarboxylate based superplasticizers with tolerance to clays-A review. Constr. Build. Mater. 2020, 255, 119386. [Google Scholar] [CrossRef]
- Lei, L.; Hirata, T.; Plank, J. 40 years of PCE superplasticizers-history, current state-of-the-art and an outlook. Cem. Concr. Res. 2022, 157, 106826. [Google Scholar] [CrossRef]
- Li, Z.K.; Peng, J.H. Adsorption behavior of polycarboxylate superplasticizer on cement particles. Appl. Mech. Mater. 2013, 405–408, 2834–2838. [Google Scholar]
- Dos Santos, A.M.; Mckenna, T.F.; Guillot, J. Emulsion copolymerization of styrene and n-butyl acrylate in presence of acrylic and methacrylic acids: Effect of pH on kinetics and carboxyl group distribution. J. Appl. Polym. Sci. 1997, 65, 2343–2355. [Google Scholar] [CrossRef]
- GB/T 528-2009; Rubber, Vulcanized or Thermoplastic—Determination of Tensile Stress-Strain Properties. Standardization Administration of the People’s Republic of China: Beijing, China, 2009.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | GMA (%) | AA (%) | MAA (%) | Epoxy Group/Carboxyl Group 1 | BA (%) | St (%) |
|---|---|---|---|---|---|---|
| 1 | 0 | 1 | 0 | --- | 65 | 34.0 |
| 2 | 2 | 1 | 0.2 | 1:1.14 | 65 | 31.8 |
| 3 | 4 | 1 | 1.4 | 1:1.08 | 65 | 28.6 |
| 4 | 6 | 1 | 2.6 | 1:1.04 | 65 | 25.4 |
| 5 | 8 | 1 | 3.8 | 1:1.03 | 65 | 22.2 |
| Sample | GMA (%) | Coagulation Fraction (%) | Particle Size (nm) | PDI | Zeta Potential (mV) |
|---|---|---|---|---|---|
| 1 | 0 | 0.213 | 369 | 0.111 | −50.2 |
| 2 | 2 | 0.104 | 342 | 0.100 | −46.7 |
| 3 | 4 | 0.069 | 309 | 0.172 | −45.8 |
| 4 | 6 | 0.108 | 299 | 0.156 | −48.0 |
| 5 | 8 | 0.137 | 334 | 0.161 | −47.6 |
| Sample | AA 1 (%) | Viscosity (CPS) | Tg (°C) | Tensile Strength (KPa) | Tensile Modulus (KPa) |
|---|---|---|---|---|---|
| 6 | 0 | 23.5 | −8.3 | 320 | 419 |
| 1 | 1 | 31.2 | −7.8 | 381 | 403 |
| 7 | 2 | 73.7 | −7.4 | 492 | 449 |
| 8 | 3 | 1.90 × 103 | −7.3 | 564 | 467 |
| 9 | 4 | 1.71 × 104 | −7.2 | 678 | 478 |
| 10 2 | 6 | Very high | - | - | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, Y.; Wei, J.; Jin, H.; Tang, L. Fabrication of Novel Crosslinking Carboxylic Styrene-Acrylate Latices as Binders for Exterior Flexible Facing Tiles. Molecules 2023, 28, 6249. https://doi.org/10.3390/molecules28176249
Lu Y, Wei J, Jin H, Tang L. Fabrication of Novel Crosslinking Carboxylic Styrene-Acrylate Latices as Binders for Exterior Flexible Facing Tiles. Molecules. 2023; 28(17):6249. https://doi.org/10.3390/molecules28176249
Chicago/Turabian StyleLu, Yue, Jingke Wei, Haojie Jin, and Liming Tang. 2023. "Fabrication of Novel Crosslinking Carboxylic Styrene-Acrylate Latices as Binders for Exterior Flexible Facing Tiles" Molecules 28, no. 17: 6249. https://doi.org/10.3390/molecules28176249
APA StyleLu, Y., Wei, J., Jin, H., & Tang, L. (2023). Fabrication of Novel Crosslinking Carboxylic Styrene-Acrylate Latices as Binders for Exterior Flexible Facing Tiles. Molecules, 28(17), 6249. https://doi.org/10.3390/molecules28176249