

Direct Furfural Production from Deciduous Wood Pentosans Using Different Phosphorus-Containing Catalysts in the Context of Biorefining

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Chemicals
2.2. Preparation of Feedstock
2.3. Characterisation of Feedstock
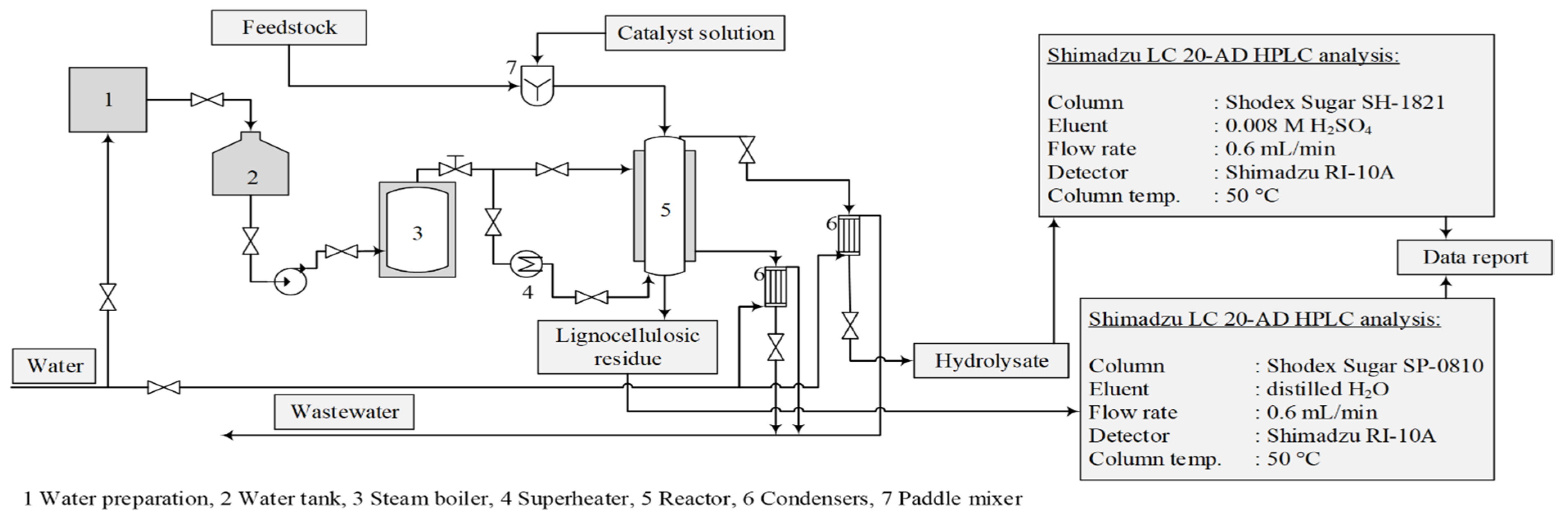
2.4. Hydrolysis Process
2.5. Enzymatic Hydrolysis Process
3. Results and Discussion
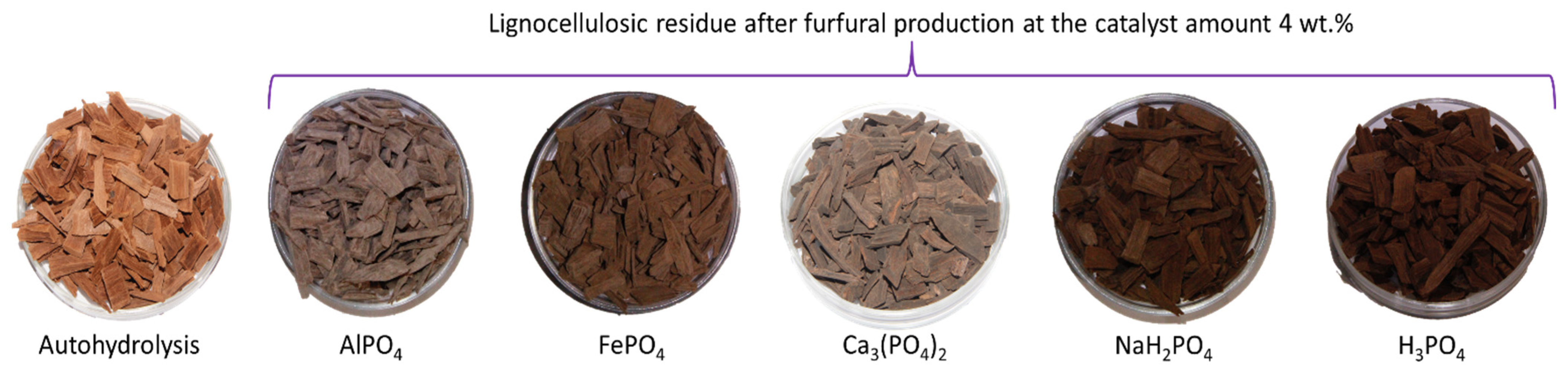
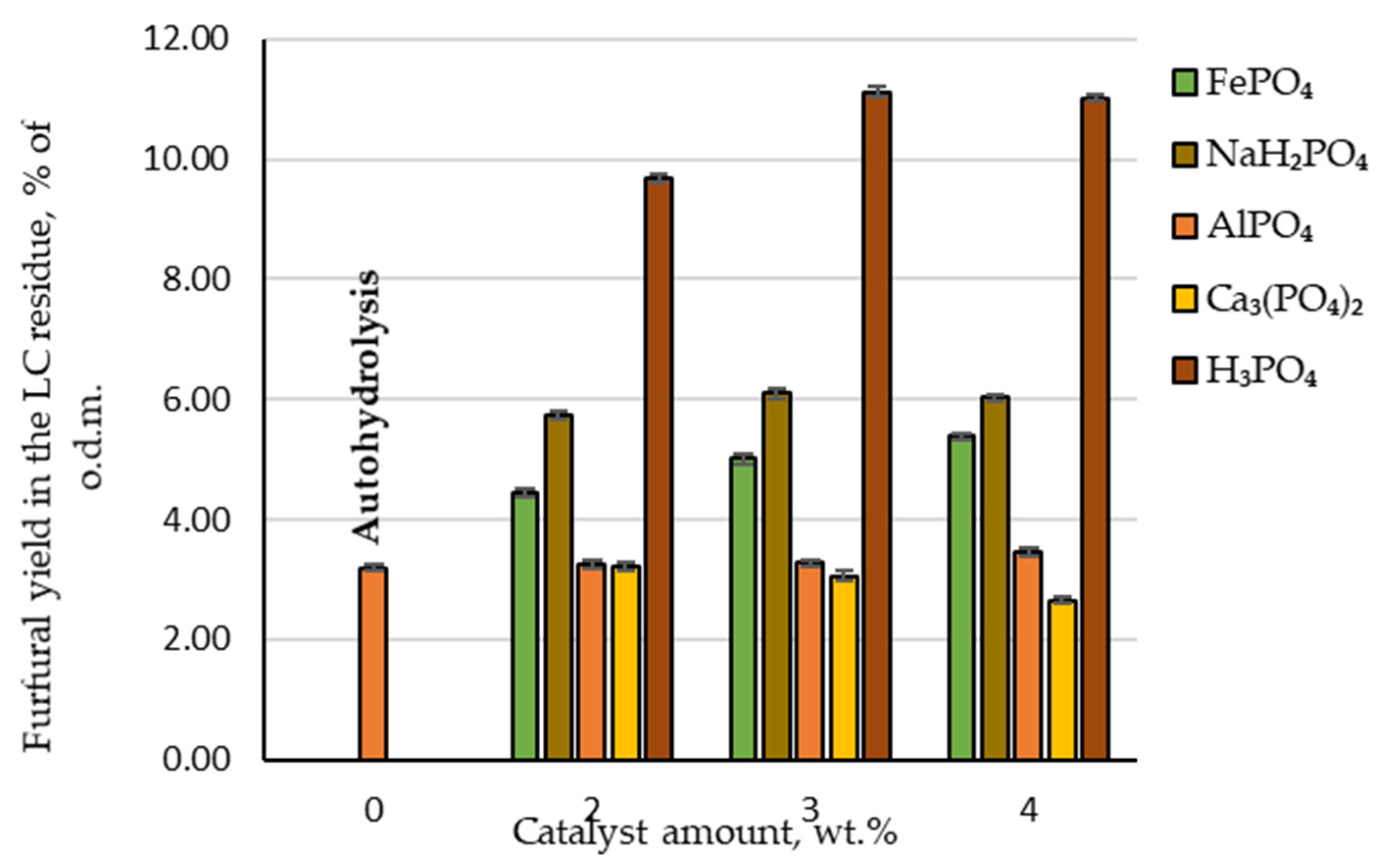
3.1. Hydrolysis—Furfural Production
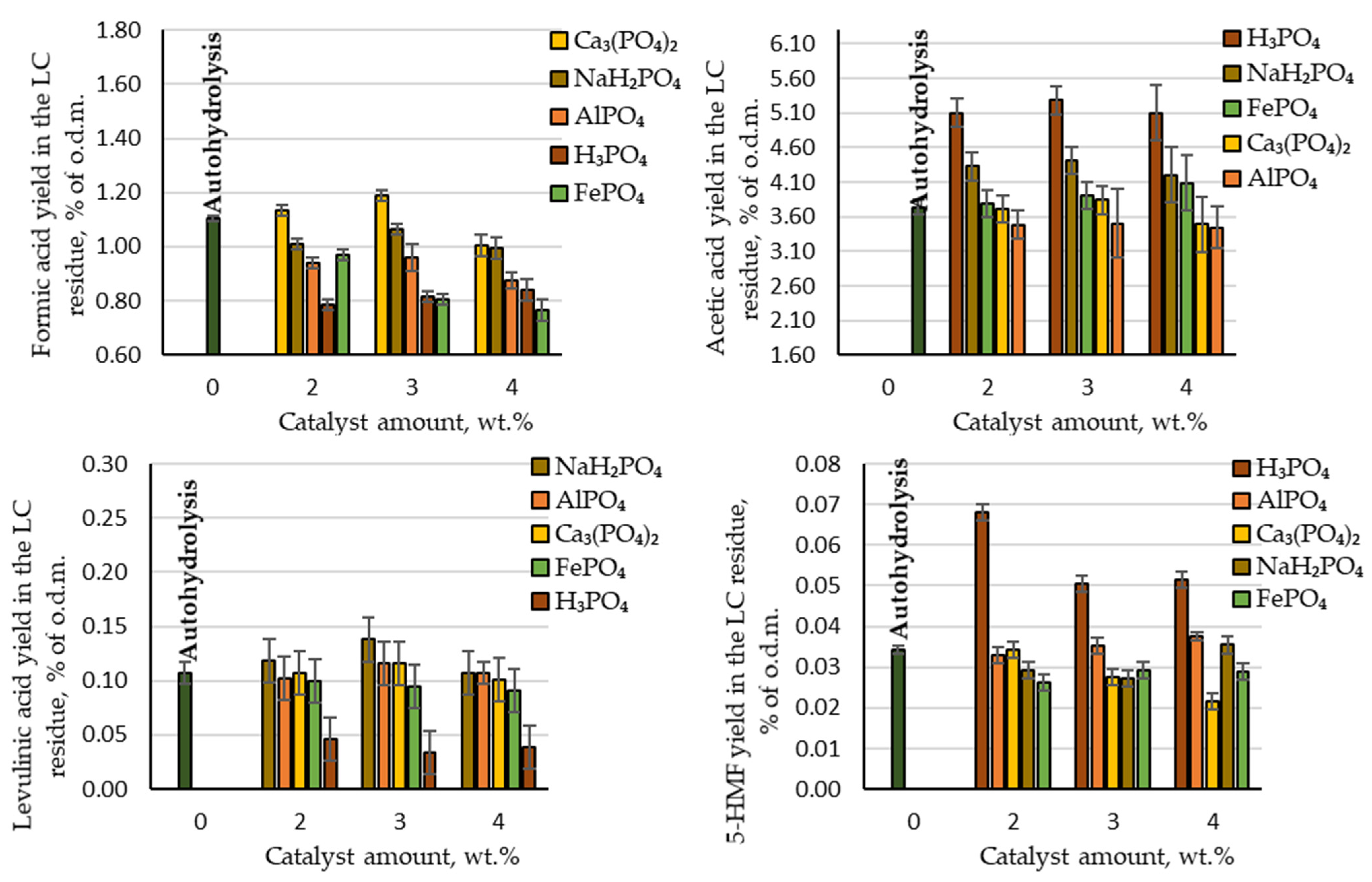
3.2. Hydrolysis: By-Products Created during the Production of Furfural
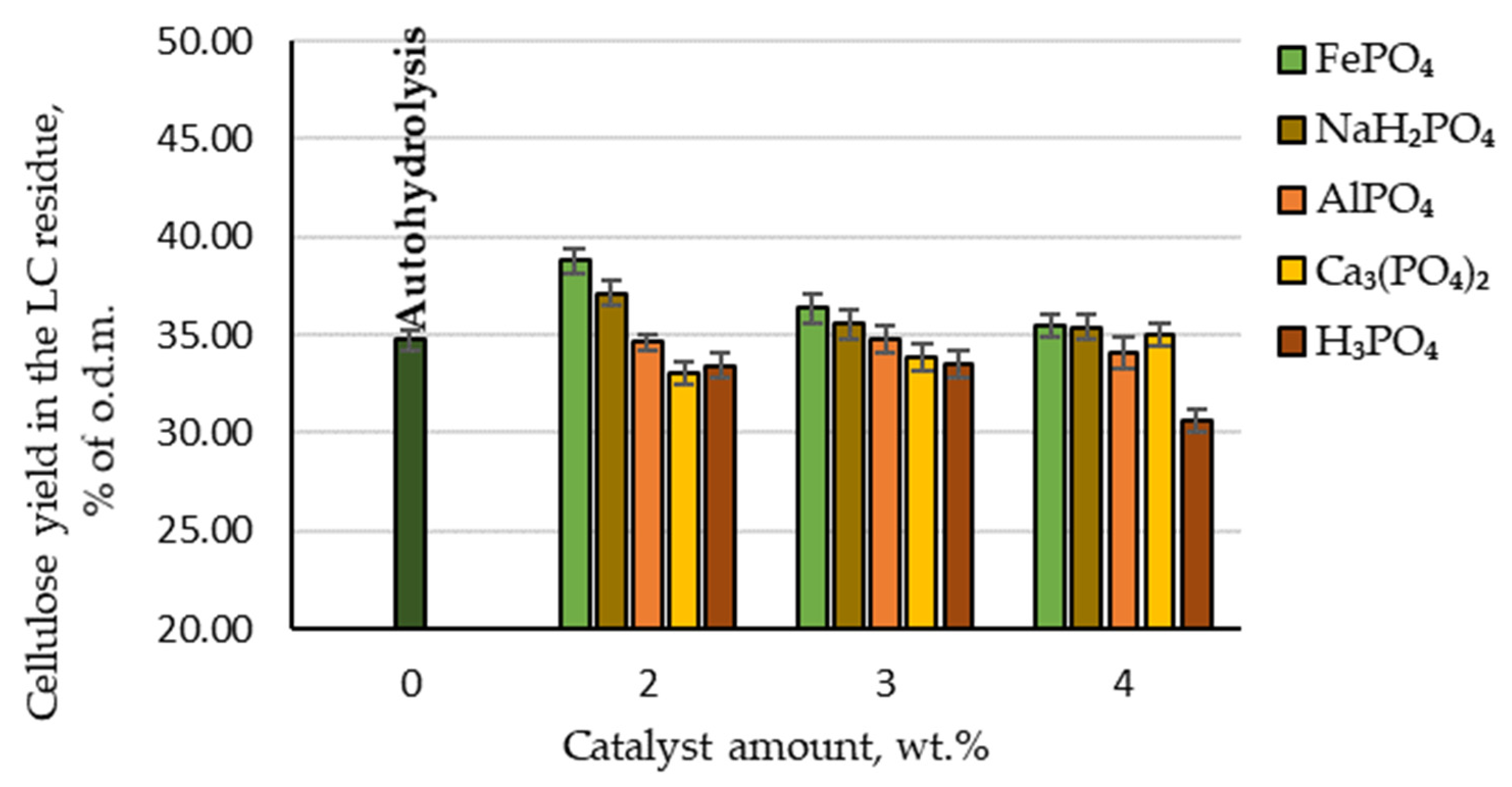
3.3. Hydrolysis: Retained Cellulose
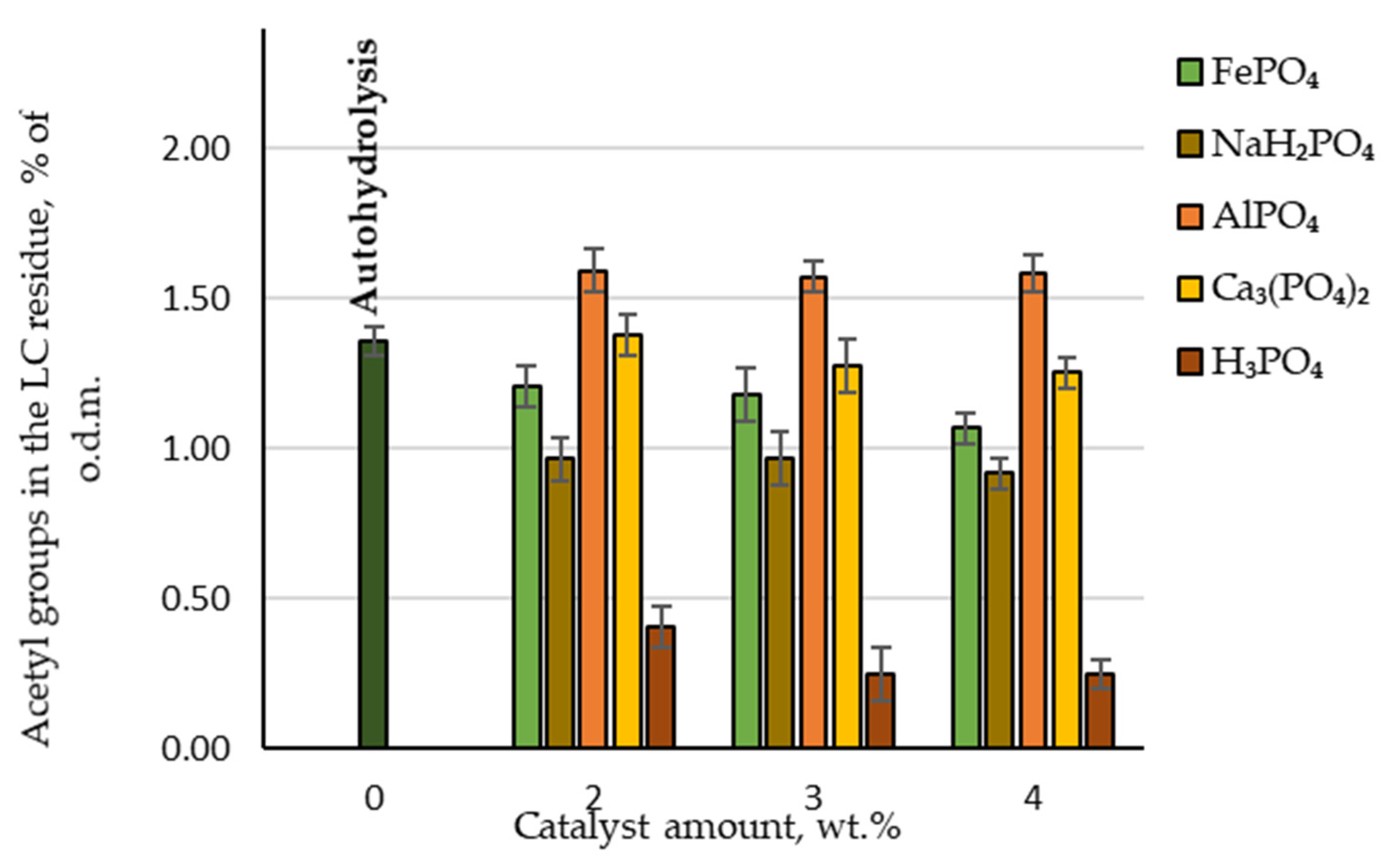
3.4. Hydrolysis: Acetyl Groups in the LC Residue
3.5. Hydrolysis: Furfural Production Using an H3PO4/NaH2PO4 Mixture as a Catalyst
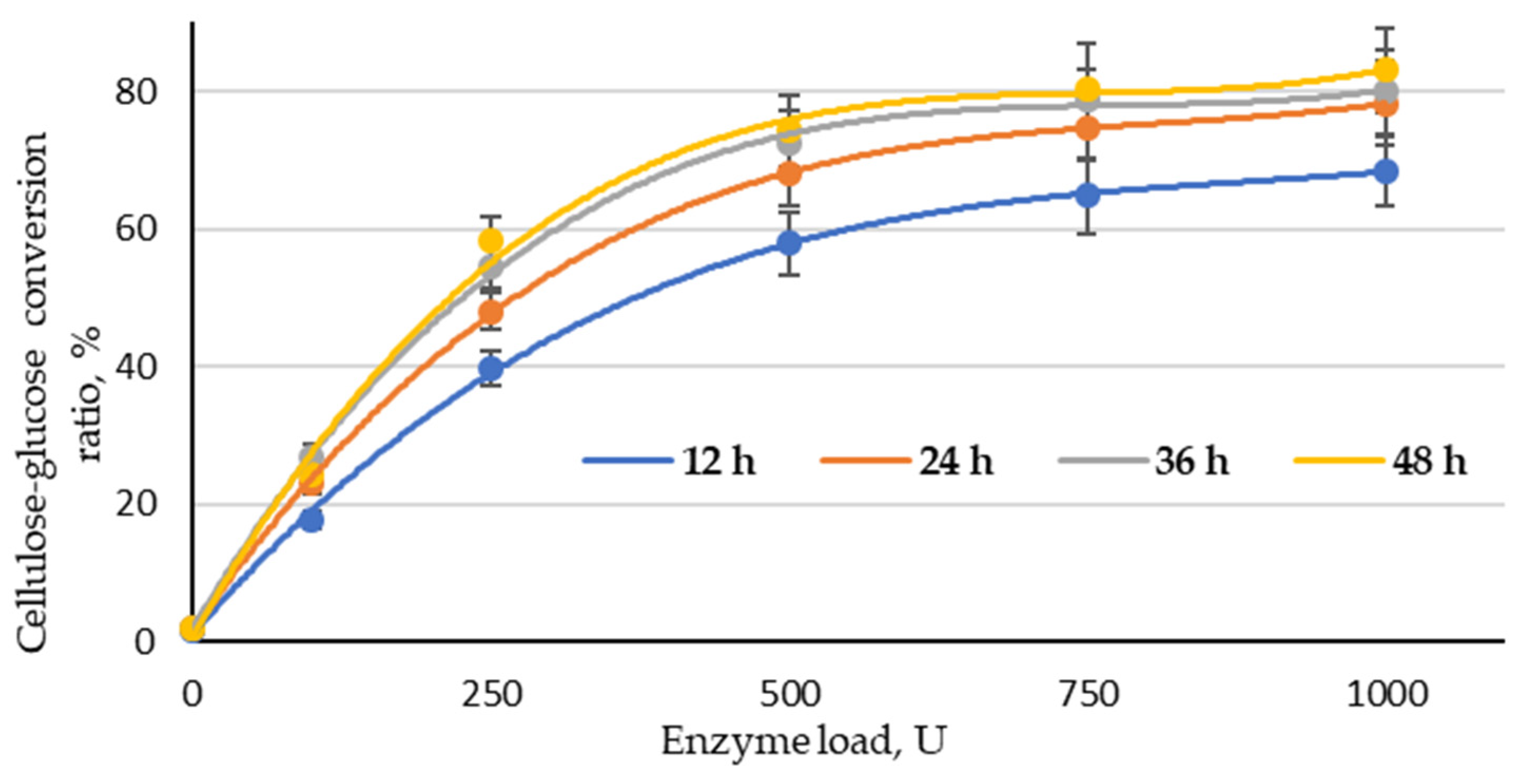
3.6. Enzymatic Hydrolysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kucharska, K.; Rybarczyk, P.; Hołowacz, I.; Łukajtis, R.; Glinka, M.; Kamiński, M. Pretreatment of Lignocellulosic Materials as Substrates for Fermentation Processes. Molecules 2018, 23, 2937. [Google Scholar] [CrossRef]
- Den, W.; Sharma, V.K.; Lee, M.; Nadadur, G.; Varma, R.S. Lignocellulosic Biomass Transformations via Greener Oxidative Pretreatment Processes: Access to Energy and Value-Added Chemicals. Front. Chem. 2018, 6, 141. [Google Scholar] [CrossRef] [PubMed]
- Gírio, F.M.; Fonseca, C.; Carvalheiro, F.; Duarte, L.C.; Marques, S.; Bogel-Łukasik, R. Hemicelluloses for fuel ethanol: A review. Bioresour. Technol. 2010, 101, 4775–4800. [Google Scholar] [CrossRef] [PubMed]
- Ji, X.-J.; Huang, H.; Nie, Z.-K.; Qu, L.; Xu, Q.; Tsao, G.T. Fuels and Chemicals from Hemicellulose Sugars. Adv. Biochem. Eng. Biotechnol. 2011, 128, 199–224. [Google Scholar]
- Rosales-Calderon, O.; Arantes, V. A review on commercial-scale high-value products that can be produced alongside cellulosic ethanol. Biotechnol. Biofuels 2019, 12, 240. [Google Scholar] [CrossRef] [PubMed]
- Eseyin, A.E.; Steele, P.H. An overview of the applications of furfural and its derivatives. Int. J. Adv. Chem. 2015, 3, 42. [Google Scholar] [CrossRef]
- Wang, W.; Mittal, A.; Pilath, H.; Chen, X.; Tucker, M.P.; Johnson, D.K. Simultaneous upgrading of biomass-derived sugars to HMF/furfural via enzymatically isomerized ketose intermediates. Biotechnol. Biofuels 2019, 12, 253. [Google Scholar] [CrossRef] [PubMed]
- Duque, A.; Álvarez, C.; Doménech, P.; Manzanares, P.; Moreno, A.D. Advanced bioethanol production: From novel raw materials to integrated biorefineries. Processes 2021, 9, 206. [Google Scholar] [CrossRef]
- Machado, G.; Leon, S.; Santos, F.; Lourega, R.; Dullius, J.; Mollmann, M.E.; Eichler, P. Literature Review on Furfural Production from Lignocellulosic Biomass. Nat. Resour. 2016, 7, 115–129. [Google Scholar] [CrossRef]
- Brazdausks, P.; Rizikovs, J. Phosphoric acid catalysed hydrolysis impact on the cellulose content in the wood residue after furfural production. In Proceedings of the 29th European Biomass Conference and Exhibition, Marseille, France, 26–29 April 2021; pp. 929–933. [Google Scholar]
- Romero, I.; Moya, M.; Sánchez, S.; Ruiz, E.; Castro, E.; Bravo, V. Ethanolic fermentation of phosphoric acid hydrolysates from olive tree pruning. Ind. Crops Prod. 2007, 25, 160–168. [Google Scholar] [CrossRef]
- Vassileva, M.; Malusà, E.; Sas-Paszt, L.; Trzcinski, P.; Galvez, A.; Flor-Peregrin, E.; Shilev, S.; Canfora, L.; Mocali, S.; Vassilev, N. Fermentation Strategies to Improve Soil Bio-Inoculant Production and Quality. Microorganisms 2021, 9, 1254. [Google Scholar] [CrossRef] [PubMed]
- Peyer, L.C.; Bellut, K.; Lynch, K.M.; Zarnkow, M.; Jacob, F.; De Schutter, D.P.; Arendt, E.K. Impact of buffering capacity on the acidification of wort by brewing-relevant lactic acid bacteria. J. Inst. Brew. 2017, 123, 497–505. [Google Scholar] [CrossRef]
- Brazdausks, P.; Paze, A.; Rizhikovs, J.; Puke, M.; Meile, K.; Vedernikovs, N.; Tupciauskas, R.; Andzs, M. Effect of aluminium sulphate-catalysed hydrolysis process on furfural yield and cellulose degradation of Cannabis sativa L. shives. Biomass Bioenergy 2016, 89, 98–104. [Google Scholar] [CrossRef]
- Denault, L.J.; Allen, W.G.; Boyer, E.W.; Collins, D.; Kramme, D.; Sprandlin, J.E. A simple reducing sugar assay for 𝛽-glucanase activity in Malt, and various microbial enzyme preperations. J. Am. Soc. Brew. Chem. 1978, 36, 18–23. [Google Scholar] [CrossRef]
- Dygert, S.; Li, L.H.; Florida, D.; Thoma, J.A. Determination of reducing sugar with improved precision. Anal. Biochem. 1965, 13, 367–374. [Google Scholar] [CrossRef]
- Avci, A.; Saha, B.C.; Dien, B.S.; Kennedy, K.J.; Cotta, M.K. Response surface optimization of corn stover pretreatment using dilute phosphoric acid for enzymatic hydrolysis and ethanol production, Bioresour. Technol. 2013, 130, 603–612. [Google Scholar] [CrossRef]
- Morais, A.R.C.; Matuchaki, M.D.D.J.; Andreaus, J.; Bogel-Lukasik, R. A green and efficient approach to selective conversion of xylose and biomass hemicellulose into furfural in aqueous media using high-pressure CO2 as a sustainable catalyst. Green Chem. 2016, 18, 2985–2994. [Google Scholar] [CrossRef]
- Pan, X.; Gilkes, N.; Saddler, J.N. Effect of acetyl groups on enzymatic hydrolysis of cellulosic substrates. Holzforschung 2006, 60, 398–401. [Google Scholar] [CrossRef]
- Puke, M.; Godina, D.; Kirpluks, M.; Brazdausks, P.; Rizikovs, J. Characterization of Birch Wood Residue after 2-Furaldehyde Obtaining, for Further Integration in Biorefinery Processing. Polymers 2021, 13, 4366. [Google Scholar] [CrossRef] [PubMed]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Birch Wood Chips | |
|---|---|---|
| Amount | ||
| % o.d.m. | +/− | |
| Extractives | 4.23 | 0.05 |
| Glucan | 35.66 | 0.92 |
| Arabinan | 0.46 | 0.04 |
| Galactan | 1.58 | 0.43 |
| Xylan | 20.68 | 0.02 |
| Mannan | 2.38 | 0.07 |
| ASL | 3.62 | 0.21 |
| AIL | 20.33 | 0.05 |
| Ash | 0.60 | 0.01 |
| AG | 4.11 | 0.05 |
| Catalyst Ratio | Amount | Birch Wood Chips | |||
|---|---|---|---|---|---|
| H3PO4/NaH2PO4 | wt.% | Furfural, % t.p.y. | Furfural, % of o.d.m. | Cellulose, % t.p.y. | Cellulose, % of o.d.m. |
| 0:3 | 3 | 39.7 ± 4.5 | 6.1 ± 0.7 | 97.1 ± 1.1 | 35.5 ± 0.4 |
| 1:2 | 3 | 60.5 ± 3.3 | 9.3 ± 0.5 | 98.1 ± 0.6 | 35.9 ± 0.2 |
| 1:1 | 3 | 60.5 ± 3.9 | 9.3 ± 0.6 | 97.2 ± 1.5 | 35.7 ± 0.5 |
| 2:1 | 3 | 62.5 ± 3.3 | 9.6 ± 0.5 | 97.9 ± 0.3 | 35.8 ± 0.1 |
| 3:0 | 3 | 72.2 ± 2.6 | 11.1 ± 0.4 | 83.7 ± 3.3 | 30.6 ± 1.2 |
| Enzyme Load, U | ||||||
|---|---|---|---|---|---|---|
| 0 | 100 | 250 | 500 | 750 | 1000 | |
| Hydrolysis time 12 h | ||||||
| Cellobiose | 0.03 ± 0.00 | 0.05 ± 0.01 | 0.10 ± 0.01 | 0.17 ± 0.05 | 0.23 ± 0.06 | 0.27 ± 0.10 |
| Glucose | 0.13 ± 0.01 | 1.35 ± 0.05 | 3.02 ± 0.09 | 4.41 ± 0.06 | 4.94 ± 0.09 | 5.20 ± 0.12 |
| Xylose | 0.23 ± 0.02 | 0.36 ± 0.03 | 0.50 ± 0.04 | 0.60 ± 0.04 | 0.66 ± 0.07 | 0.67 ± 0.09 |
| Galactose | 0.07 ± 0.01 | 0.12 ± 0.02 | 0.16 ± 0.02 | 0.19 ± 0.02 | 0.23 ± 0.02 | 0.21 ± 0.04 |
| Arabinose | 0.03 ± 0.00 | 0.04 ± 0.00 | 0.05 ± 0.00 | 0.05 ± 0.00 | 0.06 ± 0.01 | 0.07 ± 0.01 |
| Hydrolysis time 24 h | ||||||
| Cellobiose | 0.03 ± 0.00 | 0.05 ± 0.00 | 0.11 ± 0.02 | 0.20 ± 0.04 | 0.25 ± 0.04 | 0.29 ± 0.07 |
| Glucose | 0.14 ± 0.02 | 1.76 ± 0.03 | 3.65 ± 0.06 | 5.19 ± 0.12 | 5.67 ± 0.13 | 5.95 ± 0.12 |
| Xylose | 0.24 ± 0.06 | 0.37 ± 0.05 | 0.52 ± 0.04 | 0.63 ± 0.09 | 0.67 ± 0.07 | 0.69 ± 0.05 |
| Galactose | 0.08 ± 0.02 | 0.13 ± 0.01 | 0.20 ± 0.03 | 0.23 ± 0.04 | 0.25 ± 0.06 | 0.27 ± 0.06 |
| Arabinose | 0.02 ± 0.00 | 0.04 ± 0.00 | 0.06 ± 0.01 | 0.08 ± 0.02 | 0.09 ± 0.02 | 0.09 ± 0.02 |
| Hydrolysis time 36 h | ||||||
| Cellobiose | 0.03 ± 0.00 | 0.05 ± 0.00 | 0.13 ± 0.04 | 0.21 ± 0.04 | 0.28 ± 0.03 | 0.30 ± 0.05 |
| Glucose | 0.15 ± 0.02 | 2.04 ± 0.12 | 4.14 ± 0.12 | 5.51 ± 0.12 | 5.99 ± 0.14 | 6.49 ± 0.20 |
| Xylose | 0.26 ± 0.03 | 0.40 ± 0.03 | 0.56 ± 0.06 | 0.66 ± 0.06 | 0.70 ± 0.08 | 0.67 ± 0.07 |
| Galactose | 0.26 ± 0.03 | 0.12 ± 0.02 | 0.18 ± 0.02 | 0.22 ± 0.02 | 0.21 ± 0.06 | 0.20 ± 0.03 |
| Arabinose | 0.03 ± 0.00 | 0.05 ± 0.00 | 0.09 ± 0.03 | 0.11 ± 0.02 | 0.12 ± 0.03 | 0.12 ± 0.02 |
| Hydrolysis time 48 h | ||||||
| Cellobiose | 0.03 ± 0.00 | 0.05 ± 0.00 | 0.14 ± 0.02 | 0.22 ± 0.06 | 0.28 ± 0.06 | 0.31 ± 0.04 |
| Glucose | 0.14 ± 0.01 | 1.85 ± 0.12 | 4.42 ± 0.12 | 5.65 ± 0.18 | 6.12 ± 0.16 | 6.32 ± 0.18 |
| Xylose | 0.25 ± 0.02 | 0.38 ± 0.06 | 0.57 ± 0.08 | 0.66 ± 0.09 | 0.69 ± 0.07 | 0.68 ± 0.09 |
| Galactose | 0.06 ± 0.00 | 0.12 ± 0.02 | 0.22 ± 0.04 | 0.24 ± 0.04 | 0.27 ± 0.09 | 0.23 ± 0.04 |
| Arabinose | 0.02 ± 0.00 | 0.05 ± 0.00 | 0.09 ± 0.02 | 0.10 ± 0.02 | 0.11 ± 0.02 | 0.10 ± 0.02 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Brazdausks, P.; Godina, D.; Puke, M. Direct Furfural Production from Deciduous Wood Pentosans Using Different Phosphorus-Containing Catalysts in the Context of Biorefining. Molecules 2022, 27, 7353. https://doi.org/10.3390/molecules27217353
Brazdausks P, Godina D, Puke M. Direct Furfural Production from Deciduous Wood Pentosans Using Different Phosphorus-Containing Catalysts in the Context of Biorefining. Molecules. 2022; 27(21):7353. https://doi.org/10.3390/molecules27217353
Chicago/Turabian StyleBrazdausks, Prans, Daniela Godina, and Maris Puke. 2022. "Direct Furfural Production from Deciduous Wood Pentosans Using Different Phosphorus-Containing Catalysts in the Context of Biorefining" Molecules 27, no. 21: 7353. https://doi.org/10.3390/molecules27217353
APA StyleBrazdausks, P., Godina, D., & Puke, M. (2022). Direct Furfural Production from Deciduous Wood Pentosans Using Different Phosphorus-Containing Catalysts in the Context of Biorefining. Molecules, 27(21), 7353. https://doi.org/10.3390/molecules27217353