
Experimental Investigation of Color Reproduction Quality of Color 3D Printing Based on Colored Layer Features




Abstract
1. Introduction
2. Results and Analysis
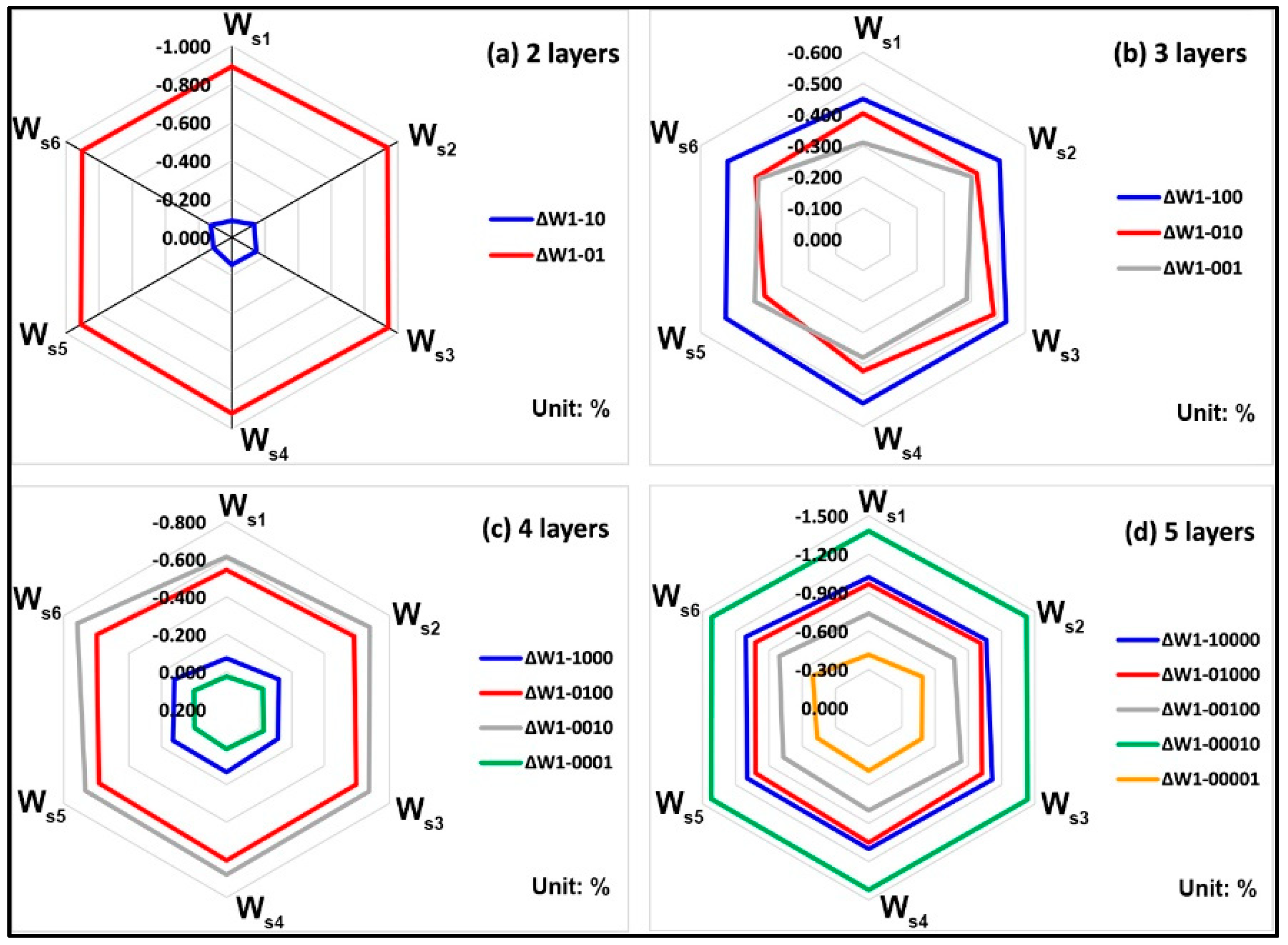
2.1. Whiteness Change Analysis of Printed White Blocks
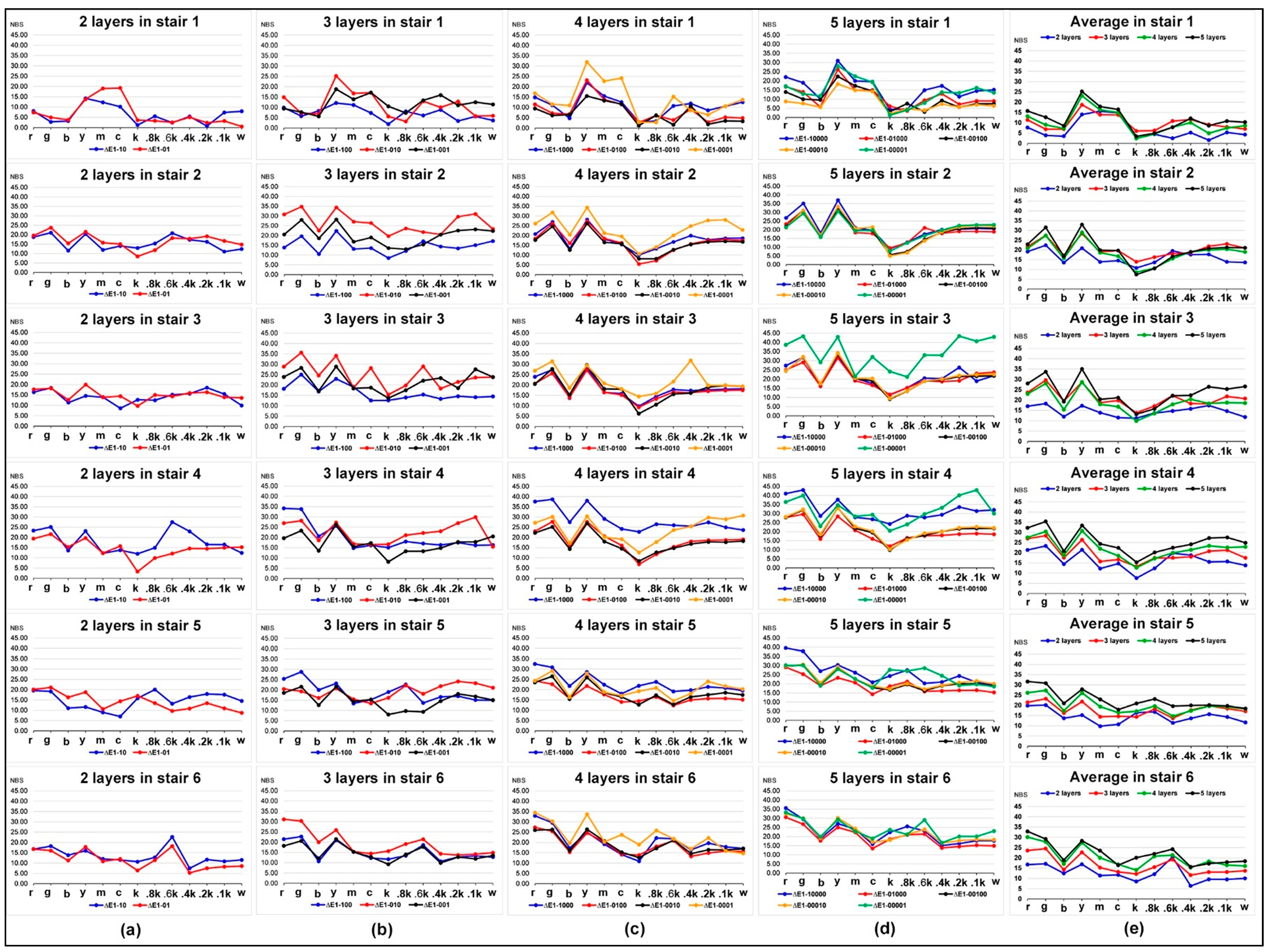
2.2. Effects of Colored Stair Thickness on Color Difference of Printed Bars
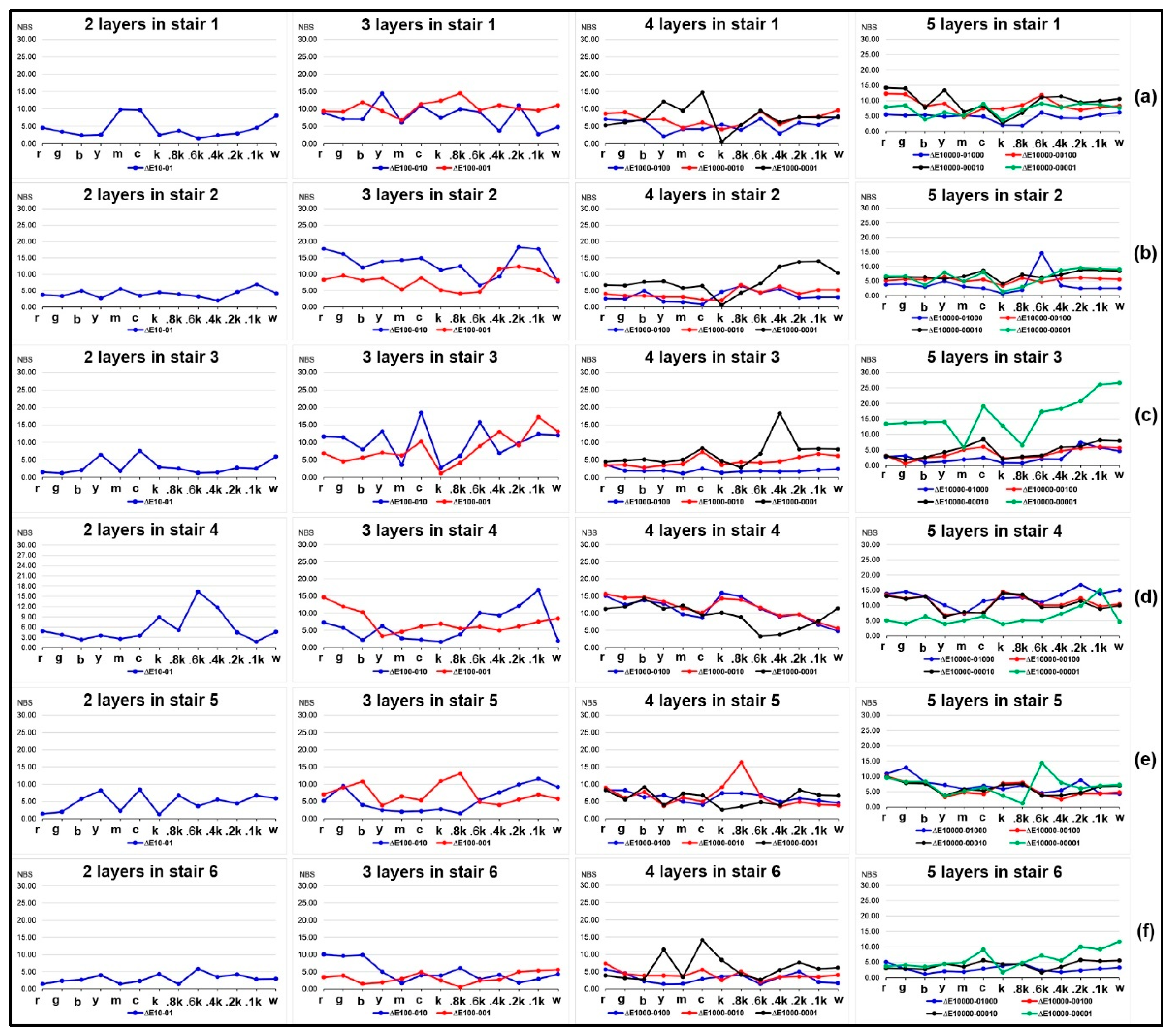
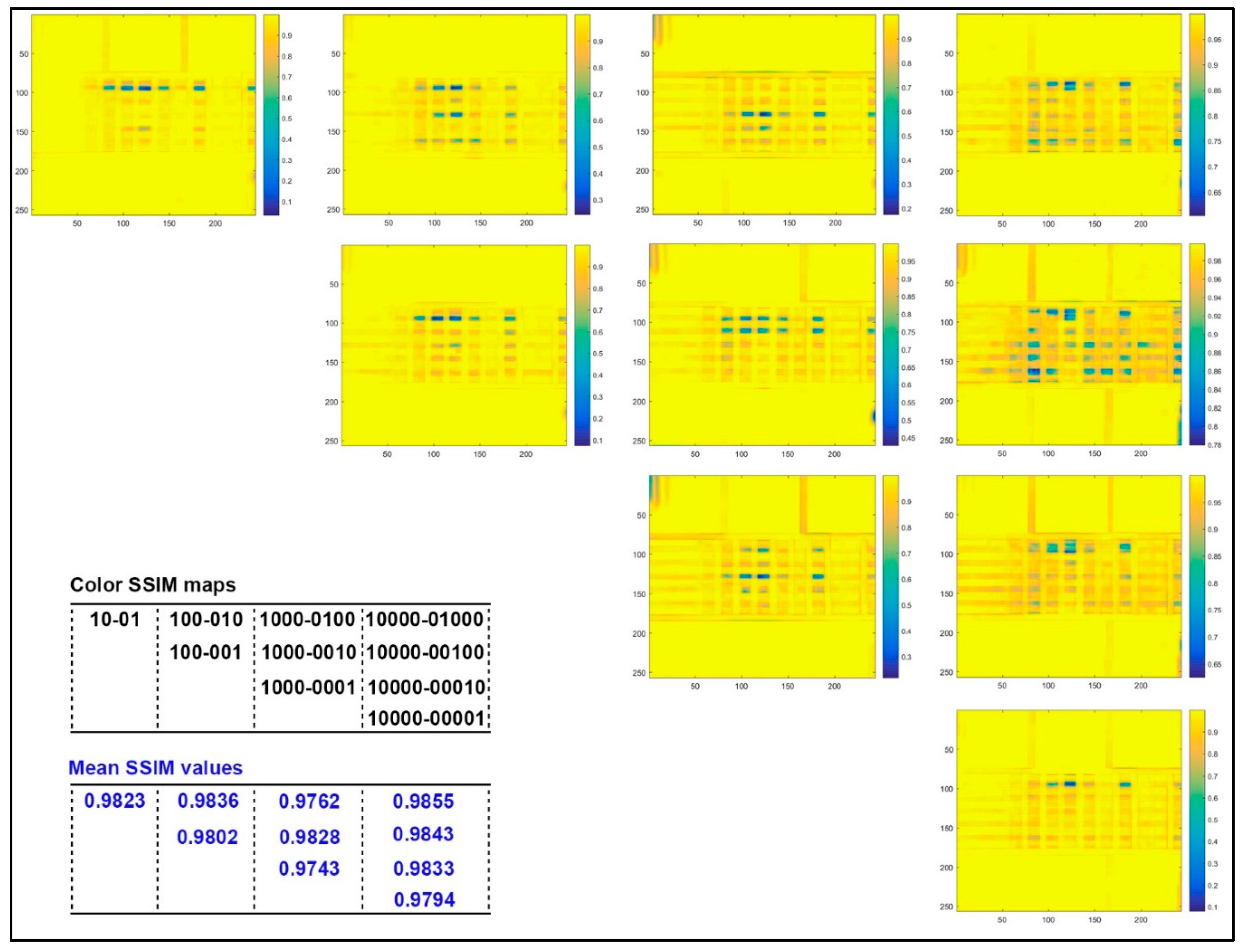
2.3. Effects of Colored Layer Sequence on Color Difference of Color Patches
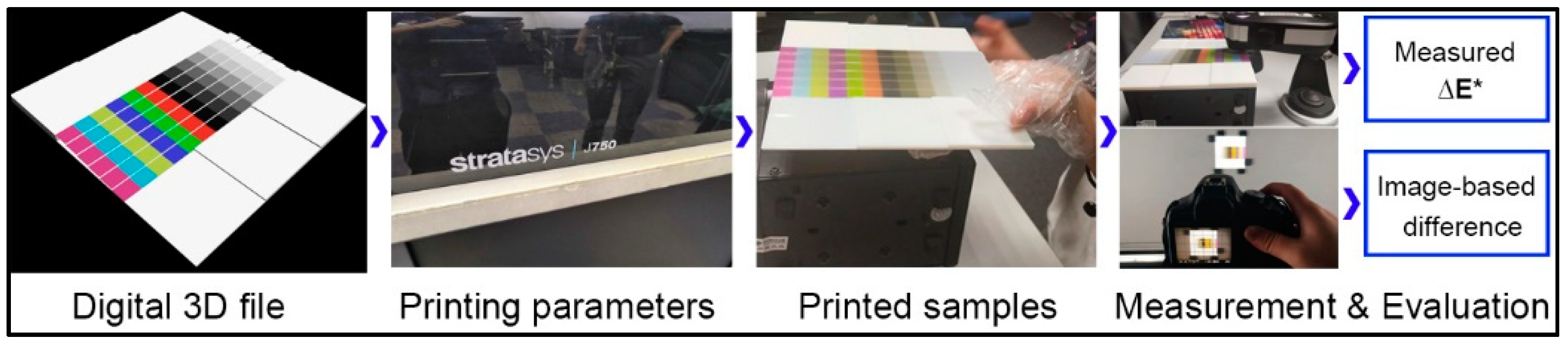
3. Experimental
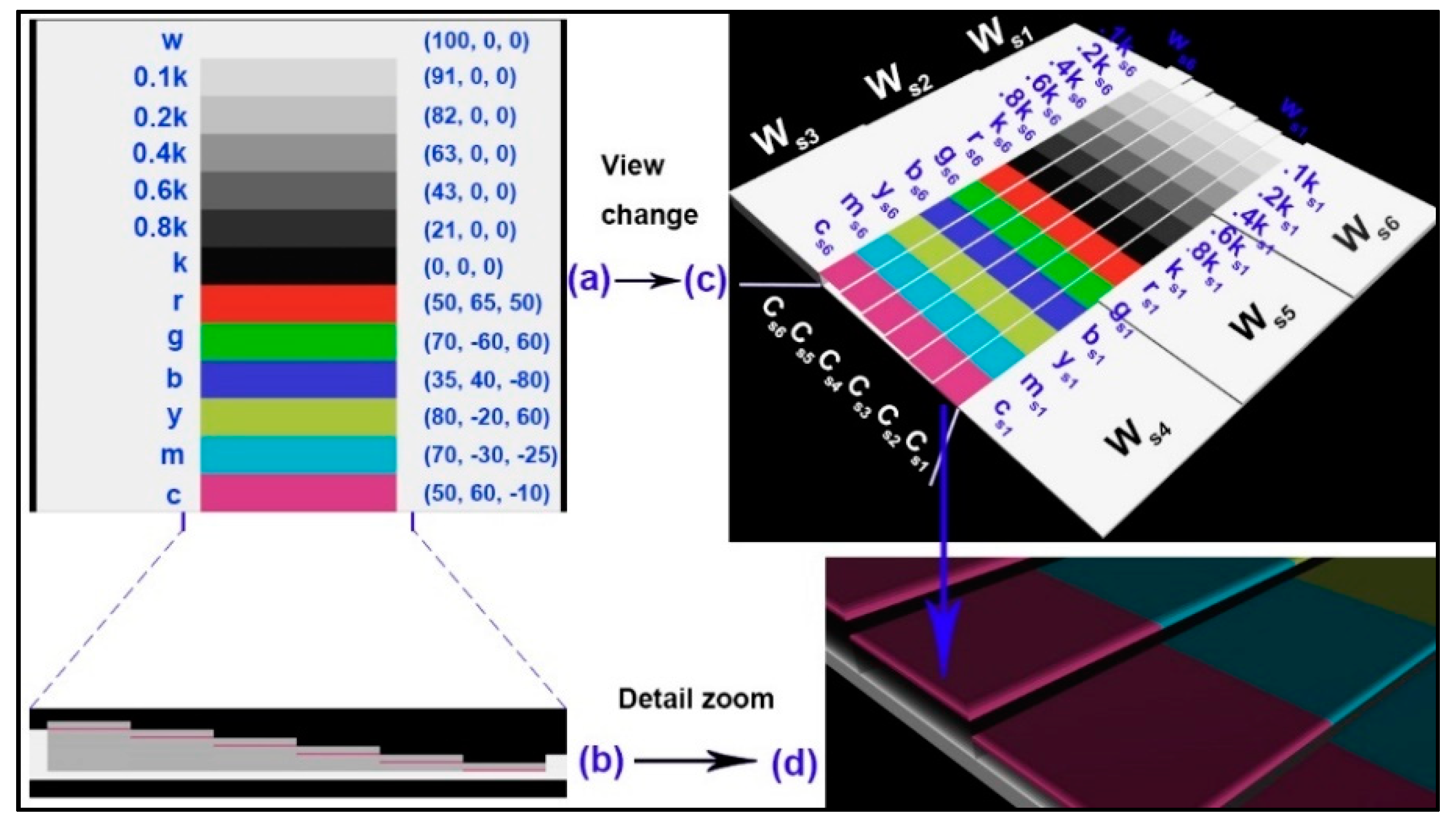
3.1. Designing the 3D Color Test Charts
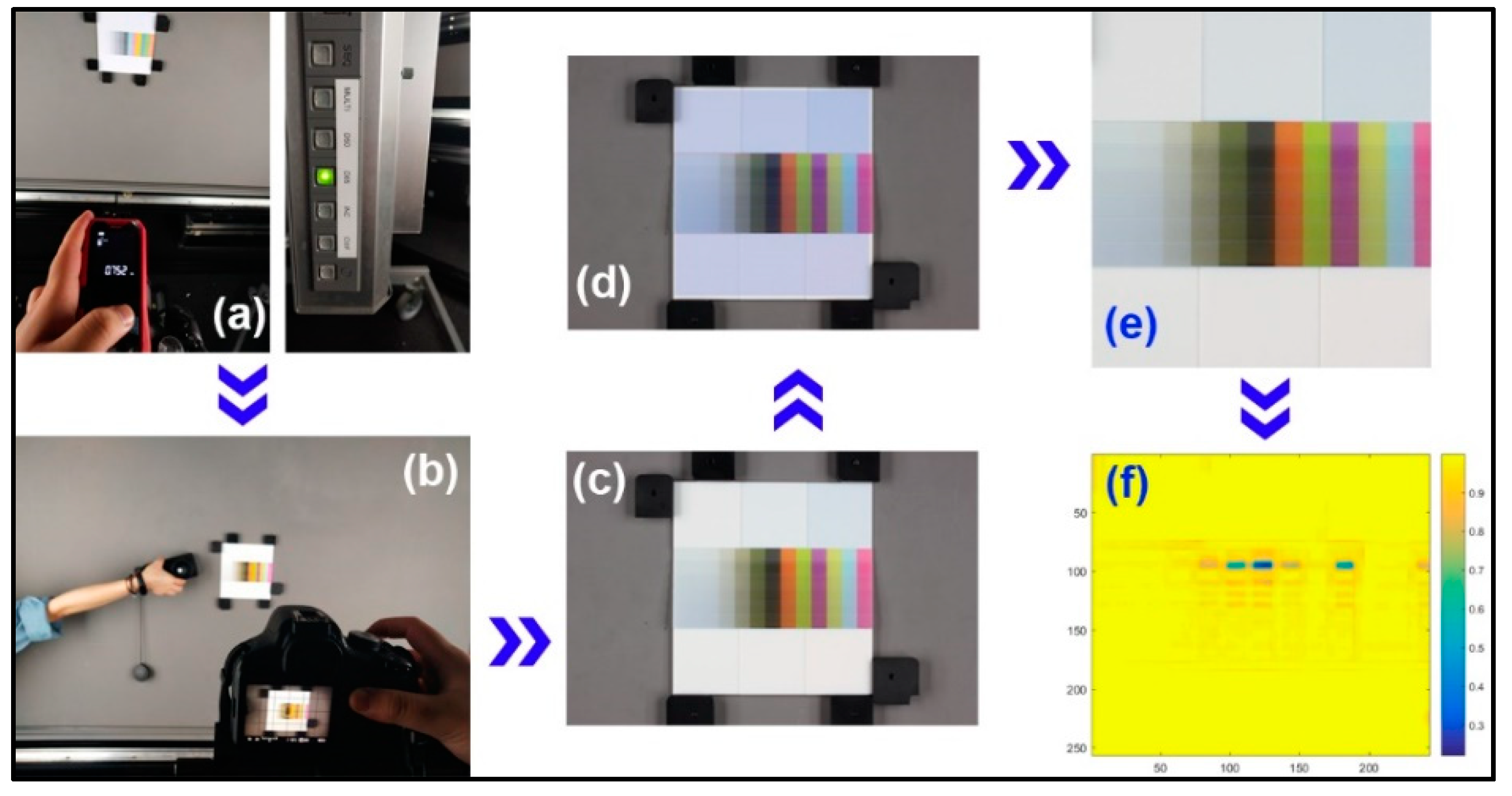
3.2. Properties Measurement of Printed 3D Color Test Charts
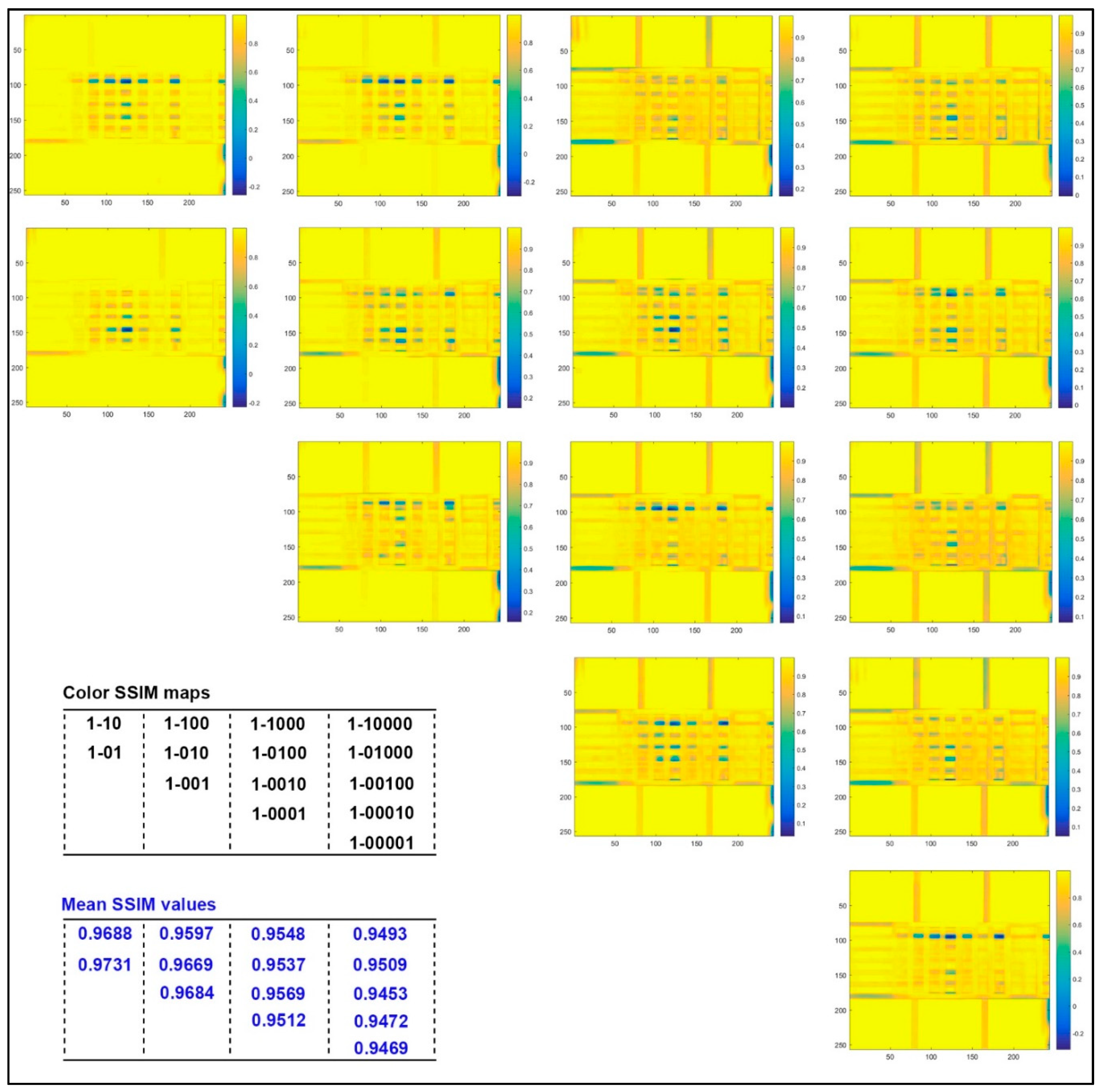
3.3. Image-based Difference Assessment of Printed 3D Color Test Charts
3.4. Data Analysis
4. Discussion and Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Brunton, A.; Arikan, C.A.; Urban, P. Pushing the limits of 3D color printing: Error diffusion with translucent materials. ACM Trans. Graph. 2015, 35, 1–13. [Google Scholar] [CrossRef]
- Yuan, J.P.; Chen, G.X. A speedup method for paper-based 3D color printing based on STL file. Appl. Mech. Mater. 2015, 731, 269–272. [Google Scholar] [CrossRef]
- Yuan, J.P.; Yu, Z.H.; Chen, G.X.; Zhu, M.; Gao, Y.F. Large-size color models visualization under 3D paper-based printing. Rapid Prototyping J. 2017, 23, 911–918. [Google Scholar] [CrossRef]
- Mcor Technologies. 2014. Mcor Iris. Available online: http://MCORtechnologies.com/3d-printers/iris/ (accessed on 18 May 2020).
- 3D-Systems. 2014. ProJet 860Pro. Available online: http://www.3dsystems.com/3dprinters/professional/projet-860pro (accessed on 18 May 2020).
- Stratasys. 2014. Objet500 Connex3. Available online: http://www.stratasys.com/3dprinters/production-series/connex3-systems (accessed on 18 May 2020).
- Color Management in Displays and 3D Printing. Available online: http://www.color.org/events/taipei/1-ICC_overview.pdf (accessed on 18 May 2020).
- Intechopen Company. Available online: https://www.intechopen.com/books/new-trends-in-3d-printing (accessed on 18 May 2020).
- Wu, H.C.; Chen, T.C.T. Quality control issues in 3D-printing manufacturing: A review. Rapid Prototyping J. 2018, 24, 607–614. [Google Scholar] [CrossRef]
- Kim, H.; Lin, Y.R.; Tseng, T.L.B. A review on quality control in additive manufacturing. Rapid Prototyping J. 2018, 24, 645–669. [Google Scholar] [CrossRef]
- Stanic, M.; Lozo, B.; Svetec, D.G. Colorimetric properties and stability of 3D prints. Rapid Prototyping J. 2012, 18, 120–128. [Google Scholar] [CrossRef]
- Sohaib, A.; Amano, K.; Xiao, K.D.; Yates, J.M.; Whitford, C.; Wuerger, S. Colour quality of facial prostheses in additive manufacturing. Int. J. Adv. Manuf. Technol. 2018, 96, 881–894. [Google Scholar] [CrossRef]
- He, L.X.; Chen, G.X. Effect of aqueous adhesives on color of paper surface in paper-based 3D printing. Packag. Eng. 2016, 37, 153–156. [Google Scholar] [CrossRef]
- Xiao, K.; Sun, P.-L.; Pointer, M.R. Review of Colour Image Reproduction Using 3D Printing Technology. Digital Printing; China Academy of Printing Technology: Beijing, China, 2019; pp. 1–13. [Google Scholar] [CrossRef]
- Wang, X.C.; Chen, C.; Yuan, J.P.; Chen, G.X. Color reproduction accuracy promotion of 3D-printed surfaces based on microscopic image analysis. Int. J. Pattern Recognit. Artif. Intell. 2020, 34, 5593–5600. [Google Scholar] [CrossRef]
- Babaei, V.; Vidimče, K.; Foshey, M.; Kaspar, A.; Didyk, P.; Matusik, W. Color contoning for 3D printing. ACM Trans. Graph. 2017, 36, 1–15. [Google Scholar] [CrossRef]
- Chen, C.; Chen, G.X.; Yu, Z.H.; Wang, Z.H. A new method for reproducing oil paintings based on 3D printing. Appl. Mech. Mater. 2014, 644–650, 2386–2389. [Google Scholar] [CrossRef]
- Yuan, J.P.; Zhu, M.; Xu, B.H.; Chen, G.X. Review on processes and color quality evaluation of color 3D printing. Rapid Prototyping J. 2018, 24, 409–415. [Google Scholar] [CrossRef]
- Amini, M.; Chang, S.I. MLCPM: A process monitoring framework for 3D metal printing in industrial scale. Comput. Ind. Eng. 2018, 124, 322–330. [Google Scholar] [CrossRef]
- Fastowicz, J.; Grudzinski, M.; Tecław, M.; Okarma, K. Objective 3D printed surface quality assessment based on entropy of depth maps. Entropy 2019, 21, 97. [Google Scholar] [CrossRef]
- Fastowicz, J.; Okarma, K. Quality assessment of photographed 3D printed flat surfaces using hough transform and histogram equalization. J. Univers. Comput. Sci. 2019, 25, 701–717. [Google Scholar] [CrossRef]
- Fastowicz, J.; Okarma, K. Fast quality assessment of 3D printed surfaces based on structural similarity of image regions. In Proceedings of the 2018 International Interdisciplinary PhD Workshop, Swinoujście, Poland, 9–12 May 2018; IEEE: Swinoujscie, Poland, 2018; pp. 401–406. [Google Scholar]
- Wang, Z.; Bovik, A.C.; Sheikh, H.R.; Simoncelli, E.P. Image quality assessment: From error visibility to structural similarity. IEEE Trans. Image Process. 2004, 13, 600–612. [Google Scholar] [CrossRef] [PubMed]
- Yuan, J.P.; Hardeberg, J.Y.; Chen, G.X. Development and evaluation of a hybrid point-wise gamut mapping framework. In Proceedings of the Colour and Visual Computing Symposium, Gjovik, Norway, 25–26 August 2015; IEEE: Gjovik, Norway, 2015; pp. 1–4. [Google Scholar]
Sample Availability: Samples of the compounds are not available from the authors. |









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Unit: NBS | r | g | b | y | m | c | k | 0.8k | 0.6k | 0.4k | 0.2k | 0.1k | w | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Stair 1 | 2 layers | 7.73 | 3.90 | 3.50 | 14.00 | 15.65 | 14.70 | 2.46 | 4.44 | 2.48 | 5.23 | 1.58 | 5.30 | 4.25 |
| 3 layers | 11.40 | 6.89 | 6.93 | 18.72 | 13.95 | 13.85 | 6.02 | 6.20 | 10.83 | 11.59 | 9.09 | 7.97 | 7.03 | |
| 4 layers | 13.16 | 8.98 | 7.23 | 23.13 | 16.31 | 14.94 | 2.41 | 4.59 | 7.85 | 10.06 | 4.92 | 7.47 | 8.58 | |
| 5 layers | 15.71 | 12.68 | 8.55 | 25.20 | 17.90 | 16.47 | 3.40 | 4.91 | 7.84 | 12.10 | 8.63 | 10.81 | 10.28 | |
| Stair 2 | 2 layers | 19.12 | 22.36 | 13.44 | 20.89 | 13.84 | 14.50 | 10.70 | 13.56 | 19.47 | 17.56 | 17.68 | 13.87 | 13.56 |
| 3 layers | 21.72 | 27.45 | 17.21 | 28.31 | 18.99 | 19.63 | 13.90 | 16.23 | 18.07 | 18.45 | 21.87 | 23.08 | 20.95 | |
| 4 layers | 20.74 | 27.38 | 15.55 | 28.98 | 18.59 | 16.75 | 8.53 | 10.64 | 15.50 | 18.96 | 19.94 | 20.38 | 18.94 | |
| 5 layers | 22.89 | 31.53 | 16.64 | 32.99 | 19.86 | 19.67 | 7.36 | 10.40 | 16.62 | 18.99 | 20.74 | 21.23 | 21.07 | |
| Stair 3 | 2 layers | 17.00 | 18.28 | 11.96 | 17.24 | 13.89 | 11.50 | 11.18 | 13.71 | 14.70 | 15.74 | 17.39 | 14.66 | 11.77 |
| 3 layers | 23.63 | 29.61 | 19.52 | 28.62 | 18.67 | 19.78 | 13.85 | 17.05 | 22.14 | 18.30 | 18.18 | 21.75 | 20.69 | |
| 4 layers | 22.99 | 28.01 | 15.37 | 28.69 | 17.94 | 16.78 | 9.89 | 13.51 | 17.87 | 20.36 | 18.31 | 18.75 | 18.56 | |
| 5 layers | 27.97 | 33.65 | 19.27 | 35.00 | 20.36 | 21.12 | 13.12 | 15.73 | 22.06 | 22.27 | 26.41 | 25.28 | 26.55 | |
| Stair 4 | 2 layers | 21.33 | 23.32 | 14.42 | 21.38 | 12.25 | 14.68 | 7.58 | 12.37 | 19.78 | 18.73 | 15.50 | 15.68 | 13.80 |
| 3 layers | 26.89 | 28.39 | 17.53 | 26.36 | 15.70 | 16.62 | 13.26 | 17.43 | 17.46 | 18.01 | 20.70 | 21.25 | 17.42 | |
| 4 layers | 27.49 | 30.41 | 18.66 | 30.71 | 21.94 | 18.44 | 12.65 | 17.14 | 19.93 | 21.42 | 23.38 | 22.54 | 22.89 | |
| 5 layers | 32.23 | 35.35 | 20.74 | 33.38 | 24.35 | 22.34 | 15.30 | 20.14 | 22.43 | 24.08 | 27.19 | 27.50 | 24.87 | |
| Stair 5 | 2 layers | 19.81 | 20.12 | 13.68 | 15.18 | 9.77 | 10.68 | 16.39 | 16.76 | 11.41 | 13.63 | 15.69 | 14.28 | 11.64 |
| 3 layers | 21.46 | 23.22 | 16.23 | 21.81 | 14.42 | 14.64 | 14.36 | 18.19 | 13.69 | 17.65 | 19.71 | 18.40 | 17.05 | |
| 4 layers | 26.14 | 27.26 | 17.33 | 26.06 | 19.34 | 16.40 | 17.07 | 19.60 | 14.72 | 17.32 | 19.62 | 19.18 | 18.12 | |
| 5 layers | 31.61 | 30.82 | 20.97 | 27.86 | 22.89 | 17.90 | 20.90 | 23.09 | 19.60 | 19.93 | 20.10 | 19.71 | 18.41 | |
| Stair 6 | 2 layers | 16.76 | 17.11 | 12.50 | 16.88 | 11.39 | 11.73 | 8.51 | 12.05 | 20.42 | 6.34 | 9.56 | 9.53 | 10.02 |
| 3 layers | 23.57 | 24.53 | 14.26 | 22.73 | 15.30 | 13.18 | 12.18 | 15.50 | 19.22 | 11.62 | 13.09 | 13.12 | 13.70 | |
| 4 layers | 30.12 | 27.83 | 17.05 | 27.37 | 20.06 | 16.84 | 14.05 | 20.78 | 21.34 | 15.26 | 18.27 | 16.46 | 16.06 | |
| 5 layers | 32.88 | 29.20 | 18.90 | 28.31 | 23.54 | 16.44 | 20.11 | 21.98 | 24.22 | 15.63 | 17.21 | 17.90 | 18.39 | |
| Unit: mm | White Blocks | Color Bars | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Sample ID | Ws1 | Ws2 | Ws3 | Ws4 | Ws5 | Ws6 | Cs1 | Cs2 | Cs3 | Cs4 | Cs5 | Cs6 | Base * |
| 1 | 0.0 | 0.2 | 0.4 | 0.6 | 0.8 | 1.0 | 0.2 | 0.4 | 0.6 | 0.8 | 1.0 | 1.2 | 2.0 |
| 10 | 0.2 | 0.6 | 1.0 | 1.4 | 1.8 | 2.2 | 0.4 | 0.8 | 1.2 | 1.6 | 2.0 | 2.4 | 2.0 |
| 01 | 0.0 | 0.4 | 0.8 | 1.2 | 1.6 | 2.0 | 0.2 | 0.6 | 1.0 | 1.4 | 1.8 | 2.2 | 2.0 |
| 100 | 0.4 | 1.0 | 1.6 | 2.2 | 2.8 | 3.4 | 0.6 | 1.2 | 1.8 | 2.4 | 3.0 | 3.6 | 2.0 |
| 010 | 0.2 | 0.8 | 1.4 | 2.0 | 2.6 | 3.2 | 0.4 | 1.0 | 1.6 | 2.2 | 2.8 | 3.4 | 2.0 |
| 001 | 0.0 | 0.6 | 1.2 | 1.8 | 2.4 | 3.0 | 0.2 | 0.8 | 1.4 | 2.0 | 2.6 | 3.2 | 2.0 |
| 1000 | 0.6 | 1.4 | 2.2 | 3.0 | 3.8 | 4.6 | 0.8 | 1.6 | 2.4 | 3.2 | 4.0 | 4.8 | 1.0 |
| 0100 | 0.4 | 1.2 | 2 | 2.8 | 3.6 | 4.4 | 0.6 | 1.4 | 2.2 | 3.0 | 3.8 | 4.6 | 1.0 |
| 0010 | 0.2 | 1.0 | 1.8 | 2.6 | 3.4 | 4.2 | 0.4 | 1.2 | 2.0 | 2.8 | 3.6 | 4.4 | 1.0 |
| 0001 | 0.0 | 0.8 | 1.6 | 2.4 | 3.2 | 4.0 | 0.2 | 1.0 | 1.8 | 2.6 | 3.4 | 4.2 | 1.0 |
| 10000 | 0.8 | 1.8 | 2.8 | 3.8 | 4.8 | 5.8 | 1.0 | 2.0 | 3.0 | 4.0 | 5.0 | 6.0 | 1.0 |
| 01000 | 0.6 | 1.6 | 2.6 | 3.6 | 4.6 | 5.6 | 0.8 | 1.8 | 2.8 | 3.8 | 4.8 | 5.8 | 1.0 |
| 00100 | 0.4 | 1.4 | 2.4 | 3.4 | 4.4 | 5.4 | 0.6 | 1.6 | 2.6 | 3.6 | 4.6 | 5.6 | 1.0 |
| 00010 | 0.2 | 1.2 | 2.2 | 3.2 | 4.2 | 5.2 | 0.4 | 1.4 | 2.4 | 3.4 | 4.4 | 5.4 | 1.0 |
| 00001 | 0.0 | 1.0 | 2.0 | 3.0 | 4.0 | 5.0 | 0.2 | 1.2 | 2.2 | 3.2 | 4.2 | 5.2 | 1.0 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yuan, J.; Tian, J.; Chen, C.; Chen, G. Experimental Investigation of Color Reproduction Quality of Color 3D Printing Based on Colored Layer Features. Molecules 2020, 25, 2909. https://doi.org/10.3390/molecules25122909
Yuan J, Tian J, Chen C, Chen G. Experimental Investigation of Color Reproduction Quality of Color 3D Printing Based on Colored Layer Features. Molecules. 2020; 25(12):2909. https://doi.org/10.3390/molecules25122909
Chicago/Turabian StyleYuan, Jiangping, Jieni Tian, Chen Chen, and Guangxue Chen. 2020. "Experimental Investigation of Color Reproduction Quality of Color 3D Printing Based on Colored Layer Features" Molecules 25, no. 12: 2909. https://doi.org/10.3390/molecules25122909
APA StyleYuan, J., Tian, J., Chen, C., & Chen, G. (2020). Experimental Investigation of Color Reproduction Quality of Color 3D Printing Based on Colored Layer Features. Molecules, 25(12), 2909. https://doi.org/10.3390/molecules25122909