Physical and Sensory Properties of Japanese Quince Chips Obtained by Osmotic Dehydration in Fruit Juice Concentrates and Hybrid Drying

 , ,
, , 
 ,
,
Abstract
1. Introduction
2. Results and Discussion
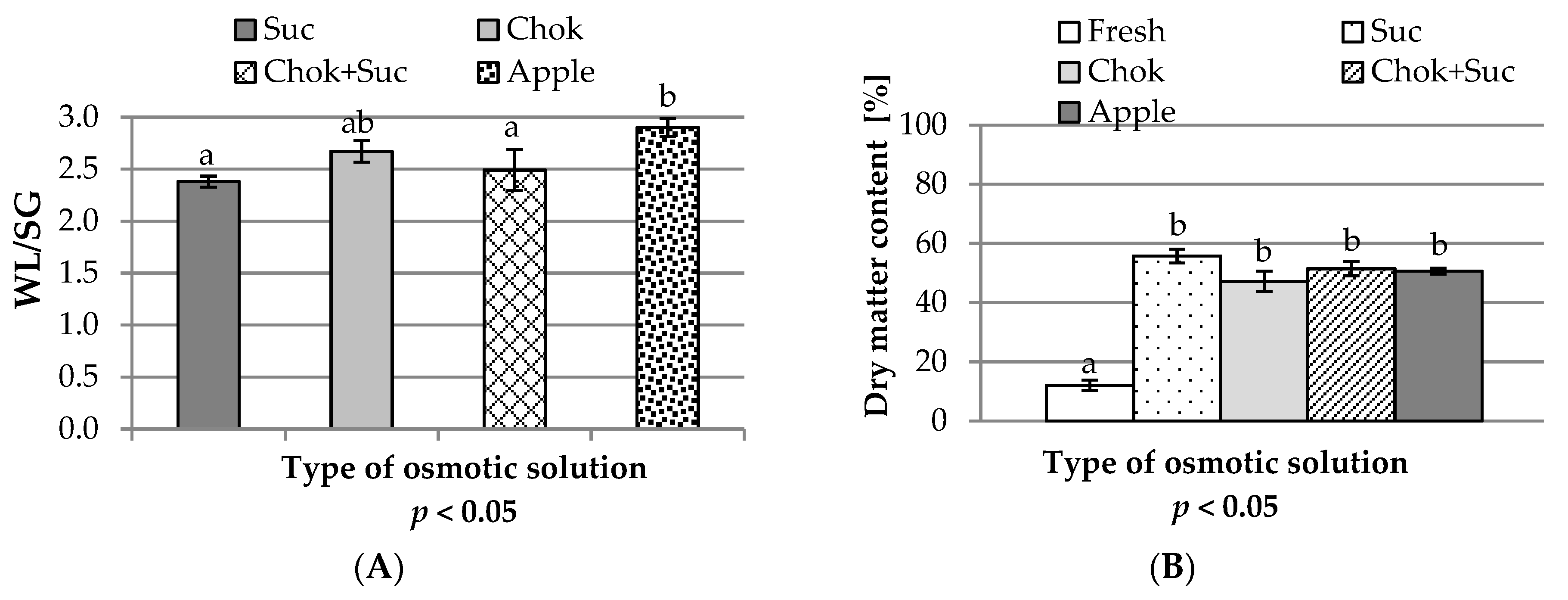
2.1. Osmotic Pre-Treatment
2.2. Properties of Dried Quince Fruit (Chips)
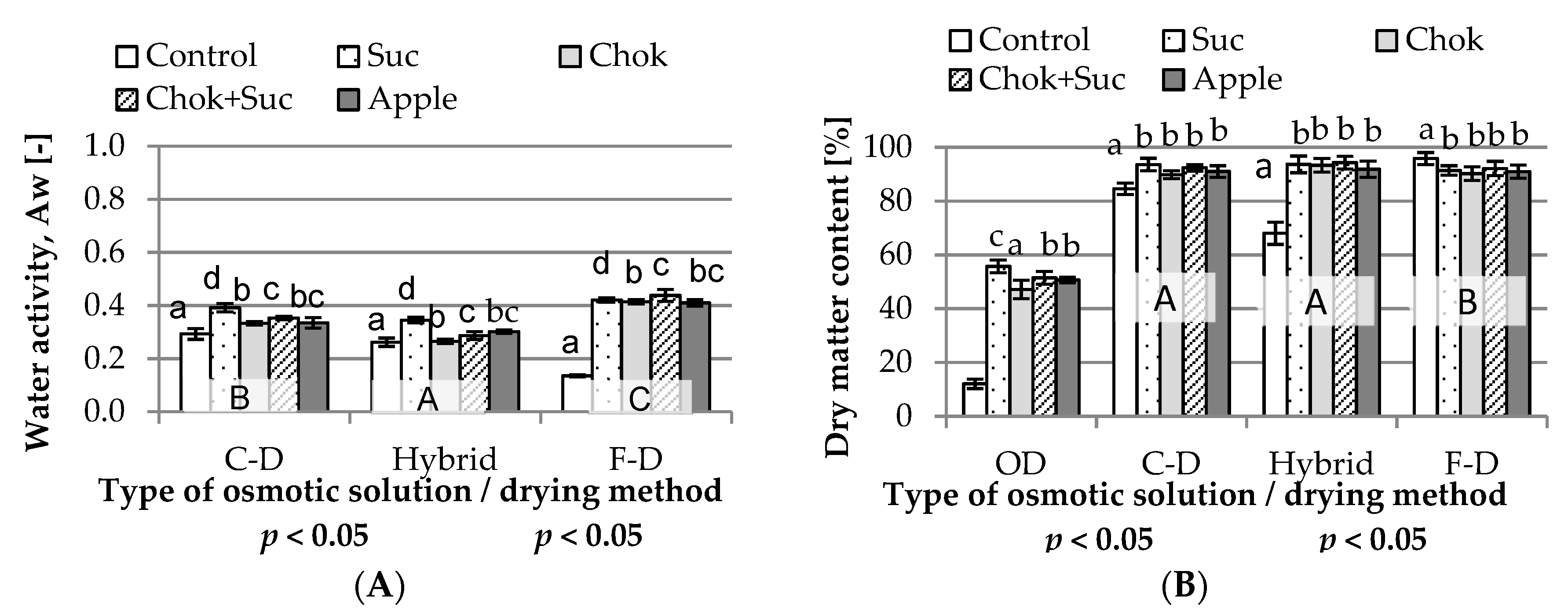
2.2.1. Water Activity
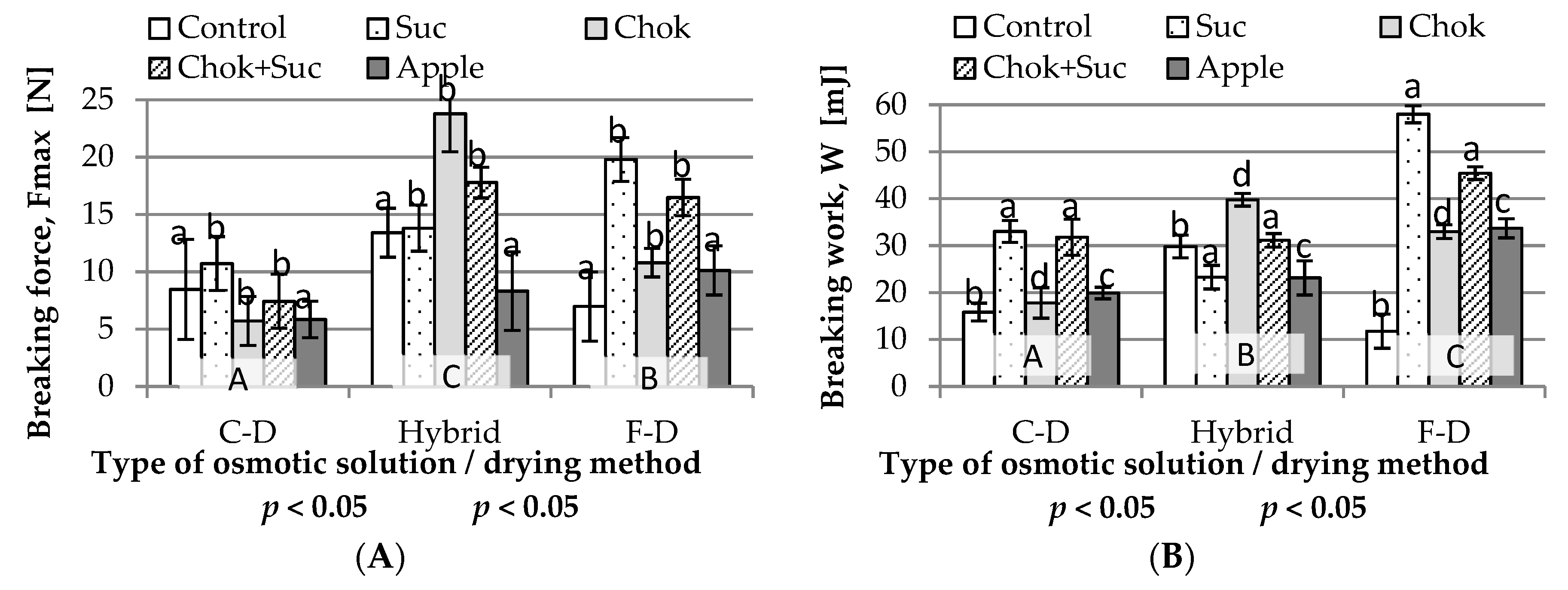
2.2.2. Texture
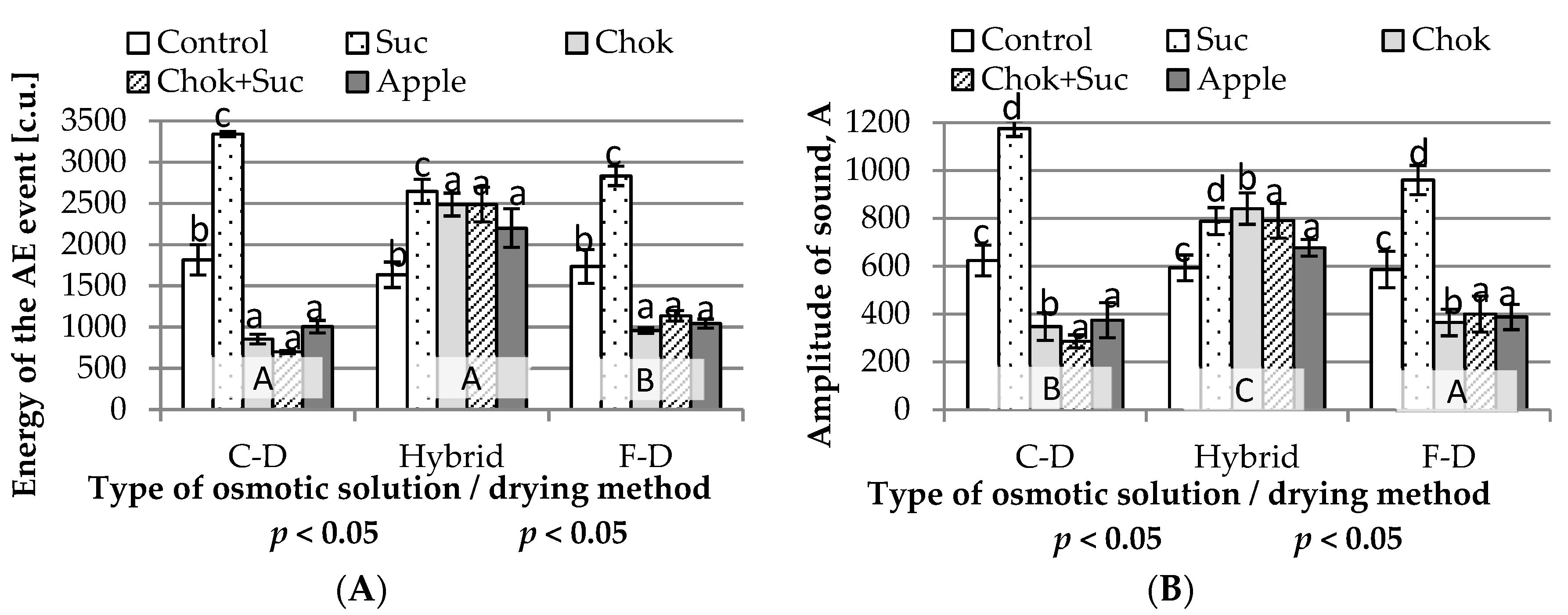
2.2.3. Acoustic Properties
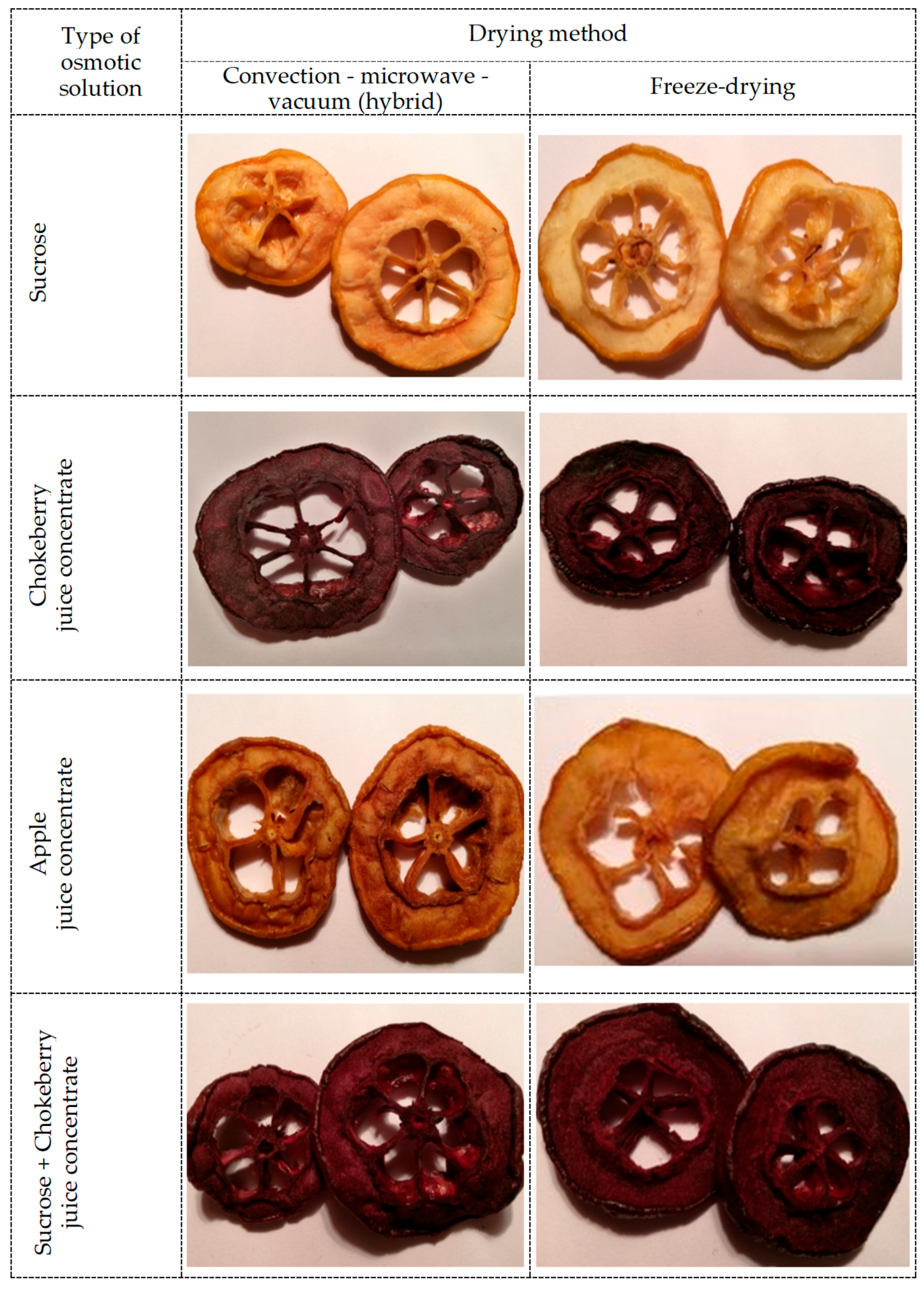
2.2.4. Color Parameters
2.2.5. Sensory Evaluation
2.2.6. Principal Component Analysis (PCA)
3. Materials and Methods
3.1. Materials
3.2. Experimental Procedure
3.3. Osmotic Pre-Treatment
3.4. Drying
3.4.1. Convection Drying (C-D)
3.4.2. Hybrid Drying (Hybrid)
3.4.3. Freeze-Drying (F-D)
3.5. Analytical Methods
3.5.1. Determination of Dry Matter Content
3.5.2. Determination of Water Activity
3.5.3. Examination of Crisp Structure
3.5.4. Color Parameters
3.6. Sensory Evaluation
3.7. Statistical Analysis
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| WL | water loss (g/g i.d.m.) |
| SG | solid gain (g/g i.d.m.) |
| i.d.m. | initial dry matter content (g) |
| WL/SG | dehydration efficiency |
| Suc, Chok Chok + Suc Apple | coding the type of osmotic solution; respectively: sucrose solution, chokeberry juice concentrate, chokeberry juice concentrate and sucrose solution mixture, apple juice concentrate |
| C-D, Hybrid F-D | coding the drying method; respectively: convective drying, hybrid drying (convective and next microwave-vacuum drying), freeze-drying |
| Control | fruit samples dried without pre-osmotic treatment |
| NAE | Number of acoustic events |
Appendix A

References
- Farzaneh, V.; Gominho, J.; Pereira, H.; Carvalho, I.S. Screening of the Antioxidant and Enzyme Inhibition Potentials of Portuguese Pimpinella anisum L. Seeds by GC-MS. Food Anal. Methods 2018, 11, 2645–2656. [Google Scholar] [CrossRef]
- Farzaneh, V.; Carvalho, I.S. Modelling of Microwave Assisted Extraction (MAE) of Anthocyanins (TMA). J. Appl. Res. Med. Aromat. Plants 2017, 6, 92–100. [Google Scholar] [CrossRef]
- Farzaneh, V.; Carvalho, I.S. A review of the health benefit potentials of herbal plant infusions and their mechanism of actions. Ind. Crop. Prod. 2015, 65, 247–258. [Google Scholar] [CrossRef]
- Moghimi, M.; Farzaneh, V.; Bakhshabadi, H. The effect of ultrasound pretreatment on some selected physicochemical properties of black cumin (Nigella Sativa). Nutrire 2018, 43. [Google Scholar] [CrossRef]
- Kowalska, H.; Marzec, A.; Kowalska, J.; Ciurzyńska, A.; Czajkowska, K.; Cichowska, J.; Rybak, K.; Lenart, A. Osmotic dehydration of Honeoye strawberries in solutions enriched with natural bioactive molecules. LWT—Food Sci. Technol. 2017, 85, 500–505. [Google Scholar] [CrossRef]
- Antoniewska, A.; Rutkowska, J.; Pineda, M.M. Antioxidative, sensory and volatile profiles of cookies enriched with freeze-dried Japanese quince (Chaenomeles japonica) fruits. Food Chem. 2019, 286, 376–387. [Google Scholar] [CrossRef]
- Thomas, M.; Guillemin, F.; Guillon, F.; Thibault, J.F. Pectins in the fruits of Japanese quince (Chaenomeles japonica). Carbohydr. Polym. 2003, 53, 361–372. [Google Scholar] [CrossRef]
- Tarko, T.; Duda-Chodak, A.; Pogoń, P. Profile of Japanese Quince and Cornelian Cherry Fruit. Żywność Nauka Technol. Jakość 2010, 6, 100–108. [Google Scholar] [CrossRef]
- Antoniewska, A.; Rutkowska, J.; Adamska, A. Profile of Japanese Quince Fruit and its Application in Food Industry. Żywność Nauka Technol. Jakość 2017, 24, 5–15. [Google Scholar]
- Ros, J.; Laencina, J.; Hellin, P.; Jordan, M.; Vila, R.; Rumpunen, K. Characterization of juice in fruits of different Chaenomeles species. Lebensm. Wiss. Und-Technol. 2004, 37, 301–307. [Google Scholar] [CrossRef]
- Stręk, M.; Gorlach, S.; Podsędek, A.; Sosnowska, D.; Koziołkiewicz, M.; Hrabec, Z.; Hrabec, E. Procyanidin Oligomers from Japanese Quince (Chaenomeles Japonica) Fruit Inhibit Activity of MMP-2 and MMP-9 metalloproteinases. J. Agric. Food Chem. 2007, 55, 6447–6452. [Google Scholar] [CrossRef] [PubMed]
- Du, H.; Wu, J.; Li, H.; Zhong, P.X.; Xu, Y.J.; Li, C.H.; Ji, K.X.; Wang, L.S. Polyphenols and triterpenes from Chaenomeles fruits: Chemical analysis and antioxidant activities assessment. Food Chem. 2013, 141, 4260–4268. [Google Scholar] [CrossRef]
- Watychowicz, K.; Janda, K.; Jakubczyk, K.; Wolska, J. Chaenomeles—Health Promoting Benefits. Rocz. Państwowego Zakładu Hig. 2017, 68, 217–227. [Google Scholar]
- Nahorska, A.; Dzwoniarska, M.; Thiem, B. Owoce Pigwowca Japońskiego (Chaenomeles Japonica (Thunb.) Lindl. Ex Spach) Źródłem Substancji Biologicznie Aktywnych. Postępy Fitoter. 2014, 4, 239–246. [Google Scholar]
- Zhang, S.Y.; Han, L.Y.; Zhang, H.; Xin, H.I. Chaenomeles Speciosa: A Review of Chemistry and Pharmacology. Biomed. Rep. 2014, 2, 12–18. [Google Scholar] [CrossRef] [PubMed]
- Seglina, D.; Krasnova, I.; Heidemane, G.; Ruisa, S. Influence of Drying Technology on the Quality of Dried Candied Chaenomeles Japonica During Storage. Latv. J. Agron. 2009, 12, 113–118. [Google Scholar]
- Krasnova, I.; Dukaļska, L.; Segliņa, D.; Mišina, I.; Kārkliņa, D. Influence of Anti-Browning Inhibitors and Biodegradable Packaging on the Quality of Fresh-Cut Pears. Proc. Latv. Acad. Sci. Sect. B Nat. Exact Appl. Sci. 2013, 67, 167–173. [Google Scholar] [CrossRef]
- Jabrayili, S.; Farzaneh, V.; Zare, Z.; Bakhshabadi, H.; Babazadeh, Z.; Mokhtarian, M.; Carvalho, I.S. Modelling of mass transfer kinetic in osmotic dehydration of kiwifruit. Int. Agrophysics 2016, 30, 185–191. [Google Scholar] [CrossRef]
- Saeleaw, M.; Schleining, G. A review: Crispness in dry foods and quality measurements based on acoustic–mechanical destructive techniques. J. Food Eng. 2011, 105, 387–399. [Google Scholar] [CrossRef]
- Lech, K.; Figiel, A.; Michalska, A.; Wojdyło, A.; Nowicka, P. The Effect of Selected Fruit Juice Concentrates Used as Osmotic Agents on the Drying Kinetics and Chemical Properties of Vacuum-Microwave Drying of Pumpkin. J. Food Qual. 2018, 2018, 1–11. [Google Scholar] [CrossRef]
- Kowalska, H.; Marzec, A.; Kowalska, J.; Samborska, K.; Tywonek, M.; Lenart, A. Development of apple chips technology. Heat Mass Transf. 2018, 54, 3573–3586. [Google Scholar] [CrossRef]
- Fan, K.; Zhang, M.; Mujumdar, A.S. Application of airborne ultrasound in the convective drying of fruits and vegetables: A review. Ultrason. Sonochem. 2017, 39, 47–57. [Google Scholar] [CrossRef] [PubMed]
- Das, I.; Arora, A. Alternate microwave and convective hot air application for rapid mushroom drying. J. Food Eng. 2018, 223, 208–219. [Google Scholar] [CrossRef]
- Ciurzyńska, A.; Lenart, A. Freeze-Drying—Application in Food Processing and Biotechnology—A Review. Pol. J. Food Nutr. Sci. 2011, 61, 165–171. [Google Scholar] [CrossRef]
- Schulze, B.; Hubbermann, E.M.; Schwarz, K. Stability of quercetin derivatives in vacuum impregnated apple slices after drying (microwave vacuum drying, air drying, freeze drying) and storage. LWT—Food Sci. Technol. 2014, 57, 426–433. [Google Scholar] [CrossRef]
- Hofsetz, K.; Lopes, C.C.; Hubinger, M.D.; Mayor, L.; Sereno, A.M. Changes in the physical properties of bananas on applying HTST pulse during air-drying. J. Food Eng. 2007, 83, 531–540. [Google Scholar] [CrossRef]
- Antonio, G.C.; Alves, D.G.; Azoubel, P.M.; Murr, F.E.X.; Park, K.J. Influence of osmotic dehydration and high temperature short time processes on dried sweet potato (Ipomoea batatas Lam.). J. Food Eng. 2008, 84, 375–382. [Google Scholar] [CrossRef]
- Mattes, R.D. Snacking: A cause for concern. Physiol. Behav. 2018, 193, 279–283. [Google Scholar] [CrossRef]
- Kowalska, H.; Marzec, A.; Kowalska, J.; Trych, U.; Masiarz, E.; Lenart, A. The Use of a Hybrid Drying Method with Pre-Osmotic Treatment in Strawberry Bio-Snack Technology. Int. J. Food Eng. 2020, 16. [Google Scholar] [CrossRef]
- Cichowska, J.; Zubernik, J.; Czyzewski, J.; Kowalska, H.; Witrowa-Rajchert, D. Efficiency of Osmotic Dehydration of Apples in Polyols Solutions. Molecules 2018, 23, 446. [Google Scholar] [CrossRef]
- Lech, K.; Figiel, A.; Wojdyło, A.; Korzeniowska, M.; Serowik, M.; Szarycz, M. Drying Kinetics and Bioactivity of Beetroot Slices Pretreated in Concentrated Chokeberry Juice and Dried with Vacuum Microwaves. Dry. Technol. 2015, 33, 1644–1653. [Google Scholar] [CrossRef]
- Azam, M.; Haq, M.A.; Hasnain, A. Osmotic Dehydration of Mango Cubes: Effect of Novel Gluten-Based Coating. Dry. Technol. 2013, 31, 120–127. [Google Scholar] [CrossRef]
- Matuska, M.; Lenart, A.; Lazarides, H.N. On the use of edible coatings to monitor osmotic dehydration kinetics for minimal solids uptake. J. Food Eng. 2006, 72, 85–91. [Google Scholar] [CrossRef]
- Janowicz, M.; Domian, E.; Lenart, A.; Pomaranska-Lazuka, W. Charakterystyka suszenia konwekcyjnego jablek odwadnianych osmotycznie w roztworze sacharozy. Żywność Nauka Technol. Jakość 2008, 15, 190–198. [Google Scholar]
- Piotrowski, D.; Biront, J.; Lenart, A. Barwa i wlasciwosci fizyczne odwadnianych osmotycznie i suszonych sublimacyjnie truskawek. Żywność Nauka Technol. Jakość 2008, 15, 216–226. [Google Scholar]
- Janowicz, M.; Litwińska, M.; Lenart, A. Wpływ odwadniania osmotycznego na jakość truskawek suszonych sublimacyjnie. Inżynieria Rol. 2003, 7, 189–195. [Google Scholar]
- Kondratowicz, J.; Burczyk, E.; Janiak, M. Liofilizacja jako sposób utrwalania żywności. Chłodnictwo Organ Nacz. Organ. Tech. 2009, 44, 58–61. [Google Scholar]
- Andreani, P.; de Moraes, J.O.; Murta, B.H.P.; Link, J.V.; Tribuzi, G.; Laurindo, J.B.; Paul, S.; Carciofi, B.A.M. Spectrum crispness sensory scale correlation with instrumental acoustic high-sampling rate and mechanical analyses. Food Res. Int. 2020, 129, 108886. [Google Scholar] [CrossRef]
- Ciurzyńska, A.; Lenart, A. Wpływ odwadniania osmotycznego na właściwości mechaniczne liofilizowanych truskawek. Żywność Nauka Technol. Jakość 2006, 2, 56–65. [Google Scholar]
- Kozak, M. Ocena wybranych parametrów tekstury popularnych przekąsek owocowych i warzywnych. Inżynieria Przetwórstwa Spożywczego 2015, 4, 17–20. [Google Scholar]
- Changrue, V.; Vijaya Raghavan, G.S.; Gariépy, Y.; Orsat, V. Microwave Vacuum Dryer Setup and Preliminary Drying Studies on Strawberries Carrots. J. Microw. Power Electromagn. Energy 2016, 41, 36–44. [Google Scholar] [CrossRef]
- Choo, C.O.; Chua, B.L.; Figiel, A.; Jałoszyński, K.; Wojdyło, A.; Szumny, A.; Łyczko, J.; Chong, C.H. Hybrid Drying of Murraya koenigii Leaves: Energy Consumption, Antioxidant Capacity, Profiling of Volatile Compounds and Quality Studies. Processes 2020, 8, 240. [Google Scholar] [CrossRef]
- Corrêa, J.L.G.; Dev, S.R.S.; Gariepy, Y.; Raghavan, G.S.V. Drying of Pineapple by Microwave-Vacuum with Osmotic Pretreatment. Dry. Technol. 2011, 29, 1556–1561. [Google Scholar] [CrossRef]
- Mierzwa, D.; Kowalski, S.J.; Kroehnke, J. Hybrid Drying of Carrot Preliminary Processed with Ultrasonically Assisted Osmotic Dehydration. Food Technol. Biotechnol. 2017, 55, 197–205. [Google Scholar] [CrossRef] [PubMed]
- Zielinska, M.; Ropelewska, E.; Xiao, H.W.; Mujumdar, A.S.; Law, C.L. Review of recent applications and research progress in hybrid and combined microwave-assisted drying of food products: Quality properties. Crit. Rev. Food Sci. Nutr. 2020, 60, 2212–2264. [Google Scholar] [CrossRef] [PubMed]
- Marzec, A.; Kowalska, H.; Oldak, B. Wpływ techniki suszenia wiśni na właściwości teksturalne suszu oceniane metodą akustyczną i mechaniczną. Żywność Nauka Technol. Jakość 2013, 20, 4. [Google Scholar]
- Marzec, A.; Lewicki, P.P.; Jakubczyk, E. Badanie jakosci krakersow metoda emisji akustycznej. Żywność Nauka Technol. Jakość Supl. 2006, 1, 67–72. [Google Scholar]
- Zaremba, R.; Biller, E.; Ekielski, A. Zmiany barwy jabłek w czasie przebiegu procesu suszenia konwekcyjnego. Inżynieria Rol. 2007, 11, 429–435. [Google Scholar]
- Ganje, M.; Jafari, S.M.; Farzaneh, V.; Malekjani, N. Kinetics modelling of color deterioration during thermal processing of tomato paste with the use of response surface methodology. Heat Mass Transf. 2018, 54, 3663–3671. [Google Scholar] [CrossRef]
- Marzec, A.; Kowalska, H.; ZadroŻNa, M. Analysis of Instrumental and Sensory Texture Attributes of Microwave-Convective Dried Apples. J. Texture Stud. 2010, 41, 417–439. [Google Scholar] [CrossRef]
- Aboonajmi, M.; Jahangiri, M.; Hassan-Beygi, S.R. A Review on Application of Acoustic Analysis in Quality Evaluation of Agro-food Products. J. Food Process. Preserv. 2015, 39, 3175–3188. [Google Scholar] [CrossRef]
- Jałoszyński, K.; Pasławska, M.; Surma, M.; Stępień, B.; Serafin, R. Wpływ Mocy Mikrofal i Ciśnienia w Czasie Suszenia Mikrofalowo-Próżniowego na Jakość Końcową Suszu z Owoców Pigwy (Effect of microwave power and pressure during microwave-vacuum drying on the final quality of dried quince fruit). In Innowacje w Zarządzaniu i Inżynierii Produkcji; Knosal, W.R., Knosal, R., Eds.; Oficyna Wydawnicza Polskiego Towarzystwa Zarządzania Produkcją: Opole, Poland, 2017; pp. 314–323. [Google Scholar]
- Lewicki, P.P.; Marzec, A.; Ranachowski, Z. Acoustic properties of foods. In Food Properties Handbook; Rahman, M.S., Ed.; CRC Press: Boca Raton, FL, USA, 2009. [Google Scholar]
- ISO 4121. Sensory Analysis-Methodology-Evaluation of Food Products by Methods Using Scales; Polish Committee for Standardization: Warsaw, Poland, 2003. [Google Scholar]
- Baryłko-Pikielna, N.; Matuszewska, I. Sensoryczne Badania Żywności. Podstawy–Metody–Zastosowania (Sensory Food Testing. Fundamentals–Methods–Applications); Wydawnictwo Naukowe PTTŻ: Krakow, Poland, 2014. (In Polish) [Google Scholar]
Sample Availability: Samples of the osmotic agents: Chokeberry and apple concentrates, sucrose are available from the authors. |









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Treatment | |||
|---|---|---|---|
| Type of Samples/Type of Osmotic Solution | Coding | Drying Method | Coding |
| Raw material | Fresh | Dried without pre-treatment | Control |
| Pre-osmotic dehydrated in sucrose solution | Suc | Convection | C-D |
| Pre-osmotic dehydrated in chokeberry fruit concentrate | Chok | Convection and microwave-vacuum | Hybrid |
| Pre-osmotic dehydrated in mixture of chokeberry juice concentrate and sucrose | Chok + Suc | Freeze-drying | F-D |
| Pre-osmotic dehydrated in apple juice concentrate | Apple | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kowalska, H.; Marzec, A.; Domian, E.; Masiarz, E.; Ciurzyńska, A.; Galus, S.; Małkiewicz, A.; Lenart, A.; Kowalska, J. Physical and Sensory Properties of Japanese Quince Chips Obtained by Osmotic Dehydration in Fruit Juice Concentrates and Hybrid Drying. Molecules 2020, 25, 5504. https://doi.org/10.3390/molecules25235504
Kowalska H, Marzec A, Domian E, Masiarz E, Ciurzyńska A, Galus S, Małkiewicz A, Lenart A, Kowalska J. Physical and Sensory Properties of Japanese Quince Chips Obtained by Osmotic Dehydration in Fruit Juice Concentrates and Hybrid Drying. Molecules. 2020; 25(23):5504. https://doi.org/10.3390/molecules25235504
Chicago/Turabian StyleKowalska, Hanna, Agata Marzec, Ewa Domian, Ewelina Masiarz, Agnieszka Ciurzyńska, Sabina Galus, Aleksandra Małkiewicz, Andrzej Lenart, and Jolanta Kowalska. 2020. "Physical and Sensory Properties of Japanese Quince Chips Obtained by Osmotic Dehydration in Fruit Juice Concentrates and Hybrid Drying" Molecules 25, no. 23: 5504. https://doi.org/10.3390/molecules25235504
APA StyleKowalska, H., Marzec, A., Domian, E., Masiarz, E., Ciurzyńska, A., Galus, S., Małkiewicz, A., Lenart, A., & Kowalska, J. (2020). Physical and Sensory Properties of Japanese Quince Chips Obtained by Osmotic Dehydration in Fruit Juice Concentrates and Hybrid Drying. Molecules, 25(23), 5504. https://doi.org/10.3390/molecules25235504