
Effect of Soaking Conditions and Fuzzy Analytical Method for Producing the Quick-Cooking Black Jasmine Rice

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Results
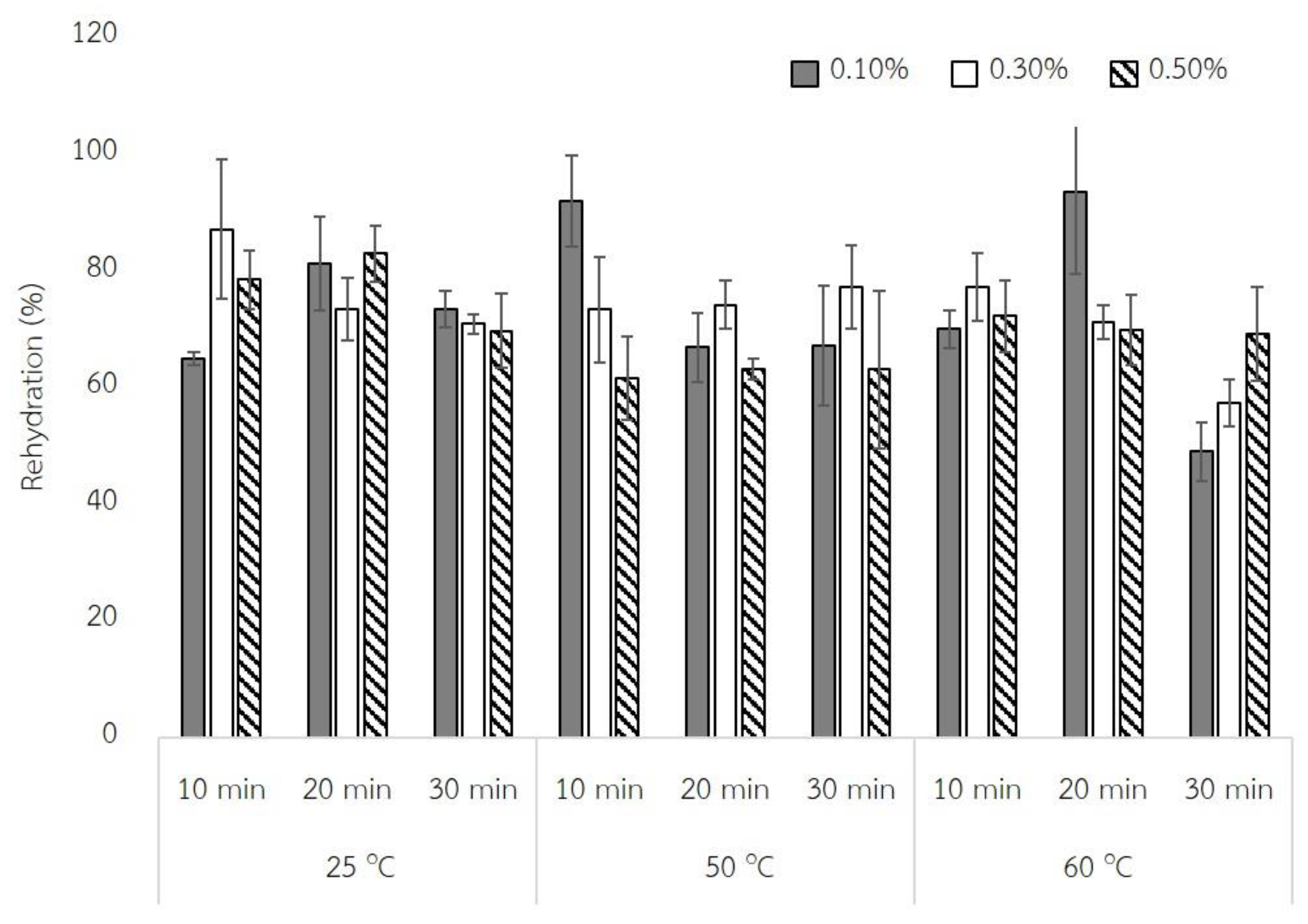
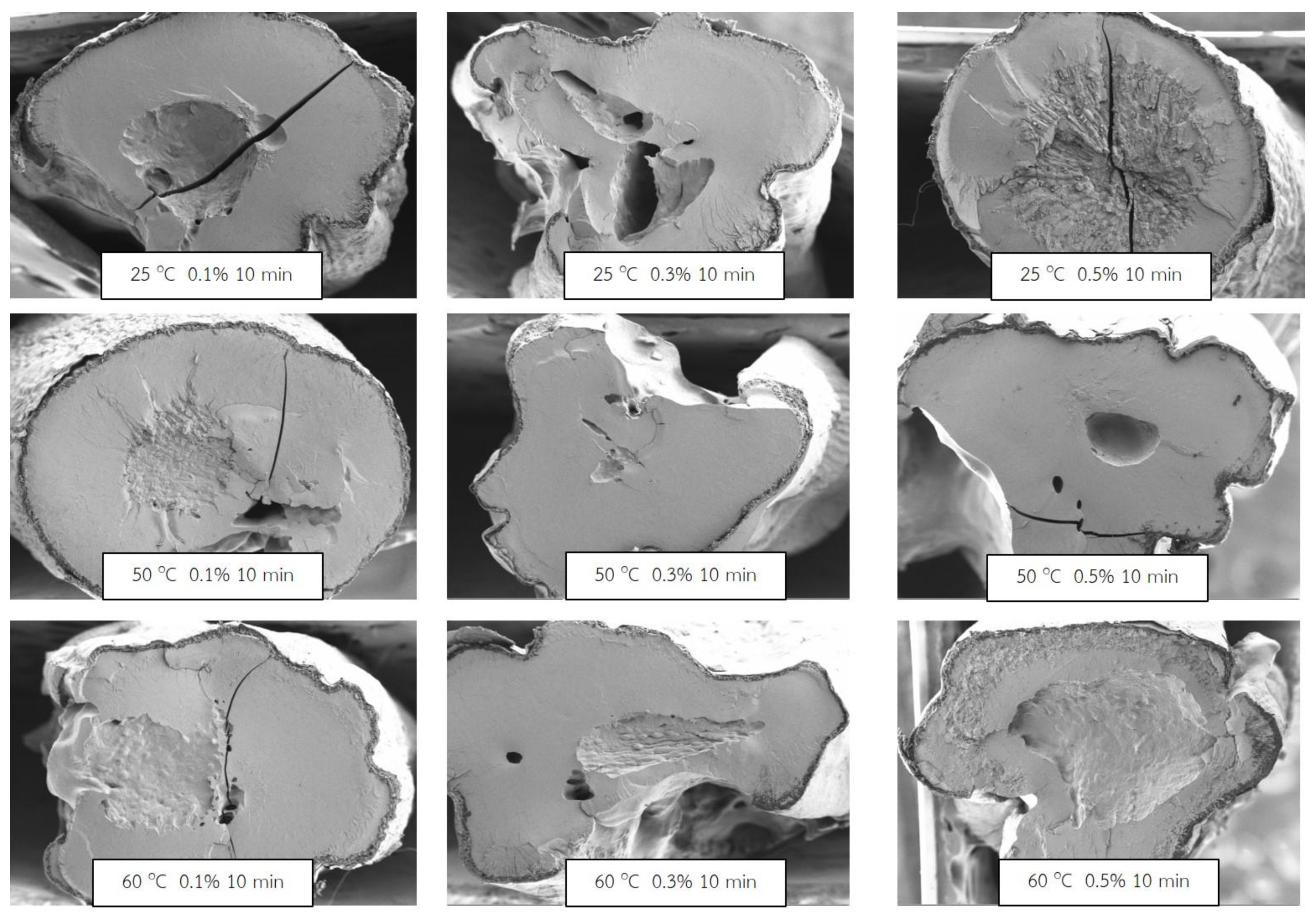
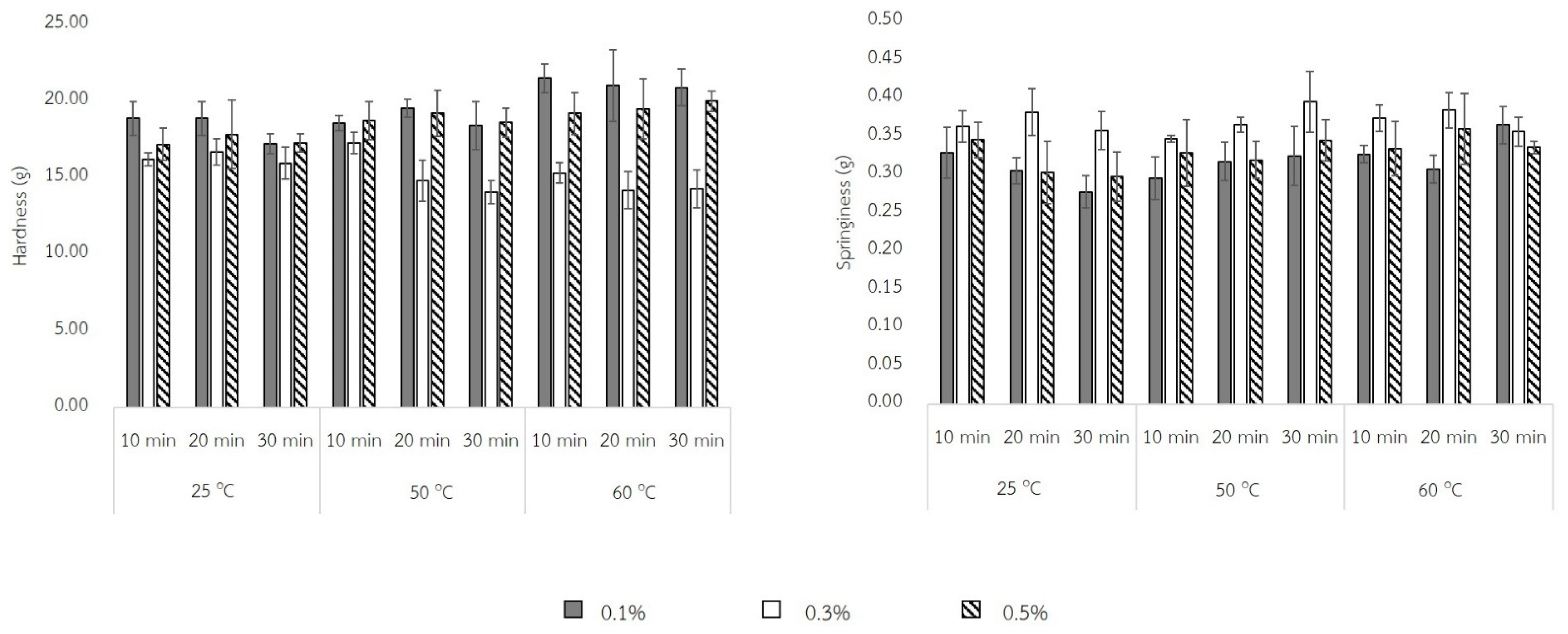
2.1. Physical Properties of Quick Black Jasmine Rice
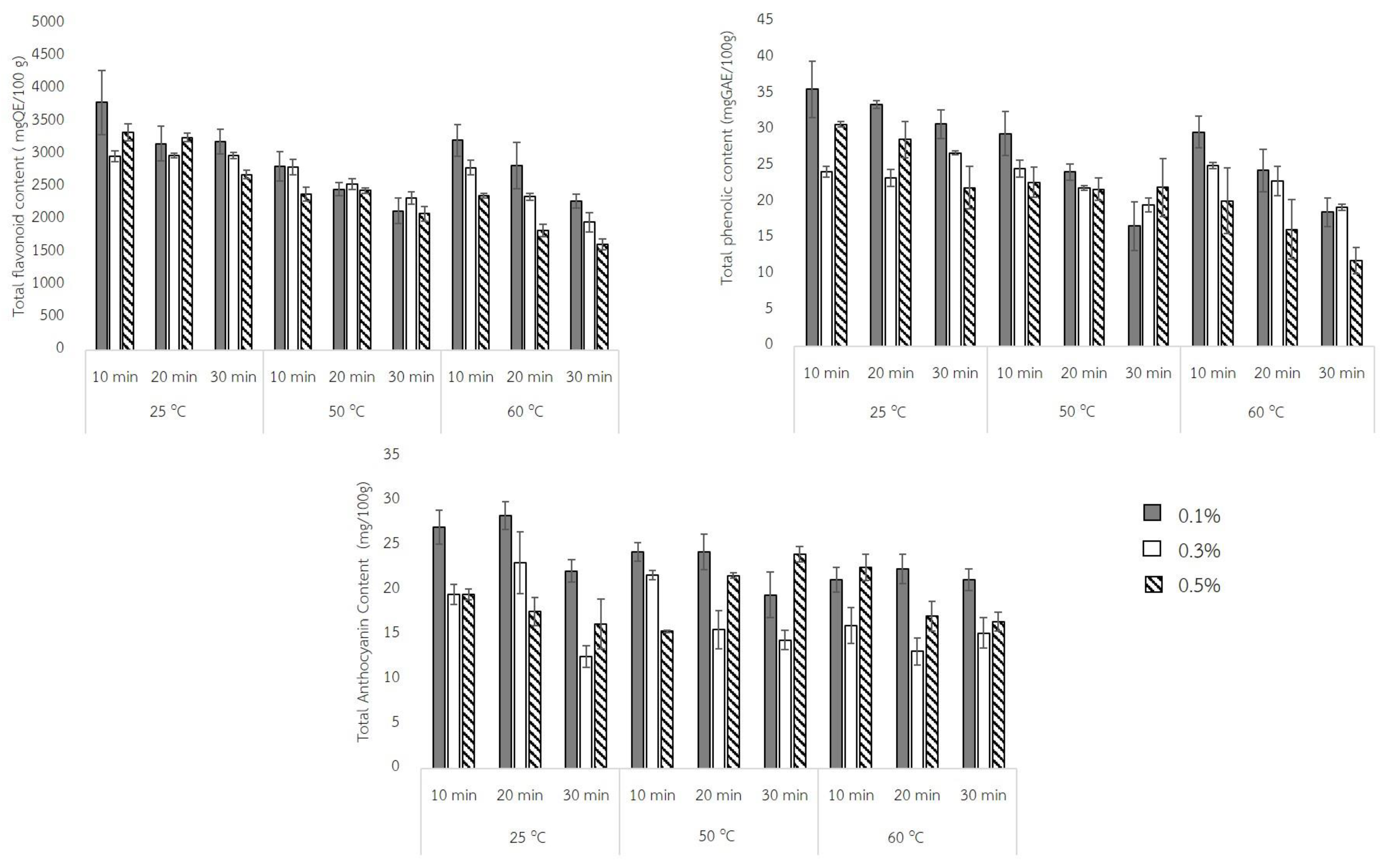
2.2. Bioactive Compound Content of Quick Black Jasmine Rice
2.3. Sensory Evaluation
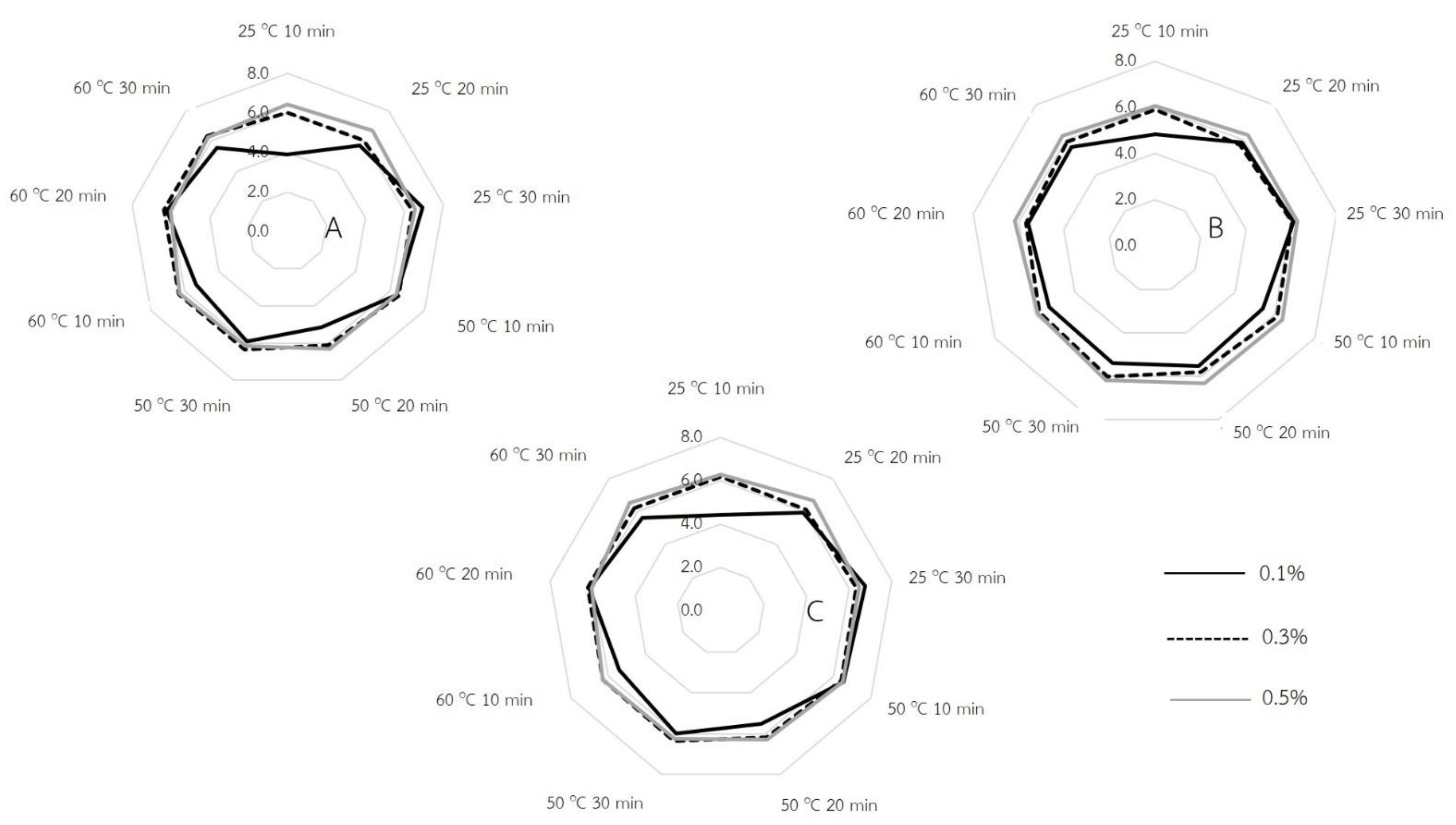
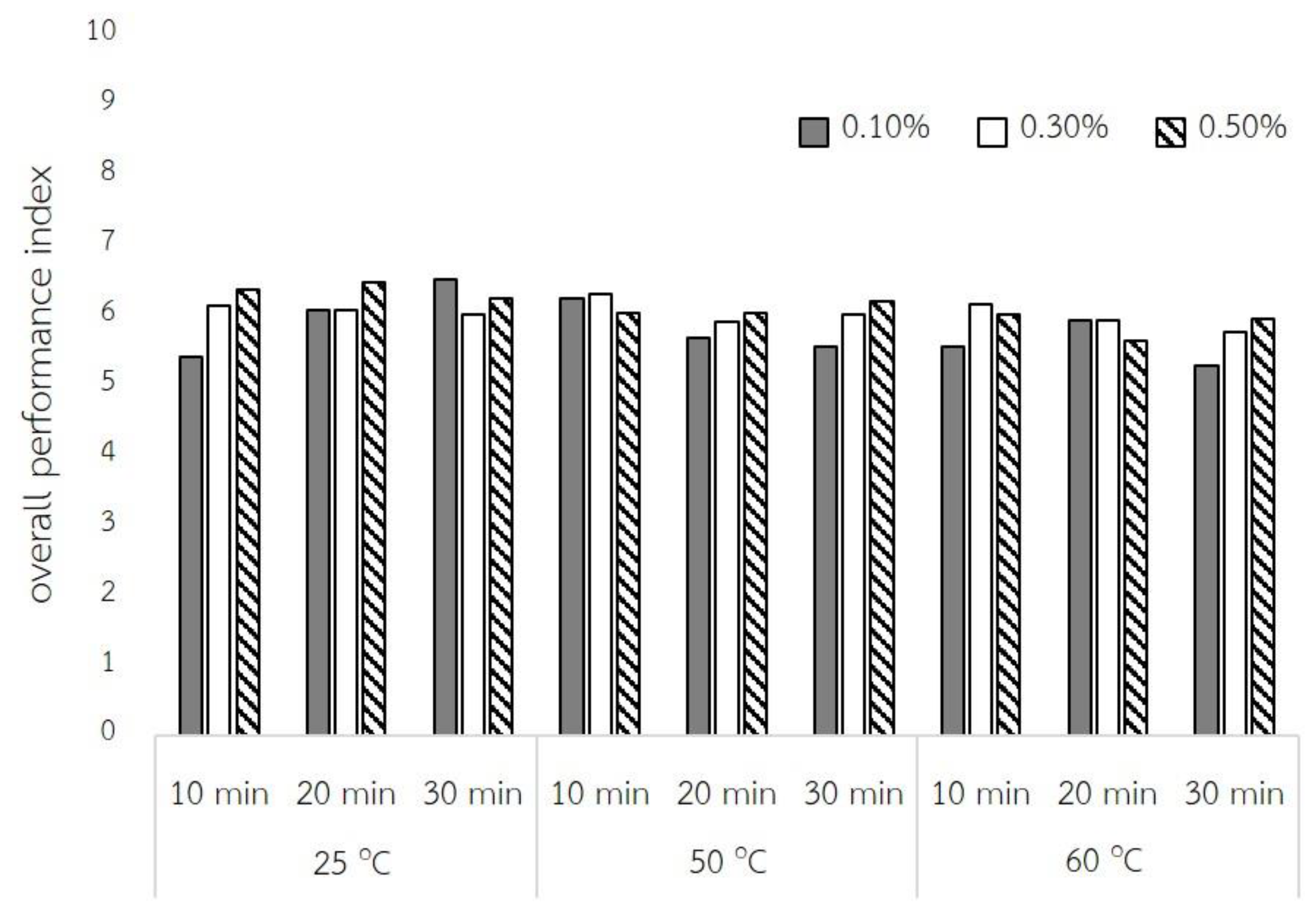
2.4. Fuzzy Assessment Method
3. Discussion
3.1. Effect of Processing Condition on Physical Properties of QBJR
3.2. Effect of Processing Condition on Bioactive Compound Content
3.3. Effect of Processing Condition on Sensory Evaluation
3.4. The Evaluation the Best Processing Condition
4. Materials and Methods
4.1. Materials
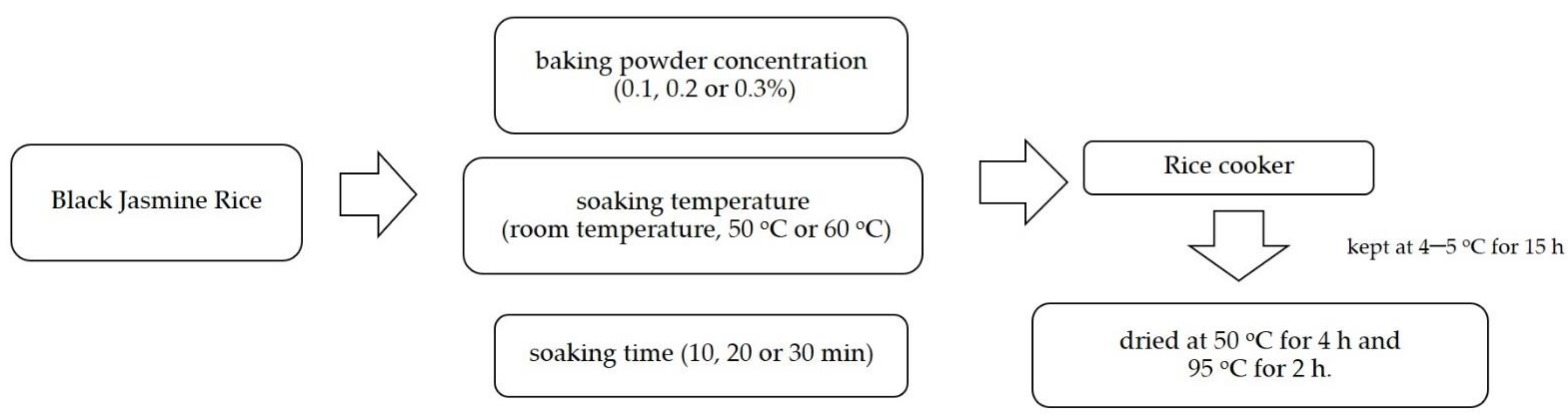
4.2. Quick-Cooking Black Jasmine (QBJR) Preparation
4.3. Physical Properties of QBJR
4.3.1. The Rehydration Capacity
4.3.2. Scanning Electron Microscopy
4.3.3. Texture Profile Analysis
4.4. Bioactive Compound Content
4.4.1. Bioactive Compound Extraction
4.4.2. Total Phenolic Content Determination
4.4.3. Total Flavonoid Content (TFC) Determination
4.4.4. Total Anthocyanin Content (TAC) Determination
4.4.5. Sensory Evaluation
4.4.6. Statistical Analysis
4.4.7. Fuzzy Analytical Method (FAM)
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Batista, C.D.S.; Santos, J.P.D.; Dittgen, C.L.; Colussi, R.; Bassinello, P.Z.; Elias, M.C.; Vanier, N.L. Impact of cooking temperature on the quality of quick cooking brown rice. Food Chem. 2019, 286, 98–105. [Google Scholar] [CrossRef] [PubMed]
- Oikonomopoulou, V.P.; Krokida, M.K.; Karathanos, V.T. Structural properties of freeze-dried rice. J. Food Eng. 2011, 107, 326–333. [Google Scholar] [CrossRef]
- Song, B.-S.; Park, J.-N.; Lee, J.-W.; Kim, J.-K. Optimization of processing conditions to improve the rehydration and sensory properties of freeze-dried cooked rice. J. Food Process. Preserv. 2014, 38, 1244–1250. [Google Scholar] [CrossRef]
- Bui, L.T.T.; Coad, R.A.; Stanley, R.A. Properties of rehydrated freeze-dried rice as a function of processing treatments. LWT-Food Sci. Technol. 2018, 91, 143–150. [Google Scholar] [CrossRef]
- Zhu, L.; Wu, G.; Cheng, L.; Zhang, H.; Wang, L.; Qian, H.; Qi, X. Effect of soaking and cooking on structure formation of cooked rice through thermal properties, dynamic viscoelasticity, and enzyme activity. Food Chem. 2019, 289, 616–624. [Google Scholar] [CrossRef]
- Ito, V.C.; Lacerda, L.G. Black rice (Oryza sativa L.): A review of its historical aspects, chemical composition, nutritional and functional properties, and applications and processing technologies). Food Chem. 2019, 301, 125304–125316. [Google Scholar] [CrossRef]
- Duyi, S.; Baran, A.; Chandra, D.S. Pigmented rice a potential source of bioactive compounds: A review. Int. J. Food Sci. Technol. 2017, 52, 1073–1081. [Google Scholar] [CrossRef]
- Fennema, O.R. Food Chemistry; Marcel Dekker Inc.: New York, NY, USA, 1996. [Google Scholar]
- Hou, Z.; Qin, P.; Zhang, Y.; Cui, S.; Ren, G. Identification of anthocyanins isolated from black rice (Oryza sativa L.) and their degradation kinetics. Food Res. Int. 2013, 50, 691–697. [Google Scholar] [CrossRef]
- Singh, K.P.; Mishra, A.; Mishra, H.N. Fuzzy analysis of sensory attributes of bread prepared from millet-based composite flours. LWT-Food Sci. Technol. 2012, 48, 276–282. [Google Scholar] [CrossRef]
- Routray, W.; Mishra, H.N. Sensory evaluation of different drinks formulated from dahi (Indian yogurt) powder using fuzzy logic. J. Food Process. Preserv. 2012, 36, 1–10. [Google Scholar] [CrossRef]
- Lasunon, P.; Sengkhamparn, N. Fuzzy analytical modeling for sensory evaluation of water meal (Wolffia arrhiza (L.) Wimm.)—Rice cracker. KKU Eng. J. 2016, 43, 291–293. [Google Scholar] [CrossRef]
- Tongkham, N.; Juntasalay, B.; Lasunon, P.; Sengkhamparn, N. Dragon Fruit Peel Pectin: Microwave-Assisted Extraction and Fuzzy Assessment Method. Agric. Nat. Resour. 2017, 51, 262–267. [Google Scholar] [CrossRef]
- Lasunon, P.; Phonkerd, N.; Tettawong, P.; Sengkhamparn, N. Effect of microwave-assisted extraction on bioactive compounds from industrial tomato waste and its antioxidant activity. Food Res. 2021, 5, 468–474. [Google Scholar] [CrossRef]
- Lasunon, P.; Sengkhamparn, N. Effect of Ultrasound-assisted, Microwave-assisted and Ultrasound-Microwave-assisted Extraction on Pectin Extraction from Industrial Tomato Waste. Molecules 2022, 27, 1157. [Google Scholar] [CrossRef] [PubMed]
- Lasunon, P. Fuzzy analytical method (FAM) for physical fitness assessment. FJMS 2021, 131, 55–68. [Google Scholar] [CrossRef]
- Han, J.A.; Lim, S.T. Effect of Presoaking on Textural, Thermal, and Digestive Properties of Cooked Brown Rice. Cereal Chem. 2009, 86, 100–105. [Google Scholar] [CrossRef]
- Friedman, M.; Jürgens, H.S. Effect of pH on the Stability of Plant Phenolic Compounds. J. Agric. Food Chem. 2000, 48, 2101–2110. [Google Scholar] [CrossRef]
- Duodu, K.G. Effects of processing on antioxidant phenolics of cereal and legume grains. In Advances in Cereal Science: Implications to Food Processing and Health Promotion; Awika, J.M., Piironen, V., Bean, S., Eds.; American Chemical Society: Washington, DC, USA, 2011; pp. 31–54. [Google Scholar]
- Lang, G.H.; Lindemann, I.S.; Ferreira, C.D.; Hoffmann, J.F.; Vanier, N.L.; Oliveira, M. Effects of drying temperature and long-term storage conditions on black rice. Food Chem. 2019, 287, 197–204. [Google Scholar] [CrossRef]
- Sui XDong, X.; Zhou, W. Combined effect of pH and high temperature on the stability and antioxidant capacity of two anthocyanins in aqueous solution. Food Chem. 2014, 163, 163–170. [Google Scholar] [CrossRef]
- Cabrita, L.; Fossen, T.; Andersen, Ø.M. Colour and stability of the six common anthocyanidin 3-glucosides in aqueous solutions. Food Chem. 2000, 68, 101–107. [Google Scholar] [CrossRef]
- Dong, J.; Li, S.; Zhang, J.; Liu, A.; Ren, J. Thermal degradation of cyanidin-3-O-glucoside: Mechanism and toxicity of products. Food Chem. 2022, 370, 131018. [Google Scholar] [CrossRef] [PubMed]
- Maskan, M. Drying, shrinkage and rehydration characteristics of kiwifruits during hot air and microwave drying. J. Food Eng. 2001, 48, 177–182. [Google Scholar] [CrossRef]
- Meng, L.; Zhang, W.; Zhou, X.; Wu, Z.; Hui, A.; He, Y.; Gao, H.; Chen, P. Effect of high hydrostatic pressure on the bioactive compounds, antioxidant activity and in vitro digestibility of cooked black rice during refrigerated storage. J. Cereal Sci. 2019, 86, 54–59. [Google Scholar] [CrossRef]
- Chirawat, N.; Kerdchang, W.; Samngamkhiew, S.; Promma, T. A study of Anthocyanin Content in Homdam ST.2, Homdaeng ST.1 and Dokkha rice. In Proceedings of the 4th Kamphaeng Phet Rajabhat University National Conferences, Kamphaeng Phet, Thailand, 22 December 2017; pp. 1031–1034. [Google Scholar]

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lasunon, P.; Phonkerd, N.; Pariwat, S.; Sengkhamparn, N. Effect of Soaking Conditions and Fuzzy Analytical Method for Producing the Quick-Cooking Black Jasmine Rice. Molecules 2022, 27, 3615. https://doi.org/10.3390/molecules27113615
Lasunon P, Phonkerd N, Pariwat S, Sengkhamparn N. Effect of Soaking Conditions and Fuzzy Analytical Method for Producing the Quick-Cooking Black Jasmine Rice. Molecules. 2022; 27(11):3615. https://doi.org/10.3390/molecules27113615
Chicago/Turabian StyleLasunon, Patareeya, Nutchanat Phonkerd, Somprasong Pariwat, and Nipaporn Sengkhamparn. 2022. "Effect of Soaking Conditions and Fuzzy Analytical Method for Producing the Quick-Cooking Black Jasmine Rice" Molecules 27, no. 11: 3615. https://doi.org/10.3390/molecules27113615
APA StyleLasunon, P., Phonkerd, N., Pariwat, S., & Sengkhamparn, N. (2022). Effect of Soaking Conditions and Fuzzy Analytical Method for Producing the Quick-Cooking Black Jasmine Rice. Molecules, 27(11), 3615. https://doi.org/10.3390/molecules27113615