
Methods for the Evaluation of Industrial Mechanical Pretreatments before Anaerobic Digesters

 ,
,  and
and
Abstract
1. Introduction
2. Results and Discussion
2.1. Characterization of Incoming Products
2.2. Effect of Mechanical Pretreatments on Biochemical Characteristics
2.3. Effect of Mechanical Pretreatments on Physical Characteristics
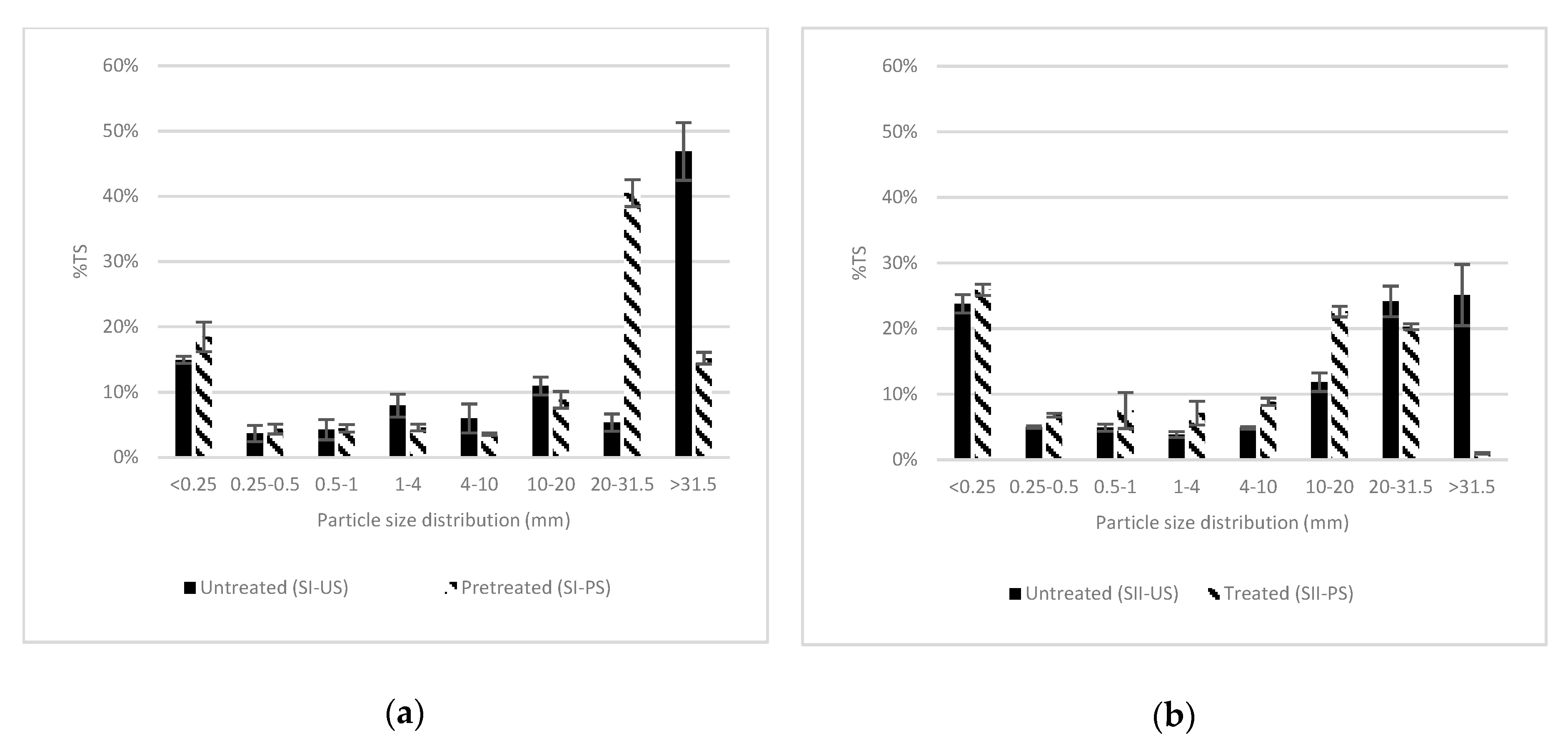
2.3.1. Size Reduction
2.3.2. Water Retention Capacity
2.3.3. Rheological Properties
3. Materials and Methods
3.1. Biomass Sampling and Handling
3.2. Biochemical Characterization
3.3. Physical Characterization
3.3.1. Size Reduction Evaluation
3.3.2. Rheological Properties
3.3.3. Water Retention Capacity (WRC)
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Carrere, H.; Antonopoulou, G.; Affes, R.; Passos, F.; Battimelli, A.; Lyberatos, G.; Ferrer, I. Review of feedstock pretreatment strategies for improved anaerobic digestion: From lab-scale research to full-scale application. Bioresour. Technol. 2016, 199, 386–397. [Google Scholar] [CrossRef] [PubMed]
- Patinvoh, R.J.; Osadolor, O.A.; Chandolias, K.; Sárvári Horváth, I.; Taherzadeh, M.J. Innovative pretreatment strategies for biogas production. Bioresour. Technol. 2017, 224, 13–24. [Google Scholar] [CrossRef] [PubMed]
- Kratky, L.; Jirout, T. Biomass Size Reduction Machines for Enhancing Biogas Production. Chem. Eng. Technol. 2011, 34, 391–399. [Google Scholar] [CrossRef]
- Carrère, H.; Dumas, C.; Battimelli, A.; Batstone, D.J.; Delgenès, J.P.; Steyer, J.P.; Ferrer, I. Pretreatment methods to improve sludge anaerobic degradability: A review. J. Hazard. Mater. 2010, 183, 1–15. [Google Scholar] [CrossRef]
- Ma, J.; Duong, T.H.; Smits, M.; Verstraete, W.; Carballa, M. Enhanced biomethanation of kitchen waste by different pre-treatments. Bioresour. Technol. 2011, 102, 592–599. [Google Scholar] [CrossRef]
- Ariunbaatar, J.; Panico, A.; Esposito, G.; Pirozzi, F.; Lens, P.N.L. Pretreatment methods to enhance anaerobic digestion of organic solid waste. Appl. Energy 2014, 123, 143–156. [Google Scholar] [CrossRef]
- Kondusamy, D.; Kalamdhad, A.S. Pre-treatment and anaerobic digestion of food waste for high rate methane production—A review. J. Environ. Chem. Eng. 2014, 2, 1821–1830. [Google Scholar] [CrossRef]
- Zhang, C.; Su, H.; Baeyens, J.; Tan, T. Reviewing the anaerobic digestion of food waste for biogas production. Renew. Sustain. Energy Rev. 2014, 38, 383–392. [Google Scholar] [CrossRef]
- Mosier, N. Features of promising technologies for pretreatment of lignocellulosic biomass. Bioresour. Technol. 2005, 96, 673–686. [Google Scholar] [CrossRef]
- Taherzadeh, M.; Karimi, K. Pretreatment of Lignocellulosic Wastes to Improve Ethanol and Biogas Production: A Review. Int. J. Mol. Sci. 2008, 9, 1621–1651. [Google Scholar] [CrossRef]
- Barakat, A.; de Vries, H.; Rouau, X. Dry fractionation process as an important step in current and future lignocellulose biorefineries: A review. Bioresour. Technol. 2013, 134, 362–373. [Google Scholar] [CrossRef]
- Shrestha, S.; Fonoll, X.; Khanal, S.K.; Raskin, L. Biological strategies for enhanced hydrolysis of lignocellulosic biomass during anaerobic digestion: Current status and future perspectives. Bioresour. Technol. 2017, 245, 1245–1257. [Google Scholar] [CrossRef]
- Paudel, S.R.; Banjara, S.P.; Choi, O.K.; Park, K.Y.; Kim, Y.M.; Lee, J.W. Pretreatment of agricultural biomass for anaerobic digestion: Current state and challenges. Bioresour. Technol. 2017, 245, 1194–1205. [Google Scholar] [CrossRef] [PubMed]
- Mönch-Tegeder, M.; Lemmer, A.; Oechsner, H. Enhancement of methane production with horse manure supplement and pretreatment in a full-scale biogas process. Energy 2014, 73, 523–530. [Google Scholar] [CrossRef]
- Tsapekos, P.; Kougias, P.G.; Frison, A.; Raga, R.; Angelidaki, I. Improving methane production from digested manure biofibers by mechanical and thermal alkaline pretreatment. Bioresour. Technol. 2016, 216, 545–552. [Google Scholar] [CrossRef] [PubMed]
- Lindmark, J.; Leksell, N.; Schnürer, A.; Thorin, E. Effects of mechanical pre-treatment on the biogas yield from ley crop silage. Appl. Energy 2012, 97, 498–502. [Google Scholar] [CrossRef]
- Neshat, S.A.; Mohammadi, M.; Najafpour, G.D.; Lahijani, P. Anaerobic co-digestion of animal manures and lignocellulosic residues as a potent approach for sustainable biogas production. Renew. Sustain. Energy Rev. 2017, 79, 308–322. [Google Scholar] [CrossRef]
- Zheng, Y.; Zhao, J.; Xu, F.; Li, Y. Pretreatment of lignocellulosic biomass for enhanced biogas production. Prog. Energy Combust. Sci. 2014, 42, 35–53. [Google Scholar] [CrossRef]
- Hendriks, A.T.W.M.; Zeeman, G. Pretreatments to enhance the digestibility of lignocellulosic biomass. Bioresour. Technol. 2009, 100, 10–18. [Google Scholar] [CrossRef]
- Schell, D.J.; Harwood, C. Milling of lignocellulosic biomass: Results of pilot-scale testing. Appl. Biochem. Biotechnol. 1994, 45–46, 159–168. [Google Scholar] [CrossRef]
- Mönch-Tegeder, M.; Lemmer, A.; Jungbluth, T.; Oechsner, H. Effects of full-scale substrate pretreatment with a cross-flow grinder on biogas production. Agric. Eng. Int. CIGR J. 2014, 16, 138–147. [Google Scholar]
- Lindner, J.; Zielonka, S.; Oechsner, H.; Lemmer, A. Effects of mechanical treatment of digestate after anaerobic digestion on the degree of degradation. Bioresour. Technol. 2015, 178, 194–200. [Google Scholar] [CrossRef] [PubMed]
- Dumas, C.; Silva Ghizzi Damasceno, G.; Barakat, A.; Carrère, H.; Steyer, J.-P.; Rouau, X. Effects of grinding processes on anaerobic digestion of wheat straw. Ind. Crops Prod. 2015, 74, 450–456. [Google Scholar] [CrossRef]
- Kalamaras, S.D.; Kotsopoulos, T.A. Anaerobic co-digestion of cattle manure and alternative crops for the substitution of maize in South Europe. Bioresour. Technol. 2014, 172, 68–75. [Google Scholar] [CrossRef] [PubMed]
- Herrmann, C.; Heiermann, M.; Idler, C.; Prochnow, A. Particle Size Reduction during Harvesting of Crop Feedstock for Biogas Production I: Effects on Ensiling Process and Methane Yields. BioEnergy Res. 2012, 5, 926–936. [Google Scholar] [CrossRef]
- De la Rubia, M.A.; Fernández-Cegrí, V.; Raposo, F.; Borja, R. Influence of particle size and chemical composition on the performance and kinetics of anaerobic digestion process of sunflower oil cake in batch mode. Biochem. Eng. J. 2011, 58–59, 162–167. [Google Scholar] [CrossRef]
- Tsapekos, P.; Kougias, P.G.; Angelidaki, I. Biogas production from ensiled meadow grass; effect of mechanical pretreatments and rapid determination of substrate biodegradability via physicochemical methods. Bioresour. Technol. 2015, 182, 329–335. [Google Scholar] [CrossRef]
- Karimi, K.; Taherzadeh, M.J. A critical review on analysis in pretreatment of lignocelluloses: Degree of polymerization, adsorption/desorption, and accessibility. Bioresour. Technol. 2016, 203, 348–356. [Google Scholar] [CrossRef]
- Cai, J.; He, Y.; Yu, X.; Banks, S.W.; Yang, Y.; Zhang, X.; Yu, Y.; Liu, R.; Bridgwater, A.V. Review of physicochemical properties and analytical characterization of lignocellulosic biomass. Renew. Sustain. Energy Rev. 2017, 76, 309–322. [Google Scholar] [CrossRef]
- Raghavendra, S.N.; Ramachandra Swamy, S.R.; Rastogi, N.K.; Raghavarao, K.S.M.S.; Kumar, S.; Tharanathan, R.N. Grinding characteristics and hydration properties of coconut residue: A source of dietary fiber. J. Food Eng. 2006, 72, 281–286. [Google Scholar] [CrossRef]
- Williams, D.L.; Hodge, D.B. Impacts of delignification and hot water pretreatment on the water induced cell wall swelling behavior of grasses and its relation to cellulolytic enzyme hydrolysis and binding. Cellulose 2014, 21, 221–235. [Google Scholar] [CrossRef]
- Sanchez, A.; Hernández-Sánchez, P.; Puente, R. Hydration of lignocellulosic biomass. Modelling and experimental validation. Ind. Crops Prod. 2019, 131, 70–77. [Google Scholar] [CrossRef]
- Daniel, J. O’Neil: Rheology and Mass/Heat Transfer Aspects of Anaerobic Reactor Design. Biomass 1985, 8, 205–216. [Google Scholar] [CrossRef]
- Miryahyaei, S.; Olinga, K.; Abdul Muthalib, F.A.; Das, T.; Ab Aziz, M.S.; Othman, M.; Baudez, J.C.; Batstone, D.; Eshtiaghi, N. Impact of rheological properties of substrate on anaerobic digestion and digestate dewaterability: New insights through rheological and physico-chemical interaction. Water Res. 2019, 150, 56–67. [Google Scholar] [CrossRef] [PubMed]
- Björn, A.; Karlsson, A.; Ejlertsson, J.; Svensson, B.H. Rheological Characterization. Biogas 2012, 1, 63–76. [Google Scholar]
- Mönch-Tegeder, M.; Lemmer, A.; Hinrichs, J.; Oechsner, H. Development of an in-line process viscometer for the full-scale biogas process. Bioresour. Technol. 2015, 178, 278–284. [Google Scholar] [CrossRef]
- Hreiz, R.; Adouani, N.; Fünfschilling, D.; Marchal, P.; Pons, M.-N. Rheological characterization of raw and anaerobically digested cow slurry. Chem. Eng. Res. Des. 2017, 119, 47–57. [Google Scholar] [CrossRef]
- Tian, L.; Shen, F.; Yuan, H.; Zou, D.; Liu, Y.; Zhu, B.; Li, X. Reducing agitation energy-consumption by improving rheological properties of corn stover substrate in anaerobic digestion. Bioresour. Technol. 2014, 168, 86–91. [Google Scholar] [CrossRef]
- Chen, Y.; Cheng, J.J.; Creamer, K.S. Inhibition of anaerobic digestion process: A review. Bioresour. Technol. 2008, 99, 4044–4064. [Google Scholar] [CrossRef]
- Dahunsi, S.O. Mechanical pretreatment of lignocelluloses for enhanced biogas production: Methane yield prediction from biomass structural components. Bioresour. Technol. 2019, 280, 18–26. [Google Scholar] [CrossRef]
- Moset, V.; Fontaine, D.; Møller, H.B. Co-digestion of cattle manure and grass harvested with different technologies. Effect on methane yield, digestate composition and energy balance. Energy 2017, 141, 451–460. [Google Scholar] [CrossRef]
- Zhang, Y.; Banks, C.J. Impact of different particle size distributions on anaerobic digestion of the organic fraction of municipal solid waste. Waste Manag. 2013, 33, 297–307. [Google Scholar] [CrossRef] [PubMed]
- Palmowski, L.M.; Müller, J.A. Anaerobic degradation of organic materials—Significance of the substrate surface area. Water Sci. Technol. 2003, 47, 231–238. [Google Scholar] [CrossRef] [PubMed]
- Sun, Y.; Cheng, J. Hydrolysis of lignocellulosic materials for ethanol production: A review. Bioresour. Technol. 2002, 83, 1–11. [Google Scholar] [CrossRef]
- Shinners, K.J. Engineering Principles of Silage Harvesting Equipment; American Society of Agronomy Inc.: Madison, WI, USA; Crop Science Society of America: Fitchburg, WI, USA, 2003; pp. 361–403. [Google Scholar]
- Palmowski, L.M.; Müller, J.A. Influence of the size reduction of organic waste on their anaerobic digestion. Water Sci. Technol. 2000, 41, 155–162. [Google Scholar] [CrossRef]
- Kim, I.S.; Kim, D.H.; Hyun, S.-H. Effect of particle size and sodium ion concentration on anaerobic thermophilic food waste digestion. Water Sci. Technol. 2000, 41, 67–73. [Google Scholar] [CrossRef]
- Garcia-Bernet, D.; Loisel, D.; Guizard, G.; Buffière, P.; Steyer, J.P.; Escudié, R. Rapid measurement of the yield stress of anaerobically-digested solid waste using slump tests. Waste Manag. 2011, 31, 631–635. [Google Scholar] [CrossRef]
- Pommier, S.; Chenu, D.; Quintard, M.; Lefebvre, X. Modelling of moisture-dependent aerobic degradation of solid waste. Waste Manag. 2008, 28, 1188–1200. [Google Scholar] [CrossRef]
- Ruys, V. Rhéologie des Résidus Agricoles Pour un Procédé Multi-Étapes de Méthanisation en Voie Sèche. Ph.D. Thesis, Grenoble Alpes University, Grenoble, France, 2017. [Google Scholar]
- Wu, B. CFD simulation of mixing for high-solids anaerobic digestion. Biotechnol. Bioeng. 2012, 109, 2116–2126. [Google Scholar] [CrossRef]
- Brambilla, M.; Romano, E.; Cutini, M.; Bisaglia, C.; Pari, L. Rheological Properties of Manure/Biomass Mixtures and Pumping Strategies to Improve Ingestate Formulation: A Review. Trans. ASABE 2013, 56, 1905–1920. [Google Scholar] [CrossRef]
- Teixeira Franco, R.; Coarita, H.; Bayard, R.; Buffière, P. An improved procedure to assess the organic biodegradability and the biomethane potential of organic wastes for anaerobic digestion. Waste Manag. Res. 2019, 37, 746–754. [Google Scholar] [CrossRef] [PubMed]
- Holliger, C.; Alves, M.; Andrade, D.; Angelidaki, I.; Astals, S.; Baier, U.; Bougrier, C.; Buffière, P.; Carballa, M.; de Wilde, V.; et al. Towards a standardization of biomethane potential tests. Water Sci. Technol. 2016, 74, 2515–2522. [Google Scholar] [CrossRef] [PubMed]
- Palmowski, L.; Müller, J.; Schwedes, J. Comminution of Organic Materials to Improve Their Bioavailability. Eng. Life Sci. 2001, 1, 121–125. [Google Scholar] [CrossRef]
- Ratkovich, N.; Horn, W.; Helmus, F.P.; Rosenberger, S.; Naessens, W.; Nopens, I.; Bentzen, T.R. Activated sludge rheology: A critical review on data collection and modelling. Water Res. 2013, 47, 463–482. [Google Scholar] [CrossRef] [PubMed]
- Pashias, N.; Boger, D.V.; Summers, J.; Glenister, D.J. A fifty cent rheometer for yield stress measurement. J. Rheol. 1996, 40, 1179–1189. [Google Scholar] [CrossRef]
- Mokéddem, S. Contrôle de la rhéologie d’un béton et de son évolution lors du malaxage par des mesures en ligne à l’aide de la sonde Viscoprobe. Ph.D. Thesis, Centrale Nantes University, Nantes, France, 2012. [Google Scholar]
- Eshtiaghi, N.; Yap, S.D.; Markis, F.; Baudez, J.-C.; Slatter, P. Clear model fluids to emulate the rheological properties of thickened digested sludge. Water Res. 2012, 46, 3014–3022. [Google Scholar] [CrossRef]
- Robertson, J.A.; de Monredon, F.D.; Dysseler, P.; Guillon, F.; Amado, R.; Thibault, J.-F. Hydration Properties of Dietary Fibre and Resistant Starch: A European Collaborative Study. LWT Food Sci. Technol. 2000, 33, 72–79. [Google Scholar] [CrossRef]
- Raghavendra, S.N.; Rastogi, N.K.; Raghavarao, K.S.M.S.; Tharanathan, R.N. Dietary fiber from coconut residue: Effects of different treatments and particle size on the hydration properties. Eur. Food Res. Technol. 2004, 218, 563–567. [Google Scholar] [CrossRef]
Sample Availability: Samples of the untreated and pretreated manure are available from the authors. However, the storage conditions may have affected their physical or biochemical properties. |





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Site I | Site II | ||||
|---|---|---|---|---|---|
| Parameter | Unit | SI-US1 | SI-PS 2 | SII-US 3 | SII-PS 4 |
| TS | %(TW *) | 19.6 ± 1.0 | 18.8 ± 0.5 | 23.9 ± 1.1 | 25.8 ± 0.4 |
| VS | % (TS) | 88.4 ± 0.9 | 87.1 ± 0.1 | 83.0 ± 3.4 | 75.6 ± 2 |
| pH | - | 8.23 | 8.04 | 8.28 | 8.27 |
| COD | mg/g VSRS ** | 1305 | 1317 | 1215 | 1219 |
| TKN | mg/g VSRS ** | 27.0 | 25.7 | 21.0 | 23.5 |
| NH4-N | mg/g VSRS ** | 6.2 | 3.9 | 1.7 | 1.5 |
| VFA | mg/gVSRS ** | 1.7 | 24.7 | 4.3 | 2.7 |
| BMP | mL/gVSRS ** | 275 ± 7 | 269 ± 10 | 199 ± 15 | 224 ± 7 |
| k | j−1 | 0.066 ± 0.005 | 0.077 ± 0.004 | 0.055 ± 0.004 | 0.070 ± 0.004 |
| Site I | Site II | ||||
|---|---|---|---|---|---|
| Parameter | Unit | Untreated * | Pretreated * | Untreated ** | Pretreated ** |
| τy | Pa | 755.3 ± 18.4 | 281.0± 4.2 | 250.7 ± 6.6 ** | 205.0 ± 16.1 |
| ηapp | Pa.s | ND *** | 28.6 ± 3.9 | 38.7 ± 2.1 | 5.8 ± 0.2 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Coarita Fernandez, H.; Amaya Ramirez, D.; Teixeira Franco, R.; Buffière, P.; Bayard, R. Methods for the Evaluation of Industrial Mechanical Pretreatments before Anaerobic Digesters. Molecules 2020, 25, 860. https://doi.org/10.3390/molecules25040860
Coarita Fernandez H, Amaya Ramirez D, Teixeira Franco R, Buffière P, Bayard R. Methods for the Evaluation of Industrial Mechanical Pretreatments before Anaerobic Digesters. Molecules. 2020; 25(4):860. https://doi.org/10.3390/molecules25040860
Chicago/Turabian StyleCoarita Fernandez, Helen, Diana Amaya Ramirez, Ruben Teixeira Franco, Pierre Buffière, and Rémy Bayard. 2020. "Methods for the Evaluation of Industrial Mechanical Pretreatments before Anaerobic Digesters" Molecules 25, no. 4: 860. https://doi.org/10.3390/molecules25040860
APA StyleCoarita Fernandez, H., Amaya Ramirez, D., Teixeira Franco, R., Buffière, P., & Bayard, R. (2020). Methods for the Evaluation of Industrial Mechanical Pretreatments before Anaerobic Digesters. Molecules, 25(4), 860. https://doi.org/10.3390/molecules25040860