
Pretreatment of Plastic Waste: Removal of Colorants from HDPE Using Biosolvents

 ,
,  ,
,  , and
, and
Abstract
:1. Introduction
2. Results and Discussion
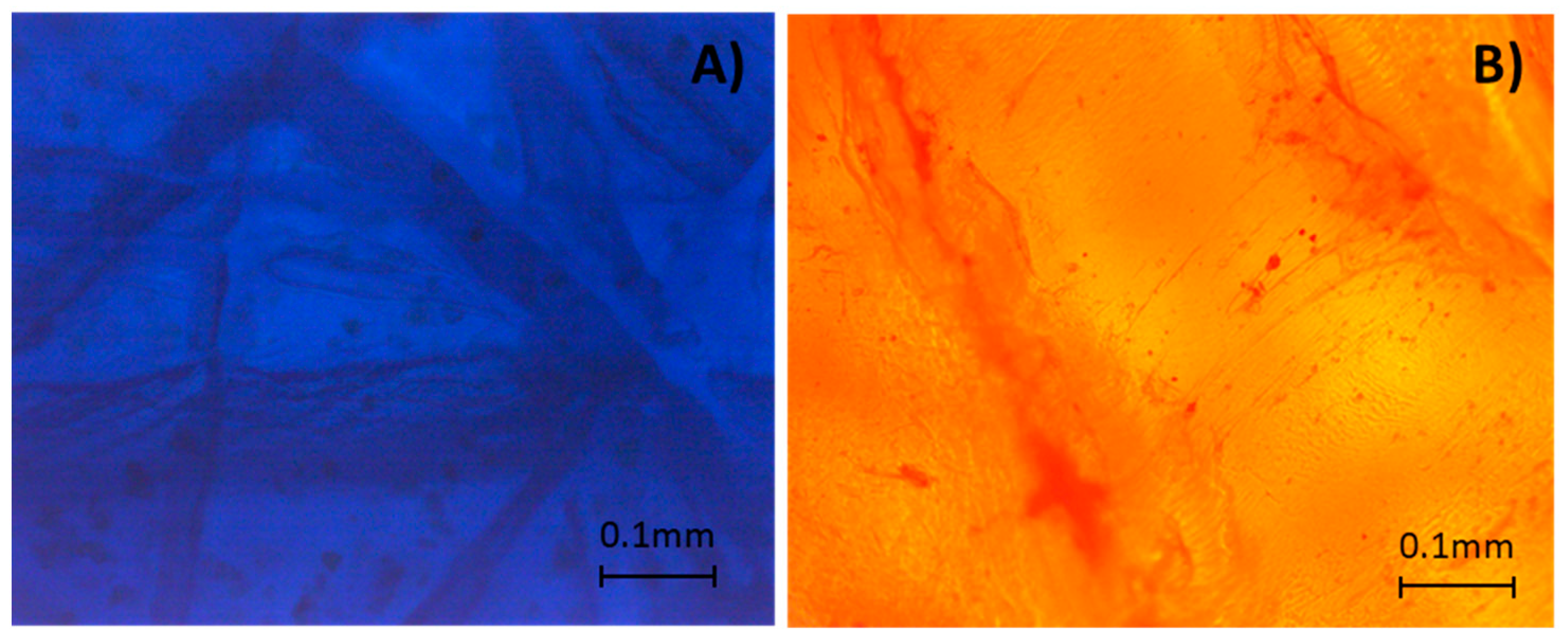
2.1. Colorants Identification
2.2. Pretreatment of HDPE
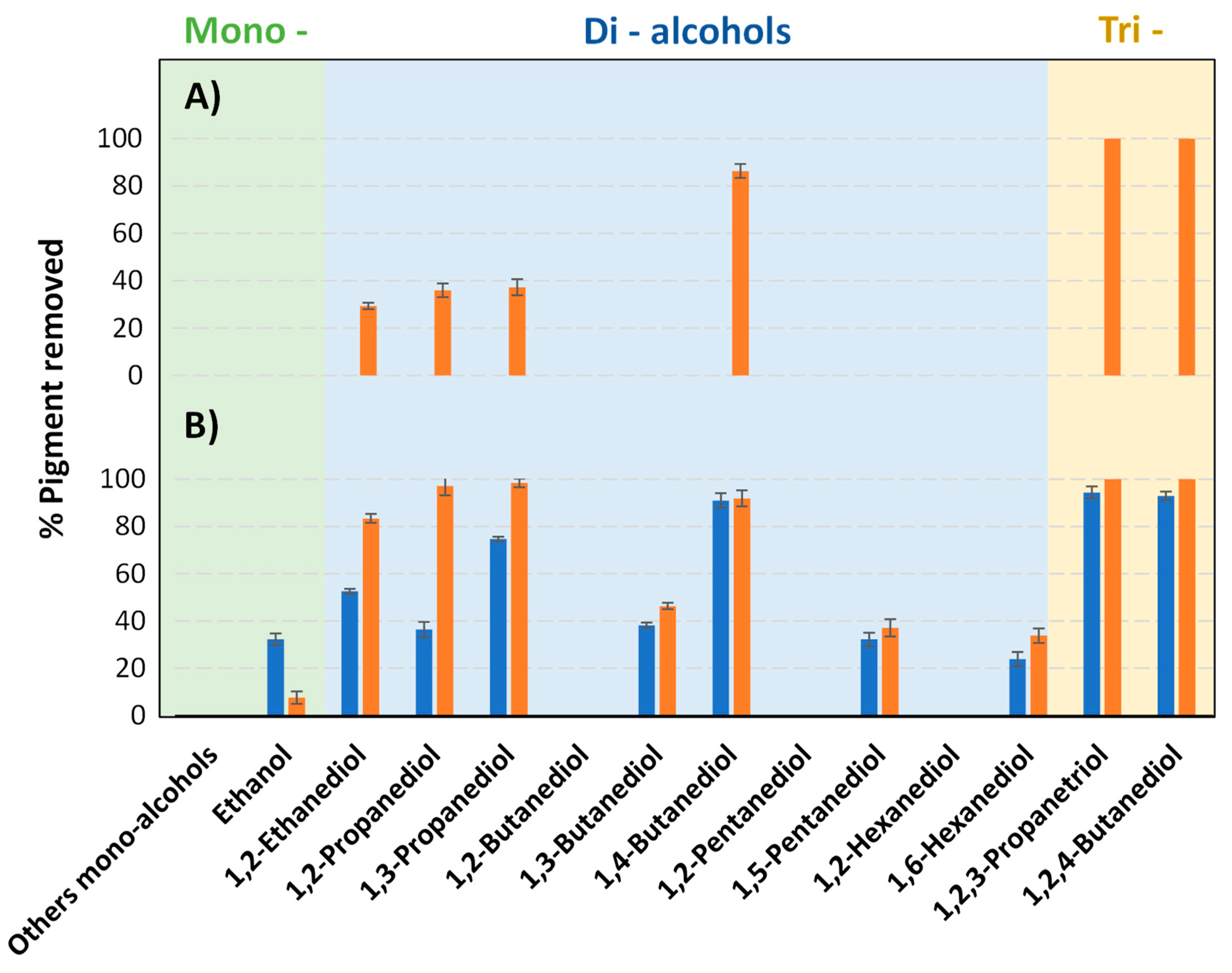
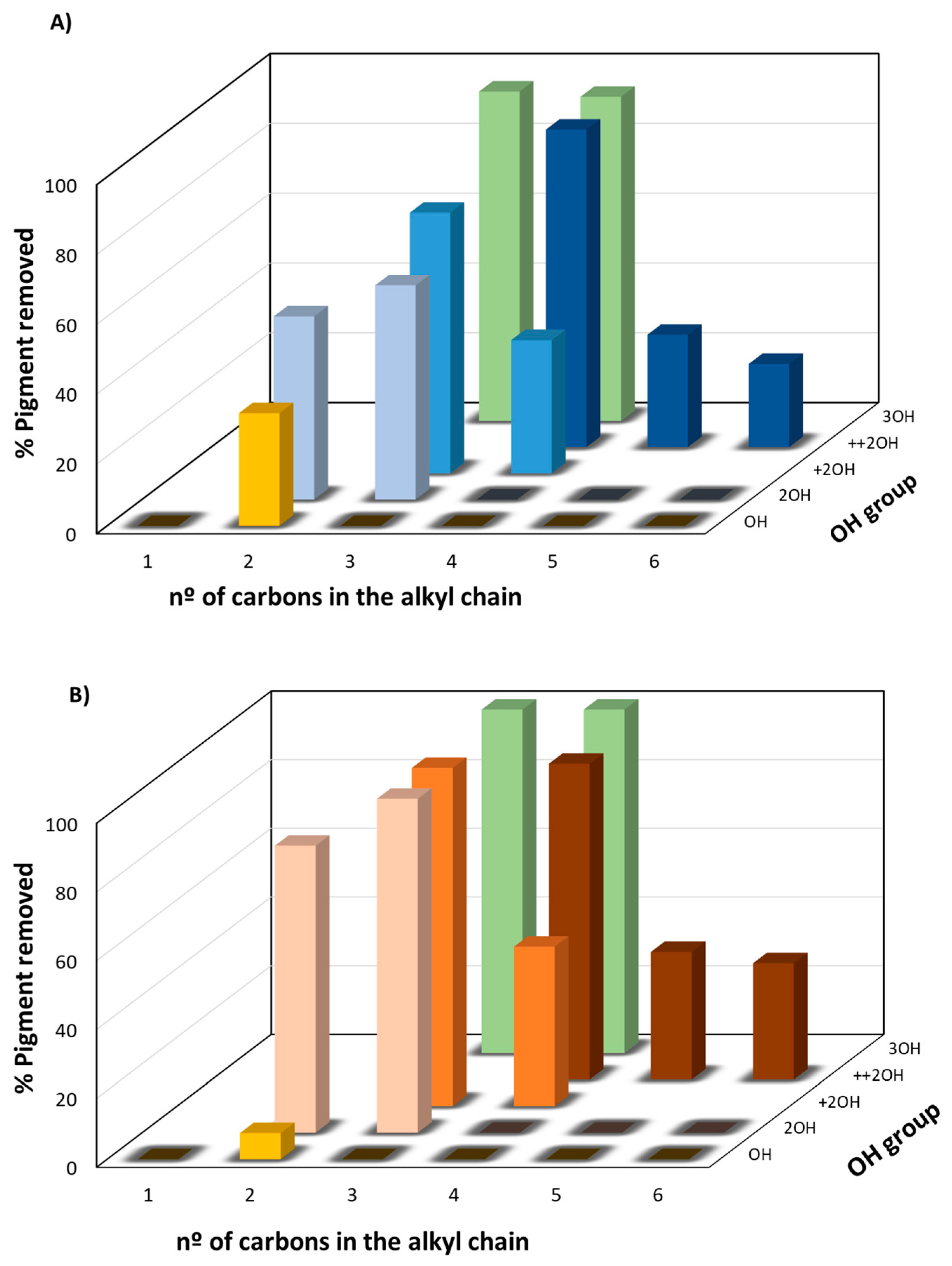
2.2.1. Dissolution
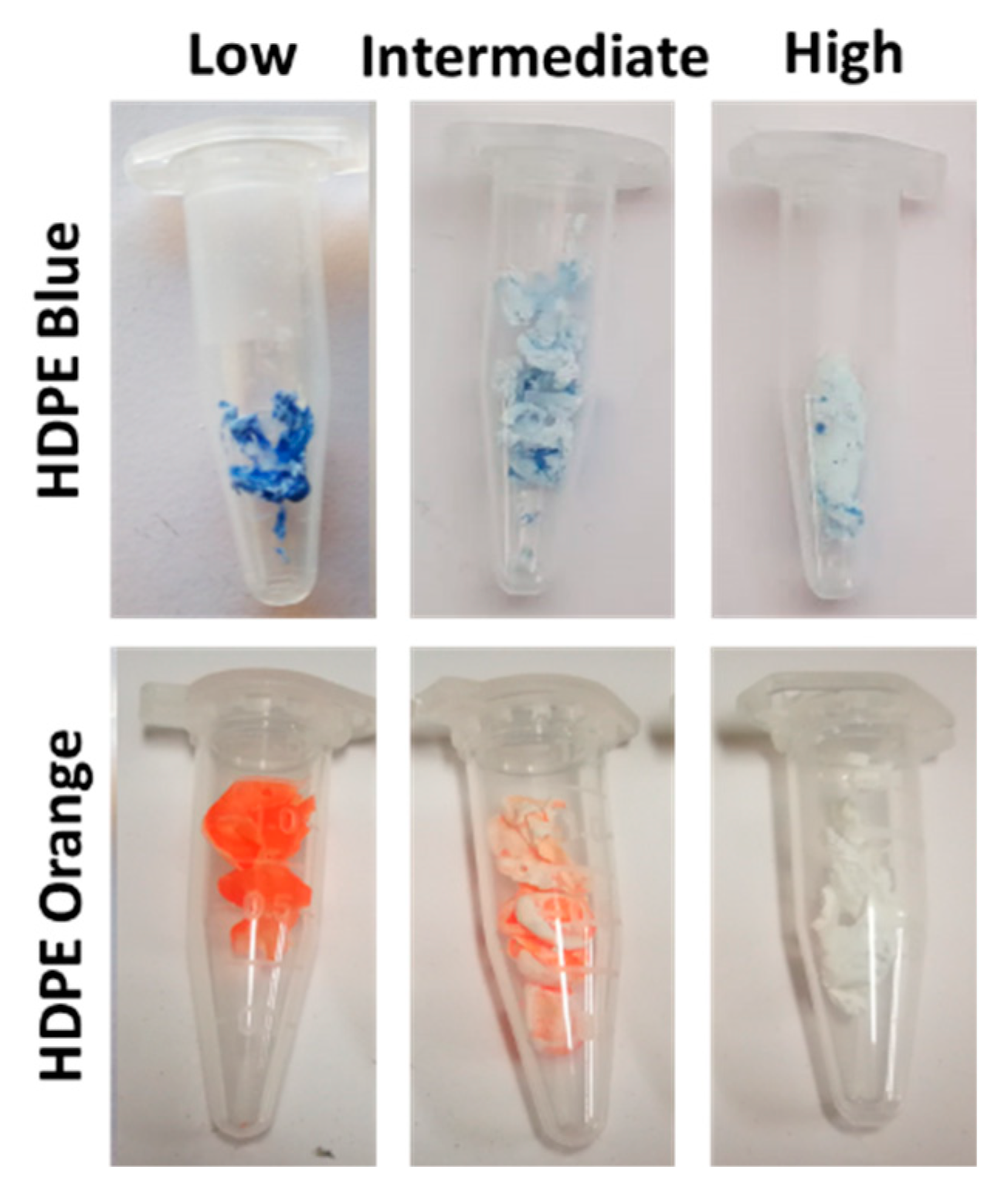
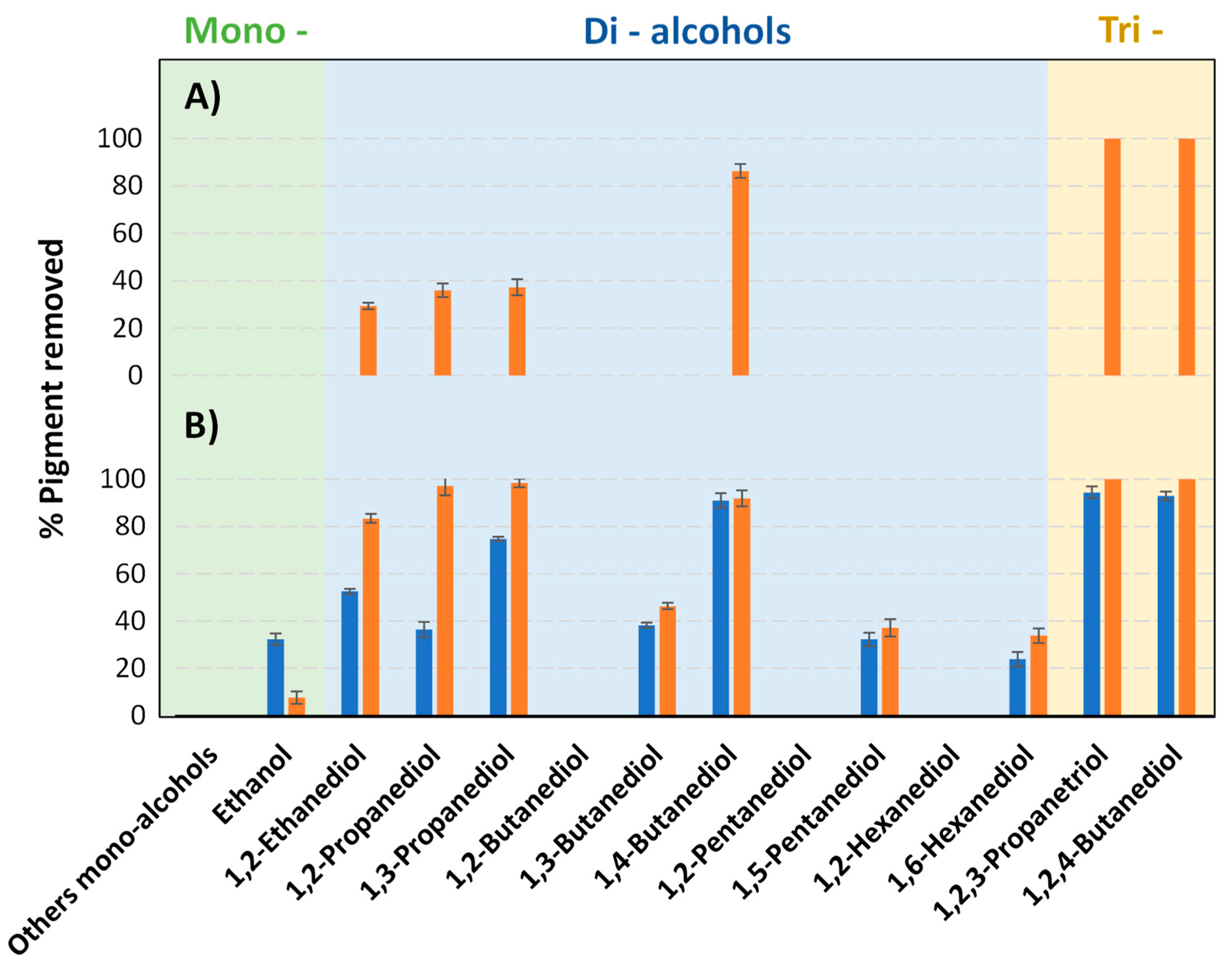
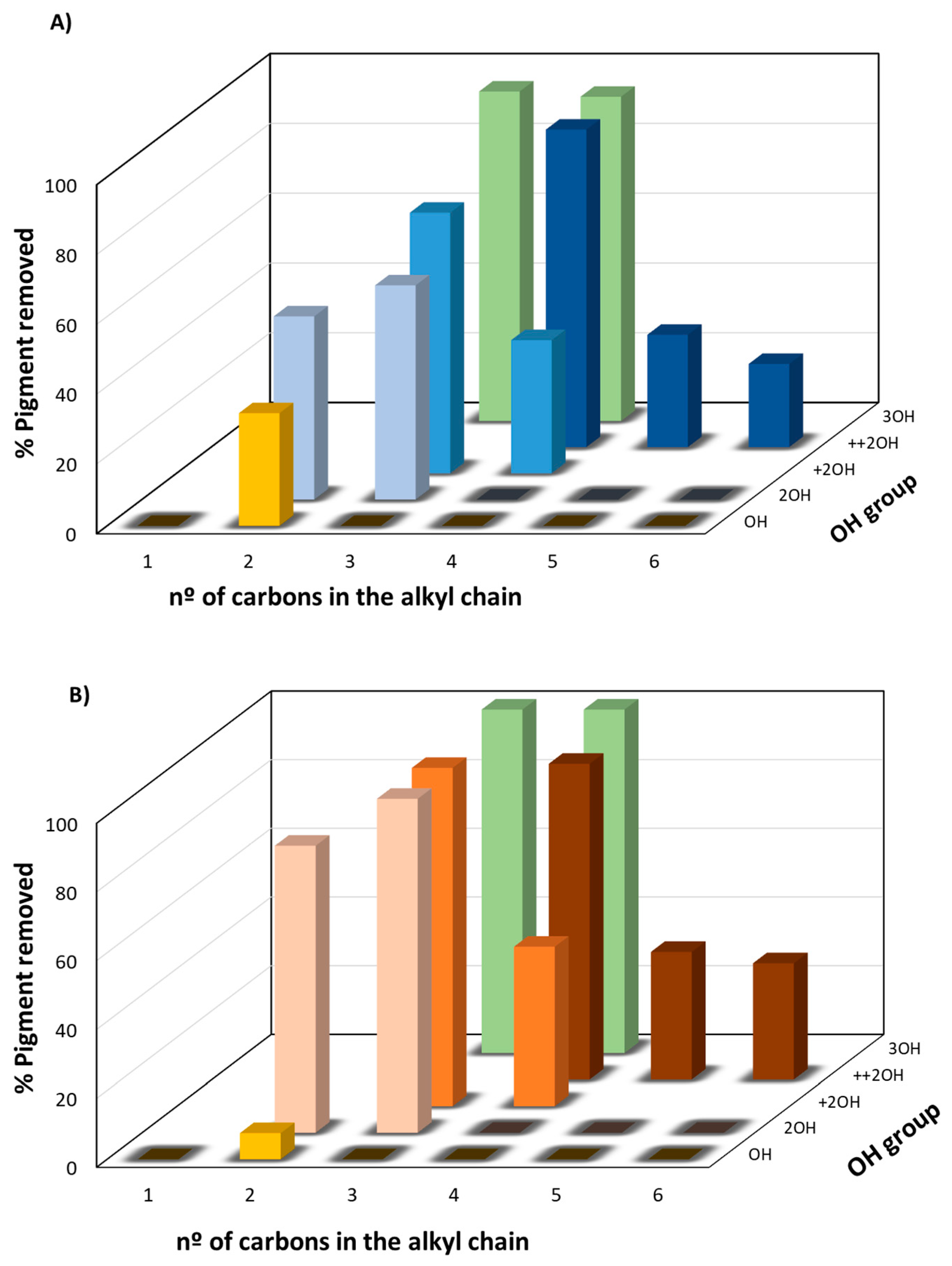
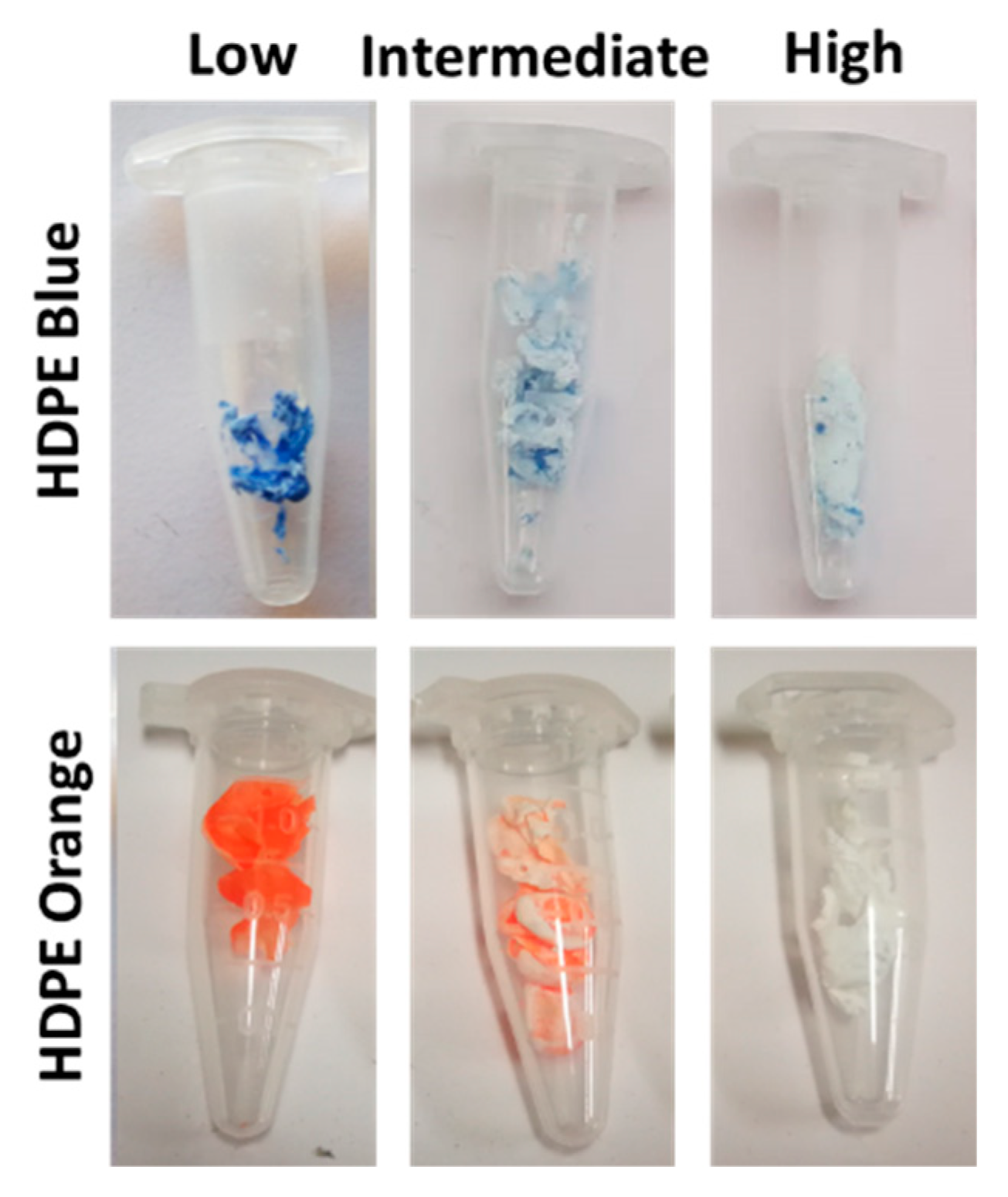
2.2.2. Precipitation
2.3. Chemical Characterization of the Polymer before and after Pretreatment
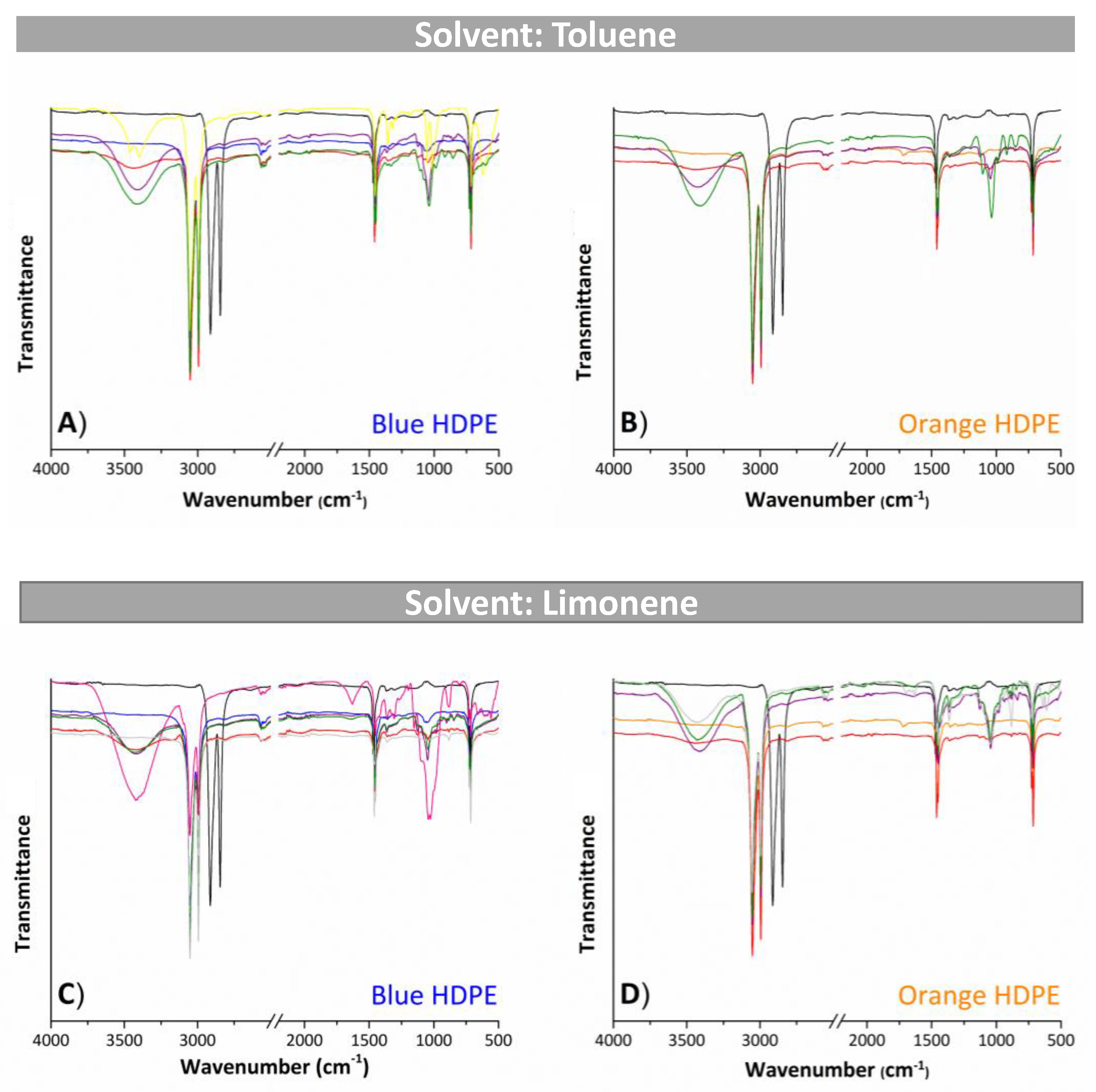
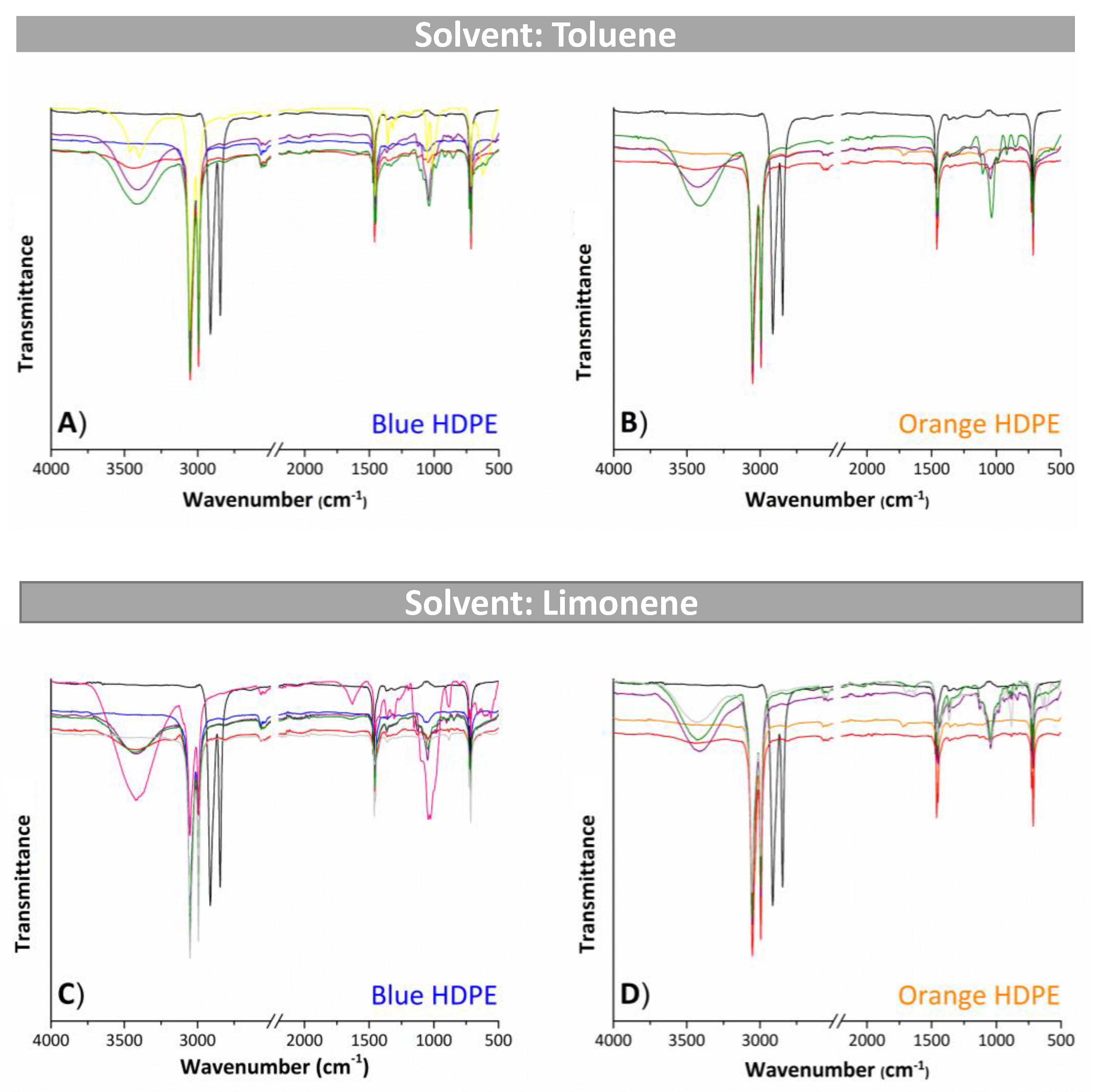
2.3.1. Fourier Transform Infrared Spectroscopy (FT-IR)
2.3.2. Thermogravimetric Analysis (TGA)
2.3.3. Differential Scanning Calorimetry (DSC)
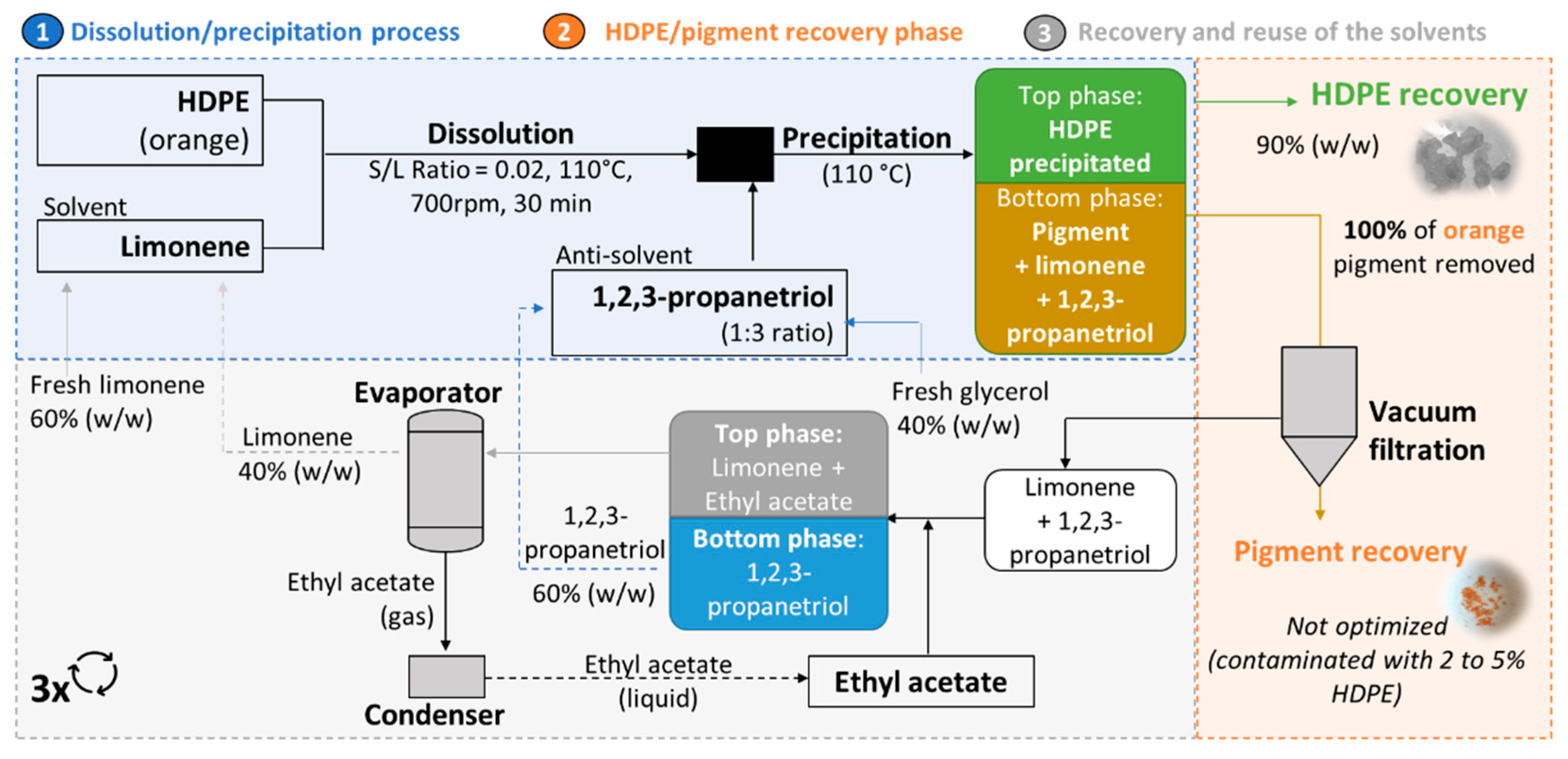
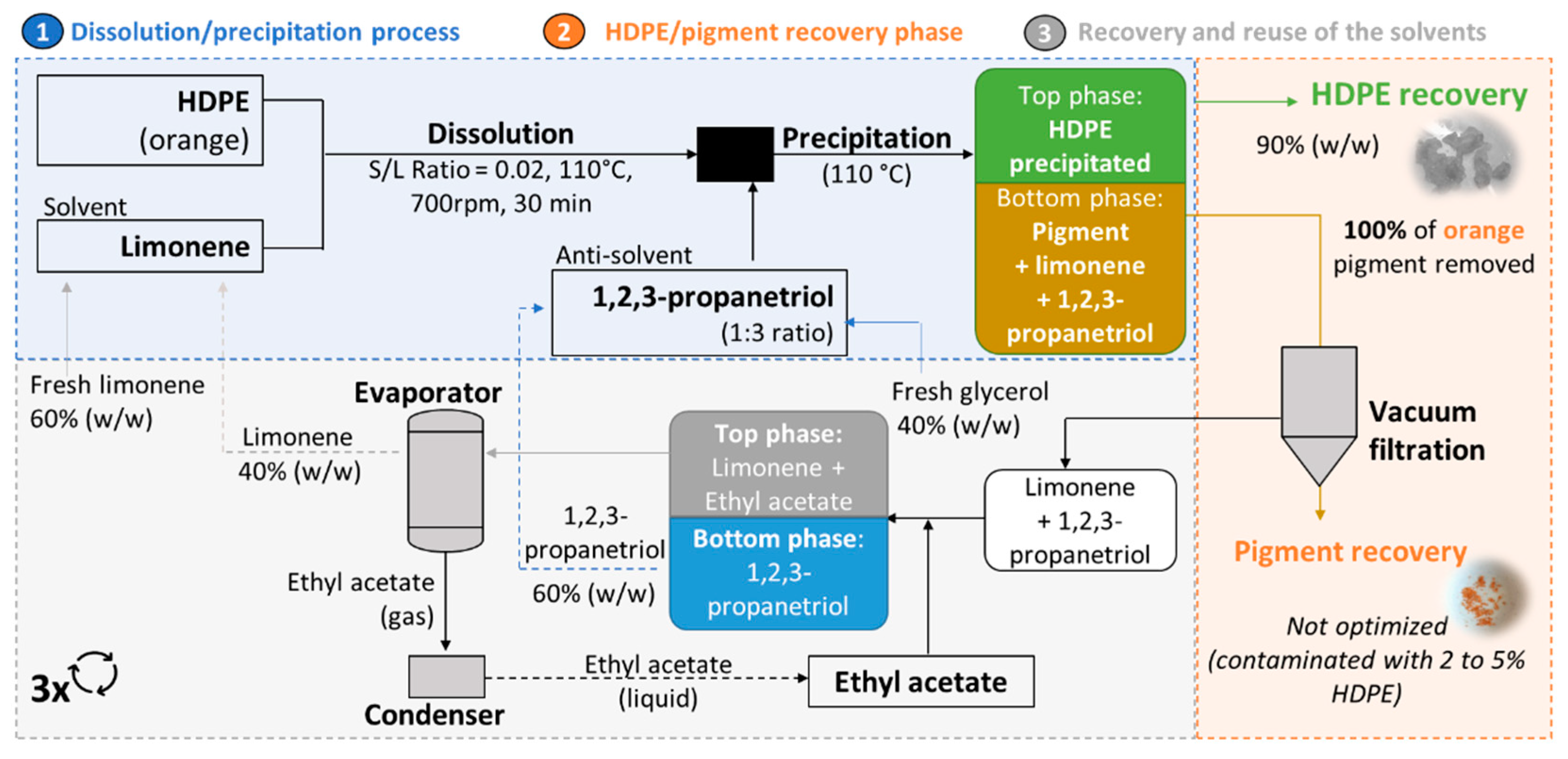
2.4. Recyclability of Solvents
3. Materials and Methods
3.1. Materials
3.2. Colorants Identification
3.2.1. Optical Microscopy (OM)
3.2.2. Energy Dispersive X-ray Fluorescence Microspectroscopy (μ-EDXRF)
3.2.3. Raman Microscopy (μ-Raman)
3.3. Pretreatment of HDPE
3.3.1. Dissolution-Precipitation
3.3.2. Quantification of Removed Pigment
3.4. Chemical Characterization of the Polymer before and after Pretreatment
3.4.1. Fourier Transform Infrared Spectroscopy (FT-IR)
3.4.2. Thermogravimetric Analysis (TGA) and Differential Scanning Calorimetry (DSC)
3.5. Recyclability of Solvents
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Sample Availability
References
- Bourguignon, D. Plastics in a Circular Economy: Opportunities and Challenges; European Parliamentary Research Service: Brussels, Belgium, 2017. [Google Scholar]
- PlasticsEurope Deutschland e.V. Messe Düsseldorf. Plastics—The Facts 2019: An Analysis of European Plastics Production, Demand and Waste Data; PlasticsEurope: Brussels, Belgium, 2019. [Google Scholar]
- Ügdüler, S.; Van Geem, K.M.; Roosen, M.; Delbeke, E.I.P.; De Meester, S. Challenges and opportunities of solvent-based additive extraction methods for plastic recycling. Waste Manag. 2020, 104, 148–182. [Google Scholar] [CrossRef] [Green Version]
- Horodytska, O.; Cabanes, A.; Fullana, A. Non-intentionally added substances (NIAS) in recycled plastics. Chemosphere 2020, 251, 126373. [Google Scholar] [CrossRef]
- Zhao, Y.-B.; Lv, X.-D.; Ni, H.-G. Solvent-based separation and recycling of waste plastics: A review. Chemosphere 2018, 209, 707–720. [Google Scholar] [CrossRef]
- Sherwood, J. Closed-Loop Recycling of Polymers Using Solvents: Remaking plastics for a circular economy. Johnson Matthey Technol. Rev. 2020, 64, 4–15. [Google Scholar] [CrossRef]
- Tournier, V.; Topham, C.M.; Gilles, A.; David, B.; Folgoas, C.; Moya-Leclair, E.; Kamionka, E.; Desrousseaux, M.L.; Texier, H.; Gavalda, S.; et al. An engineered PET depolymerase to break down and recycle plastic bottles. Nature 2020, 580, 216–219. [Google Scholar] [CrossRef]
- Sinha, V.; Patel, M.R.; Patel, J.V. Pet Waste Management by Chemical Recycling: A Review. J. Polym. Environ. 2010, 18, 8–25. [Google Scholar] [CrossRef]
- Ellis, L.D.; Rorrer, N.A.; Sullivan, K.P.; Otto, M.; McGeehan, J.E.; Román-Leshkov, Y.; Wierckx, N.; Beckham, G.T. Chemical and biological catalysis for plastics recycling and upcycling. Nat. Catal. 2021, 4, 539–556. [Google Scholar] [CrossRef]
- Garcia, J.M.; Robertson, M.L. The future of plastics recycling. Science 2017, 358, 870–872. [Google Scholar] [CrossRef]
- Wagner, S.; Schlummer, M. Legacy additives in a circular economy of plastics: Current dilemma, policy analysis, and emerging countermeasures. Resour. Conserv. Recycl. 2020, 158, 104800. [Google Scholar] [CrossRef]
- Alojaly, H.; Benyounis, K.Y. Packaging with Plastics and Polymeric Materials. In Reference Module in Materials Science and Materials Engineering; Elsevier: Amsterdam, The Netherlands, 2020. [Google Scholar]
- Garrigós, M.C.; Reche, F.; Marín, M.L.; Pernías, K.; Jiménez, A. Optimization of the extraction of azo colorants used in toy products. J. Chromatogr. A 2002, 963, 427–433. [Google Scholar] [CrossRef]
- Noguerol-Cal, R.; López-Vilariño, J.M.; González-Rodríguez, M.V.; Barral-Losada, L. Effect of several variables in the polymer toys additive migration to saliva. Talanta 2011, 85, 2080–2088. [Google Scholar] [CrossRef]
- Arends, D.; Schlummer, M.; Mäurer, A. Removal of inorganic colour pigments from acrylonitrile butadiene styrene by dissolution-based recycling. J. Mater. Cycles Waste Manag. 2012, 14, 85–93. [Google Scholar] [CrossRef]
- Vuorinen, T.; Joki, H.; Härkki, O. Report: Colour Removal from Recycled Plastics; VTT Technical Research Centre of Finland: Espoo, Finland, 2016. [Google Scholar]
- Poole, C. Liquid-Phase Extraction; Elsevier: Amsterdam, The Netherlands, 2019. [Google Scholar]
- Wanrooij, P.H.P.; Agarwal, U.S.; Meuldijk, J.; van Kasteren, J.M.N.; Lemstra, P.J. Extraction of CdS pigment from waste polyethylene. J. Appl. Polym. Sci. 2006, 100, 1024–1031. [Google Scholar] [CrossRef]
- Kaiser, K.; Schmid, M.; Schlummer, M. Recycling of Polymer-Based Multilayer Packaging: A Review. Recycling 2018, 3, 1. [Google Scholar] [CrossRef] [Green Version]
- Kong, Y.; Hay, J.N. The measurement of the crystallinity of polymers by DSC. Polymer 2002, 43, 3873–3878. [Google Scholar] [CrossRef]
- Rangos, G. Inorganic Colored Pigments. In Coloring of Plastics; John Wiley and Sons: Hoboken, NJ, USA, 2003; pp. 127–145. [Google Scholar]
- Lewis, P.A. Organic Colorants. In Coloring of Plastics; John Wiley and Sons: Hoboken, NJ, USA, 2003; pp. 100–126. [Google Scholar]
- Hummel, D.O. Extraction, Solution Precipitation and Separation of Additives; Springer: Berlin/Heidelberg, Germany, 2002. [Google Scholar]
- Fremout, W. SOP Spectral Library—SOPRANO (PO64). Available online: https://soprano.kikirpa.be/index.php?lib=sop&id=PO64_A_785_kikirpa&ds=original (accessed on 1 November 2021).
- Hunger, K.; Schmidt, M.U. Industrial Organic Pigments: Production, Crystal Structures, Properties, Applications, 4th ed.; Wiley-VCH: Weinheim, Germany, 2018; p. 661. [Google Scholar]
- Müller, A. Colorants for Polymers. In Coloring of Plastics; Carl Hanser Verlag GmbH & Co. KG: Munich, Germany, 2003; pp. 61–210. [Google Scholar]
- Hansen, C. Hansen Solubility Parameters. Available online: https://www.hansen-solubility.com/HSP-science/solvent-blends.ph (accessed on 3 January 2021).
- Walker, T.W.; Frelka, N.; Shen, Z.; Chew, A.K.; Banick, J.; Grey, S.; Kim, M.S.; Dumesic, J.A.; Lehn, R.C.V.; Huber, G.W. Recycling of multilayer plastic packaging materials by solvent-targeted recovery and precipitation. Sci. Adv. 2020, 6, eaba7599. [Google Scholar] [CrossRef]
- Medronho, B.; Romano, A.; Miguel, M.G.; Stigsson, L.; Lindman, B. Rationalizing cellulose (in)solubility: Reviewing basic physicochemical aspects and role of hydrophobic interactions. Cellulose 2012, 19, 581–587. [Google Scholar] [CrossRef]
- Paggiola, G.; Stempvoort, S.V.; Bustamante, J.; Barbero, J.M.V.; Hunt, A.J.; Clark, J.H. Can bio-based chemicals meet demand? Global and regional case-study around citrus waste-derived limonene as a solvent for cleaning applications. Biofuels Bioprod. Biorefin. 2016, 10, 686–698. [Google Scholar] [CrossRef]
- Chemat, S.; Tomao, V.; Chemat, F. Limonene as Green Solvent for Extraction of Natural Products. In Green Solvents I: Properties and Applications in Chemistry; Mohammad, A., Ed.; Springer: Dordrecht, The Netherlands, 2012; pp. 175–186. [Google Scholar]
- Kohli, K.; Prajapati, R.; Sharma, B.K. Bio-Based Chemicals from Renewable Biomass for Integrated Biorefineries. Energies 2019, 12, 233. [Google Scholar] [CrossRef] [Green Version]
- Clark, J.H.; Tavener, S.J. Alternative Solvents: Shades of Green. Org. Process Res. Dev. 2007, 11, 149–155. [Google Scholar] [CrossRef]
- Naviroj, P.; James, T.; Urffer, C. Chemical Recycling of Plastics by Dissolution; University of Pennsylvania: Philadelphia, PA, USA, 2019. [Google Scholar]
- Omer, R.A.; Hama, J.R.; Rashid, R.S.M. The Effect of Dextran Molecular Weight on the Biodegradable Hydrogel with Oil, Synthesized by the Michael Addition Reaction. Adv. Polym. Technol. 2017, 36, 120–127. [Google Scholar] [CrossRef] [Green Version]
- Lewandowska, A.E.; Eichhorn, S.J. Quantification of the degree of mixing of cellulose nanocrystals in thermoplastics using Raman spectroscopy. J. Raman Spectrosc. 2016, 47, 1337–1342. [Google Scholar] [CrossRef] [Green Version]
- Nava, V.; Frezzotti, M.L.; Leoni, B. Raman Spectroscopy for the Analysis of Microplastics in Aquatic Systems. Appl. Spectrosc. 2021, 75, 1341–1357. [Google Scholar] [CrossRef]
- Angelin, E.M.; França de Sá, S.; Picollo, M.; Nevin, A.; Callapez, M.E.; Melo, M.J. The identification of synthetic organic red pigments in historical plastics: Developing an in situ analytical protocol based on Raman microscopy. J. Raman Spectrosc. 2021, 52, 145–158. [Google Scholar] [CrossRef]
- Angelin, E.M.; Ghirardello, M.; Babo, S.; Picollo, M.; Chelazzi, L.; Melo, M.J.; Nevin, A.; Valentini, G.; Comelli, D. The multi-analytical in situ analysis of cadmium-based pigments in plastics. Microchem. J. 2020, 157, 105004. [Google Scholar] [CrossRef]
- Stuart, B.H. Polymers. In Infrared Spectroscopy: Fundamentals and Applications; Ando, D.J., Ed.; John Wiley and Sons: Hoboken, NJ, USA, 2004; pp. 113–136. [Google Scholar]
- Martínez-Romo, A.; González-Mota, R.; Soto-Bernal, J.J.; Rosales-Candelas, I. Investigating the Degradability of HDPE, LDPE, PE-BIO, and PE-OXO Films under UV-B Radiation. J. Spectrosc. 2015, 2015, 586514. [Google Scholar] [CrossRef] [Green Version]
- Stuart, B.H. Organic Molecules. In Infrared Spectroscopy: Fundamentals and Applications; Ando, D.J., Ed.; John Wiley and Sons: Hoboken, NJ, USA, 2004; pp. 71–93. [Google Scholar]
- Awad, A.H.; El-Wahab, A.A.A.; El-Gamsy, R.; Abdel-latif, M.H. A study of some thermal and mechanical properties of HDPE blend with marble and granite dust. Ain Shams Eng. J. 2019, 10, 353–358. [Google Scholar] [CrossRef]
- Costa, C.S.; Muñoz, M.; Ribeiro, M.R.; Silva, J.M. A thermogravimetric study of HDPE conversion under a reductive atmosphere. Catal. Today 2021, 379, 192–204. [Google Scholar] [CrossRef]
- Mirabella, F.M.; Bafna, A. Determination of the crystallinity of polyethylene/α-olefin copolymers by thermal analysis: Relationship of the heat of fusion of 100% polyethylene crystal and the density. J. Polym. Sci. B Polym. Phys. 2002, 40, 1637–1643. [Google Scholar] [CrossRef]
- Olesik, P.; Godzierz, M.; Kozioł, M.; Jała, J.; Szeluga, U.; Myalski, J. Structure and Mechanical Properties of High-Density Polyethylene Composites Reinforced with Glassy Carbon. Materials 2021, 14, 4024. [Google Scholar] [CrossRef]
- Chen, W.; Yang, Y.; Lan, X.; Zhang, B.; Zhang, X.; Mu, T. Biomass-derived γ-valerolactone: Efficient dissolution and accelerated alkaline hydrolysis of polyethylene terephthalate. Green Chem. 2021, 23, 4065–4073. [Google Scholar] [CrossRef]
- Samudrala, S.P. Glycerol Transformation to Value-Added 1,3-Propanediol Production: A Paradigm for a Sustainable Biorefinery Process, Glycerine Production and Transformation—An Innovative Platform for Sustainable Biorefinery and Energy; IntechOpen: London, UK, 2019. [Google Scholar]
- Aldrich, S. Glycerol. Available online: https://www.sigmaaldrich.com/PT/en/substance/glycerol920956815?context=product (accessed on 1 July 2021).
- Aldrich, S. (S)-(−)-1,2,4-Butanetriol. Available online: https://www.sigmaaldrich.com/PT/en/product/aldrich/296678 (accessed on 1 July 2021).
- Fremout, W. SOP Spectral Library—SOPRANO. Available online: https://soprano.kikirpa.be/index.php?lib=sop (accessed on 1 November 2021).

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Solvent (Dissolution Conditions) | HDPE | |
|---|---|---|
| Blue Pigment | Orange Pigment | |
|
Toluene (T = 110 °C; t = 30 min)  |  |  |
|
D-limonene (T = 140 °C; t = 30 min)  |  |  |
|
Xylene (T = 140 °C; t = 30 min)  |  |  |
|
Cyclohexane (T = 80 °C; t = 420 min)  |  |  |
| Recovered HDPE | Toluene (Orange HDPE) | Limonene (Blue HDPE) | Limonene (Orange HDPE) | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Tm (°C) | ∆Hf (J/g) | DC (%) | Tm (°C) | ∆Hf (J/g) | DC (%) | Tm (°C) | ∆Hf (J/g) | DC (%) | |
| 1,2-Ethanediol | --- | --- | --- | --- | --- | --- | 137.1 | 226.6 | 77.3 |
| 1,2-Propanediol | --- | --- | --- | --- | --- | --- | 134.2 | 213.9 | 73.0 |
| 1,3-Propanediol | --- | --- | --- | --- | --- | --- | 135.9 | 267.6 | 91.3 |
| 1,4-Butanediol | 136.9 | 215.2 | 73.4 | --- | --- | --- | --- | --- | --- |
| 1,2,3-Propanetriol | 133.3 | 260.7 | 89.0 | 133.7 | 276.6 | 94.4 | 135.8 | 212.2 | 72.4 |
| 1,2,4-Butanetriol | 135.4 | 194.5 | 66.4 | 133.6 | 220.6 | 75.3 | 137.2 | 249.7 | 85.2 |
| Compound | Supplier | Purity | CAS Number |
|---|---|---|---|
| Solvent | |||
| Toluene | Fisher Scientific (Geel Belgium) | 99.8 | 108-88-3 |
| Xylene | JMGS (Odivelas, Portugal) | 96.0 | 1330-20-7 |
| Cyclohexane | Sigma-Aldrich (Steinheim, Germany) | ≥99.7 | 110-82-7 |
| D-limonene | Sigma-Aldrich (Steinheim, Germany | 97.0 | 5989-27-5 |
| Antisolvent | |||
| Methanol | Fisher Scientific (Geel Belgium) | 99.0 | 67-56-1 |
| Ethanol | Fisher Scientific (Geel Belgium) | 99.0 | 64-17-5 |
| 1-Propanol | Carlo Erba (Val de Reuil, France) | --- | 71-23-8 |
| 2-Propanol | Fisher Scientific (Geel Belgium) | >99.0 | 67-63-0 |
| 1-Butanol | Prolabo (Geel Belgium) | 99.5 | 71-36-3 |
| 2-Butanol | Prolabo(Geel Belgium) | 100.0 | 78-92-2 |
| 1-Pentanol | Sigma-Aldrich (Steinheim, Germany | >99.0 | 71-41-0 |
| 1-Hexanol | Alfa Aesar, (Kandel, Germany) | 99.0 | 111-27-3 |
| 1,2-Ethanediol | Fisher Scientific (Geel Belgium) | >99.0 | 107-21-1 |
| 1,2-Propanediol | Sigma-Aldrich (Steinheim, Germany) | 99.5 | 57-55-6 |
| 1,3-Propanediol | Sigma-Aldrich (Steinheim, Germany) | 98.0 | 504-63-2 |
| 1,2-Butanediol | Sigma-Aldrich (Steinheim, Germany) | 98.0 | 584-03-2 |
| 1,3-Butanediol | Sigma-Aldrich (Steinheim, Germany) | 99.5 | 107-88-0 |
| 1,4-Butanediol | Alfa Aesar (Kandel, Germany) | 99.0 | 110-63-4 |
| 1,2-Pentanediol | TCI (Zwijndrecht, Belgium) | >98.0 | 5343-92-0 |
| 1,5-Pentanediol | Alfa Aesar, (Kandel, Germany) | 97.0 | 111-29-5 |
| 1,2-Hexanediol | Alfa Aesar (Kandel, Germany) | 97.0 | 6920-22-5 |
| 1,6-Hexanediol | Acros Organics (Geel Belgium) | 97.0 | 629-11-8 |
| 1,2,3-Propanetriol | Fisher Chemical (Geel Belgium) | 99.9 | 56-81-5 |
| 1,2,4-Butanetrioll | Sigma-Aldrich (Steinheim, Germany | 98.0 | 42890-76-6 |
| Others | |||
| Ethyl acetate | Fisher Scientific (Geel Belgium) | ≥99.5% | 141-78-6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ferreira, A.M.; Sucena, I.; Otero, V.; Angelin, E.M.; Melo, M.J.; Coutinho, J.A.P. Pretreatment of Plastic Waste: Removal of Colorants from HDPE Using Biosolvents. Molecules 2022, 27, 98. https://doi.org/10.3390/molecules27010098
Ferreira AM, Sucena I, Otero V, Angelin EM, Melo MJ, Coutinho JAP. Pretreatment of Plastic Waste: Removal of Colorants from HDPE Using Biosolvents. Molecules. 2022; 27(1):98. https://doi.org/10.3390/molecules27010098
Chicago/Turabian StyleFerreira, Ana M., Isa Sucena, Vanessa Otero, Eva Mariasole Angelin, Maria João Melo, and João A. P. Coutinho. 2022. "Pretreatment of Plastic Waste: Removal of Colorants from HDPE Using Biosolvents" Molecules 27, no. 1: 98. https://doi.org/10.3390/molecules27010098
APA StyleFerreira, A. M., Sucena, I., Otero, V., Angelin, E. M., Melo, M. J., & Coutinho, J. A. P. (2022). Pretreatment of Plastic Waste: Removal of Colorants from HDPE Using Biosolvents. Molecules, 27(1), 98. https://doi.org/10.3390/molecules27010098