Development of Cycloaliphatic Epoxy-POSS Nanocomposite Matrices with Enhanced Resistance to Atomic Oxygen

 ,
,  and
and 
Abstract
1. Introduction
2. Experimental Methods
2.1. Materials
2.2. Layup Configuration of the Thin Films
2.2.1. Layup Procedure for Ultra-Thin Laminates Containing MTM44-1
2.2.2. Layup procedure for ultra-thin laminates containing cycloaliphatic epoxy
2.3. Curing Procedure for the Ultra-Thin Laminates
2.4. Differential Scanning Calorimetry (DSC)
2.5. Fourier Transform Infrared (FTIR) Spectroscopy
2.6. Measurements of Surface Roughness and Morphology
2.7. Atomic Oxygen Exposure
2.8. Three-Point Bend Test
3. Results and Discussion
3.1. Preparation of Self-Sustaining Epoxy Films
3.2. Preparation of Ultra-Thin Laminates and Spectroscopic Characterisation of the Resin Blends
3.3. Measurements of Surface Topography of the Laminates
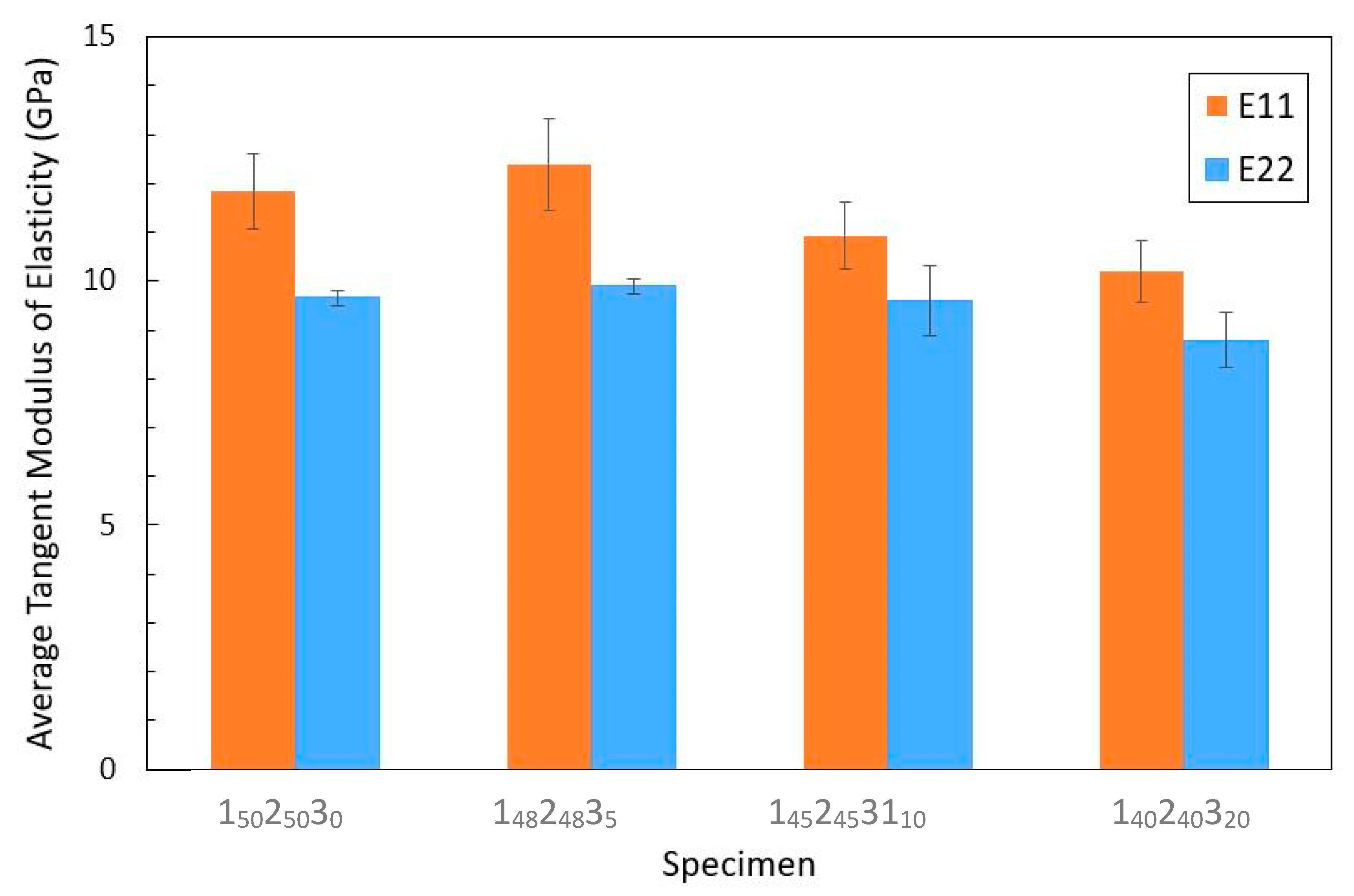
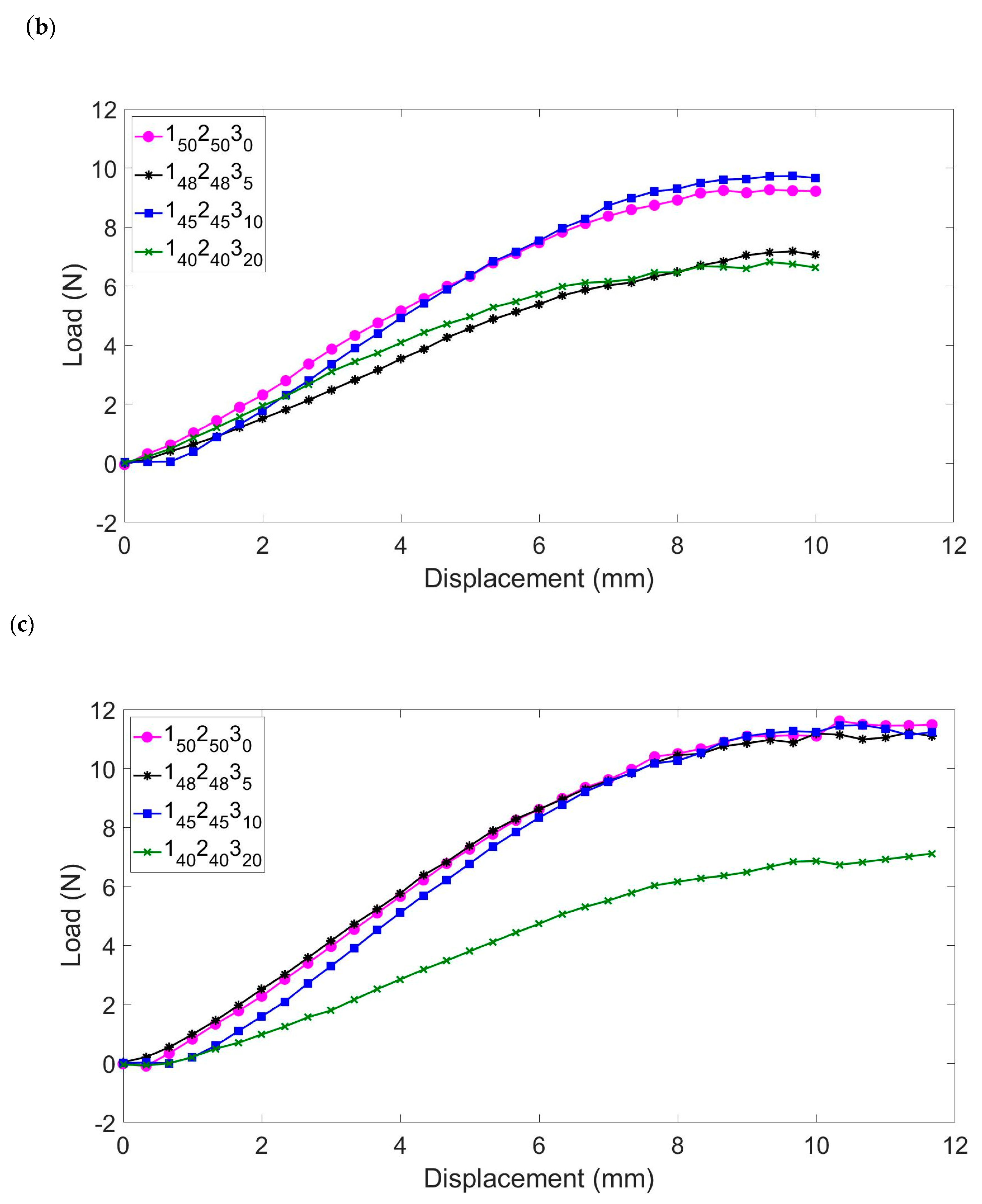
3.4. Three-Point Bending Analysis of Virgin Cured Laminates
3.5. Characterisation of Ultra-Thin Laminates after Exposure to AO
3.5.1. Mass loss as a Result of AO Exposure
3.5.2. Three-Point Bending Analysis of Cured Laminates Following Exposure to AO
3.5.3. Measurements of Surface Topography of the Laminates after Exposure
3.5.4. Spectroscopic Characterisation of the Laminates after Exposure
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| AO | Atomic oxygen |
| CFRP | Carbon fibre reinforced polymer |
| DMA | Dynamic mechanical analysis |
| DSC | Differential scanning calorimetry |
| E | Erosion Yield |
| FTIR | Fourier-transform infrared |
| GFRP | Glass fibre reinforced polymer |
| LEO | Low Earth orbit |
| MISSE | Materials International Space Station Experiment |
| NASA | National Aeronautics and Space Administration |
| OOA | Out-of-autoclave |
| POSS | Polyhedral oligomeric silsequioxane |
| SEM | Scanning electron microscopy |
| TGDDM | Tetraglycidyldiaminodiphenylmethane |
| UD | Unidirectional |
| VUV | Vacuum ultraviolet |
| wt% | Weight content in percentage |
References
- Meredith, J.; Bilson, E.; Powe, R.; Collins, E.; Kirwan, K. A performance versus cost analysis of prepreg carbon. Compos. Struct. 2015, 124, 206–213. [Google Scholar] [CrossRef]
- Francesconi, A.; Giacomuzzo, C.; Kibe, S.; Nagao, Y.; Higashide, M. Effects of high-speed impacts on CFRP plates for space applications. Adv. Space Res. 2012, 50, 539–548. [Google Scholar] [CrossRef]
- Viers, B.D.; Gonzalez, R.I.; Phillips, S.H. POSS Polymers for Space: Entrepreneurial Research; Air Force Research Laboratory (AFMC): Los Angeles, CA, USA, 2003. [Google Scholar]
- Lukez, R. The Use of Graphite/Epoxy Composite Structures in Space Applications; Morton Thiokol Inc.: Brigham City, UT, USA, 1987. [Google Scholar]
- Kostopoulos, V.; Vavouliotis, A.; Karapappas, P.; Tsotra, P.; Fiamegkou, E.; Maagt, P.D. Nano-Modified CFRPSs as a Novel Material for the Manufacturing of High Efficient Antennas; Applied Mechanics Laboratory, Department of Mechanical Engineering and Aeronautics: Honolulu, HI, USA, 2007; pp. 3384–3387. [Google Scholar]
- Suliga, A.; Viquerat, A. Life span modelling of ultra-thin VFRP masts subjected to accelerated environmental ageing. In Proceedings of the 14th European Conference on Spacecraft Structures, Materials and Environmental Testing (ECSSMET), Toulouse, France, 27–30 September 2016. [Google Scholar]
- RolaTube. RolaTube Technology Technical Briefing; RLT Materials: Hampshire, UK, 2012. [Google Scholar]
- Steeves, J.; Pellegrino, S. Ultra-Thin Highly Deformable Composite Mirrors; American Institute of Aeronautics and Astronautics, California Institute of Technology: Pasadena, CA, USA, 2013. [Google Scholar]
- Block, J.; Straubel, M.; Wiedermann, M. Ultralight deployable booms for solar sails and other large gossamer structures in space. Acta Astronaut. 2011, 68, 984–992. [Google Scholar] [CrossRef]
- Raluca, V. Advanced Composites for Space Applications: Design and Structural Analysis of CFRP Electronics Housing; National Research & Development Institute for Gas Turbines COMOTI: Bucarest, Romania, 2012. [Google Scholar]
- Baluch, A.H.; Kim, C.G. Behavior of composite structures orientations towards their failure and damage. J. Compos. Mater. 2015, 49, 3703–3711. [Google Scholar] [CrossRef]
- Zweben, C.; Smith, W.; Wardle, M. Test methods for fiber tensile strength, composite flexural modulus, and properties of fabric-reinforced laminates. In Proceedings of the Composite Materials: Testing and Design (Fifth Conference), West Conshohocken, PA, USA, 20–22 March 1979. [Google Scholar]
- Gonzalez, R.I.; Phillips, S.H.; Hoflund, G.B. In situ oxygen atom erosion study of polyhedral oligomeric silsesquioxane siloxane copolymer. J. Spacecr. Rocket. 2000, 37, 463–467. [Google Scholar] [CrossRef]
- Banks, B.A. Spacecraft Polymers Atomic Oxygen Durability Handbook, NASA-HDBK-6024, National Aeronautics and Space Administration; NASA: Washington, DC, USA, 2014. [Google Scholar]
- Banks, B.A.; de Groh, K.K.; Rutledge, S.K.; Haytas, C.A. Consequences of atomic oxygen interaction with silicone and silicone contamination on surfaces in low earth orbit. In Proceedings of the 44th Annual Meeting sponsored by the International Society for Optical Engineering, Glenn Research Centre, Denver, CO, USA, 21 July 1999. [Google Scholar]
- Banks, B.A.; de Groh, K.K.; Miller, S.K. Low earth orbital atomic oxygen interactions with spacecraft materials. In Symposium MN—Materials for Space Applications, NN8.1; Glenn Research Center: Cleveland, OH, USA, 2004; Volume 851. [Google Scholar]
- Liang, K.; Li, G.; Toghiani, H.; Koo, J.H.; Pittman, C.U. Cyanate ester/polyhedral oligomeric silsesquioxane (POSS) nanocomposites: Synthesis and characterization. Chem. Mater. 2006, 18, 301–312. [Google Scholar] [CrossRef]
- Ayandele, E.; Sarkar, B.; Alexandridis, P. Polyhedral oligomeric silsesquioxane (POSS)-containing polymer nanocomposites. Nanomaterials 2012, 2, 445–475. [Google Scholar] [CrossRef] [PubMed]
- Verker, R.; Grossman, E.; Eliaz, N. Erosion of POSS-polyimide films under hypervelocity impact and atomic oxygen: The role of mechanical properties at elevated temperatures. Acta Mater. 2009, 57, 1112–1119. [Google Scholar] [CrossRef]
- Lei, X.F.; Qiao, M.T.; Tian, L.D.; Yao, P.; Ma, Y.; Zhang, H.P.; Zhang, Q.Y. Improved space survivability of polyhedral oligomeric silsesquioxane (POSS) polyimides fabricated via novel POSS-diamine. Corros. Sci. 2015, 90, 223–238. [Google Scholar] [CrossRef]
- Wright, D.; Schorzman, D.A.; Feher, F.J.; Jin, R.Z. Synthesis and thermal curing of aryl-ethynyl-terminated coPOSS imide oligomers: New inorganic/organic hybrid resins. Chem. Mater. 2003, 15, 264–268. [Google Scholar] [CrossRef]
- Suliga, A. Resistance of CFRP Structures to Environmental Degradation in Low Earth Orbit. Ph.D. Thesis, University of Surrey, Guildford, UK, 2017. [Google Scholar]
- Suliga, A.; Hamerton, I.; Viquerat, A. Cycloaliphatic epoxy- based hybrid nanocomposites reinforced with POSS or nanosilica for improved environmental stability in low Earth orbit. Compos. Part. B Eng. 2018, 138, 66–73. [Google Scholar] [CrossRef]
- UMECO. Safety Data Sheet MTMM44-1 Epoxy Resin Prepreg; UMECO: Heanor, UK, 2012; pp. 1–6. [Google Scholar]
- Skea, M. No Autoclave, No Oven, No Problem. Composites Manufacturing Magazine Ed. Available online: http://compositesmanufacturingmagazine.com/2014/08/out-of-autoclave-solutions-expand-composite-opportunities-across-market-sectors/ (accessed on 15 December 2019).
- Lacovara, R. Why out of Autoclave Processing is Good for the Composites Industry. Available online: https://www.compositesworld.com/columns/why-out-of-autoclave-processing-is-good-for-the-composites-industry (accessed on 10 January 2020).
- MTM 44-1 and MTM 45-1: Lay-up and Bagging Guidelines. TDS1043_04.13, Issue 1a. Cytec. 2013. Available online: https//www.cytec.com (accessed on 1 December 2019).
- De Groh, K.K.; Banks, B.A.; McCarthy, C.E.; Rucker, R.N.; Roberts, L.M.; Berger, L.A. MISSE PEACE Polymers Atomic Oxygen Erosion Results; NASA: Cleveland, OH, USA, 2006. [Google Scholar]
- Gudimenko, Y.; Ng, R.; Kleinman, J. Enhancement of space durability of materials and external components through surface modification. J. Spacecr. Rocket. 2004, 41, 326–344. [Google Scholar] [CrossRef]
- Standard Test. Method for Flexural Properties of Polymer Matrix Composite Materials, D7264/D7264M7; ASTM International: West Conshohocken, PA, USA, 2007. [Google Scholar]
- Miyazaki, E.; Kimoto, Y.; Yokota, R. Flight experiment results of the polysiloxane- block-polyimide ‘BSF-30’. In JEM/MPAC&SEED Mission; ISS: Heidelberg/Berlin, Germany, 2013; Volume 32, pp. 381–388. [Google Scholar]
- Verker, R.; Grossman, E.; Eliaz, N. Effect of the POSS-Polymide nanostructure on its mechanical and electrical properties. Compos. Sci. Technol. 2012, 72, 1408–1415. [Google Scholar] [CrossRef]
- Ramirez, C.; Rico, M.; Torres, A.; Barral, L.; Lopez, J.; Montero, B. Epoxy/POSS organic-inorganic hybrids: ATR-FTIR and DSC studies. Eur. Polym. J. 2008, 44, 3035–3045. [Google Scholar] [CrossRef]
- Binks, F.C.; Cavalli, G.; Henningsen, M.; Howlin, B.J. Examining the effects of storage on the initiation behaviour of ionic liquids towards the cure of epoxy resins. React. Funct. Polym. 2018, 133, 9–20. [Google Scholar] [CrossRef]
- Jiao, J.; Lv, P.; Wang, L.; Cai, Y.; Liu, P. The effects of structure of POSS on the properties of POSS/PMMA hybrid materials. Polym. Eng. Sci. 2015, 55, 565–572. [Google Scholar] [CrossRef]
- Kumar, S.A. Eco-Friendly Nano-Hybrid. Materials for Advanced Engineering Applications; Apple Academic Press: Waretown, NJ, USA, 2017. [Google Scholar]
- Swanson, S.R.; Smith, L.V. Comparison of the biaxial strength properties of braided and laminated carbon fiber composites. Compos. Part. B Eng. 1996, 27, 71–77. [Google Scholar] [CrossRef]
- Boocock, G.; Cvetanovic, R.J. Reaction of oxygen atoms with benzene. Can. J. Chem. 1961, 39, 2436–2443. [Google Scholar] [CrossRef]
- Yilgör, E.; Yilgör, I. Silicone containing copolymers: Synthesis, properties, and applications. Prog. Polym. Sci. 2013, 39, 1165–1195. [Google Scholar] [CrossRef]
- He, Y.; Suliga, A.; Brinkmeyer, A.; Schenk, M.; Hamerton, I. Atomic oxygen degradation mechanisms of epoxy composites for space applications. Polym. Degrad. Stab. 2019, 166, 108–120. [Google Scholar] [CrossRef]
- Banks, B.A.; Backus, J.A.; Manno, M.V.; Waters, D.L.; Cameron, K.C.; De Groh, K.K. Atomic Oxygen Yield Prediction for Spacecraft Polymers in Low Earth Orbit; NASA: Cleveland, OH, USA, 2009. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Trade Name | Structure |
|---|---|---|
| 1 | CY 184 |  |
| 2 | Aradur 2954 |  |
| 3 | EP0409 glycidyl POSS |  |
| 4 | MTM44-1 |  |
 |
| Sample | Composition (grammes) of Components | ||
|---|---|---|---|
| CY184 (1) | Aradur 2954 (2) | POSS (3) | |
| KaptonTM H (film) | |||
| MTM44-1 | |||
| 15025030 | 1.5 | 1.5 | 0 |
| 14824835 | 1.44 | 1.44 | 0.12 |
| 145245310 | 1.35 | 1.35 | 0.3 |
| 140240320 | 1.2 | 1.2 | 0.6 |
| Batch | Exposure Time (mins) | Total AO Fluence (×1020 atom/cm2) | Equivalent Duration in Orbit (Months) |
|---|---|---|---|
| 1 | 30 | 3.59 | 2 |
| 2 | 60 | 5.39 | 4 |
| 3 | 90 | 5.75 | 6 |
| 4 | 120 | 6.47 | 8 |
| 5 | 150 | 7.92 | 10 |
| 6 | 180 | 9.34 | 12 |
| Wavenumber (cm−1) | Intensity | Functional Group |
|---|---|---|
| 850 | Weak | POSS cage, Si-C stretch |
| 910 | Weak | Oxirane ring, C-O asymmetric stretch |
| 1035 | Medium, Sharp | C-O-C ether symmetric stretch |
| 1100 | Medium | POSS Cage Si-O-Si, asymmetric stretch |
| 1170 | Medium, Sharp | Oxirane ring, C-O stretch |
| 1450 | Medium, Sharp | CH3 and CH2, C-H deformation |
| 1450 | Medium, Sharp | Aromatic ring, C=C stretch |
| 1520 | Weak | Amine, N-H stretch |
| 1725 | Strong, Sharp | Saturated carbonyl, C=O stretch |
| 2850 | Medium | Oxirane ring, C-H stretch |
| 2920 | Medium | Aliphatic amine, N-H stretch |
| 3500 | Strong, Broad | Secondary alcohol, O-H stretch |
| Sample | Replica | Thickness (mm) | Width (mm) | Linear Elastic Response Gradient | Tangent Modulus Elasticity (GPa) | Orientation | Flexural Rigidity (Nmm2) |
|---|---|---|---|---|---|---|---|
| 10 | 0.54 | 14.31 | 2.52 | 13.06 | |||
| Mean | 12.40 (σ = 0.94) | 2211.3 (σ = 336.78) | |||||
| 145245310 | 12 | 0.51 | 13.33 | 1.33 | 8.79 | E22 | 1292.76 |
| 13 | 0.49 | 14.26 | 1.46 | 10.18 | 1419.12 | ||
| 14 | 0.51 | 14.85 | 1.65 | 9.80 | 1603.8 | ||
| Mean | 9.59 (σ = 0.72) | 1438.56 (σ = 156.43) | |||||
| 15 | 0.53 | 13.08 | 1.75 | 10.46 | E11 | 1701 | |
| 16 | 0.50 | 12.59 | 1.54 | 11.42 | 1496.88 | ||
| Mean | 10.94 (σ = 0.68) | 1598.94 (σ = 144.33) | |||||
| 140240320 | 17 | 0.46 | 14.05 | 1.07 | 9.09 | E22 | 1040.04 |
| 18 | 0.49 | 12.35 | 1.12 | 8.97 | 1088.64 | ||
| 19 | 0.46 | 12.13 | 0.82 | 8.07 | 797.04 | ||
| Mean | 8.79 (σ = 0.56) | 975.24 (σ = 156.22) | |||||
| 20 | 0.47 | 14.37 | 1.25 | 9.75 | E11 | 1215 | |
| 21 | 0.47 | 14.32 | 1.36 | 10.64 | 1321.92 | ||
| Mean | 10.20 (σ = 0.63) | 1268.46 (σ = 75.60) |
| Specimen Group | POSS Content (%) | Weight before Exposure (g) | Weight after Exposure (g) | Weight Loss (%) |
|---|---|---|---|---|
| 15025030 | 0 | 0.465 | 0.446 | 4.1 |
| 14824835 | 5 | 0.452 | 0.438 | 3.1 |
| 145245310 | 10 | 0.535 | 0.519 | 2.8 |
| 140240320 | 20 | 0.436 | 0.425 | 2.5 |
| KaptonTMH | 0.124 | 0.098 | 20.9 |
| Specimen | Months of Exposure | Width (mm) | Thickness (mm) | Linear Region Slope (N/mm) | Modulus of Elasticity (GPa) | Flexural Rigidity (Nmm2) |
|---|---|---|---|---|---|---|
| 15025030 | 4 | 12.97 | 0.53 | 1.01 | 6.08 | 977.60 |
| 8 | 12.02 | 0.58 | 1.72 | 7.19 | 1404.99 | |
| 12 | 12.44 | 0.55 | 1.72 | 7.85 | 1670.97 | |
| Mean | 7.04 (σ = 0.89) | 1351.19 (σ = 349.80) | ||||
| 14624635 | 4 | 13.40 | 0.59 | 1.74 | 7.38 | 1692.67 |
| 8 | 12.79 | 0.53 | 1.02 | 5.58 | 990.46 | |
| 12 | 13.13 | 0.63 | 1.57 | 5.60 | 1531.27 | |
| Mean | 6.19 (σ = 1.03) | 1404.8 (σ = 367.79) | ||||
| 145245310 | 4 | 13.71 | 0.59 | 1.30 | 5.40 | 1266.55 |
| 8 | 14.16 | 0.63 | 1.57 | 5.19 | 1530.20 | |
| 12 | 14.83 | 0.65 | 1.78 | 5.09 | 1727.38 | |
| Mean | 5.23 (σ = 0.16) | 1508.04 (σ = 231.21) | ||||
| 140240320 | 4 | 13.86 | 0.54 | 1.04 | 5.56 | 1011.87 |
| 8 | 12.34 | 0.56 | 1.11 | 5.96 | 1077.18 | |
| 12 | 12.57 | 0.54 | 0.91 | 4.83 | 888.54 | |
| Mean | 5.45 (σ = 0.57) | 992.53 (σ = 95.79) |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rivera Lopez, M.Y.; Lambas, J.M.; Stacey, J.P.; Gamage, S.; Suliga, A.; Viquerat, A.; Scarpa, F.; Hamerton, I. Development of Cycloaliphatic Epoxy-POSS Nanocomposite Matrices with Enhanced Resistance to Atomic Oxygen. Molecules 2020, 25, 1483. https://doi.org/10.3390/molecules25071483
Rivera Lopez MY, Lambas JM, Stacey JP, Gamage S, Suliga A, Viquerat A, Scarpa F, Hamerton I. Development of Cycloaliphatic Epoxy-POSS Nanocomposite Matrices with Enhanced Resistance to Atomic Oxygen. Molecules. 2020; 25(7):1483. https://doi.org/10.3390/molecules25071483
Chicago/Turabian StyleRivera Lopez, Mayra Y., Javier Martin Lambas, Jonathan P. Stacey, Sachithya Gamage, Agnieszka Suliga, Andrew Viquerat, Fabrizio Scarpa, and Ian Hamerton. 2020. "Development of Cycloaliphatic Epoxy-POSS Nanocomposite Matrices with Enhanced Resistance to Atomic Oxygen" Molecules 25, no. 7: 1483. https://doi.org/10.3390/molecules25071483
APA StyleRivera Lopez, M. Y., Lambas, J. M., Stacey, J. P., Gamage, S., Suliga, A., Viquerat, A., Scarpa, F., & Hamerton, I. (2020). Development of Cycloaliphatic Epoxy-POSS Nanocomposite Matrices with Enhanced Resistance to Atomic Oxygen. Molecules, 25(7), 1483. https://doi.org/10.3390/molecules25071483