
Automated Defect Detection Using Threshold Value Classification Based on Thermographic Inspection




Abstract
1. Introduction
2. Theory
2.1. Image Processing
- Step 1: 2D thermal images were acquired using two halogen lamps for heat source excitation. Then, phase and amplitude images were acquired by applying the lock-in signal processing technique;
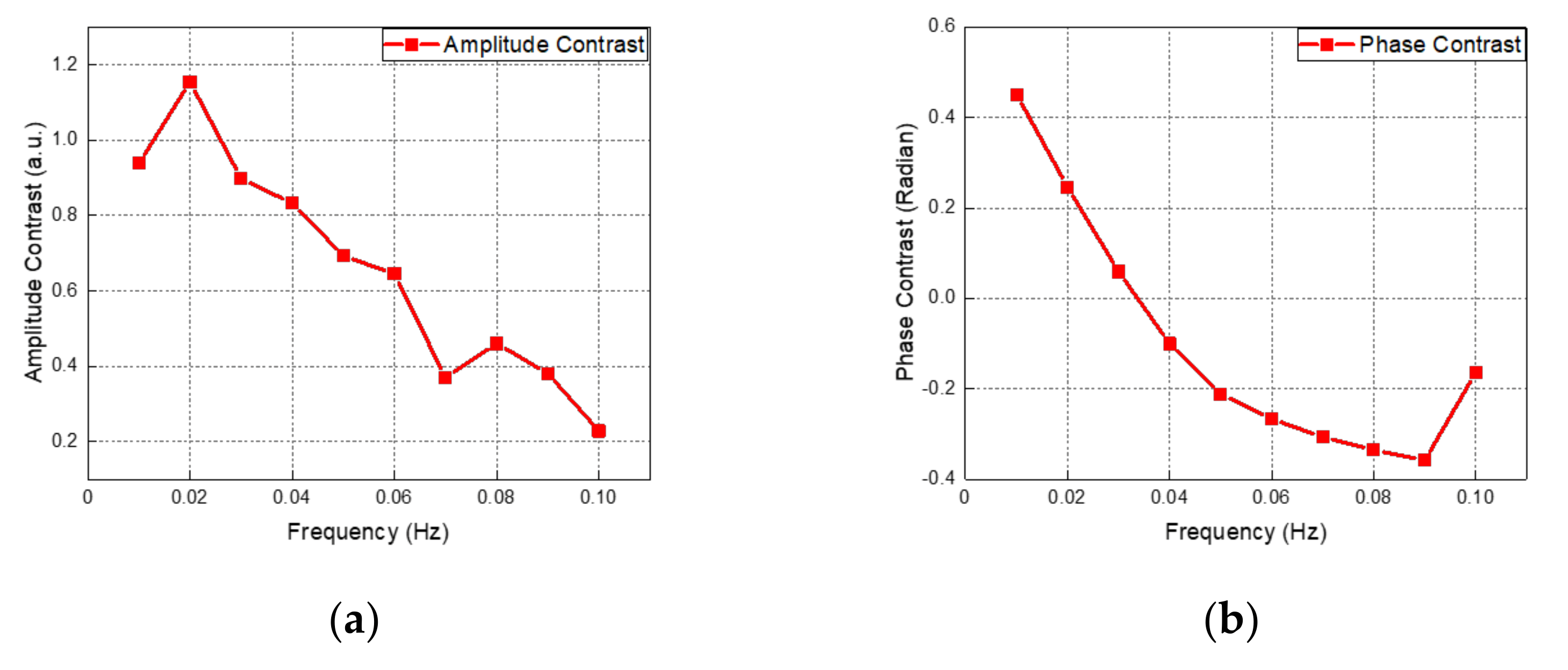
- Step 2: Contrast evaluation was performed to analyze the optimum frequency of phase and amplitude images at the excitation frequency set in this study;
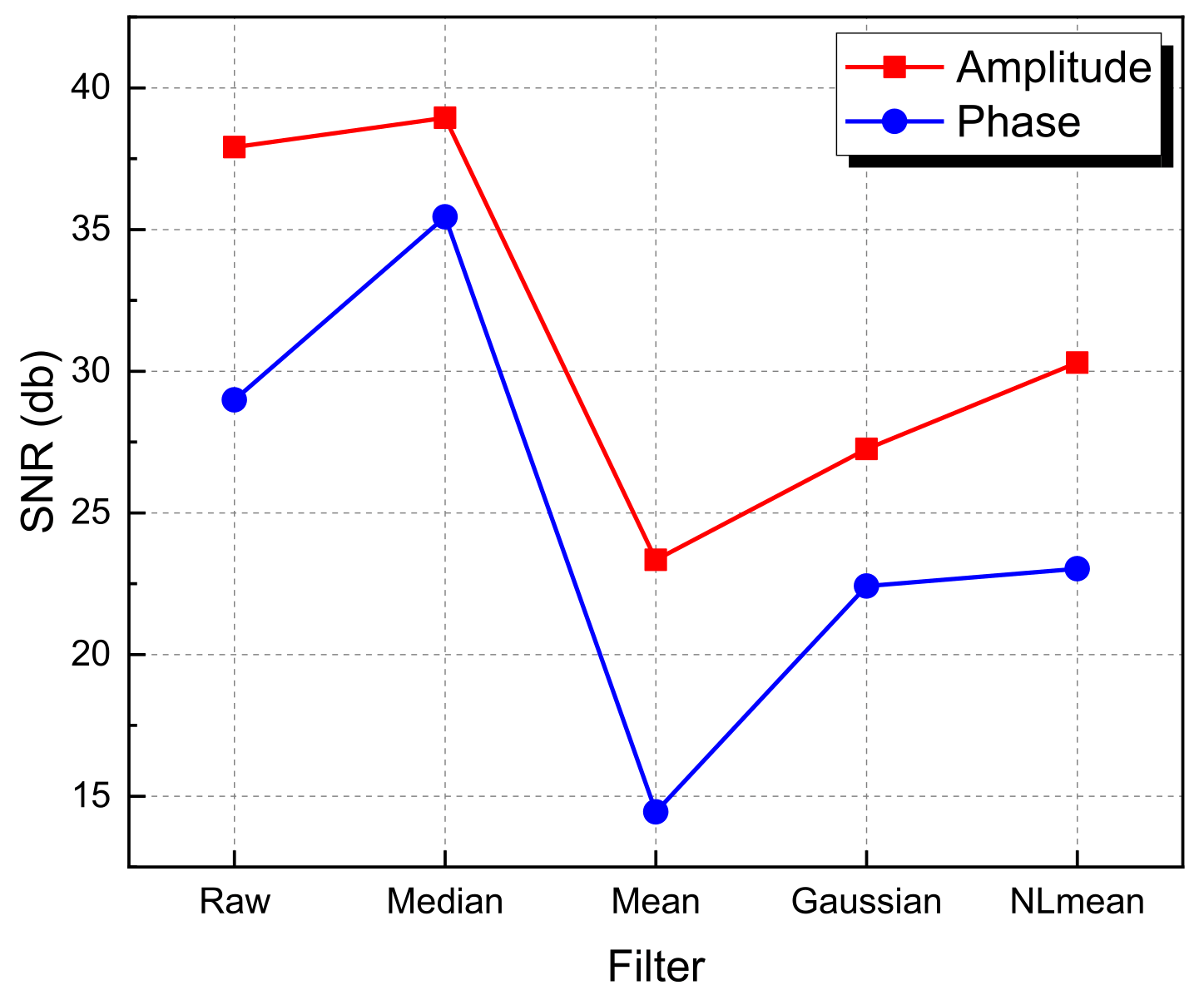
- Step 3: Filtering (mean, median, NLmean, Gaussian) for the first de-noising was applied, and the signal-to-noise ratio (SNR) was calculated to perform comparative analysis with non-filtering images;
- Step 4: Utilizing a grayscale-based histogram to find the optimal threshold value that can be classified as ‘class 1’ and ‘class 2’ for the binary image;
- Step 5: There was still noise in the binary image; therefore, the second de-noising was performed. After tracing the boundary line of the defect in the image, the metric equation was introduced to analyze the automatic defect detection based on the threshold value.
2.2. Optimum Threshold Value
3. Experimental Configuration
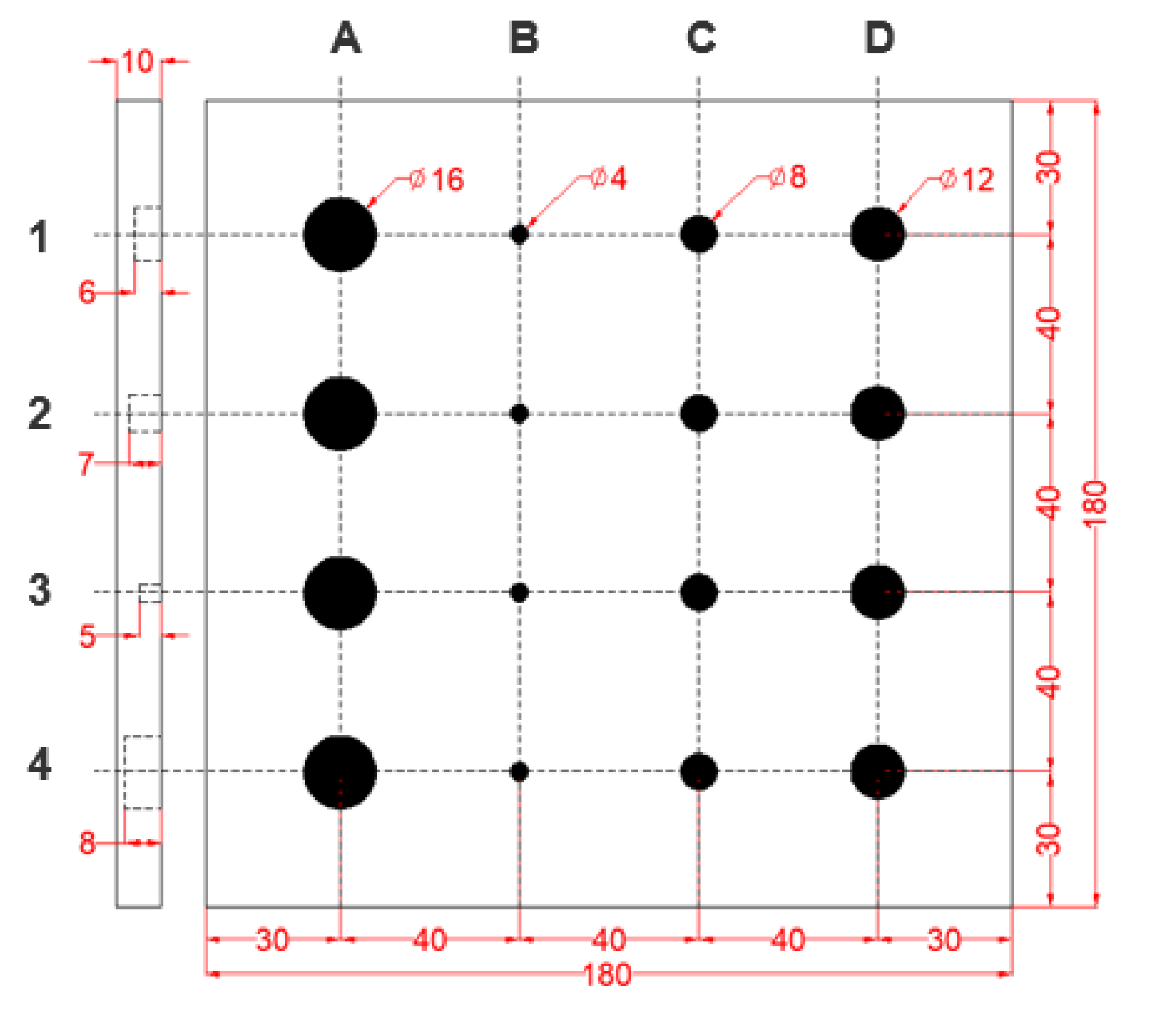
3.1. STS304 Reference Specimen
3.2. Experimental Setup of LIT
4. Results and Discussion
4.1. Lock-In Signal Images
4.2. Filtering
4.3. Automatic Defect Detection
4.4. Detectability Comparative
5. Conclusions and Future Works
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Maldague, X.P. Nondestructive Testing Handbook. 3. Infrared and Thermal Testing; American Society for Nondestructive Testing: Arlingate Lane, OA, USA, 2001. [Google Scholar]
- Aggelis, D.G.; Kordatos, E.Z.; Strantza, M.; Soulioti, D.V.; Matikas, T.E. NDT approach for characterization of subsurface cracks in concrete. Constr. Build. Mater. 2011, 25, 3089–3097. [Google Scholar] [CrossRef]
- Chung, Y.J.; Ranjit, S.; Lee, S.J.; Kim, W.T. Thermographic Inspection of Internal Defects in Steel Structures: Analysis of Signal Processing Techniques in Pulsed Thermography. Sensors 2020, 20, 6015. [Google Scholar] [CrossRef]
- Choi, M.Y.; Kang, K.S.; Park, J.H.; Kim, W.T.; Kim, K.S. Quantitative determination of a subsurface defect of reference specimen by lock-in infrared thermography. NDTE Int. 2008, 41, 119–124. [Google Scholar] [CrossRef]
- Maldague, X.P. Introduction to NDT by Active Infrared Thermography. Mater. Eval. 2002, 60, 1060–1073. [Google Scholar]
- Lee, S.J.; Kim, W.T. Quantitative Characteristics of Defect Dimension based on Lin Scanning Method of Induction Infrared Thermography. J. Korean Soc. Nondestruct. Test. 2020, 40, 397–403. [Google Scholar] [CrossRef]
- Park, H.S.; Choi, M.Y.; Park, J.H.; Lee, J.J.; Kim, W.T.; Lee, B.Y. Infrared Thermography Characterization of Defects in Seamless Pipes Using an Infrared Reflector. J. Korean Soc. Nondestruct. Test. 2012, 32, 284–290. [Google Scholar] [CrossRef][Green Version]
- Ranjit, S.; Kang, K.S.; Kim, W.T. Investigation of Lock-in Infrared Thermography for Evaluation of Subsurface Defects Size and Depth. Int. J. Precis. Eng. Manuf. 2015, 16, 2255–2264. [Google Scholar] [CrossRef]
- Reddy, K.A. Non-Destructive Testing, Evaluation of Stainless Steel Materials. Mater. Today 2017, 4, 7302–7312. [Google Scholar]
- He, Y.; Pan, M.; Luo, F. Defect characterization based on heat diffusion using induction thermography testing. Rev. Sci. Instrum. 2012, 83, 104702. [Google Scholar] [CrossRef]
- Soni, A.K.; Rao, B.P. Lock-in amplifier based eddy current instrument for detection of sub-surface defect in stainless steel plates. Sens. Imaging 2018, 19, 32. [Google Scholar] [CrossRef]
- Yu, Y.; Gao, K.; Liu, B.; Li, L. Semi-analytical method for characterization slit defects in conducting metal by Eddy current nondestructive technique. Sens. Actuators A Phys. 2020, 301, 111739. [Google Scholar] [CrossRef]
- Cheng, Y.; Bai, L.; Yang, F.; Chen, Y.; Jiang, S.; Yin, C. Stainless steel weld defect detection using pulsed inductive thermography. IEEE Trans. Appl. Supercond. 2016, 26, 0606504. [Google Scholar] [CrossRef]
- Ploix, M.A.; Guy, P.; Chassignole, B.; Moysan, J.; Corneloup, G.; El Guerjouma, R. Measurement of ultrasonic scattering attenuation in austenitic stainless steel welds: Realistic input data for NDT numerical modeling. Ultrasonics 2014, 54, 1729–1736. [Google Scholar] [CrossRef] [PubMed]
- Yan, X.; Pang, J.; Jing, Y. Ultrasonic Measurement of Stress in SLM 316L Stainless Steel Forming Parts Manufactured Using Different Scanning Strategies. Materials 2019, 12, 2719. [Google Scholar] [CrossRef] [PubMed]
- Lee, J.K.; Bae, D.S.; Lee, S.P.; Lee, J.H. Evaluation on defect in the weld of stainless steel materials using nondestructive technique. Fusion Eng. Des. 2014, 89, 1739–1745. [Google Scholar] [CrossRef]
- Nakamura, N.; Ashida, K.; Takishita, T.; Ogi, H.; Hirao, M. Inspection of stress corrosion cracking in welded stainless steel pipe using point-focusing electromagnetic acoustic transducer. NDT E Int. 2016, 83, 88–93. [Google Scholar] [CrossRef]
- Malarvel, M.; Singh, H. An autonomous technique for weld defects detection and classification using multi-class support vector machine in X-radiography image. Optik 2021, 231, 166342. [Google Scholar] [CrossRef]
- Ricci, M.; Ficola, A.; Fravolini, M.L.; Battaglini, L.; Brunori, V.; Palazzi, A.; Rocchi, C. Machine vision and magnetic imaging NDT for the on-line inspection of stainless steel strips. In Proceedings of the IEEE International Conference on Imaging Systems and Techniques Proceedings, Manchester, UK, 16–17 July 2012; pp. 415–420. [Google Scholar]
- Fu, P.; Hu, B.; Lan, X.; Yu, J.; Ye, J. Simulation and quantitative study of cracks in 304 stainless steel under natural magnetization field. NDT E Int. 2021, 119, 102419. [Google Scholar] [CrossRef]
- International Organization for Standardization (ISO). ISO 10880: 2017. In Non-Destructive Testing-Infrared Thermography Testing-General Principles; ISO: Geneva, Switzerland, 2017. [Google Scholar]
- International Organization for Standardization (ISO). ISO 6781:1983. In Thermal Insulation-Qualitative Detection of Thermal Irregularities in Building Envelopes-Infrared Method; ISO: Geneva, Switzerland, 1983. [Google Scholar]
- Rogalski, A. Infrared detectors: An overview. Infrared Phys. Technol. 2002, 43, 187–210. [Google Scholar] [CrossRef]
- Ranjit, S.; Kim, W. Evaluation of coating thickness by thermal wave imaging: A comparative study of pulsed and lock-in infrared thermography-Part 1: Simulation. Infrared Phys. Technol. 2017, 83, 124–131. [Google Scholar]
- Ranjit, S.; Kim, W. Evaluation of coating thickness by thermal wave imaging: A comparative study of pulsed and lock-in infrared thermography-Part 2: Experimental investigation. Infrared Phys. Technol. 2018, 92, 24–29. [Google Scholar]
- Ranjit, S.; Choi, M.; Kim, W. Quantification of defects depth in glass fiber reinforced plastic plate by infrared lock-in thermography. J. Mech. Sci. Technol. 2016, 30, 1111–1118. [Google Scholar] [CrossRef]
- Liu, B.; Zhang, H.; Fernandes, H.; Maldague, X. Experimental evaluation of pulsed thermography, lock-in thermography and vibrothermography on foreign object defect(FOD) in CFRP. Sensors 2016, 16, 743. [Google Scholar] [CrossRef]
- Ranjit, S.; Kim, W. Non-destructive testing and evaluation of materials using active thermography and enhancement of signal to noise ratio through data fusion. Infrared Phys. Technol. 2018, 94, 78–84. [Google Scholar]
- Ranjit, S.; Choi, M.; Kim, W. Thermographic inspection of water ingress in composite honeycomb sandwich structure: A quantitative comparison among lock-in thermography algorithms. Quant. Infrared Thermogr. J. 2021, 18, 92–107. [Google Scholar]
- Lee, S.; Kim, W. Binarization Mechanism for Detectability Enhancement using Lock-in Infrared Thermography. J. Korean Soc. Nondestruct. Test. 2021, 41, 79–86. [Google Scholar] [CrossRef]
- Manda, M.P.; Kim, H.S. A Fast Image Thresholding Algorithm for Infrared Images Based on Histogram Approximation and Circuit Theory. Algorithms 2020, 19, 207. [Google Scholar] [CrossRef]
- Dong, Y.X. An Improved Otsu Image Segmentation Algorithm. Adv. Mater. Res. 2014, 989, 3751–3754. [Google Scholar] [CrossRef]
- Dong, Y.X. Review of otsu segmentation algorithm. Adv. Mater. Res. 2014, 989, 1959–1961. [Google Scholar] [CrossRef]
- Yang, X.; Shen, X.; Long, J.; Chen, H. An improved median-based Otsu image thresholding algorithm. Aasri Procedia 2012, 3, 468–473. [Google Scholar] [CrossRef]
- Ranjit, S.; Park, J.; Kim, W. Application of thermal wave imaging and phase shifting method for defect detection in Stainless steel. Infrared Phys. Technol. 2016, 76, 676–683. [Google Scholar]
- Hidalgo-Gato García, R.; Andrés Álvarez, J.R.; López Higuera, J.M.; Madruga Saavedra, F.J. Quantification by signal to noise ratio of active infrared thermography data processing techniques. Opt. Photonics J. 2013, 3, 20–26. [Google Scholar] [CrossRef]
- Takashimizu, Y.; Iiyoshi, M. New parameter of roundness R: Circularity corrected by aspect ratio. Prog. Earth Planet. Sci. 2016, 3, 2. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Thermal Conductivity (k) | 16.2 |
| Density | 8000 |
| Heat Capacity | 500 |
| Initial Temperature | 23 °C |
| Hole | Amplitude | Phase | ||
|---|---|---|---|---|
| Filtering | Non-Filtering | Filtering | Non-Filtering | |
| A1 | − | − | 88 | 79 |
| A2 | − | − | − | − |
| A3 | − | − | 80 | 85 |
| A4 | − | − | 81 | 84 |
| B1 | 87 | 84 | 86 | 85 |
| B2 | − | − | − | − |
| B3 | 81 | 79 | 82 | 77 |
| B4 | 88 | 88 | 84 | 82 |
| C1 | 81 | 84 | 88 | 85 |
| C2 | − | − | − | − |
| C3 | 79 | − | − | − |
| C4 | 92 | 89 | 86 | 80 |
| D1 | 86 | 85 | 88 | 84 |
| D2 | − | − | − | − |
| D3 | 83 | 86 | 84 | 84 |
| D4 | 92 | 91 | 89 | 84 |
| RMSE | 23.657 | 31.1469 | 23.6378 | 24.8919 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, S.; Chung, Y.; Shrestha, R.; Kim, W. Automated Defect Detection Using Threshold Value Classification Based on Thermographic Inspection. Appl. Sci. 2021, 11, 7870. https://doi.org/10.3390/app11177870
Lee S, Chung Y, Shrestha R, Kim W. Automated Defect Detection Using Threshold Value Classification Based on Thermographic Inspection. Applied Sciences. 2021; 11(17):7870. https://doi.org/10.3390/app11177870
Chicago/Turabian StyleLee, Seungju, Yoonjae Chung, Ranjit Shrestha, and Wontae Kim. 2021. "Automated Defect Detection Using Threshold Value Classification Based on Thermographic Inspection" Applied Sciences 11, no. 17: 7870. https://doi.org/10.3390/app11177870
APA StyleLee, S., Chung, Y., Shrestha, R., & Kim, W. (2021). Automated Defect Detection Using Threshold Value Classification Based on Thermographic Inspection. Applied Sciences, 11(17), 7870. https://doi.org/10.3390/app11177870