
Role of Testing Conditions in Formation of Tribological Layers at Line Contacts of Antifriction CF-Reinforced PI- and PEI-Based Composites †

 ,
,  ,
,  ,
,  , ,
, , 
Abstract
:1. Introduction
2. Results
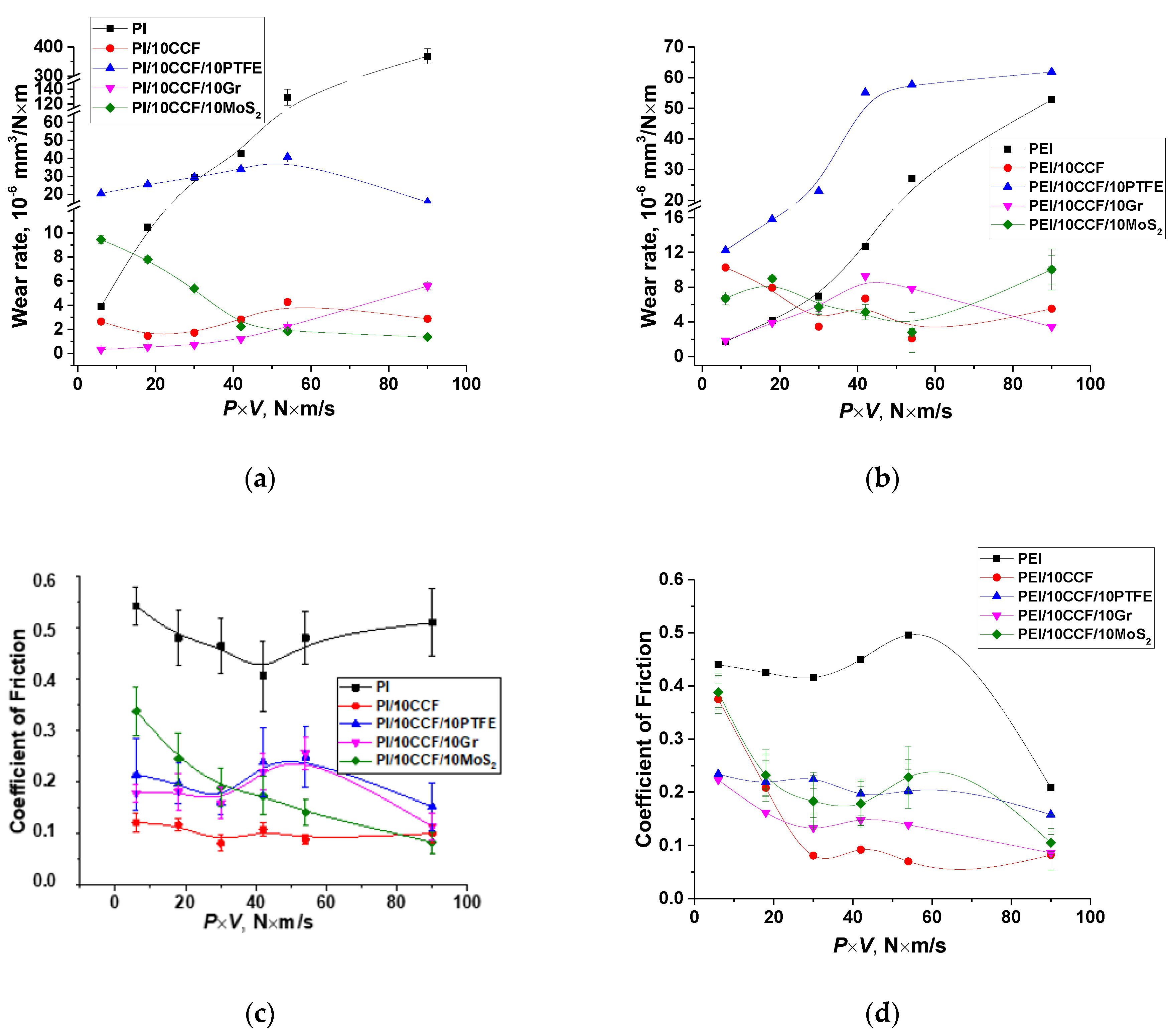
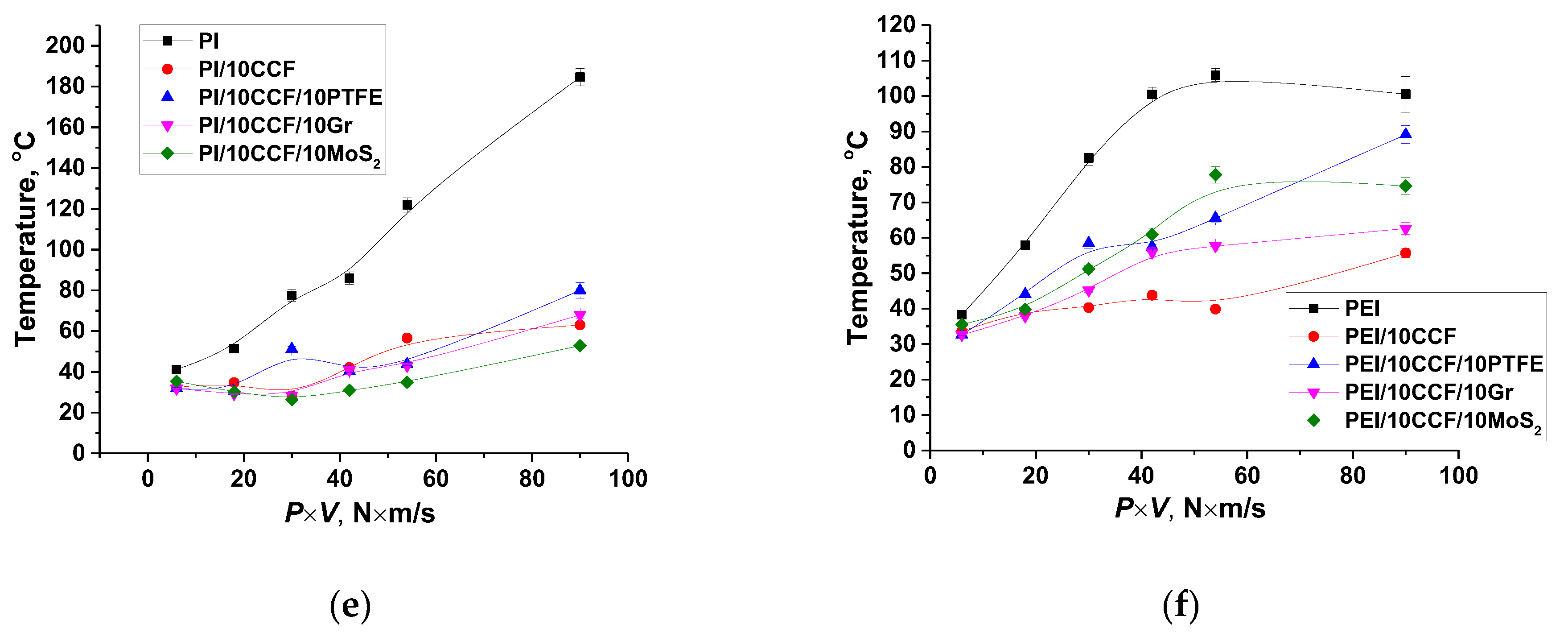
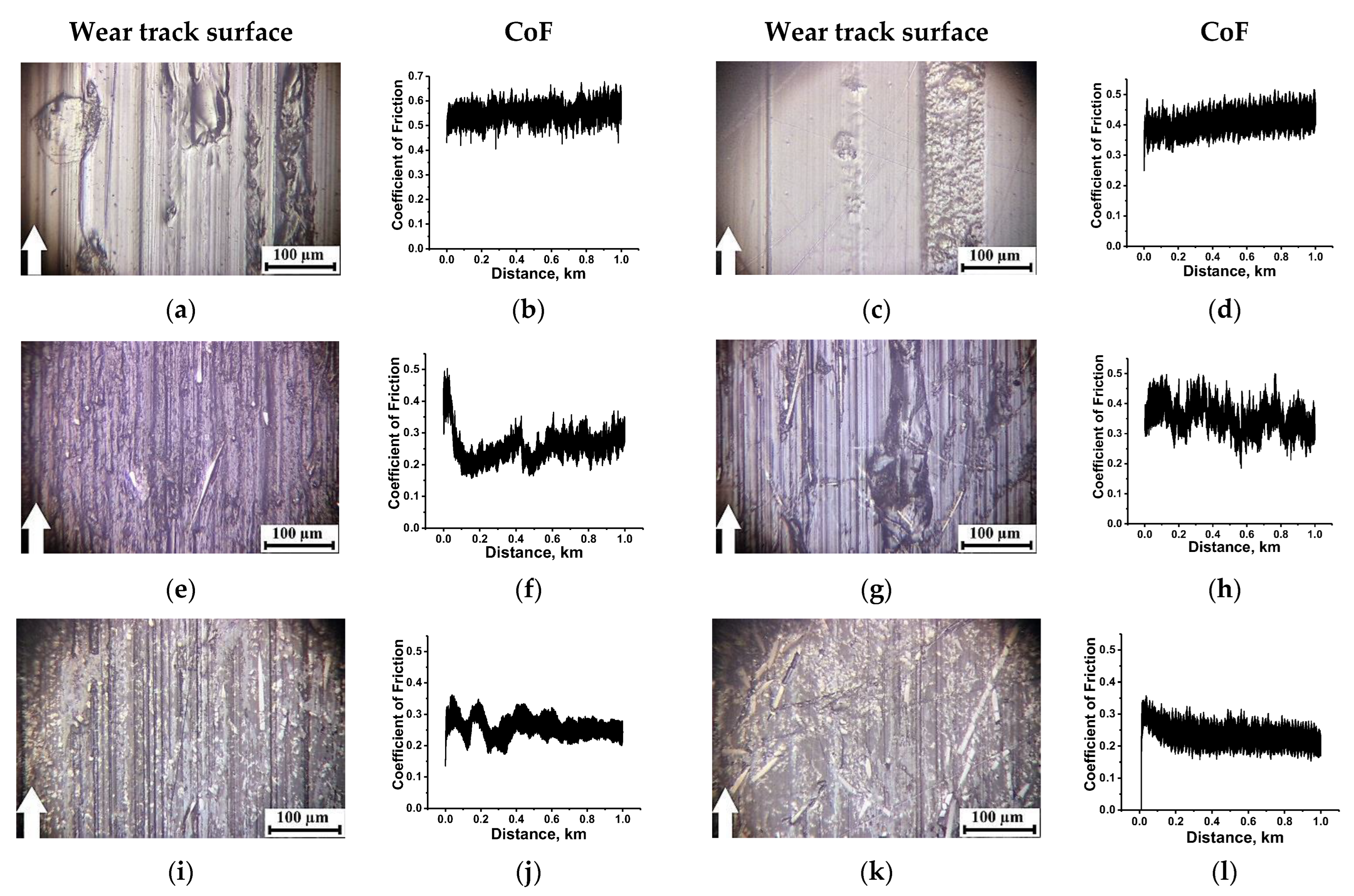
2.1. The Ceramic-Polymer Tribological Contact
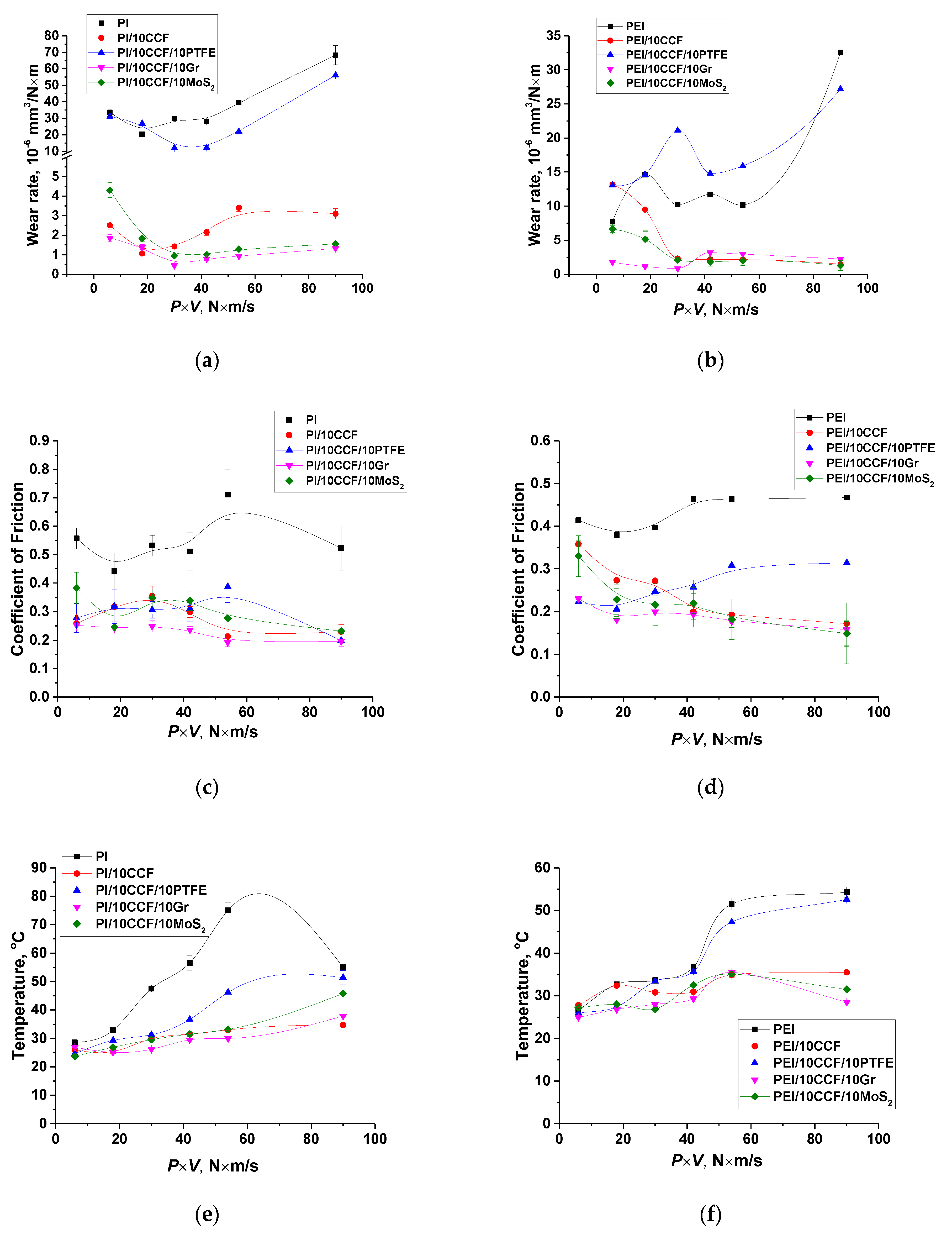
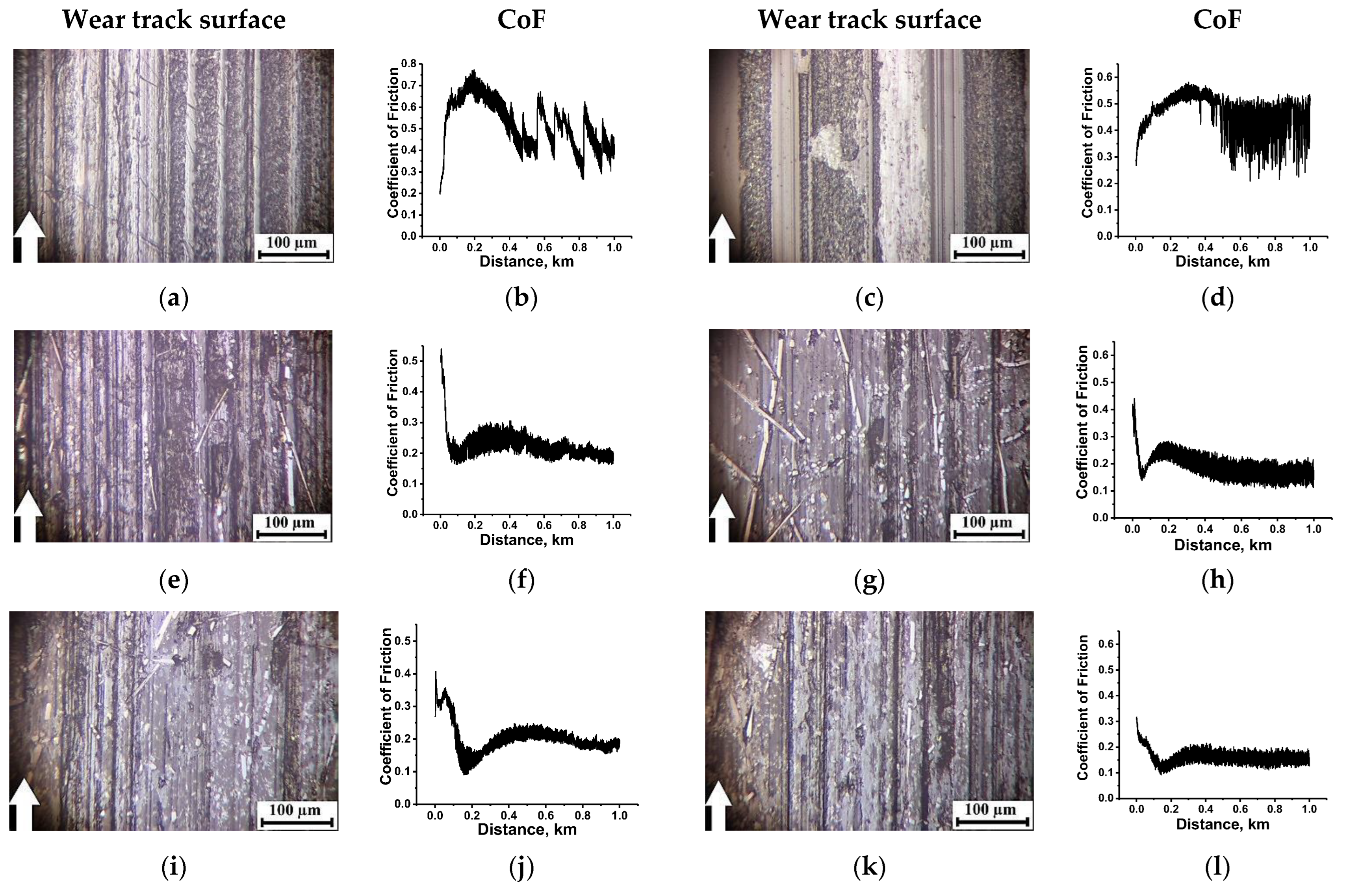
2.2. The Metal-Polymer Tribological Contact
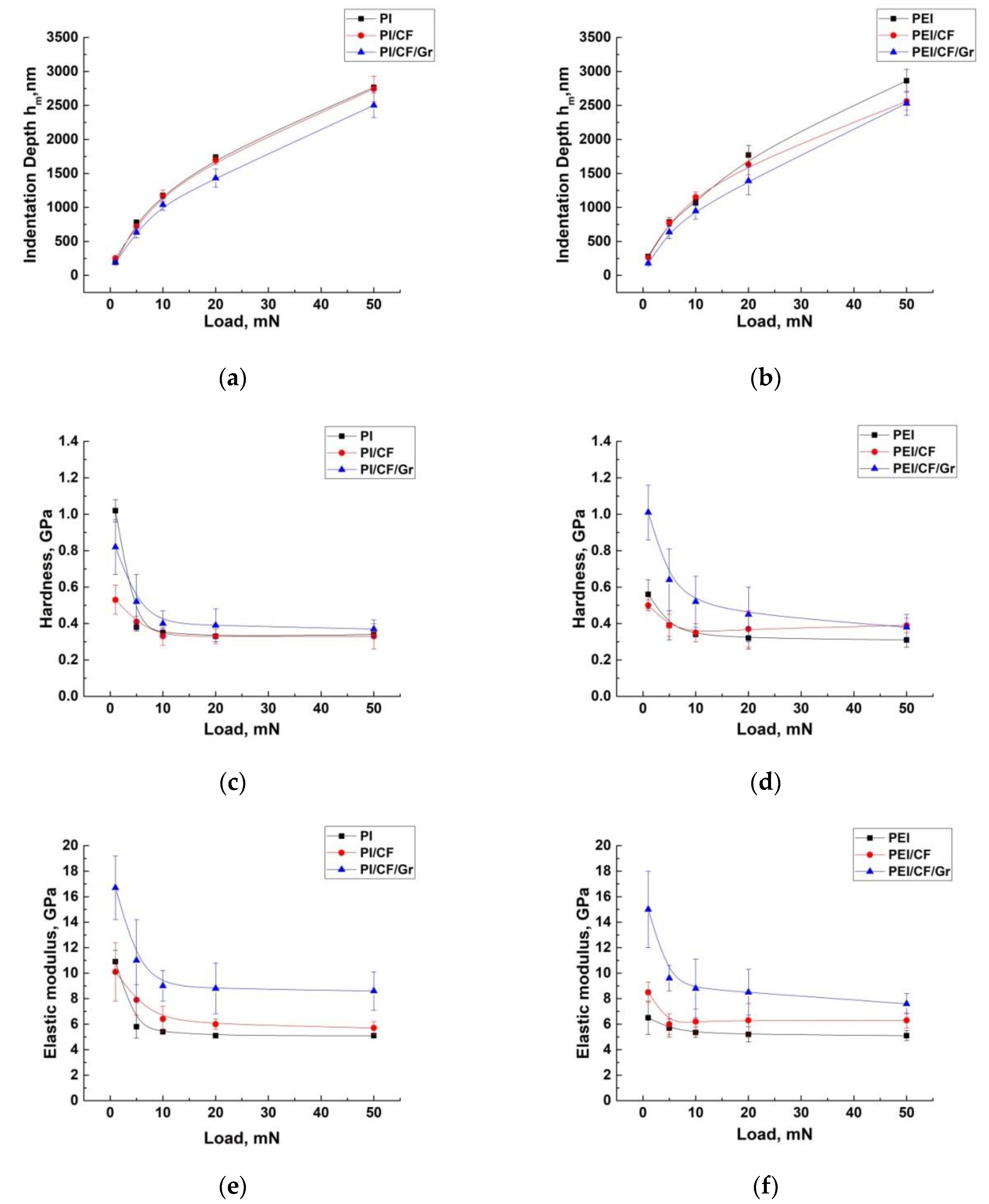
2.3. Nanoindentation Tests
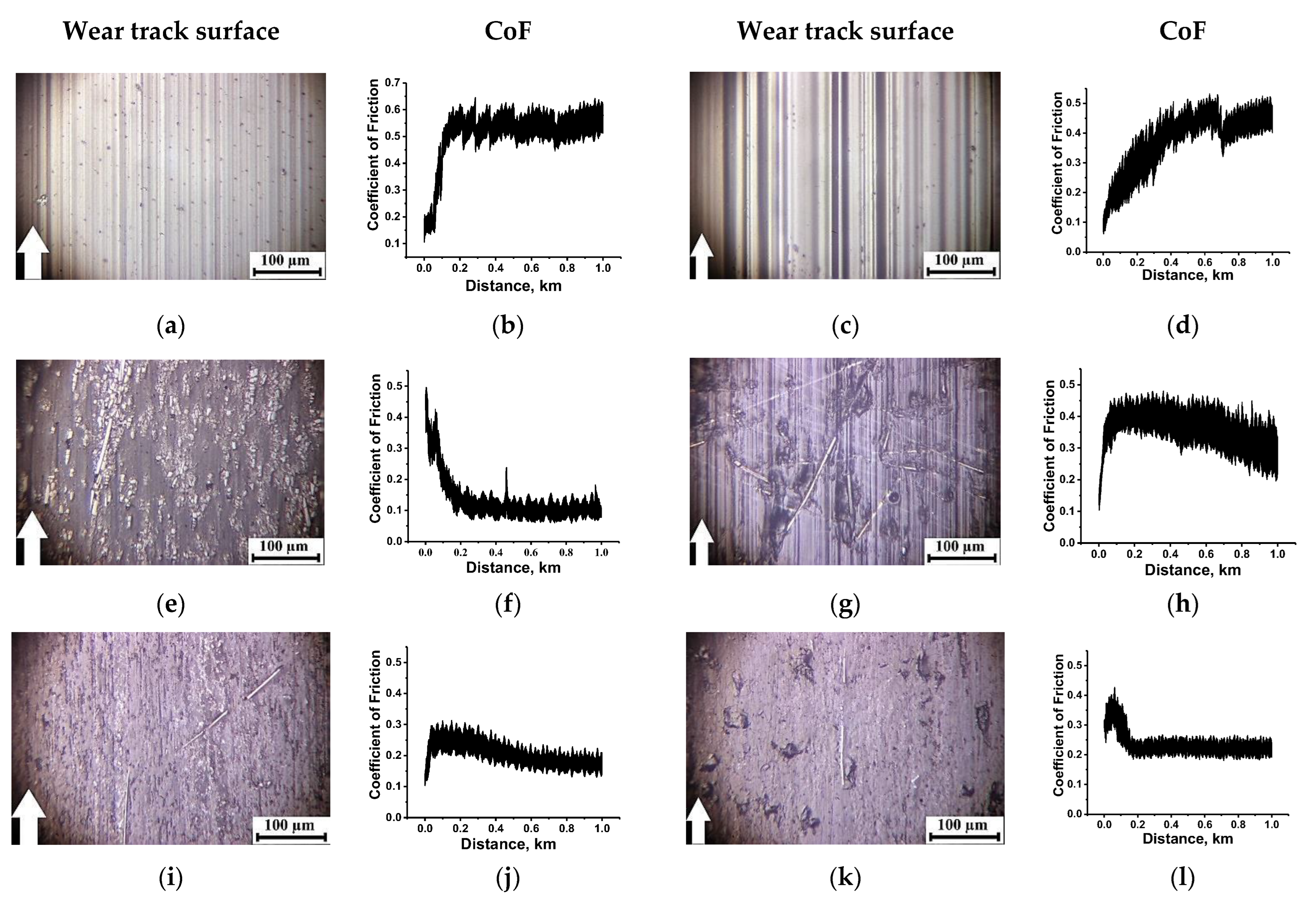
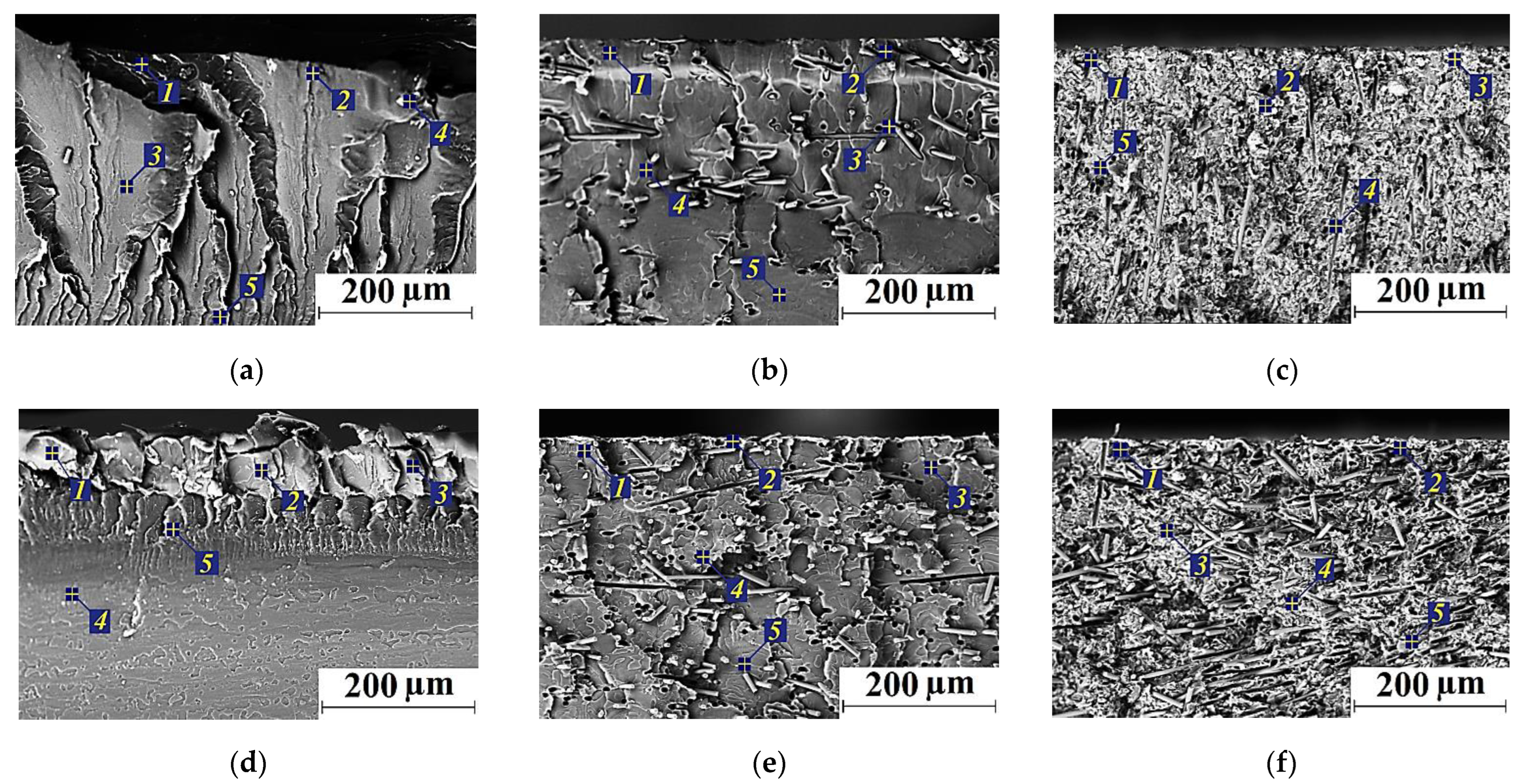
2.4. SEM-Micrographs and EDS Analysis
3. Discussion
- Material may extrude out from the sides of the contact giving rise to thin slivers which, subsequently, separate to produce wear debris.
- The fracture of surface layer causes a piece of material to leave the surface as wear debris (‘delamination’ wear or ratcheting failure). The latter takes place when the accumulated deformation exceeds a critical value. The following effects take place [50,51]:
- increase of hardness of the near-surface is a result of mixing with hard particles, chemical changes, and work hardening;
- the stress–strain behavior of the near-surface material may be changed; in doing so, the wear rate would alter;
- mechanical or chemical mixing during the formation of the Tribological Layer may give rise to changing the strain to failure of the surface material;
- the Young’s modulus of the material and the friction coefficient may change as well.’
4. Materials and Methods
4.1. Materials
4.2. Fabrication of the Composites
4.3. Physical and Mechanical Properties
4.4. Tribological Characteristics
4.5. Structural Studies
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Kurdi, A.; Chang, L. Recent Advances in High Performance Polymers—Tribological Aspects. Lubricants 2018, 7, 2. [Google Scholar] [CrossRef]
- Ogbonna, V.E.; Popoola, A.P.I.; Popoola, O.M.; Adeosun, S.O. A review on polyimide reinforced nanocomposites for mechanical, thermal, and electrical insulation application: Challenges and recommendations for future improvement. Polym. Bull. 2020, 79, 663–695. [Google Scholar] [CrossRef]
- Ma, J.; Qi, X.; Dong, Y.; Zhao, Y.; Zhang, Q.; Fan, B.; Yang, Y. Transfer film formation mechanism and tribochemistry evolution of a low-wear polyimide/mesoporous silica nanocomposite in dry sliding against bearing steel. Tribol. Int. 2018, 120, 233–242. [Google Scholar] [CrossRef]
- Zhang, Y.; Sun, Z.; Huang, P.; Li, Y.; Chen, Q.; Fu, S. Experimental and numerical investigations of wear behaviors of short-carbon-fiber reinforced polyetherimide composite. Compos. Struct. 2021, 270, 114057. [Google Scholar] [CrossRef]
- Jonson, R.O.; Burlhis, H.S. Polyetherimide: A new high-performance thermoplastic resin. J. Polym. Sci. Part C Polym. Symp. 1983, 70, 129–143. [Google Scholar] [CrossRef]
- Li, B.; Wood, W.; Baker, L.; Sui, G.; Leer, C.; Zhong, W.-H. Effectual Dispersion of Carbon Nanofibers in Polyetherimide Composites and Their Mechanical and Tribological Properties. Polym. Eng. Sci. 2010, 50, 1914–1922. [Google Scholar] [CrossRef]
- Zhang, Y.-Y.; Chen, Q.; Mo, X.-L.; Huang, P.; Li, Y.-Q.; Zhu, C.-C.; Hu, N.; Fu, S.-Y. Tribological behavior of short carbon fiber reinforced polyetherimide composite under water lubrication conditions. Compos. Sci. Technol. 2021, 216, 109044. [Google Scholar] [CrossRef]
- Qi, H.; Hu, C.; Zhang, G.; Yu, J.; Zhang, Y.; He, H. Comparative study of tribological properties of carbon fibers and aramid particles reinforced polyimide composites under dry and sea water lubricated conditions. Wear 2019, 436, 203001. [Google Scholar] [CrossRef]
- Song, P.; Wang, H. High-performance polymeric materials through hydrogen-bond cross-linking. Adv. Mater. 2020, 32, 1901244. [Google Scholar] [CrossRef]
- Liu, S.; Dong, C.; Yuan, C.; Bai, X.; Tian, Y.; Zhang, G. A new polyimide matrix composite to improve friction-induced chatter performance through reducing fluctuation in friction force. Compos. Part B Eng. 2021, 217, 108887. [Google Scholar] [CrossRef]
- Panin, S.; Luo, J.; Alexenko, V.; Buslovich, D.; Kornienko, L.; Bochkareva, S.; Panov, I. The effect of annealing of milled carbon fibers on the mechanical and tribological properties of solid-lubricant thermoplastic polyimide-based composites. Polym. Eng. Sci. 2020, 60, 1–14. [Google Scholar] [CrossRef]
- Zhao, G.; Hussainova, I.; Antonov, M.; Wang, Q.; Wang, T. Friction and wear of fiber reinforced polyimide composites. Wear 2012, 301, 122–129. [Google Scholar] [CrossRef]
- Shard, R.; Chand, R.; Nauriyal, S.; Gupta, V.; Garg, M.P.; Batra, N.K. Fabrication and analysis of wear properties of polyetherimide composite reinforced with carbon fiber. J. Fail. Anal. Prev. 2020, 20, 1388–1398. [Google Scholar] [CrossRef]
- Chen, B.; Li, X.; Jia, Y.; Li, X.; Yang, J.; Yan, F.; Li, C. MoS2 nanosheets-decorated carbon fiber hybrid for improving the friction and wear properties of polyimide composite. Compos. Part A 2018, 109, 232–238. [Google Scholar] [CrossRef]
- Kumar, R.; Malaval, B.; Antonov, M.; Zhao, G. Performance of polyimide and PTFE based composites under sliding, erosive and high stress abrasive conditions. Tribol. Int. 2020, 147, 106282. [Google Scholar] [CrossRef]
- Gheisari, R.; Polycarpou, A.A. Tribological performance of graphite-filled polyimide and PTFE composites in oil-lubricated three-body abrasive conditions. Wear 2019, 436–437, 203044. [Google Scholar] [CrossRef]
- Chang, L.; Friedrich, K. Enhancement effect of nanoparticles on the sliding wear of short fiber-reinforced polymer composites: A critical discussion of wear mechanisms. Tribol. Int. 2010, 43, 2355–2364. [Google Scholar] [CrossRef]
- Xian, G.J.; Zhang, Z. Sliding wear of polyetherimide matrix composites: I. Influence of short carbon fibre reinforcement. Wear 2005, 258, 776–782. [Google Scholar] [CrossRef]
- Sun, Z.; Zhao, Z.; Zhang, Y.; Li, Y.; Fu, Y.; Sun, B.; Shi, H.; Huang, P.; Hu, N.; Fu, S. Mechanical, tribological and thermal properties of injection molded short carbon fiber/expanded graphite/polyetherimide composites. Compos. Sci. Technol. 2021, 201, 108498. [Google Scholar] [CrossRef]
- Song, F.; Wang, Q.; Wang, T. Effects of glass fiber and molybdenum disulfide on tribological behaviors and PV limit of chopped carbon fiber reinforced Polytetrafluoroethylene composites. Tribol. Int. 2016, 104, 392–401. [Google Scholar] [CrossRef]
- Friedrich, K.; Lu, Z.; Hager, A. Recent advances in polymer composites’ tribology. Wear 1995, 190, 139–144. [Google Scholar] [CrossRef]
- Qi, H.; Li, G.; Zhang, G.; Liu, G.; Yu, J.; Zhang, L. Distinct tribological behaviors of polyimide composites when rubbing against various metals. Tribol. Int. 2020, 146, 106254. [Google Scholar] [CrossRef]
- Gong, H.; Yu, C.; Zhang, L.; Xie, G.; Guo, D.; Luo, J. Intelligent lubricating materials: A review. Compos. Part B Eng. 2020, 202, 108450. [Google Scholar] [CrossRef]
- Ye, J.; Haidar, D.; Burris, D. Polymeric Solid Lubricant Transfer Films: Relating Quality to Wear Performance. In Self-Lubricating Composites, 1st ed.; Menezes, P., Rohatgi, P., Omrani, E., Eds.; Springer: Berlin/Heidelberg, Germany, 2018; pp. 155–180. [Google Scholar]
- Onodera, T.; Nunoshige, J.; Kawasaki, K.; Adachi, K.; Kurihara, K.; Kubo, M. Structure and Function of Transfer Film Formed from PTFE/PEEK Polymer Blend. J. Phys. Chem. C 2017, 121, 14589–14596. [Google Scholar] [CrossRef]
- Omrani, E.; Rohatgi, P.K.; Menezes, P.L. Tribology and Applications of Self-Lubricating Materials, 1st ed.; CRC Press: Boca Raton, FL, USA, 2018; p. 206. [Google Scholar]
- Ye, J.; Burris, D.L.; Xie, T. A Review of Transfer Films and Their Role in Ultra-Low-Wear Sliding of Polymers. Lubricants 2016, 4, 4. [Google Scholar] [CrossRef]
- Harris, K.L.; Pitenis, A.A.; Sawyer, W.G.; Krick, B.A.; Gregory, S.B.; Daniel, J.K.; Christopher, P.J. PTFE tribology and the role of mechanochemistry in the development of protective surface films. Macromolecules 2015, 48, 3739–3745. [Google Scholar] [CrossRef]
- Onodera, T.; Kawasaki, K.; Nakakawaji, T.; Higuchi, Y.; Ozawa, N.; Kurihara, K.; Kubo, M. Chemical reaction mechanism of polytetrafluoroethylene on aluminum surface under friction condition. J. Phys. Chem. C 2014, 118, 5390–5396. [Google Scholar] [CrossRef]
- Zalaznik, M.; Kalin, M.; Novak, S.; Jakša, G. Effect of the type, size and concentration of solid lubricants on the tribological properties of the polymer PEEK. Wear 2016, 364–365, 31–39. [Google Scholar] [CrossRef]
- Zhang, G.; Häusler, I.; Österle, W.; Wetzel, B.; Jim, B. Formation and function mechanisms of nanostructured tribofilms of epoxy-based hybrid nanocomposites. Wear 2015, 342–343, 181–188. [Google Scholar] [CrossRef]
- Zhang, G.; Sebastian, R.; Burkhart, T.; Friedrich, K. Role of monodispersed nanoparticles on the tribological behavior of conventional epoxy composites filled with carbon fibers and graphite lubricants. Wear 2012, 292–293, 176–187. [Google Scholar] [CrossRef]
- Onodera, T.; Kawasaki, K.; Nakakawaji, T.; Higuchi, Y.; Ozawa, N.; Kurihara, K.; Kubo, M. Effect of Tribochemical Reaction on Transfer-Film Formation by Poly(tetrafluoroethylene). J. Phys. Chem. C 2014, 118, 11820–11826. [Google Scholar] [CrossRef]
- Qi, H.; Li, G.; Liu, G.; Zhang, C.; Zhang, G.; Wang, T.; Wang, Q. Comparative study on tribological mechanisms of polyimide composites when sliding against medium carbon steel and NiCrBSi. J. Colloid Interface Sci. 2017, 506, 415–428. [Google Scholar] [CrossRef] [PubMed]
- Panin, S.V.; Nguyen, D.A.; Buslovich, D.G.; Alexenko, V.O.; Pervikov, A.V.; Kornienko, L.A.; Berto, F. Effect of Various Type of Nanoparticles on Mechanical and Tribological Properties of Wear-Resistant PEEK + PTFE-Based Composites. Materials 2021, 14, 1113. [Google Scholar] [CrossRef] [PubMed]
- Onodera, T.; Park, M.; Souma, K.; Ozawa, N.; Kubo, M. Transfer-Film Formation Mechanism of Polytetrafluoroethylene: A Computational Chemistry Approach. J. Phys. Chem. C 2013, 117, 10464–10472. [Google Scholar] [CrossRef]
- Qi, H.; Zhang, G.; Chang, L.; Zhao, F.; Wang, T.; Wang, Q. Ultralow Friction and Wear of Polymer Composites under Extreme Unlubricated Sliding Conditions. Adv. Mater. Interfaces 2017, 4, 1601171. [Google Scholar] [CrossRef]
- Gong, D.; Xue, Q.; Wang, H. ESCA study on tribochemical characteristics of filled. PTFE Wear 1991, 148, 161–169. [Google Scholar]
- Gao, J. Tribochemical effects in formation of polymer transfer film. Wear 2000, 245, 100–106. [Google Scholar]
- Bahadur, S.; Sunkara, C. Effect of transfer film structure, composition and bonding on the tribological behavior of polyphenylene sulfide filled with nano particles of TiO2 ZnO, CuO and SiC. Wear 2005, 258, 1411–1421. [Google Scholar] [CrossRef]
- Qi, H.; Zhang, L.; Zhang, G.; Wang, T.; Wang, Q. Comparative study of tribochemistry of ultrahigh molecular weight polyethylene, polyphenylene sulfide and polyetherimide in tribo-composites. J. Colloid Interface Sci. 2018, 514, 615–624. [Google Scholar] [CrossRef]
- Samyn, P.; Schoukens, G. On the efficiency of internal lubricants for polymers under different sliding conditions. J. Vinyl Addit. Technol. 2008, 14, 126–1353. [Google Scholar] [CrossRef]
- Samyn, P. Tribophysical Interpretation of Scaling Effects in Friction and Wear for Polymers. Ph.D. Thesis, Ghent University, Ghent, Belgium, 2007. [Google Scholar]
- Panin, S.V.; Luo, J.; Buslovich, D.G.; Alexenko, V.O.; Berto, F.; Kornienko, L.A. Effect of Transfer Film on Tribological Properties of Anti-Friction PEI- and PI-Based Composites at Elevated Temperatures. Polymers 2022, 14, 1215. [Google Scholar] [CrossRef] [PubMed]
- Panin, S.V.; Kornienko, L.A.; Suan, T.N.; Ivanova, L.R.; Korchagin, M.; Shil’Ko, S.V.; Pleskachevskii, Y.M. Wear resistance of composites based on hybrid UHMWPE–PTFE matrix: Mechanical and tribotechnical properties of the matrix. J. Frict. Wear 2015, 36, 249–256. [Google Scholar] [CrossRef]
- Panin, S.V.; Kornienko, L.A.; Suan, T.N.; Ivanova, L.R.; Poltaranin, M.A.; Shil’Ko, S.V. Wear resistance of composites based on ultrahigh molecular weight polyethylene filled with graphite and molybdenum disulfide microparticles. J. Frict. Wear 2014, 35, 290–296. [Google Scholar] [CrossRef]
- Chang, L.; Zhang, Z.; Ye, L.; Friedrich, K. Chapter 3—Synergistic effects of nanoparticles and traditional tribofillers on sliding wear of polymeric hybrid composites. In Tribology of Polymeric Nanocomposites. Friction and Wear of Bulk Materials and Coatings, 2nd ed.; Friedrich, K., Schlarb, A., Eds.; Butterworth-Heinemann: Oxford, UK, 2013; pp. 49–89. [Google Scholar]
- Kapoor, A.; Franklin, F. Tribological layers and the wear of ductile materials. Wear 2000, 245, 204–215. [Google Scholar] [CrossRef]
- Panin, S.V.; Luo, J.; Buslovich, D.G.; Alexenko, V.O.; Kornienko, L.A.; Bochkareva, S.A.; Byakov, A.V. Experimental—FEM Study on Effect of Tribological Load Conditions on Wear Resistance of Three-Component High-Strength Solid-Lubricant PI-Based Composites. Polymers 2021, 13, 2837. [Google Scholar] [CrossRef]
- Rigney, D.; Fu, X.; Hammerberg, J.; Holian, B.; Falk, M. Examples of structural evolution during sliding and shear of ductile materials. Scr. Mater. 2003, 49, 977–983. [Google Scholar] [CrossRef]
- Kapoor, A. Wear by plastic ratchetting. Wear 1997, 212, 119–130. [Google Scholar] [CrossRef]
- Buketov, A.V.; Sapronov, A.A.; Buketova, N.N.; Brailo, M.V.; Marushak, P.; Panin, S.V.; Amelin, M.Y. Impact Toughness Of Nanocomposite Materials Filled With Fullerene C60 Particles. Compos. Mech. Comput. Appl. Int. J. 2018, 9, 141–161. [Google Scholar] [CrossRef]
- Oliver, W.; Pharr, G. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Filler Composition (wt.%) | Density ρ, (g/cm3) | Shore D Hardness | Elastic Modulus E (GPa) | Ultimate Tensile Strength σU (MPa) | Elongation at Break ε (%) |
|---|---|---|---|---|---|---|
| 1 | PI | 1.37 | 80.2 ± 0.8 | 2.60 ± 0.69 | 110.7 ± 1 | 13 ± 0.7 |
| 2 | PI/10CCF | 1.42 | 80.6 ± 0.4 | 6.40 ± 0.33 | 152.1 ± 6.4 | 5.9 ± 0.3 |
| 3 | PI/10CCF/10PTFE | 1.44 | 77.5 ± 0.6 | 5.79 ± 0.45 | 115.9 ± 10.8 | 4.1 ± 0.3 |
| 4 | PI/10CCF/10Gr | 1.46 | 80.1 ± 0.3 | 6.35 ± 0.24 | 105.0 ± 3.9 | 2.7 ± 0.1 |
| 5 | PI/10CCF/10MoS2 | 1.51 | 82.0 ± 0.3 | 6.06 ± 0.32 | 113.1 ± 9.1 | 3.0 ± 0.1 |
| 6 | PEI | 1.26 | 79.9 ± 0.3 | 3.12 ± 0.15 | 123.1 ± 0.5 | 16.1 ± 1.2 |
| 7 | PEI/10CCF | 1.31 | 81.4 ± 0.3 | 6.54 ± 0.43 | 153.2 ± 12.5 | 3.7 ± 0.6 |
| 8 | PEI/10CCF/10PTFE | 1.36 | 79.0 ± 0.3 | 6.17 ± 0.26 | 117.3 ± 8.0 | 3.1 ± 0.3 |
| 9 | PEI/10CCF/10Gr | 1.36 | 80.6 ± 0.2 | 6.37 ± 0.16 | 101.4 ± 2.6 | 2.8 ± 0.1 |
| 10 | PEI/10CCF/10MoS2 | 1.41 | 81.9 ± 0.1 | 6.26 ± 0.17 | 121.0 ± 5.0 | 3.5 ± 0.3 |
| No. | Filler Composition (wt.%) | Average Wear Rate, mm3/N⋅m | Average Coefficient of Friction, ƒ | Average Ra, µm | Average T, °C |
|---|---|---|---|---|---|
| 1 | PI | 3.89 × 10−6/368.0 × 10−6 | 0.54/0.51 | 0.380/- | 41.0/184.0 |
| 2 | PI/10CCF | 2.60 × 10−6/2.86 × 10−6 | 0.12/0.10 | 0.158/0.251 | 32.0/63.0 |
| 3 | PI/10CCF/10PTFE | 20.5 × 10−6/15.6 × 10−6 | 0.21/0.26 | 0.255/0.324 | 32.0/80.0 |
| 4 | PI/10CCF/10Gr | 0.31 × 10−6/5.6 × 10−6 | 0.18/0.10 | 0.112/0.436 | 31.9/70.0 |
| 5 | PI/10CCF/10MoS2 | 9.45 × 10−6/1.34 × 10−6 | 0.34/0.08 | 0.286/0.256 | 35.3/52.8 |
| 6 | PEI | 1.72 × 10−6/52.8 × 10−6 | 0.44/0.17 | 0.431/0.201 | 38.0/100.0 |
| 7 | PEI/10CCF | 10.25 × 10−6/5.5 × 10−6 | 0.37/0.10 | 0.325/0.303 | 33.7/55.7 |
| 8 | PEI/10CCF/10PTFE | 12.2 × 10−6/61.8 × 10−6 | 0.23/0.15 | 0.395 /0.334 | 32.7/89.0 |
| 9 | PEI/10CCF/10Gr | 1.85 × 10−6/3.43 × 10−6 | 0.22/0.10 | 0.183/0.487 | 32.9/62.0 |
| 10 | PEI/10CCF/10MoS2 | 6.7 × 10−6/10.0 × 10−6 | 0.38/0.10 | 0.418/0.509 | 35.6 /74.6 |
| No. | Filler Composition (wt.%) | Average WR, mm3/N⋅m | Average ƒ | Average Ra, μm | Average T, °C |
|---|---|---|---|---|---|
| 1 | PI | 33.6 × 10−6/68.3 × 10−6 | 0.50/0.52 | 0.389/0.250 | 28.6/55.0 |
| 2 | PI/10CCF | 2.5 × 10−6/3.1 × 10−6 | 0.26/0.23 | 0.505/0.333 | 26.0/34.0 |
| 3 | PI/10CCF/10PTFE | 31.5 × 10−6/56.1 × 10−6 | 0.28/0.20 | 0.446/0.297 | 24.6/51.0 |
| 4 | PI/10CCF/10Gr | 1.86 × 10−6/1.3 × 10−6 | 0.25/0.20 | 0.270/0.253 | 0.25/38.0 |
| 5 | PI/10CCF/10MoS2 | 4.32 × 10−6/1.6 × 10−6 | 0.38/0.23 | 0.556/0.258 | 23.7/45.0 |
| 6 | PEI | 7.71 × 10−6/32.6 × 10−6 | 0.41/0.47 | 0.098/0.215 | 26.6 /54.0 |
| 7 | PEI/10CCF | 13.6 × 10−6/1.5 × 10−6 | 0.35/0.17 | 0.446/0.231 | 27.8/36.0 |
| 8 | PEI/10CCF/10PTFE | 13.4 × 10−6/27.2 × 10−6 | 0.22/0.31 | 0.352/0.188 | 25.9/53.0 |
| 9 | PEI/10CCF/10Gr | 1.7 × 10−6/2.3 × 10−6 | 0.23/0.16 | 0.260/0.229 | 24.9/29.0 |
| 10 | PEI/10CCF/10MoS2 | 6.64 × 10−6/1.3 × 10−6 | 0.33/0.15 | 0.382/0.160 | 27.2/32.0 |
| Material | Hardness, GPa | Elastic Modulus, GPa | Elastic Recovery Ratio | WR, mm3/N⋅m | CoF | Temperature, °C | Roughness Ra, µm |
|---|---|---|---|---|---|---|---|
| Neat PI (no TL) | ~1.02/~0.33 | ~10.9/~5.0 | ~0.48/~0.24 | 68.3 × 10−6 | 0.52 | 55 | 0.25 |
| Neat PEI (no TL) | ~0.56/~0.31 | ~6.5/~5.0 | ~0.41/~0.22 | 32.6 × 10−6 | 0.46 | 54 | 0.22 |
| PI/10CCF | ~0.52/~0.33 | ~10.0/~5.8 | ~0.25/~0.21 | 3.1 × 10−6 | 0.23 | 34 | 0.33 |
| PEI/10CCF | ~0.50/~0.39 | ~8.5/~6.3 | ~0.27/~0.22 | 1.5 × 10−6 | 0.17 | 36 | 0.23 |
| PI/10CCF/10Gr | ~0.81/~0.38 | ~16.6/~8.6 | ~0.25/~0.15 | 1.3 × 10−6 | 0.20 | 38 | 0.25 |
| PEI/10CCF/10Gr | ~1.02/~0.40 | ~15.0/~7.6 | ~0.36/~0.18 | 2.3 × 10−6 | 0.16 | 29 | 0.23 |
| Materials | WR, mm3/N⋅m | CoF | Temperature, °C | Roughness Ra, μm | TL Pattern | CoF Oscillation | CoF at the End of the Tests |
|---|---|---|---|---|---|---|---|
| ‘Mild’ tribological conditions (P = 60 N, V = 0.1 m/s) | |||||||
| Neat PI (ceramic) | 3.89 × 10−6 | 0.54 | 41 | 0.38 | no | Δ~0.15 weak breakdown | 0.55 |
| Neat PEI (ceramic) | 1.72 × 10−6 | 0.44 | 38 | 0.43 | no | Δ~0.15 | 0.45 |
| Neat PI (metal) | 33.6 × 10−6 | 0.50 | 28.6 | 0.39 | no | Δ~0.15 | 0.6 |
| Neat PEI (metal) | 7.7 × 10−6 | 0.41 | 26.6 | 0.10 | no | Δ~0.15 | 0.45 |
| Comments: (1) a TL was not formed under the ‘mild’ tribological conditions; (2) WR values were several times greater on the metal counterpart at close CoF levels and lower temperatures. According to the authors, this was due to the activity of the counterpart material with respect to the polymer. | |||||||
| ‘Severe’ tribological conditions (P = 180 N, V = 0.5 m/s) | |||||||
| Neat PI (ceramic) | 368.0 × 10−6 | 0.51 | 184 | melting | no | Δ~0.15 breakdown | 0.50–0.60 |
| Neat PEI (ceramic) | 52.8 × 10−6 | 0.17 | 100 | 0.20 | no | Δ~0.15 | 0.18 |
| Neat PI (metal) | 68.3 × 10−6 | 0.52 | 55 | 0.25 | no | Δ0.60–0.30 low-frequency breakdown | 0.40–0.50 |
| Neat PEI (metal) | 32.6 × 10−6 | 0.46 | 54 | 0.22 | no | Δ~0.20 | 0.50 |
| Comments: (1) a TL was not formed under the ‘severe’ tribological conditions as well; (2) on different counterparts, a variation in the WF values changed only by a factor of two for neat PEI, despite the high temperature (100 °C) in the ceramic-polymer tribological contact. | |||||||
| Materials | WR, mm3/N⋅m | CoF | Temperature, °C | Roughness Ra, μm | TL Pattern | CoF Oscillation | CoF at the End of the Tests |
|---|---|---|---|---|---|---|---|
| ‘Mild’ tribological conditions (P = 60 N, V = 0.1 m/s) | |||||||
| PI/10CCF (ceramic) | 2.6 × 10−6 | 0.22 | 32 | 0.16 | yes | Δ < 0.10 | 0.10 |
| PEI/10CCF (ceramic) | 10.3 × 10−6 | 0.37 | 34 | 0.33 | no | Δ > 0.15 | 0.28 |
| PI/10CCF (metal) | 2.5 × 10−6 | 0.26 | 26 | 0.51 | yes | Δ~0.10 | 0.27 |
| PEI/10CCF (metal) | 13.6 × 10−6 | 0.35 | 27.8 | 0.45 | no | Δ~0.15 | 0.30–0.40 |
| Comments: (1) the stable TL formed on neat PI in the tribological test on the ceramic counterpart under the ‘mild’ conditions; (2) on the metal counterpart, the TL also formed on neat PEI and the identical WR value was reached at the higher CoF level; (3) a TL was not formed on the PEI-based composites. According to the authors, the TL reduced the interaction activity with the counterpart material. | |||||||
| ‘Severe’ tribological conditions (P = 180 N, V = 0.5 m/s) | |||||||
| PI/10CCF (ceramic) | 2.9 × 10−6 | 0.1 | 63 | 0.25 | yes, fragmented | Δ < 0.10 breakdown | 0.10 |
| PEI/10CCF (ceramic) | 5.5 × 10−6 | 0.1 | 56 | 0.30 | yes, fragmented | Δ < 0.10 | 0.08 |
| PI (metal) | 3.1 × 10−6 | 0.23 | 34 | 0.33 | yes, smooth | Δ < 0.05 | 0.20 |
| PEI/10CCF (metal) | 1.5 × 10−6 | 0.17 | 36 | 0.23 | yes, smooth | Δ > 0.10 | 0.15 |
| Comments: (1) under the ‘severe’ conditions, the TL formed on both PI/10CCF and PEI/10CCF composites; (2) in the test on the ceramic counterpart, the temperature was higher by ~20–30 °C, while the CoF level was lower (0.1). According to the authors, if TL had formed, WR values were comparable in magnitude for the PI/10CCF and PEI/10CCF composites under both ‘mild’ and ‘severe’ conditions. | |||||||
| Materials | WR, mm3/N⋅m | CoF | Temperature, °C | Roughness Ra, μm | TL Pattern | CoF Oscillation | CoF at the End of the Tests |
|---|---|---|---|---|---|---|---|
| ‘Mild’ tribological conditions (P = 60 N, V = 0.1 m/s) | |||||||
| PI/10CCF/10Gr (ceramic) | 0.3 × 10−6 | 0.18 | 32 | 0.11 | yes, smooth | Δ~0.10 | 0.18 |
| PEI/10CCF/10Gr (ceramic) | 1.9 × 10−6 | 0.22 | 33 | 0.19 | yes, smooth | Δ > 0.05 | 0.22 |
| PI/10CCF/10Gr (metal) | 1.9 × 10−6 | 0.25 | 27 | 0.27 | yes, smooth | Δ~0.15 long running-in | 0.24 |
| PEI/10CCF/10Gr (metal) | 1.8 × 10−6 | 0.23 | 25 | 0.26 | yes, smooth | Δ~0.10 | 0.22 |
| Comments: (1) under the ‘mild’ conditions, the patterns of changes in the WR and CoF values were similar for both types of the composites; (2) this phenomenon was different from that for the PI/10CCF and PEI/10CCF ones, as a stable TL was not formed on the PEI/10CCF wear track surface; (3) on the metal counterpart, the CoF levels were greater than those on the ceramic one. | |||||||
| ‘Severe’ tribological conditions (P = 180 N, V = 0.5 m/s) | |||||||
| PI/10CCF/10Gr (ceramic) | 5.6 × 10−6 | 0.10 | 70 | 0.44 | yes, fragmented | Δ < 0.10 | 0.11 |
| PEI/10CCF/10Gr (ceramic) | 3.4 × 10−6 | 0.10 | 62 | 0.49 | yes, fragmented | Δ < 0.10 | 0.10 |
| PI/10CCF/10Gr (metal) | 1.3 × 10−6 | 0.20 | 38 | 0.25 | yes, smooth | Δ < 0.05 | 0.18 |
| PEI/10CCF/10Gr (metal) | 2.3 × 10−6 | 0.16 | 29 | 0.23 | yes, smooth | Δ > 0.05 | 0.16 |
| Comments: (1) under the ‘severe’ conditions, the TL formed on both types of the composites; (2) in the tribological test on the ceramic counterpart, the temperature was higher by ~20–30 °C, while the CoF level was lower (0.1) as in the cases of the two-component composites. According to the authors, the TL formation protected against wear under both ‘mild’ and ‘severe’ conditions. | |||||||
| Filler Content, wt.% | Designation |
|---|---|
| PI | PI |
| PI + 10%CF | PI/10CCF |
| PI + 10%CF + 10%PTFE | PI/10CCF/10PTFE |
| PI + 10%CF + 10%Gr | PI/10CCF/10Gr |
| PI + 10%CF + 10%MoS2 | PI/10CCF/10MoS2 |
| PEI | PEI |
| PEI + 10%CF | PEI/10CCF |
| PEI + 10%CF + 10%PTFE | PEI/10CCF/10PTFE |
| PEI + 10%CF + 10%Gr | PEI/10CCF/10Gr |
| PEI + 10%CF + 10%MoS2 | PEI/10CCF/10MoS2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Panin, S.V.; Luo, J.; Buslovich, D.G.; Alexenko, V.O.; Kornienko, L.A.; Byakov, A.V.; Paimushin, V.N.; Shugurov, A.R. Role of Testing Conditions in Formation of Tribological Layers at Line Contacts of Antifriction CF-Reinforced PI- and PEI-Based Composites. Molecules 2022, 27, 6376. https://doi.org/10.3390/molecules27196376
Panin SV, Luo J, Buslovich DG, Alexenko VO, Kornienko LA, Byakov AV, Paimushin VN, Shugurov AR. Role of Testing Conditions in Formation of Tribological Layers at Line Contacts of Antifriction CF-Reinforced PI- and PEI-Based Composites. Molecules. 2022; 27(19):6376. https://doi.org/10.3390/molecules27196376
Chicago/Turabian StylePanin, Sergey V., Jiangkun Luo, Dmitry G. Buslovich, Vladislav O. Alexenko, Lyudmila A. Kornienko, Anton V. Byakov, Vitaly N. Paimushin, and Artur R. Shugurov. 2022. "Role of Testing Conditions in Formation of Tribological Layers at Line Contacts of Antifriction CF-Reinforced PI- and PEI-Based Composites" Molecules 27, no. 19: 6376. https://doi.org/10.3390/molecules27196376
APA StylePanin, S. V., Luo, J., Buslovich, D. G., Alexenko, V. O., Kornienko, L. A., Byakov, A. V., Paimushin, V. N., & Shugurov, A. R. (2022). Role of Testing Conditions in Formation of Tribological Layers at Line Contacts of Antifriction CF-Reinforced PI- and PEI-Based Composites. Molecules, 27(19), 6376. https://doi.org/10.3390/molecules27196376