Design and Experiment of Hydraulic Scouring System of Wide-Width Lotus Root Digging Machine

Abstract
:1. Introduction
2. Materials and Methods
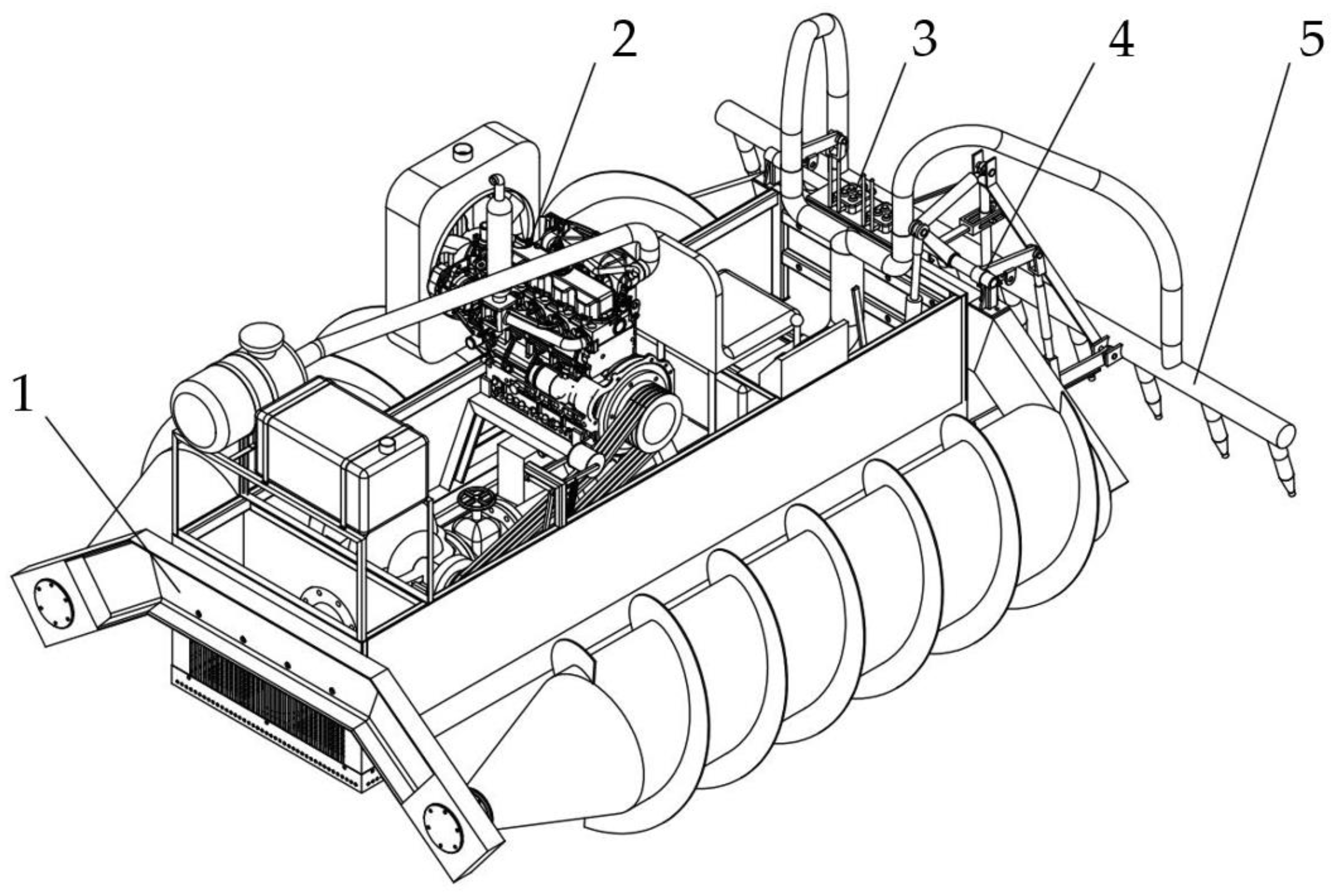
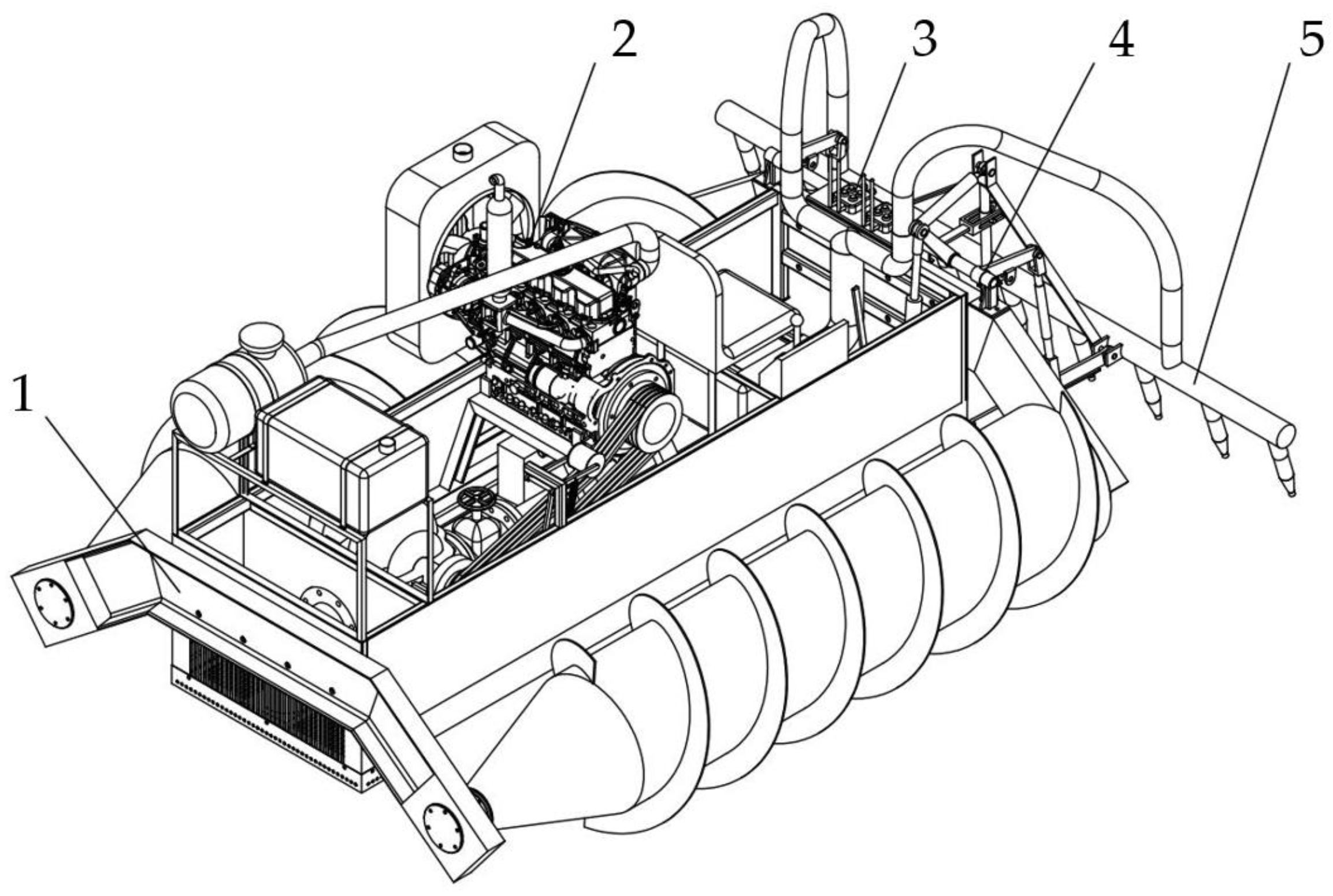
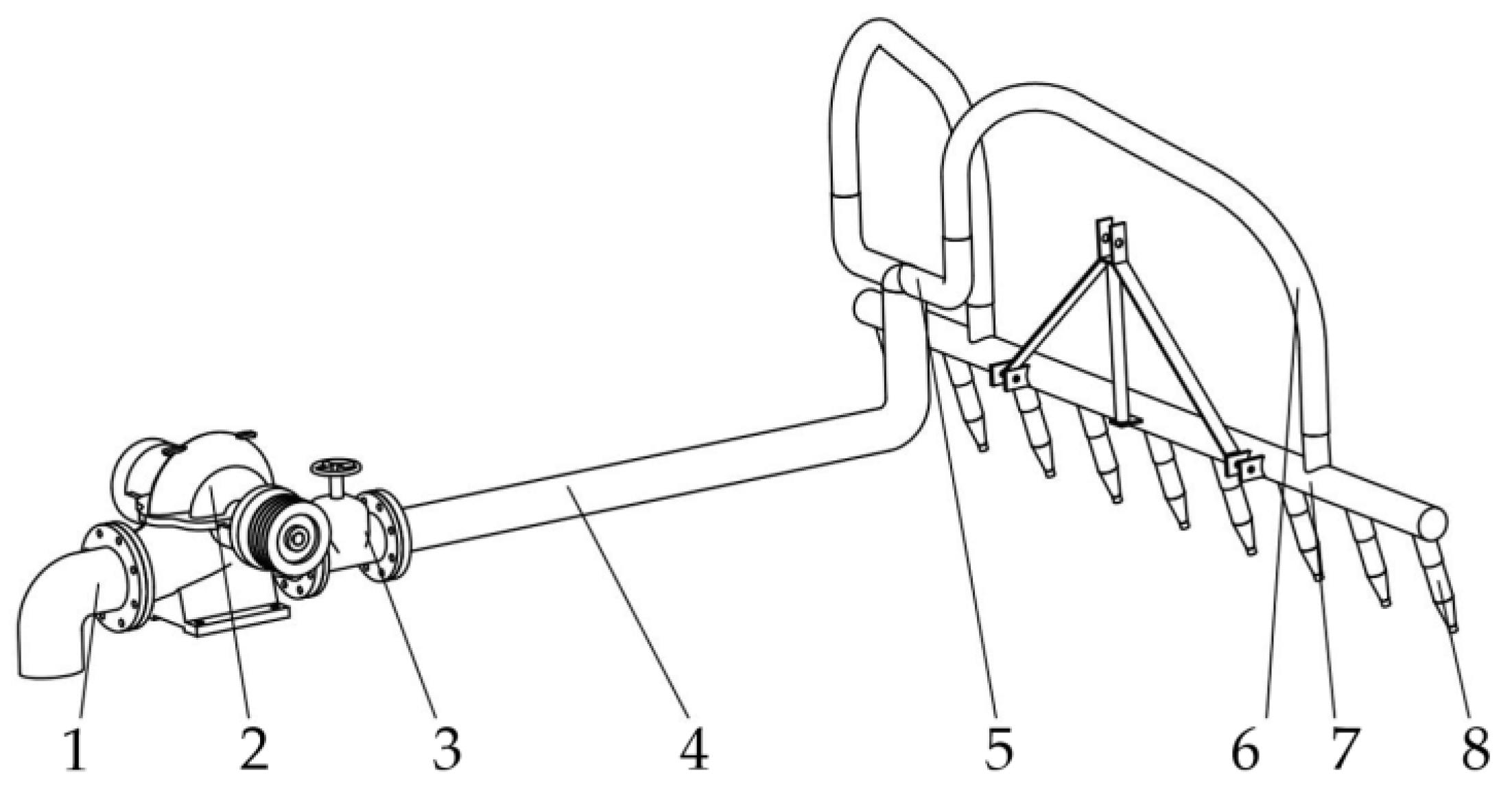
2.1. Structure Design and Operation Principle
2.2. Water Pump Selection and Feasibility Analysis
2.2.1. Water Pump Selection
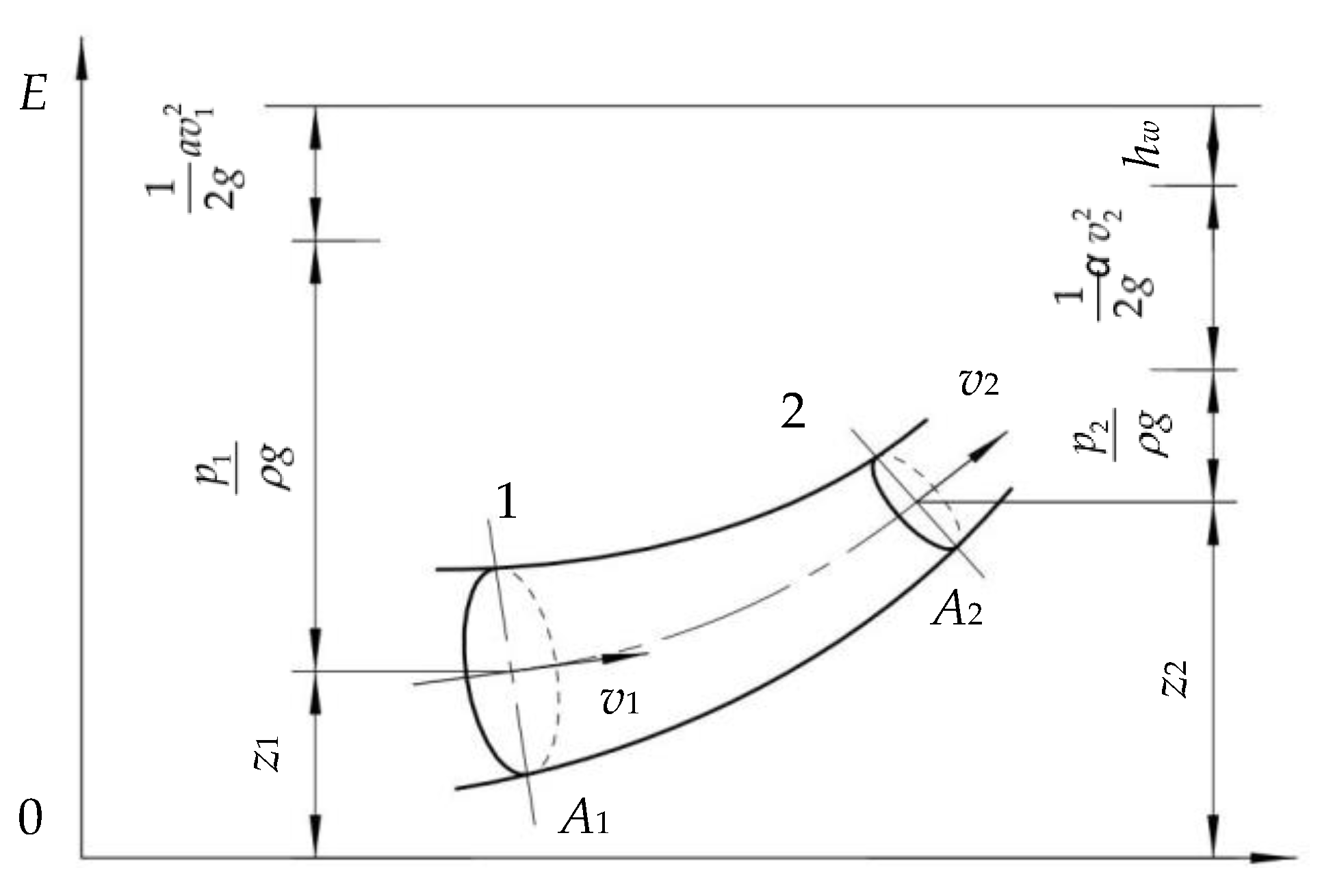
2.2.2. Pipeline Energy Loss Analysis
Analysis of Unit Energy Losses along Pipeline
Analysis of Local Unit Energy Losses in Pipelines
2.2.3. Pump Head Accounting
2.3. Key Nozzle Parameters Determination Based on CFD Simulation
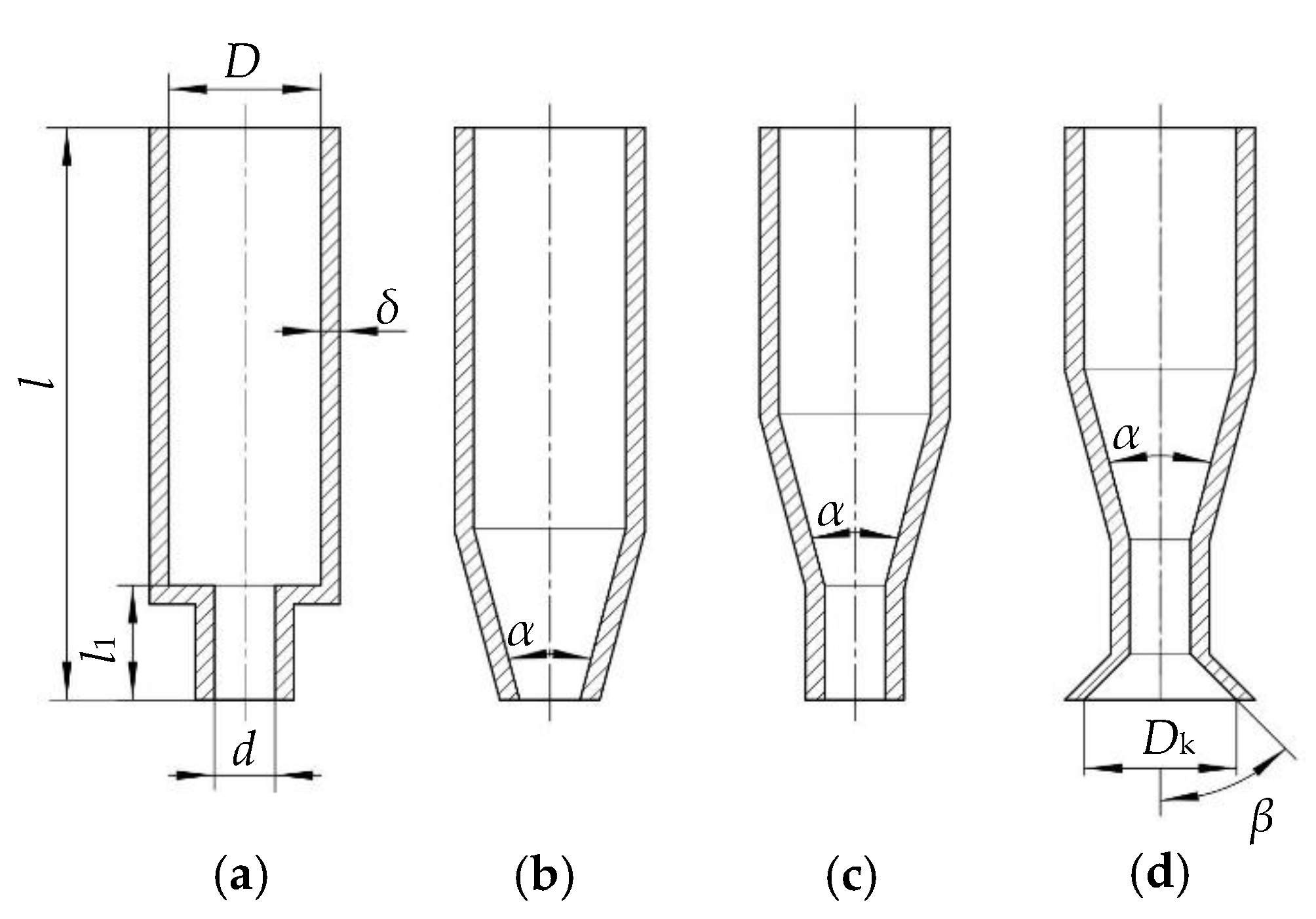
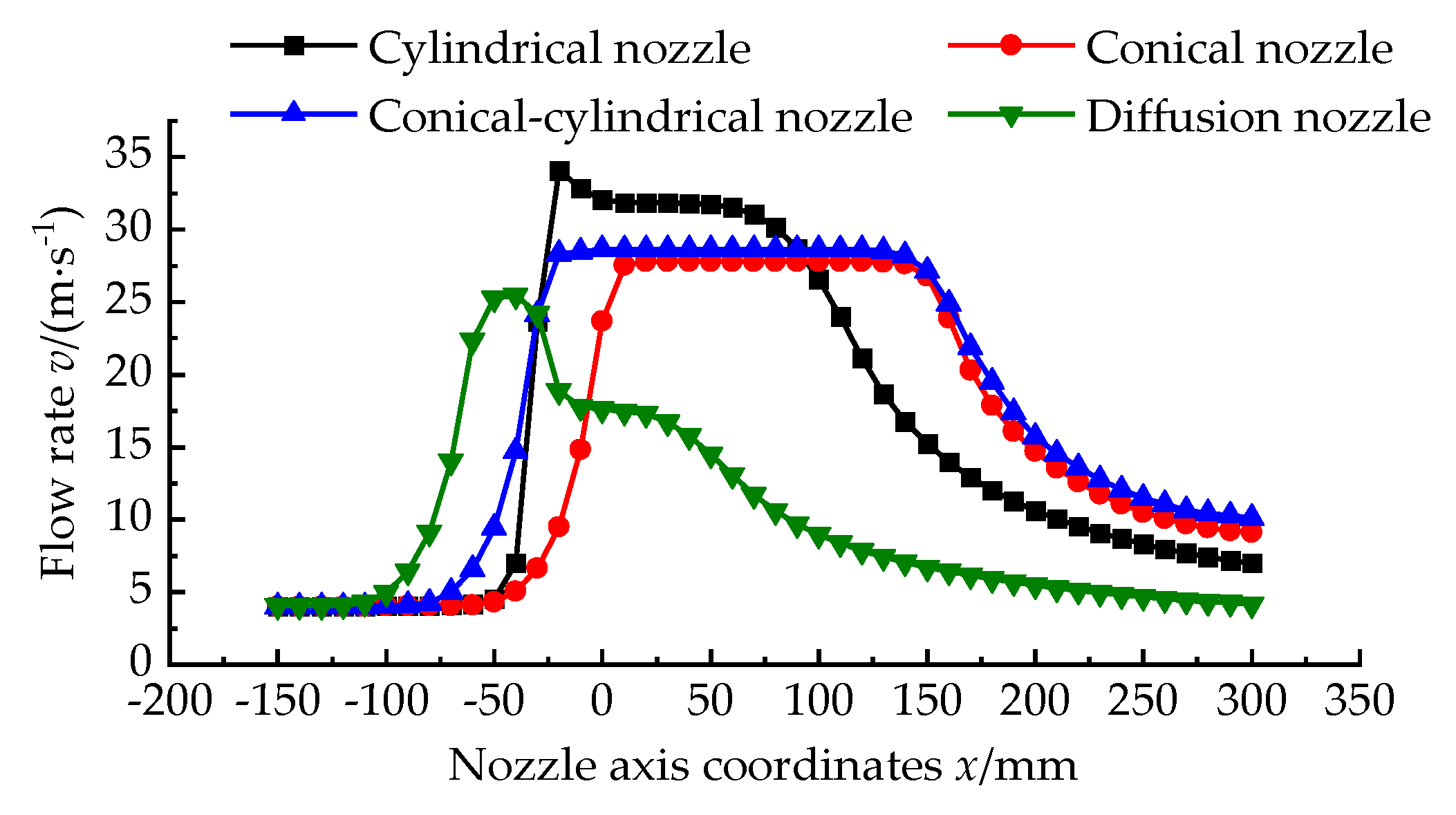
2.3.1. Nozzle Types Comparison
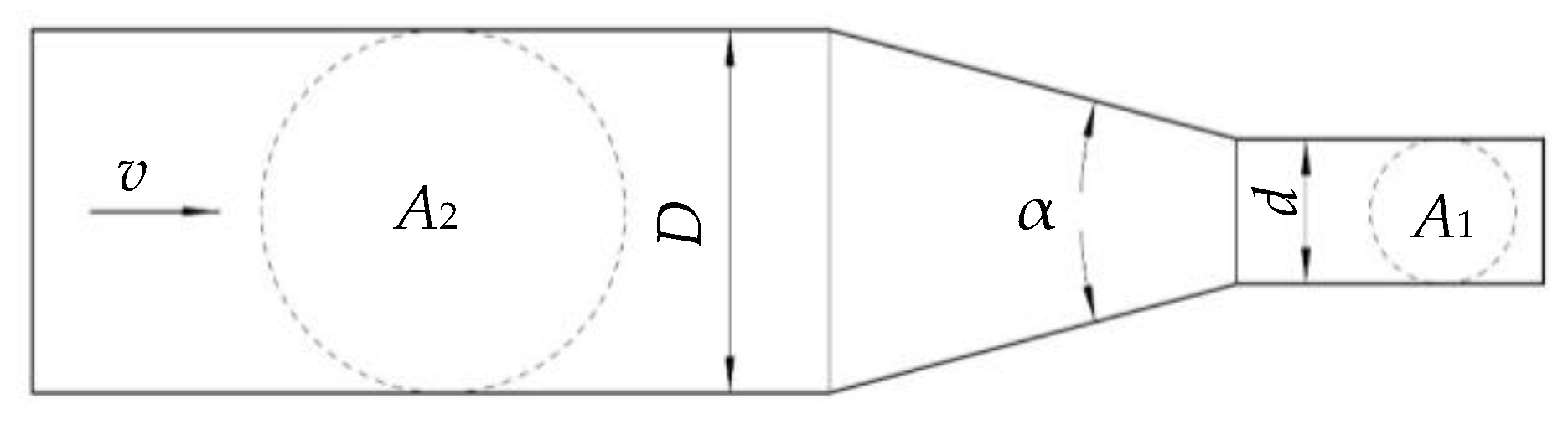
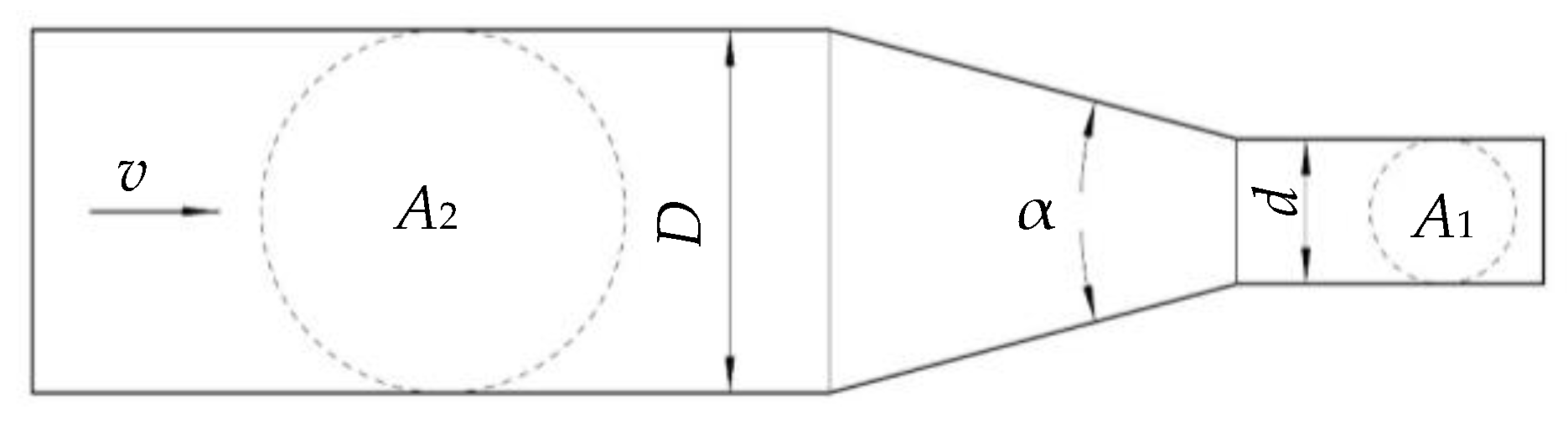
2.3.2. Nozzle Shrinkage Section Construction Comparison
2.3.3. Conical-Cylindrical Nozzle Structure Parameters Determined
2.4. Method and Material of Hydraulic Scouring System Performance Test
2.4.1. Test Site and Lotus Roots
2.4.2. Verification Test
2.4.3. Single-Factor Test
2.4.4. Box–Behnken Centre Combination Design Test
2.5. Lotus Root Harvesting Test
3. Results and Discussion
3.1. Verification Test Results and Analysis
3.2. Single-Factor Test Results and Analysis
3.3. Box–Behnken Center Combination Design Test Results and Analysis
3.3.1. Significance Tests and Regression Equations
3.3.2. Response Surface Analysis
3.3.3. Parameter Optimisation and Experimental Validation
3.4. Lotus Root Harvesting Test Results and Analysis
4. Conclusions
- (1)
- To improve the efficiency of lotus root harvesting operations in large areas, this paper designed a high-flow, wide-width hydraulic scouring system.
- (2)
- Based on water energy theory and hydraulic scour theory, The pipe components of the hydraulic scouring system were analysed and calculated, and the energy losses in the transmission lines were verified to ensure adequate scouring power.
- (3)
- Based on fluid simulation tests, the effect of nozzle type, constriction section structure and related structural parameters on nozzle outlet flow velocity, outlet dynamic pressure and turbulence intensity were investigated. The conical-cylindrical nozzle with the inlet diameter of 40 mm, the constriction angle of 30°, the straight cylindrical outlet length of 20 mm and the nozzle outlet diameter of 16 mm had better scour performance.
- (4)
- Hydraulic scouring performance tests showed that the nozzle outlet pressure of 0.30 MPa, the scouring angle of 60° and the height of the nozzle from the mud surface of 0 mm, the actual effective scouring depth of the verification test was 395 mm, which was basically consistent with the model optimisation prediction results, and all indicators met the design requirements. The lotus root harvesting tests were completed with the lotus root surfacing rate at 90% and the lotus root is hardly damaged, which met the requirements of lotus root harvesting operations.
5. Patents
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, F.; Zhou, X.X.; Ke, W.D.; Huang, X.F.; Zhu, H.L.; Zhong, L.; Zong, Y.M.; Wu, M.; Peng, J.; Li, S.M.; et al. Research report on lotus industry development in Hubei province. Hubei Agric. Sci. 2020, 59, 101–106, 109. [Google Scholar]
- Liu, Y.M.; Ke, W.D.; Huang, X.F. Manual and mechanical mining technology of lotus root. J. Chang. Veg. 2014, 21, 10–15. [Google Scholar]
- Zhang, X.Z.; Long, G.; You, Y.Z. The development status, existing problems and countermeasures of lotus root industry in Honghu area. J. Chang. Veg. 2020, 23, 1–3. [Google Scholar]
- Liu, M.C.; Mao, D.W.; Wang, Z.H.; Song, Z.H.; Wang, G.R.; Li, F.D. Research Status of Lotus Root Digging Technology and Prospect of Lotus Root Harvesting Technology in Yellow Kiver Delta Region. Agric. Eng. 2018, 8, 1–5. [Google Scholar]
- Zhang, Y.H.; Jiang, Z.X. Development of a jet-type lotus root digging machine. Cereal Oils Pro. 1982, 8, 33–38. [Google Scholar]
- Wu, H.; Xia, J.F.; Zhang, G.Z.; Wang, P.T.; Lao, S.F.; Zhang, X.M. Design and experiment of spin-jet flow type lotus root digging machine based on EDEM-Fluent. Trans. Chin. Soc. Agric. Eng. 2018, 34, 9–14. [Google Scholar]
- Wang, W. Research of 4SWO-1.2 Boat-Type Water Power Lotus Root Digging Machine. Master’s Thesis, Nanjing Agricultural University, Nanjing, China, 2009. [Google Scholar]
- Huang, H.D.; Zhang, G.Z.; Xia, J.F.; Zhou, Y.; Xu, Q.C. Development of 4CWO-3.2 ship-type lotus root digger. Hubei Agric. Mech. 2008, 3, 24–25. [Google Scholar]
- Gao, X.F.; Hong, Z.Y.; Yao, Y.D. Development of High-power Lotus Root Harvesting Machine. J. Agric. Mech. Res. 2021, 43, 94–98. [Google Scholar]
- Feng, C.C.; Zhou, Y.; Tu, M.; Ke, H.B.; Chen, H.; Wu, H.; Jiao, J. Design and experiment of screw-propelled type lotus root digging machine. J. Gansu Agric. Univ. 2020, 55, 191–199. [Google Scholar]
- Liu, H.Q.; Wang, Z.W.; Cheng, M.; Xu, W.; Liu, H.J.; Yu, X.C.; Zhi, S.J. Development and Application Status of High-Pressure Water Jet Cutting Technology. Mach. Tool Hydr. 2018, 46, 173–179. [Google Scholar]
- Lin, Z.L.; Lu, Q.J.; Yi, X.H.; Cheng, X.M. Development and Application of High Pressure Water Jet Technology. Sci. Technol. Ind. Chin. 2021, 5, 46–47. [Google Scholar]
- Borkowski, P.J.; Szada-Borzyszkowski, W. Micronization of Hard Coal with the Use of a High-Pressure Water Jet. Energies 2021, 14, 4745. [Google Scholar] [CrossRef]
- Liu, J.L.; Sun, H.; Zhu, Y.J. Fracturing mechanism and crack expansion rule of concrete impacted by high pressure water jet. Mater. Str. 2021, 54, 15. [Google Scholar]
- Zhao, P.; Zhang, G.C.; Xu, Y.J.; Wang, R.H.; Zhou, W.D.; Han, L.X.; Zhou, Y. Mechanism and effect of jet parameters on particle waterjet rock breaking. Powd. Technol. 2017, 313, 231–244. [Google Scholar] [CrossRef]
- Liu, S.Y.; Li, H.S.; Chang, H.H. Drilling Performance of Rock Drill by High-Pressure Water Jet under Different Configuration Modes. Shock Vibr. 2017, 2017, 14. [Google Scholar] [CrossRef] [Green Version]
- Yin, D.Y.; Chen, X.C.; Bao, J.S. Research on Milling Technology of 3D Braided Composites Based on Abrasive Water Jet. J. Mech. Eng. 2021, 57, 273–280. [Google Scholar]
- Chen, G.M.; Huang, X. Analysis on Key Technologies of Ship Hull Cleaning Robot Based on High Pressure Water Jet. Fluid Mach. 2019, 47, 56–62. [Google Scholar]
- Zhao, Z.F.; Yu, C.Y.; Zhong, J.; Huang, J.H.; Zhang, X. Numerical Simulation on Continuous Non-submerged Water Jet Vibration Cleaning Process for Granular Agricultural Products. Trans. Chin. Soc. Agric. Mach. 2018, 49, 331–337. [Google Scholar]
- Wang, J.Z.; Yang, S.H.; Xie, Q.Y.; Yi, J.G. Experiment and operating parameter optimization using water jet technology for scallops shucking processing. Trans. Chin. Soc. Agric. Eng. 2017, 33, 289–294. [Google Scholar]
- Wang, L.; Ding, X.M. Experimental investigation of washing vegetables with submerged jets of water. Trans. Chin. Soc. Agric. Eng. 2007, 12, 124–130. [Google Scholar]
- Li, Y.Q.; Tian, Y.; Deng, J.Z. Optimization of Jet Pig Nozzle Type for Gas Pipeline Based on CFD. Chin. Pet. Mach. 2021, 49, 126–132. [Google Scholar]
- Deng, W.; Zhang, R.; Xu, G.; Li, L.; Tang, Q.; Xu, M. The Influences of the Nozzle Throat Length and the Orifice Grooving Degree on Internal Flow Field for a Multi-Entry Fan Nozzle Based on FLUENT. Engineering 2019, 11, 777–790. [Google Scholar] [CrossRef] [Green Version]
- Dong, Z.Z.; Fu, B.W.; Guo, C.; Xi, Y.Q. Simulation Analysis of Flow Field of High Pressure Water Jet Nozzle Based on CFD. Petro Chem. Equip. 2016, 19, 20–23. [Google Scholar]
- Wang, X.K.; Xue, Z.L.; Xu, S.R.; Fan, E.D.; Wang, X.; Zhang, C.X. Hydraulic Performance of Negative Pressure Feedback Jet Sprinkler with Double Nozzles. Trans. Chin. Soc. Agric. Mach. 2019, 50, 278–284. [Google Scholar]
- Gao, J.M.; Ma, J.L. Design and test of low-frequency Hartmann atomization nozzle with stepped resonance tube. Trans. Chin. Soc. Agric. Eng. 2017, 33, 66–73. [Google Scholar]
- Wu, H. Study on Experimental and Working Mechanism of Jetting Spin Type Digging Lotus Root Machine. Ph.D. Thesis, Huazhong Agricultural University, Wu Han, China, 2018. [Google Scholar]
- Lei, Y.Y.; Tao, X.Z. Water Jet Technology and Engineering Application; Chemical Industry Press: Beijing, China, 2017; pp. 14–52. [Google Scholar]
- Li, W. Hydraulic Calculation Manual; China Water Conservancy and Hydropower Press: Beijing, China, 2006; pp. 3–25. [Google Scholar]
- Chen, M.H.; Cong, D.Z.; Fang, T.N.; Qi, M.Z. Principles of Chemical Engineering, 3rd ed.; Chemical Industry Press: Beijing, China, 2006; pp. 4–67. [Google Scholar]
- Qin, B.J.; Xia, Y.M. The Differential Pressure Analysis and Calculation of Pipeline Circulation System in Slurry Shield. Hydr. Pneum. Seals 2016, 36, 52–55. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Piping | Diameter d/m | Length S/m | Flow Rate v/(m·s−1) | Reynolds Number Re | Fluid Forms | Resistance Coefficient λ | Along-Travel Energy Loss hf/m |
|---|---|---|---|---|---|---|---|
| Transmission pipe | 0.100 | 2.00 | 5.730 | 573,000 | Turbulent | 0.045 | 1.507 |
| Metal braided hose | 0.065 | 2.00 | 6.781 | 440,700 | Turbulent | 0.060 | 4.331 |
| Name of Pipe Fittings | Flow Rate v/(m·s−1) | Energy Consumption Coefficient ζ | Local Unit Energy Losses hj/m |
|---|---|---|---|
| Flow control valves | 5.730 | 0.200 | 0.335 |
| 90° bend DN100 | 5.730 | 0.750 | 1.256 |
| Reducing Tee | 5.730 | 1.500 | 2.513 |
| 90° bend DN65 | 6.781 | 0.750 | 1.760 |
| Distribution pipe inlet | 6.781 | 1.000 | 2.346 |
| Distribution pipe outlet | 3.979 | 0.500 | 0.404 |
| Nozzle | 24.868 | 0.087 | 2.745 |
| Total | / | / | 11.359 |
| Parameter Type | Values |
|---|---|
| Nozzle inlet diameter D/mm | 40 |
| Nozzle diffuser diameter Dk/mm | 40 |
| Nozzle outlet diameter d/mm | 16 |
| Total nozzle length l/mm | 150 |
| Nozzle outlet straight section length l1/mm | 30 |
| Nozzle shrinkage angle α/(°) | 30 |
| Nozzle diffusion angle β/(°) | 45 |
| Nozzle wall thickness δ/mm | 5 |
| Level | Factors | ||
|---|---|---|---|
| Nozzle Inlet Diameter D/mm | Shrinkage Angle α/(°) | Nozzle Outlet Straight Section Length l1/mm | |
| 1 | 40 | 20 | 20 |
| 2 | 50 | 30 | 30 |
| 3 | 60 | 40 | 40 |
| Test No. | Factors | Indicators | ||||
|---|---|---|---|---|---|---|
| A | B | C | Turbulence Intensity I/% | Pressure Loss Pw/Pa | ||
| 1 | 1 | 1 | 1 | 1 | 51.85 | 29,064.42 |
| 2 | 1 | 2 | 2 | 2 | 55.99 | 35,550.07 |
| 3 | 1 | 3 | 3 | 3 | 61.36 | 42,680.71 |
| 4 | 2 | 1 | 2 | 3 | 63.39 | 43,686.59 |
| 5 | 2 | 2 | 3 | 1 | 54.03 | 27,401.07 |
| 6 | 2 | 3 | 1 | 2 | 57.44 | 35,916.57 |
| 7 | 3 | 1 | 3 | 2 | 57.22 | 36,395.11 |
| 8 | 3 | 2 | 1 | 3 | 63.44 | 42,647.41 |
| 9 | 3 | 3 | 2 | 1 | 56.16 | 27,348.68 |
| Indicators | A | B | C | ||
|---|---|---|---|---|---|
| Turbulence Intensity 𝐼/% | k1 | 56.40 | 57.49 | 57.58 | 54.01 |
| k2 | 58.29 | 57.82 | 58.51 | 56.88 | |
| k3 | 58.94 | 58.32 | 57.54 | 62.73 | |
| R | 2.54 | 0.83 | 0.97 | 8.72 | |
| Factors order | C>A>B | ||||
| Pressure Loss Pw/Pa | k1 | 35,765.07 | 36,382.04 | 35,876.13 | 27,938.06 |
| k2 | 35,668.08 | 35,199.52 | 35,528.45 | 35,953.92 | |
| k3 | 35,463.74 | 35,315.32 | 35,492.30 | 43,004.91 | |
| R | 301.33 | 1182.52 | 383.84 | 15,066.85 | |
| Factors order | C>B>A | ||||
| Indicators | Variation Source | SS | df | MS | F | Significance |
|---|---|---|---|---|---|---|
| Turbulence Intensity | A | 10.45 | 2 | 5.22 | 7.27 | * |
| C | 118.44 | 2 | 59.22 | 82.44 | ** | |
| 0.72 | ||||||
| Total | 131.76 | 8 | ||||
| Pressure Loss | B | 2,549,657 | 2 | 1,274,828 | 12.39 | * |
| C | 340,980,300 | 2 | 170,490,150 | 1657.31 | ** | |
| 102,871 | ||||||
| Total | 343,941,442 | 8 |
| Test No. | Nozzle Pressure P/MPa | Scouring Angle θ/(°) | Nozzle Height h/mm | Scouring Depth H/mm |
|---|---|---|---|---|
| 1 | 0.10 | 60 | 0 | 196 |
| 2 | 0.15 | 60 | 0 | 277 |
| 3 | 0.20 | 60 | 0 | 332 |
| 4 | 0.25 | 60 | 0 | 375 |
| 5 | 0.30 | 60 | 0 | 392 |
| 6 | 0.30 | 30 | 0 | 366 |
| 7 | 0.30 | 45 | 0 | 378 |
| 8 | 0.30 | 60 | 0 | 390 |
| 9 | 0.30 | 75 | 0 | 404 |
| 10 | 0.30 | 90 | 0 | 411 |
| 11 | 0.30 | 60 | 0 | 400 |
| 12 | 0.30 | 60 | 50 | 392 |
| 13 | 0.30 | 60 | 100 | 372 |
| 14 | 0.30 | 60 | 150 | 344 |
| Level | Nozzle Pressure X1/MPa | Scouring Angle X2/(°) | Nozzle Height X3/mm |
|---|---|---|---|
| +1 | 0.30 | 60 | 100 |
| 0 | 0.25 | 45 | 50 |
| −1 | 0.20 | 30 | 0 |
| Test No. | Nozzle Pressure X1/MPa | Scouring Angle X2/(°) | Nozzle Height X3/mm | Scouring Depth H/mm |
|---|---|---|---|---|
| 1 | 0.20 | 30 | 50 | 318 |
| 2 | 0.30 | 30 | 50 | 356 |
| 3 | 0.20 | 60 | 50 | 336 |
| 4 | 0.30 | 60 | 50 | 393 |
| 5 | 0.20 | 45 | 0 | 344 |
| 6 | 0.30 | 45 | 0 | 383 |
| 7 | 0.20 | 45 | 100 | 288 |
| 8 | 0.30 | 45 | 100 | 350 |
| 9 | 0.25 | 30 | 0 | 362 |
| 10 | 0.25 | 60 | 0 | 389 |
| 11 | 0.25 | 30 | 100 | 299 |
| 12 | 0.25 | 60 | 100 | 340 |
| 13 | 0.25 | 45 | 50 | 351 |
| 14 | 0.25 | 45 | 50 | 351 |
| 15 | 0.25 | 45 | 50 | 349 |
| 16 | 0.25 | 45 | 50 | 353 |
| 17 | 0.25 | 45 | 50 | 344 |
| Variation Source | SS | df | MS | F | Significance |
|---|---|---|---|---|---|
| Model | 12,235.17 | 9 | 1359.46 | 68.49 | <0.0001 ** |
| X1 | 4802.00 | 1 | 4802.00 | 241.91 | <0.0001 ** |
| X2 | 1891.13 | 1 | 1891.13 | 95.27 | <0.0001 ** |
| X3 | 5050.12 | 1 | 5050.12 | 254.41 | <0.0001 ** |
| X1X2 | 90.25 | 1 | 90.25 | 4.55 | 0.0704 |
| X1X3 | 132.25 | 1 | 132.25 | 6.66 | 0.0364 * |
| X2X3 | 49.00 | 1 | 49.00 | 2.47 | 0.1601 |
| X12 | 27.38 | 1 | 27.38 | 1.38 | 0.2786 |
| X22 | 57.64 | 1 | 57.64 | 2.90 | 0.1321 |
| X32 | 141.64 | 1 | 141.64 | 7.14 | 0.0319 * |
| Residual | 138.95 | 7 | 19.85 | ||
| Lack of Fit | 91.75 | 3 | 30.58 | 2.59 | 0.1900 |
| Pure Error | 47.20 | 4 | 11.80 | ||
| Total | 12,374.12 | 16 |
| Test No. | Number of Floats | Float Rate/% | Number of Damages | Damage Rate /% |
|---|---|---|---|---|
| 1 | 3 | 75 | 0 | 0 |
| 2 | 4 | 100 | 1 | 25 |
| 3 | 4 | 100 | 0 | 0 |
| 4 | 3 | 75 | 0 | 0 |
| 5 | 4 | 100 | 0 | 0 |
| Average | / | 90 | / | 5 |
| CV | / | 11.8 | / | 223.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Y.; Zhou, Y.; Lv, W.; Huang, H.; Zhang, G.; Tu, M.; Huang, L. Design and Experiment of Hydraulic Scouring System of Wide-Width Lotus Root Digging Machine. Agriculture 2021, 11, 1110. https://doi.org/10.3390/agriculture11111110
Liu Y, Zhou Y, Lv W, Huang H, Zhang G, Tu M, Huang L. Design and Experiment of Hydraulic Scouring System of Wide-Width Lotus Root Digging Machine. Agriculture. 2021; 11(11):1110. https://doi.org/10.3390/agriculture11111110
Chicago/Turabian StyleLiu, Yan, Yong Zhou, Wen Lv, Haidong Huang, Guozhong Zhang, Ming Tu, and Lin Huang. 2021. "Design and Experiment of Hydraulic Scouring System of Wide-Width Lotus Root Digging Machine" Agriculture 11, no. 11: 1110. https://doi.org/10.3390/agriculture11111110
APA StyleLiu, Y., Zhou, Y., Lv, W., Huang, H., Zhang, G., Tu, M., & Huang, L. (2021). Design and Experiment of Hydraulic Scouring System of Wide-Width Lotus Root Digging Machine. Agriculture, 11(11), 1110. https://doi.org/10.3390/agriculture11111110